Эта заявка представляет собой частичное продолжение находящейся на рассмотрении патентной заявки США №11/985,960, которая подана 19 ноября 2007 г.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ
Данные принципы относятся к ортопедическим (костным) винтам. Более конкретно, они относятся к ортопедическому винту с резьбой с увеличенной площадью поверхности и способу его изготовления.
ОПИСАНИЕ СВЯЗАННОЙ ОБЛАСТИ
Медицинские винты или ортопедические (костные) винты или резьбовые штыри является широко используемыми в ортопедических процедурах, где требуется устанавливать кость или множество костей в положение, которое является закрепленным по отношению к 1) смежной кости или части кости, для которой используют винт; или 2) хирургической шине или другому устройству внешней фиксации, которое удерживают в положении с использованием костного или ортопедического винта. Как используют в настоящем документе, термин «костный винт» и/или «ортопедический винт» взаимозаменяемо используют в настоящем документе и они включают все известные медицинские/ортопедические винты, резьбовые штыри и/или импланты любого типа, которые используют в костях человека и/или животных.
Одна обыкновенная проблема при использовании костных винтов заключается в разделении кости во время вставления винта. Разделение часто возникает, когда обрабатываемый объект (например, кость) является ломким от природы, и трение между винтом и костью требует более высокого крутящего момента, чтобы в достаточной мере проникать в кость для надлежащего применения.
Другая проблема состоит в возможности ослабления или выкручивания винтов после установки. Это ослабление может вести к неправильному расположению кости и требует дополнительных процедур, подлежащих осуществлению для того, чтобы корректировать его.
Следовательно, желательно иметь костный винт, который устраняет эти проблемы, не требуя какого-либо изменения в существующих одобренных процедурах для установки и удаления таких костных винтов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Фасетированный костный винт по данным принципам также снижает вероятность выкручивания костных винтов и резьбовых штырей из кости из-за усовершенствованной остеоинтеграции между фасетированной резьбовой частью имплантированного устройства и костью.
Согласно одной реализации, способ изготовления ортопедического винта включает загрузку прутковой заготовки материала в винтонарезную машину, перемещение режущего инструмента в контакт с прутковой заготовкой в течение предварительно заданного количества времени для того, чтобы нарезать часть резьбы, удаление режущего инструмента из режущего контакта с прутковой заготовкой перед окончанием предварительно заданного количества времени, вращение или прутковой заготовки или режущего инструмента, перемещение режущего инструмента назад в контакт с прутковой заготовкой в течение второго предварительно заданного количества времени для того, чтобы нарезать другую часть резьбы, и удаление режущего инструмента из режущего контакта с прутковой заготовкой перед окончанием второго предварительно заданного количества времени. Нарезание прутковой заготовки осуществляют так, что по меньшей мере два смежных разреза имеют различные радиусы относительно центральной оси прутковой заготовки.
Другие аспекты и признаки данных принципов станут видны из следующего подробного описания рассматриваемого в сочетании с сопроводительными чертежами. Однако следует понимать, что чертежи разработаны только с иллюстративной целью и не в качестве определения пределов данных принципов, для которых ссылку можно дать на приложенную формулу изобретения. Также следует понимать, что чертежи не обязательно изображены в масштабе и что, если не указано иное, они предназначены лишь для того, чтобы принципиально иллюстрировать структуры и процессы, описанные в настоящем документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертежах, где одинаковые номера позиций обозначают схожие компоненты на всем протяжении видов.
На фиг. 1 представлен вид в разрезе костного винта согласно известному уровню техники.
На фиг. 2a и 2b представлены виды в поперечном разрезе фасетированного костного винта согласно реализации данных принципов.
На фиг. 3a представлен вид сверху машины для нарезания костных винтов, которую используют для производства костного винта согласно реализации данных принципов.
На фиг. 3b представлен вид сверху машины для нарезания костных винтов, которую используют для производства костного винта согласно реализации данных принципов.
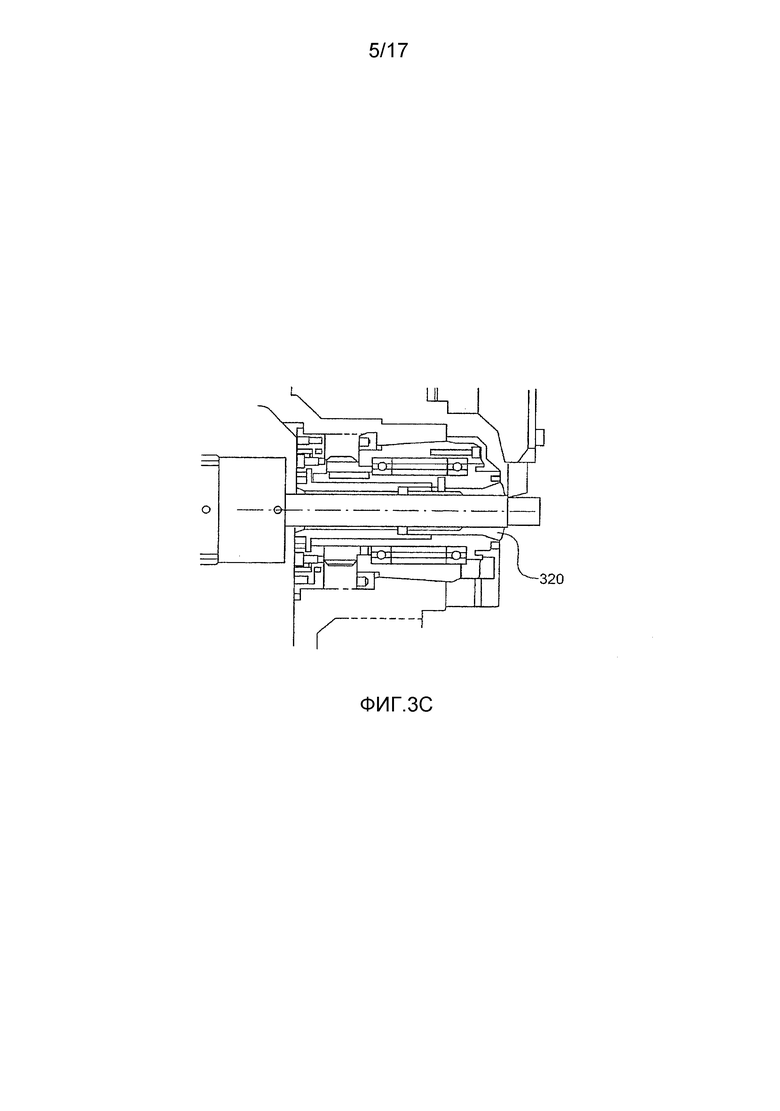
На фиг. 3c представлен вид сверху вращающейся направляющей втулки винтонарезной машины, используемой для производства костного винта по данным принципам.
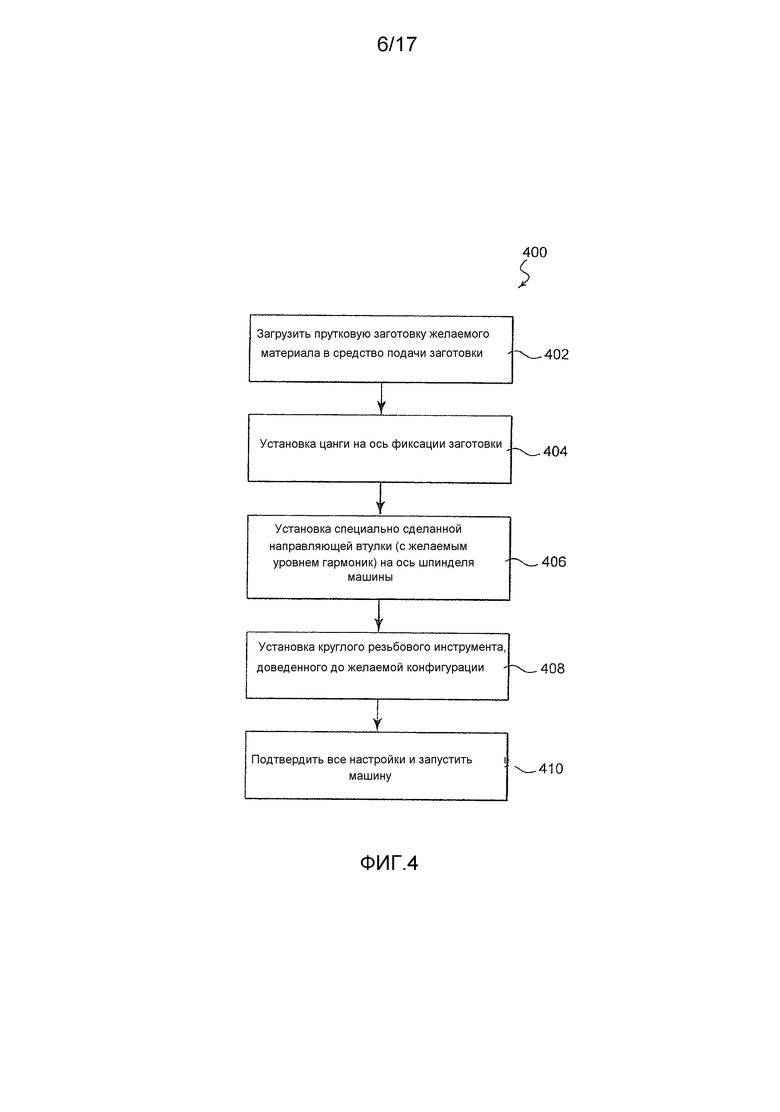
На фиг. 4 представлена технологическая схема способа получения фасетированного костного винта согласно реализации данных принципов.
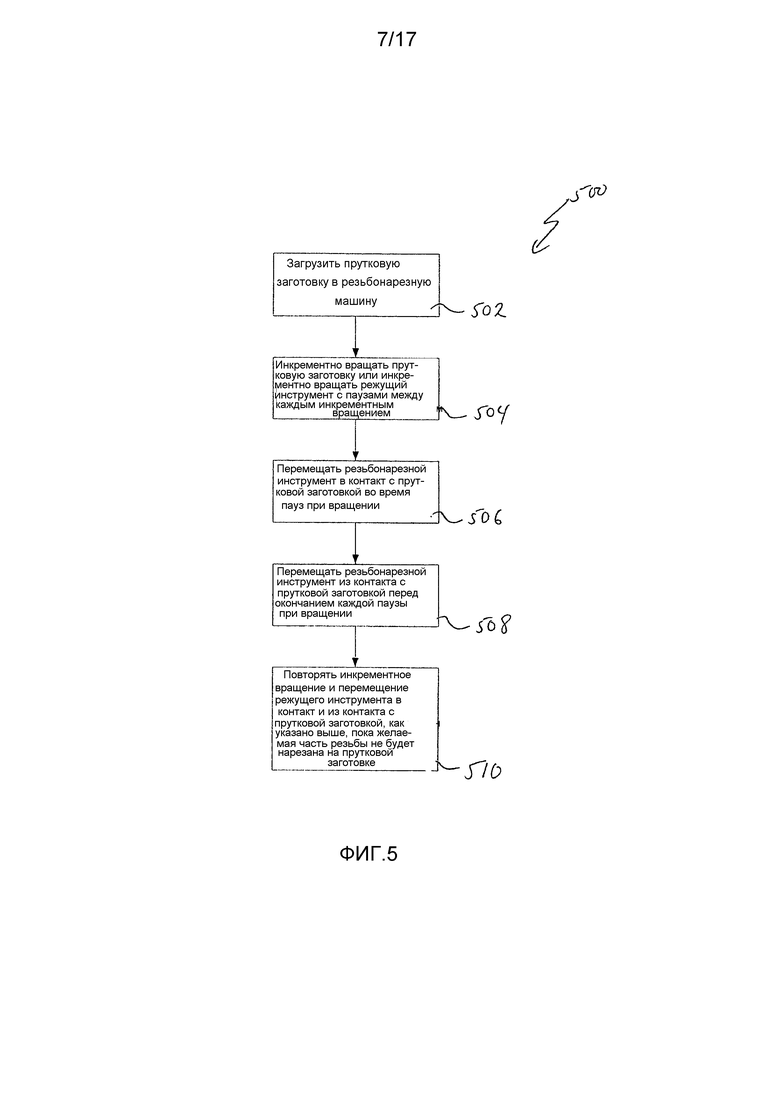
На фиг. 5 представлена технологическая схема способа получения фасетированного костного винта согласно реализации данных принципов.
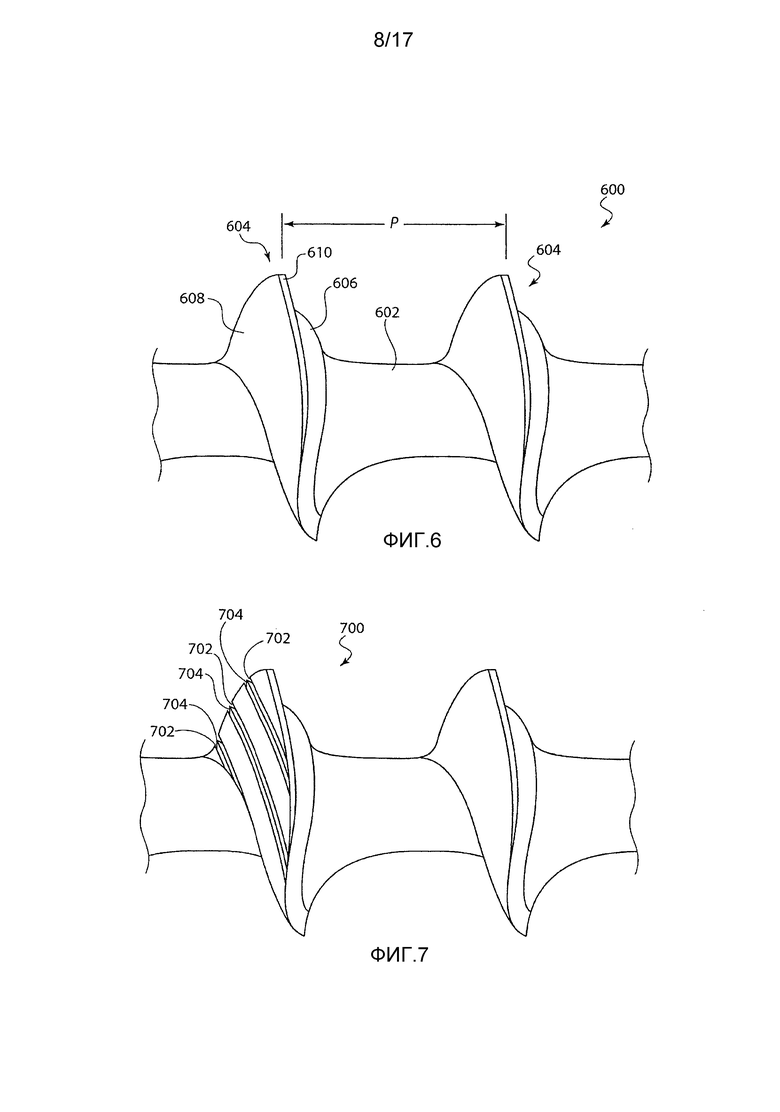
На фиг. 6 представлен вид сбоку двух шагов резьбы винта для целей описания его различных частей, используемых в настоящем документе.
На фиг. 7; представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно реализации данных принципов.
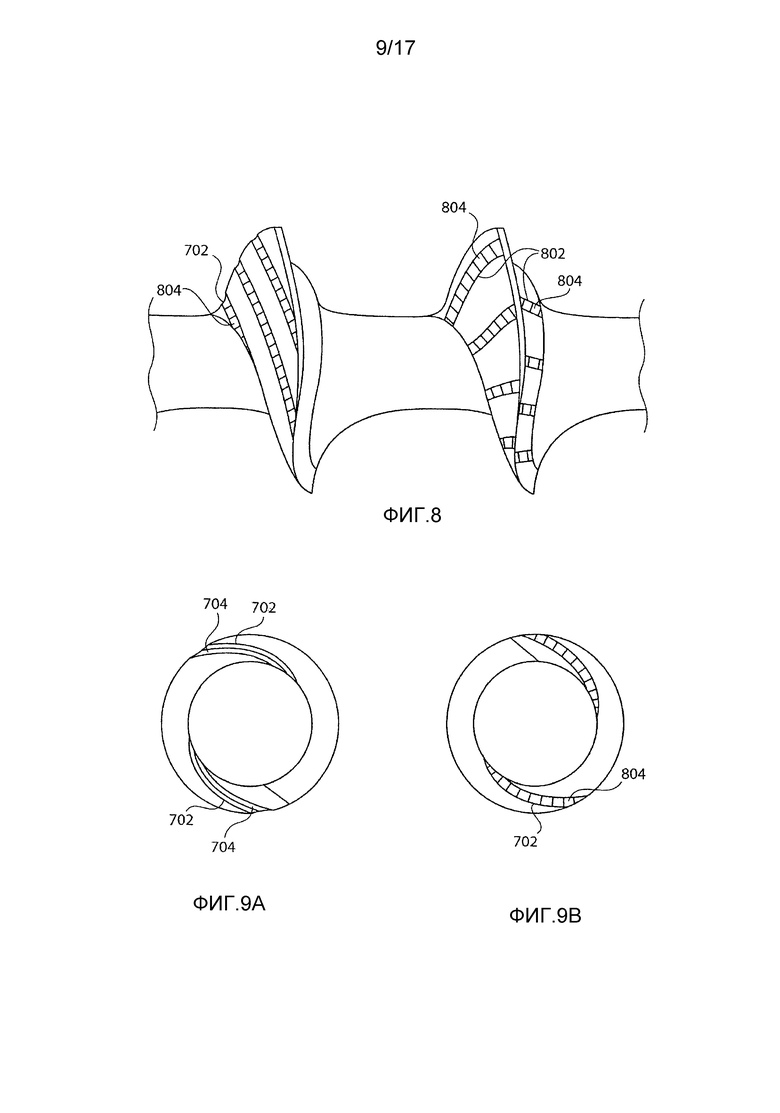
На фиг. 8 представлен вид сбоку двух конфигураций резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 9a и 9b представлены виды в разрезе двух конфигураций резьбы, представленных на фиг. 8.
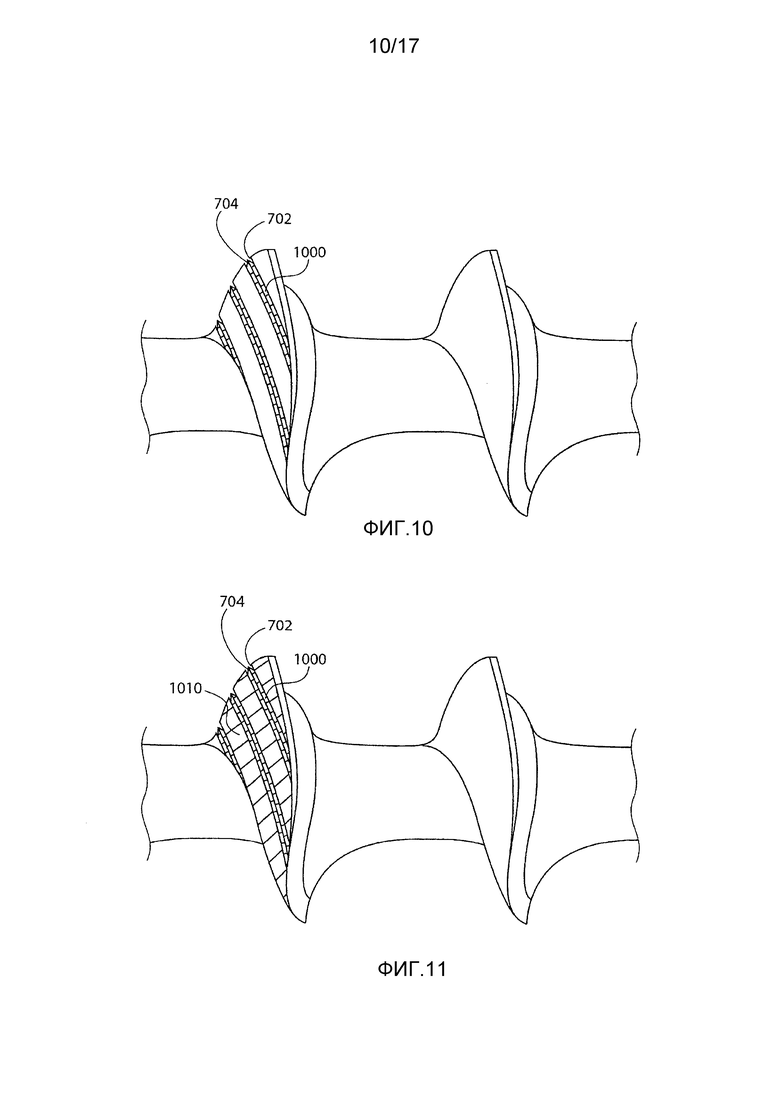
На фиг. 10 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 11 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
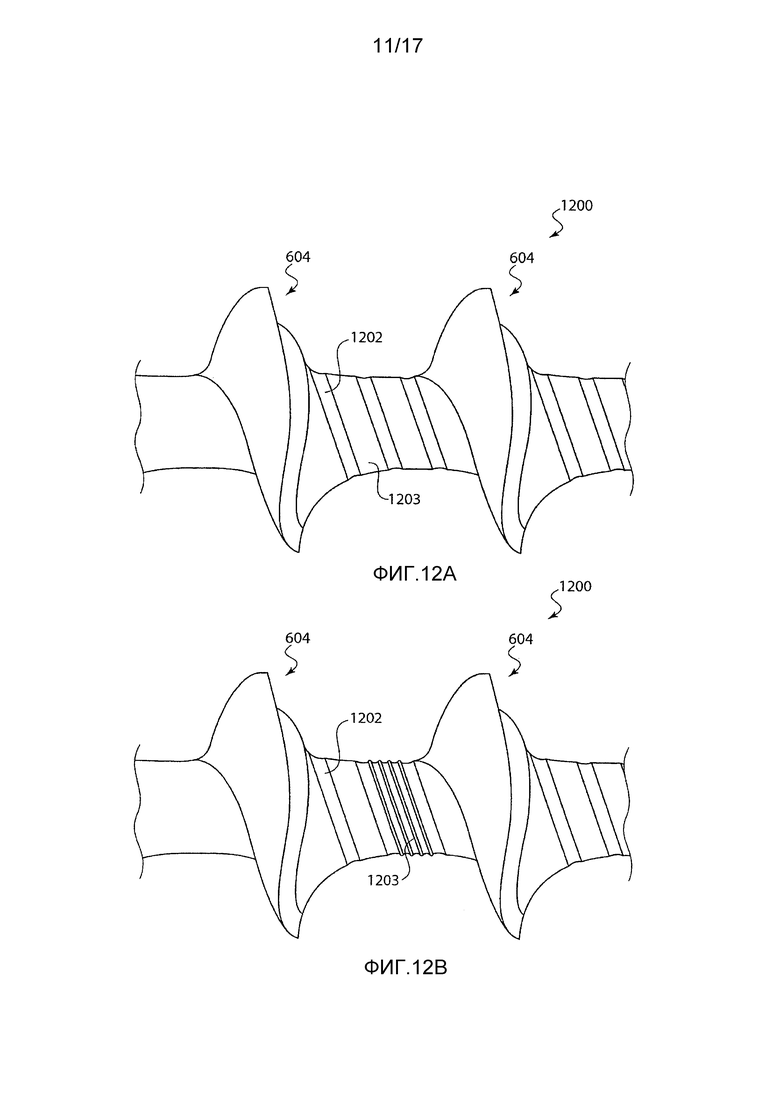
На фиг. 12a представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 12b представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
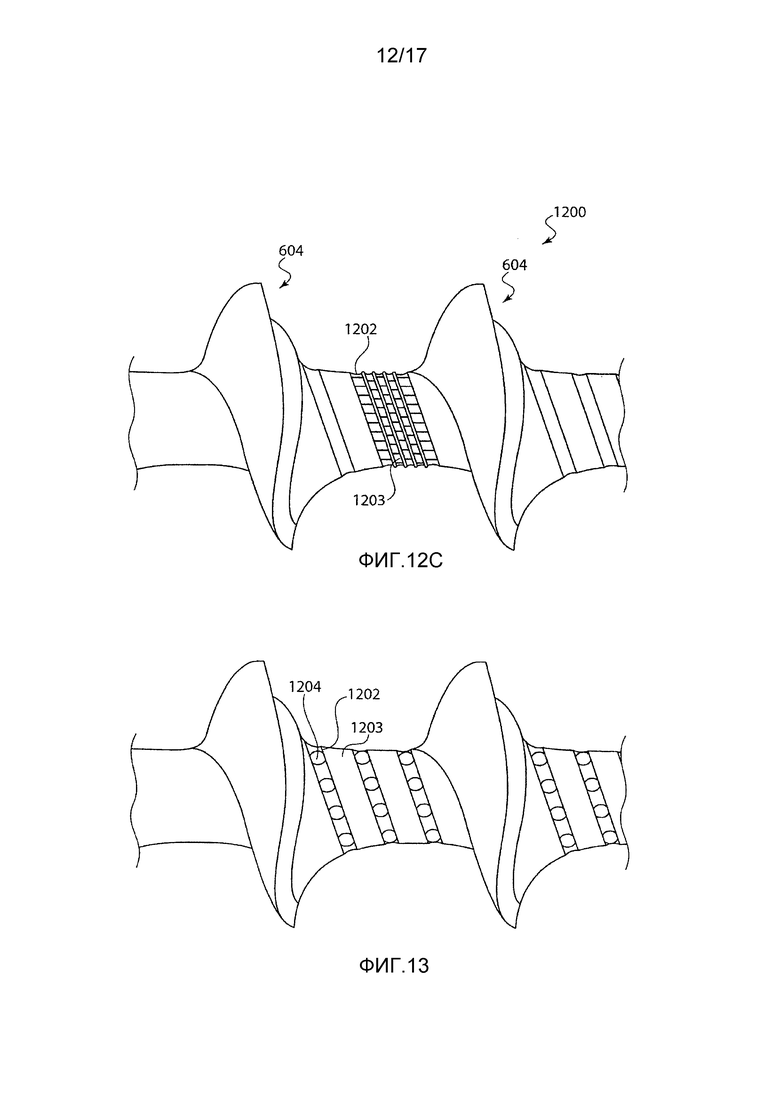
На фиг. 12c представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 13 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
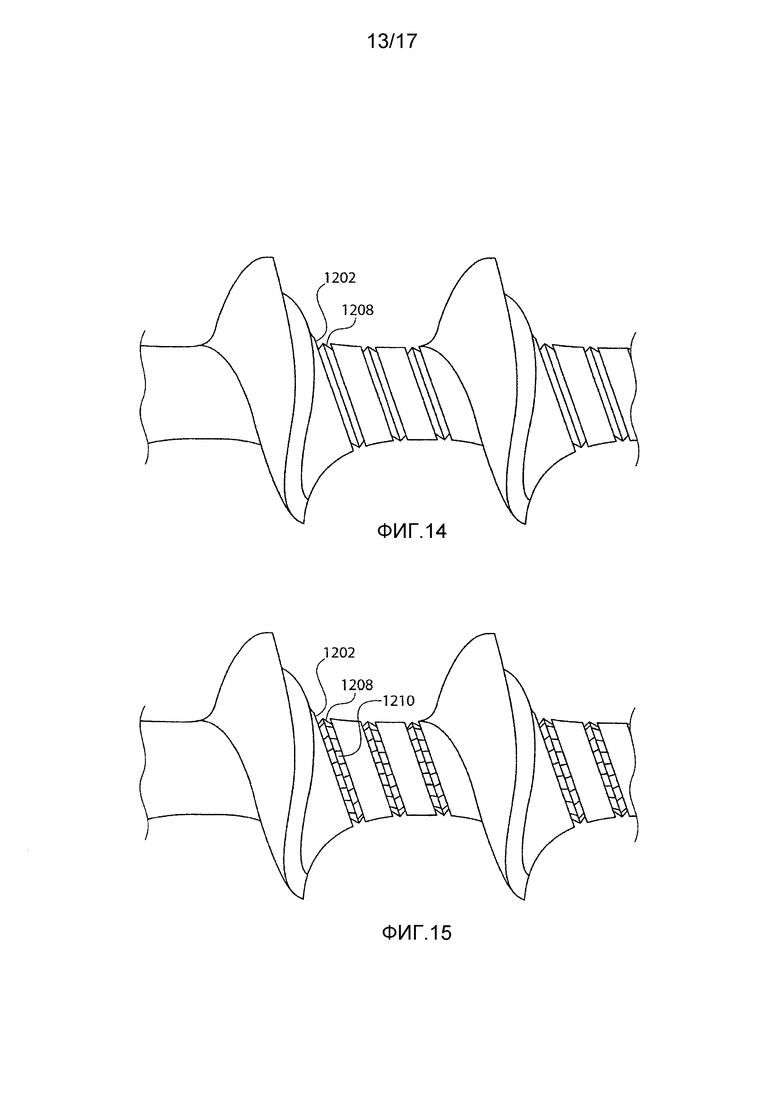
На фиг. 14 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 15 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов
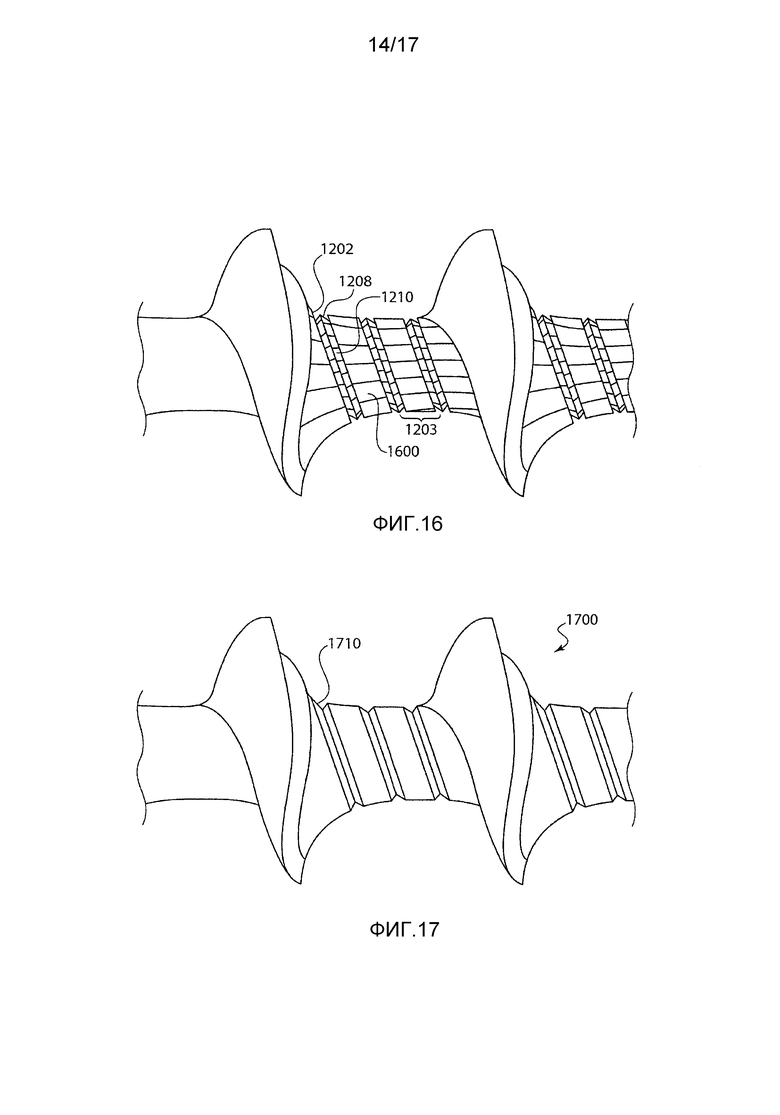
На фиг. 16 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 17 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
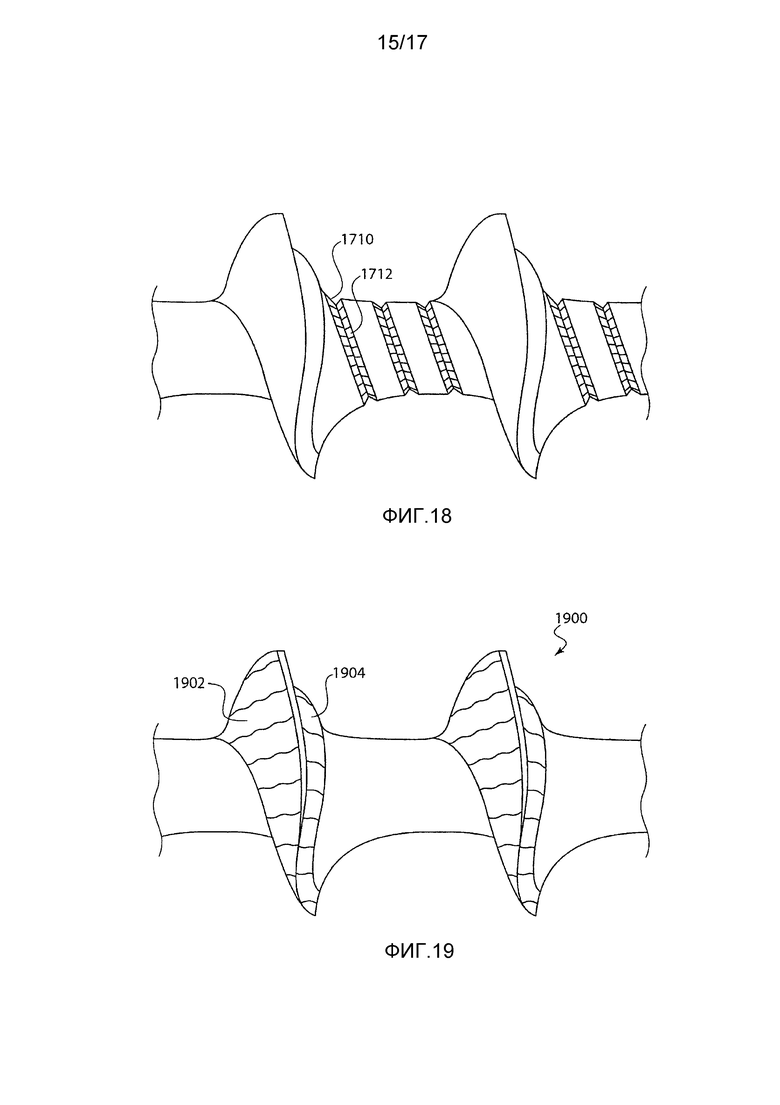
На фиг. 18 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
На фиг. 19 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
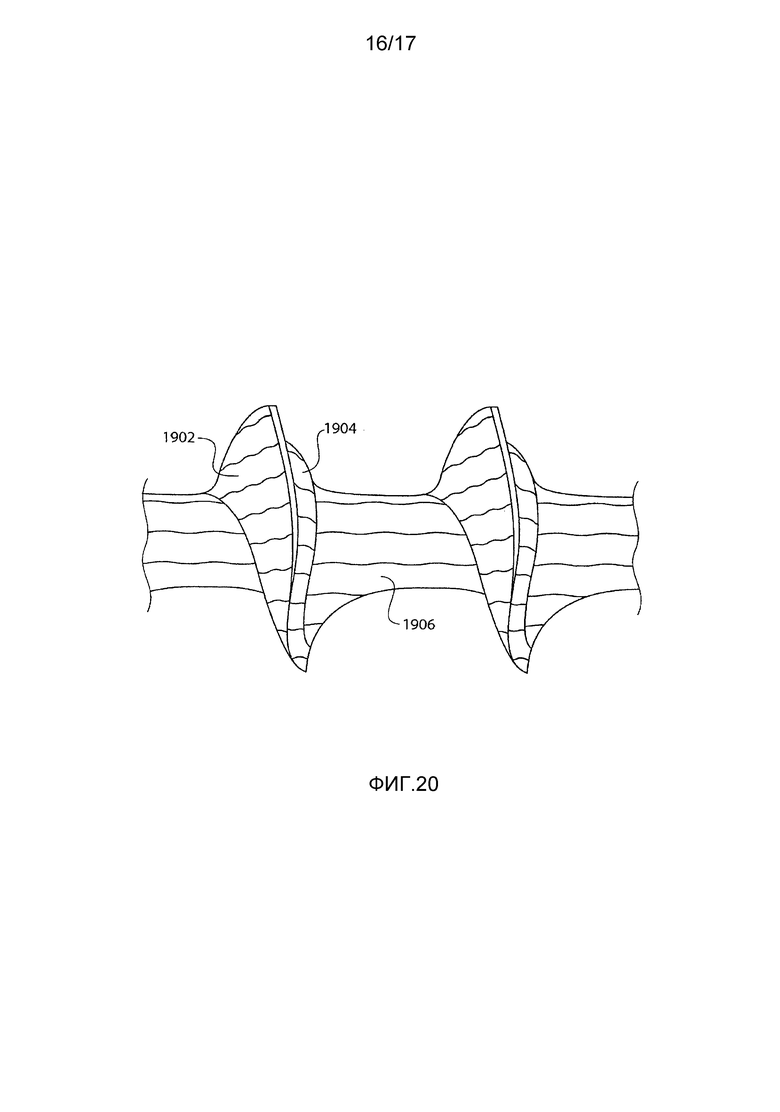
На фиг. 20 представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
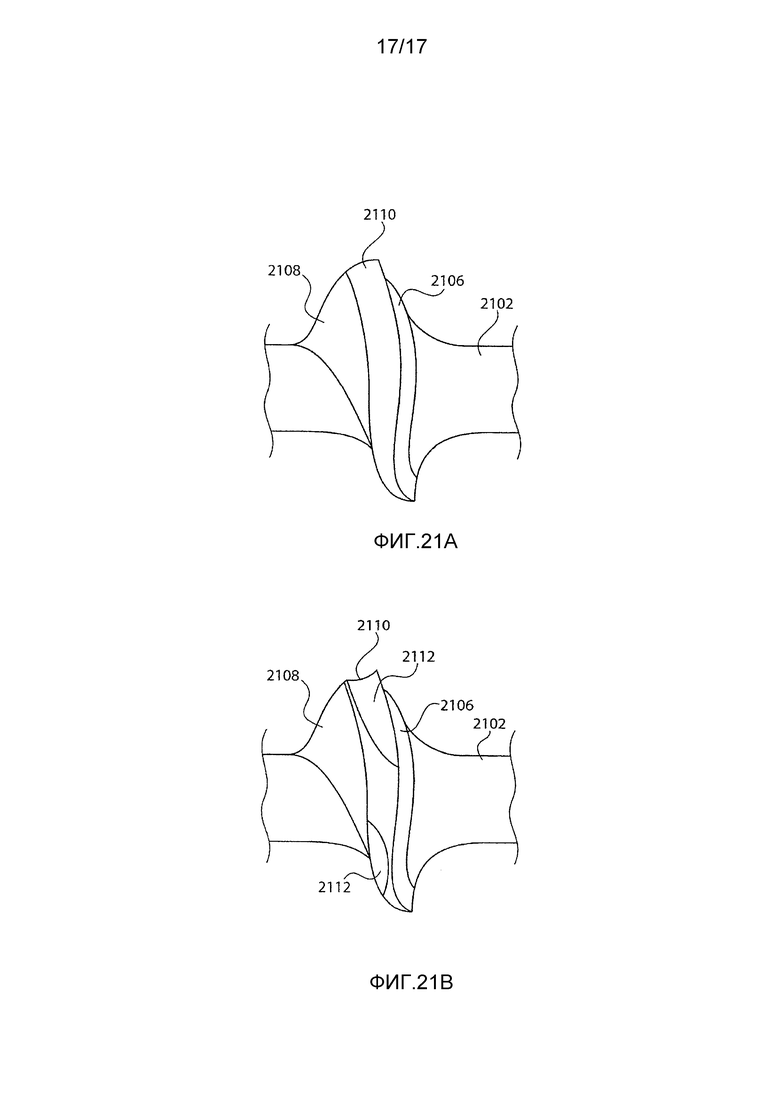
На фиг. 21a и 21b представлен вид сбоку конфигурации резьбы для костного/ортопедического винта согласно другой реализации данных принципов.
ПОДРОБНОЕ ОПИСАНИЕ
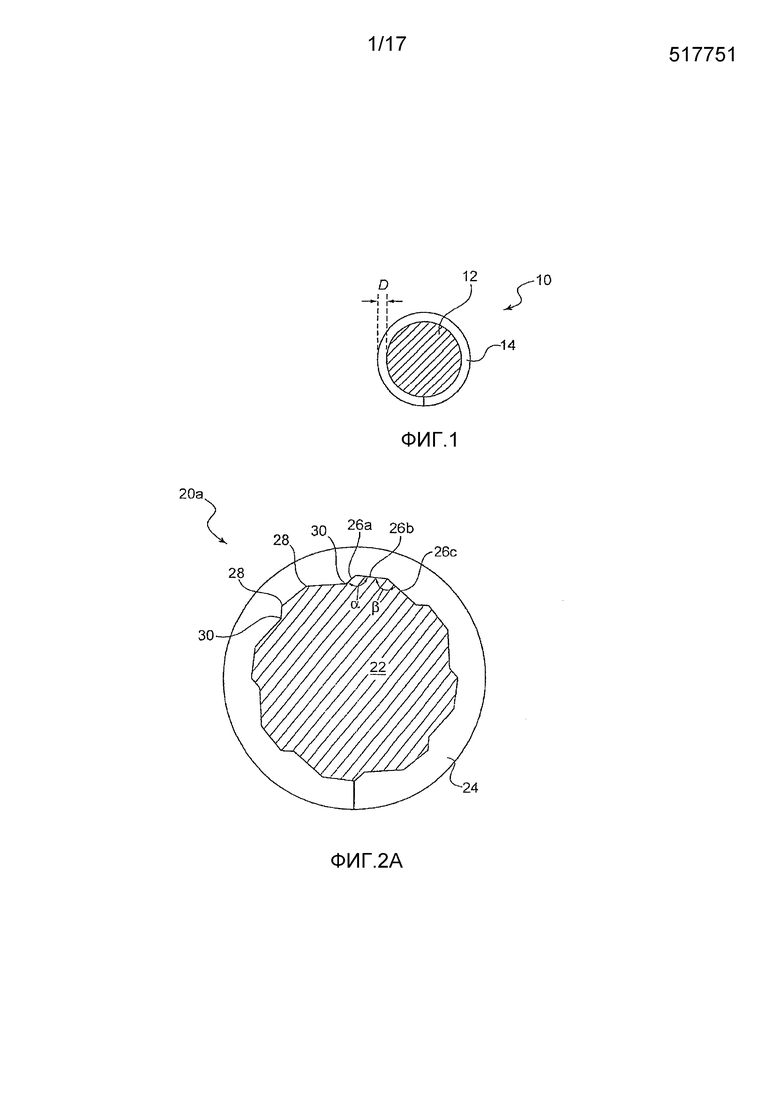
На фиг. 1 представлено сечение костного винта 10 согласно известному уровню техники. Ствол 12 содержит резьбу 14, которая может идти на какую-либо длину ствола 12, включая всю его длину. Резьба в целом имеет единообразную непеременную длину D в зависимости конкретного применения для этого винта. Шаг, который относится к расстоянию между смежными витками резьбы, также является в целом единообразным для большинства костных винтов и крепежных средств.
Средние специалисты в данной области поймут, что одна или несколько различных частей ствола 12 могут содержать витки 14 резьбы, или альтернативно весь ствол 12 может быть резьбовым. Такие же идеи применимы к костному винту по данным принципам.
На фиг. 2a представлено сечение фасетированного костного винта 20 согласно реализации данных принципов. Костный винт 20 имеет ствол 22, который имеет витки 24 резьбы, которые содержат одну или несколько фасок 26a, 26b и 26c. Эти фаски в целом являются поперечными к резьбовой канавке и идут по ней на протяжении некоторой или части общей длины резьбы. Несмотря на то, что показаны поперечными к резьбе, предусмотрено, что фаски могут быть смещены от точного поперечного взаимного расположения относительно резьбовой канавки. Посредством встраивания фасок 26 в ствол внутри резьбовой канавки 24, в ней формируют множество пиков 28 и впадин 30. Фаски 26 располагают под различными углами α и β относительно следующей смежной фаски. Углы α могут находиться в диапазоне 90-170 градусов, тогда как углы β могут находиться в диапазоне 100-175 градусов. Реализация фасок 26 будет обеспечивать переменную глубину D резьбы.
Как показано, имеют место несколько пиков 28 и впадин 30, сформированных фасками 26 на переменных глубинах внутри резьбы, каждое имеет поднимающиеся/спадающие стороны в зависимости от направления вращения ствола 22. Эти пики и впадины, в сочетании с поднимающимися/спадающими сторонами действуют для того, чтобы снижать трение между костью и винтом, и, тем самым, действуют для того, чтобы снижать крутящий момент, требуемый для того, чтобы костный винт вкручивать и удалять из кости. Как будет оценено, когда ствол 22 вращают в одном направлении, поднимающиеся стороны соответствующих пиков будут постепенно действовать для того, чтобы пенетрировать кость, и, когда достигают пика, трение между костью и винтовой резьбой по существу снижается, поскольку кость проходит по спадающей стороне этого пика.
Повторяя этот процесс последовательно, например, в конфигурации на всем протяжении резьбы, общий крутящий момент, необходимый для того, чтобы приводить костный винт в движение, можно снижать вплоть до 50% (в зависимости от размера винта и кости, которую пенетрируют).
После вставления в кость, кость будет обеспечивать остеоинтеграцию с фасками 26 (включая пики и впадины), и фаски станут наподобие якорей для предотвращения ослабления (т.е. выкручивания) винта после установки врачом. Однако когда костный винт должен быть извлечен, простое приложение крутящего момента в направлении ослабления вызовет ослабление или выламывание кости из фасок 26, и фаски снова будут действовать для того, чтобы снижать крутящий момент, необходимый при удалении костного винта.
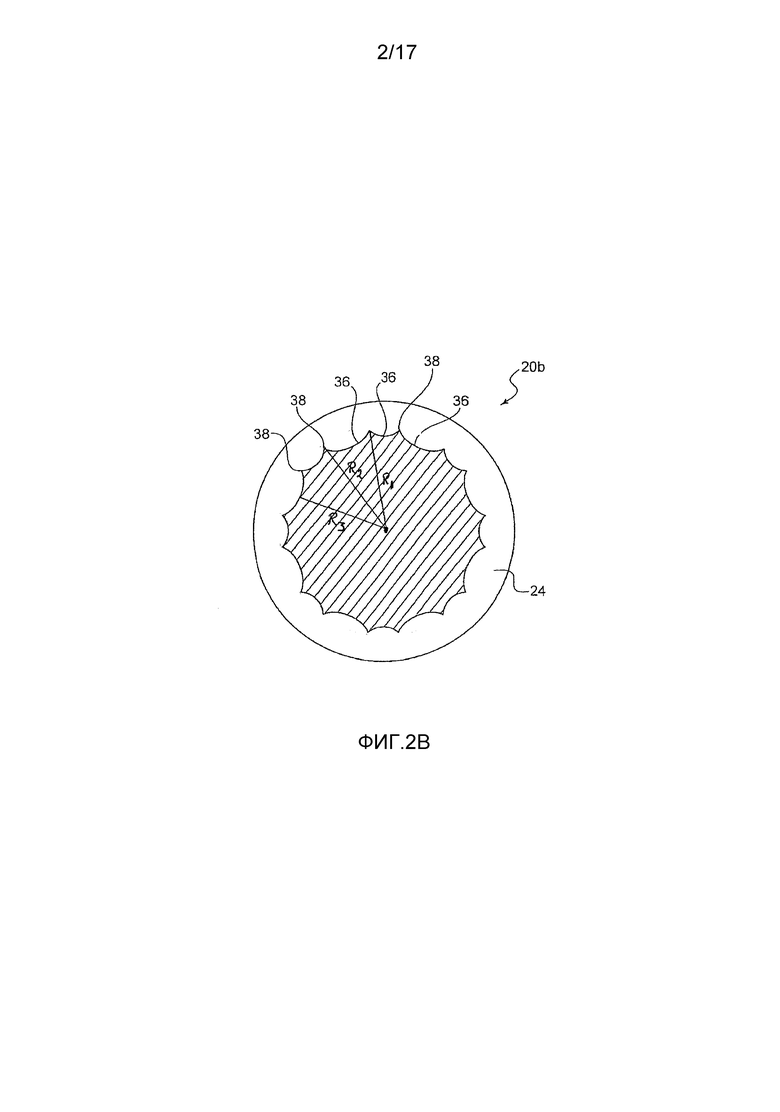
На фиг. 2b представлена другая реализация костного винта 20, где фаски 36 являются вогнутыми по природе, а пики обозначены точками 38 между соответствующими вогнутыми фасками 36. В этой реализации впадины будут рассматривать на основании каждой вогнутой фаски 36, и снижение трения будет всенаправленным (т.е. одинаковая работа в направлениях как по часовой стрелке, так и против часовой стрелки). Как показано, имеют место различные радиусы R1, R2, R3 и т.д., которые являются результатом формирования вогнутых фасок 36 и соответствующих пиков и впадин.
Для того чтобы изготавливать костный винт воспроизводимым, сертифицируемым образом, применяют способ точного изготовления с использованием инструмента винтонарезной машины швейцарского типа. Средние специалисты в данной области примут во внимание, что настройка в этот момент (т.е. токарный станок) или многоосевая винтонарезная машина швейцарского типа с CNC (с компьютерным числовым управлением) представляет собой только один из примеров типа машины, которую можно должным образом конфигурировать для производства фасетированного костного винта, описанного в настоящем документе, и что другие типы машин также можно реализовать, не отступая от сущности данных принципов.
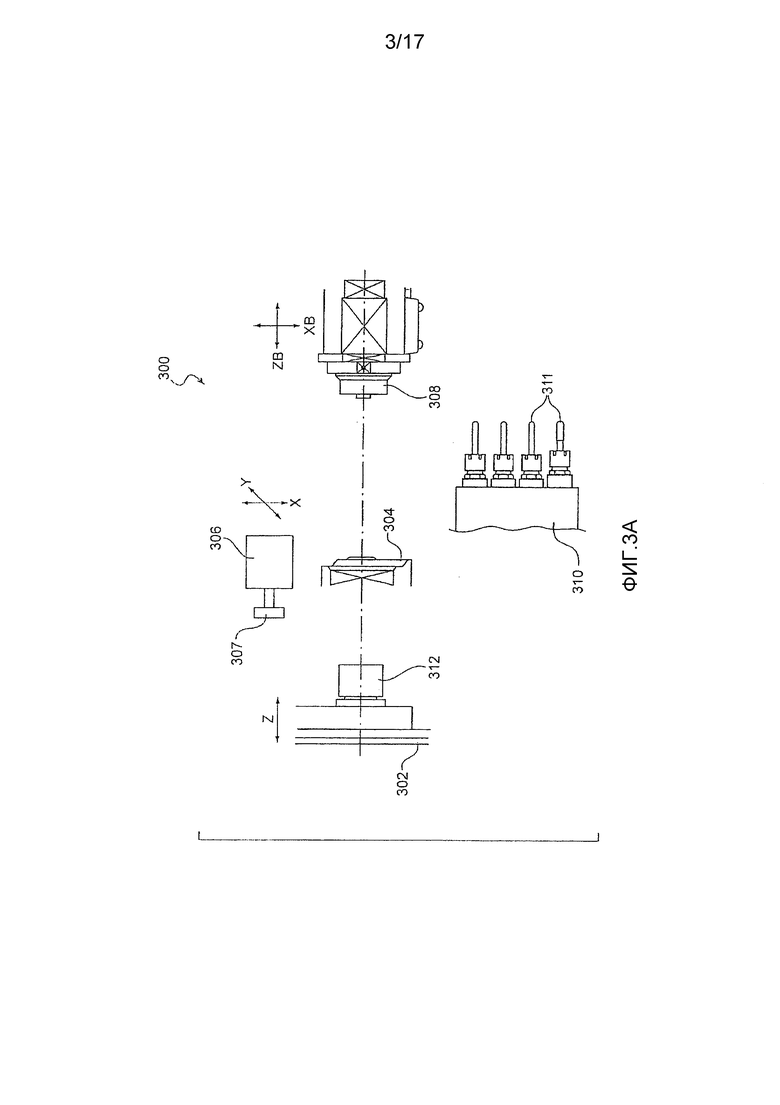
На фиг. 3a представлен вид сверху швейцарской нарезающей машины 300, используемой для производства костного винта по данным принципам. Она представляет собой автоматический токарный станок с CNC с подвижной бабкой, который в целом состоит из бабки 302, направляющей втулки (или направляющей цанги) 304, вращающегося держателя 306 инструментов, контршпинделя 308 и салазок 310 держателя инструментов. Салазки держателя инструментов содержат один или несколько инструментов или резьбонакатных инструментов 31, которые можно использовать во время других процессов нарезания. Хотя показано здесь в образцовых целях, для данных принципы могут не требоваться салазки 310 держателя инструментов во время процесса изготовления фасетированного костного винта.
Бабка 302 содержит основной шпиндель 312 и скользящий блок (не показано). Основной шпиндель 312 закрепляет заготовку направляющей втулкой 304 и подает ее вращательным движением. Скользящий блок обеспечивает возвратно-поступательное действие материала в направлении оси z (продольном) с использованием CNC управления. Подачу заготовки в направлении оси Z обеспечивает бабка во время основной машинной обработки. Вращающийся держатель 306 инструментов содержит инструмент или резак 307, который нарезает резьбу на (проволоке) прутковой заготовке, используемую для того, чтобы формировать ее.
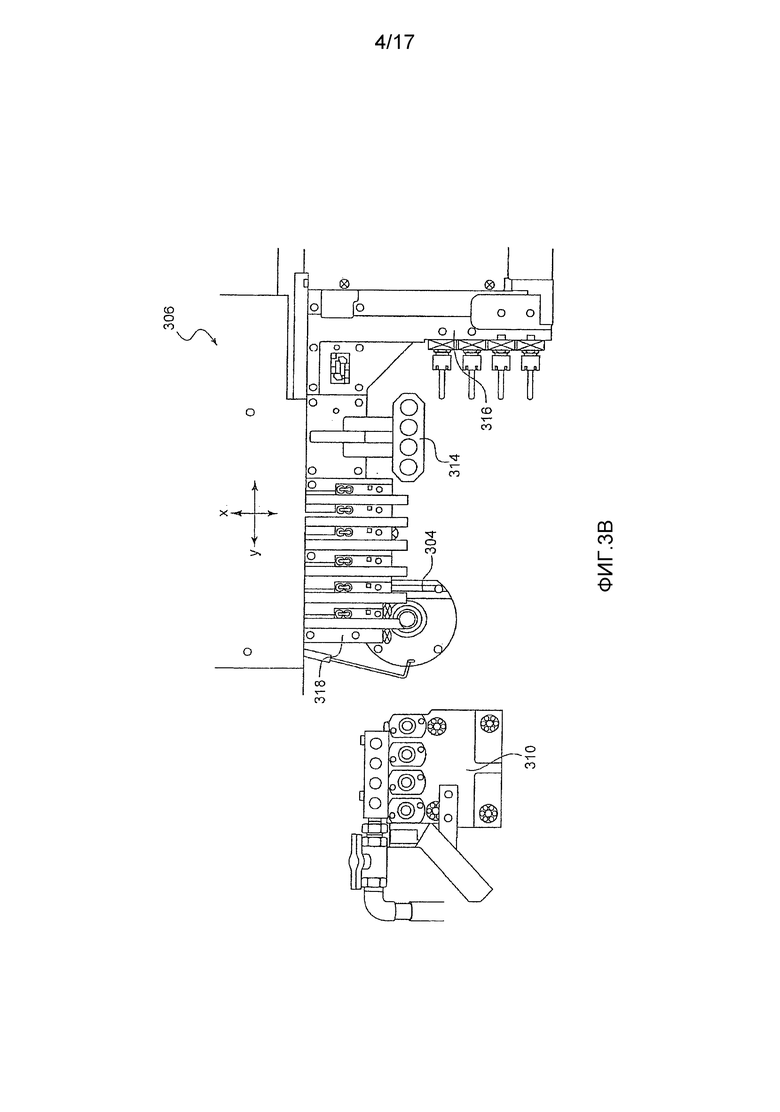
На фиг. 3b представлен вид сверху вращающегося держателя 306 инструментов винтонарезного токарного станка/машины 300. Вращающийся держатель инструментов способен на возвратно-поступательное движение по оси x и оси y под CNC управлением, и будет подавать материал в диаметральном направлении во время основной машинной обработки. Опора инструмента заставляет режущий инструмент контактировать с заготовкой рядом с направляющей втулкой 304 и взаимодействует с бабкой 302 для того, чтобы выполнять машинную обработку. Держатель инструментов (не показано), 4-шпиндельный муфтовый держатель 314 и 4-шпиндельный блок 316 поперечного сверления/фрезерования прикрепляют к опоре инструмента. Режущий инструмент будут прикреплять к держателю инструментов для того, чтобы выполнять поворот.
Держатель инструментов для фронтальной машинной обработки прикрепляют к муфтовому держателю 314, и он выполняет действие фронтального сверления, нарезания и растачивания. Инструменты с механическим приводом можно прикреплять к 4-шпиндельному блоку 316 поперечного сверления, обеспечивающему вращательное движение для сверления, нарезания и торцового фрезерования и т.д., чтобы осуществлять поперечное или фронтальное сверление, нарезание и фрезерование.
Ось x осуществляет подачу держателя инструментов в направлении диаметра и выбор инструмента 4-шпиндельного блока поперечного сверления/фрезерования. Ось y осуществляет выбор инструмента держателя инструментов, выбор инструмента муфтового держателя 314 и подачу 4-шпиндельного блока 316 поперечного сверления/фрезерования в направлении диаметра.
Направляющая втулка 304 поддерживает заготовку около положения машинной обработки для того, чтобы предотвращать изгибание материала, и тем самым помогает добиться высокоточной и воспроизводимой машинной обработки. В этом блоке направляющая втулка 304 принимает большую часть нагрузки при нарезании в диаметральном направлении, и точность машинной обработки в некоторой степени зависит от зазора между направляющей втулкой 304 и заготовкой. Следовательно, выбор заготовки основан на требуемой воспроизводимости внешнего диаметра материала, который нарезают с использованием резьбы по данным принципам. Направляющая втулка 304 предпочтительно представляет собой вращающуюся направляющую втулку 320 (см. фиг. 3c), которую синхронизируют с основным шпинделем. В целом направляющую втулку 320 располагают внутри направляющей втулки 304.
Контршпиндель 313 закрепляет заготовку с использованием направляющей втулки (цанги) 304 и обеспечивает вращательное движение. Скользящий блок обеспечивает возвратно-поступательное движение материала в направлении оси ZB (продольном) и направлении оси XB с CNC управлением.
Держатель инструментов 310 обеспечивает подачу в направлении оси ZB при обратной машинной обработке и подачу в направлении XB при выборе инструмента блока 308 контршпинделя. Различные роли машинной обработки с задним креплением можно грубо классифицировать следующим образом:
Машинная обработка без заусенцев: заднее крепежное средство закрепляет заготовку в процессе нарезания и осуществляет процесс нарезания посредством синхронного вращения с основным шпинделем с тем, чтобы получать поверхность после резки без штифта.
Синхронное Z-ZB управление: заднее крепежное средство закрепляет заготовку одновременно с основным шпинделем во время основной машинной обработки. Оно также осуществляет синхронную работу в направлении оси Z/ZB, или выполняет синхронное вращение с использованием основного шпинделя с тем, чтобы подавлять сгибание или коробление заготовки.
Обратная машинная обработка: вращающийся держатель 306 инструментов осуществляет обратную машинную обработку поверхности режущей кромки и ее периферии совместно с блоком 308 обратного контршпинделя опоры инструмента.
Блок 308 контршпинделя <он не включен в машину типа 540S>: держатель 306 инструментов для машинной обработки поверхности режущей кромки прикрепляют к блоку 308 контршпинделя обратной машинной обработки для того, чтобы осуществлять сверление, нарезание и растачивание обратной стороны. Выбор приводной системы для прикрепления с механическим приводом (это является опцией) делает возможным прикрепление инструмента с механическим приводом пока и машинную обработку обратным нецентральным нарезанием/фрезерованием.
На фиг. 4 представлен способ 400 изготовления фасетированного костного винта в соответствии с полуавтоматической реализацией. В соответствии с одним способом по данным принципам, прутковую заготовку желаемого материала загружают (402) в средство подачи заготовки. Цангу устанавливают (404) на ось фиксации заготовки. Специально сделанную направляющую втулку, изготовленную такого размера, который необходим для того, чтобы создать желаемый уровень гармоник, связанных с зазором, устанавливают (406) на ось шпинделя машины. Круглый резьбовой инструмент, который доводили для того, чтобы получать желаемую конфигурацию резьбы, устанавливают (408) на вращающийся держатель инструментов.
По одному из аспектов, фаски фасетированного костного винта наносят через точно контролируемый вибрационный эффект через наложение гармоник, связанных с зазором, во время процесса нарезания винта. Таким образом, посредством корректировки размера направляющей втулки (направляющей цанги) можно определять зазор между ней и прутковой заготовкой. Этот «зазор» генерирует гармонику, связанную с зазором, (или контролируемый вибрационный эффект) по мере того, как прутковую заготовку подают по оси шпинделя, проходящую через вращающийся круглый резьбовой инструмент, который создает конфигурацию резьбы в прутковой заготовке. Через контроль зазора осуществляют точное управление вибрационным эффектом. Примеры такого зазора составляют 0,0002-0,005 дюйма.
Специалистам в данной области понятно, что винтонарезная машина швейцарского типа представляет собой программируемую компьютером машину, и по существу указанное выше обработанное может быть компьютерно управляемым посредством машины, один раз запрограммированной соответствующим образом. Например, машину можно программировать так, что резьбовой инструмент создает конфигурацию резьбы за один проход или множество проходов, в зависимости от размера прутковой заготовки, количества материала, подлежащего машинной обработке, и желаемой заключительной обработки.
Многие другие признаки фасетированного костного винта можно осуществлять до или после того, как конфигурацию резьбы создают на прутковой заготовке, такие как создание головки винта, подробности управления сверлением, конфигурации приводов, покрытия и/или какая-либо дополнительная подготовительная обработка поверхности и т.д.
На фиг. 5 представлен другой способ получения костного винта согласно данным принципам. Как указано выше, для того, чтобы изготавливать костный винт воспроизводимым, сертифицируемым образом, применяют способ точного изготовления с использованием инструмента винтонарезной машины швейцарского типа. Несмотря на то, что описанный выше инструмент винтонарезной машины швейцарского типа представляет собой одну предпочтительную машину для изготовления костного винта по данным принципам, другие машины, которые делают возможным избирательное вращение прутковой заготовки и ее избирательную нарезку, также можно использовать, не отступая от объема изобретения. Согласно этому способу 500, прутковую заготовку загружают (502) в резьбонарезную машину. Эту загрузку можно осуществлять до или после того, как головку формируют на прутковой заготовке. После загрузки, в одной реализации, прутковую заготовку инкрементно вращают с отчетливыми паузами между каждым инкрементным вращением (504). В другой реализации прутковая заготовка является стационарной, а режущий инструмент поступательно вращают вокруг прутковой заготовки. Длительность времени для каждой паузы между инкрементными вращениями или прутковой заготовки или режущего инструмента можно варьировать в зависимости от желаемой конструкции и конфигурации резьбы. Такая длительность времени может быть любой от 0,1 до 5 секунд. Во время каждой паузы резьбонарезной инструмент перемещают в контакт с прутковой заготовкой для того, чтобы нарезать резьбу на ней (506). Движение режущего инструмента в контакт с прутковой заготовкой можно осуществлять радиально относительно прутковой заготовки или можно смещать под углом от приближения по радиусу с тем, чтобы делать возможными вариации в конструкциях резьбы, которые описаны ниже со ссылкой на фиг. 6-20. Таким образом, глубину (или радиальное проникновение) режущего инструмента в прутковую заготовку можно варьировать бесконечно (без нарушения целостности прутковой заготовки, используемой для того, чтобы создавать винт), таким образом, создавая различные радиусы (т.е. измеренные от центра ствола винта - см., например, фиг. 2b) на всем протяжении нарезания резьбы, что ведет к фасетированной конфигурации винта. Когда нарезание выполняют в течение этого периода паузы, режущий инструмент перемещают от прутковой заготовки (508), и цикл повторяют (510) до тех пор, пока желаемая часть резьбы не будет нарезана на прутковой заготовке.
В соответствии с отмеченной выше реализацией, где прутковую заготовку удерживают стационарно, вращающейся режущей головкой/инструментом управляют для того, чтобы выполнять нарезку резьбы, которую осуществляют с предварительно определяемыми периодами времени между нарезающими действиями. Здесь, вращающийся режущий инструмент можно вращать как угодно от 0,01 до 90 градусов перед выполнением нарезания стационарной прутковой заготовки. Радиальное проникновение вращающегося режущего инструмента в прутковую заготовку также можно варьировать для того, чтобы придавать фасетированную конфигурацию прутковой заготовке. Каждое нарезающее действие осуществляют в течение предварительно заданного количества времени перед перемещением режущей головки из контакта с прутковой заготовкой. Например, после первого нарезающего действия, вращающийся режущий инструмент перемещают из контакта со стационарной прутковой заготовкой, поворачивают на предварительно определяемое количество, и затем приводят обратно в контакт со стационарной прутковой заготовкой на другое предварительно определяемое количество времени, чтобы выполнить второе нарезающее действие на следующей части резьбы. Специалисты в данной области примут во внимание, что два смежных разреза, но со слегка различными радиусами, будут вести к формированию смежных вогнутых резьбовых разрезов, тем самым формируя вогнутые фаски в них.
На фиг. 6 представлен вид сбоку части резьбового крепежного средства 600, чтобы показать различные его части. Специалистам в данной области будет четко понятно, что какое-либо резьбовое крепежное средство имеет шаг резьбы P, который представляет собой расстояние между смежными витками 604 резьбы. Ствол 602 представляет собой по существу оставшуюся часть прутковой заготовки между витками 604 резьбы, сформированными в ней. Каждый виток резьбы 604 содержит ведущую грань/поверхность 606 и заднюю грань/поверхность 608, обычно соединенные на пике или гребне 610. Как описано ниже со ссылкой на остальные варианты осуществления, какую-либо одну или несколько комбинаций следующих вариантов осуществления можно создавать в одном костном/ортопедическом винте, не отступая от объема данных принципов как описано в настоящем документе.
На фиг. 7 представлена реализация костного/ортопедического винта 700, где одна или несколько канавок 702 нарезаны на задней грани резьбы. Внутри каждой канавки 702 находится дополнительная резьба 704 какой-либо предпочтительной конфигурации. В представленном примере дополнительная резьба 704 имеет перевернутое V-образное сечение. Нарезая канавки 702 на задней грани резьбы, увеличивают площадь ее поверхности. За счет добавления внутренней резьбы 704 теперь имеет место дополнительная площадь поверхности, с которой может срастаться кость, и увеличивается дополнительная остеоинтеграция с ней. Согласно образцовой реализации, канавки 702 находятся на расстоянии друг от друга, но достаточно близко друг к другу для того, чтобы создавать шаг между боковыми гранями двух смежных канавок. Другими словами, материал между смежными канавками 702 формирует гребень, который добавляет меньшую утопленную резьбу в пределах задней грани более крупных витков резьбы.
На фиг. 8 представлены альтернативные реализации для добавленной канавки 702. На левом примере канавку 702 нарезают по окружности на задней грани резьбы, и она может включать одну или несколько фасок 804, вырезанных в ней. На правом примере канавки 802 нарезают радиально на задней грани и ведущей грани винтовой резьбы, и также они могут включать одну или несколько фасок 804, нарезанных на них. На фиг. 9a и 9b представлены виды в разрезе левого и правого примеров с фиг. 8, показывающие спиральную канавку 704. В этой реализации добавление канавок 702 или 802 увеличивает площадь поверхности большей резьбы и максимизирует площадь, доступную для введения фасок в иначе не фасетированный винт.
На фиг. 10 представлена модифицированная реализация варианта осуществления, представленного на фиг. 7, где дополнительная резьба 704 содержит одну или несколько фасок 1000 на ее поверхности. Также добавление канавки 702 с резьбой 704, содержащейся в ней, увеличивает доступную площадь поверхности задней грани резьбы. Дальнейшее добавление фасок 1000 дополнительно увеличивает уже увеличенную площадь поверхности резьбы 704.
На фиг. 11 представлена дополнительно модифицированная реализация варианта осуществления, представленного на фиг. 10. В этой реализации оставшееся пространство между канавками 702 на задней грани резьбы содержит больше или больше фасок 1010.
На фиг. 12a представлена реализация костного/ортопедического винта 1200 согласно данным принципам. Здесь спиральную канавку 1202 добавляют в ствол между смежными витками резьбы. Спиральная канавка 1202 увеличивает площадь поверхности стволовой части между витками резьбы. В этом примере размер пространства 1203 между канавками 1202 можно менять согласно какой-либо предпочтительной конфигурации конструкции. Например, в настоящем документе рассмотрено, что расстояние 1203 может находиться в диапазоне от 0,001 до 0,5 дюйма в зависимости от расстояния между соответствующими витками 604 резьбы. На фиг. 12b и 12c представлена эта идея, где расстояние 1203 уменьшено так, что канавки 1202 по существу формируют другую резьбу внутри ствола винта. Здесь каждое пространство 1203 функционирует в качестве гребня или пика новой резьбы, созданной с помощью канавки 1202. В примере на фиг. 12c, в канавку 1202 добавляют фаски, и также их можно добавлять на поверхность гребня, сформированного посредством пространства 1203 между канавками 1202. Здесь добавленная канавка не выходит за пределы геометрической формы исходного винта/ствола, и представляет собой добавление к нему (т.е. разрезана в существующем стволе винта с резьбой).
На фиг. 13 представлена другая реализация, где в канавку 1202 добавляют одну или несколько фасок 1204. На фиг. 14 представлена канавка 1202 с добавленной резьбой 1208, расположенной в ней. Дополнительная резьба 1208 (или перевернутое V-образное сечение) действует для того, чтобы дополнительно увеличивать обнаженную площадь поверхности канавки 1202. На фиг. 15 представлена резьба 1208, которая имеет одну или несколько фасок 1210, на ее одной или обеих соответствующих гранях. На фиг. 16 представлена дополнительная модификация, где расстояние 1203 содержит одну или несколько фасок 1600. В другой образцовой реализации (как показано на фиг. 12b и 12c), пространство 1203 очень мало между смежными спиральными канавками 1202, так что само пространство 203 формирует гребень между смежными спиральными канавками 1202. Этот гребень будет дополнительно выполнять функцию резьбы слегка большего диаметра между канавками, сформированными в стволе.
На фиг. 17 и 18 представлена другая реализация костного/ортопедического винта 1700 согласно данным принципам. Здесь канавки 1710 имеет V-образное сечение. Одну или несколько фасок 1712 можно добавлять на любую или обе поверхности V-образной канавки (фиг. 18). Как и в случае варианта осуществления, представленного на фиг. 12b и 12c, расстояние между смежными канавками 1710 может быть таким, что гребень между смежными канавками может выполнять функцию гребня или пика внутренней резьбы, сформированного посредством канавки 1710.
На фиг. 19 и 20 представлена еще одна другая реализация костного/ортопедического винта 1900 согласно данным принципам. Здесь фаски 1902 можно добавлять на заднюю грань резьбы и/или фаски 904 можно добавлять на ведущую грань резьбы. Однако, в представленных реализациях эти фаски радиально располагают на задней грани или ведущей грани резьбы, как описано выше по отношению к нескольким другим рассмотренным реализациям; конфигурации фасок могут быть кольцевыми, продольными и/или радиальными, не отступая от предполагаемого объема изобретения. В дополнение к фаскам 1902 и 1904, ствол винта между витками резьбы также может содержать фаски 1906.
На фиг. 21a представлена альтернативная конфигурация резьбы костного винта, где пик или гребень 2110 резьбы увеличен между задней гранью 2108 и ведущей гранью 2106. На фиг. 21b представлена дополнительная реализация, где канавку 2112 нарезают в увеличенном пике/гребне 2110. Это будет действовать для увеличения площади поверхности пика/гребня 2110 и значительного увеличения его способности к остеоинтеграции.
Специалисты в данной области примут во внимание, что вышеуказанные вариации костного винта и использование дополнительных канавок и/или различных конфигураций фасок можно смешивать и подбирать согласно желаемому или конкретному применению, для которого костный винт будут использовать. Такие применения могут включать кортикальные винты, спонгиозные винты, компрессирующие винты без головок, винты и/или штыри для внешней фиксации, проволочные направители, импланты, якорные имплантаты и т.д., но очевидно не ограничены ими.
В соответствии с другими рассмотренными реализациями, костный/ортопедический винт и/или канавки, вырезанные в нем, по данным принципам дополнительно можно покрывать, обрабатывать и/или наносить на них различные типы покрытий/обработок, которые обеспечивают дополнительное усовершенствование соответствующих применений костного винта. Здесь эти покрытия можно наносить на какую-либо часть или участок костного винта.
Например, костный винт по данным принципам можно изготавливать и затем покрывать лекарственными средствами или другими обработками, которые способствуют остеоинтеграции, предотвращают инфекцию и/или доставляют одно или несколько лекарственных средств в одном или нескольких различных объемах в области около костного винта (т.е. или области кости около винта, который вставляют в кость, и/или области костного винта, которые не находятся внутри кости, но все же находятся внутри организма пациента). Некоторые примеры таких покрытий и способов их нанесения можно найти в патентах США №№ 7875285, 7879086, 8028646, 7913642 и 7901453, каждый из которых включен в настоящий документ посредством ссылки. Специалисты в данной области примут во внимание, что какое-либо покрытие или обработку можно добавлять в костный/ортопедический винт по данным принципам, не отступая от их объема. Это может включать пленки или покрытия, которые растворяются, когда находятся в организме человека. Другие возможные покрытия или отделки также могут включать те, которые способствуют росту кости (например, гормоны роста костей).
Специалистам в данной области понятно, что «прутковая заготовка», упоминаемая на всем протяжении этого описания, представляет собой материал, из которого выполняют ортопедический/костный винт. Примеры этого материала, как их в настоящее время используют, представляют собой титан, нержавеющую сталь, кобальт-хром и абсорбируемые биологически совместимые пластмассы. Данные принципы также можно применять к какому-либо известному или еще не известному материалу, используемому в ортопедическом/костном применении. В настоящем документе дополнительно рассмотрено, что можно выполнять головки костных винтов и или кончики любой предпочтительной формы для конкретного применения/пенетрации кости, не отступая от предполагаемого объема данных принципов. Также предусмотрено, что прутковая заготовка, на которую наносят резьбу по данным принципам, также может быть полой и может содержать внутреннюю резьбу для соединения с другими фиксирующими устройствами или ортопедическими центрирующими устройствами и т.д.
Следует понимать, что данные принципы можно реализовать в различных формах аппаратного обеспечения, программного обеспечения, встроенного программного обеспечения, процессоров специального назначения или их сочетании. Предпочтительно данные принципы можно реализовать в виде комбинации аппаратного обеспечения и программного обеспечения. Кроме того, программное обеспечение предпочтительно реализуют в виде прикладной программы, реально осуществленной на запоминающем устройстве для программ. Прикладную программу можно загружать в, и исполнять посредством, машину, которая содержит любую подходящую архитектуру. Предпочтительно, машину реализуют на компьютерной платформе, которая имеет аппаратное обеспечение, такое как один или несколько центральных блоков обработки (CPU), оперативное запоминающее устройство (RAM), и интерфейс(ы) ввода/вывода. Компьютерная платформа также включает операционную систему и код микрокоманд. Различные процессы и функции, описанные в настоящем документе, могут представлять собой или часть кода микрокоманд или часть прикладной программы (или их сочетания), которые исполняют посредством операционной системы. Кроме того, различные другие периферические устройства можно соединять с компьютерной платформой, такой как дополнительное запоминающее устройство для данных и печатающее устройство.
Также следует понимать, что поскольку некоторые составляющие компоненты систем и стадии способов, изображенные на сопроводительных фиг., предпочтительно реализуют в программном обеспечении, фактические соединения между компонентами систем (или стадиями процессов) могут различаться в зависимости от образа, которым данные принципы запрограммированы. С учетом положений настоящего документа, средний специалист в связанной области будет способен рассматривать эти и схожие реализации или конфигурации по данным принципам.
Несмотря на то, что представлены, описаны и указаны фундаментальные новые признаки по данным принципам, понятно, что специалисты в данной области могут создавать различные пропуски, замены и изменения в форме и деталях описанных способов и проиллюстрированных устройств, а также в их работе, не отступая от их сущности. Например, в явной форме предполагается, что все комбинации этих элементов и/или стадий способов, которые осуществляют по существу ту же функцию по существу тем же образом, чтобы достичь тех же результатов, входят в объем данных принципов. Кроме того, следует учитывать, что структуры и/или элементы и/или стадии способов, представленные и/или описанные применительно к какой-либо раскрытой форме или реализации данных принципов, можно встраивать в какую-либо другую раскрытую, описанную или предложенную форму или реализацию, в качестве основного объекта проектного решения. Следовательно, предполагают только ограничение тем, что указано в объеме формулы изобретения, приложенной к этому документу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕНТАЛЬНЫЙ ВНУТРИКОСТНЫЙ ИМПЛАНТАТ И АБАТМЕНТ ДЛЯ НЕГО | 2010 |
|
RU2441621C1 |
| ИМПЛАНТАТ МЕЖПОЗВОНКОВОГО ДИСКА ПОЯСНИЧНОГО ОТДЕЛА | 2001 |
|
RU2186548C1 |
| ИМПЛАНТАТ МЕЖПОЗВОНКОВОГО ДИСКА ПОЯСНИЧНОГО ОТДЕЛА | 2004 |
|
RU2281731C2 |
| ЗУБНОЙ ИМПЛАНТАТ | 2003 |
|
RU2323698C2 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
| Способ установки дентального внутрикостного имплантата и дентальный внутрикостный имплантат | 2016 |
|
RU2632775C1 |
| ВИНТОВОЙ ВНУТРИКОСТНЫЙ ДВУХЭТАПНЫЙ СТОМАТОЛОГИЧЕСКИЙ ИМПЛАНТАТ И СПОСОБ ИМПЛАНТАЦИИ | 2007 |
|
RU2344787C1 |
| ДЕНТАЛЬНЫЙ ВНУТРИКОСТНЫЙ ИМПЛАНТАТ | 2008 |
|
RU2376955C1 |
Группа изобретений относится к медицине. Ортопедический винт содержит ствол, резьбу, нарезанную по меньшей мере в части указанного ствола, по меньшей мере одну канавку и одну или более фасок, вырезанных в по меньшей мере одной канавке. Указанная резьба имеет ведущую кромку, заднюю кромку и глубину. Канавка сформирована на одной из ведущей кромки или задней кромки и выполнена для увеличения площади поверхности соответствующей ведущей или задней кромок. Ортопедический винт по второму варианту содержит ствол, резьбу, нарезанную по меньшей мере на части указанного ствола и спиральную одну канавку и одну или более фасок, вырезанных в спиральной одной канавке. Указанная резьба имеет ведущую кромку, заднюю кромку и глубину. Канавка сформирована в стволе между по меньшей мере одной ведущей кромкой и задней кромкой, выполненную для увеличения площади поверхности ствола. Ортопедический винт по третьему варианту содержит ствол, множество первых витков резьбы и по меньшей мере одну канавку и одну или более фасок, вырезанных в по меньшей мере одной канавке. Первые витки резьбы нарезаны по меньшей мере на части указанного ствола. Указанные первые витки резьбы имеют ведущую кромку, заднюю кромку и глубину, где часть ствола остается между ведущей кромкой и задней кромкой смежных первых витков резьбы. Канавка сформирована в части ствола между ведущей кромкой и задней кромкой смежных первых витков резьбы и выполнена для увеличения площади поверхности ствола. Ортопедический винт по четвертому варианту содержит ствол, множество первых витков резьбы, нарезанных по меньшей мере на части указанного ствола, указанные первые витки резьбы имеют ведущую кромку, заднюю кромку и глубину, где смежные витки резьбы разделены посредством части ствола, и спиральную канавку, сформированную в части ствола между смежными витками резьбы и выполненную для увеличения площади поверхности ствола, и одну или более фасок, вырезанных в спиральной канавке. Изобретения обеспечивают снижение вероятности выкручивания. 4н. и 9 з.п. ф-лы, 21 ил.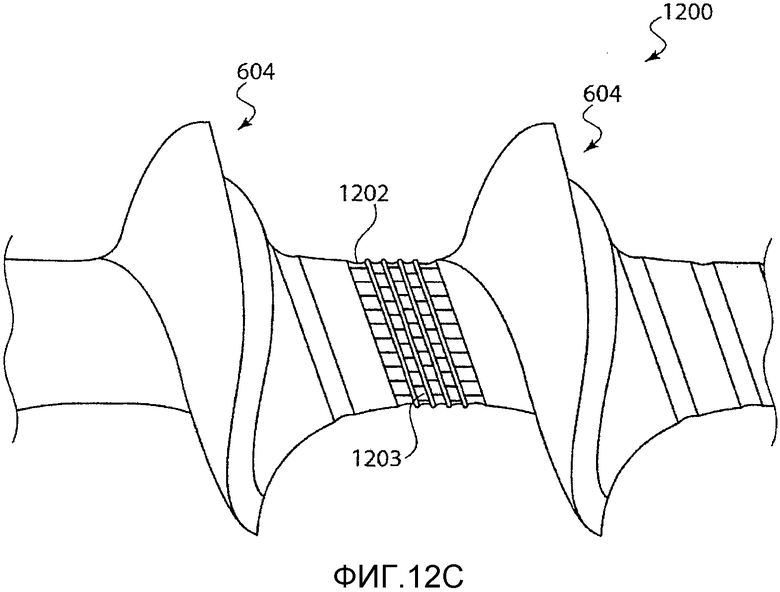
1. Ортопедический винт, содержащий:
ствол;
резьбу, нарезанную по меньшей мере в части указанного ствола, причем указанная резьба имеет ведущую кромку, заднюю кромку и глубину; и
по меньшей мере одну канавку, сформированную на одной из ведущей кромки или задней кромки и выполненную для увеличения площади поверхности соответствующей ведущей или задней кромки; и
одну или более фасок, вырезанных в по меньшей мере одной канавке.
2. Ортопедический винт по п. 1, в котором по меньшей мере одна канавка нарезана радиально на ведущей или задней кромке резьбы.
3. Ортопедический винт по п. 1, в котором по меньшей мере одна канавка нарезана на ведущей или задней кромке резьбы с варьирующими радиусами по отношению к стволу на всем протяжении канавки.
4. Ортопедический винт по п. 1, в котором указанная по меньшей мере одна канавка имеет V-образное сечение.
5. Ортопедический винт по п. 1, в котором по меньшей мере одна канавка имеет перевернутое V-образное сечение.
6. Ортопедический винт, содержащий:
ствол;
резьбу, нарезанную по меньшей мере на части указанного ствола, причем указанная резьба имеет ведущую кромку, заднюю кромку и глубину; и
спиральную одну канавку, сформированную в стволе между по меньшей мере одной ведущей кромкой и задней кромкой, выполненную для увеличения площади поверхности ствола; и
одну или более фасок, вырезанных в спиральной одной канавке.
7. Ортопедический винт по п. 6, в котором указанная спиральная канавка обеспечена так, что она образует резьбу внутри резьбы, при этом пространство, образованное смежными канавками, формирует гребень резьбы внутри резьбы.
8. Ортопедический винт, содержащий:
ствол;
множество первых витков резьбы, нарезанных по меньшей мере на части указанного ствола, причем указанные первые витки резьбы имеют ведущую кромку, заднюю кромку и глубину, где часть ствола остается между ведущей кромкой и задней кромкой смежных первых витков резьбы; и
по меньшей мере одну канавку, сформированную в части ствола между ведущей кромкой и задней кромкой смежных первых витков резьбы и выполненную для увеличения площади поверхности ствола; и
одну или более фасок, вырезанных в по меньшей мере одной канавке.
9. Ортопедический винт, содержащий:
ствол;
множество первых витков резьбы, нарезанных по меньшей мере на части указанного ствола, указанные первые витки резьбы имеют ведущую кромку, заднюю кромку и глубину, где смежные витки резьбы разделены посредством части ствола; и
спиральную канавку, сформированную в части ствола между смежными витками резьбы и выполненную для увеличения площади поверхности ствола; и
одну или более фасок, вырезанных в спиральной канавке.
10. Ортопедический винт по п. 1, дополнительно содержащий покрытие лекарственным средством одной из резьб или как минимум одной канавки.
11. Ортопедический винт по п. 6, дополнительно содержащий покрытие лекарственным средством одной из резьб или как минимум спиральной одной канавки.
12. Ортопедический винт по п. 8, дополнительно содержащий покрытие лекарственным средством одной из первых резьб или как минимум одной канавки.
13. Ортопедический винт по п. 9, дополнительно содержащий покрытие лекарственным средством одной из резьб или спиральной канавки.
| US2006003291 A1, 05.01.2006 | |||
| Антиобледенитель воздушных винтов | 1956 |
|
SU108948A1 |
| СПОСОБ ПОВЫШЕНИЯ ФОРМОУСТОЙЧИВОСТИ УЗЛА ОДЕЖДЫ С ЗАСТЕЖКОЙ-МОЛНИЕЙ В ИЗДЕЛИЯХ ИЗ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ СИНТЕПОН | 2003 |
|
RU2233108C1 |
| US4103422 A, 01.08.1978 | |||
| US2008261175A1, 23.10.2008 | |||
| US2009131989А1, 21.05.2009. | |||

