Изобретение относится к зубообра- ботке и касается червячной фрезы для обработки зубчатых колес, а также способа ее изготовления.
Цель изобретения - упрощение технологии изготовления и повышение точности за счет выполнения боковых сторон червячной фрезы в виде непре- рьшных винтовых поверхностей и за счет уменьшения числа относительных движений.
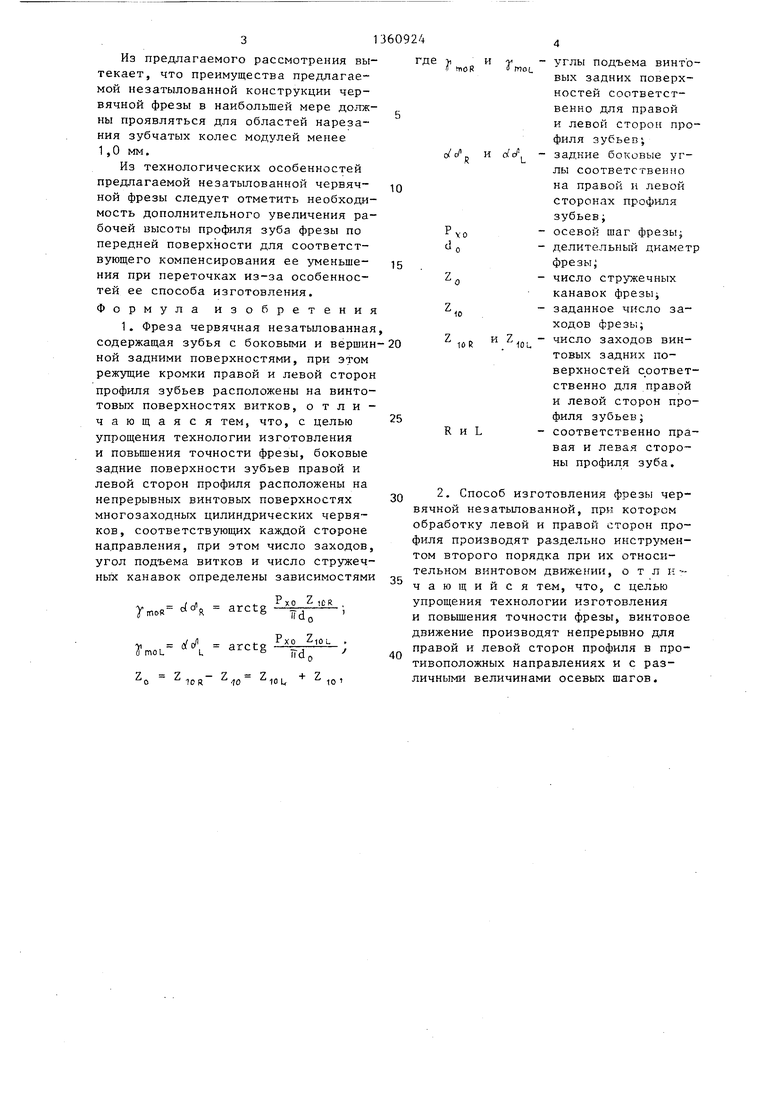
На фиг. 1 изображена предлагаемая фреза, общий вид; на фиг. 2 - развертка режущей поверхности фрезы по делительному цилиндруj на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - схема способа изготовления фрезы на примере формообразования правой стороны профиля зуба.
Режущие зубья 1 фрезы,, имеющие правую 2 и левую 3 боковые режу1чие кромки, расположены на теоретической винтовой линии 4 с заданным осевым шагом . Режущие кромки фрезы как известно, образуются в результате пересечения стружечной канавки. В данном случае правая сторона профиля зубьев формируется, как винтовая поверхность 5 правого многозаход ного червяка, имеющего заходность осевой шаг захода Р2ок РХО а левая сторона профиля зуба - как винтовая поверхность 6 левого много- заходного червяка, имеющего заход- . кость Z ,п, и осевой шаг захода
10 L Р
Z OL РХО
Z
10 L
При строго определенных регламентированных сочетаниях заданных параметров фрезы d
Z о и Z
и параметров Z,oRИ Z,J винтoвыx поверхностей, образующих боковые стороны зубьев, возможно обеспечить точное расположение режущих кромок 2 и 3 на боковой теоретической винтовой поверхности основного червяка фрезы.
При этом осевые шаги заходов PjOR и P70L всегда больше осевого шага основного червяка фрезы и они выбираются с учетом обеспечения надлежащих задних боковых углов с/(ц и с/ d
на режущих кромках зубьев фрезы. Эти углы в данном случае совпадают с углами j,p и ,, являющимися углами подъема витков производяш51х винтовых поверхностей 5 и 6 и определяются по формулам:
mcf
о we
Р2ак
§ lfd7
arctg %Число стружечных канавок фрез связывается с выбранной заходностью следующей зависимостью:
Zo
7 7
z,,,-f
105
0
Способ изготовления незатылован- ной червячной фрезы заключается в шлифовании (или нарезании) профиля зубьев в процессе непрерывного винтового движения инструмента 2-го порядка, например шлифовального круга таким образом, как если бы требова- . лось шлифовать (нарезать) правую и левую цилиндрическую многозаходную резьбу с различными заданными осевыми шагами заходов 2ои числом заходов и Z .
Способ формообразования боковых
5 рабочих сторон профиля зубьев фрезы заключается в том, что эти боковые стороны в процессе профилирования образуются в процессе относительного непрерывного винтового движения ин0 струмента 7 второго порядка и изготавливаемой фрезы (движения V и V), причем за ось этого винтового движения принимается ось,фрезы. При этом направления этих винтовых движений
различны для правой и левой сторон профиля зубьев. Эта операция может выполняться на обычных резьбо- или червячношлифовальных станках. При этом полностью отсутствуют какие-яи0 бо дополнительные затыловочные движения инструмента 2-го порядка. Относительное движение заготовки или инструмента 7 2-го порядка заключается только во вращении и осевом пере- мещении. Поскольку боковые задние поверхности, т.е. профиль зубьев, образуются при непрерывном винтовом движении и непосредственно в рабочем корпусе, точность профилирования предлагаемых незатылованных фрез значительно вьш1е, чем известных заты- лованных или острозаточенных фрез.
5
0
К преимуществам предлагаемой конструкции следует отнести также и то, что в отличие от острозаточенной конструкции фрез она может быть представлена как с прямыми осевыми, так и винтовыми стружечными канавками.
31
Из предлагаемого рассмотрения вытекает, что преимущества предлагаемой незатылованной конструкции червячной фрезы в наибольшей мере должны проявляться для областей нарезания зубчатых колес модулей менее 1,0 мм.
Из технологических особенностей предлагаемой незатылованной червячной фрезы следует отметить необходимость дополнительного увеличения рабочей высоты профиля зуба фрезы по передней поверхности для соответствующего компенсирования ее уменьшения при переточках из-за особенностей ее способа изготовления. Формула изобретения
1. Фреза червячная незатьшоваииая содержащая зубья с боковыми и вершин ной задними поверхностями, при этом режущие кромки правой и левой сторон профиля зубьев расположены на винто- товых поверхностях витков, отличающаяся тем, что, с целью упрощения технологии изготовления и повышения точности фрезы, боковые задние поверхности зубьев правой и левой сторон профиля расположены на непрерывных винтовых поверхностях многозаходньгх цилиндрических червяков, соответствующих каждой стороне направления, при этом число заходов, угол подъема витков и число стружечных канавок определены зависимостями
Г.-. arctg% ; y.ou.
0 10R 0 101, 10
360924
10
15
20
25
где
moR
И
- углы подъема винто moi,
вых задних поверхностей соответственно для правой и левой сторон профиля зубьев;
с/о/ и dd - задние боковые углы соответственно на правой и левой сторонах профиля зубьев;
Руо - осевой шаг фрезы;
d 5 - делительный диаметр фрезыj
ZQ - число стружечных канавок фрезы;
-заданное число заходов фрезы;
-число заходов винтовых задних поверхностей срответ- ственно для правой и левой сторон профиля зубьев;
-соответственно правая и левая стороны профиля зуба.
1C
lOR 01
R И L
2. Способ изготовления фрезы червячной незатылованной, при котором обработку левой и правой сторон профиля производят раздельно инструментом второго порядка при их относительном винтовом движении, о т л и--- чающийся тем, что, с целью упрощения технологии изготовления и повьш1ения точности фрезы, винтовое движение производят непрерывно для правой и левой сторон профиля в противоположных направлениях и с различными величинами осевых шагов.
Sw
if
. 1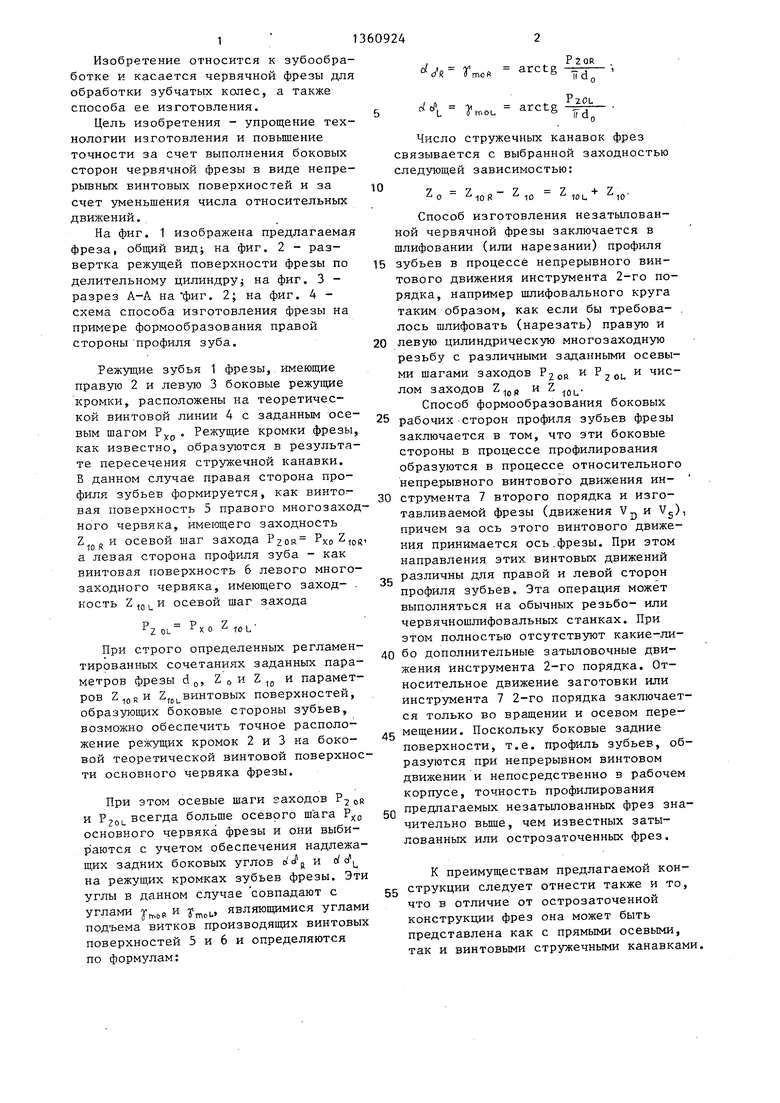
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| Способ заточки незатылованных червячных фрез | 1974 |
|
SU948623A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Фасонная фреза | 1988 |
|
SU1701450A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
Изобретение относится к металлообработке и касается нарезания мелкомодульных зубчатых колес. Цель изобретения - упрощение изготовления и повышение точности фрез за счет выполнения боковых сторон червячной фрезы в виде непрерывных винтовых поверхностей и за счет уменьшения числа относительных движений. Боковые поверхности зубьев 1 червячной фрезы мостями: arctgCP Q-i-foR rmoL. arctg(P« Z o /iido) ; Zo 7 10 -(OL ВЫПОЛНЯЮТ в виде винтовых поверхностей многозаходных червяков. Число заходов, угол подъема витков и число стружечных канавок определены зависиZfoR/«do), -Z, -- + 2 , гдеу.и „,,- углы подъема винтовых задних поверхностей соответственно для правой и левой сторон профиля зубьев; о (/д и г с/. - задние боковые углы соответственно на правой R и левой L сторонах профиля зубьев; - осевой шаг фрезыJ d - делительный диаметр фрезыJ Z - число стружечных канавок фрезыj Z ij - заданное число заходов фрезы; Z рд и Z - число заходов винтовых задних поверхностей соответственно для правой и левой сторон профиля зубьев. Левую 2 и правую 3 боковые стороны профиля вьтолняют инструментом второго порядка при его винтовых непрерывных движениях с различными направлениями и с различными величинами осевых шагов. 2 с.п, ф-лы, 4 ил. с S (Л со О) о (О to 4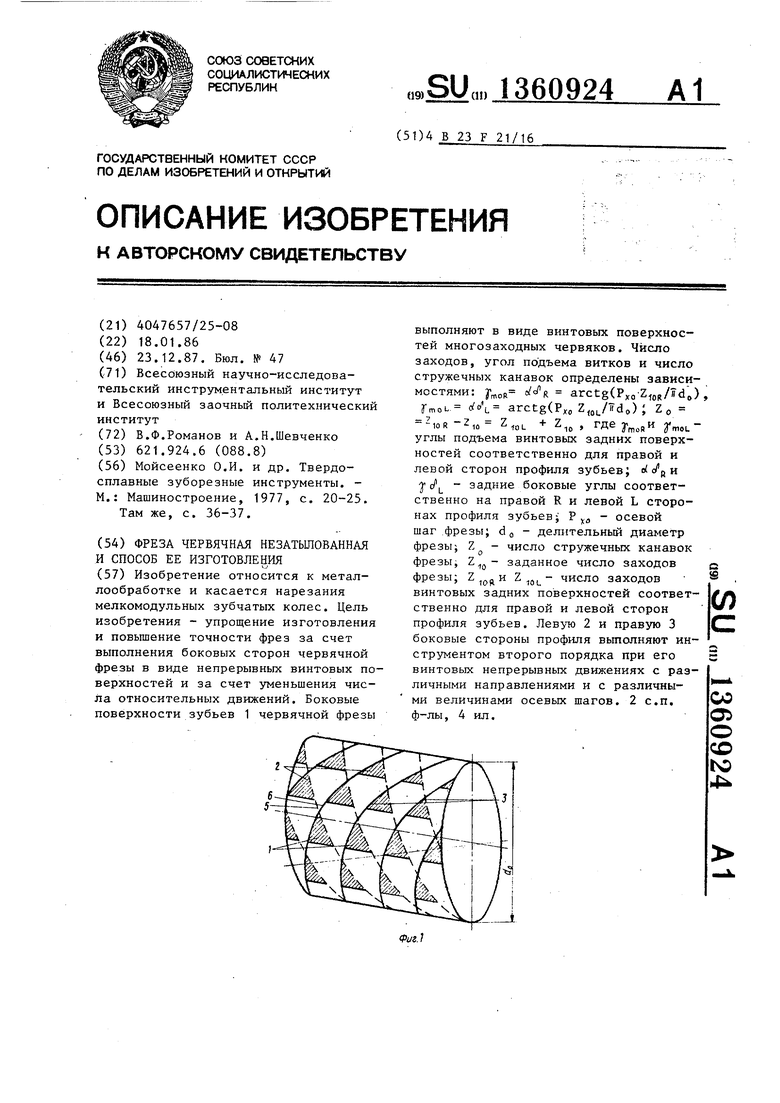
Редактор Г.Гербер
ФигЛ
Составитель С,Ласточкин Техред М.Моргентал Корректор О.Кравцова
.Заказ 6307Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по Делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Мойсеенко О.И | |||
| и др | |||
| Твердосплавные зуборезные инструменты | |||
| - М.: Машиностроение, 1977, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Там же, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
