Настоящее изобретение относится к станции временной стоянки для транспортирующих устройств контейнеров для биологических препаратов.
В настоящее время в области транспортировки образцов биологических препаратов в лабораториях для испытаний ощущается все больше и больше необходимость интегрировать наибольшее количество тестовых модулей вдоль всей автоматизированной системы, с тем, чтобы сделать лабораторию как можно более укомплектованной в отношении различных видов испытаний, которые могут выполняться на образцах, и отправлять образцы в различные тестовые модули, которые взаимодействуют с транспортерной лентой, пересекающей всю лабораторию.
Таким образом, транспортерная лента, как правило, взаимодействует с большим числом таких тестовых модулей, расположенных последовательно вдоль автоматизированной системы. Каждый тестовый модуль вмещает, обрабатывает, и после обработки, выталкивает такие контейнеры с биологическими препаратами или пробирками, соответствующим образом размещенными в специальных транспортирующих устройствах.
Очевидно, используемые для выполнения операций над пробирками пред-тестовые или пост-тестовые модули, которые требуются в условиях потока образцов на транспортерной ленте от одного модуля к другому (загрузка/выгрузка, вскрытие/повторное закрытие, разделение или центрифугирования содержимого и т.д.), также находятся по ходу автоматизированной системы вместе с модулями, фактически используемыми для проведения испытаний.
Каждый из рассматриваемых модулей может иметь различную периодичность работы рабочую частоту (периодичность) для каждого отдельного образца и, само собой разумеется, что могут возникать проблемы, связанные с накоплением очередей из транспортирующих устройств (либо содержащих пробирки, либо возможно пустых), как правило, потому, что машине, которая особенно медленная при обработке каждого отдельного образца, предшествует другой модуль, который, наоборот, обрабатывает их очень быстро, создавая, таким образом, множество транспортирующих устройств, предоставляемых перед медленной машиной, с периодичностью, с которой машина не может справиться.
Это неизбежно замедляет или вызывает нарушения в потоке транспортирующих устройств по ходу автоматизированной системы из-за наличия одной или нескольких медленных машин, которые образуют «узкие места» в системе.
Поэтому необходимо избегать накопления транспортирующих устройств перед модулями, которые обрабатывают образцы особенно медленно, и, таким образом, разумеется, около некоторых точек на протяжении автоматизированной системы.
Решение может состоять в предписании транспортирующим устройствам продвигаться по ходу автоматизированной системы таким образом, чтобы они проходили медленный модуль и подавались на него только когда он свободен, т.е. после того, как только очередь перед модулем освободилась, либо полностью, либо, по меньшей мере, частично. Таким образом, как правило, такие транспортирующие устройства дополнительно циркулируют один раз или более по всей автоматизированной системе, пока они опять не повернут к зоне сопряжения с рассматриваемым модулем, который теперь может их разместить. Вышеупомянутые транспортирующие устройства могут быть размещены в сходных модулях, если один или несколько находятся по ходу автоматизированной системы, и наоборот свободны; если таких модулей нет, транспортирующие устройства продолжают циркулировать по ходу автоматизированной системы, и в течение дополнительного круга не могут подвергаться операциям со стороны других модулей, таким образом, по существу неоправданно занимая место по ходу автоматизированной системы.
Для решения этой проблемы в лабораторных автоматизированных системах существуют устройства для временного хранения образцов, в которых образцы могут быть выгружены в течение определенного периода времени, пока они ждут того, чтобы быть принятыми соответствующим модулем. Устройство этого типа описано заявителем, например, в патентной заявке PCT/EP2009/058886, т.е. загрузка/выгрузка блока образцов в/из автоматизированной системы, которое, следовательно, работает двояким образом, и на которую делается ссылка для более подробного описания некоторых деталей конструкции.
Однако известные блоки хранения являются громоздкими устройствами; как правило, из-за пространства, которое они занимают, и того, что они являются сложными и, следовательно, довольно дорогими, в автоматизированной системе имеется только несколько (часто только один) из них. Само собой разумеется, что при рассмотрении только операции выгрузки транспортирование пробирок, которые затем будут отправляться различным модулям, как только модули будут высвобождаться, в эту одну область хранения, может означать, что пробирка будет находиться далеко от модуля, которому она отправляется, даже после того, как она покинет блок и возвратится в автоматизированную систему.
Патенты США 5972295 A, США 6355488 B1, США 4518264 A и США 6458324 В1 описывают станцию временной стоянки для транспортирующих устройств множества контейнеров для биологических препаратов, взаимодействующих с лабораторной автоматизированной системой.
Кроме того, в ходе операции выгрузки образцов из автоматического конвейера автоматизированной системы в блок хранения пробирка вынимается с помощью захватывающего устройства и таким образом отделяется - разъединяется - с транспортирующим устройством. Когда она позже появляется вновь по ходу системы, то при ее приеме создается новое сопряжение с транспортирующим устройством; эта операция, конечно, может привести, в случае неисправностей или неполадок любого типа, к ошибкам сопряжения между транспортирующим устройством и пробиркой.
Кроме того, количество пустых транспортирующих устройств, которые не транспортируют пробирку, циркулирующих по ходу автоматизированной системы часто выше, чем необходимо для системы. Это не очень эффективно, потому что это является ненужным использованием ресурсов и пространства вдоль системы, и вдобавок было бы желательно также временно ставить на стоянку эти транспортирующие устройства.
Задача настоящего изобретения состоит в разработке станции временной стоянки для транспортирующих устройств, в которых размещены пробирки, с тем, чтобы предотвратить совершение ими дополнительных кругов по автоматизированной системе только потому, что модуль, который должен их обрабатывать в данный момент занят, тем более что как только такой модуль высвободится, он сможет сразу разместить новый образец, который подлежит обработке, но образцы могут наоборот быть в такой, очень далекой от именно того модуля, точке зоны транспортерной ленты, где они были, потому что ранее отправленные продолжают двигаться по ходу автоматизированной системы во время ожидания.
Другая задача настоящего изобретения состоит в создании станции временной стоянки транспортирующих устройств, содержащих пробирки, с которой транспортирующие устройства могут быть вызваны в любое время для того, чтобы быстро быть отправленными соответствующему модулю, причем указанные транспортирующие устройства являются либо полными, либо пустыми, т.е. позволяющими отправлять транспортирующие устройства другим модулям, расположенным по ходу автоматизированной системы, которые бы в них нуждались.
Еще одна задача настоящего изобретения состоит в разработке станции временной стоянки транспортирующих устройств, имеющей меньшие габариты, и таким образом более простой для изготовления (и более дешевой), чем известная система, с тем, чтобы иметь возможность поместить большое количество экземпляров вдоль одной системы, каждый из которых находится как можно ближе к модулю, с которым он, по существу, по возможности, соединен.
Еще одна задача настоящего изобретения состоит в разработке станции для стоянки, способной обеспечить во всех случаях высокую пропускную способность для обработки растущих рабочих объемов испытательной лаборатории в плане количества транспортирующих устройств/пробирок в работе.
Задачи настоящего включают в себя создание станции для стоянки, на которой транспортирующие устройства с пробирками не нужно было разъединять с транспортирующим устройством в течение время ожидания на станции, во избежание возможных ошибок при последующем повторном сопряжении, которые происходят в известных решениях.
Поставленные задачи решаются временными станциями для стоянки по п. 1 формулы изобретения.
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приводимых в качестве неограничивающего примера со ссылкой на чертежи, на которых:
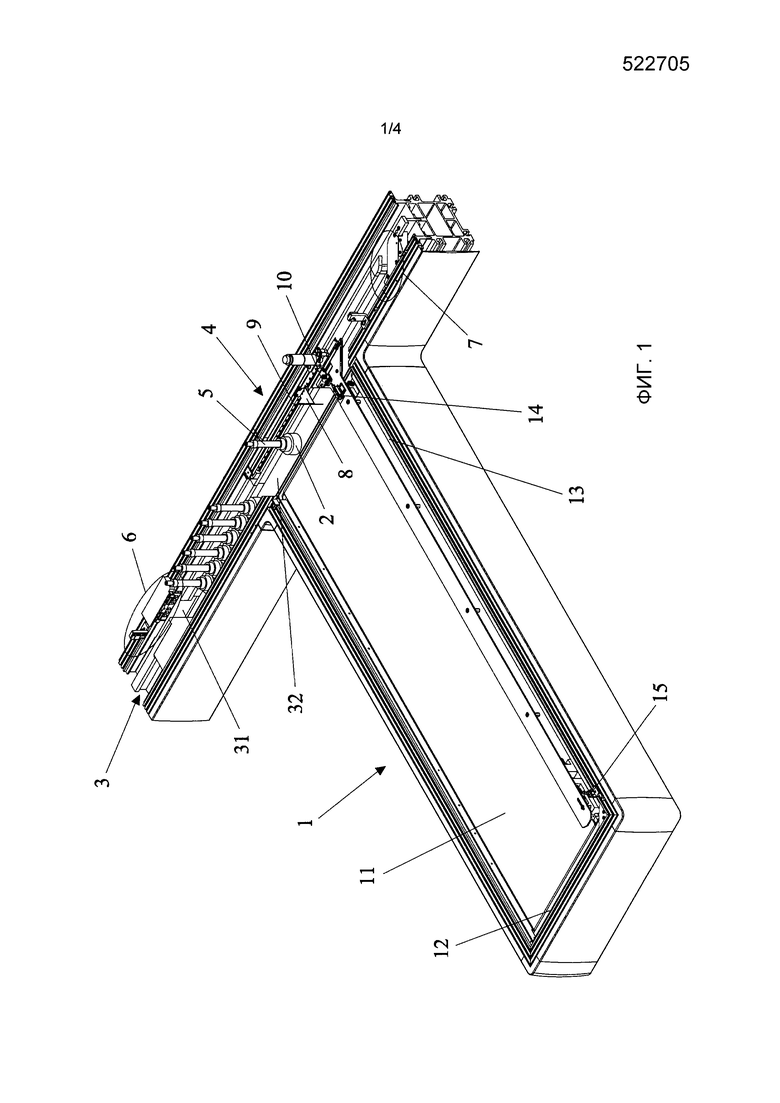
Фиг. 1 представляет вид в изометрии всей станции, взаимодействующей с лабораторной автоматизированной системой.
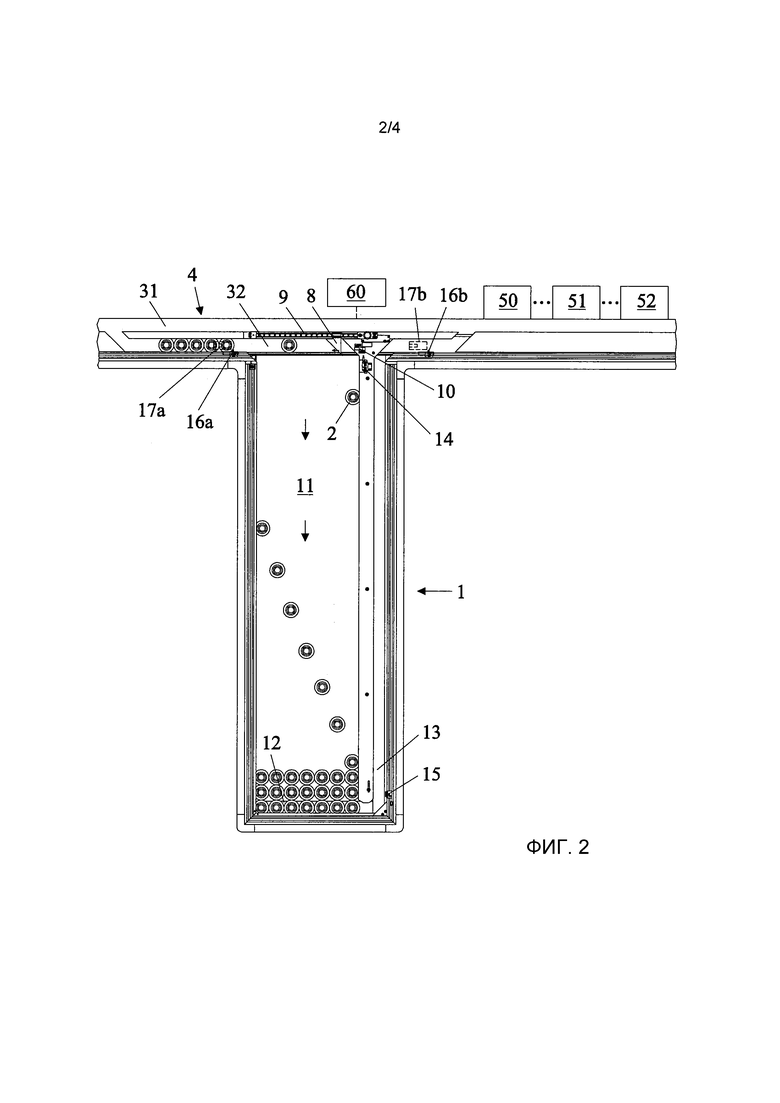
Фиг. 2 - вид сверху вдоль станции во время этапа накопления транспортирующих устройств.
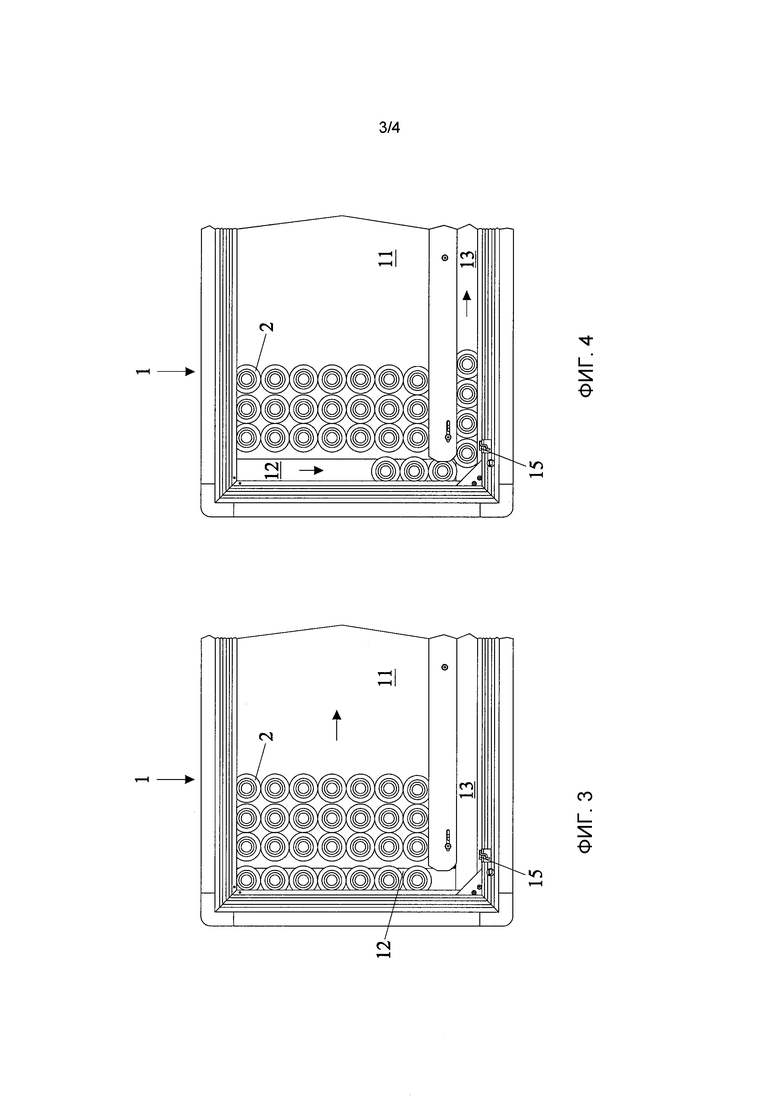
Фиг. 3 - вид сверху детали этапа изменения направления движения основной ленты на противоположное и последующей разгрузки транспортирующих устройств.
Фиг. 4 представлено, на виде сверху и с тем же уровнем детализации, как на Фиг. 3, назначение маршрутов движения транспортирующим устройствам вдоль обратной ветви ленты.
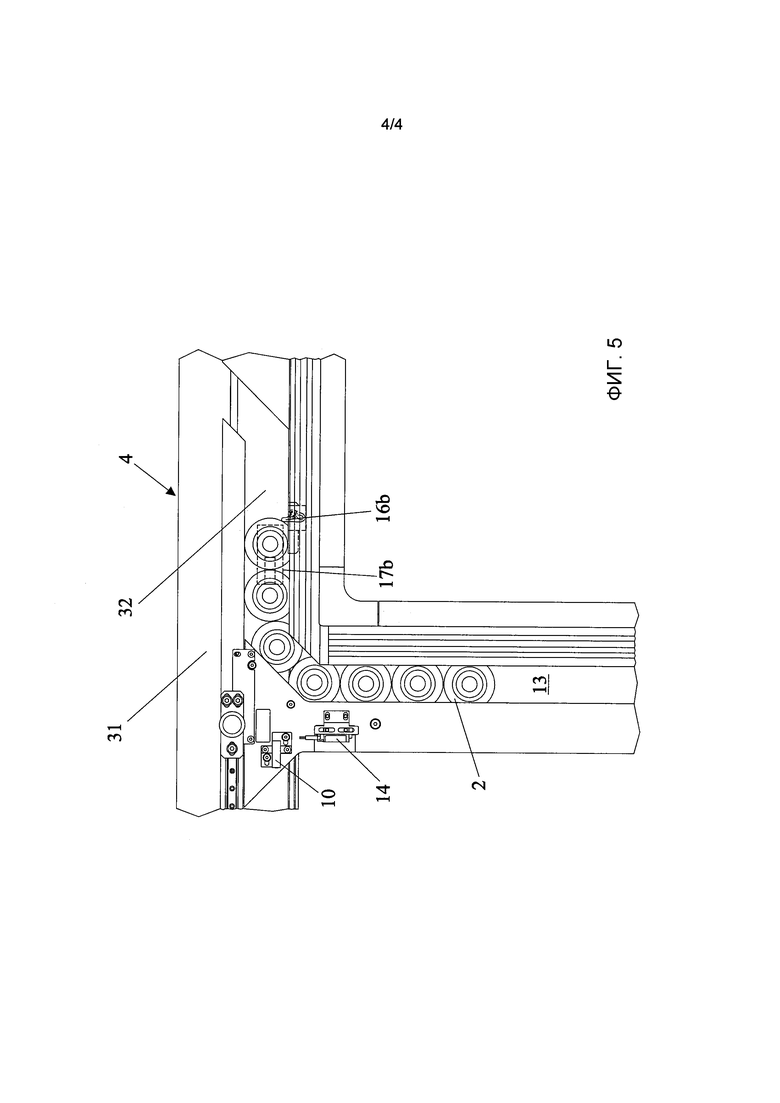
Фиг. 5 в деталях представлен этап накопления транспортирующих устройств около затвора после обратной ветви ленты обратного хода.
Станция 1 временной стоянки транспортирующих устройств 2, которые перемещаются вместе со снабженной приводом транспортерной лентой 3, включающей в себя основную дорожку 31 и вторую отправляющую дорожку 32 лабораторной автоматизированной системы 4 (направленной на идентификацию, транспортировку и автоматическую отправку образцов биологического материала), взаимодействует внешним образом с лабораторной автоматизированной системой 4, показана только одна часть которой (фиг. 1).
Несколько станций 1 могут присутствовать по ходу системы 4, в одной лаборатории, в соответствии с различными потребностями в упаковке устройств 2, а также рабочими объемами самой лаборатории. Могут преимущественно наличествовать станции 1, предназначенные для стоянки только пустых транспортирующих устройств 2, и станции 1, которые наоборот оставляют на стоянку только полные транспортирующие устройства 2 (каждое из которых вмещает только один контейнер биологических препаратов или пробирок 5). Наличие только одного из указанных контейнеров 5 биологических препаратов для каждого транспортирующего устройства 2 преимущественно позволяет способствовать повышению скорости тестирования в экстренных условиях. Станция 1 имеет, во всех случаях, одни и те же признаки, и по этой причине, только в качестве примера, фиг. 1 показывает транспортирующие устройства 2 с пробирками 5, в то время как последующие фиг. 2-5 показывают пустые транспортирующие устройства 2.
Серия модулей 50, 51, 52, которые могут быть модулями тестирования, а могут и не быть, показана схематически. В идеале каждый модуль может предшествовать станции 1 (на фиг. 2, для простоты, это показано только ссылкой на модуль 50) в ответ на потребность не чрезмерно перегружать транспортирующие устройства 2 самого модуля; выбор особенно выгоден в случае модулей тестирования, которые являются весьма медленными при обработке каждого отдельного транспортирующего устройства 2, и, таким образом, пробирки 5, содержащейся в нем, но, очевидно, что количество станций 1 в каждой автоматизированной системе 4 может быть определено в соответствии с различными логическими/проектными вариантами от системы к системе.
Соответствующим образом, в дополнение к упомянутому случаю, в котором станции 1 предшествует медленный модуль тестирования (в данном случае, очевидно, что станция 1 заполняется транспортирующими устройствами 2 с пробирками 5), другие станции 1 могут быть расположены перед нетестирующими модулями, в частности модулями, используемыми для загрузки (подачи) образцов в автоматизированную систему 4. В этом случае, станция 1 накапливает пустые транспортирующие устройства 2, которые после выпуска (в соответствии с логикой, которая будет объяснена более подробно ниже) объединяются с пробирками 5, которые уже присутствуют в вышеупомянутом модуле загрузки.
На уровне программного обеспечения/программно-аппаратных средств, команды для отправки транспортирующих устройств 2, хранящихся в соответствующей станции 1 в каждом из модулей 50, 51, 52, задаются посредством центрального блока 60 управления (фиг. 2) указанной автоматизированной системы 4, т.е. программой из системы программного обеспечения, которая имеет своей задачей установить, управлять ли операциями постановки на стоянку и последующим выпуском транспортирующих устройств 2 к каждому из модулей, или управлять опорожнением транспортирующих устройств 2 в/из указанной станции 1.
Транспортирующие устройства 2, если это необходимо, отводятся с основной дорожки 31 на отправляющую дорожку 32 системы 4 посредством отводящего блока 6 (фиг. 1), предпочтительно аналогично тому, как описано заявителем в патентной заявке MI2011 A002082; сразу после отведения вдоль отправляющей дорожки 32, транспортирующие устройства 2 встречают первый затвор 16а (фиг. 2) на указанной отправляющей дорожке 32, который сам выступает вбок от отправляющей дорожки 32 и который поочередно блокирует транспортирующие устройства 2, так что они могут быть обнаружены первой антенной 17a, расположенной вдоль транспортерной ленты отправляющей дорожки 32. Аналогичным образом, транспортирующие устройства 2 возвращаются с отправляющей дорожки 32 на основную дорожку 31 с помощью возвращающей дорожки 7 предпочтительно, аналогично тому, как описано в вышеупомянутой патентной заявке. Возвращающему блоку 7 предшествует второй затвор 16b (фиг. 2), также выступающий в боковом направлении от отправляющей дорожки 32 и используемый для временной остановки транспортирующих устройств 2, ожидающих повторного появления на основной дорожке 31, и чтобы одновременно позволить обнаружить их второй антенной 17b, расположенной под транспортерной лентой отправляющей дорожки 32.
На уровне взаимодействия между отправляющей дорожкой 32 системы 4 и станцией 1 имеется отводящая перегородка 8, которая может переводить горизонтально по одному направлению или другому из начала положения хода к концу положения хода, потому что она прикреплена к ленте 9 (фиг. 1, 2), снабженной приводом, параллельно отправляющей дорожке 32. Конец датчика 10 перемещения зацепляет отводящую перегородку 8, когда она находится в крайнем правом положении (в соответствии с видом на фиг. 2) своего движения.
Станция 1 содержит основную транспортерную ленту 11, изготовленную из пенополиуритана, которая передает в продольном направлении транспортирующие устройства 2, которые отводятся на станцию 1, позволяя им накапливаться в конце станции 1, напротив границы с системой 4, где расположена принимающая лента 12, изготовленная из того же материала, которая при активации движется в направлении, перпендикулярном направлению движения основной транспортерной ленты 11. Указанные транспортирующие устройства (2), таким образом, накапливаются аккуратными рядами на принимающей ленте (12) и на основной транспортерной ленте (11).
Кроме того, присутствует обратная ветвь ленты 13, также изготовленная из пенополиуритана, с шириной, по существу равной ширине принимающей ленты 12, но которая наоборот проходит в том же направлении, что и основная транспортерная лента 11, но в другой ориентации, т.е. из нижней части станции 1 к системе 4. Указанная принимающая лента 12 проходит перпендикулярно к указанной основной транспортерной ленте 11. Указанная принимающая лента 12 выполнена с возможностью передачи транспортирующих устройств 2 по обратной ветви ленты 13, параллельно основной транспортерной ленте 11. Указанная обратная ветвь ленты 13 выполнена с возможностью возвращать транспортирующие устройства 2 по отправляющей дорожке 32 транспортерной ленты 3.
Основной датчик 14 рядом с основной транспортерной лентой 11, вблизи границы с системой 4, и датчиком 15 возврата дополнительно присутствует в начале обратной ветви ленты 13, т.е. на конце станции 1, наиболее удаленной от системы 4.
Операция заключается в следующем: в соответствии с потребностями временно ставить на стоянку транспортирующие устройства 2, перемещающиеся вдоль автоматизированной системы 4, установленные заранее блоком управления 60, такие устройства 2, когда они оказываются возле отводящего блока 6, отводятся с основной дорожки 31 на отправляющую дорожку 32. Указанный центральный блок 60 управления выполнен с возможностью приводить в движение указанные ленты (11, 12, 13).
Описание, которое следует одинаково для станций 1, предназначенных для стоянки транспортирующих устройств 2 с пробиркой 5, и станций 1, которые, наоборот, накапливают пустые транспортирующие устройства 2, в соответствии с различными потребностями (показано ранее), которые предписывают наличие в различных точках системы либо одной станции 1, либо другой. Как уже упоминалось, фиг. 2-5 показывают случай станции 1 с пустыми транспортирующими устройствами.
Транспортирующие устройства 2, которые отводятся, формируют очередь у первого затвора 16a, который выполнен с возможностью ставить в очередь указанные транспортирующие устройства 2, оставляемые на станции 1, и выпускать только одно из указанных транспортирующих устройств 2 на каждом шаге. Отсюда затвор 16a выпускает указанные транспортирующие устройства 2, которые должны отправляться к станции 1 пошагово одно за другим, после считывания первой антенной 17, и предпочтительно с постоянной частотой. Каждое из указанных транспортирующих устройств 2, выпущенное затвором 16а, продолжает движение вдоль указанной отправляющей дорожки 32. В то же время, лента 9, снабженная приводом, работает с шагом, адаптированным к пошаговому движению отводящей перегородки 8 влево, таким образом, чтобы отводить только одно из указанных транспортирующих устройств 2 на каждом шаге, так что транспортирующие устройства 2, выпущенные первым затвором 16a, отправляются вдоль основной транспортерной ленты 11 одно за другим, на практике по разным пустым полосам. Основная транспортерная лента 11 выполнена с возможностью перемещения в направлении, перпендикулярном к ленте 9, снабженной приводом. Пошаговое перемещение отводящей перегородки 8 не возникает в точности в те же моменты, что и синхронный выпуск каждого транспортирующего устройства 2 из первого затвора 16а, потому управляется посредством отсчета каждого нового отведенного транспортирующего устройства 2 указанным основным датчиком 14. Основной датчик 14 выполнен с возможностью приводить в движение указанную отводящую перегородку 8.
Указанные шаги отводящей перегородки 8 привязываются по времени к указанным шагам затвора 16а. Хронирование происходит, когда первое транспортирующее устройство 2 приближается к первому затвору 16а, как только оно считывается первой антенной 17а, и выпускается почти мгновенно; действительно, во время этого шага нет необходимости синхронизировать выпуск с движением другого компонента, так как отводящая перегородка 8 останавливается в крайнем справа положении и ей не обязательно двигаться, чтобы отвести транспортирующее устройство 2 вдоль пустой полосы в правый край. Следующие транспортирующие устройства 2 в очереди наоборот выпускаются путем предписывания первому затвору 16а возвратиться назад синхронным образом в то время как отводящая перегородка 8 перемещается пошагово влево, как описано выше. Отводящая перегородка 8 хронируется так, что шаг отводящей перегородки 8 происходит как следствие шага первого затвора 16а после короткого периода времени и не одновременно. Указанный короткий период времени рассчитывается по скорости транспортерной ленты 3 вдоль отправляющей дорожки 2, потому что учитывается короткий период времени, необходимый для транспортирующего устройства 2, ранее выпущенного затвором 16а, чтобы достичь отводящей перегородки 8 и отклониться на основную транспортерную ленту 11. После того, как предыдущее транспортирующее устройство 2 было отведено, отводящую перегородку 8, в свою очередь, заставляет двигаться лента 9, снабженная приводом, для того чтобы отвести указанное другое транспортирующее устройство 2.
Получаемый результат соответствует калиброванному перемещению всех рассматриваемых компонентов с тем, чтобы обеспечить плавное отправление очереди транспортирующих устройств 2 вдоль пустых полос станции 1.
На фиг. 2 показан именно шаг такого пошагового перемещения отводящей перегородки 8, при условии, что транспортирующие устройства 2 ранее были отведены на нижнюю часть станции 1.
Число пошаговых перемещений, выполняемых устройством, образованным лентой 9 лент 9 и отводящей перегородкой 8 рассчитываются таким образом, чтобы после того, как отводящая перегородка 8 достигнет своего полностью открытого стартового положения хода (т.е. на крайнего левого в виде на фиг. 2) и после того, как последнее транспортирующее устройства 2 из очереди было отправлено вдоль пустой полосы левого конца, следующий шаг будет соответствовать изменению направления движения ленты 9 на противоположное для того, чтобы поставить отводящую перегородку 8 назад в исходное положение, когда она сцеплена с концом датчика 10 перемещения и ожиданию первого транспортирующего устройства 2 для следующей очереди, образовывающейся около первого затвора 16а.
Если транспортирующие устройства 2, которые не нужно отправлять на станцию 1, поворачивают к отводящему блоку 6, они отправляются дальше по основной дорожке 31, т.е. не отводятся.
Транспортирующие устройства 2, таким образом, постепенно накапливаются на противоположном конце станции 1 в силу непрерывного движения основной транспортерной ленты 11 (фиг. 2).
Основная транспортерная лента 11 останавливается, если никакие новые транспортирующие устройства 2 не отводятся после определенного момента времени.
Когда станция 1 достигает заданного уровня заполнения, необходимо, чтобы некоторые транспортирующие устройства 2 были отправлены вдоль обратной ветви ленты 13 таким образом, чтобы они могли быть затем блокированы с помощью затвора 16b и отправлены быстрее в модуль 50, если это необходимо (мы ограничимся описанием модуля 50, учитывая, что каждому последующему модулю 51, 52 могла предшествовать аналогичная станция 1, или, в противном случае одна станция 1 может управлять выпуском транспортирующих устройств 2 к более чем одному модулю).
Первые транспортирующие устройства 2, подлежащие вызову, являются теми, которые были отведены на станцию 1 первыми (в соответствии с FIFO, в порядке очереди, логическая схема).
В связи с этим направление движения основной ленты 11 временно изменяет направление (фиг. 3); указанное изменяемое направление движения основной транспортерной ленты 11 на противоположное выполнено с возможностью разгрузки первого ряда транспортирующих устройств 2, которые накапливаются аккуратными рядами на указанной принимающей ленте 12, т.е. создания небольшого запаса пространства между этими транспортирующими устройствами 2 и прибывшими позже в последующих рядах, которые бы в противном случае прижимались вплотную к транспортирующим устройствам 2, мешая плавному движению.
На данном этапе эта система готова для выталкивания ряда разгруженных транспортирующих устройств 2 из нижней части станции 1: сначала приводится в движение обратная ветвь ленты 13, перемещение основной ленты 11 блокируется и затем приводится в движение принимающая лента 12 (фиг. 4). Таким образом, основная транспортерная лента 11 и принимающая лента 12 работают поочередно. Транспортирующие устройства 2, число которых равно числу пустых полос вдоль основной ленты 11, таким образом, переходят из принимающей ленты 12 на обратную ветвь ленты 13 и, в конце пути по ней с начала до конца, блокируются у второго затвора 16b, где первое устройство 2 обнаруживается второй антенной 17b (фиг. 5).
Затем блокируется принимающая лента 12 и в то же время нормальное правое вращение основной ленты 11 начинается снова, так что новый ряд транспортирующих устройств 2 может быть расположен в нижней части станции 1.
Это операция отправления транспортирующих устройств 2 вдоль обратной ветви ленты 13 с целью содействия формированию очереди транспортирующих устройств 2 у второго затвора 16b может выполняться циклически; однако, как уже упоминалось, движение основной ленты 11 должно на некоторое время изменить направление на противоположное и затем лента должны быть остановлена перед началом движения принимающей ленты 12. В этот момент очень важно, что никакие новые транспортирующие устройства 2 одновременно не отводятся системой 4, поскольку основная транспортерная лента 11 остановилась и, следовательно, вновь отводящиеся новые транспортирующие устройства 2 не будут соответствующим образом подаваться в нижнюю часть станции 1.
Вообще, всегда нужно иметь большее количество транспортирующих устройств 2, имеющихся в наличие у второго затвора 16b. По этой причине полностью заполнить обратную ветвь ленты 13 изначально пытались, повторяя несколько циклов для вызова транспортирующих устройств 2 из нижней части станции 1. Полное заполнение станции обратной ветви ленты 13 отличается тем, что возвратная станция 15 жестко сцепляется с транспортирующим устройством 2, которое является последним по очереди, образованной вдоль обратной ветви ленты 13. Указанный датчик 15 возврата выполнен с возможностью обнаруживать заполнение указанной обратной ветви ленты 13.
Очевидно, что пока такая ситуация сохраняется, никакие другие транспортирующие устройства 2 могут быть отправлены на обратную ветвь ленты 13, т.е. принимающая лента 12 не может быть приведена в движение, потому что обратная ветвь ленты 13 полностью заполнена.
Транспортирующие устройства 2, блокированные у второго затвора 16b, могут снова появиться в любой момент в системе 4, идущей от возвращающего блока 7, с временем возврата, определяемым блоком 60 управления в соответствии с потребностью в транспортирующих устройствах 2 модуля 50. Транспортирующие устройства 2 выпускаются поочередно через затвор 16b, так что он блокирует каждое из них, хотя бы и на несколько мгновений, делая возможной идентификацию с помощью второй антенны 17b.
Как правило, запрос на предоставление транспортирующих устройств 2, которые должны быть отправлены к модулю 50, не превышает число устройств 2 в очереди вдоль полностью заполненной обратной ветви ленты 13; действие по блокированию каждого из транспортирующих устройств 2, которые должны быть выпущены их второго затвора 16b, является функционалом в отношении к подсчету транспортирующих устройств 2, и таким образом только то число транспортирующих устройств 2, действительно необходимых модулю 50, будет выпущено.
В силу вышеупомянутого подсчета, станция 1 может определить, когда число транспортирующих устройств 2, равное числу пустых полос, образованных вдоль основной транспортерной ленты 11, т.е. к числу транспортирующих устройств 2, которые появляются вдоль обратной ветви ленты 13 на каждом новом цикле, было выпущено из второго затвора.
Как следствие этого, как только счетчик достигает этого числа, станция 1 приводится в действие для того, чтобы ввести новые транспортирующие устройства 2 сразу на обратную ветвь ленты 13 с тем, чтобы заменить те, которые уже покинули ее (в то же время, обратная ветвь ленты 13 не останавливалась и, следовательно, транспортирующие устройства 2, уже находящиеся в очереди, продвигаются ко второму затвору 16b).
Это означает, что только в этот момент начинается снова операция разгрузки (движение основного транспортерной ленты 11 изменяет направление на противоположное) и затем принимающая лента 12 снова запускается.
Таким образом, ясно, что даже в случае запроса на предоставление большого количества транспортирующих устройств 2 от центрального блока 60 управления, станция 1 также может выполнить запрос, потому что обратная ветвь ленты 13 будет поддерживаться практически всегда заполненной.
После того, как определенный период времени прошел без новых запросов от блока 60 управления, и таким образом без новых выталкиваний транспортирующих устройств 2 вторым затвором 16b, обратная ветвь ленты 13 также может быть остановлена, при условии, что она заполнена или в любом случае не может вместить полный новый ряд транспортирующих устройств.
Понятно, что самые разнообразные последовательные условия заполнения основной ленты 11 и обратной ветви ленты 13 могут быть созданы в соответствии с запросами блока 60 управления и числом транспортирующих устройств 2, проходящих вдоль автоматизированной системы.
Во всех случаях, как уже упоминалось, предпринимается попытка держать обратную ветвь ленты 13 настолько заполненной транспортирующими устройствами 2, насколько это возможно, также независимо от непосредственного принятия нового запроса от центрального блока 60 управления, и таким образом вызова транспортирующих устройств 2 из нижней части станции 1, как можно скорее.
Основной датчик 14 может обнаружить полное заполнение основной ленты 11, в дополнение к отсчету, как уже упоминалось, прохождения каждого транспортирующего устройства 2, вновь отправляемого из отводящей перегородки: это происходит, когда основной датчик 14 остается сцепленным жестким образом, т.е. при прибытии первого транспортирующего устройства 2 на последний доступный ряд основной ленты 11. В такой ситуации основная лента 11, очевидно, не может вместить новые транспортирующие устройства 2, которые таким образом не могут быть отправлены на станцию 1 до тех пор, пока по меньшей мере один ряд транспортирующих устройств 2 не будет очищен с нижней части станции (т.е. до тех пор, пока основной датчик 14 не освободится путем продвижения всех новых рядов в направлении нижней части).
Инновационный аспект изобретения состоит, таким образом, в создании одной или нескольких временных станций для стоянки транспортирующих устройств, содержащих пробирки, или внелабораторной автоматизированной системы, в которую указанные транспортирующие устройства могут быть отправлены, с тем, чтобы предотвратить накопление перед модулями, которые обрабатывают их особенно медленно (и таким образом, разумеется, в некоторых точек вдоль автоматизированной системы) или для предотвращения дополнительного циркулирования таких транспортирующих устройств, по существу вхолостую, по автоматизированной системе.
В частности, станцию можно использовать для постановки на стоянку как транспортирующих устройств с пробирками, которые ожидают обработки в следующем модуле тестирования, так и транспортирующих устройств без пробирок, которые должны быть отправлены позднее к модулю загрузки (подачи) образцов вдоль автоматизированной системы.
Что касается известных областей хранения, которые являются громоздкими и очень дорогостоящими, описанное решение проще реализовать, т.е. много станций для стоянки можно расположить в разных точках автоматизированной системы, в идеале перед каждым медленным тестовым модулем или модулем загрузки.
Таким образом, когда один из рассматриваемых модулей очищается, а значит и может обработать новые образцы, транспортирующие устройства выпускаются со станции для стоянки и быстро отправляются к модулю, в то время как в известных решениях, когда модуль очищается, образцы часто находятся в совершенно другой части автоматизированной системы или хранятся в области в любом случае далеко от модуля.
Станция для стоянки, описанная в этом патенте, в любом случае имеет большую емкость, в смысле транспортирующих устройств, которые она может вместить.
Кроме того, в случае стоянки транспортирующих устройств с пробиркой, она представляет то преимущество, что никогда не разделяет пробирку с транспортирующим устройством, которое вмещает ее во время стоянки; таким образом, сопряжение транспортирующего устройства/пробирки никогда не теряется во время стоянки устройств на станции, в отличие от того, что обычно происходит с известными областями хранения, и что могут быть источником ошибок.
Кроме того, с точки зрения структуры, станция не обнаруживает различий при обработке транспортирующих устройств с пробиркой или без нее, и по этой причине каждую станцию вдоль системы можно использовать в различные моменты для любой одной из двух целей.
Станцию для стоянки можно использовать в качестве области для стоянки транспортирующих устройств также в конце каждого рабочего дня, когда автоматизированная система должна быть выключена.
Таким образом, описанное изобретение допускает ряд изменений и вариантов в пределах объема изобретения.
На практике, используемые материалы, а также размеры и формы могут быть любыми, в зависимости от потребностей.
Изобретение относится к конвейерам для транспортировки контейнеров с биологическими препаратами, а именно к средствам для обеспечения их размещения в заданном месте. Предложенная станция временной стоянки (1) для транспортирующих устройств (2) содержит контейнер биологических препаратов (5) и взаимодействует с лабораторной автоматизированной системой (4), включающей в себя транспортерную ленту (3) по меньшей мере с одной отправляющей дорожкой (32) с затвором (16а), выполненным с возможностью ставить в очередь транспортирующие устройства (2), впускаемые на станцию (1), и выпускать только одно из указанных транспортирующих устройств (2) на каждом шаге к отводящей перегородке (8), установленной на ленту (9). Указанная лента (9) снабжена приводом, параллельно отправляющей дорожке (32), выполненной с возможностью перемещения указанной отводящей перегородки (8) пошагово либо в одном направлении, либо другом, из начала положения хода к концу положения хода, отводя пошагово поочередно указанные транспортирующие устройства (2) по основной транспортерной ленте (11), которая может двигаться в направлении, перпендикулярном к ленте (9). Предложенное изобретение позволяет предотвратить совершение дополнительных кругов в пределах автоматизированной системы, обеспечивая при этом простоту изготовления соответствующего устройства и его малые габариты. 4 з.п. ф-лы, 5 ил.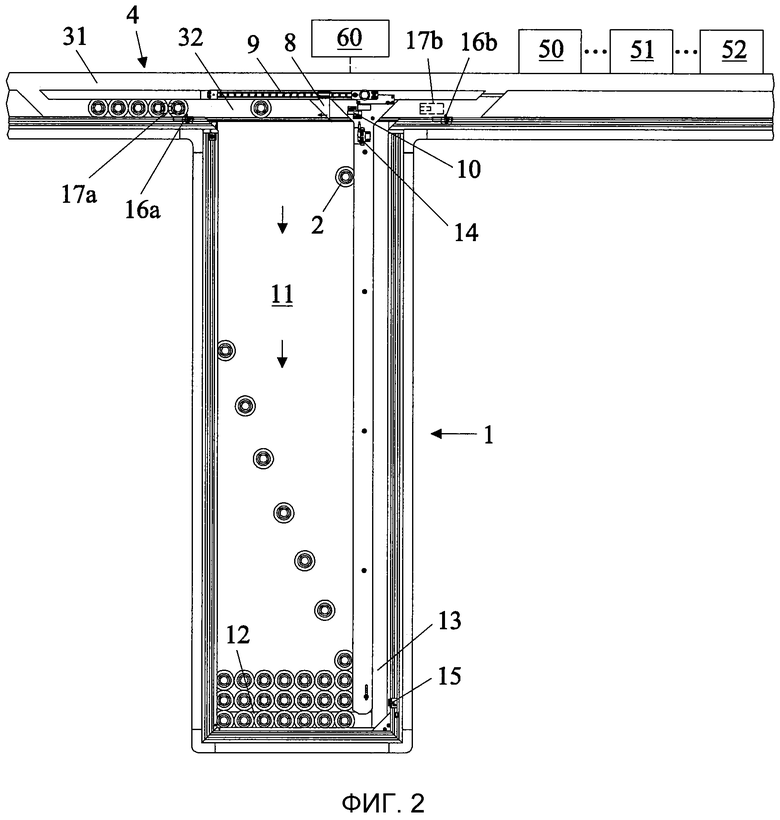
1. Станция временной стоянки (1) для транспортирующих устройств (2), каждое из которых содержит только один контейнер биологических препаратов (5), взаимодействующая с лабораторной автоматизированной системой (4), включающая в себя транспортерную ленту (3) по меньшей мере с одной отправляющей дорожкой (32) для указанных транспортирующих устройств (2), отличающаяся тем, что содержит на указанной отправляющей дорожке (32) затвор (16а,) выполненный с возможностью ставить в очередь транспортирующие устройства (2), впускаемые на станцию (1), и выпускать только одно из указанных транспортирующих устройств (2) на каждом шаге, причем указанное транспортирующее устройство (2) продвигается по ходу отправляющей дорожки (32) к отводящей перегородке (8), установленной на ленту (9), снабженную приводом, параллельно отправляющей дорожке (32), выполненной с возможностью перемещения указанной отводящей перегородки (8) пошагово либо в одном направлении, либо в другом из начала положения хода к концу положения хода, причем указанные шаги отводящей перегородки (8) привязываются по времени к указанным шагам затвора (16а), причем указанная отводящая перегородка (8) выполнена с возможностью отведения на каждом из указанных шагов только одного из указанных транспортирующих устройств (2) по основной транспортерной ленте (11), которая может двигаться в направлении, перпендикулярном к ленте (9), снабженной приводом, причем указанная основная транспортерная лента (11) выполнена с возможностью транспортировки транспортирующих устройств (2) по принимающей ленте (12), причем указанные транспортирующие устройства (2) устанавливаются по порядку в ряды на принимающей ленте (12) и на основной транспортерной ленте (11), причем указанная принимающая лента (12) скользит перпендикулярно указанной основной транспортерной ленте (11) и выполнена с возможностью передавать транспортирующие устройства (2) по обратной ветви ленты (13), параллельной указанной основной транспортерной ленте (11), и скользящей в противоположном направлении, выполненной с возможностью возвращать транспортирующие устройства (2) по отправляющей дорожке (32) транспортерной ленты (3).
2. Станция (1) по п. 1, отличающаяся тем, что указанная основная транспортерная лента (11) имеет обратимое направление движения для разгрузки транспортирующих устройств (2), которые накапливаются по порядку в ряды на указанной принимающей ленте (12).
3. Станция (1) по п. 1 или 2, отличающаяся тем, что указанная основная транспортерная лента (11) и указанная принимающая лента (12) работают поочередно.
4. Станция (1) по п. 1, отличающаяся тем, что содержит основной датчик по одному из пунктов формулы, отличающаяся тем, что содержит основной датчик (14), выполненный с возможностью приводить в движение указанную отводящую перегородку (8) и обнаруживать полное заполнение указанной основной ленты (11), и датчик (15) возврата, выполненный с возможностью обнаружения общего заполнения указанной обратной ветви ленты (13).
5. Станция (1) по п. 1, отличающаяся тем, что она приводится в действие центральным блоком (60) управления указанной автоматизированной системы (4), выполненной с возможностью управления временной постановкой на стоянку и/или операциями опорожнения транспортирующих устройств (2) в/из указанной станции (1) и, соответственно, движением указанных лент (11, 12, 13).
| US 6458324 B1, 01.10.2002 | |||
| US 5972295 A, 26.10.1999 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 6355488 B1, 12.03.2002 | |||
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВИРОВАННОГО ПРОДУКТА "ТРЕСКА ОБЖАРЕННАЯ С МОРКОВЬЮ И КАПУСТОЙ В ТОМАТНОМ СОУСЕ" | 2011 |
|
RU2485838C1 |

