Изобретение относится к способу изготовления металлической полосы посредством непрерывной разливки и прокатки, при котором сначала в разливочной машине путем выдачи металла из кристаллизатора отливается сляб, причем сляб в зоне направляющей проводки отклоняют из вертикального положения в горизонтальное, затем подвергается выдержке для выравнивания температуры в печи, после печи прокатывается в прокатном стане и в зависимости от заданного режима работы обрабатывается либо в периодическом режиме, либо в бесконечном или полубесконечном режиме.
Изобретение применяется в установках непрерывной разливки и прокатки, которые как в первом режиме работы, а именно в бесконечном или полубесконечном режиме так и/или в периодическом режиме изготавливают из жидкого металла готовую полосу.
Известные литейно-прокатные установки преобразуют обычно получаемую в периодическом режиме жидкую сталь в компактной установке в горячекатаную полосу. В этом режиме работы после разливки или разливки и прокатки слябы или черновые полосы разделяются на отдельные слябы или отдельные черновые полосы так, что после горячей прокатки образуются рулоны нужной величины.
При этом сначала непрерывно отливаются слябы. Они разрезаются ножницами и образуют позднее по своим размерам соответственно нужную величину рулона. В нагревательных печах, выполненных нередко в виде печей с роликовым подом, отделенные слябы кондиционируются по температуре. Дополнительно печь служит буфером, в котором слябы могут накапливаться в случае задержек в процессе обработки. Затем слябы по отдельности подаются на прокатный стан и раскатываются. После этого окончательно прокатанные полосы охлаждаются на участке охлаждения и наматываются. Рулоны покидают прокатный стан для дальнейшей обработки. В DE 102009057524 А1 раскрыты способ и прокатный стан для горячей прокатки в несколько этапов металлической полосы или металлического листа.
При полубесконечном способе слябы разрезаются так, что из этого сляба можно получить одну или несколько бобин. За прокатным станом расположены летучие ножницы, которые разрезают длинную горячекатаную полосу, в результате чего достигается нужный размер рулона. Этот способ позволяет уменьшить число критических при прокатке процессов ввода и вывода, благодаря чему можно надежнее получать более тонкие горячекатаные полосы.
При бесконечном способе непрерывнолитые слябы в неразрезанном виде подаются к прокатному стану. За ним, как и при полубесконечном способе, расположены летучие ножницы, которые разрезают длинную горячекатаную полосу, в результате чего достигается нужный размер рулона. Этот способ позволяет дополнительно уменьшить число критических при прокатке процессов ввода и вывода, благодаря чему можно надежнее получать более тонкие горячекатаные полосы.
Используемые здесь установки CSP (Compact Strip Production - компактное производство полосы) представляют собой, следовательно, литейно-прокатные установки, в которых тесно связаны между собой две отдельные технологические ступени производства стальных полос, а именно разливка жидкой стали в тонкие слябы в разливочной установке и их прокатка в стальные полосы в прокатной установке. При этом прокатка предварительно отлитой заготовки происходит обычно непосредственно с использованием «литейного нагрева» или за счет установления нужной температуры прокатки посредством печи-миксера или нагревательного устройства между разливочной установкой и прокатным станом.
В основе изобретения лежит задача создания технологических условий, с помощью которых оптимальное производство металлической полосы могло бы происходить во всех рассматриваемых режимах работы, т.е. как в периодическом режиме, так и в бесконечном или полубесконечном режиме. В соответствии с этим должны быть созданы технологические условия для всех нужных режимов работы.
Решение этой задачи, согласно изобретению, характеризуется тем, что прокатываемый сляб или прокатываемая металлическая полоса в зоне прокатного стана, по меньшей мере, между двумя прокатными клетями подвергается нагреву посредством одного или нескольких индукторов.
При этом прокатный стан представляет собой прокатный стан-тандем, причем нагрев посредством индуктора происходит предпочтительно между первыми двумя в направлении транспортировки прокатными клетями стана-тандем. Однако в другом предпочтительном варианте способа возможно, чтобы прокатный стан представлял собой прокатный стан-тандем, причем нагрев посредством индуктора происходит между первыми тремя в направлении транспортировки прокатными клетями стана-тандем.
Согласно другому предпочтительному решению, сляб в зоне направляющей проводки может подвергаться обжатию по толщине посредством определенного числа роликов.
Сляб может подвергаться обжатию по толщине также за разливочной машиной и перед печью в черновой прокатной клети.
Индуктор выполнен предпочтительно для нагрева индуктивного нагрева в продольном поле проходящего в направлении транспортировки сляба или металлической полосы. Возможно также, чтобы индуктор был выполнен для индуктивного нагрева в поперечном поле проходящего в направлении транспортировки сляба или металлической полосы. Пояснения по соответствующему нагреву приведены ниже.
В качестве индуктора особенно предпочтительно используется элемент, включающий в себя, по меньшей мере, одну открытую, разделяемую, С-образную катушку индуктивности. Одно из предпочтительных выполнений индукторов содержит катушки, которые в зависимости от необходимости могут переключаться на индукцию продольного или поперечного поля.
Литейно-прокатная установка может состоять из одной или нескольких черновых клетей и прокатного стана, причем в периодическом режиме разделение сляба происходит перед прокатным станом, преимущественно самое позднее после пяти предшествующих прокатному стану черновых клетей.
Литейно-прокатная установка может состоять также из одной или нескольких черновых клетей и прокатного стана, причем в бесконечном режиме разделение сляба происходит после последней клети прокатного стана.
Далее может быть предусмотрено, что во всех названных режимах работы разделение сляба происходит перед печью. Если печи предшествуют черновые клети, то разделение сляба происходит преимущественно самое позднее после этих черновых клетей.
Предложенный подход обеспечивает, следовательно, комбинацию бесконечного и штучного (периодического) производства горячекатаной полосы на установках для отливки тонких слябов, а также производство горячекатаных толстых и тонких стальных полос и листов с равномерной микроструктурой и механическими свойствами.
Комбинация бесконечного, полубесконечного и периодического режима происходит в одной и той же установке для отливки тонких слябов с целью объединения преимуществ всех способов в одной установке и, тем самым, обеспечения рентабельного производства толстой и тонкой горячекатаных полос из тонких слябов в гибридной установке.
До сих пор производителям горячекатаных полос при выборе производственной установки приходилось принимать решение в пользу одного типа установки, т.е. реализации бесконечного или полубесконечного или периодического режима. Вследствие выполнения установки это решение не пересматривается. Поскольку обе концепции установок отличаются по портфелю продукции, принимается, тем самым, также решение в пользу сегмента рынка, который эксплуатант может обслуживать.
Существующие до сих пор концепции бесконечных установок обеспечивают исключительно стабильное производство горячекатаных полос сильно ограниченной геометрии (полосы толщиной менее 2 мм). Горячекатаные полосы иной геометрии производятся на этих установках, как правило, не в бесконечном режиме. По мере возрастания толщины горячекатаной полосы падают, например, скорость выхода из прокатного стана и, тем самым, конечная температура прокатки. Имеющиеся в распоряжении до сих пор для реализации бесконечного режима концепции установок в случае мелких неполадок в работе или смены рабочих валков требуют приостановки производства. Это происходит на практике либо за счет вывода заготовки и прерывания безостановочной разливки плавок или за счет отрезания и удаления сегментов промежуточного сляба из производственной установки. Вызванный этим брак уменьшает выход готовой продукции и рентабельность такой установки, ориентированной на чисто бесконечный режим.
Установки для реализации периодического режима могут производить более широкий спектр горячекатаных полос различных размеров и марок стали. Правда, имеются определенные ограничения в диапазоне очень малых размеров. Так, вероятность возникновения неполадок в работе прокатного стана при производстве очень тонких полос в периодическом режиме выше, чем в бесконечном режиме. Кроме того, износ рабочих валков в бесконечном режиме меньше, чем в периодическом режиме.
Настоящее изобретение впервые обеспечивает комбинацию периодического, полубесконечного и бесконечного режимов в гибридной установке. Благодаря этому устранены названные выше ограничения. Описанный способ обеспечивает производство в одной установке толстой горячекатаной полосы, например для производства труб, и производство тонкой и сверхтонкой горячекатаной полосы толщиной менее 0,8 мм. Комбинированная эксплуатация такой установки обеспечивает за счет перехода с бесконечного режима на периодический режим смену рабочих валков без необходимости прерывания безостановочной разливки плавок или вырабатывания брака.
В соответствии с этим предложена конфигурация установки, которая в равной степени обеспечивает реализацию периодического, полубесконечного и бесконечного режимов. Для этого известные устройства (см., например, DE 4402402 А1 и WO 2011/067315 А1), состоящие, по меньшей мере, из одной машины для отливки тонких слябов, по меньшей мере, одной туннельной печи и, по меньшей мере, одного прокатного стана дополняются устройством индукционного нагрева, находящимся, по меньшей мере, между первой и второй клетями. Устройство индукционного нагрева выполнено предпочтительно в виде разделяемого индуктора с продольным полем. Кроме того, могут быть предусмотрены дополнительные агрегаты, которые дополнительно к периодическому режиму позволяют реализовать также бесконечный и полубесконечный режимы.
Это, в частности, разливочные машины с высоким массовым потоком, предпочтительно такие, в которых происходит изгибание заготовки из вертикального направления в горизонтальное во время полного затвердевания ее сердцевины. Это повышает производственную мощность и конечную температуру прокатки, в частности в бесконечном режиме.
Кроме того, между разливочной машиной и туннельной печью могут быть предусмотрены одна или несколько черновых прокатных клетей. Одним из предпочтительных выполнений являются встроенные в литейную линию прокатные клети, называемые также CR-клети («Core-Reduction» - для обжатия сердцевины).
Кроме того, перед печью может быть предусмотрено устройство индукционного нагрева для компенсации температурных потерь между разливочной машиной и печью. Это обеспечивает, например, бóльшую производительность в периодическом и/или полубесконечном режиме, поскольку может полностью или частично отпасть время нагрева в печи.
Затем могут быть предусмотрены также летучие ножницы с моталками. Эти моталки могут быть выполнены в виде подпольных и/или роторных моталок (как описано, например, в ЕР 1003617 В1). В бесконечном и полубесконечном режимах предусмотрена предпочтительно, по меньшей мере, одна моталка, например роторная.
В подходящих местах производственной линии, например перед входом в прокатный стан, дополнительные устройства индукционного нагрева могут сделать предложенный способ еще более гибким относительно производимого спектра продукции. Они позволяют, при необходимости, также выбрать соответственно более оптимальный энергоноситель (газ в печи или ток в индукторах).
Предложенный способ позволяет обслуживать более широкий сегмент рынка. Экплуатант установки может выбрать наиболее оптимальный для своей продукции режим. Экплуатант может приобрести установку для периодического или бесконечного режима, которая может быть расширена до предложенного способа. Такая расширяемая установка является, тем самым, одним из аспектов предложенного решения.
Предложенный способ позволяет производить как горячекатаные полосы для производства труб, в частности по стандарту API или соответствующим нормам, толщиной до менее чем четверть толщины сляба, так и тонкие горячекатаные полосы толщиной до менее чем 0,8 мм.
Другое преимущество заключается в том, что можно выбрать соответственно наиболее оптимальный режим. Это значит, что для небольших толщин горячекатаной полосы следовало бы предпочесть, как правило, бесконечный режим. Более толстые горячекатаные полосы энергетически наиболее оптимально следовало бы производить в периодическом режиме.
По сравнению с чисто бесконечной установкой предложенная установка обладает существенно более высокой производственной мощностью, поскольку периодический режим возможен с двумя ручьями.
Предложенная концепция прокатного стана нацелена, следовательно, на произвольное расположение устройств индукционного нагрева (индукторов) между прокатными клетями. В одном возможном варианте индукторы расположены между первыми двумя клетями прокатного стана-тандем в CSP-установке для получения высокопрочных марок стали, чтобы достичь установления равномерной структуры горячекатаной полосы за счет полной рекристаллизации. Согласно другому предпочтительному варианту возможно также расположение индукторов между первыми тремя клетями прокатного стана-тандем CSP-установки для производства продукции в бесконечном режиме, благодаря чему в равной мере может обеспечиваться необходимая конечная температура прокатки.
Использование устройств индукционного нагрева позволяет минимизировать достигаемые конечные толщины полос. За счет повышения температуры достигается снижение усилий прокатки.
Использование устройств индукционного нагрева позволяет также максимизировать достигаемые конечные толщины полос из высокопрочных марок стали (например, по стандарту API).
Толщина прокатываемого материала на входе в прокатный стан составляет предпочтительно 10-120 мм.
Предложенный способ предусмотрен также в комбинации с предшествующими прокатному стану черновыми клетями. При этом предусмотрены преимущественно CR-клети, причем может быть предусмотрено производство «в потоке», т.е. черновые прокатные клети расположены на выходе разливочной машины. Обусловленное режимом работы отделение слябов происходит в периодическом, полубесконечном и бесконечном режимах после выхода из черновых прокатных клетей по ходу производственной линии.
В отношении отдельных режимов работы необходимо отметить следующее.
В периодическом режиме происходит отделение (согласно режиму работы) непрерывно-литого сляба от прокатного стана, преимущественно самое позднее после последней, предшествующей прокатному стану черновой клети.
В бесконечном режиме непрерывно-литые слябы согласно режиму работы) подаются в неразрезанном виде к прокатному стану. Разделение готовых горячекатаных полос происходит после последней клети прокатного стана.
В полубесконечном режиме происходит отделение (согласно режиму работы) сверхдлинного, непрерывно-литого сляба от туннельной печи, преимущественно самое позднее после последней, предшествующей печи черновой клети. В соответствии с этим максимальная длина сляба соответствует длине туннельной печи. Этот длинный сляб раскатывается в неразрезанном виде, и готовая горячекатаная полоса после последней клети прокатного стана разделяется на длину рулона.
Преимущества отдельных режимов работы следующие.
В периодическом режиме в зависимости от марки стали можно производить горячекатаные полосы толщиной примерно от 1 мм до более чем 25 мм. Сильное обжатие в первых двух клетях прокатного стана и/или термомеханическая прокатка более высокопрочных сталей требует полной рекристаллизации после первых двух клетей. Для этого между обеими клетями можно расположить устройство индукционного нагрева, при необходимости, также между следующими двумя клетями прокатного стана по той же причине.
В бесконечном режиме заданный форматом и скоростью разливки массовый поток приводит к низкой окончательной скорости прокатки и, тем самым, к низким окончательным температурам прокатки. Для компенсации устройства индукционного нагрева могут быть расположены между отдельными клетями. Напротив, тонкие горячекатаные полосы толщиной обычно менее 2 мм могут производиться в периодическом режиме с меньшей опасностью возникновения «гармошки», поскольку она возникает в большинстве случаев при вводе головки сляба или головки промежуточной полосы в клети прокатного стана. В отличие от периодического режима в бесконечном режиме горячекатаные полосы толщиной более 2 мм труднее изготавливать из-за низких скоростей на выходе прокатной клети.
Так называемый гибридный режим представляет собой комбинированный режим. В этом случае должны обеспечиваться, по меньшей мере, два из режимов «периодический», «бесконечный» и «полубесконечный» без потерь качества и производительности.
Особая задача заключается в том, чтобы выполнить различные требования к положению и характеристике устройства индукционного нагрева. Толстые полосы требуют, как правило, устройства индукционного нагрева в продольном поле. Поэтому для прокатки в периодическом режиме необходимы, как правило, индукторы с продольным полем. Тонкие полосы в бесконечном режиме требуют, напротив, как правило, устройств индукционного нагрева в поперечном поле. В полубесконечном режиме могут потребоваться оба типа индукторов, поскольку в этом случае вследствие независимой от скорости разливки скорости прокатки можно прокатывать как тонкие готовые полосы толщиной менее 2 мм, так и более толстые толщиной более 2 мм.
Поэтому гибридная установка должна быть способной использовать, по меньшей мере, один из названных типов устройств индукционного нагрева или оба сообща. Эти устройства могут использоваться в ходе процесса в зависимости от требования к различным положениям. При этом высокая гибкость установки обеспечивается, например, за счет использования открытых, разделяемых, С-образных катушек индуктивности. Их специальная обмотка позволяет выбирать, при необходимости, индукцию продольного и поперечного полей. Дополнительно для достижения оптимального к.п.д можно подгонять ширину зазора между прокатываемым материалом и внутренней стороной катушки.
В отношении нагрева в продольном поле, который сам по себе известен, следует сослаться на документ US 2448011. В нем раскрыто устройство для нагрева стальных полос в продольном поле, при котором нагреваемая стальная полоса направляется через внутреннее пространство цилиндрической катушки индуктивности, создающей в металле переменное магнитное поле, силовые линии которого проходят параллельно плоскости металла, т.е. речь идет здесь о принципе продольного поля.
В отношении нагрева в поперечном поле следует сослаться на документы ЕР 0246660 и DE 4234406 А1. Из них известно устройство для индуктивного нагрева плоских продуктов в поперечном поле, причем в документе ЕР 0246660 предусмотрено общее устройство из главных и вспомогательных катушек. Главные катушки расположены перпендикулярно направлению движения плоского продукта и выдаются за его обе внешние кромки. Вспомогательные катушки проходят параллельно направлению движения плоского продукта и расположены вблизи его кромок, не выдаваясь, однако, за них. За счет комбинации главных и вспомогательных катушек достигается равномерный температурный профиль по всей ширине плоского продукта. Главные катушки нагревают, в частности, его среднюю и обе кромочные зоны, однако вблизи кромок и параллельно этим зонам возникает более низкая температура. Эти зоны вблизи кромок дополнительно нагреваются вспомогательными катушками, так что по всей ширине плоского продукта устанавливается равномерное распределение температуры.
Примеры осуществления изобретения изображены на чертежах, на которых представляют:
- фиг. 1: схематично первый вариант литейно-прокатной установки для изготовления стальной полосы;
- фиг. 2: схематично второй вариант литейно-прокатной установки из фиг. 1;
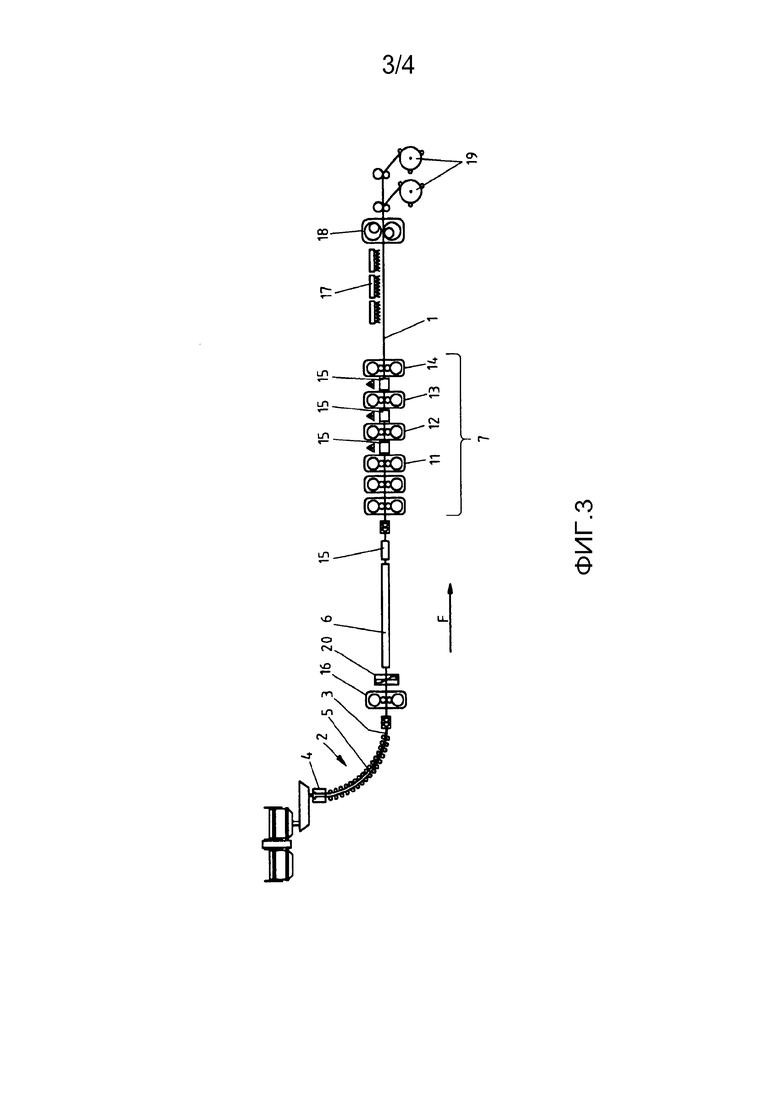
- фиг. 3: схематично третий вариант литейно-прокатной установки из фиг. 1;
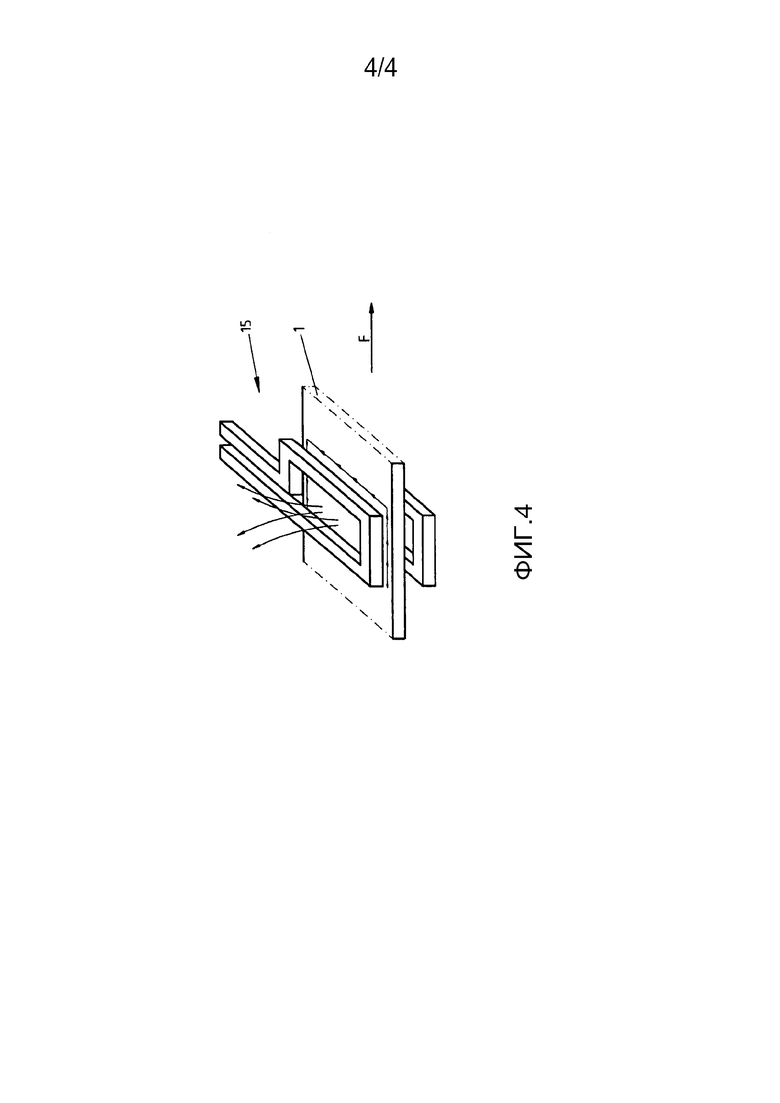
- фиг. 4: в перспективе индуктор для нагрева полосы.
На фиг. 1 схематично изображена литейно-прокатная установка, содержащая в качестве центральных элементов разливочную машину 2, расположенную за ней в направлении F транспортировки печь 6 и расположенный за ней прокатный стан 7. Металлическая полоса 1, прокатываемая в прокатном стане 7, изготавливается в виде сляба 3, который отливается в разливочной машине 2 посредством кристаллизатора 4. В направляющей проводке 5 отлитый сляб отклоняется из вертикального положения в горизонтальное. Как видно, в данном случае предусмотрены две параллельно работающие разливочные машины 2.
В примере на фиг. 1 прокатный стан 7 содержит две усиленные прокатные клети 8, 9. Важно, что между обеими прокатными клетями 8, 9 расположен индуктор 15, который может нужным образом нагревать проходящую мимо металлическую полосу 1.
Между прокатной клетью 9 и следующей клетью прокатного стана 7 расположен дополнительный индуктор 15.
На фиг. 1 схематично изображены дополнительные элементы установки, а именно черновая прокатная клеть 16 за разливочной машиной 2 и печью 6 и расположенные за прокатной клетью 16 ножницы 20.
За прокатным станом 7 находятся участок охлаждения 17, в направлении F транспортировки летучие ножницы 18 и, наконец, две моталки 19.
Пример на фиг. 2 отличается, в основном, тем, что в прокатном стане 7 как между прокатными клетями 8, 9, так и между прокатными клетями 10, 11 расположено по одному индуктору 15.
В варианте по фиг. 3 в прокатном стане 7 находятся различные прокатные клети, причем между прокатными клетями 11, 12, между прокатными клетями 12, 13 и между прокатными клетями 13, 14 расположено по одному индуктору 15.
На фиг. 4 в перспективе изображена предпочтительная конструкция индуктора 15. Видно, как металлическая полоса 1 проходит в направлении F транспортировки через индуктор 15. Последний содержит здесь открытые, разделяемые, С-образные катушки индуктивности, которые очень подходят для нагрева металлической полосы 1.
В случае слябов или промежуточных полос толщиной 6-80 мм рекомендуется индукция продольного поля. В случае слябов или промежуточных полос толщиной 1-9 мм рекомендуется индукция поперечного поля. Это относится ко всем режимам работы, реализуемым в изображенных установках, т.е. к периодическому, бесконечному и полубесконечному режимам.
Перечень ссылочных позиций
1 - металлическая полоса
2 - разливочная машина
3 - сляб
4 - кристаллизатор
5 - роликовая проводка
6 - печь
7 - прокатный стан
8 - прокатная клеть
9 - прокатная клеть
10 - прокатная клеть
11 - прокатная клеть
12 - прокатная клеть
13 - прокатная клеть
14 - прокатная клеть
15 - индуктор
16 - черновая прокатная клеть
17 - участок охлаждения
18 - ножницы
19 - моталка
20 - ножницы
F - направление транспортировки


Изобретение относится к области изготовления металлической полосы (1) посредством непрерывной разливки и прокатки, при котором сначала в разливочной машине (2) путем выдачи металла из кристаллизатора (4) отливается сляб (3), причем сляб (3) в зоне направляющей проводки (5) отклоняется из вертикального положения в горизонтальное, затем подвергается выдержке для выравнивания температуры в печи (6), после печи (6) прокатывается в прокатном стане (7) и в зависимости от заданного режима работы обрабатывается либо в периодическом, либо в бесконечном или полубесконечном режиме. Чтобы создать оптимальные технологические условия для всех нужных режимов работы, согласно изобретению предусмотрено, что прокатываемый сляб (3) или прокатываемая металлическая полоса (1) в зоне прокатного стана (7) по меньшей мере между двумя прокатными клетями (8, 9, 10, 11, 12, 13, 14) подвергается нагреву посредством индуктора (15) в виде по меньшей мере одной открытой разделенной С-образной катушки индуктивности, выполненной с возможностью вырабатывания индукции продольного или поперечного поля. 8 з.п. ф-лы, 4 ил.
1. Способ изготовления металлической полосы (1) посредством непрерывной разливки и прокатки, включающий отливку сляба (3) в разливочной машине (2) посредством выдачи металла из кристаллизатора (4), причем сляб (3) в зоне направляющей проводки (5) отклоняют из вертикального положения в горизонтальное, подвергают выдержке для выравнивания температуры в печи (6) и прокатывают в прокатном стане (7) с получением полосы, при этом сляб обрабатывают в периодическом режиме, или в бесконечном режиме, или в полубесконечном режиме, причем в зоне прокатного стана (7) по меньшей мере между двумя прокатными клетями (8, 9, 10, 11, 12, 13, 14) прокатываемый сляб (3) или прокатываемую металлическую полосу (1) подвергают индукционному нагреву посредством индуктора (15), отличающийся тем, что в качестве индуктора (15) используют элемент, включающий по меньшей мере одну открытую разделенную С-образную катушку индуктивности, выполненную с возможностью вырабатывания индукции продольного или поперечного поля, при этом индуктор выполнен с возможностью индукционного нагрева в поперечном поле или в продольном поле перемещаемого в направлении (F) транспортировки сляба (3) или металлической полосы (1).
2. Способ по п. 1, отличающийся тем, что прокатный стан (7) выполнен в виде стана-тандем, а нагрев посредством индуктора (15) осуществляют между его первыми двумя в направлении (F) транспортировки прокатными клетями (8, 9).
3. Способ по п. 1, отличающийся тем, что прокатный стан (7) в виде стана-тандем, а нагрев посредством индуктора (15) осуществляют между его первыми тремя в направлении (F) транспортировки прокатными клетями (8, 9, 10).
4. Способ по любому из пп. 1-3, отличающийся тем, что сляб (3) в зоне направляющей проводки (5) подвергают обжатию по толщине посредством заданного количества роликов.
5. Способ по любому из пп. 1-3, отличающийся тем, что сляб (3) после разливочной машины (2) и перед печью (6) подвергают дополнительному обжатию по толщине в черновой прокатной клети (16).
6. Способ по любому из пп. 1-3, отличающийся тем, что при обработке сляба (3) в периодическом режиме его разделение производят перед прокатным станом, преимущественно не позднее, чем после предшествующих прокатному стану черновых прокатных клетей в количестве до пяти.
7. Способ по любому из пп. 1-3, отличающийся тем, что при обработке сляба (3) в бесконечном режиме его разделение производят после последней клети прокатного стана.
8. Способ по любому из пп. 1-3, отличающийся тем, что при обработке сляба (3) в полубесконечном режиме разделение сляба (3) производят перед печью (6), преимущественно не позднее, чем после пяти предшествующих печи (6) черновых прокатных клетей.
9. Способ по любому из пп. 1-3, отличающийся тем, что перед и/или после печи производят индукционный нагрев сляба.
| US 5611232 A, 18.03.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2057601C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2416900C1 |

