Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления продуктов плоского металлопроката, в частности для получения рулонов из полосы.
В частности, настоящее изобретение относится к режимам изменения конечной толщины металлической полосы, изготавливаемой, преимущественно, но не только, в бесконечном и/или полубесконечном режиме.
Уровень техники
Известны устройства для горячего изготовления полосы, начиная с непрерывной отливки тонких слябов. Устройство для изготовления полосы может работать в нескольких режимах, по отдельности или также одновременно, то есть в бесконечном, полубесконечном и порулонном режиме.
Теперь для ясности кратко изложим характеристики трех вышеуказанных режимов.
Бесконечный: между разливочной машиной и прокатным станом процесс непрерывен. Отлитый сляб подают на прокатный стан напрямую и без перерывов. Когда устройство находится на полном ходу, материал попадает одновременно во все машины, от выхода из расположенной выше по потоку изложницы до расположенной/расположенных ниже по потоку моталки/моталок. Таким образом, рулоны изготавливают без прекращения непрерывности. Отдельные рулоны получают путем отрезания высокоскоростными ножницами перед моталками. Имеется только один вход на прокатный стан в начале процесса.
Полубесконечный: между разливочной машиной и прокатным станом процесс прерывается. Супер-сляб, эквивалентный «n» (например, от 2 до 5) нормальным слябам, где под «нормой» мы подразумеваем количество продукта, необходимое для изготовления одного рулона, получают на выходе из разливочной машины путем отрезания маятниковыми ножницами. Из соответствующего супер-сляба во время прокатки за один раз изготавливают «n» рулонов. Отдельные рулоны получают путем отрезания высокоскоростными ножницами перед моталками. Для каждой последовательности получаемых «n» рулонов имеется один вход на прокатный стан.
Порулонный: от разливочной машины до прокатного стана процесс протекает прерывисто. На выходе из разливочной машины отдельный сляб получают путем отрезания маятниковыми ножницами. Из соответствующего исходного сляба во время прокатки за один раз изготавливают один рулон. Для каждого изготавливаемого рулона имеется один вход на прокатный стан.
Используемый прокатный стан может иметь несколько клетей, обычно в диапазоне от 4 до 12. Известно, например, из ЕР 2.569.104, что в промежуточном положении вдоль стана предусмотрена система быстрого нагрева, которая, по меньшей мере в бесконечном режиме, определяет восстановление температуры прокатываемого продукта перед выполнением последних проходов прокатки.
Положение системы быстрого нагрева, как правило, может определять разбивку прокатного стана на черновые клети, расположенные до системы нагрева, и на чистовые клети, расположенные после нее.
Таким образом, в отношении черновых клетей, которые являются первыми клетями прокатного стана и выполняют первое обжатие по толщине продукта на входе, и чистовых клетей, которые завершают обжатие по толщине до конечного значения, разбивка прокатного стана может быть представлена, например, как 2+4, 2+5, 3+5.
Известно, что в зависимости от производственных планов во время выполнения процесса прокатки может возникнуть необходимость изменения толщины получаемой готовой полосы. Это изменение толщины, по меньшей мере - в бесконечном и/или полубесконечном режимах, может быть выполнено без прерывания процесса прокатки, то есть во время прохождения материала через прокатные клети, и известно как «изменение толщины на ходу» (далее FGC, от англ. Flying Gauge Change). Изменение толщины на ходу может происходить путем поступательного изменения зазора между рабочими валками клетей, например, от входа к выходу, пока все клети не будут адаптированы по своим рабочим параметрам для получения новой конечной толщины. Что касается изменения зазора, также может быть обеспечено скоординированное изменение скорости вращения валков каждой клети или части клетей и положения натяжителей, или петледержателей, расположенных между клетями.
В зависимости от разницы между конечной толщиной и начальной толщиной, изменение толщины может затронуть все клети или только их часть.
В уровне техники имеется документ ЕР 1.010.478, раскрывающий способ изменения толщины на ходу в тандемном стане холодной прокатки, использующий измерения толщины продукта на выходе из клети (клеть «i») для регулировки зазора в последующей клети «i+1», и регулирующий скорости прокатки в самой клети «i», чтобы поддерживать постоянный массовый расход (толщина х скорость) прокатываемого продукта от лобовой части материала до входа клети «i+1».
Кроме того, известен документ ЕР 2.346.625, в котором для выполнения изменения толщины на ходу (FGC) на непрерывном прокатном стане в бесконечном режиме предусмотрено, что переход от первой выходной толщины ко второй выходной толщине происходит при скорости подачи металлического продукта в первую клеть прокатного стана, которая регулируется в зависимости от скорости выхода металлического продукта из разливочной машины, расположенной выше по потоку от прокатного стана.
С развитием бесконечных процессов прокатки было подтверждено, что процессы изменения толщины на ходу (FGC) во время прокатки могут быть улучшены с точки зрения надежности и качества продукта.
В частности, управление изменениями массового расхода ниже по потоку (как изложено в ЕР 2.346.625) требует, чтобы синхронизация между процессом разливки и процессом прокатки регулировалась скоростью прокатки как функцией скорости разливки; следовательно, каждое минимальное изменение массового расхода процесса разливки имеет последствия для процесса прокатки, создавая отклонение скорости, которое накладывается на них из-за изменения толщины на ходу (FGC). Наличие возможной нагревательной печи между разливочной машиной и прокатным станом вносит еще один потенциальный возмущающий элемент в синхронизацию между разливочной машиной и прокатным станом из-за температурных переходов в слябе внутри печи и из-за упругости самого сляба.
Таким образом, одна из целей изобретения заключается в обеспечении способа и соответствующего устройства для изготовления продуктов плоского металлопроката, которые делают изменение толщины на ходу (FGC) для изготавливаемой полосы более эффективным в отношении надежности, стабильности процесса, упрощения управления клетями, уменьшения износа, повышения качества полученной готовой полосы и многого другого.
Заявитель разработал, испытал и реализовал настоящее изобретение для преодоления недостатков уровня техники и для достижения этих и других целей и преимуществ.
Сущность изобретения
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения. Зависимые пункты формулы изобретения раскрывают другие признаки изобретения или варианты основной изобретательской идеи.
Согласно настоящему изобретению в устройстве для изготовления продуктов плоского металлопроката предусмотрена подача металлопроката на прокатный стан, содержащий по меньшей мере 4 клети, предпочтительно - 8 или более.
В частности, устройство обеспечивает отливку тонких слябов толщиной от 60 мм до 140 мм и предназначено для получения конечных толщин полосы от 0,7 мм до 20 мм в одном из следующих трех режимов работы:
а) бесконечный, для конечных толщин полосы от 0,7 мм до 6,0 мм;
б) «полубесконечный», для конечных толщин полосы от 0,7 мм до 6,0 мм;
с) «порулонный», для конечных толщин полосы от 1,2 мм до 20 мм.
Предпочтительно, система управления устройством позволяет автоматически переходить из одного режима в другой, используя наиболее удобный в каждом случае режим.
Выбор для работы в соответствии с одним из трех вышеуказанных режимов делают:
- в зависимости от марки получаемой стали (например, низкоуглеродистая сталь, среднеуглеродистая сталь, HSLA, двухфазная, класс API);
- для получения разных классов конечных толщин полосы, оптимизируя процесс изготовления;
- для оптимизации скорости, температур прокатки и соответствующего энергопотребления;
- для адаптации скорости разливки к имеющемуся производству жидкой стали, чтобы не прерывать последовательность разливки.
Таким образом, в каждом случае можно выбрать наиболее подходящий режим работы, оптимизируя энергосбережение, выработку и коэффициент использования установки для каждого режима.
Таким образом, устройство использует все прерогативы бесконечного режима (возможность получения ультратонких толщин и экономию энергии), который сохраняет свои преимущества при одновременном преодолении его ограничений, и поэтому может быть определен как «универсальный бесконечный режим».
Предпочтительно, бесконечный режим используется для всех марок стали, которые можно разливать при высоких скоростях, обычно превышающих 4,5 м/мин.
Для достижения вышеизложенного, устройство по существу содержит пять основных элементов, расположенных друг относительно друга в последовательности, указанной ниже:
- машина непрерывной разливки;
- туннельная печь для возможного нагрева и поддержания/выравнивания температуры;
- черновой стан, содержащий от 1 до 4 прокатных клетей;
- узел быстрого нагрева с элементами, которые можно выборочно активировать и снимать с линии;
- чистовой стан, содержащий от 3 до 7 клетей;
- петледержатели, или натяжители, установленные во всех промежуточных клетях, от первой черновой клети до последней чистовой клети, предпочтительно приводимые в действие гидравлическими приводами для поддержания постоянного натяжения между двумя последовательными клетями и для управления массовым расходом.
В соответствии с характеризующим аспектом устройства, туннельная печь для возможного нагрева и поддержания температуры, расположенная между машиной непрерывного разливки и черновой клетью, имеет длину, многократно превосходящую длину сляба для выполнения полубесконечной прокатки, в результате чего можно получать от 2 до 5 рулонов.
Благодаря таким размерам туннельной печи устройство можно легко переводить из «бесконечного» режима в «полубесконечный» или «порулонный» режим, в частности, когда требуется производство марок стали, которые невозможно производить при бесконечном режиме, так как их нужно отливать при низких скоростях разливки.
Таким образом, туннельная печь позволяет отсоединить разливочную машину от прокатного стана, когда марка отливаемой стали требует снижения скорости разливки до значений, которые делают бесконечный процесс невыполнимым.
Кроме того, потенциал туннельной печи для размещения слябов многократной длины, вплоть до 5 рулонов, гарантируется накопителем, с помощью которого можно управлять возможными остановками в процессе прокатки при порулонном режиме, без особых последствий для процесса разливки, который, таким образом, может продолжать функционировать в течение определенного времени. Таким образом, оптимизируется производительность плавильной установки, которая питает машину непрерывной разливки.
Температура сляба, выходящего из туннельной печи, составляет от приблизительно 1050°С до приблизительно 1150°С в порулонном и полубесконечном режимах, и от приблизительно 1150°С до 1180°С в бесконечном режиме, в зависимости от марки стали и конечной толщины полосы.
Как упоминалось выше, длина туннельной печи также определяет буферное время, получаемое в порулонном режиме во время запланированной замены валков и/или во время непредвиденных остановок прокатного стана из-за брака или небольших нештатных ситуаций.
Буферное время позволяет повысить коэффициент использования установки, а также позволяет повысить выработку установки, поскольку число перезапусков разливки исключается или по меньшей мере уменьшается, с последующим уменьшением скрапа в начале и в конце процесс разливки, а также позволяет избежать превращения в скрап стали, которая в момент нештатной ситуации находится в промежуточном ковше у начала прокатного стана, а также остающейся в разливочном ковше, которую часто невозможно вернуть в исходное состояние.
В концевой части туннельной печи предусмотрен модуль (последний или предпоследний), который является поперечно подвижным для сброса слябов в боковом направлении в случае аварии. Этот модуль, или переключающий узел, также позволяет подключить возможную вторую линию разливки, параллельную первой.
Узел быстрого нагрева состоит из индуктора с модульными С-образными элементами, которые могут быть сняты индивидуально (автоматически или вручную) с линии прокатки, когда их использование не требуется.
Устройство быстрого нагрева всегда используется в бесконечном режиме, а также может использоваться в полубесконечном режиме.
По своим параметрам нагрева и размерам оно выполнено так, что полоса в бесконечном и/или полубесконечном режимах выходит из последней прокатной клети чистового стана с температурой не ниже 830-850°С.
Мощностью нагрева, подводимой индукторным узлом, автоматически управляют посредством блока управления, в котором программа расчета учитывает температуры, измеряемые вдоль прокатного стана, предусмотренные скорости прокатки, толщину готового профиля и, следовательно, расчетные температурные потери.
Таким образом, нагрев оптимизируют и достигают прокатки с равномерной температурой, начиная прямо с первого рулона.
Кроме того, изобретение обеспечивает возможность выполнения изменения толщины на ходу (FGC) металлического продукта, выходящего из прокатного стана во время процесса прокатки.
В частности, FGC используется во время бесконечной и/или полубесконечной прокатки, чтобы изменить толщину рулона, следующего за тем, который уже был завершен, или даже в том же самом рулоне. В зависимости от требуемой разницы толщины, изменение толщины может затронуть чистовые клети или только их части.
Черновые клети изменение толщины затрагивает только когда требуется изменение толщины выходящего из черновых клетей продукта (раскатанного сляба), который подается в чистовые клети.
В соответствии с изобретением, первая клеть прокатного стана, то есть та, которую материал, подаваемый, например, из непрерывной разливки, встречает первой, выступает в качестве главной клети, при этом процесс изменения толщины полосы не влияет ни на один из ее параметров. В частности, скорость вращения валков первой клети и их зазор не изменяются.
Преимущества, которые вытекают из отсутствия изменения рабочих параметров первой прокатной клети, заключаются в следующем.
Мощность первой прокатной клети намного превышает суммарную мощность двигателей роликов экстракторного устройства, расположенного ниже по потоку от разливочной машины; это делает более выгодным, с точки зрения эффективности регулировки синхронизации между скоростью разливки и скоростью прокатного стана в бесконечном режиме, использование первой прокатной клети в основном режиме (установленная скорость) и использование экстракторного устройства разливки в подчиненном режиме (регулируемая скорость).
По этой причине изобретение предусматривает использование первой прокатной клети в качестве главного привода, определяющего скорость всей линии разливки и прокатки.
Скорость материала, поступающего в прокатную клеть, определяется скоростью вращения прокатных валков и положением, так называемого, нейтрального угла раствора валков стана. В то время как первая величина (скорость роликов) может регулироваться независимо от процесса прокатки (бесконечного и/или полубесконечного), вторая величина (положение нейтрального угла) зависит от типа осуществляемого процесса прокатки (усилие/обжатие).
В случае бесконечного процесса прокатки в соответствии с настоящим изобретением изменение толщины (разница между толщиной на входе и толщиной на выходе из прокатного стана) приводит к изменению скорости на входе в клеть, что распространяется на разливочную машину.
Чтобы предотвратить возникновение сбоев в процессе разливки с отрицательными последствиями для качества продукта, изобретение обеспечивает в первой прокатной клети постоянное обжатие и, следовательно, не изменяемое даже во время процесса FGC.
Таким образом, благодаря сочетанию использования первой прокатной клети в качестве регулятора скорости во время бесконечной прокатки с рабочей практикой поддержания постоянного обжатия в указанной первой прокатной клети стана, предпочтительно достигается сепарация отклонений массового расхода из-за синхронизации прокатного стана. Эти отклонения могут быть скомпенсированы выше по потоку относительно отклонений массового расхода из-за изменения толщины на ходу, которые вместо этого компенсируются ниже по потоку.
Что касается расчета усилий/крутящих моментов качения, конусов скорости клетей, межклетевого натяжения прогиба клети и стратегий определения правильной установки профилей и приводов плоскостности, мы обращаемся к тому, что уже известно из литературы, например, из книги Владимира Б. Гинзбурга (Vladimir В. Ginzburg) «Технология прокатки стали, теория и практика (Steel Rolling Technology, theory and practice)»
В соответствии с одним из аспектов изобретения основными приводами, используемыми во время изменения толщины на ходу, являются гидравлические приводы сжатия и двигатели прокатных клетей, межклетевые петледержатели и приводы для управления профилем и плоскостностью полосы, то есть, переключающие приводы и изгибающие (или контризгибающие) приводы.
Посредством этих приводов устанавливают рабочие параметры каждой отдельной прокатной клети, далее для краткости называемые «настройками», которые включают в себя: скорость вращения роликов или прокатных валков клети (или просто скорость клети), расстояние между прокатными валками (или зазор), определяющее толщину полосы на выходе из клети, усилие прокатки или сжатия, изгибающее (или контризгибающее усилие), приложенное к прокатным валкам, и их смещение для управления плоскостностью и профилем полосы, натяжение полосы между двумя смежными клетями.
В целях изменения толщины на ходу (FGC) основными устанавливаемыми рабочими параметрами главным образом являются следующие три: скорость (валков) клети, зазор между роликами/валками прокатки, межклетевое натяжение.
Число клетей, участвующих в изменении толщины на ходу (FGC), определяется на основании разницы в абсолютной величине между текущей толщиной и новой конечной толщиной в соответствии с возможностями прокатных клетей (мощность, скорость, крутящие моменты) и параметры процесса (температура прокатки, профиль/плоскостность и механические свойства полосы).
Чтобы гарантировать сохранение хорошего профиля/плоскостности даже на участке полосы, участвующем в изменении толщины на ходу (FGC), распределение усилий текущей настройки и новой настройки должно соответствовать базовому распределению с интервалом допуска.
Предположим, что путем изменения толщины на ходу (FGC) меняют конечную толщину полосы и, в частности, выполняют ее обжатие.
Для поддержания постоянной толщины полосы (раскатанного сляба) на выходе из черновой клети, то есть на входе в первую прокатную клеть чистового стана, общее усилие прокатки (то есть сумма отдельных усилий прокатки на всех чистовых клетях) нужно увеличивать.
Если это увеличение усилия может быть взято на себя только последними чистовыми клетями, например, двумя последними, оставаясь в пределах приемлемого допуска, то изменение толщины на ходу (FGC) может быть применено только к этим двум клетям.
Если это увеличение усилия не может быть взято на себя только двумя последними клетями, потому что по меньшей мере для одной из них усилие выйдет за пределы приемлемого допуска, то изменение толщины на ходу (FGC) придется применять к большему числу клетей, возможно, ко всему чистовому стану, и, возможно, при необходимости, к последним клетям чернового стана.
В этом случае новое распределение усилий будет следовать тенденции, аналогичной базовому, но со значением усилия, немного большим в каждой прокатной клети по сравнению с предыдущей картой прокатки.
Кроме того, следует отметить, что с каждой конечной толщиной связан соответствующий диапазон толщин раскатанного сляба, то есть продукта, выходящего из последней черновой клети.
Толщины раскатанного сляба представляют собой конечное число, рассчитанное так, чтобы набор конечных толщин со следующими характеристиками соответствовал каждому раскатанному слябу:
- все конечные толщины должны прокатываться с одинаковым количеством чистовых клетей;
- толщина раскатанного сляба должна быть получена из толщины сляба в соответствии с возможностями черновых клетей и технологических ограничений (температура прокатки, профиль/плоскостность раскатанного сляба, механические свойства раскатанного сляба).
В некоторых решениях изобретения изменение толщины на ходу (FGC) может происходить в двух режимах.
Первый вариант осуществления, согласно настоящему изобретению, для выполнения изменения толщины на ходу (FGC) обеспечивает выполнение конечного изменения толщины в два этапа. Этот двухступенчатый режим имеет преимущество, заключающееся в минимизации сегмента полосы, выходящего за рамки толщины, и в основном используется, когда для изменения толщины на ходу (FGC) используется более двух клетей.
В частности, применение новой настройки зазора между валками, скорости клети и межклетевого натяжения для прокатных клетей, участвующих в изменении толщины, происходит следующим образом:
- на первом этапе применяют новую целевую толщину, а также новый конус скорости, то есть базовое значение для скорости вращения рабочих валков прокатных клетей, и
- на втором этапе посредством петледержателей или натяжителей применяют новое межклетевое натяжение.
Более подробно, когда участок полосы, который подвергается изменению толщины, достигает определенной клети (n-й клети), зазор этой клети изменяется от текущего зазора до нового зазора, рассчитанного для получения последующей толщины с текущим межклетевым натяжением. Одновременно, скорость вращения прокатных валков увеличивают или уменьшают, в зависимости от новой толщины, чтобы поддерживать массовый расход (толщина х скорость) постоянным.
Клети выше по потоку и разливка не участвуют в каких-либо изменениях настройки.
Межклетевое натяжение между клетью (n-й) и клетью (n+1-й) изменяется только тогда, когда участок полосы, участвующий в изменении толщины, достигает последующей клети (n+1-й).
Одновременно с изменением межклетевого натяжения зазор и скорость n-й клети дополнительно регулируют в зависимости от нового значения межклетевого натяжения, завершая переход к новой настройке для n-й клети.
Что касается новой настройки, касающейся плоскостности и профиля полосы (с приводами изгиба и сдвига), это применяется в тот момент, когда участок полосы, участвующий в изменении толщины, достигает n-й клети.
Этот двухступенчатый режим FGC затем применяют ко всем последующим клетям, как только участок полосы, участвующий в изменении толщины, достигнет каждой из указанных клетей.
Система управления прокатным станом обеспечивает функцию слежения, задачей которой является обновление в режиме реального времени точного положения участка/участков полосы, участвующих в изменении толщины, вдоль всего прокатного стана.
Все изменения от текущей к новой настройке происходят линейно, наклон линейной характеристики вычисляют с учетом динамических характеристик используемых приводов: динамику изменения определяет самый медленный привод.
Во втором варианте осуществления настоящего изобретения для выполнения изменения толщины на ходу (FGC) предусмотрено выполнение окончательного изменения толщины посредством клетей одновременно. Этот одновременный режим имеет преимущество, которое заключается в упрощении регулировки прокатных клетей, и, следовательно, является предпочтительным с точки зрения надежности.
Этот режим преимущественно применяется, когда в изменении толщины на ходу (FGC) задействовано до двух клетей.
Переход от текущей толщины к последующей толщине происходит путем одновременного применения новой настройки ко всем клетям, участвующим в изменении толщины.
Если клетей, задействованных в изменении толщины на ходу (FGC), больше двух, то изменение настройки можно с успехом применять последовательно в первых клетях и одновременно в последних двух или более клетях. Это реализуют для уменьшения длины переходного сегмента полосы от текущей толщины к новой толщине при одновременном поддержании хорошей стабильности процесса прокатки.
Более конкретно, с учетом новой настройки, ко всем задействованным клетям одновременно применяют следующие параметры: скорость вращения, зазор, межклетевое натяжение, плоскостность и профиль.
В одновременном режиме регуляторы межклетевого натяжения (петледержатели или натяжители) выполняют функцию поддержания надлежащего массового расхода во время фазы перехода от текущей толщины к новой толщине. Межклетевые регуляторы натяжения на скорость клети ниже по потоку. Кроме того, скорость первой клети, участвующей в изменении толщины на ходу (FGC), регулируют путем регулировки регулятора межклетевого натяжения выше по потоку.
Регулятор зазора между валками первой клети, участвующей в изменении толщины на ходу (FGC) в одновременном режиме поддерживают в состоянии управления положением. Регулятор зазора между валками всех остальных клетей ниже по потоку, участвующих в изменении толщины на ходу, перед применением новой настройки переключают с управления положением на управление усилием.
В одновременном режиме цель переключения на управление усилием состоит в том, чтобы для каждой клети обеспечить возможность применения новой настройки обжатия, начиная с расчетного усилия для новой выходной толщины, не зная точно толщину на входе.
Как только конец переходного сегмента полосы достигнет зазора между валками клети, регулятор зазора между валками переключают на управление положением, чтобы гарантировать надлежащую толщину полосы на выходе из каждой клети.
Применение новой настройки параметров координируют с помощью специальной функции слежения.
В одновременном режиме все изменения от текущей к новой настройке происходят линейно, угол наклона линейного изменения рассчитывают применительно к динамическим характеристикам используемых приводов, динамика изменения определяется самым медленным приводом.
Как отмечалось, в некоторых ситуациях, когда использования только чистовых клетей для изменения толщины недостаточно, могут также быть задействованы некоторые черновые клети, в частности одна или более клетей после первой черновой клети.
Также в этом случае, согласно изобретению, скорость первой черновой клети не меняется. Чтобы определить, сколько черновых клетей, начиная с последней, необходимо задействовать при изменении толщины на ходу, можно использовать тот же критерий, который описан выше для чистовых клетей, то есть оценить, сколько черновых клетей должны участвовать в изменении толщины на основании максимально допустимого сжимающего усилия.
Как уже упоминалось, скорость подачи материала, в данном случае - скорость разливки, остается постоянной, как и в случае для всех рабочих параметров первой черновой клети.
Краткое описание чертежей
Эти и другие характеристики настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, приведенных в качестве неограничивающего примера со ссылкой на приложенные чертежи, на которых:
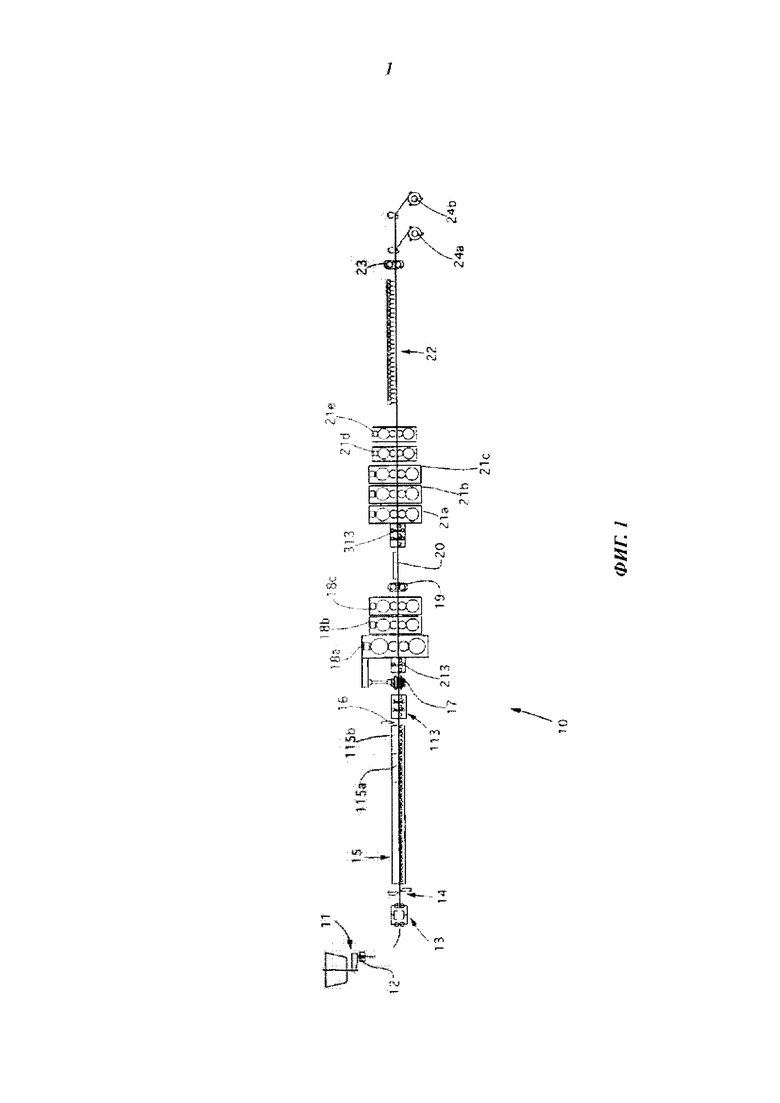
- на фиг. 1 схематично показан пример устройства для получения продуктов плоского металлопроката в соответствии с некоторыми характеристиками настоящего изобретения;
- на фиг. 2-6 схематично представлены графики вариантов осуществления способа изменения толщины на ходу, применяемого в способе получения продуктов плоского металлопроката в соответствии с некоторыми характеристиками настоящего изобретения;
- на фиг. 7 показана таблица, относящаяся к примеру изменения параметров при переходе от одной толщины к другой;
- на фиг. 8-11 показаны примерные графики определяющих критериев для клетей, задействованных в изменении толщины.
Чтобы облегчить понимание, одни и те же ссылочные позиции использовались, где это возможно, для обозначения идентичных общих элементов на чертежах. Понятно, что элементы и характеристики из одного варианта осуществления могут быть успешно включены в другие варианты осуществления без дополнительных пояснений.
Осуществление изобретения
Теперь мы подробно рассмотрим различные варианты осуществления настоящего изобретения, один или более примеров которого показаны на приложенных чертежах. Каждый пример представлен в качестве иллюстрации изобретения и не должен рассматриваться как его ограничение. Например, характеристики, показанные или описанные постольку, поскольку они являются частью одного варианта осуществления, могут быть приняты в других вариантах осуществления или в связи с ними для получения другого варианта осуществления. Понятно, что настоящее изобретение должно включать все такие модификации и варианты.
На фиг. 1 в общем и схематично показан пример устройства 10 для получения продуктов плоского металлопроката, в котором может быть применен раскрытый ниже способ изменения толщины на ходу. Понятно, что представленное на фиг. 1 является только примером, упрощающим понимание изобретения, который не является обязательным для применения концепций, представленных ниже.
Также понятно, что не все показанные компоненты являются необходимыми и существенными для надлежащего функционирования устройства.
Например, устройство 10 содержит систему управления, пригодную для получения инструкций, относящихся к картам, относящимся к определенным процессам разливки, а также к определенным изменениям на ходу толщины конечного продукта, подлежащего изготовлению, и для регулировки рабочих параметров всех прокатных клетей в результате изменения толщины на ходу, как указано выше.
В общем, устройство 10 содержит в качестве составляющих элементов:
- машину 11 непрерывной разливки, содержащую изложницу 12;
- возможное первое устройство 13 удаления окалины;
- маятниковые ножницы 14;
- туннельную печь 15, имеющую по меньшей мере один последний модуль 115а-115b, выполненный с возможностью бокового перемещения;
- кислородно-ацетиленовое режущее устройство 16;
- возможное второе устройство 113 удаления окалины;
- возможная вертикальная или кромкообрезная клеть 17;
- третье устройство 213 удаления окалины;
- три черновых прокатных клети 18а, 18b, 18с;
- обрезные ножницы 19 для обрезки переднего и заднего концов полосы, чтобы облегчить заход полосы в первую клеть чистового стана; их также можно использовать для аварийного отрезания в случае затора на чистовом стане при бесконечном режиме;
- модульное устройство 20 быстрого индукционного нагрева;
- систему интенсивного охлаждения (не показана), расположенную ниже по потоку от устройства быстрого нагрева, используемую в случае необходимости реализации процесса термомеханической прокатки или процесса прокатки ферритного поля в чистовой клети;
- четвертое устройство 313 удаления окалины;
- чистовой прокатный стан, содержащий в данном случае пять клетей, соответственно - 21а, 21b, 21с, 21d и 21е;
- устройства 22 душевого типа для ламинарного охлаждения;
- высокоскоростные летучие ножницы 23 для отрезания полосы по размеру, чтобы разделять полосу, когда она непосредственно взаимодействует с моталками, на рулоны требуемого веса; и
- пару моталок, соответственно - первую моталку 24а и вторую моталку 24b.
Процесс разливки и прокатки, осуществляемый устройством 10, может происходить в бесконечном, полубесконечном режимах и порулонном режиме.
На фиг. 2-6 представлены графики, отображающие, путем изменения указанных конкретных параметров, режимы изменения толщины на ходу для полосы, такого типа, который применим в устройстве 10, описанном выше, в частности, при вышеуказанных бесконечном и/или полубесконечном режимах.
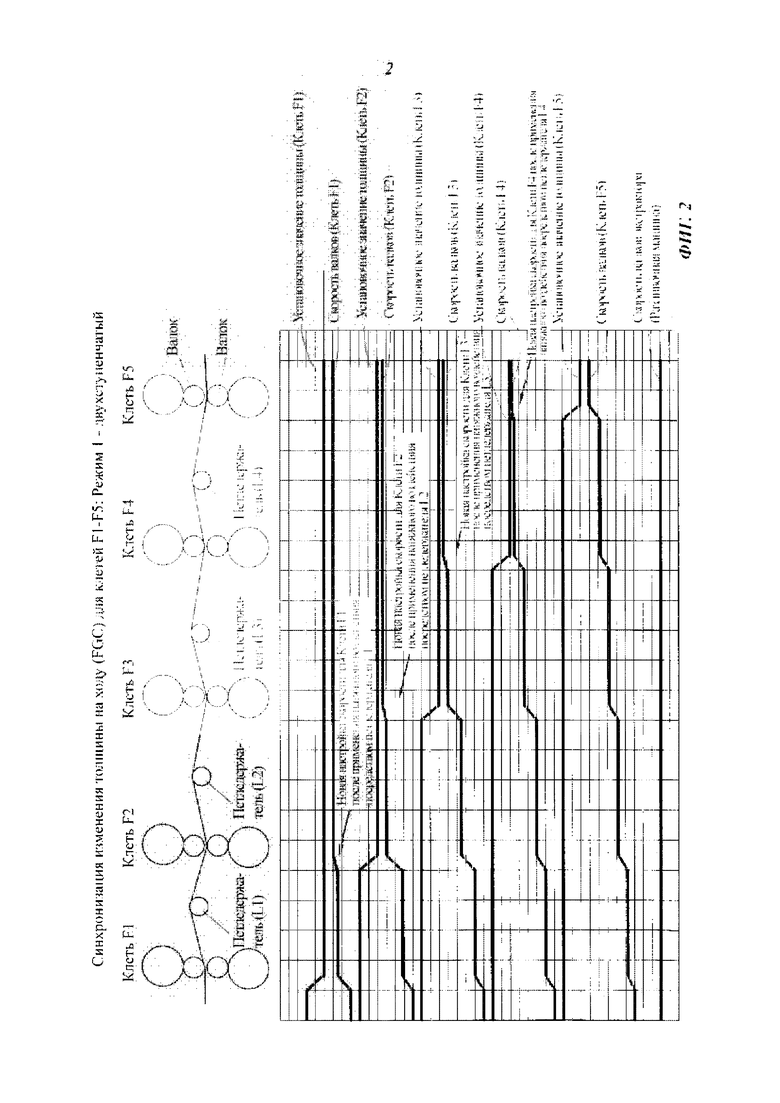
В первом варианте, показанном на фиг. 2, только чистовые клети 21а-21е, обозначенные как F1-F5, участвуют в изменении толщины, которое происходит в двухступенчатом режиме.
Как видно из графиков, при наблюдении линий, проходящих сверху вниз, когда необходимо на ходу изменить конечную толщину прокатываемой полосы, установленное значение новой толщины определяется в первой чистовой клети F1. В этом случае новая толщина меньше предыдущей (обжатие по толщине).
На первом этапе между прокатными валками устанавливают новый зазор, соответствующий новой толщине, первого чистового стана F1, при этом одновременно увеличивают скорость валков этой же клети F1, пока она не достигнет нового установленного значения.
Второй шаг предусматривает применение новой настройки межклетевого натяжения, в этом случае натяжение полосы увеличивается.
Все последующие клети F2-F5 поступательно регулируют свою скорость, как в зависимости от каждого изменения скорости предыдущей клети, так и в зависимости от момента, когда завершающий конец переходного сегмента достигнет самой клети.
Как видно из тренда последней линии, скорость подачи материала, в данном случае - скорость разливки, остается постоянной, также как и скорость всех клетей выше по потоку от клети F1, то есть всех черновых клетей.
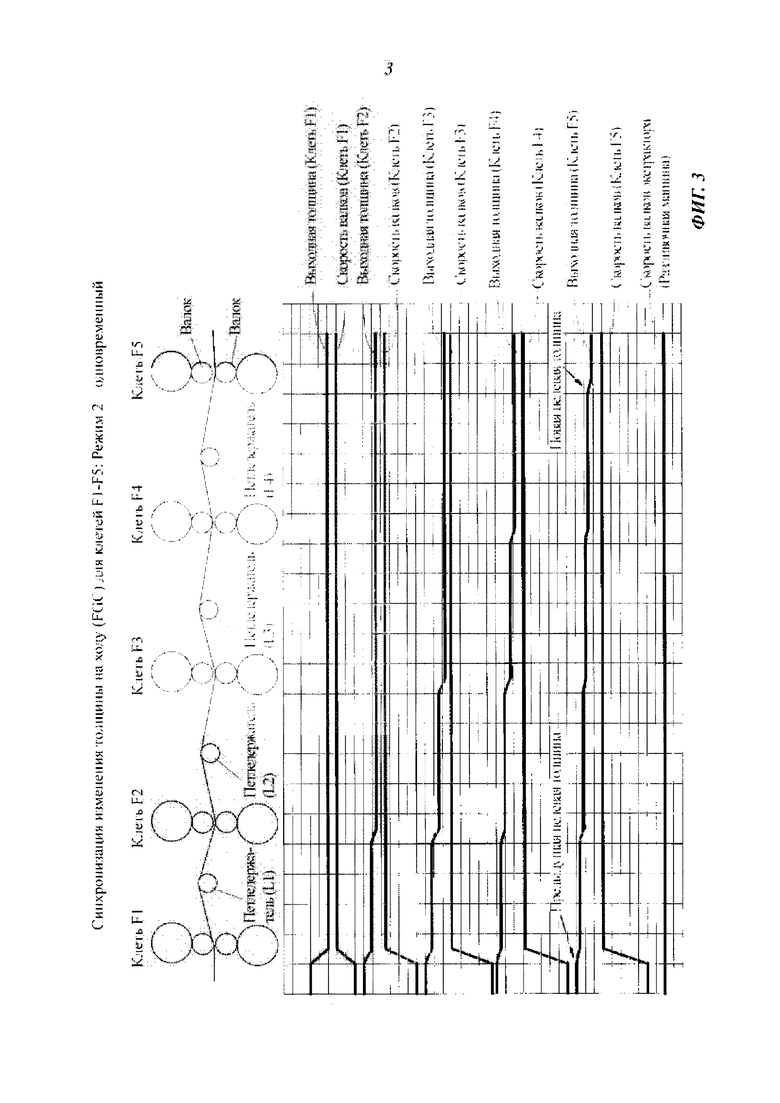
Во втором варианте, показанном на фиг. 3, только чистовые клети 21а-21е, обозначенные как F1-F5, участвуют в изменении толщины, происходящем, однако, в отличие от того, что наблюдалось ранее, в одновременном режиме.
Как можно заметить, регулировка скорости всех клетей F1-F5 происходит в один и тот же момент, в то время как толщина адаптируется последовательно, клеть за клетью, от предыдущего значения к конечному целевому значению.
Скорость подачи материала, в данном случае - скорость разливки, остается постоянной, также как и скорость всех клетей, расположенных выше по потоку от клети F1, то есть всех черновых клетей.
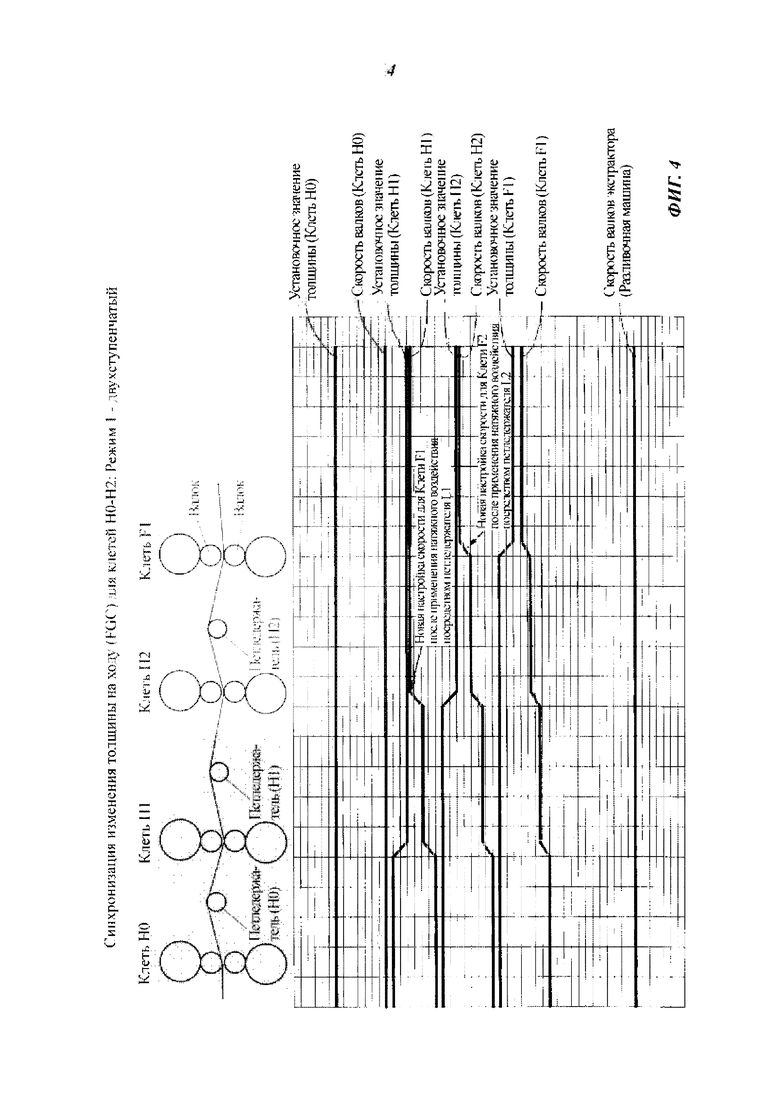
В другом варианте осуществления, показанном на фиг. 4, также задействованы некоторые черновые клети, в данном случае - клети 18b, 18с, расположенные ниже по потоку от первой клети 18а. Черновые клети 18а-18с обозначены на графиках как Н0-Н2.
Согласно изобретению, как можно видеть, скорость первой клети Н0 не изменяется, как и другие рабочие параметры этой же клети Н0. Первой клетью, задействованной в изменении толщины является (вторая) клеть Н1, при этом скорость вращения прокатных валков регулируется в два этапа. То же самое относится и к (третьей) клети Н2.
Скорость подачи материала, в данном случае - скорость разливки, остается постоянной, как и скорость первой черновой клети Н0.
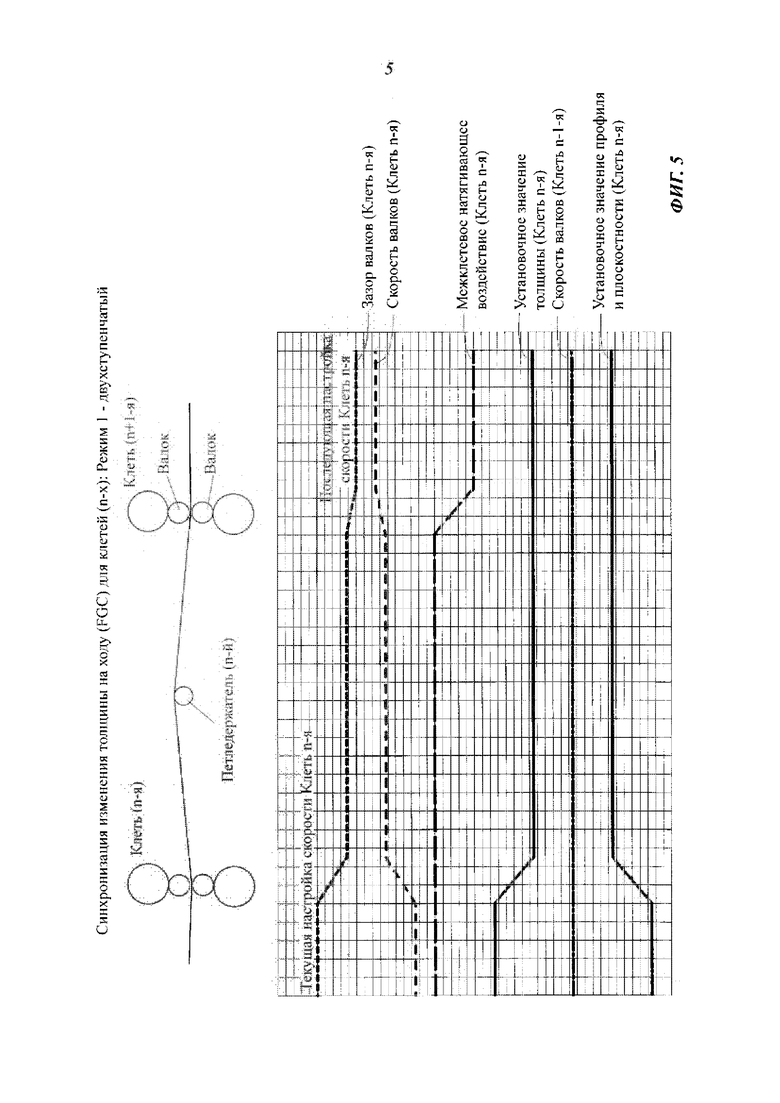
На фиг. 5 более подробно показан первый вариант осуществления двухступенчатого изменения толщины для отдельной клети (n-й); в частности, можно наблюдать, когда активизируются новые настройки межклетевого натяжения и новые настройки величины профиля и плоскостности.
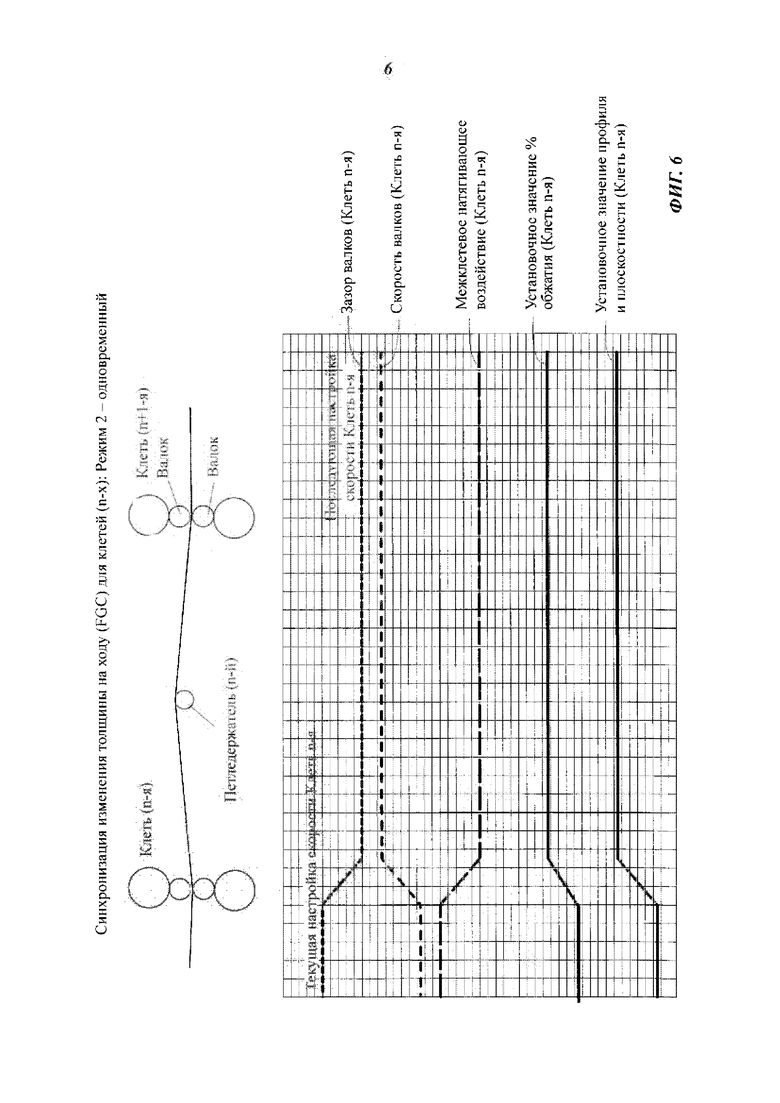
На фиг. 6 более подробно показан второй вариант осуществления одновременного изменения толщины для одиночной клети (n-й); в частности, можно наблюдать, как все настройки активизируются одновременно: применение новой настройки усилия (в данном случае увеличение сжатия/обжатия, предпоследняя линия на графике) влечет за собой одновременное применение новой настройки зазора (то есть обжатия по толщине); одновременно меняются и настройки межклетевого натяжения, а также приводов профиля и плоскостности.
Новую настройку скорости рассчитывают, начиная с предыдущей настройки, с целью сохранения массового расхода без изменений.
В частности, формула для расчета новой настройки может быть выражена таким образом:
Последующая скорость валков = (текущая скорость валков) * (толщина в клети (n-й) - последующая) / (толщина в клети (n-й) - текущая).
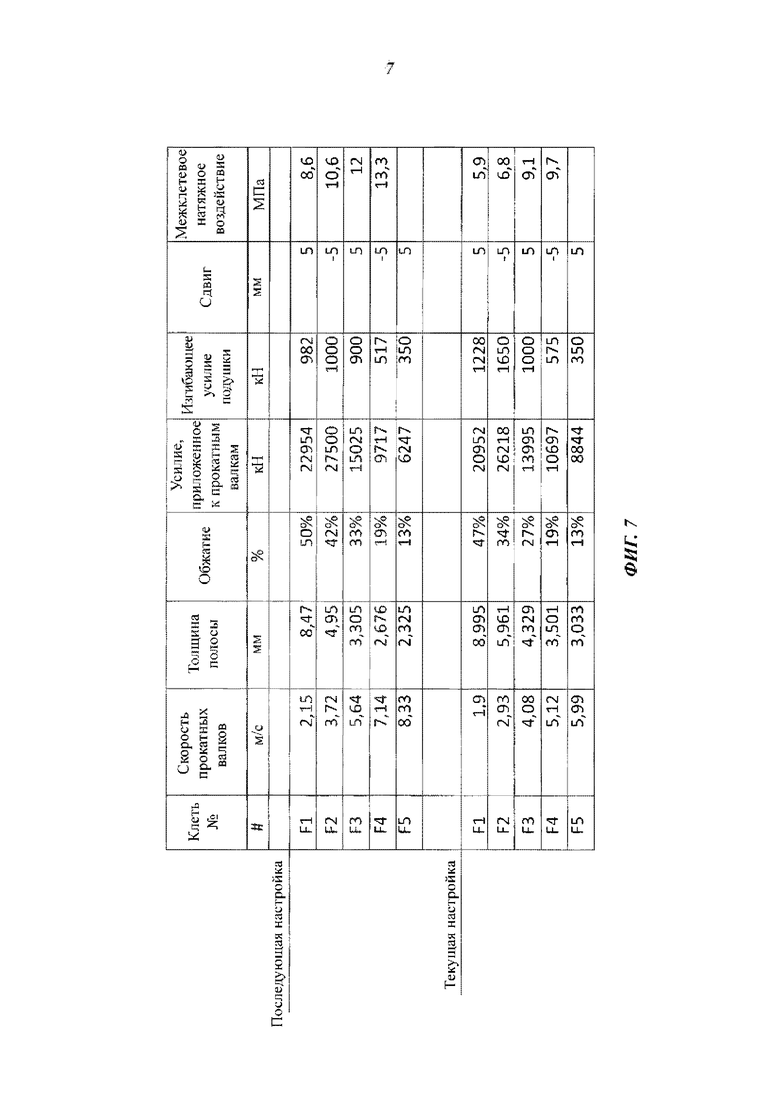
На фиг. 7 (Таблица 1) показан, только в качестве примера, пример изменения настройки параметров, от текущей настройки к последующей настройке, в случае изменения конечной толщины полосы, составляющей приблизительно 3 мм, до конечной толщины полосы, составляющей приблизительно 2,3 мм.
Как можно видеть, в этом случае изменение настройки параметров влияет только на чистовые клети F1-F5. Уменьшение конечной толщины полосы сопровождается увеличением скорости валков клетей, а также увеличением сжимающего усилия. Межклетевое натяжение также увеличивается в зависимости от уменьшения толщины, которое нужно получить.
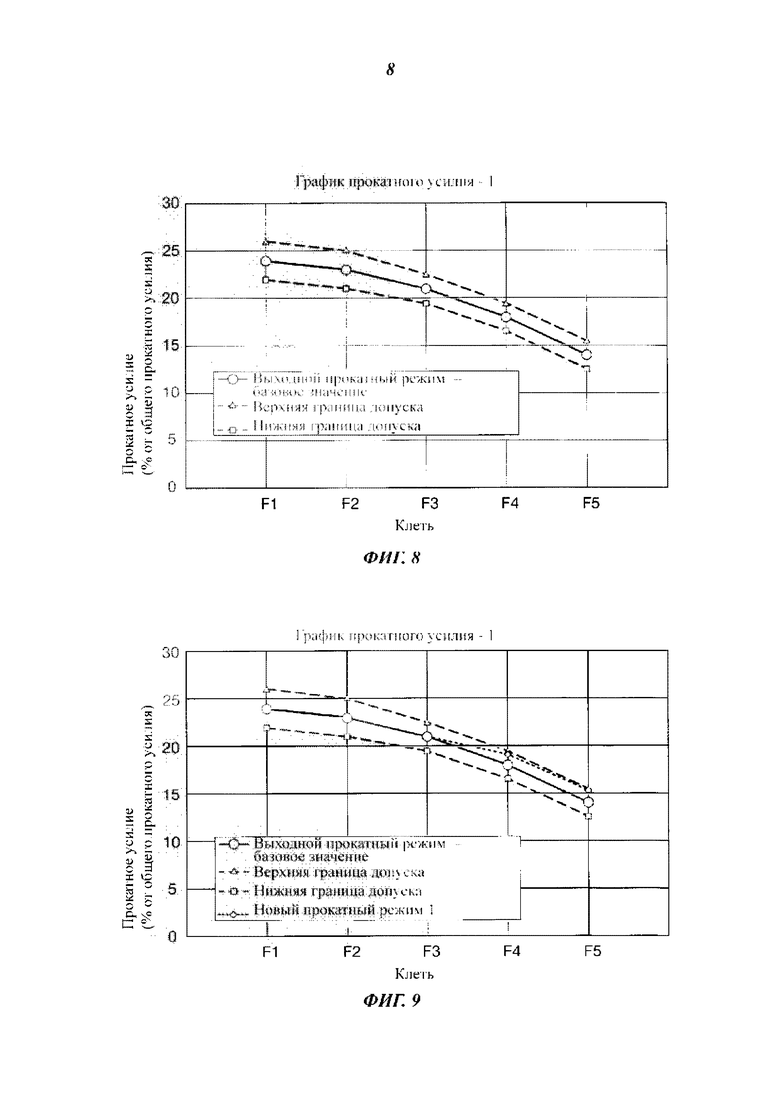
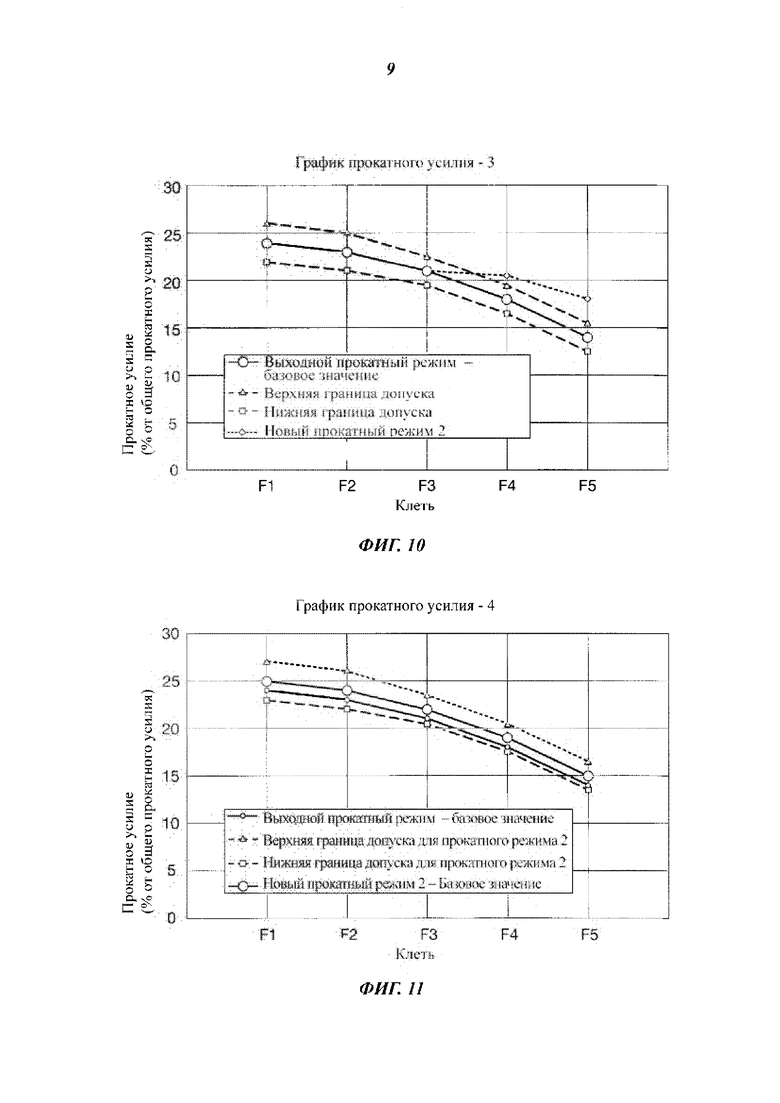
На фиг. 8-11 описываются режимы, в которых другой вариант осуществления изобретения обеспечивает расчет числа клетей, участвующих в изменении толщины на ходу (FGC). В частности, рассмотрим в качестве примера случай, когда необходимость в изменении толщины раскатанного сляба отсутствует, а чистовой стан содержит 5 чистовых клетей, применительно к схеме, показанной на фиг. 1.
Типовое распределение прокатного усилия на различных клетях показано на фиг. 8.
Центральная сплошная линия отображает распределение базовых усилий, в то время как две пунктирные линии выше и ниже определяют верхнюю и нижнюю границы допуска, в которых прокатное усилие может изменяться без ущерба для качества готового продукта. Предположим, что конечная толщина полосы изменяется с помощью FGC, и, в частности, что происходит ее уменьшение.
Поддерживая постоянной толщину проката (раскатанного сляба), поступающего в первую прокатную клеть чистового стана, общее прокатное усилие (то есть сумму отдельных прокатных усилий на 5 клетях) нужно увеличивать. Как можно видеть на фиг. 9, эффективное прокатное усилие в последних двух клетях увеличивается, но остается в пределах допустимой верхней границы допуска. Следовательно, изменение толщины может осуществляться последними двумя клетями чистовой мельницы, без привлечения других клетей, расположенных выше по потоку.
Если, с другой стороны, новое распределение усилий приводит к тому, что прокатное усилие даже в одной из клетей выходит за пределы приемлемого допуска, как показано на фиг. 10, тогда FGC не может применяться только на двух последних клетях, но должна быть задействована по меньшей мере еще одна клеть, расположенная выше по потоку.
На фиг. 11 показано, как новое распределение усилий на чистовом стане приводит к тренду, аналогичному первоначальному тренду на фиг. 8, но с большим значением усилия во всех клетях, то есть кривая усилий во всех 5 чистовых клетях имеет тот же тренд, но с повышенной величиной по сравнению с начальной.
Понятно, что можно внести модификации и/или дополнения элементов в устройство 10 и способ изготовления полосы, раскрытые ранее, без отступления от области и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2297889C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ, ПРОКАТАННОЙ В ФЕРРИТНОМ СОСТОЯНИИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218426C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОКАТНЫХ ИЗДЕЛИЙ | 2021 |
|
RU2783290C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2343019C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПОЛОС ПОСРЕДСТВОМ БЕСКОНЕЧНОЙ ПРОКАТКИ ИЛИ ПОЛУБЕСКОНЕЧНОЙ ПРОКАТКИ | 2011 |
|
RU2579842C2 |
Изобретение относится к способу изготовления продуктов плоского металлопроката, в частности рулонов из полосы, в бесконечном или полубесконечном режиме, в котором металлический продукт непрерывно подают на прокатный стан, содержащий, в общем, по меньшей мере 4 клети, в котором прокатные клети являются последовательно черновыми клетями и чистовыми клетями. Обеспечено выполнение изменения толщины на ходу. По меньшей мере скорость вращения валков первой клети прокатного стана и их зазор не изменяют во время изменения толщины на ходу. Переход от текущей толщины к последующей толщине происходит путем применения новой настройки параметров, например зазора между валками, скорости валков и межклетевого натяжения, ко всем прокатным клетям, задействованным в изменении толщины на ходу. Число клетей, задействованных в изменении толщины на ходу, начиная с последней клети чистовых клетей, получают с учетом распределения прокатного усилия каждой клети, так что новое распределение усилий, обусловленное изменением толщины, не приводит к какому-либо выходу величины прокатного усилия любой клети из приемлемого диапазона допуска. В результате обеспечивается повышение надежности, стабильности процесса, упрощение управления клетями, уменьшение износа и повышение качества полученной готовой полосы. 2 н. и 8 з.п. ф-лы, 11 ил.
1. Способ изготовления продуктов плоского металлопроката, в частности рулонов из полосы, в бесконечном или полубесконечном режиме с возможностью изменения толщины продуктов на ходу, включающий подачу непрерывно металлического продукта на прокатный стан, содержащий, в общем, по меньшей мере 4 клети, в котором прокатные клети являются последовательно черновыми клетями (18а, 18b, 18с) и чистовыми клетями (21а, 21b, 21с, 21d, 21е), отличающийся тем, что по меньшей мере скорость вращения валков первой клети (18а) прокатного стана и их зазор не изменяют во время изменения толщины полосы на ходу, причем переход от текущей толщины к последующей толщине происходит путем применения новой настройки параметров, например зазора между валками, скорости валков и межклетевого натяжения, ко всем прокатным клетям, задействованным в изменении толщины на ходу, при этом число клетей, задействованных в изменении толщины на ходу, начиная с последней клети (21е) из чистовых клетей, получают с учетом распределения прокатного усилия каждой клети, так что новое распределение усилий, обусловленное изменением толщины, не приводит к какому-либо выходу величины прокатного усилия любой клети из приемлемого диапазона допуска.
2. Способ по п. 1, отличающийся тем, что изменение толщины на ходу применяют без изменения скорости материала, подаваемого на прокатный стан.
3. Способ по п. 1 или 2, отличающийся тем, что применение новой настройки зазора между валками, скорости вращения валков и межклетевого натяжения к клетям, задействованным в изменении толщины на ходу, происходит следующим образом:
- на первом этапе применяют новую целевую толщину и новый конус скорости, то есть базовое значение скорости вращения для рабочих валков прокатных клетей, и
- на втором этапе применяют новое межклетевое натяжение посредством петледержателей или натяжителей.
4. Способ по п. 3, отличающийся тем, что, когда участок полосы, подвергаемый изменению толщины, достигает определенной клети (n-й клети), зазор этой клети изменяют от текущего зазора до нового зазора, рассчитанного для получения последующей толщины с текущим межклетевым натяжением, при этом скорость клети увеличивают или уменьшают в зависимости от новой толщины для поддержания массового расхода (толщина х скорость) постоянным.
5. Способ по п. 4, отличающийся тем, что межклетевое натяжение изменяют только тогда, когда участок, задействованный в изменении толщины, достигает последующей клети (n+1-й), при этом одновременно с изменением межклетевого натяжения регулируют зазор и скорость n-й клети, завершая переход к новой настройке для n-й клети.
6. Способ по п. 1 или 2, отличающийся тем, что переход от текущей толщины к последующей толщине происходит путем применения новой настройки к задействованным прокатным клетям, при этом применение новой настройки происходит одновременно для всех задействованных клетей.
7. Способ по п. 6, отличающийся тем, что если клетей, задействованных в изменении толщины на ходу, больше двух, то изменение настройки применяют последовательно в первых клетях и одновременно в последних двух или более клетях.
8. Способ по любому из пп. 1-7, отличающийся тем, что все изменения от старой к новой настройке выполняют линейно.
9. Способ по любому из пп. 1-8, отличающийся тем, что в случае, когда новое распределение прокатных усилий из-за изменения на ходу обуславливает выход из приемлемого диапазона допуска, тогда в процессе изменения толщины будет задействована по меньшей мере новая прокатная клеть, расположенная выше по потоку от уже предусмотренных клетей.
10. Устройство для изготовления продуктов плоского металлопроката в бесконечном режиме, содержащее по меньшей мере одну машину (11) непрерывной разливки, содержащую изложницу (12), прокатный стан, содержащий черновые прокатные клети (18а, 18b, 18с) и чистовые прокатные клети (21а, 21b, 21c, 21d и 21e), высокоскоростные летучие ножницы (23) для отрезания полосы по размеру, предназначенные для использования при бесконечной прокатке, чтобы разделять полосу, взаимодействующую с моталками, на рулоны требуемого веса; и пару моталок (24а, 24b), причем предусмотрена система управления, пригодная для применения способа изготовления продуктов плоского металлопроката по любому из пп. 1-9.
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| ГОРЯЧЕКАТАНАЯ ТОНКАЯ ПОЛОСА | 2001 |
|
RU2264872C2 |
| DE 19520832 A1, 25.04.1996. | |||

