Изобретение относится к способу изготовления металлической полосы бесслитковой прокаткой, в котором сначала в литейной установке отливается плоская заготовка с номинальной толщиной плоской заготовки при выведении металла с номинальной скоростью литья из кристаллизатора, причем плоская заготовка на участке слябового направляющего устройства подвергается обжатию с уменьшением толщины с помощью ряда роликов, причем затем плоская заготовка выдерживается при установленном температурном режиме в печи с определенной длиной, причем плоская заготовка после печи подвергается прокатке в прокатном стане, и причем, в частности, плоская заготовка после литейной установки и перед печью подвергается обжатию с уменьшением толщины в обжимном стане черновой прокатки до номинальной толщины деформированной плоской заготовки, или толщины промежуточной полосы. Кроме того, изобретение относится к литейно-прокатной установке.
В отношении литейно-прокатных установок в форме установок для производства тонких слябов может быть проведено различие между периодическими процессами и бесконечными процессами.
При периодических процессах плоские заготовки или, соответственно, промежуточные полосы, после литья или, соответственно, бесслитковой прокатки, разделяются на отдельные плоские заготовки или, соответственно, отдельные промежуточные полосы таким образом, что после горячей прокатки получаются рулоны с желательными размерами.
Установки для изготовления тонких плоских заготовок работают преимущественно как слябовые установки. Для изготовления слябовых плоских заготовок характерно то, что происходит консервирование энергии и необходимый нагрев плоской заготовки, например, в печи с роликовым подом, которая является более длинной, чем максимальная длина плоской заготовки. Для этого все плоские заготовки могут быть разделены таким образом, что в течение определенного промежутка времени отдельная плоская заготовка находится в печи целиком, то есть, не в контакте ни с зоной литейной установки, ни с прокатной клетью чистового прокатного стана. Типичные толщины плоских заготовок варьируют между 40 мм и 100 мм.
В отличие от этого так называемый ISP-процесс (поточное производство полосы) оперирует меньшими толщинами промежуточной полосы, которые обычно варьируют в диапазоне между 10 и 20 мм. При этом отдельные промежуточные полосы всегда контактируют либо с зоной литья, либо с прокатной клетью чистового прокатного стана. Временное выдерживание промежуточных полос выполняется с использованием второй нагреваемой печной моталки, которая сохраняет температуру промежуточных полос после повторного нагрева.
Кроме того, известен так называемый ESP-процесс (бесконечное производство полосы). При этом речь идет о бесконечном процессе, который является модификацией ISP-процесса. Поскольку ESP-процесс должен обходиться без термического временного выдерживания, все расстояния между отдельными устройствами установки должны быть сведены к минимуму, чтобы избежать неэкранированного излучения тепла промежуточной полосой в окружающую среду. Тем самым обусловливаются неизбежно малые расстояния между устройствами. Преимущества и недостатки ESP-процесса заключаются в следующем.
Преимуществом является то, что могут быть стабильно получены неизменные условия бесконечной прокатки на протяжении многих горячекатаных полос, что, в частности, весьма благоприятно для тонких горячекатаных полос.
Между тем, недостатком является следующее: затруднительно выдерживать температуру чистовой прокатки, так как скорость прокатки в чистовом прокатном стане непосредственно связана с величиной массового расхода из литейной установки. Это удается сделать только при постоянно высокой производительности разливки и с помощью повторного нагрева промежуточной полосы до очень высоких температур после черновой прокатки. Кроме того, необходимые температуры чистовой прокатки могут быть достигнуты не для всех сортов стали, так что некоторые сорта не могут быть получены в режиме бесконечной работы. Кроме того, недостаток состоит в том, что при необходимости смены валков должна быть полностью прервана разливка заготовки. Например, режим бесконечной работы нарушается при неисправностях литейной установки, и тогда приходится переключаться на периодический режим производства. Когда ESP-процесс перестраивается на периодический режим производства, то вследствие малых расстояний между литейной установкой и чистовым прокатным станом могут быть изготовлены только так называемые «минирулоны». Поскольку они не являются продуктом, который пользуется спросом на рынке, их экономичное использование ограничено. Их удельный вес рулона составляет всего примерно от 35% до 40% от ходовых на рынке размеров рулонов. Для поддержания стабильной производительности литья требуется высокопроизводительный сталеплавильный цех, который равным образом может или, соответственно, должен работать на воспроизводимо высоком уровне. Неполадки в сталеплавильном цеху непосредственно ведут к тому, что с режима бесконечной работы нужно переходить на периодический режим производства (к более низкой температуре чистовой прокатки) с тем неблагоприятным итогом, что могут быть изготовлены только «минирулоны».
В патентном документе DE 10 2008 020 412 А1 описан способ изготовления металлической полосы бесслитковой прокаткой, в котором сначала в литейной установке отливается тонкая плоская заготовка. Затем она подвергается прокатке в прокатном стане с использованием первичного тепла процесса литья. В первом режиме работы благодаря непосредственному сопряжению литейной установки по меньшей мере с одним прокатным станом обеспечивается непрерывное изготовление металлической полосы (бесконечная прокатка); во втором эксплуатационном режиме вследствие разъединения литейной установки по меньшей мере с одним прокатным станом производится прерывистое изготовление металлической полосы (периодический режим работы). Для повышения технологической гибкости установки предусмотрено, что при проведении периодического изготовления отлитые плоские заготовки или промежуточные полосы после литейной установки выводятся с главной производственной линии, складируются и позже опять переносятся на производственную линию. При этом выведенные плоские заготовки или, соответственно, промежуточные полосы перед возвращением на производственную линию могут быть доведены до желательной температуры или выдержаны при желательной температуре. Чтобы при неполадках или смене валков избежать перерывов в литье, для этого рядом с производственной линией создается дополнительная зона хранения плоских заготовок - в доступе для перевозки.
Соответствующий обсуждаемому способ представлен в патентном документе DE 10 2008 003 222 А1. Подобные решения показаны в патентных документах WO 2004/004938 А1 и ЕР 0 347 662 А2.
И хотя тем самым возможно разрешить указанные проблемы, то есть, воспользоваться способом, который преодолевает вышеуказанные недостатки ESP-процесса, все же высоки расходы на оборудование, и соответственно является дорогостоящим литейно-прокатное устройство, то есть промежуточное хранение плоских заготовок может быть достигнуто только при больших затратах.
В основу изобретения положена задача таким образом усовершенствовать способ указанного вначале типа и создать соответствующее устройство, с помощью которых можно без высоких издержек, с одной стороны, создать достаточный резервный накопитель на случай перерывов в прокатке, например, вследствие смены валков, с другой стороны, обеспечить по возможности малую длину печи, чтобы иметь возможность оптимально работать в режиме бесконечного производства. Таким образом, должен быть разработан комбинированный бесконечный/периодический процесс, который преодолевает вышеуказанные недостатки ESP-процесса не требующими значительных расходов средствами. В частности, необходимо, чтобы это позволяло избежать дополнительных регенеративных печей рядом с производственной линией или удлинения печи.
Решение этой задачи в рамках изобретения в отношении способа отличается тем, что для временного сокращения, в частности для временного прерывания, подачи прокатываемого материала в прокатный стан предпринимаются по меньшей мере два из действий в сочетании:
а) увеличение толщины плоской заготовки после литейной установки путем уменьшения степени обжатия для сокращения толщины плоской заготовки на участке слябового направляющего устройства;
b) снижение скорости литья от номинальной скорости литья до сниженного значения;
с) уменьшение степени обжатия плоской заготовки в обжимном стане черновой прокатки.
В качестве альтернативы этому может быть предусмотрено, что для временного сокращения, в частности для временного прерывания, подачи прокатываемого материала в прокатный стан производится уменьшение степени обжатия для сокращения толщины плоской заготовки в обжимном стане черновой прокатки, причем степень обжатия плоской заготовки в обжимном стане черновой прокатки доводится до нулевого значения.
В сочетании с выполнением временного сокращения подачи прокатываемого материала в печь плоская заготовка может быть разрезана (разделена) на расположенных перед печью ножницах.
Скорость подачи плоской заготовки в печь предпочтительно снижается сравнительно с номинальным значением по меньшей мере в два раза.
Степень обжатия плоской заготовки на участке слябового направляющего устройства уменьшается предпочтительно на величину до 40 мм.
Временное сокращение, в частности временное прекращение, подачи прокатываемого материала в прокатный стан может производиться в то время, когда в прокатном стане выполняется смена валков, или в прокатном стане возникает другая задержка производства.
После выполнения временного сокращения подачи прокатываемого материала в прокатный стан плоская заготовка может быть подвергнута обработке в периодическом режиме производства. Это по технологическим обстоятельствам действительно для первой плоской заготовки после прерывания прокатки.
Если же временное сокращение подачи прокатываемого материала в прокатный стан не происходит, плоская заготовка может быть обработана способом бесконечной прокатки. Однако способ применим для прокатного стана, который работает в бесконечном режиме или также в периодическом режиме.
Посредством вышеуказанных действий а), b) и, соответственно, с) может быть создан или сделан возможным такой резерв времени и, соответственно, перерыв прокатки в прокатном стане, что не будет необходимости ни в каком прерывании литья в литейной установке, причем, в частности, может быть использована более короткая печь.
Кроме того, плоская заготовка может быть подвергнута нагреву до или после печи с помощью индукционного нагревательного устройства.
Литейно-прокатная установка, которая включает литейную установку, печь и размещенный после печи прокатный стан, причем печь имеет несколько нагревательных элементов, чтобы поддерживать температурный режим отлитой плоской заготовки, соответственно изобретению отличается тем, что печь имеет совокупную длину между 30 и 120 м, причем нагревательные элементы печи, в частности, индукционные нагревательные элементы, размещены отодвигаемыми относительно производственной линии, и причем предусмотрены изолирующие элементы, которые при необходимости могут быть введены в область печи вместо нагревательных элементов.
Печь предпочтительно выполнена как печь с роликовым подом или как заключенный в кожух рольганг, причем он предпочтительно имеет изолированные ролики рольганга.
Перед печью, и/или после печи, и/или внутри печи, могут быть размещены нагревательные элементы для нагрева плоской заготовки, в частности индукционные нагревательные элементы.
После литейной установки могут быть расположены обжимной стан черновой прокатки или многочисленные обжимные станы черновой прокатки.
Таким образом, предлагаемый способ позволяет максимизировать резервную массу плоских заготовок и, соответственно, резерв времени в печи (предпочтительно в печи с роликовым подом или печи с шагающими балками) путем увеличения толщины отливки по сравнению с (номинальной) производственной толщиной. Кроме того, альтернативно или дополнительно, может быть предусмотрено снижение скорости литья сравнительно с (номинальной) производственной скоростью.
Кроме того, альтернативно или дополнительно, в способе предусматривается, что производится уменьшение степени обжатия в поточной обжимной клети черновой прокатки или, соответственно, поточных обжимных клетях черновой прокатки после литейной установки и перед печью, по сравнению с (номинальной) степенью обжатия при стандартном производстве.
Способ может предусматривать максимизацию резерва времени в печи (в установке для периодических и бесконечных режимов прокатки горячекатаной полосы), причем скорость введения плоских заготовок или, соответственно, промежуточных полос в печь в фазе накопления снижается по меньшей мере в два раза по сравнению с номинальной (нормальной) скоростью подачи в случае стандартного производства.
Изменение степени обжатия с сокращением толщины в поточном обжимном стане черновой прокатки составляет между ε=от 0% до 70%. Альтернативно или дополнительно, может производиться регулирование толщины отливки с помощью LCR (обжатия с жидкой сердцевиной) предпочтительно от 0 до 40 мм, чтобы оказывать влияние на длину сегмента плоской заготовки в печи при предпочтительно равном весе рулона.
Аналогично изменению толщины на входе в печь, готовая полоса сообразно изменяется до желательной удобной для использования толщины готовой полосы.
Способ создает резерв времени для смены валков или для компенсации прочих задержек производства.
Предлагаемая литейно-прокатная установка позволяет производить прокатку горячекатаной полосы в комбинированном периодическом и бесконечном режиме. Печь - предпочтительно выполненная в форме печи с роликовым подом - предпочтительно имеет длину между 30 и 120 м. Использование поточных обжимных клетей черновой прокатки является предпочтительным, но не обязательным.
Использование изменения толщины в литейной установке и в поточной прокатной клети с целью увеличения резерва времени и, соответственно, укорочения длины печи может быть предусмотрено в одноручьевой литейно-прокатной установке, но также в многоручьевой литейно-прокатной установке.
Дополнительно, может быть предусмотрено место для транспортера, а также дополнительно необходимые с логистической позиции длины печи для обработки в случае двухручьевого производства.
Печь с роликовым подом может быть выполнена как печь для поддержания температуры, или, альтернативно, может служить для нагрева плоских заготовок и, соответственно, промежуточных полос. В дополнение, имеется возможность до и/или после печи с роликовым подом, или внутри нее, нагревать плоскую заготовку или, соответственно, промежуточную полосу с использованием индукционного нагрева, чтобы довести плоскую заготовку до температуры между 1050ºС и 1400ºС перед устройством для удаления окалины прокатного стана чистовой прокатки.
В особых случаях также отчасти или вместо печи с роликовым подом может быть использовано ограждение рольганга (кожух рольганга). Предпочтительно размещенное после него устройство для индукционного нагрева доводит промежуточную полосу или, соответственно, плоскую заготовку перед прокатным станом до желательной входной температуры.
Индукционные нагревательные устройства могут быть размещены сдвигаемыми или извлекаемыми в сторону или вверх от производственной линии, чтобы можно было проводить нагрев в случае тонкой полосы, и при толстой полосе иметь возможность отводить индукционные нагревательные устройства в сторону, чтобы заменять их изолирующими элементами (ограждающими элементами, кожухом рольганга).
По меньшей мере один индукционный нагреватель может быть также предусмотрен между прокатными клетями чистового прокатного стана.
Таким образом, согласно изобретению, несмотря на применение короткой печи, может быть создан резерв времени, и, соответственно, реализован перерыв при прокатке в прокатном стане (например, для смены валка в чистовом прокатном стане), без необходимости прерывания литья в литейной установке.
В чертеже представлены примеры осуществления изобретения.
Как показано:
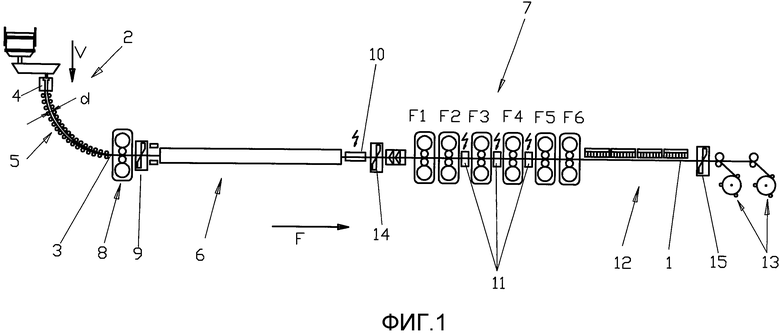
Фиг. 1 схематически представляет вид сбоку литейно-прокатной установки согласно первому варианту осуществления изобретения,
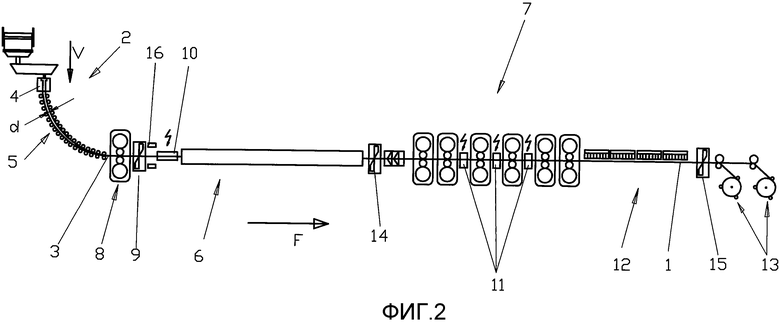
Фиг. 2 представляет литейно-прокатную установку согласно варианту осуществления изобретения, который является альтернативным показанному на Фиг. 1, и
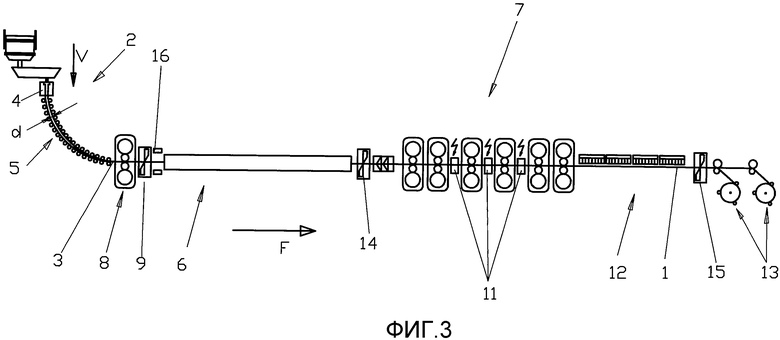
Фиг. 3 представляет литейно-прокатную установку согласно дополнительному варианту осуществления изобретения, который является альтернативным показанному на Фиг. 1.
На Фиг. 1-3 в каждом случае можно видеть литейно-прокатную установку, в которой изготавливается металлическая полоса 1.
Для этого прежде всего в общеизвестной литейной установке 2 отливается плоская заготовка 3, предпочтительно тонкий сляб с толщиной «d», для чего жидкий расплавленный металл из кристаллизатора 4 выходит вертикально вниз со скоростью «v» литья. Отлитый сляб с помощью слябового направляющего устройства 5 отклоняется из вертикального направления на горизонтальное. Одновременно происходит сокращение толщины отлитой плоской заготовки 3. Для этого служат ролики, которые размещены в слябовом направляющем устройстве 5 и прилагают усилие с обеих сторон перпендикулярно поверхностям плоской заготовки. Плоская заготовка 3 выходит из литейной установки 2 с номинальной толщиной d0 и скоростью v0 по направлению F подачи полосы.
Под номинальными значениями для скорости v0 литья и толщины d0 плоской заготовки следует понимать такие величины, которые соблюдаются при предусмотренном планом производстве металлической полосы 1.
На конце, то есть непосредственно после литейной установки 2, размещена поточная клеть 8 черновой прокатки (обжимной стан черновой прокатки), в которой производится дальнейшее сокращение толщины плоской заготовки 3. Непосредственно после клети 8 черновой прокатки находятся ножницы 9. После ножниц 9 подсоединена печь 6, которая, например, выполнена как печь с роликовым подом. В местоположении печи 6 необязательно может быть также размещено ограждение или кожух рольганга, предпочтительно с изолированными роликами рольганга.
После печи следует чистовой прокатный стан 7, в котором полоса подвергается прокатке до желательной конечной толщины.
Литейно-прокатная установка имеет еще разнообразные дополнительные элементы, которые представлены в трех примерах исполнения.
В Фиг. 1 после печи 6 находится индукционное нагревательное устройство 10. Это индукционное нагревательное устройство необязательно может быть размещено сдвигаемым в сторону, или выводимым из рабочего положения. В случае тонких полос, полоса может быть нагрета с помощью индукционного нагревательного устройства; но в случае толстых плоских заготовок предусматривается, что индукционное нагревательное устройство отводится из рабочего положения и заменяется изолирующими элементами, чтобы сократить тепловое излучение от плоской заготовки.
В порядке примера, шесть прокатных клетей чистового прокатного стана 7 обозначены от F1 до F6. Внутри чистового прокатного стана 7 между прокатными клетями могут быть предусмотрены дополнительные индукционные нагревательные устройства 11. После чистового прокатного стана 7 находятся участок 12 охлаждения и моталки 13. Кроме того, предусмотрены дополнительные ножницы 14 и 15.
В Фиг. 2 следует упомянуть термоизолирующий кожух в области 16 выведения холодного слитка после обжимного стана 8 черновой прокатки и, соответственно, ножниц 9. Он может быть оснащен откидным термоизолирующим колпаком и изолированными роликами печи. Здесь при литье можно наблюдать движение полосы (отклонения в регулировке прокатной клети).
Здесь индукционное нагревательное устройство 10 предусмотрено перед печью 6 с роликовым подом.
При техническом решении согласно Фиг. 3 в области печи 6 не предусмотрено никакого индукционного нагрева, между тем в этом примере исполнения печь 6 выполнена несколько более длинной.
В показанных вариантах установки - предпочтительно с одной поточной клетью 8 черновой прокатки, но альтернативно также с многочисленными такими клетями черновой прокатки - могут быть гибко согласованы промежуточная толщина и, соответственно, толщина на входе в печь 6 с роликовым подом (например, толщины плоской заготовки между 20 и 120 мм).
Чтобы при прерывании прокатки и/или в случае смены рабочих валков создать в печи 6 с роликовым подом временный накопитель, регулируется длина плоской заготовки в печи путем гибкого изменения степени обжатия для сокращения толщины плоской заготовки 3 в поточной клети 8 черновой прокатки (степень обжатия ε=от 0 до 70%), и/или регулирования толщины отливки посредством LCR (обжатия с жидкой сердцевиной) на участке слябового направляющего устройства 5 (между 0-40 мм). Увеличение промежуточной толщины повышает накопительную емкость печи и, соответственно, благоприятным образом сокращает необходимую длину печи.
Если запланирована смена валков, то отформованная в клети 8 черновой прокатки плоская заготовка 3 разрезается на ножницах 9, и затем для следующего сегмента плоской заготовки или, соответственно, следующих сегментов, целенаправленно слегка увеличивается промежуточная толщина, а именно сверх запланированного номинального значения (производственного показателя). Вследствие сниженной скорости транспортирования печь 6 наполняется медленнее. Этому эффекту содействует дополнительное уменьшение скорости литья.
Как изменяются характеристики длины плоской заготовки, показывает нижеследующая таблица (А) (пример для плоской заготовки при максимальном удельном весе рулона 18 кг/мм).
Выход из литейной установки
После поточной клети черновой прокатки
80
50
29,6
47,4
После LCR
После сокращения толщины
Насколько быстро заполняется печь с роликовым подом с длиной, например, 60 м, при различных условиях (скорость литья 3 или 5 м/мин), с обжатием в клети 8 черновой прокатки или без него, приведено в нижеследующей таблице (B):
110
3
20,0
Без обжатия
Без обжатия и при сниженной скорости литья
Резерв времени получается из продолжительности заполнения печи при данных граничных условиях минус время прокатки в чистовом прокатном стане для изготовленной перед этим плоской заготовки минус резервное расстояние. При прокатке в чистовом прокатном стане перед сменой валков конечная толщина предпочтительно выбирается так, что в чистовом прокатном стане достигается высокая скорость втягивания.
Если толщина плоской заготовки, например, с целью увеличения резерва времени, повышается, то соответственно этому также повышается толщина готовой полосы до желательной пригодной для практического использования толщины готовой полосы. Поэтому прокатный стан чистовой прокатки должен быть подготовлен для обжатия, например, Н=110→5 мм и Н=50→1,0 мм. Для того чтобы окна станины могли иметь достаточные размеры, предусмотрен увеличенный ход устройства для регулирования толщины (цилиндр с длинным ходом или дополнительное механическое регулирование в первых клетях, или клиновое регулирование), кроме того, соответственно предусмотрены диапазоны частот вращения двигателей в чистовом прокатном стане.
Печь с роликовым подом рассчитана на технологический режим и максимальные и минимальные толщины тонкой плоской заготовки, например, с 120 и, соответственно, 20 (25) мм, и в ней используются соответственные расстояния между роликами и их диаметры. Длина печи между клетью 8 черновой прокатки и чистовым прокатным станом 7 является короткой и предпочтительно составляет между 30 м и 120 м, в зависимости от необходимых граничных условий. Тем самым длина печи является более короткой, чем в традиционных CSP-установках (где она составляет между 200 и 240 м). Более короткая печь выгодно сокращает потери энергии.
С использованием печи с роликовым подом может быть выполнен нагрев (деформированной) плоской заготовки 3, или же печь с роликовым подом работает как печь для поддержания температуры, и этому содействуют индукционные нагревательные устройства перед печью с роликовым подом, и/или после или внутри нее (смотри три примера исполнения согласно Фиг. 1-3). В альтернативном варианте части печи или вся печь в целом также могут быть выполнены в форме ограждения или кожуха рольганга с изолированными роликами рольганга.
Вышеописанный технологический режим действителен для бесконечного и периодического производственного режима при одноручьевой установке. Чтобы можно было лучше использовать производственную мощность чистового прокатного стана, в случае периодического режима работы может быть целесообразным встраивание установки для литья второго сляба. При двухручьевой установке вышеуказанный технологический режим периодической работы также распространяется на второй сляб, чтобы в сумме снизить длину печи с роликовым подом. Для этого также предпочтительно может быть предусмотрен гибко подстраиваемый двухсекционный транспортер. Половина параллельного транспортера перемещает толстые плоские заготовки, и весь сдвоенный транспортер предусмотрен для нормальных более тонких, более длинных плоских заготовок. Удельный вес рулона плоских заготовок при этом может быть одинаковым.
Следует отметить, что в качестве плоской заготовки 3 понимается отлитая плоская заготовка после литейной установки 2, или также деформированная плоская заготовка после обжимного стана 8 черновой прокатки.
Список условных обозначений
1 Металлическая полоса
2 Литейная установка
3 Плоская заготовка
4 Кристаллизатор
5 Слябовое направляющее устройство
6 Печь
7 Прокатный стан (чистовой прокатный стан)
8 Обжимной стан черновой прокатки (поточная клеть черновой прокатки)
9 Ножницы
10 Индукционное нагревательное устройство
11 Индукционное нагревательное устройство
12 Участок охлаждения
13 Моталка
14 Ножницы
15 Ножницы
16 Термоизолирующий кожух
d0 Номинальная толщина плоской заготовки на выходе из литейной установки
v0 Номинальная скорость литья на выходе из литейной установки
d Толщина плоской заготовки на выходе из кристаллизатора
v Скорость литья на выходе из кристаллизатора
F Направление подачи плоской заготовки, промежуточной полосы или полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИМИЗИРОВАННЫЙ ПО ЭНЕРГОПОТРЕБЛЕНИЮ И ВЫХОДУ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579721C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЭНЕРГЕТИЧЕСКИ ЭФФЕКТИВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2579723C2 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ПРЯМОЙ ПРОКАТКИ ЗАГОТОВКИ | 2008 |
|
RU2429923C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПУТЕМ БЕССЛИТКОВОЙ ПРОКАТКИ | 2006 |
|
RU2375129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2518821C2 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2510297C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
Изобретение относится к производству металлической полосы. В литейной установке отливают плоскую заготовку, которую на участке слябового направляющего устройства обжимают по толщине с помощью ряда роликов, затем обжимают с сокращением толщины в обжимном стане черновой прокатки и выдерживают в печи определенной длины при установленном температурном режиме. После печи плоскую заготовку прокатывают в прокатном стане. Для временного сокращения подачи прокатываемого материала в прокатный стан предпринимают два действия из следующих действий: а) увеличивают толщину плоской заготовки после литейной установки путем уменьшения степени обжатия плоской заготовки на участке роликового направляющего устройства, b) снижают скорость литья от номинальной скорости до сниженного значения, с) уменьшают степень обжатия плоской заготовки для сокращения толщины в обжимном стане черновой прокатки. Обеспечивается создание достаточного резервного накопителя на случай перерывов прокатки при работе в режиме бесконечного производства и малой длине печи. 3 н. и 20 з.п. ф-лы, 3 ил., 2 табл.
1. Способ изготовления металлической полосы (1) бесслитковой прокаткой, включающий отливку в литейной установке (2) плоской заготовки (3) с номинальной толщиной (d) при выведении металла из кристаллизатора с номинальной скоростью (v) литья, обжатие плоской заготовки с сокращением ее толщины на участке роликового направляющего устройства (5) с помощью ряда роликов, при необходимости обжатие плоской заготовки (3) после литейной установки (2) в обжимном стане (8) черновой прокатки с сокращением ее толщины до номинальной толщины деформированной плоской заготовки или толщины промежуточной полосы, выдержку плоской заготовки (3) в печи (6) определенной длины при установленном температурном режиме и прокатку в прокатном стане (7), отличающийся тем, что для временного сокращения, в частности для временного прерывания подачи, прокатываемого материала в прокатный стан (7) осуществляют, по меньшей мере, два действия из следующих действий:
а) увеличивают толщину (d0) плоской заготовки (3), выходящей из литейной установки (2), путем уменьшения степени обжатия плоской заготовки на участке роликового направляющего устройства (5),
b) снижают скорость литья от номинальной скорости (v0) до сниженного значения,
с) уменьшают степень обжатия плоской заготовки (3) в обжимном стане (8) черновой прокатки.
2. Способ по п.1, отличающийся тем, что в сочетании с выполнением временного сокращения подачи прокатываемого материала в печь (6) плоскую заготовку (3) режут на расположенных перед печью (6) ножницах (9).
3. Способ по п.1, отличающийся тем, что скорость подачи плоской заготовки (3) в печь (6) снижают по сравнению с номинальным значением, по меньшей мере, в два раза.
4. Способ по п.1, отличающийся тем, что степень обжатия плоской заготовки (3) на участке роликового направляющего устройства (5) уменьшают на величину до 40 мм.
5. Способ по п.1, отличающийся тем, что временное сокращение, в частности временное прерывание подачи, прокатываемого материала в прокатный стан (7) производят во время смены валков или во время задержки производства в прокатном стане (7).
6. Способ по п.1, отличающийся тем, что после выполнения временного сокращения подачи прокатываемого материала в прокатный стан (7), плоскую заготовку (3) подвергают обработке в периодическом режиме производства.
7. Способ по п.1 или 6, отличающийся тем, что плоскую заготовку (3) обрабатывают с использованием метода бесконечной прокатки, если временное сокращение подачи прокатываемого материала в прокатный стан (7) не происходит.
8. Способ по п.1, отличающийся тем, что обеспечивают резерв времени, и соответственно, перерыв при прокатке в прокатном стане (7), исключающий необходимость прерывания литья в литейной установке, при этом используют печь (6) длиной от 30 до 120 м.
9. Способ по п.1, отличающийся тем, что плоскую заготовку (3) подвергают нагреву до или после печи (6) с помощью индукционного нагревательного устройства (10).
10. Способ по п.1, отличающийся тем, что степень обжатия плоской заготовки (3) в обжимном стане (8) черновой прокатки снижают до нулевого значения.
11. Способ изготовления металлической полосы (1) бесслитковой прокаткой, включающий отливку в литейной установке (2) плоской заготовки (3) с номинальной толщиной (d) при выведении металла из кристаллизатора (4) с номинальной скоростью (v) литья, обжатие плоской заготовки (3) на участке роликового направляющего устройства (5) с сокращением ее толщины с помощью ряда роликов, обжатие плоской заготовки (3) после литейной установки (2) в обжимном стане (8) черновой прокатки с сокращением ее толщины до номинальной толщины деформированной плоской заготовки или толщины промежуточной полосы, выдержку плоской заготовки (3) в печи (6) определенной длины при установленном температурном режиме и прокатку в прокатном стане (7), отличающийся тем, что для временного сокращения, в частности для временного прерывания, подачи прокатываемого материала в прокатный стан (7) производят уменьшение до нулевого значения степени обжатия плоской заготовки (3) для сокращения ее толщины в обжимном стане (8) черновой прокатки.
12. Способ по п.11, отличающийся тем, что в сочетании с выполнением временного сокращения подачи прокатываемого материала в печь (6) плоскую заготовку (3) режут на расположенных перед печью (6) ножницах (9).
13. Способ по п.11, отличающийся тем, что скорость подачи плоской заготовки (3) в печь (6) снижают по сравнению с номинальным значением, по меньшей мере, в два раза.
14. Способ по п.11, отличающийся тем, что степень обжатия плоской заготовки (3) на участке роликового направляющего устройства (5) уменьшают на величину до 40 мм.
15. Способ по п.11, отличающийся тем, что временное сокращение, в частности временное прерывание, подачи прокатываемого материала в прокатный стан (7) производят во время смены валков или во время задержки производства в прокатном стане (7).
16. Способ по п.11,отличающийся тем, что после выполнения временного сокращения подачи прокатываемого материала в прокатный стан (7) плоскую заготовку (3) подвергают обработке в периодическом режиме производства.
17. Способ по п.11, отличающийся тем, что плоскую заготовку (3) обрабатывают с использованием метода бесконечной прокатки, если временное сокращение подачи прокатываемого материала в прокатный стан (7) не происходит.
18. Способ по п.11, отличающийся тем, что обеспечивают резерв времени и, соответственно, перерыв при прокатке в прокатном стане (7), исключающий необходимость прерывания литья в литейной установке, при этом используют печь (6) длиной от 30 до 120 м.
19. Способ по п.11, отличающийся тем, что плоскую заготовку (3) подвергают нагреву до или после печи (6) с помощью индукционного нагревательного устройства (10).
20. Литейно-прокатная установка, содержащая литейную установку (2), при необходимости обжимной стан (8) черновой прокатки, печь (6) и размещенный после печи прокатный стан (7), причем печь (6) содержит несколько нагревательных элементов для поддержания температурного режима отлитой плоской заготовки (3), отличающаяся тем, что она предназначена для изготовления металлической полосы способом по любому из пп.1-18, при этом печь (6) имеет длину от 30 до 120 м, а нагревательные элементы печи (6), в частности индукционные нагревательные элементы (10), размещены с возможностью выведения из производственной линии, причем предусмотрены изолирующие элементы, которые, при необходимости, могут быть введены в область печи (6, 10) вместо нагревательных элементов.
21. Литейно-прокатная установка по п.20, отличающаяся тем, что печь (6) выполнена как печь с роликовым подом или как заключенный в кожух рольганг, причем он предпочтительно имеет изолированные ролики рольганга.
22. Литейно-прокатная установка по п.20 или 21, отличающаяся тем, что перед печью (6), и/или после печи (6), и/или внутри печи (6), размещены нагревательные элементы для нагрева плоской заготовки (3), в частности индукционные нагревательные элементы (10).
23. Литейно-прокатная установка по п.20 или 21, отличающаяся тем, что после литейной установки (2) расположены обжимной стан (8) черновой прокатки или многочисленные обжимные станы (8) черновой прокатки.
| DE 102008003222 A1, 19.03.2009 | |||
| 0 |
|
SU347662A1 | |
| DE 102008020412 A1, 26.02.2009 | |||
| СПОСОБ И ОТНОСЯЩАЯСЯ К НЕМУ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПОЛОС С НАРУШЕНИЕМ НЕПРЕРЫВНОСТИ | 2005 |
|
RU2381847C1 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПОЛУБЕСКОНЕЧНОЙ ИЛИ БЕСКОНЕЧНОЙ ПРОКАТКИ ЛИТОГО МЕТАЛЛА, В ЧАСТНОСТИ НЕПРЕРЫВНО-ЛИТОЙ СТАЛЬНОЙ ЗАГОТОВКИ, КОТОРАЯ ПОСЛЕ КРИСТАЛЛИЗАЦИИ В СЛУЧАЕ НЕОБХОДИМОСТИ РАЗРЕЗАЕТСЯ ПОПЕРЕК | 2003 |
|
RU2316401C2 |

