Изобретение относится к способу получения прокатанной в ферритном состоянии стальной полосы, в котором расплавленную сталь разливают в установке для непрерывной разливки слябов и, используя тепло разливки, транспортируют сляб через печь, подвергают черновой прокатке с помощью средства для черновой и чистовой прокатке с помощью средства чистовой прокатки для получения стальной полосы с ферритной структурой нужной конечной толщины. Способ этого типа описан в заявке на патент PCT/NL 97/00325, содержание которой включено в настоящую заявку на патент путем ссылки. Изобретение относится также к устройству, предназначенному, в частности, для выполнения способа согласно изобретению, включающему, по меньшей мере, одну установку для непрерывной разливки тонких слябов, печь для гомогенизации сляба, который может быть подвергнут черновому обжатию, средство прокатки для прокатки сляба с получением полосы нужной конечной толщины и моталку для смотки полосы. Устройство этого типа известно из заявки на патент PCT/NL 97/00325.
В заявке на патент PCT/NL 97/00325 описан полностью непрерывный, бесконечный или полубесконечный способ получения стальной полосы, которую подвергают, по меньшей мере, одному этапу прокатки в ферритном диапазоне. Полосу, выходящую из средства для чистовой прокатки, сматывают в рулон на моталке, которая расположена ниже по потоку от средства для чистовой прокатки при температуре, при которой происходит рекристаллизация в рулоне.
Обнаружено, что упомянутый способ особенно подходит для получения стальной полосы с особыми свойствами. В настоящем способе используют конкретные особенности устройства, описанного в заявке PCT/NL 97/00325. Конкретно эти особенности относятся к очень надежному регулированию и равномерности температуры сляба или полосы как в направлении ширины, так и в направлении толщины. Температура является равномерной и в продольном направлении, поскольку прокатку проводят с постоянной скоростью, и поэтому в процессе прокатки не требуется ускорения или замедления благодаря выбору непрерывного, полубесконечного или бесконечного режимов, с которыми может работать устройство для прокатки полосы в ферритном состоянии.
Равномерность температуры как функции времени также лучше, чем та, которую можно получить при использовании обычного оборудования. Кроме того, устройство позволяет выполнять прокатку с использованием смазки на одной или нескольких клетях прокатного стана. Помимо этого, в разных местах устройства предусмотрены средства охлаждения для более надежного контроля температурного профиля стального сляба или стальной полосы в процессе ее прохода и выхода из устройства.
Кроме того, особенно при использовании вакуумируемого промежуточного разливочного ковша, можно особенно точно подготовить химический состав стали для получения необходимых свойств продукции. Помимо этого, благодаря высокой степени равномерности температуры в устройстве можно получить ферритный диапазон, который является очень широким, т.е. он достигается в широком температурном диапазоне, как представлено в вышеупомянутой заявке на патент.
Было обнаружено, что известный способ обеспечивает получение стальной полосы с особенно высокими деформационными свойствами в варианте, который согласно изобретению отличается тем, что в полностью непрерывном, бесконечном или полубесконечном процессе сляб прокатывают в аустенитном диапазоне в средстве для черновой прокатки и после прокатки в аустенитном диапазоне охлаждают до температуры, при которой сталь имеет преимущественно ферритную структуру, и полосу прокатывают в средстве для чистовой прокатки со скоростью, которая преимущественно соответствует скорости, при которой полоса выходит из средства для чистовой прокатки и следующих этапов обжатия по толщине, и в по меньшей мере одной клети средства для чистовой прокатки полосу прокатывают в ферритном состоянии при температуре от 850 до 600oС, и после выхода из средства чистовой прокатки быстро охлаждают до температуры ниже 500oС преимущественно для того, чтобы избежать рекристаллизации.
Изобретение основано на том, что при быстром охлаждении прокатанной в ферритном состоянии полосы после ее выхода из средства для чистовой прокатки не происходит рекристаллизации или происходит незначительная рекристаллизация, и по меньшей мере сохраняется часть структуры, которая претерпела деформацию в высоком ферритном диапазоне. Поэтому стальную полосу в ферритном состоянии, полученную таким образом, можно подвергать холодному обжатию в ферритном состоянии так, как известно per se (само по себе), например, таким образом, суммарное обжатие в ферритном состоянии составляло приблизительно от 70 до 80%, часть которого производят при нагреве в ферритном состоянии, а часть - в холодном ферритном состоянии. В результате получают холоднокатаную стальную полосу с высоким значением r и низким значением Δr. Для наглядности можно представить, что толщина сляба может составлять 70 мм, а толщина сляба после обжатия при переходе от аустенитного диапазона к ферритному находится в диапазоне от 15 до 40 мм. Быстрое охлаждение горячекатаной полосы в ферритном состоянии до температуры 500oС предотвращает утрату деформационной структуры в результате рекристаллизации.
В заявке на патент DE-A-19520832 также описан способ получения катаной стальной полосы в ферритном состоянии из расплавленной стали, разливаемой в установке для непрерывной разливки. Катаную стальную полосу охлаждают перед смоткой в рулон. Однако отсутствуют сведения, относящиеся к тому, что отлитые слябы транспортируют через печь и что охлаждение производят с такой скоростью, чтобы избежать рекристаллизации. В заявке на патент WO-A-92/00815 описан аналогичный способ, в котором полосу охлаждают перед выходом из последней клети прокатного стана. Однако здесь также отсутствуют сведения о быстром охлаждении, которое в результате позволяет избежать рекристаллизации.
Заявка на патент DE-A-19600990 относится к комбинированной прокатке в аустенитном состоянии, а затем в ферритном состоянии. Перед прокаткой в ферритном состоянии полосу охлаждают. Дальнейшее охлаждение после прокатки в ферритном состоянии не конкретизировано.
Помимо равномерного распределения температуры особенно важно также хорошее распределение величины обжатия при прокатке по толщине и ширине сляба или полосы. Поэтому предпочтительно выполнять способ таким образом, чтобы по меньшей мере в одной клети прокатного стана, в которой осуществляют прокатку в ферритном состоянии, прокатку выполняли со смазкой, а еще более предпочтительно таким образом, чтобы во всех клетях прокатного стана, в которых осуществляют прокатку в ферритном состоянии, прокатку выполнять со смазкой.
Дополнительного улучшения распределения напряжений и распределения обжатия по поперечному сечению сляба или полосы достигают с помощью способа, который отличается тем, что прокатку по меньшей мере в одной клети прокатного стана средства для чистовой прокатки выполняют со смазкой.
Особенно высокие деформационные свойства, а именно высокие значения r и низкие значения Δr, получают в варианте способа, который отличается тем, что сталь представляет собой сталь класса IF. Сталь этого типа позволяет достичь значения г приблизительно 3. Предпочтительно использовать стали класса IF со сложным химическим составом при достаточно высоком содержании титана и приемлемом содержании и серы так, чтобы в процессе прокатки в ферритном состоянии не было никаких перерывов. Полоса из стали такого типа особенно подходит как для глубокой вытяжки, так и как исходный материал для получения полосы с покрытием, особенно для оцинкованной полосы.
Другой вариант способа согласно изобретению отличается тем, что сталь представляет собой низкоуглеродистую сталь. Известный способ получения сталей DWI позволяет достичь значений г приблизительно 1,1. При получении стали, предназначенной для изготовления консервных банок, желательное значение r составляет 1,2. При использовании способа согласно изобретению можно легко достичь значения r 1,3 или более. Предпосылками для этого является то, что в отличие от традиционного способа получения стали DWI использование способа согласно изобретению позволяет достичь хорошей исходной величины текстуры, повышающей значение r до нужной величины 1,3. В этом контексте понятно, что низкоуглеродистая сталь означает сталь с концентрацией углерода от 0,01 до 0,1%, предпочтительно от 0,01 до 0,07%.
Для достижения необходимой высокой скорости охлаждения следующий вариант согласно изобретению отличается тем, что полосу выхода из средства для чистовой прокатки охлаждают с помощью средства для охлаждения с охлаждающей способностью выше 2 МВт/м2. Для того чтобы поддерживать расстояние между средством для чистовой прокатки и средством для охлаждения как можно меньшим и достичь высокого уровня гибкости в отношении скорости охлаждения, следующий вариант способа согласно изобретению отличается тем, что средство для охлаждения имеет охлаждающую способность по меньшей мере 3 МВт/м2.
Такие скорости охлаждения могут быть достигнуты с помощью способа, который согласно изобретению отличается тем, что в средстве для охлаждения используют воду, которую разбрызгивают на сляб в виде пересекающихся струй, расположенных с высокой плотностью.
Охлаждающее средство, которое позволяет получить необходимые скорости охлаждения в соответствии с настоящим изобретением, описано inter alia (помимо прочего) в заключительном отчете ECSC, проект 7210-ЕА/214, содержание которого включено в настоящую заявку посредством ссылки. Существенное преимущество, известное из отчета, состоит в широком диапазоне, в пределах которого можно регулировать охлаждающую способность, равномерность охлаждения и высокую охлаждающую способность на единицу площади поверхности. Выбор высокой охлаждающей способности такого типа позволяет достичь необходимой скорости охлаждения при скоростях на выходе из устройства, которые возникают в непрерывном, бесконечном или полубесконечном процессе прокатки.
Было установлено, что можно избежать размещения так называемой "близкой моталки" сразу ниже по потоку от клети прокатного стана с помощью варианта устройства, которое отличается тем, что между последней клетью прокатного стана и моталкой расположено охлаждающее средство с охлаждающей способностью по меньшей мере 2 МВт/м2.
Раньше делались многочисленные предложения по созданию устройства и способа для достижения высокой скорости охлаждения стальной полосы ниже по потоку от средства прокатки и выше по потоку от моталки. В случае устройства, описанного в заявке на патент PCT/NL 97/00325, можно получить как прокатанную в ферритном состоянии полосу, которая рекристаллизуется в рулоне, так и полосу, прокатанную в аустенитном состоянии. Кроме того, устройство особенно подходит для получения прокатанной в ферритном состоянии полосы согласно изобретению. При получении полосы с ферритной структурой, которая рекристаллизуется в рулоне, пытаются поддерживать охлаждение полосы как можно медленней после ее выхода из средства прокатки и до использования моталки, которая расположена ниже по потоку, как можно ближе к средству для чистовой прокатки (близкая моталка). Если получают стальную полосу, прокатываемую в аустенитном состоянии, то ее охлаждают перед смоткой. Таким образом, расположенная поблизости моталка, которая только что упомянута, для этой цели не подходит, а необходима вторая моталка, расположенная после охлаждающего средства. Если охлаждающая способность средства охлаждения является высокой, то длина, вдоль которой выполняют охлаждение, является короткой, и близкую моталку можно исключить, что обеспечивает дополнительное преимущество за счет значительной экономии.
При данной высокой охлаждающей способности такого типа расстояние между выходными средствами для чистовой прокатки и моталкой, расположенной после средства охлаждения, является настолько коротким, что температура прокатанной в ферритном состоянии полосы изменяется незначительно, благодаря чему полосу еще можно сматывать при температуре, при которой происходит рекристаллизация в рулоне.
Ниже изобретение описано более подробно со ссылкой на чертежи, на которых показан вариант выполнения изобретения, где
фиг.1 представляет собой схематичный вид сбоку устройства, в котором может быть выполнен способ согласно изобретению,
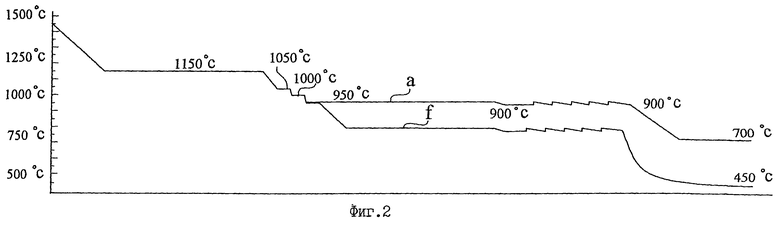
фиг. 2 - график, иллюстрирующий температурный профиль стали как функцию положения в устройстве;
фиг.3 - график, иллюстрирующий профиль толщины стали как функцию положения в устройстве.
На фиг.1 позицией 1 обозначена установка для непрерывной разливки тонких слябов. В данном описании этот термин принят для обозначения установки для непрерывной разливки тонких слябов с толщиной менее 150 мм, предпочтительно менее 100 мм, более предпочтительно менее 80 мм. Установка для непрерывной разливки может содержать одну или более линий. Можно также расположить несколько установок для непрерывной разливки последовательно одна за другой. Эти варианты входят в объем изобретения. Позицией 2 обозначен разливочный ковш, из которого жидкая сталь, подлежащая разливке, поступает в промежуточный разливочный ковш 3, который в данной конструкции имеет форму вакуумируемого промежуточного ковша. Промежуточный разливочный ковш предпочтительно снабжен средством, таким как средство измерения и средство для анализа, для доведения химического состава стали до необходимого состава, поскольку в настоящем изобретении состав является важным фактором. Ниже промежуточного разливочного ковша 3 находится разливочный кристаллизатор 4, в который подают жидкую сталь и в котором она по меньшей мере частично затвердевает. Если нужно, промежуточный разливочный кристаллизатор 4 может быть оборудован электромагнитной мешалкой. Стандартная установка для непрерывной разливки имеет скорость разливки приблизительно 6 м/мин; дополнительные меры, такие как вакуумируемый промежуточный ковш и/или электромагнитная мешалка, которые обеспечивают в дальнейшем скорость разливки 8 м/мин и более. Затвердевший тонкий сляб поступает в туннельную печь 7, которая имеет полную длину, например, 250-330 м. Как только отлитый сляб достигает конца печи 7, его разрезают на части в полубесконечном процессе, используя режущее средство 6. При этом термин полубесконечный процесс означает процесс, в котором из одного сляба или части сляба прокаткой получают несколько рулонов, предпочтительно более трех рулонов, более предпочтительно более пяти рулонов стандартного размера, в непрерывном процессе прокатки по меньшей мере в средстве для чистовой прокатки до получения конечной толщины. В процессе бесконечной прокатки слябы или полосы после средства для чистовой прокатки соединяют вместе так, чтобы можно было выполнять процесс бесконечной прокатки в средстве для чистовой прокатки.
В непрерывном процессе сляб перемещают непрерывно по маршруту между установкой для непрерывной разливки и выходной стороной средства прокатки. Настоящее изобретение представлено здесь на основе полубесконечного процесса, но очевидно, что его также можно использовать для бесконечного или непрерывного процесса. Каждая часть сляба содержит количество стали, соответствующее пяти или шести обычным рулонам. В печи имеется камера для выдержки нескольких частей слябов такого типа, например для выдержки трех слябов. В результате те компоненты устройства, которые находятся ниже по потоку от печи, могут работать непрерывно, в то время как в установке для непрерывной разливки производят замену разливочного ковша и начинают разливку нового слаба, обеспечивают, чтобы установка для непрерывной разливки могла продолжать работу, если повреждение возникает ниже по потоку. Кроме того, нахождение в печи увеличивает время выдержки в ней частей сляба, что приводит в результате к повышению равномерности температуры в частях слябов. Скорость, при которой сляб поступает в печь, соответствует скорости разливки и составляет приблизительно 0,1 м/с. Ниже по потоку от печи 7 имеется средство 9 для удаления окалины, в данном случае в форме разбрызгивания воды высокого давления при давлении приблизительно 400 атмосфер, для сбивания оксидов, которые образовались на поверхности сляба. Скорость, с которой сляб проходит через средство для удаления окалины и поступает в средство 10 для прокатки, составляет приблизительно 0,15 м/с. Средство 10 для прокатки, которое выполняет функцию средства для черновой прокатки, состоит из двух четырехвалковых клетей, которые предпочтительно оборудованы средством для смазывания валков. Если нужно, то в состав оборудования может быть включено средство 8 резки для аварийных случаев.
Как можно видеть из фиг. 2, температура сляба, которая по выходе из промежуточного ковша составляет приблизительно 1450oС, снижается в прокатной клети до уровня приблизительно 1150oС, и сляб гомогенизируют в печи при этой температуре. Интенсивное разбрызгивание воды средством 9 для удаления окалины вызывает снижение температуры сляба приблизительно от 1150 до 1050oС. Это применимо как для аустенитного, так и для ферритного процесса а и f соответственно. В двух клетях прокатного стана средства 10 чистовой прокатки температура сляба снижается при каждом проходе в прокатном стане приблизительно на 50oС, так что сляб, толщина которого первоначально составляла 70 мм и который деформировали за два прохода, с промежуточной толщиной 42 мм в стальную полосу с толщиной приблизительно 16,8 мм имеет температуру приблизительно 950oС. Профиль толщины как функции положения показан на фиг.3. Числа показывают толщину в мм. Ниже по потоку от средства 10 для черновой прокатки расположены средство 11 для охлаждения, комплект коробов 12 для рулонов и, если необходимо, дополнительная печь (не показана). В процессе получения полосы, прокатанной в аустенитном состоянии, полоса, выходящая из средства 10 для прокатки, может быть временно оставлена на выдержку и гомогенизацию в коробах 12 для рулонов, а если необходимо дополнительно повысить температуру, то нагрев можно выполнять в нагревательном средстве (не показано), которое расположено ниже по потоку от коробов для рулонов. Специалистам в данной области техники должно быть понятно, что средство 11 для охлаждения, короба 12 для рулонов и печь, которая не показана, могут быть расположены по-разному друг относительно друга из тех, что упомянуты выше. Как результат обжатия по толщине, катаная полоса входит в короба для рулонов со скоростью приблизительно 0,6 м/с. Вторая установка 13 для удаления окалины при давлении воды приблизительно 400 атмосфер расположена ниже по потоку от средства 11 охлаждения, коробов 12 для рулонов или печи (не показана) также для удаления слоя оксидов, которые могут образоваться на поверхности катаной полосы. Если нужно, то другое средство для резки может входить в состав оборудования для обрезки переднего и заднего конца полосы. Затем полоса входит на линию прокатки, которая может состоять из шести четырехвалковых клетей прокатного стана, которые расположены друг за другом и предпочтительно оснащены средством для смазки валков.
Когда получают полосу в аустенитном состоянии, то нужная конечная толщина, например от 1,0 до 0,6 мм, может быть достигнута при использовании только пяти клетей прокатного стана. Толщина, которую получают после каждой клети прокатного стана, показана на фиг.3 для сляба толщиной 70 мм в верхнем ряду цифр. После выхода из линии 14 для прокатки полосу, которая тогда имеет конечную температуру приблизительно 900oС и толщину 0,6 мм, интенсивно охлаждают с помощью средства 15 охлаждения и сматывают в рулон в моталке 16. Скорость, при которой она входит в моталку, составляет приблизительно 13-25 м/с.
Если необходимо получить стальную полосу, прокатанную в ферритной области, то стальную полосу, выходящую из средства 10 черновой прокатки, интенсивно охлаждают с помощью средства 11 для охлаждения. Средство для охлаждения может быть установлено также между прокатными клетями средства для чистовой прокатки. Можно использовать также охлаждение в окружающей среде необязательно между прокатными клетями. Затем полосу вводят в короба 12 для рулонов и, если необходимо, в печь (не показана), а затем удаляют окалину в установке 13 для удаления оксидов. Полоса, которая находится теперь в ферритном состоянии, имеет после этого температуру приблизительно 750oС. В этом случае какая-то часть материала еще может оставаться в аустенитном состоянии, но в зависимости от содержания углерода и нужного качества в готовом состоянии это может быть приемлемым. Для получения ферритной полосы с необходимой конечной толщиной, например от 0,8 до 0,5 мм, используют все шесть клетей линии 14 прокатки.
Как и в случае прокатки аустенитной полосы, для прокатки ферритной полосы используют по существу равное обжатие по толщине в каждой клети прокатного стана, за исключением обжатия, получаемого в чистовой клети прокатного стана. Все это показано на профиле температуры на фиг.2 и на профиле толщины в соответствии с нижним рядом цифр на фиг.3 для прокатки стальной полосы в ферритной области как функции положения. Температурный профиль показывает, что полоса на выходе имеет температуру, которая значительно выше температуры рекристаллизации. Таким образом, для предотвращения образования окалины может оказаться необходимым использовать средство 15 для охлаждения полосы до нужной температуры, при которой еще может происходить рекристаллизация. Если температура на выходе из линии 14 прокатки является слишком низкой, то можно довести прокатанную в ферритной области полосу до нужной температуры смотки при использовании печи 18, которая расположена ниже по потоку от линии прокатки. В соответствии с настоящим изобретением полосу, прокатанную в ферритном состоянии после ее выхода из средства 14 вторичной прокатки, очень быстро охлаждают с помощью средства 15 для охлаждения до температуры, при которой сохраняется по меньшей мере значительная часть структуры, образованной в процессе прокатки. Для этой цели достаточно охлаждения до температуры ниже 500oС.
Из-за высокой скорости, при которой полоса, прокатанная в ферритном состоянии, выходит из средства 14 вторичной прокатки, и для поддержания небольшим расстояния, вдоль которого выполняют охлаждение, средство 15 охлаждения имеет очень высокую охлаждающую способность - более 2, а предпочтительно - более 3 МВт/м2.
Поскольку средство 15 охлаждения очень короткое, то расстояние от выходной стороны средства 14 вторичной прокатки до моталки 16, которая в этом случае имеет форму так называемой "шатающейся моталки", также очень короткое. В результате моталку 15 можно использовать также в обычном процессе получения полосы в ферритном состоянии, в котором рекристаллизация стали происходит в рулоне. Для ограничения падения температуры так называемой близкой моталки сразу ниже по потоку от выходной стороны средства 14 для вторичной прокатки в связи с этим не требуется.
Средство 15 для охлаждения и печь 18 могут быть расположены друг за другом или одно после другого. Можно также разместить одно средство с другим в зависимости от того, ферритную или аустенитную полосу надлежит получить. При получении ферритной или аустенитной полосы прокатку выполняют непрерывно или полунепрерывно. Это означает, что полоса выходит из средства 14 прокатки и, при необходимости, средство для охлаждения или печь 15 или 18 соответственно могут быть большей длины, чем имеет место обычно при образовании одного рулона, и что отрезок сляба с длиной, равной длине печи, или даже более длинный отрезок сляба прокатывают непрерывно в средстве для чистовой прокатки. Средство 17 для резки устанавливают для резки полосы на нужную длину, соответствующую стандартным размерам рулонов.
При надлежащем выборе различных компонентов устройства и этапов процесса, выполняемого с помощью устройства, таких как гомогенизация, прокатка, охлаждение и временная выдержка, можно обеспечить работу данного устройства с использованием единственной установки для непрерывной разливки, тогда как в предшествующих технических решениях используют две установки для непрерывной разливки, чтобы согласовать ограниченную скорость разливки с существенно более высокими скоростями прокатки, которые обычно используют. Если желательно, то дополнительная так называемая близкая моталка может быть размещена сразу ниже по потоку от линии 14 прокатки, чтобы способствовать регулированию перемещения и температуры полосы, однако, как показано выше, в этом нет необходимости. Устройство подходит для полос с шириной, которая находится в диапазоне от 1000 до 1500 мм, и толщиной приблизительно от 1,0 мм в случае полосы, прокатанной в аустенитной области, и приблизительно от 0,5 до 0,6 мм в случае полосы, прокатанной в ферритном состоянии. Время гомогенизации в печи 7 составляет приблизительно десять минут при выдержке трех слябов вдоль длины печи. Короб для рулонов годится для хранения целиком двух полос в случае прокатки в аустенитном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ БЕЗ НАРУШЕНИЯ НЕПРЕРЫВНОСТИ МЕЖДУ НЕПРЕРЫВНЫМ ЛИТЬЕМ И ПРОКАТКОЙ | 2005 |
|
RU2376106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2106212C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493923C1 |

Изобретение относится к прокатке для получения стальной полосы. Техническим результатом изобретения является получение полосы с высокими деформационными свойствами. Для достижения технического результата расплавленную сталь разливают в установке для непрерывной разливки с получением сляба и, используя литейное тепло, транспортируют сляб через печь, прокатывают сляб в аустенитном диапазоне в средстве для черновой прокатки, охлаждают до температуры получения ферритной структуры и прокатывают полосу в средстве для чистовой прокатки со скоростью, соответствующей скорости, при которой ее вводят в средство для чистовой прокатки и в последующие этапы прокатки по толщине, прокатывают полосу в ферритном состоянии при температуре от 850 до 600oС, а после выхода из средства чистовой прокатки быстро охлаждают полосу до температуры ниже 500oС, чтобы избежать рекристаллизации. 2 с. и 8 з.п. ф-лы, 3 ил.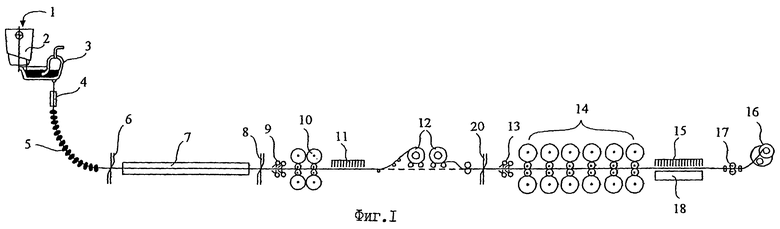
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |
| Устройство для транспортирования и измельчения сыпучих материалов | 1976 |
|
SU666122A1 |
| RU 2070584 C1, 20.12.1996. | |||

