Изобретение относится к области микро- и наноэлектромеханических систем (далее МЭМС и НЭМС), а именно к способам изготовления микро- и наномеханических балок, обладающих требуемым изгибом, и может быть использовано при изготовлении МЭМС/НЭМС переключателей, сенсоров, актюаторов и других устройств, подвижными элементами которых являются балки.
В настоящее время отрасль микро- и наноэлектромеханических систем интенсивно развивается. Одним из наиболее распространенных подвижных элементов МЭМС/НЭМС является балка, изготавливаемая методом поверхностной микрообработки. При изготовлении балки основной проблемой является ее изгиб под действием остаточных механических напряжений, формирующихся в материале в процессе нанесения на подложку. В большинстве случаев исходный изгиб балки нежелателен, поскольку он отрицательно влияет на характеристики МЭМС/НЭМС устройства и может привести к его неработоспособности. В некоторых ситуациях, наоборот, изгиб балки является обязательным условием работы прибора (например, переменный МЭМС конденсатор, подвижной обкладкой которого является изогнутая балка, патент US 6933165, 23.08.2005). Таким образом, для изготовления МЭМС/НЭМС устройств с требуемыми характеристиками необходимо уметь управлять остаточными напряжениями в материалах конструкции. В частности, необходимо уметь формировать градиент напряжений, поскольку именно градиент приводит к изгибу структуры после ее освобождения.
Градиент механических напряжений обычно закладывают в пленку, из которой впоследствии формируют балку, на этапе ее нанесения. Для создания градиента часто используют слои различных материалов, которые наносятся друг на друга. На границе раздела слоев механические напряжения изменяются скачком, градиент напряжений является ступенчатым. Однако во многих приложениях требуется балка, изготовленная только из одного материала. Она менее чувствительна к изменениям температуры по сравнению с балкой, изготовленной из нескольких материалов. Кроме того, использование такой балки значительно ускоряет и удешевляет процедуру изготовления МЭМС/НЭМС устройства.
Градиент механических напряжений внутри пленки, изготовленной из одного материала, может быть создан путем изменения параметров процесса нанесения материала (режима нанесения) прямо в процессе нанесения. Набор параметров, влияющих на механические напряжения, зависит от способа нанесения материала. Изменение параметров (одного или нескольких) может происходить плавно, при этом формируется непрерывный градиент напряжений. Однако более удобным для реализации и последующей интерпретации результата является скачкообразное изменение параметров, формирующее ступенчатый градиент. В этом случае пленка состоит из нескольких слоев одного и того же материала, нанесенных в разных режимах и отличающихся величиной механических напряжений. Изгиб балки, изготовленной из такой пленки, будет определяться толщинами слоев и механическими напряжениями в них.
Известен способ формирования механических напряжений в пленке, состоящей из одного материала (патент US 6479166, 12.11.2002). Пленка по толщине состоит из двух или более слоев, нанесенных одним и тем же методом, но в различных режимах нанесения. Переход от одного режима нанесения к другому осуществляют скачком, т.е. в пленке формируют ступенчатый градиент механических напряжений.
Нанесение материала осуществляют методом химического осаждения из газовой фазы (CVD-процесс). Материалом пленки служит поликристаллический кремний. Параметром процесса нанесения, влияющим на механические напряжения, является температура нанесения. Один слой пленки наносят при температуре от 550°C до 590°C, он обладает растягивающими напряжениями. Другой слой наносят при температуре от 600°C до 700°C, он обладает сжимающими напряжениями. Изменяя температуру осаждения, число слоев, их толщины и порядок следования, управляют градиентом напряжений в пленке. Из полученной пленки формируют балки длиной 310 мкм и шириной 4 мкм. Изгиб балок зависит от заданного градиента напряжений.
Недостатком данного технического решения является высокая температура процесса нанесения материала. Подложки, на которых формируют МЭМС/НЭМС балки, зачастую являются многослойными, и могут разрушиться от чрезмерного нагрева вследствие различия в коэффициентах теплового расширения материалов. Кроме того, подложка может содержать структуры из материалов, температура плавления которых ниже температуры CVD-процесса (например, алюминий, имеющий температуру плавления 660°C). На таких подложках описанный выше способ неприменим.
Наиболее близким по совокупности существенных признаков к заявленному изобретению является способ изготовления МЭМС/НЭМС балки с заданным изгибом (патент US 6933165, 23.08.2005). Признаками аналога, совпадающими с существенными признаками заявленного изобретения, являются следующие операции способа: нанесение жертвенного слоя на подложку; последовательное нанесение слоев материала балки, отличающихся величиной внутренних механических напряжений; формирование балки из полученной пленки помощью фотолитографии и травления материала балки; удаление жертвенного слоя из-под балки.
Нанесение материала балки выполняют гальваническим методом. Параметрами процесса нанесения, влияющим на механические напряжения в материале, являются плотность тока и температура осаждения. Так, на поверхность жертвенного слоя (фоторезист) наносят двухслойную пленку золота: нижний слой осаждают при плотности тока от 2 мА/см2 до 10 мА/см2 и температуре 60°C, верхний слой - при 5 мА/см2 и комнатной температуре. Нижний слой имеет толщину 2,2 мкм, верхний - от 0 до 0,3 мкм. Из полученной пленки формируют балки длиной 1 мм и шириной 0,5 мм. С увеличением толщины верхнего слоя изгиб балки увеличивается, при толщине верхнего слоя 0,3 мкм отклонение свободного конца балки от прямого положения составляет 795 мкм.
Недостатком рассмотренного способа является его применимость к весьма ограниченному набору материалов балки, пригодных для нанесения гальваническим методом. В основном, это металлы. Кроме того, по патенту, балка состоит из двух слоев. Причем слои наносят таким образом, что возникающий градиент внутренних механических напряжений приводит к изгибу балки вверх, от подложки. Способ дает возможность задавать лишь величину изгиба, но не его направление. Это ограничивает область применения способа, поскольку для ряда приложений необходимы балки, изогнутые вниз, к подложке.
Задачей заявленного изобретения является разработка способа изготовления МЭМС/НЭМС балки с заданным изгибом, обладающего универсальностью в выборе материала балки, направлении ее изгиба, а также типа подложки.
Поставленная задача решается следующим образом. Предлагается способ изготовления МЭМС/НЭМС балки с заданным изгибом, включающий в себя: нанесение жертвенного слоя на подложку; последовательное нанесение двух или более слоев материала балки, отличающихся величиной внутренних механических напряжений; формирование балки на поверхности жертвенного слоя с помощью фотолитографии и травления материала балки; удаление жертвенного слоя из-под балки. Отличие от прототипа состоит в том, что нанесение слоев материала балки выполняют методом высокочастотного магнетронного распыления мишени в среде аргона, а разные внутренние механические напряжения в слоях материала балки обеспечивают за счет разных значений напряжения постоянного автосмещения на подложке относительно корпуса установки (которое в дальнейшем будем называть просто напряжением смещения, или смещением).
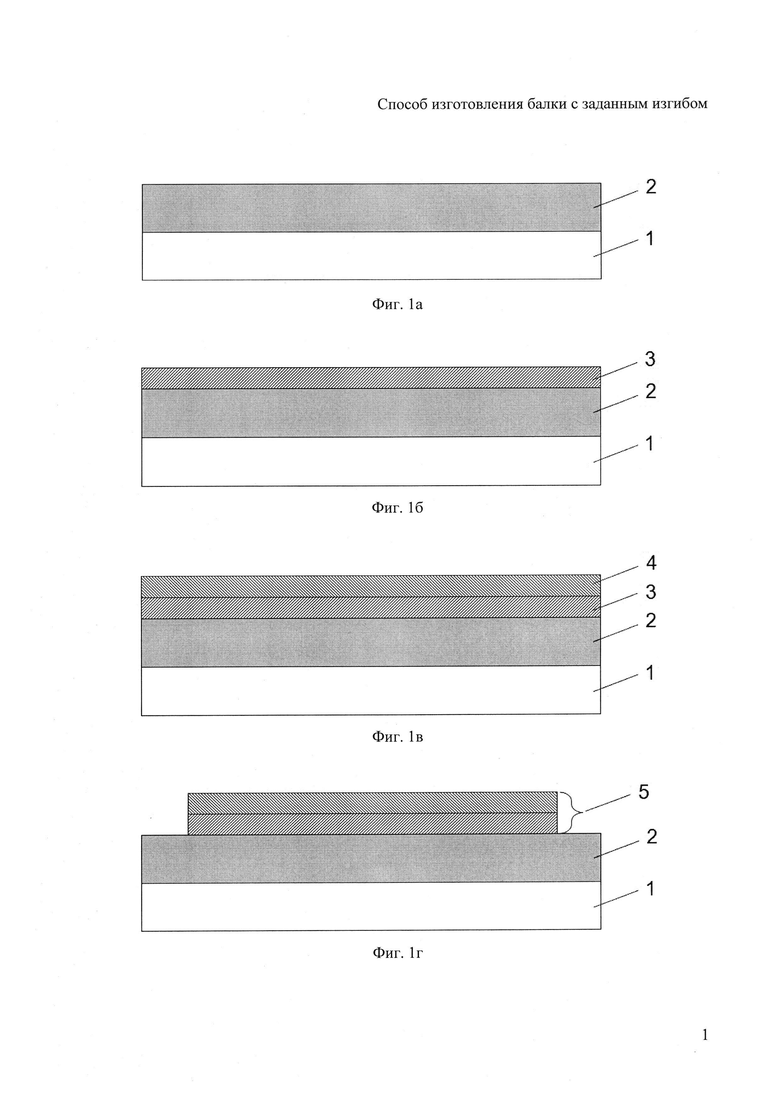
На фиг. 1а-1д представлены этапы изготовления МЭМС/НЭМС балки.
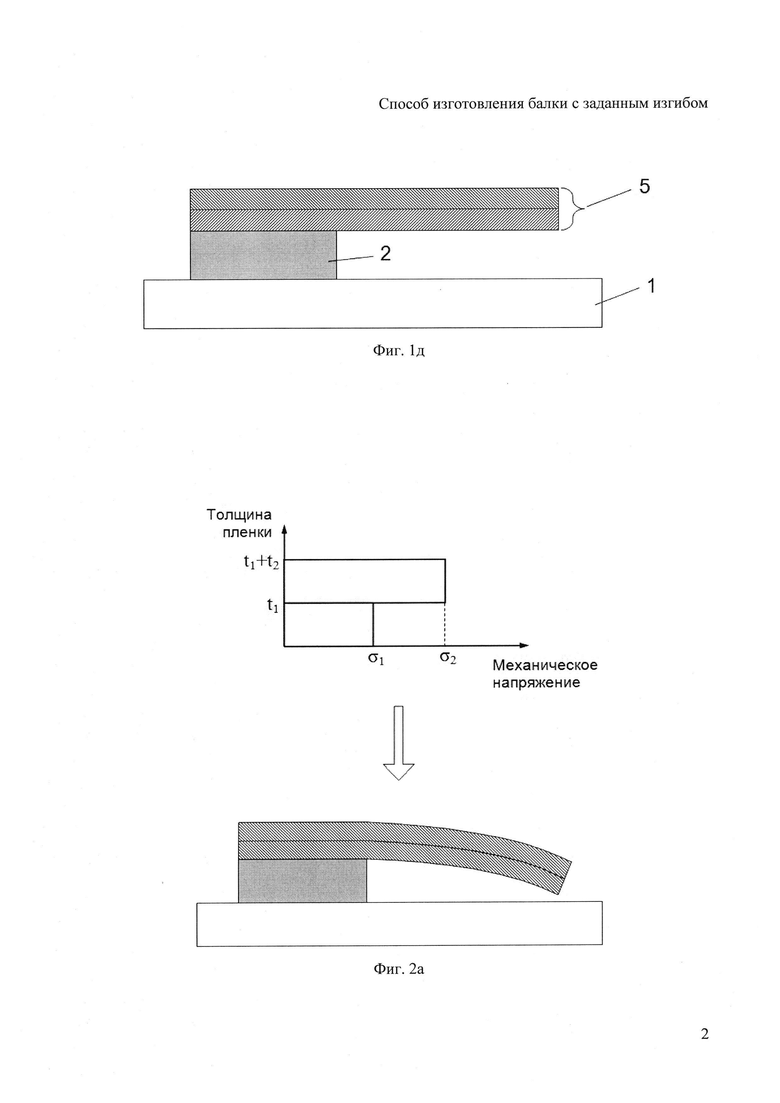
На фиг. 2а-2б иллюстрируется направление изгиба балки при различных соотношениях внутренних напряжений в слоях материала.
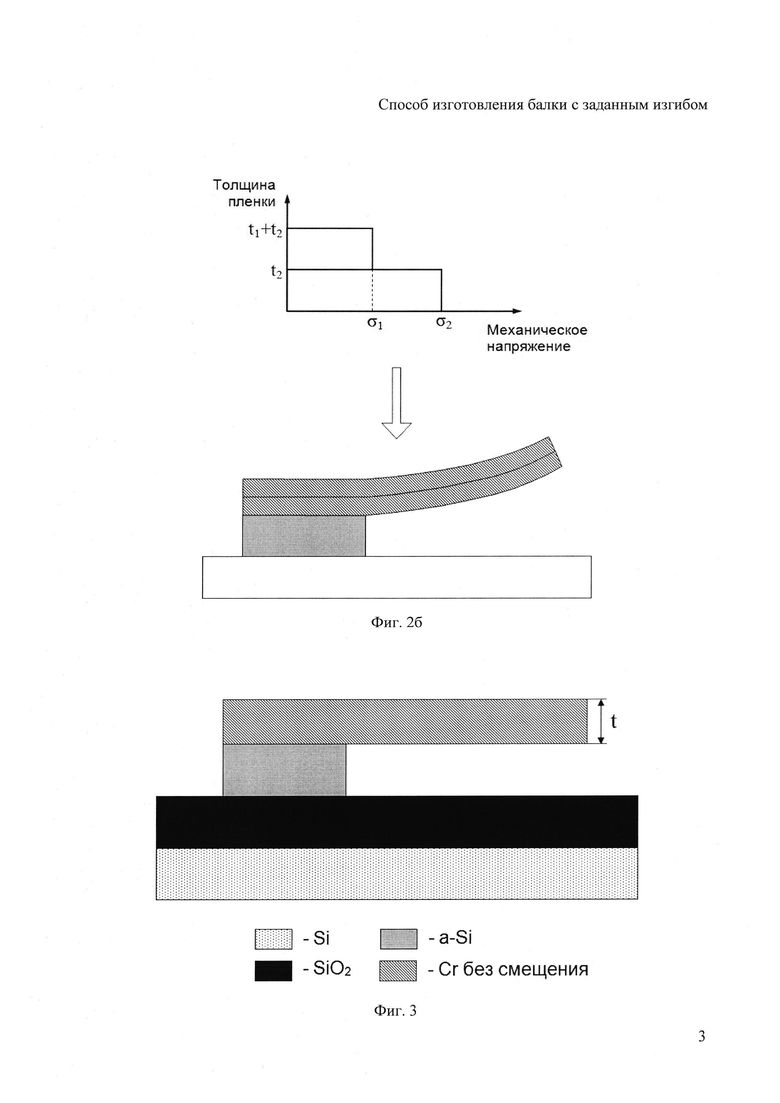
На фиг. 3 представлено схематичное изображение структуры, содержащей однослойную балку.
На фиг. 4 представлено РЭМ-изображение однослойных балок.
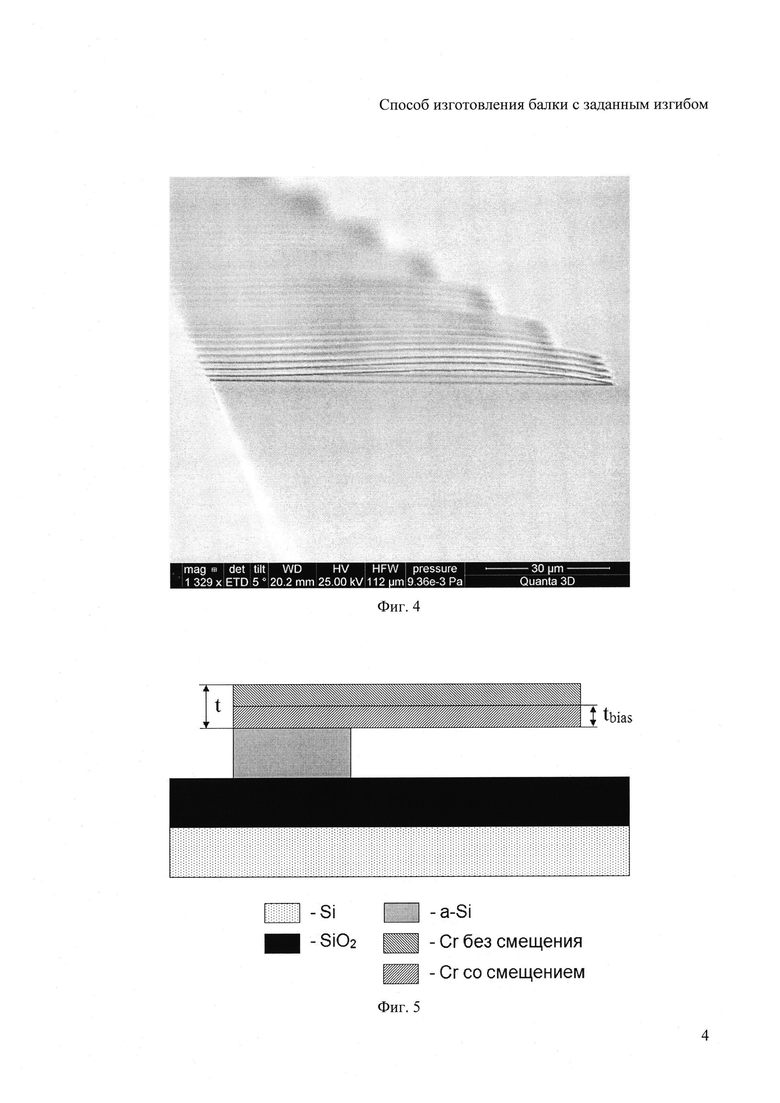
На фиг. 5 представлено схематичное изображение структуры, содержащей двухслойную балку.
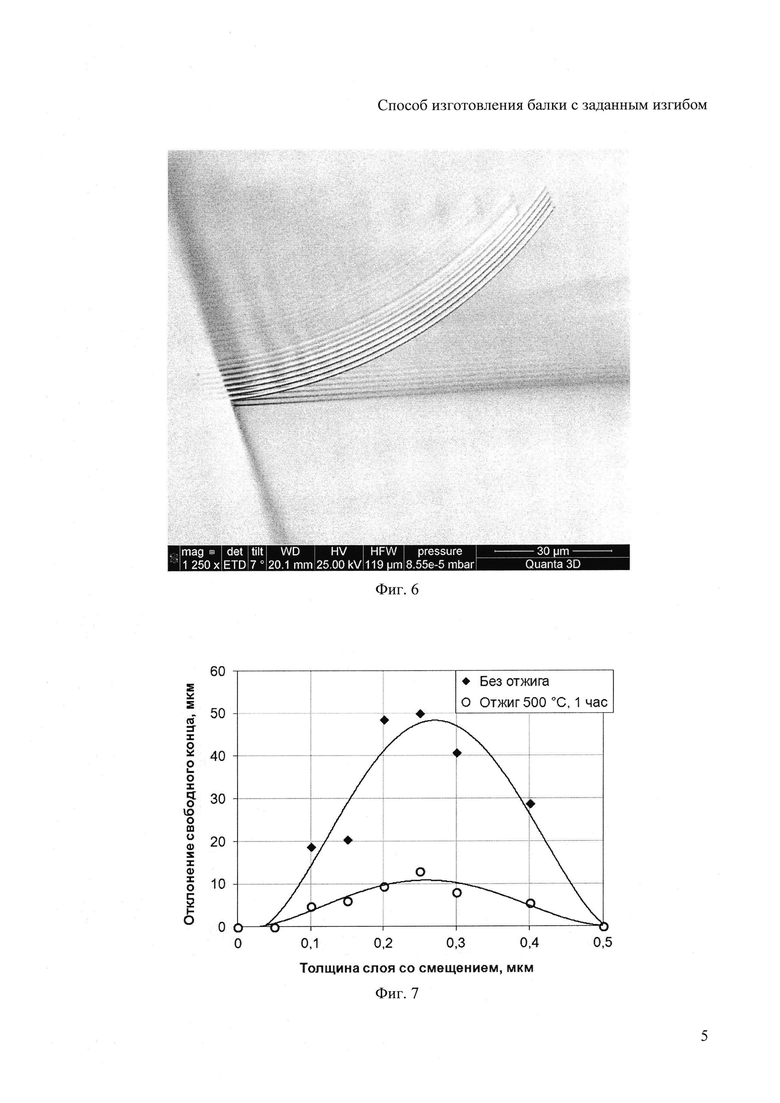
На фиг. 6 представлено РЭМ-изображение двухслойных балок, нижний слой которых нанесен со смещением.
На фиг. 7 представлена зависимость отклонения свободного конца балки от толщины нижнего слоя, нанесенного со смещением
Сущность предлагаемого изобретения поясняется следующим описанием.
Этапы изготовления МЭМС/НЭМС балки представлены на фиг. 1а - фиг. 1д. Для простоты рассматривается двухслойная балка. На первом этапе (фиг. 1а) на подложку 1 наносят жертвенный слой 2. На втором этапе (фиг. 1б) поверх жертвенного слоя магнетронным методом наносят первый слой 3 материала балки, нанесение выполняют при первом значении напряжения смещения V1 на подложке. Затем поверх первого слоя магнетронным методом наносят второй слой 4 материала балки, нанесение выполняют при втором значении напряжения смещения V2 (фиг. 1в). Далее из полученной двухслойной пленки с помощью фотолитографии и травления материала формируют балку 5 (фиг. 1г). На заключительном этапе изготовления балку освобождают, т.е. удаляют жертвенный слой из-под нее путем травления материала жертвенного слоя (фиг. 1д). Жертвенный слой оставляют только под опорной площадкой балки.
Напряжение смещения, подаваемое на подложку, отрицательно относительно корпуса установки. Приложение напряжения смещения к подложке вызывает ионную бомбардировку (ионную стимуляцию) пленки в процессе ее роста. Известно, что с помощью ионной стимуляции в процессе роста можно управлять свойствами пленок. При небольших значениях смещения (от -30 В до 0 В) пленки формируются с большей плотностью и упорядочением кристаллической структуры, чем без смещения (Наумов В.В., Бочкарев В.Ф., Трушин О.С., Горячев А.А., Хасанов Э.Г., Лебедев А.А., Куницын А.С. ЖТФ, 71 (8), 92, 2001). В большинстве случаев пленка, нанесенная со смещением, обладает большими растягивающими напряжениями, чем пленка, нанесенная без смещения (справедливо для небольших значений смещения).
Подбор напряжений смещения V1 и V2 выполняют следующим образом. На начальном этапе работы определяют, какими внутренними напряжениями (сжимающими или растягивающими) обладает слой материала балки, нанесенный со смещением V1. Это можно сделать разными способами, простейший из них такой: данный слой наносят поверх жертвенного слоя, и исследуют изгиб подложки (кремниевой пластины); если напряжения растягивающие, то центр подложки выгибается вверх, а если сжимающие, то вниз. Для примера положим, что напряжения в слое, нанесенном со смещением V1, растягивающие, и имеют величину σ1. Слой, нанесенный со смещением V2, также имеет растягивающие напряжения, но другой величины σ2 (это также проверяют по изгибу подложки). Соотношение σ1 и σ2 определяют, сравнивая изгиб подложек. Положим, что σ2 больше σ1. Если поверх слоя материала толщиной t1, нанесенного со смещением V1, нанести слой толщиной t2 со смещением V2, то распределение внутренних напряжений по толщине пленки будет иметь вид, изображенный на фиг. 2а. Внутри пленки будет сформирован ступенчатый градиент напряжений, который приведет к изгибу балки вниз, поскольку верхний слой будет стремиться растянуться сильнее, чем нижний. Если же сначала нанести слой со смещением V2, а затем поверх него нанести слой со смещением V1, то распределение напряжений по толщине пленки будет иметь вид, изображенный на фиг. 2б. Балка, изготовленная из такой пленки, после освобождения изогнется вверх. Аналогичные рассуждения справедливы для случая, когда наносимый материал обладает сжимающими внутренними напряжениями. Зная требуемое направление изгиба балки, выбирают порядок следования слоев. Подбирая напряжения смещения V1 и V2, толщины слоев t1 и t2, задают требуемую величину изгиба. При необходимости пленку формируют более чем из двух слоев, нанесенных при разных значениях смещения и имеющих разную толщину.
Стоит отметить, что описанная выше ситуация является идеализацией, в рамках которой внутри каждого слоя материала балки отсутствуют градиенты механических напряжений. Поэтому балка, изготовленная из однослойной пленки, не должна иметь изгиб. В реальной ситуации внутри каждого слоя материала балки может присутствовать непрерывный градиент напряжений, а балка, изготовленная из однослойной пленки, будет изогнута под действием этого градиента (это показано в примере, приведенном ниже). Непрерывный градиент возникает вследствие дрейфа параметров нанесения, таких как температура подложки и др. Он определяется особенностями конкретной установки магнетронного распыления и типом подложки. Поэтому непрерывным градиентом механических напряжений в толще каждого слоя материала балки в описании изобретения пренебрегаем.
Достоинством предлагаемого способа изготовления балки с заданным изгибом является его универсальность. В изобретении используется технология нанесения тонких пленок на подложку с помощью катодного распыления мишени в плазме магнетронного разряда, которая является современной и активно применяемой в микроэлектронике. Она позволяет наносить широкий набор материалов, используемых в МЭМС/НЭМС отрасли: проводники (металлы), диэлектрики, полупроводники. Магнетронный метод позволяет наносить тонкие слои материала - единицы и десятки нанометров. Нанесение толстых слоев (более 5 мкм) также возможно. При использовании значений смещения от -30 до 0 В подложка нагревается не более чем до 200°C в процессе нанесения пленки. Поэтому предлагаемый способ можно применять практически на любых подложках, в т.ч. многослойных и содержащих материалы с относительно низкой температурой плавления.
В магнетронном методе нанесения пленок, кроме напряжения постоянного смещения на подложке, существуют другие параметры, с помощью которых можно управлять механическими напряжениями в материале: давление инертного газа в камере, мощность на магнетроне и температура подложки. Известны работы (патент US 6488823, 03.12.2002), в которых показано, что с помощью этих параметров можно изменять не только величину, но и тип механических напряжений (сжимающие или растягивающие). Однако резко изменять эти параметры в процессе нанесения пленки технически сложно. Наиболее подходящим параметром для скачкообразного изменения является именно напряжение смещения на подложке. Управляя смещением, проще всего сформировать ступенчатый градиент механических напряжений в материале балки.
Применяя заявленный способ, желательно использовать небольшие значения напряжения смещения: от -30 до 0 В. При небольших смещениях пленки формируются с большей плотностью и упорядочением кристаллической структуры, чем без смещения, и это справедливо для широкого класса материалов. Большие значения смещения также можно применять, однако в этом случае ионная бомбардировка приводит к образованию различного рода дефектов в пленках, а следовательно, к уменьшению плотности и снижению кристаллического упорядочения. Изменяются и другие свойства пленок, причем эти изменения трудно предвидеть. Например, у металлических пленок может возрастать удельное сопротивление (Наумов В.В., Бочкарев В.Ф., Трушин О.С., Горячев А.А., Хасанов Э.Г., Лебедев А.А., Куницын А.С. ЖТФ, 71 (8), 92, 2001). Кроме того, большие значения смещения приводят к нагреву подложки, что также влияет на свойства пленок. Естественным пределом напряжения смещения для наносимого материала является энергетический порог распыления.
Предлагаемый способ изготовления балки с заданным изгибом иллюстрируется следующим примером. Изготавливают балки длиной 100 мкм, шириной 10 мкм и толщиной 0,5 мкм. Материалом балок является хром.
На первом этапе изготавливают балки из однослойной пленки хрома, смещение на подложку не подают (смещение составляет 0 В). Подложкой служит термически окисленная кремниевая пластина КДБ диаметром 100 мм и толщиной 460 мкм, толщина слоя SiO2 составляет 1 мкм. На подложку при комнатной температуре методом магнетронного распыления наносят жертвенный слой аморфного кремния (a-Si) толщиной 1 мкм (установка SCR 651 Tetra фирмы Alcatel, давление аргона 0,2 Па, скорость нанесения 0,6 нм/с). Затем поверх жертвенного слоя магнетронным методом наносят слой хрома толщиной t, равной 0,5 мкм (давление аргона 0,2 Па, скорость нанесения 0,55 нм/с). В результате нанесения слоя хрома пластина деформируется, ее центр выгибается вверх. Следовательно, в слое хрома формируются растягивающие напряжения (σ1). Далее выполняют контактную фотолитографию и жидкостное травление хрома через фоторезистивную маску. Таким образом, на поверхности жертвенного слоя формируют балки. Выполняют удаление жертвенного слоя из-под балок методом травления a-Si в плазме SF6. Схематичное изображение полученной структуры представлено на фиг. 3.
Изображение изготовленных балок, полученное с помощью растрового электронного микроскопа (РЭМ), представлено на фиг. 4. Балки изогнулись вниз и коснулись подложки. Следовательно, в процессе нанесения в слое хрома возник градиент внутренних напряжений, описанный выше как непрерывный градиент. Вероятной причиной появления этого градиента являлся постепенный нагрев подложки в процессе роста пленки за счет поступления энергии от потока наносимого материала.
На втором этапе, применяя заявленный способ, изготавливают балки тех же размеров и из того же материала, но изогнутые вверх. Используют двухслойную пленку хрома. Сначала поверх жертвенного слоя магнетронным методом наносят слой хрома толщиной tbias при небольшом смещении на подложке (-15 В). Затем наносят слой хрома без смещения (0 В), его толщина составляет t минус tbias. Схематичное изображение полученной структуры представлено на фиг. 5. Полагают, что слой, нанесенный со смещением, обладает большими растягивающими напряжениями, чем слой, нанесенный без смещения. В пленке хрома формируется ступенчатый градиент внутренних напряжений, приводящий к изгибу балки вверх (реализуется ситуация, изображенная на фиг. 2б).
Изготавливают несколько образцов, отличающихся толщиной нижнего слоя хрома tbias. Значение tbias составляет 0, 50, 100, 150, 200, 250, 300, 400 и 500 нм. Общая толщина балки во всех случаях составляет 500 нм. Балки с толщиной tbias равной 0, 50 и 500 нм изогнуты вниз. Другие балки изогнуты вверх, но на различную величину. Изгиб вверх достигает максимального значения при толщине tbias равной 250 нм, т.е. когда толщина слоя хрома, нанесенного со смещением, составляет половину толщины балки. В этом случае отклонение свободного конца балки от прямого положения (измеренное с помощью РЭМ) составляет 50 мкм. РЭМ-изображение балок с толщиной tbias равной 250 нм представлено на фиг. 6.
В процессе работы МЭМС/НЭМС устройства может произойти релаксация внутренних напряжений балки (например, в случае ее нагрева). При этом изгиб балки изменится, что приведет к изменению рабочих характеристик устройства. Избежать возможной релаксации напряжений позволяет термический отжиг балки до ее освобождения.
Описанные выше образцы изготавливают в прежних условиях, но перед этапом удаления жертвенного слоя из-под балки выполняют их вакуумный термический отжиг. Отжиг проводят при температуре 500°C в течение 1 часа. Как и ранее, балки с толщиной tbias равной 0, 50 и 500 нм изогнуты вниз, а наибольшим изгибом вверх обладают балки с толщиной tbias равной 250 нм. Однако отклонение свободного конца от прямого положения у них составляет 13 мкм (у не отожженных балок оно составляло 50 мкм). В целом, отклонение отожженных балок от прямого положения примерно в 4 раза меньше, чем балок, изготовленных без вакуумного термического отжига.
Зависимость отклонения свободного конца балки от толщины слоя хрома, нанесенного со смещением, представлена на фиг. 7. В случаях, когда балки изгибаются вниз и касаются подложки (tbias составляет 0, 50 и 500 нм), отклонение свободного конца принимают равным - 1 мкм. На график нанесены аппроксимирующие кривые полиномом степени 4, иллюстрирующие поведение изгиба балки с изменением tbias. Приведенная зависимость позволяет путем подбора толщины tbias получить требуемый изгиб балки. Так, изгиб балки вверх достигает максимума, когда толщина слоя, нанесенного со смещением, составляет около половины ее толщины. Изгиб вверх минимален в двух случаях: 1) толщина tbias составляет менее 20% толщины балки (но не менее 50 нм, потому что балки при этом изгибаются вниз); 2) толщина tbias составляет более 80% толщины, но не достигает 100%. Вакуумный термический отжиг образцов перед удалением жертвенного слоя позволяет существенно уменьшить диапазон, в котором изменяется изгиб балки при изменении tbias. Таким образом, отжиг может облегчить подбор толщины слоев или значения смещения для достижения требуемого изгиба кантилевера.
Из приведенного примера следует, что предлагаемый способ позволяет изготавливать МЭМС/НЭМС балки с заданным изгибом, состоящие из одного материала. В рассмотренном примере осуществляют управление изгибом балки из хрома, состоящей из двух слоев, один из которых нанесен со смещением на подложке, другой - без смещения, путем изменения толщин этих слоев с сохранением суммарной толщины балки. Варианты применения заявленного способа этим не ограничиваются. В общем случае, для достижения требуемой величины и направления изгиба балки подбирают толщины слоев, значения напряжения смещения на подложке, при которых они наносятся, а также количество слоев.
Технический результат изобретения заключается в существенном расширении возможностей изготовления МЭМС/НЭМС балок с заданным изгибом. Во-первых, в отличие от прототипа, предлагаемый способ позволяет изготавливать балки не только из металлов, но и из других материалов, применяемых в отрасли МЭМС/НЭМС (полупроводников, диэлектриков). Во-вторых, способ позволяет управлять не только величиной изгиба балки, но и его направлением. В-третьих, способ применим практически к любым подложкам, включая многослойные и содержащие материалы с относительно низкой температурой плавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАТЧИК ТЕПЛОВОГО ИЗЛУЧЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2595306C1 |
| МНОГОКОНТАКТНОЕ ГИБРИДНОЕ СОЕДИНЕНИЕ | 2008 |
|
RU2363072C1 |
| Способ изготовления полупроводникового преобразователя энергии ионизирующего излучения в электроэнергию | 2017 |
|
RU2668229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ МЭМС МИКРОЗЕРКАЛ | 2024 |
|
RU2832493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ЗЕРКАЛЬНО ОТРАЖАЮЩЕЙ СТРУКТУРЫ И СТРУКТУРА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2003 |
|
RU2235802C1 |
| СПОСОБ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В МЭМС СТРУКТУРАХ | 2017 |
|
RU2670240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРО- И НАНОПРИБОРОВ НА ЛОКАЛЬНЫХ ПОДЛОЖКАХ | 2004 |
|
RU2267832C1 |
| ПРИБОР НА ОСНОВЕ УГЛЕРОДОСОДЕРЖАЩИХ ХОЛОДНЫХ КАТОДОВ, РАСПОЛОЖЕННЫХ НА ПОЛУПРОВОДНИКОВОЙ ПОДЛОЖКЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2579777C1 |
| АВТОЭМИССИОННЫЙ ЭЛЕМЕНТ С КАТОДАМИ НА ОСНОВЕ УГЛЕРОДНЫХ НАНОТРУБОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2590897C1 |
| Технологии получения гибких и прозрачных электронных компонентов на основе графеноподобных структур в полимере для электроники и микроэлектроники | 2021 |
|
RU2778215C1 |
Использование: для изготовления микро- и наномеханических балок, обладающих заданным изгибом. Сущность изобретения заключается в том, что способ включает нанесение жертвенного слоя на подложку, последовательное нанесение двух или более слоев материала балки, отличающихся величиной внутренних механических напряжений, формирование балки на поверхности жертвенного слоя с помощью фотолитографии и травления материала балки, удаление жертвенного слоя из-под балки, нанесение слоев материала балки выполняют методом высокочастотного магнетронного распыления мишени, а разные внутренние механические напряжения в слоях обеспечивают за счет разных значений напряжения постоянного смещения на подложке, при которых наносят слои, при этом заданный изгиб балки достигают путем подбора толщин слоев материала балки, значений напряжения смещения и количества слоев. Технический результат заключается в расширении возможностей изготовления МЭМС/НЭМС балок с заданным изгибом. 2 з.п. ф-лы, 7 ил.
1. Способ изготовления балки с заданным изгибом, включающий нанесение жертвенного слоя на подложку, последовательное нанесение двух или более слоев материала балки, отличающихся величиной внутренних механических напряжений, формирование балки на поверхности жертвенного слоя с помощью фотолитографии и травления материала балки, удаление жертвенного слоя из-под балки, отличающийся тем, что нанесение слоев материала балки выполняют методом высокочастотного магнетронного распыления мишени, а разные внутренние механические напряжения в слоях материала балки обеспечивают за счет разных значений напряжения постоянного смещения на подложке, при которых наносят слои, при этом заданный изгиб балки достигают путем подбора толщин слоев материала балки, значений напряжения постоянного смещения на подложке, при которых наносят слои, и количества слоев.
2. Способ по п. 1, отличающийся тем, что перед удалением жертвенного слоя выполняют вакуумный термический отжиг балки.
3. Способ по п. 1 или 2, отличающийся тем, что слои материала балки наносят при значениях напряжения постоянного смещения на подложке, выбранных из диапазона от -30 до 0 В.
| Уваров Илья Владимирович, РЕЗОНАНСНЫЕ СВОЙСТВА ТРЕХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ КАНТИЛЕВЕРОВ НАНОРАЗМЕРНОЙ ТОЛЩИНЫ, АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата физико-математических наук, Ярославль, 2013 | |||
| US 20020013070 A1, 31.01.2002 | |||
| US 8198974 B2, 12.06.2012 | |||
| US 7928632 B2, 19.04.2011 | |||
| US 5819749 A1, 13.10.1998. |

