Изобретение касается способа изготовления горшка для горшкового спирального корпуса для редукторного турбокомпрессора, а также горшкового спирального корпуса для редукторного турбокомпрессора.
Компрессоры или соответственно устройства, сжимающие текучую среду, используются в разных областях промышленности для разных целей применения, которые представляют собой сжатие или уплотнение текучих сред, в частности (технологических) газов. Их известными примерами являются турбокомпрессоры для мобильных промышленных целей применения, например в газотурбинных нагнетателях или в реактивных двигателях, или же для стационарных промышленных целей применения, например в редукторных или соответственно редукторных турбокомпрессорах для разделения воздуха.
У такого по принципу своего действия непрерывно работающего турбокомпрессора повышение давления (уплотнение) текучей среды осуществляется за счет того, что импульс вращения текучей среды от впуска в выпуску повышается вращающимся, имеющим радиально распространяющиеся лопатки рабочим колесом турбокомпрессора вследствие вращения лопаток. Здесь, т.е. на такой ступени компрессора, давление и температура текучей среды возрастают, в то время как относительная скорость (течения) текучей среды в рабочем колесе или соответственно рабочем турбоколесе падает.
Для достижения наиболее высокого возможного повышения давления или соответственно уплотнения текучей среды несколько таких ступеней компрессора могут включаться последовательно.
По конструктивным формам турбокомпрессоров различают радиальные и осевые компрессоры.
У осевых компрессоров сжимаемая текучая среда, например технологический газ, течет через компрессор в направлении, параллельном оси (осевое направление). У радиального компрессора газ в осевом направлении течет в рабочее колесо ступени компрессора и затем отводится наружу (радиально, радиальное направление). При этом у многоступенчатых радиальных компрессоров за каждой ступенью необходимо изменение направления течения.
Комбинированные конструктивные разновидности осевых и радиальных компрессоров своими осевыми ступенями всасывают большие объемные потоки, которые в последующих радиальных ступенях сжимаются до высоких давлений.
В то время как чаще всего применяются одновальные машины, у (многоступенчатых) редукторных турбокомпрессоров (далее коротко также просто редукторных компрессоров) отдельные ступени компрессора группируются вокруг большого колеса, при этом привод нескольких параллельных валов (шестерен), на каждом из которых установлено одно или два рабочих колеса, помещенных в реализованные в виде навесных узлов корпуса спиральные корпусы, осуществляющих приток и отток к ступеням компрессора (рабочие турбоколеса, расположенные на свободных концах валов-шестерен), осуществляется большим, опертым в корпусе ведущим зубчатым колесом.
В спиральном корпусе (в горшковом исполнении называемом также горшковым спиральным корпусом), т.е. в цилиндрическом сверлении в спиральном корпусе, рядом с рабочим колесом вставлена спиральная вставка таким образом, что в цилиндрическом сверлении в осевом направлении с торцевой стороны спиральной вставки остается заключенное между спиральным корпусом и спиральной вставкой пространство, так называемая кольцевая камера, через которую текучая среда, приходящая от рабочего колеса, радиально оттекает через расширяющееся поперечное сечение. По трубопроводу агрегата, такому как расположенная на спиральном корпусе труба напорного патрубка, имеющая расположенный на ней фланец напорного патрубка, текучая среда затем продолжает оттекать из кольцевой камеры из ступени компрессора.
Такой редукторный компрессор, редукторный компрессор фирмы Сименс с наименованием STC-GC, применяемый для разложения воздуха, известен из http://www.energy.siemens.com/hq/de/verdichtung-expansion-
ventilation/turboverdichter/getriebeturboverdichter/stc-gc.htm (опубликовано 05.10.2012).
Из DE 10 2008 025249 A1, EP 0 101 915 A2, DE 44 16 497 C1 и DE 10 2007 042529 A1 известны соответственно способы изготовления горшка для горшкового спирального корпуса вышеназванного рода или соответствующего горшкового спирального корпуса.
Спиральный корпус, вмещающий в себя рабочее колесо, осуществляющий приток и отток к или соответственно от ступеней компрессора или соответственно рабочего колеса, обычно, в частности для малых рабочих колес, выполнен в виде сварных или литых конструкций, преимущества которых в случае сварной конструкции заключаются в коротком сроке поставки и упрощенной возможности применения для высоких давлений, а в случае литой конструкции - в высоком коэффициенте полезного действия.
У сварного (горшкового) спирального корпуса его конструктивные элементы, а именно горшок, труба напорного патрубка, фланец напорного патрубка и закраина, привариваются к спиральному корпусу или соответственно к горшковому спиральному корпусу.
Но, в частности, для присоединения трубы напорного патрубка к горшку при сварном горшковом спиральном корпусе необходима трудоемкая подготовка сварного шва, и это сварное соединение представляет собой также слабое место у горшкового спирального корпуса. После процесса сварки шва горшковый спиральный корпус должен затем также подвергаться отжигу с малыми внутренними напряжениями и пескоструйной обработке, что дополнительно усложняет трудоемкость изготовления и повышает стоимость изготовления.
В основе изобретения лежит задача предложить горшковый спиральный корпус для турбомашины, который обладает возможностью простого и оптимального по стоимости изготовления и/или монтажа.
Задача решается с помощью способа изготовления горшка для горшкового спирального корпуса для турбомашины, а также с помощью горшкового спирального корпуса для турбомашины с признаками по соответствующему независимому пункту формулы изобретения.
В соответствии со способом изготовления горшка для горшкового спирального корпуса предусмотрено, что горшок изготавливается из заготовки технологическим способом со снятием стружки.
При этом под «заготовкой» подразумевается обрабатываемое изделие, например, по существу имеющее вид слитка тело из цельного материала, которое, включая в себя окончательно изготовленный горшок, является по существу необработанным с точки зрения формы и внешнего вида окончательно изготовленного горшка. Только благодаря технологическому способу со снятием стружки горшок приобретает затем свою по существу готовую форму и внешний вид.
Под «изготавливается из заготовки технологическим способом со снятием стружки» следует понимать, что заготовка вводится или соответственно зажимается, например, в обрабатывающей машине/центре, там обрабатывается в процессе обработки способом со снятием стружки, например точением, фрезерованием и/или сверлением в обрабатывающей машине или соответственно обрабатывающем центре, и после процесса обработки со снятием стружки выходит из обрабатывающей машины или соответственно центра в виде по существу готового горшка.
Т.е. процесс обработки заготовки со снятием стружки может представлять собой одну отдельную, выполняемую на заготовке технологию, такую как точение, фрезерование или сверление. Заготовка может также обрабатываться в этом одном процессе обработки по двум или нескольким различным технологиям со снятием стружки, например точением и фрезерованием, или точением и сверлением, или фрезерованием и сверлением, или же точением, фрезерованием и сверлением.
Без ущерба для этого процесса обработки со снятием стружки, создающего из заготовки горшок, заготовка может подвергаться обработке или соответственно быть обработанной предварительно, например, кованой, в частности кованой путем отковывания отдельного элемента на основной части. Также без ущерба для этого процесса обработки со снятием стружки, создающего из заготовки горшок, горшок может подвергаться обработке или соответственно быть обработанным дополнительно, например путем локальной обработки поверхностей наружного и/или внутреннего контура у горшка, например выполнения в поверхности горшка поверхностей для винтового крепления и/или прилегания дополнительных конструктивных элементов или дополнительной отделки поверхностей для винтового крепления и/или прилегания, уже созданных в процессе обработки со снятием стружки.
Иначе или соответственно проще выражаясь, в соответствии с изобретением горшок изготавливается из заготовки путем снятия стружки в процессе обработки.
Горшковый спиральный корпус имеет горшок, изготовленный указанным способом изготовления горшка для горшкового спирального корпуса.
Другие конструктивные элементы или соответственно компоненты горшкового спирального корпуса, такие как, например, трубопровод агрегата или труба напорного патрубка, могут тогда, в частности непосредственно, привертываться к горшку или соответственно на горшок.
Так с помощью изобретения может изготавливаться бесшовный горшок (путем чистого снятия стружки из заготовки в одном процессе обработки) или соответственно бесшовный горшковый спиральный корпус.
Благодаря тому, что в соответствии с изобретением горшок или соответственно горшковый спиральный корпус может выполняться или соответственно выполняется бесшовным, необходимые в нем в ином случае при сварных конструкциях спирального корпуса шаги предварительной обработки или соответственно промежуточной обработки и дополнительной обработки, такие как подготовка сварного шва, сварка, отжиг, пескоструйная обработка и контроль сварного шва, могут отпадать.
Так как в соответствии с изобретением воспринимающий давление горшок спирального корпуса или соответственно воспринимающий давление спиральный корпус не имеет или соответственно освобождается от сварных конструктивных элементов, его изготовление упрощено, а также технологически более надежно, а также изготовленный горшок или соответственно горшковый спиральный корпус чрезвычайно устойчив к воздействию давления.
Также сроки изготовления и/или возможности устранения дефектов при изготовлении горшка, а также у изготовленного горшка или соответственно горшкового спирального корпуса благодаря изобретению сводятся к минимуму; благодаря изобретению отпадают необходимые в ином случае шаги предварительной обработки или соответственно промежуточной обработки и дополнительной обработки.
Горшок, как и горшковый спиральный корпус, в соответствии с изобретением может изготавливаться также чрезвычайно быстро и с оптимальными затратами, в частности при изобретении, в обрабатывающей машине или соответственно в обрабатывающем центре в одном процессе обработки должен обрабатываться только один единственный конструктивный элемент, т.е. заготовка.
Для предлагаемого изобретением горшка или соответственно горшкового спирального корпуса могут также применяться распространенные нормальные стали и/или высоколегированные стали. Такие стали могут предоставляться по оптимальной стоимости.
Благодаря технологически возможной при этом изобретении компактной конструкции горшка или соответственно горшкового спирального корпуса горшок может изготавливаться на небольшой, а также оптимальной по стоимости обрабатывающей машине/центре, следовательно, также с оптимальными затратами.
Также изобретение обеспечивает возможность того, чтобы при реализации изобретения в турбомашине, такой как (редукторный) компрессор, экспандер или турбина, имеющееся там рабочее колесо/имеющиеся там рабочие колеса и/или течение текучей среды/течения текучей среды могли оставаться неизменными. Т.е. имеющиеся до сих пор компоненты таких турбомашин могут продолжать использоваться в комбинации с изобретением.
В частности, имеющееся до сих пор слабое место у сварных горшковых спиральных корпусов, т.е. соединение трубопровода агрегата или соответственно трубы напорного патрубка с горшком, как и другие обусловленные сварным швом слабые места у сварных горшковых спиральных корпусов при этом изобретении отпадают; благодаря изобретению, в частности, соединение «горшок/трубопровод агрегата» посредством привертывания трубопровода агрегата или соответственно трубы напорного патрубка к горшку, а также другие соединения могут реализовываться посредством соответствующих винтовых креплений.
Тогда требуемое расширение поперечного сечения для увеличения давления и замедления течения у турбомашины или соответственно ступени компрессора может осуществляться в трубопроводе агрегата или соответственно в трубе напорного патрубка.
Тогда такое возможное благодаря изобретению винтовое соединение «горшок/трубопровод агрегата» находится перед увеличением давления (и замедлением течения) в выполняемой в виде диффузора трубе напорного патрубка и поэтому меньше нагружено.
Также благодаря изобретению может сокращаться количество конструктивных элементов в спиральном корпусе; так, в ином случае (приварные) дополнительные (навесные) конструктивные элементы спирального корпуса, например закраина, благодаря изобретению могут изготавливаться вместе или соответственно интегрировано с горшком из заготовки в процессе обработки со снятием стружки.
Предпочтительные усовершенствования изобретения содержатся также в зависимых пунктах формулы изобретения.
По одному из предпочтительных усовершенствований технологический способ со снятием стружки представляет собой точение, фрезерование и/или сверление. Т.е. процесс обработки заготовки со снятием стружки может представлять собой одну отдельную, выполняемую на заготовке технологию, такую как точение, фрезерование или сверление; заготовка может также обрабатываться в этом процессе обработки по двум или нескольким различным технологиям со снятием стружки, например точением и фрезерованием, или точением и сверлением, или фрезерованием и сверлением, или же точением, фрезерованием и сверлением.
Кроме того, целесообразно выбирать форму и/или размер заготовки, по возможности экономя материал. Т.е. форма и/или размер заготовки должны были бы быть выбраны так, чтобы при процессе обработки со снятием стружки с заготовки снималось как можно меньше материала.
В соответствии с изобретением заготовка имеет в поперечном сечении по существу каплеобразный наружный контур. Иначе выражаясь, контур заготовки представляет собой ¾ окружности с примыкающим прямоугольником. При такой форме заготовки при обработке со снятием стружки снятие материала получается небольшим.
Такая по существу каплеобразная в поперечном сечении заготовка может изготавливаться путем отковывания элемента на по существу цилиндрической основной части в ковочном штампе.
По другому предпочтительному усовершенствованию горшок обработан или соответственно обрабатывается дополнительно, например путем локальной (дополнительной) обработки поверхности наружного и/или внутреннего контура у горшка.
Так, например, при такой дополнительной отделке поверхностей для винтового крепления и/или прилегания, уже созданных на горшке в процессе обработки со снятием стружки, таких как поверхности для дополнительных, соединяемых по ним с горшком конструктивных элементов, например трубопровода агрегата или трубы напорного патрубка, могут реализовываться особые свойства поверхности, состояния поверхности и/или внешние виды поверхности.
Также именно при такой дополнительной обработке горшка на поверхности горшка могут выполняться особые поверхности для винтового крепления и/или прилегания, имеющие особые свойства поверхности, состояния поверхности и/или внешние виды поверхности, для дополнительных, соединяемых по ним с горшком конструктивных элементов, например трубопровода агрегата или трубы напорного патрубка.
По одному из предпочтительных усовершенствований горшковый спиральный корпус имеет привернутый к горшку трубопровод агрегата, в частности привернутую к горшку трубу напорного патрубка, через которую может реализовываться приток и отток текучей среды турбомашины. Этот трубопровод агрегата или соответственно эта труба напорного патрубка может быть выполнена в виде диффузора, чтобы достигать там, в случае если турбомашина представляет собой компрессор, замедления течения и повышения давления или соответственно, в случае если турбомашина представляет собой экспандер или турбину, ускорения течения и уменьшения давления.
При другом предпочтительном усовершенствовании предлагаемый изобретением горшковый спиральный корпус как приемник для рабочего колеса ступени компрессора и как направляющая для течения текучей среды у ступени компрессора встроен в редукторный турбокомпрессор.
Кроме того, здесь элемент для присоединения корпуса редуктора, например закраина для осуществляющего привод рабочего колеса редуктора или соответственно вала-шестерни, может быть привернута к горшку. По этому стыку возникает дополнительная возможность регулировки горшкового спирального корпуса относительно оси вала-шестерни на корпусе редуктора. Эта возможность регулировки при необходимости может заменять имеющуюся до сих пор соответствующую возможность регулировки посредством замка и накладных блоков, что, в частности, предпочтительно у турбомашин без разделительного стыка (цельнотянутый вал-шестерня).
Предыдущее описание предпочтительных вариантов осуществления изобретения содержит многочисленные признаки, которые отражены в отдельных зависимых пунктах формулы изобретения, будучи иногда объединены по нескольку. Однако специалист будет также целесообразным образом рассматривать эти признаки по отдельности и объединять в рациональные другие комбинации.
На чертежах изображены примеры осуществления изобретения, которые подробнее поясняются ниже. Одинаковые ссылочные обозначения на чертежах обозначают технически одинаковые элементы. Стрелки поясняют направления движения объектов или соответственно элементов.
На фиг. 1 показано продольное сечение части ступени редукторного компрессора, имеющего предлагаемый изобретением бесшовный горшковый спиральный корпус монолитной конструкции;
на фиг. 2 - вид сбоку предлагаемого изобретением горшка для бесшовного горшкового спирального корпуса монолитной конструкции;
на фиг. 3 - вид сверху предлагаемого изобретением горшка для бесшовного горшкового спирального корпуса монолитной конструкции;
на фиг. 4 - продольное сечение предлагаемого изобретением горшка бесшовного горшкового спирального корпуса монолитной конструкции по линии сечения IV-IV с фиг. 3;
на фиг. 5 - изображение сечения предлагаемого изобретением горшка бесшовного горшкового спирального корпуса монолитной конструкции по линии сечения V-V с фиг. 2;
на фиг. 6 - изображение сечения предлагаемого изобретением горшка бесшовного горшкового спирального корпуса монолитной конструкции по линии сечения VI-VI с фиг. 3;
на фиг. 7 - изображение сечения предлагаемого изобретением горшка бесшовного горшкового спирального корпуса монолитной конструкции по линии сечения VII-VII с фиг. 2;
на фиг. 8 - схематичное изображение заготовки 3 для предлагаемого изобретением горшка 2 для бесшовного горшкового спирального корпуса 1 монолитной конструкции;
на фиг. 9 - схематичное изображение заготовки для предлагаемого изобретением горшка для бесшовного горшкового спирального корпуса монолитной конструкции;
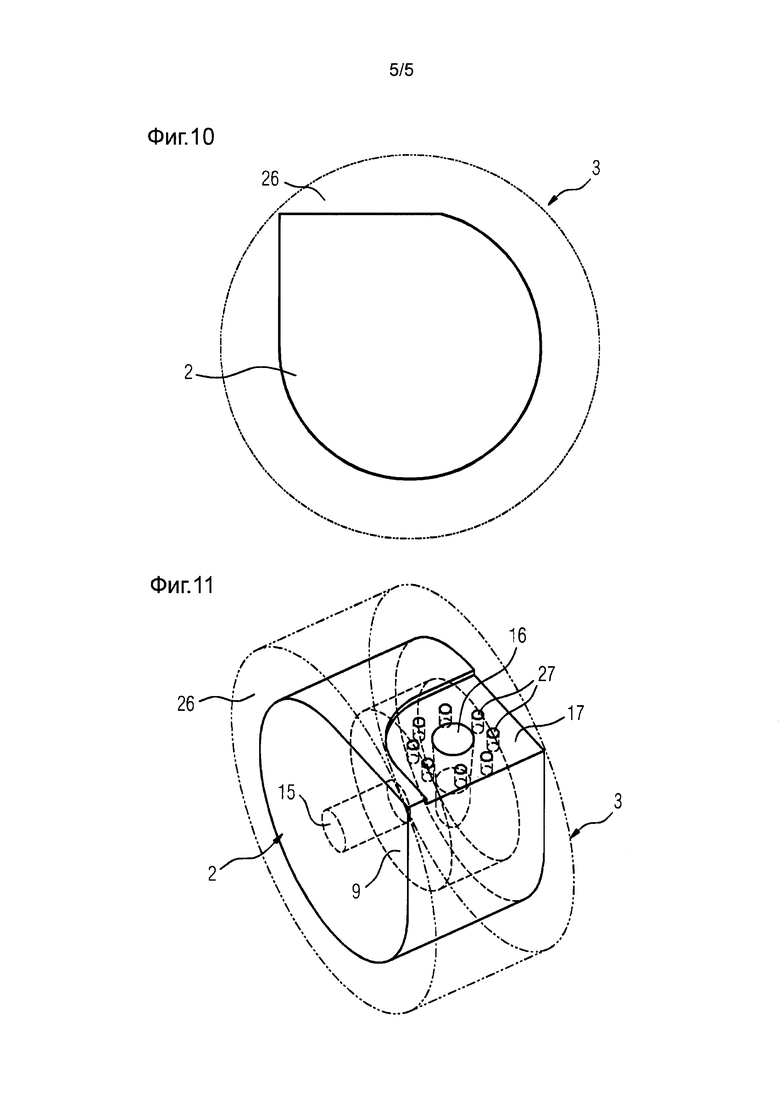
на фиг. 10 - схематичное изображение заготовки для предлагаемого изобретением горшка для бесшовного горшкового спирального корпуса монолитной конструкции;
на фиг. 11 - изображение в перспективе заготовки в соответствии с фиг. 10 с «помещенным внутри» нее горшком 2.
Бесшовный горшковый спиральный корпус монолитной конструкции для ступени редукторного компрессора
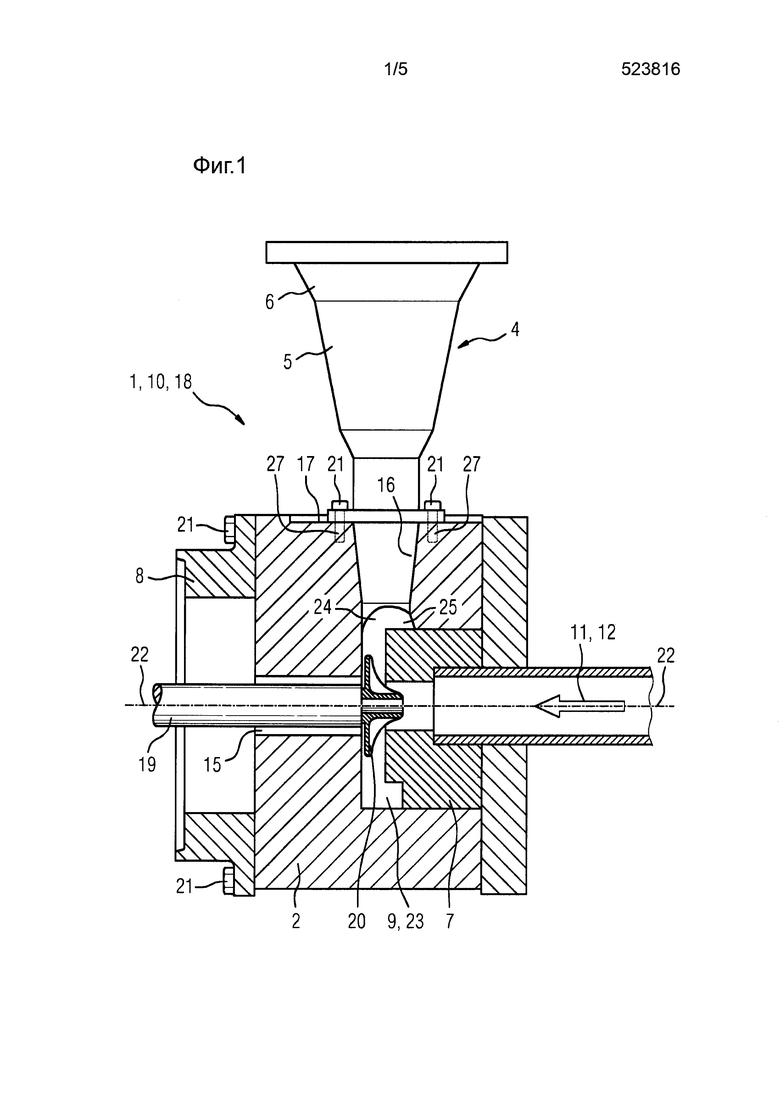
На фиг. 1 показано продольное сечение упрощенно изображенной части ступени 18 редукторного компрессора 10, имеющего предлагаемый изобретением бесшовный горшковый спиральный корпус 1, включающий в себя горшок 2, изготовленный путем обработки со снятием стружки из заготовки 3.
Ступень 18 компрессора имеет вращающийся в осевом сверлении 15, помещенный в горшке 2 роторный вал или соответственно вал-шестерню 19, на одном изображенном конце которого установлено рабочее колесо 20.
В области входа вала-шестерни 19 в горшок 2 на имеющейся там осевой торцевой поверхности горшка 2 расположен привернутый к горшку 2 (сравни винты 21) элемент 8 для присоединения корпуса редуктора в виде закраины 8.
Приток к рабочему колесу 20 осуществляется посредством осевого притока 12 текучей среды 11 (в осевом направлении) и нагнетает уплотненную текучую среду 11 радиально наружу в кольцевую камеру 23.
После последующего изменения направления 24 текучая среда 11 из кольцевой камеры 23 втекает в сборную камеру 25, собирается там и через проточное отверстие 16 или соответственно диффузорное отверстие 16 в горшке 2 втекает в трубопровод 4 агрегата.
Трубопровод 4 агрегата имеет выполненную в виде диффузора, привернутую к горшку 2 по поверхности 17 для винтового крепления на горшке 2 трубу 5 напорного патрубка (изображено со смещением в окружном направлении), имеющую примыкающий с ней фланец 6 напорного патрубка, через который дополнительно сжатая там текучая среда 11 выходит из ступени 18 компрессора.
Распространяющаяся в окружном направлении вокруг оси 22 вращения сборная камера 25 образована посредством горшка 2 и вставленной в выемку 9 или соответственно цилиндрическое сверление 9 горшка 2 спиральной вставки.
Состоящий из высоколегированной стали горшок 2 изготовлен путем чистого снятия стружки в одном единственном процессе обработки в обрабатывающем центре из кованой заготовки 3.
Наружная поверхность заготовки 3 при процессе обработки со снятием стружки в зависимости от формы заготовки 3 обтачивается, фрезеруется и/или сверлится по наружному контуру горшка 3.
Выемка 9 в горшке 2 для спиральной вставки 7 сверлится при процессе обработки со снятием стружки. Слегка коническое диффузорное отверстие 16 также сверлится. Также сверление 15 для помещения вала-шестерни 19 сверлится. Поверхность 17 для винтового крепления для привертывания трубы 5 напорного патрубка к горшку 2 фрезеруется.
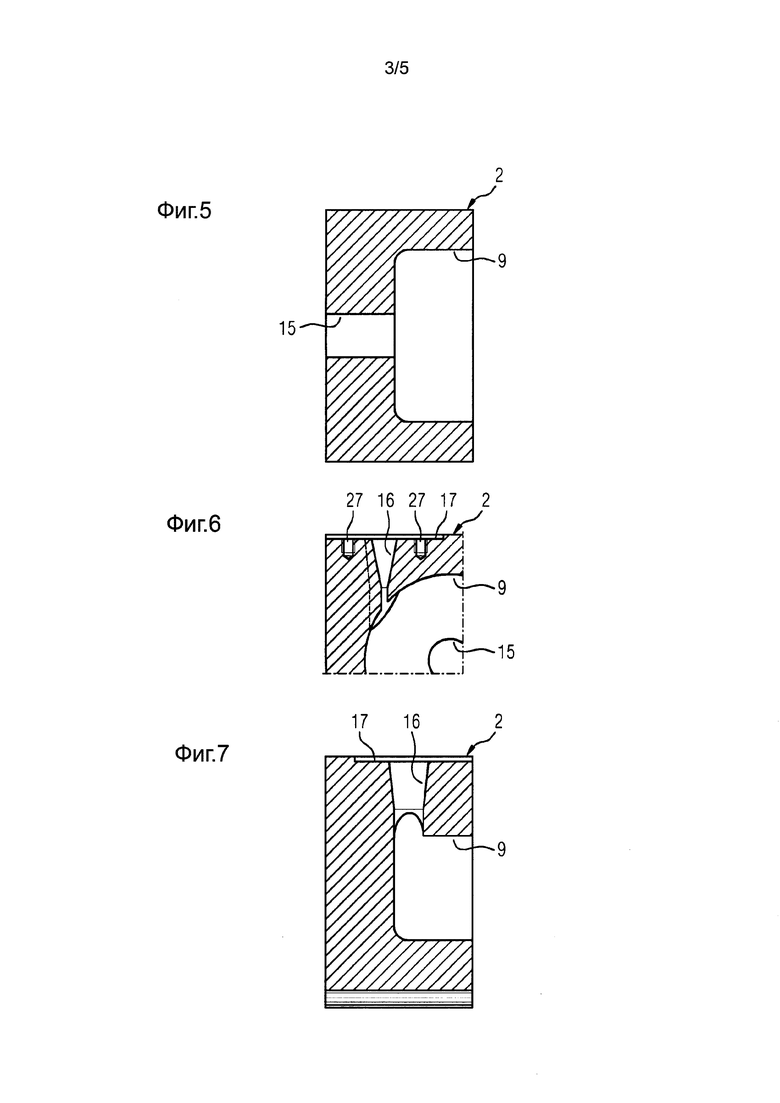
Спиральная вставка 7, как показано на фиг. 7, помещена в горшок 2 таким образом, что остается заключенное в осевом направлении с торцевой стороны спиральной вставки 7 пространство, которое образует кольцевую камеру 23.
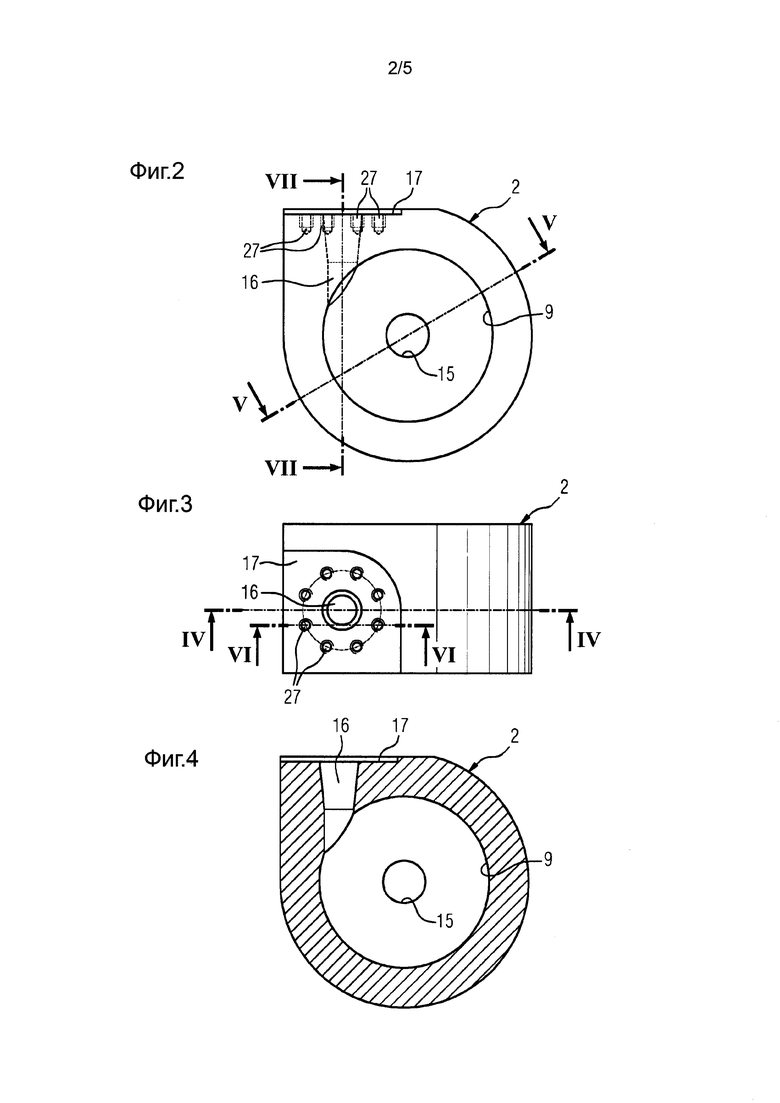
На фиг. 2 и 3 показаны вид сбоку (фиг. 2), а также вид сверху (фиг. 3), горшка или соответственно на горшок 2, изготовленный в соответствии с изобретением путем снятия стружки в одном процессе обработки из заготовки 3.
На изображениях горшка 2 на фиг. 2 и 3 обозначены сечения IV-IV (фиг. 3), V-V (фиг. 2), VI-VI (фиг. 3) и VII-VII (фиг. 2), изображения которых показаны на фиг. 4-7.
Как показано на фиг. 2-7, горшок 2 в радиальном поперечном сечении имеет каплеобразный наружный контур, который распространяется в осевом направлении, образуя в пространстве горшок 2. Причем этот каплеобразный наружный контур образуется 3/4 окружности с примыкающим прямоугольником.
На одном осевом конце горшка 2 выполнена выемка 9 для помещения спиральной вставки 7, благодаря чему горшок 2 приобретает свою горшковую форму; на другом осевом конце выполнено сверление 15 для помещения в горшок 2 вала-шестерни 19.
В области одной из двух сторон прямоугольника на наружном контуре горшка 2 выработана поверхность 17 для винтового крепления трубопровода 4 агрегата или соответственно трубы напорного патрубка. Эта поверхность 17 для винтового крепления является по существу прямоугольной, при этом один угол прямоугольника скруглен.
В центральной области поверхности 17 для винтового крепления находится радиальное, практически коническое отверстие, которое впадает в выемку 9 в горшке 2 и образует диффузорное отверстие 16.
Концентрически вокруг диффузорного отверстия 16 в поверхности 17 для винтового крепления выполнены резьбовые отверстия 27 для винтов 21 для привертывания трубы 5 напорного патрубка к горшку 2.
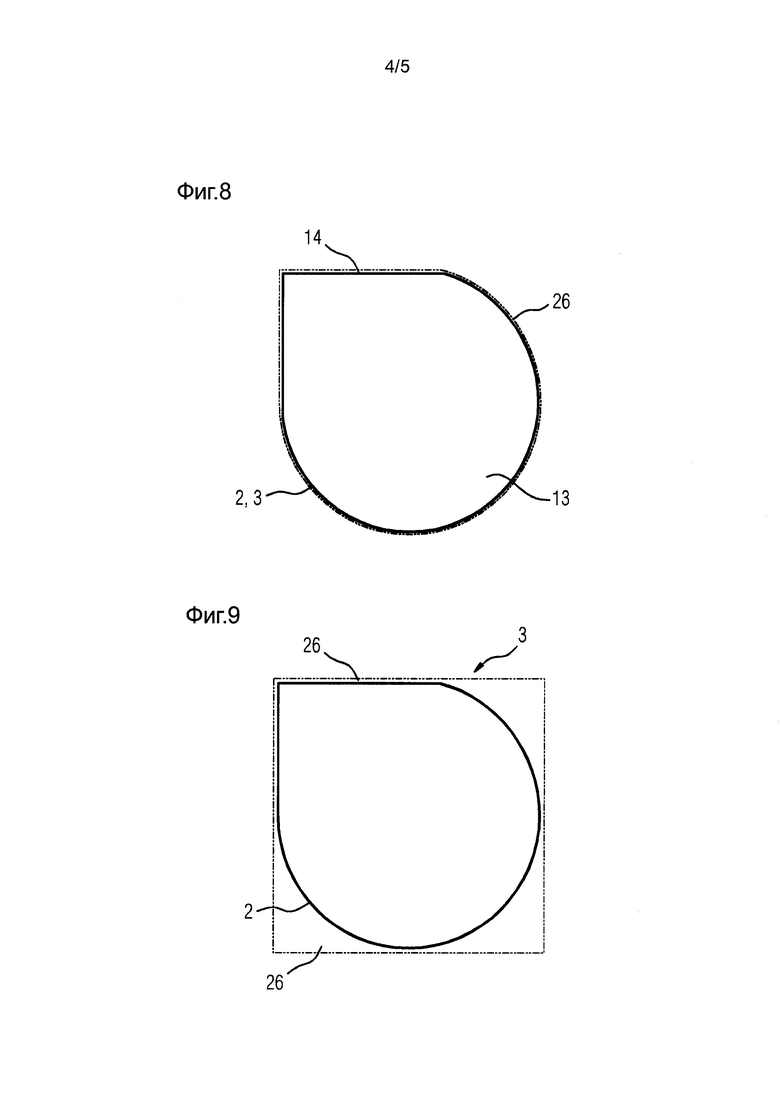
На фиг. 8 показано схематичное изображение заготовки 3 для предлагаемого изобретением горшка 2 для бесшовного горшкового спирального корпуса 1 монолитной конструкции.
Показанная на фиг. 8 заготовка 3 по своему наружному контуру имеет, как и горшок 2, каплеобразную форму или соответственно конфигурацию, которая получается из 3/4 окружности с примыкающим квадратом.
Эта каплеобразная форма изготавливается путем отковывания элемента 14 на цилиндрической основной части 13 в ковочном штампе.
При обработке со снятием стружки заготовки 3 с получением готового горшка 2 наружный контур заготовки 3 обтачивается по меньшему периметру (сравни съем 26) для удаления неровностей на заготовке 3.
Поверхность 17 для винтового крепления для трубопровода 4 агрегата или соответственно трубы 5 напорного патрубка фрезеруется или соответственно отфрезеровывается на заготовке 3 и при необходимости подвергается дополнительной обработке выглаживанием; резьбовые отверстия 27 для винтов 21 для привертывания трубы 5 напорного патрубка и горшка 2 выполняются в поверхности 17 для винтового крепления.
Цилиндрическое сверление 9 или соответственно выемка 9 для помещения спиральной вставки 7 в трубу 2 сверлится; стенки сверленого отверстия выемки 9 при необходимости дополнительно обтачиваются или соответственно выглаживаются.
Сверление 15 для помещения вала-шестерни 19 также сверлится; стенка сверленого отверстия 15 при необходимости дополнительно обтачивается или соответственно выглаживается.
Диффузорное отверстие 16 для оттока текучей среды 11 из горшка 2 в трубу 5 напорного патрубка также сверлится; стенки сверленого диффузорного отверстия 16 при необходимости дополнительно обтачиваются или соответственно выглаживаются.
На фиг. 9 и 10 показаны другие разные схематичные изображения заготовки 3 для предлагаемого изобретением горшка 2 для бесшовного горшкового спирального корпуса 1 монолитной конструкции.
Изображенная на фиг. 9 заготовка 3 для горшка 2 представляет собой имеющее форму прямоугольного параллелепипеда, кованое тело или соответственно слиток из цельного материала с приблизительно прямоугольным поперечным сечением.
Изображенная на фиг. 10 заготовка 3 для горшка 2 представляет собой цилиндрическое тело из цельного материала. Оно может быть кованым или от прутка.
На фиг. 11 показано изображение в перспективе цилиндрической заготовки 3 в соответствии с фиг. 10, с обозначенным в перспективе, «помещенным внутри» готовым горшком 2.
И здесь, т.е. у заготовки 3, имеющей форму прямоугольного параллелепипеда или цилиндрической, как и у каплеобразной заготовки 3, наружный контур обтачивается при обработке со снятием стружки с получением готового горшка 2. Цилиндрическое сверление 9 или соответственно выемка 9, сверление 15 для помещения вала-шестерни 19 и диффузорное отверстие 16 также просверлены и дополнительно обработаны; поверхность 17 для винтового крепления фрезерована или соответственно отфрезерована и дополнительно обработана.
Как показывает сравнение разных заготовок 3 (каплеобразной, имеющей форму прямоугольного параллелепипеда, цилиндрической) с фиг. 8-10, количество материала 26, снимаемого при обработке заготовки 3 со снятием стружки, у каплеобразной заготовки 3 (фиг. 8) является наименьшим, в отличие от чего количество материала 26, снимаемого при обработке заготовки 3 со снятием стружки, у цилиндрической заготовки 3 (фиг. 10) является наибольшим. Соответственно также вес цилиндрической заготовки 3 является наибольшим, в отличие от этого у каплеобразной заготовки 3 он является наименьшим.
Хотя изобретение было более подробно проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
Изобретение касается способа изготовления горшка (2) для горшкового спирального корпуса (1) для турбомашины (10), в частности для компрессора, а также горшкового спирального корпуса (1) для турбомашины. В соответствии со способом изготовления горшка (2) для горшкового спирального корпуса (1) предусмотрено, что горшок (2) изготавливается из заготовки (3) технологическим способом со снятием стружки. Горшковый спиральный корпус (1) имеет горшок (2), изготовленный этим способом изготовления горшка (2) для горшкового спирального корпуса (1). Изобретение направлено на упрощение процесса изготовления и монтажа горшкового спирального корпуса. 3 н. и 5 з.п. ф-лы, 11 ил.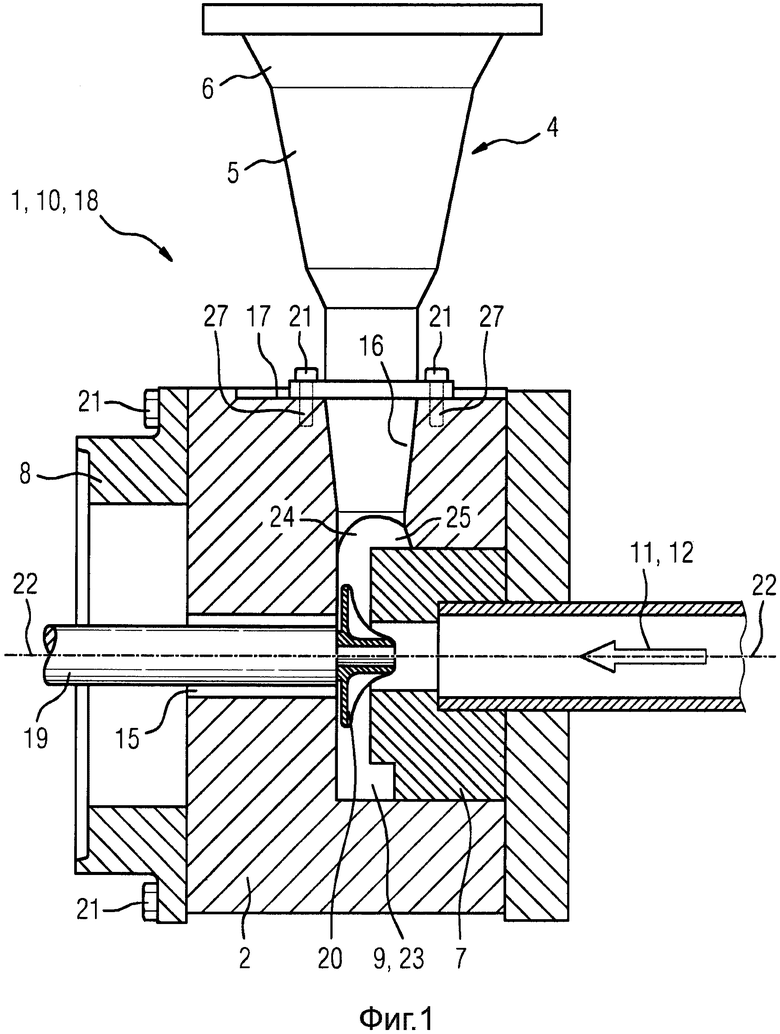
1. Способ изготовления горшка (2) для горшкового спирального корпуса (1) для турбомашины (10) для компрессора, при этом горшок (2) изготавливается из заготовки технологическим способом со снятием стружки, отличающийся тем, что заготовка (3) в поперечном сечении имеет по существу каплеобразный наружный контур.
2. Способ по п. 1, отличающийся тем, что технологический способ со снятием стружки представляет собой точение, фрезерование и/или сверление.
3. Способ по п. 2, отличающийся тем, что по существу каплеобразная в поперечном сечении заготовка (3) изготовлена путем отковывания элемента на по существу цилиндрической основной части в ковочном штампе.
4. Горшковый спиральный корпус (1) для редукторного турбокомпрессора (10), отличающийся горшком (2), изготовленным по меньшей мере по одному из предыдущих пунктов способа.
5. Горшковый спиральный корпус (1) по п. 4, отличающийся привернутым к горшку (2) трубопроводом (4) агрегата, в частности привернутой к горшку (2) трубой (5) напорного патрубка.
6. Горшковый спиральный корпус (1) по п. 5, отличающийся обработанной поверхностью наружного контура на горшке (2), по которой к горшку (2) может привертываться трубопровод (4) агрегата, в частности труба (5) напорного патрубка.
7. Горшковый спиральный корпус (1) по п. 4, применяемый в турбомашине (10) для отвода течения или соответственно подвода течения текучей среды (11), в частности в компрессоре, экспандере или турбине.
8. Редукторный турбокомпрессор (10), имеющий горшковый спиральный корпус (1) по п. 4, а также привернутый к горшку (2) горшкового спирального корпуса (1) элемент (8) для присоединения корпуса редуктора, в частности привернутую к горшку (2) горшкового спирального корпуса (1) закраину (8).
| DE 0004416497 C1, 12.01.1995 | |||
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ НАДДУВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2131981C1 |
| ТУРБОКОМПРЕССОР НАДДУВА ДИЗЕЛЬНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2224139C2 |
| US 0006715288 B1, 06.04.2004. | |||

