ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет, в соответствии с §119(е) статьи 35 Свода законов США, по предварительной заявке на патент США № 61/707510, поданной 28 сентября 2012 г., и заявке на патент США № 13/614145, поданной 13 сентября 2012 г., содержание и сущность которых включены сюда путем ссылки.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
1. Область техники
Аспекты настоящего изобретения относятся к высокоскоростным прутковым прокатным станам и, более конкретно, к усовершенствованиям для виткообразователей, применяемых в таких станах для формования горячекатаного изделия в спиральную последовательность колец.
2. Описание уровня техники
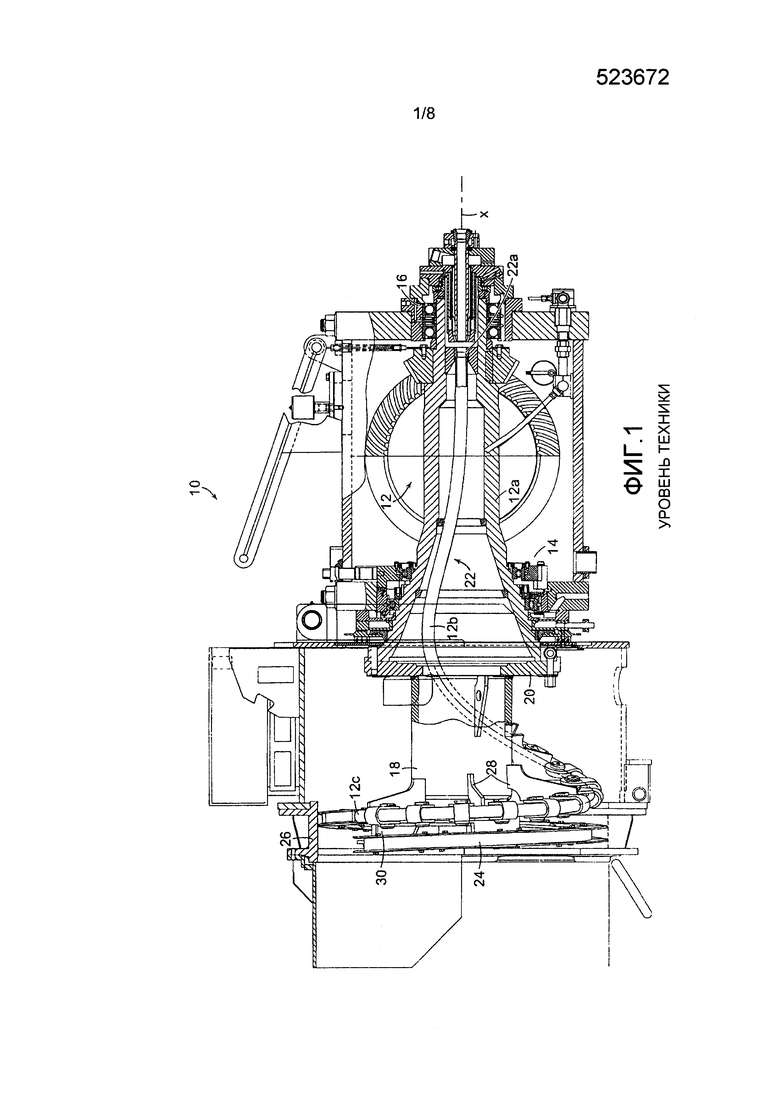
Со ссылкой на фиг.1, обычный виткообразователь 10 включает в себя корпус, содержащий вращающийся приводной полый вал 12. Упомянутый вал разделен на трубчатый элемент 12а, выполненный с возможностью вращения между аксиально-разнесенными подшипниками 14, 16, и насадок 18, разъемно прикрепленный посредством монтажного фланца 20 к трубчатому элементу 12а. Упомянутый насадок выступает аксиально и вперед в виде консоли из упомянутого трубчатого элемента.
Вал 12 содержит направляющую для изделия, обычно в виде трехмерно-криволинейного виткоукладчика 22. Виткоукладчик содержит входной конец 22а, выровненный с осью Х вращения вала 12, и криволинейную промежуточную секцию 12b, ведущую к выпускному концу 12с, расположенному радиально на расстоянии от оси Х.
Горячекатаный стальной пруток направляется во входной конец 22а виткоукладчика 22 вдоль оси Х и выходит из выпускного конца 22с в виде спирального образования колец (не показанного). После выхода из выпускного конца 22с виткоукладчика 22 кольца дополнительно ограничивают и перемещают вперед посредством спирального направляющего желоба 24, окруженного цилиндрическим кожухом 26. Направляющий желоб 24 выполнен и приспособлен для взаимодействия с кожухом 26 для обеспечения аксиально и радиально ограниченного спирального удлинения направляющего канала, образованного посредством виткоукладчика 22.
Хотя доказано, что данное протяженное ограничение очень полезно для противодействия деформации и скручиванию хвостовых частей изделий, когда они выходят из виткообразователя 10, способ поддержания направляющего желоба 24, а также его исполнение привели к образованию затруднений, которые, как выяснилось, ухудшают высокоскоростную работу виткообразователя.
Например, криволинейный промежуточный участок 22b виткоукладчика 22 поддерживается на насадке 18 посредством радиально выступающих распорок 28, а направляющий желоб 24 поддерживается на отдельной дискообразной опоре 30 желоба, разъемно закрепленной на конце консольного насадка 18.
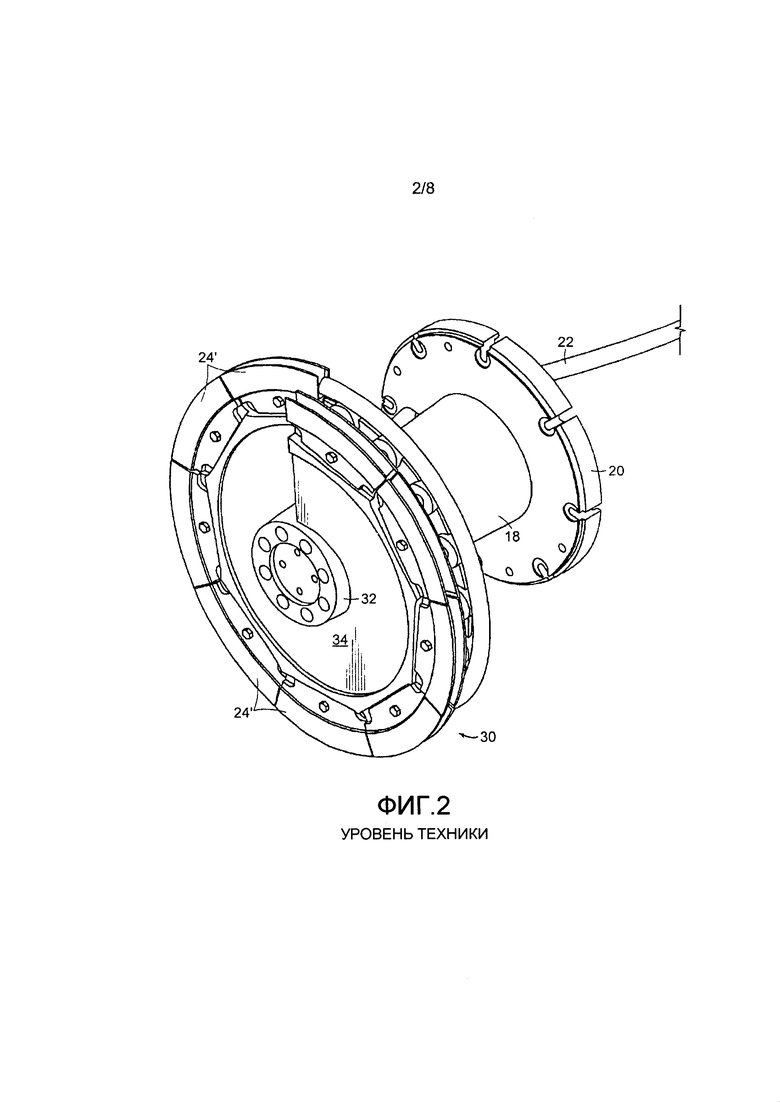
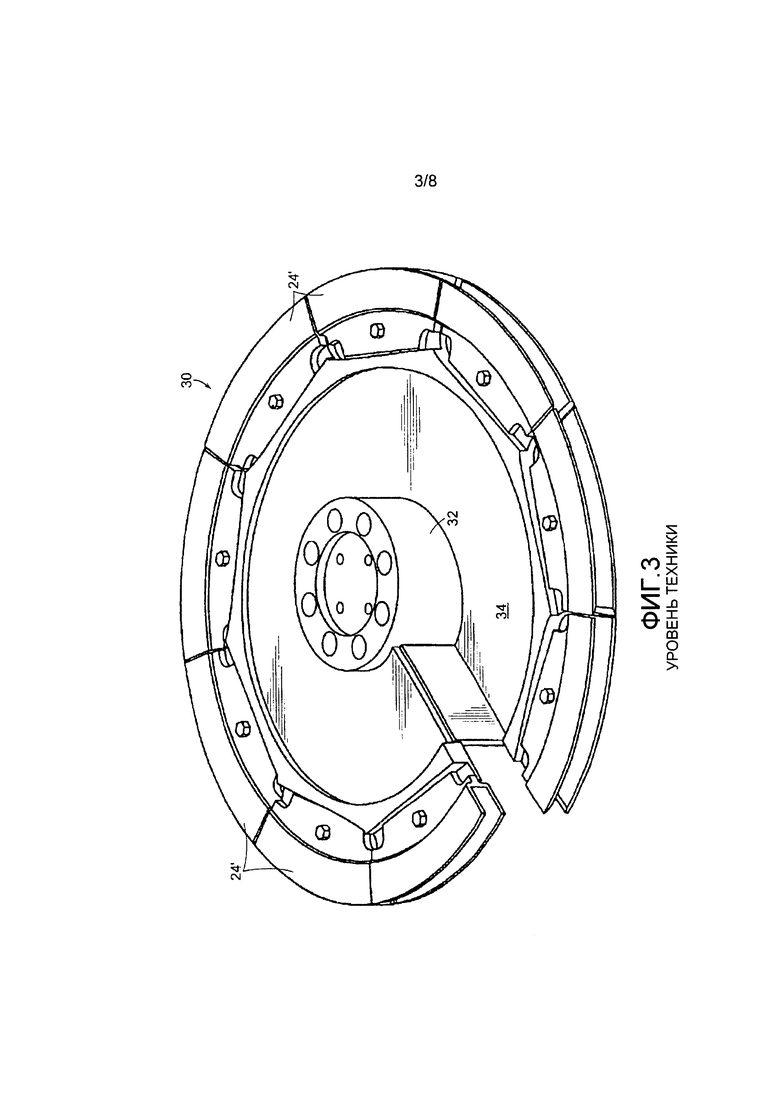
С дополнительной ссылкой на фиг.2 и 3, дискообразную опору 30 желоба можно представить себе как включающую в себя втулку 32 в центре спиральной пластины 34, на внешнем краю которой закреплены канальные сегменты желоба, обычно показанные ссылочной позицией 24’.
Спиральная пластина 34 обычно приварена к втулке 32, при этом образующаяся в результате конструкция опоры 30 желоба является прочной и, следовательно, тяжелой, чтобы выдерживать напряжения, возникающие в результате высокоскоростной работы виткообразователя. Кроме того, возникают затруднения при точном центрировании опоры 30 желоба с осью Х вращения виткообразователя, даже с малыми отклонениями, вызывающими разрушительные вибрации при высоких скоростях.
Дополнительный недостаток связан с обычными сегментами 24’ желоба, которые, как правило, представляют собой единичные дорогостоящие отливки. Выяснилось, что обычные материалы для литья не обладают надлежащей стойкостью к износу, возникающему в результате фрикционного контакта с горячекатаным изделием. Попытки решить данную проблему включали увеличение толщин боковых стенок сегментов желоба, однако получающийся в результате увеличенный вес, как выяснилось, дополнительно способствует неустойчивости виткообразователя.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В широком понимании, аспекты настоящего изобретения включают поддержку как направляющей для изделия, которая может содержать виткоукладчик, так и направляющего желоба на непрерывной спиральной опоре, выполненной как неотъемлемый элемент насадка, выступающего аксиально и вперед из трубчатого элемента вала.
В соответствии с другими аспектами настоящего изобретения сегменты направляющего желоба разделены на непрерывное основание, содержащее внешний край спиральной опоры, с сегментированными боковыми стенками, разъемно прикрепленными к основанию желоба и выполненными с возможностью простой замены при износе.
Эти и другие цели, признаки и преимущества настоящего изобретения станут более очевидными после прочтения приведенного ниже подробного описания совместно с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой вид сбоку, частично в разрезе, обычного виткообразователя;
фиг.2 представляет собой перспективный вид спереди насадка и узла направляющего желоба обычного виткообразователя, показанного на фиг.1;
фиг.3 представляет собой перспективный вид с частичным пространственным разделением элементов обычного узла направляющего желоба, показанного на фиг.1 и 2;
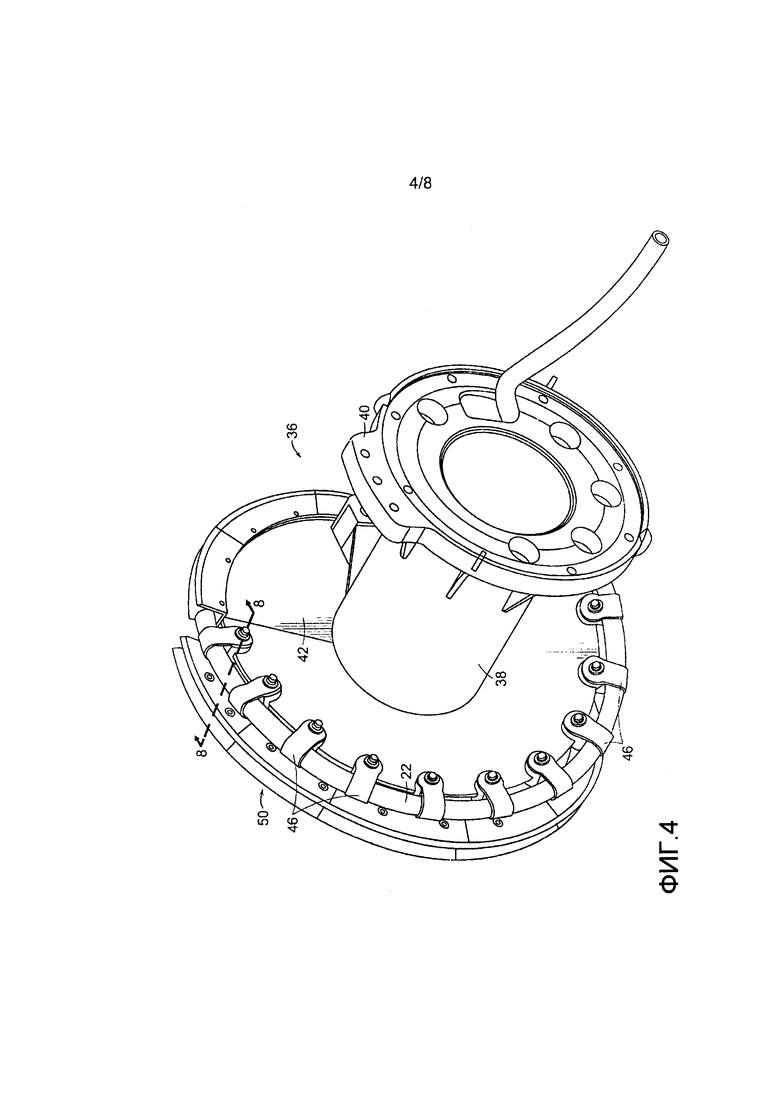
фиг.4 представляет собой перспективный вид сзади насадка вала виткообразователя в соответствии с примерным вариантом осуществления настоящего изобретения, с виткоукладчиком и направляющим желобом, поддерживаемыми на непрерывной спиральной опоре, содержащей неотъемлемый элемент насадка;
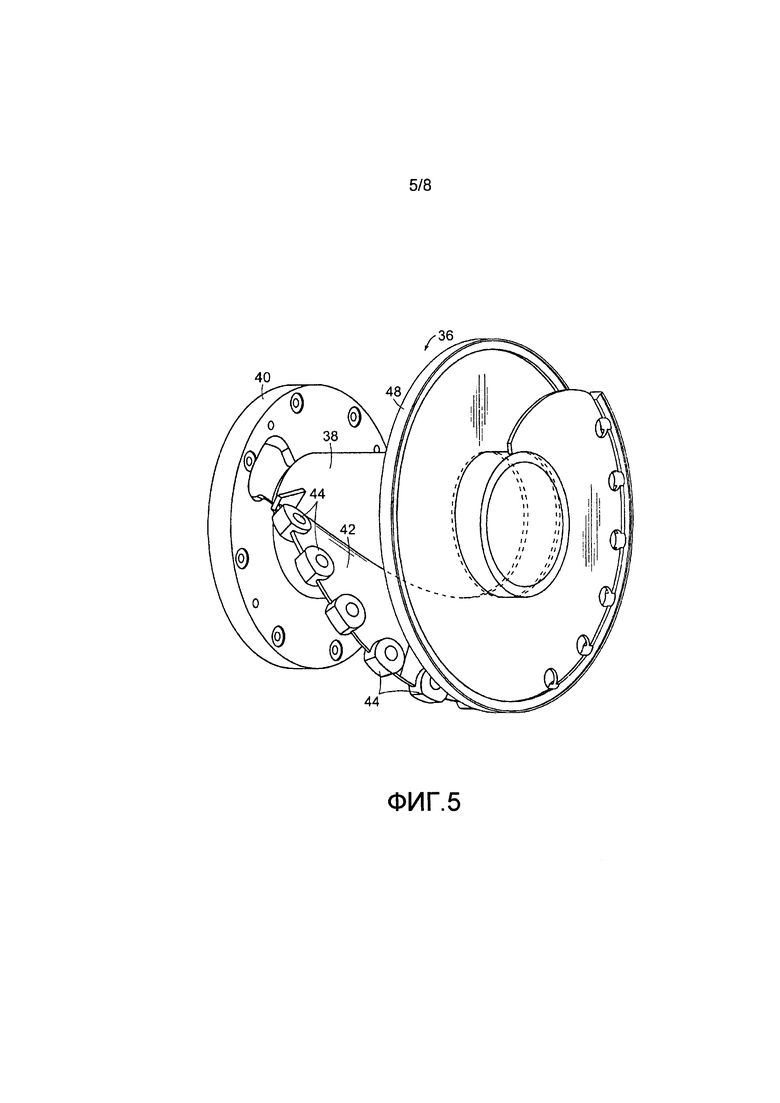
фиг.5 представляет собой перспективный вид спереди насадка, показанного на фиг.4;
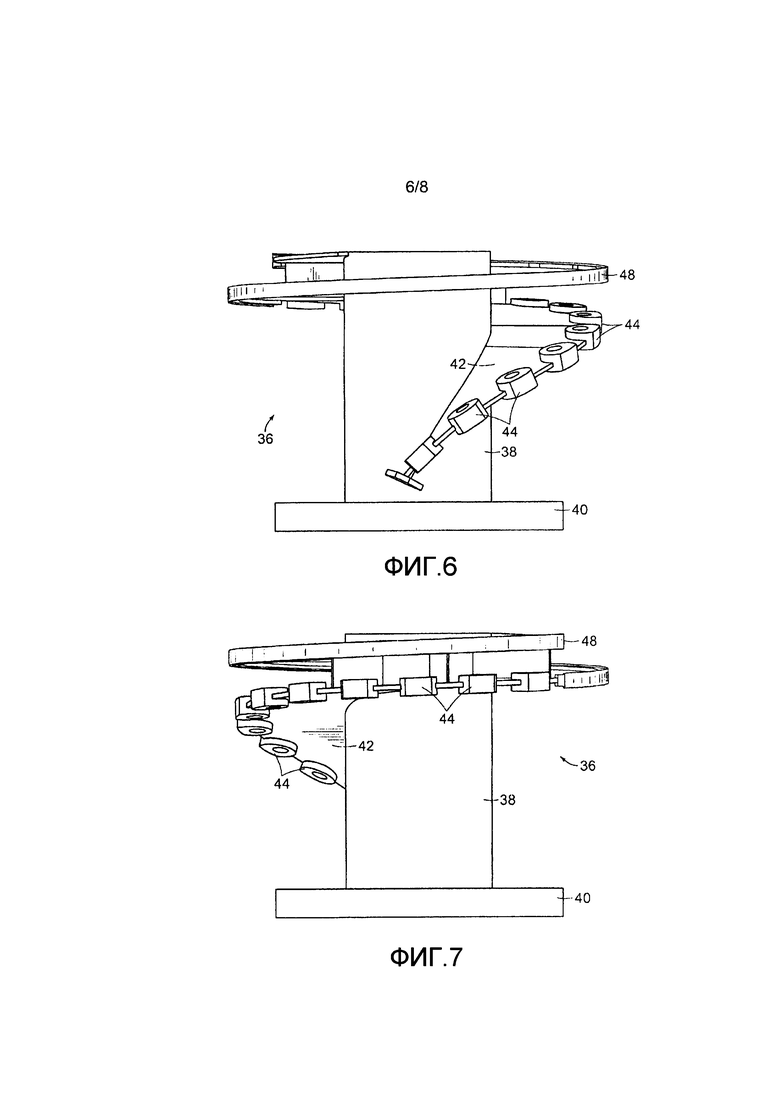
фиг.6 представляет собой вид, показывающий одну сторону насадка, показанного на фиг.5;
фиг.7 представляет собой вид, показывающий противоположную сторону насадка, показанного на фиг.5;
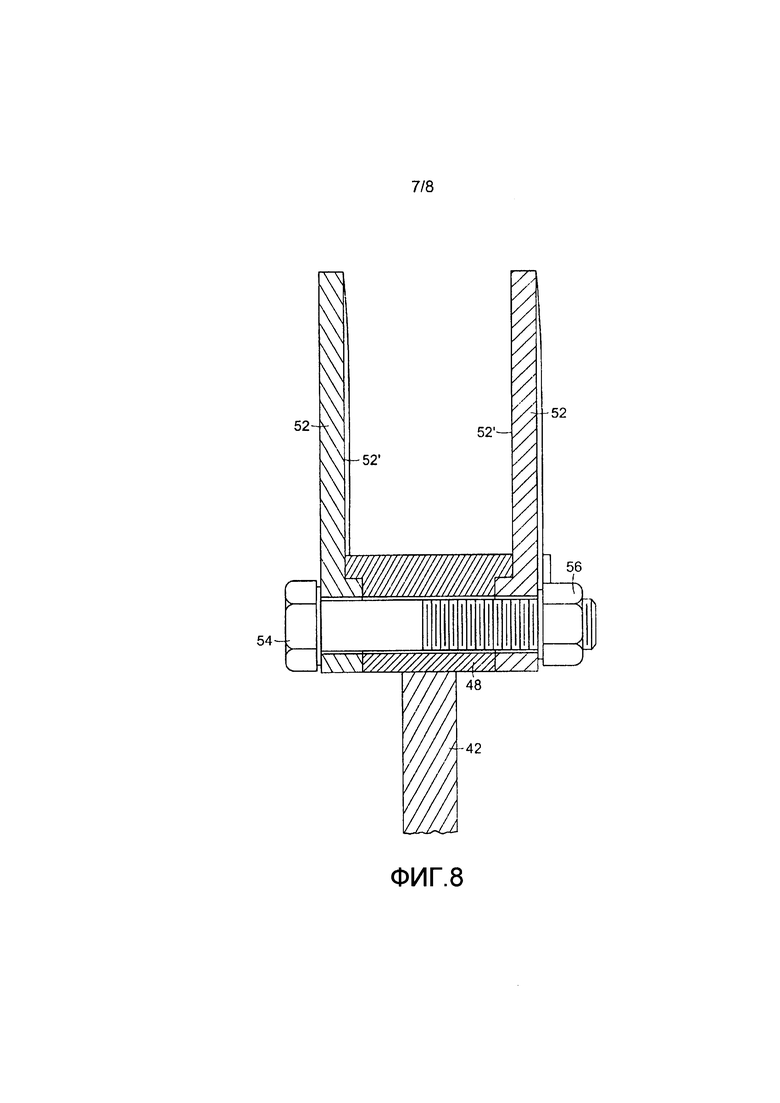
фиг.8 представляет собой вид в увеличенном масштабе в разрезе, выполненном по линии 8-8 в соответствии с фиг.4, и показывающий детали сегментов желоба в соответствии с примерным вариантом осуществления настоящего изобретения; и
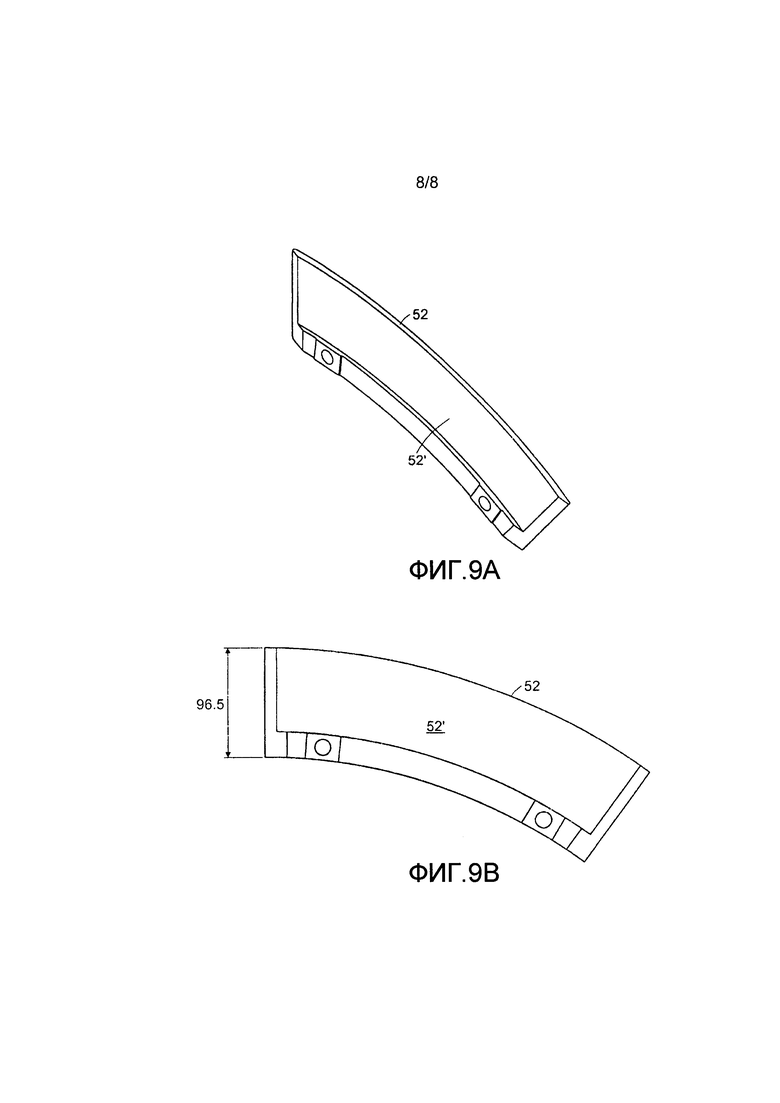
фиг.9А и 9В представляют собой соответственно перспективный вид и вид сбоку сегмента боковой стенки направляющего желоба в соответствии с примерным вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением обычный узел насадка 18 и отдельной дискообразной опоры 30 желоба, показанный на фиг.1, заменен цельным насадком 36, примерный вариант осуществления которого показан на фиг.4. Цельный насадок 36 содержит центральный трубчатый элемент 38, содержащий в одном конце монтажный фланец 40, выполненный с возможностью соединения с трубчатым элементом 12а вала 12 обычного виткообразователя, показанного на фиг.1-3. Спиральная опора, которая может содержать непрерывную шнековую пластину 42, выполненную в виде завитка раскручивающейся спирали, постоянно соединена с центральным элементом 38.
Как можно лучше всего видеть посредством дополнительной ссылки на фиг.5-7, шнековая пластина 42 проходит непрерывно от монтажного фланца 40 до дистального конца центрального элемента 38. Сегмент пластины 42 на своем краю содержит скобы 44. Как можно лучше всего видеть на фиг.4, скобы 44 взаимодействуют с зажимами 46 для закрепления виткоукладчика 22 в его рабочем положении. Оставшийся край шнековой пластины 42 образован посредством непрерывного кольца, служащего в качестве основания 48 канального направляющего желоба 50.
Посредством поддержки как виткоукладчика 22, так и направляющего желоба 50 на непрерывной шнековой пластине 52, образованной как неотъемлемый элемент консольного насадка 36, концентрации напряжения значительно снижены. Это в свою очередь позволяет уменьшить вес насадка 36, в результате чего центр тяжести вращающегося узла виткообразователя предпочтительно смещается назад и ближе к подшипникам 14, 16. Таким образом, предпочтительно увеличивается общая жесткость и стойкость к вибрации.
Со ссылкой на фиг.8, 9А и 9В, стенки 52 направляющего желоба 50 разделены на сегменты и разъемно прикреплены к основанию 48 посредством обычных крепежных средств, которые могут содержать болты 54 и гайки 56. На фиг.9А и 9В показан примерный вариант осуществления сегмента 52 боковой стенки желоба.
Когда отдельные сегменты 52 боковой стенки подвергаются ускоренному износу, они могут быть просто заменены, не заменяя другие сегменты, которые подвергаются меньшему износу.
Предпочтительно сегменты 52 боковой стенки являются одинаковыми. Сегменты боковой стенки могут быть отлиты или выполнены из легких износостойких материалов, при этом пояснительные примеры включают алюминий, алюминиевые сплавы, углеродные волокна, термопластичные пластмассы и др. Дополнительно, или в качестве альтернативы, внутренние поверхности 52’ сегментов 52 боковой стенки могут содержать или быть покрыты износостойким материалом, например нанометаллом.
Вышеприведенное описание и чертежи предназначены только для пояснения принципов настоящего изобретения и не должны восприниматься в ограничивающем смысле. Для специалистов в данной области техники станут очевидными различные изменения и модификации. Понятно, что все такие изменения и модификации находятся в пределах объема изобретения, определяемого прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕГМЕНТНАЯ КОЛЬЦЕВАЯ НАПРАВЛЯЮЩАЯ ДЛЯ СКРУЧИВАЮЩЕЙ ГОЛОВКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2272687C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВИТКОВ ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 1993 |
|
RU2097157C1 |
| РЕГЕНЕРАТИВНЫЙ ВИТКОУКЛАДЧИК | 2011 |
|
RU2518867C1 |
| ШНЕКОВЫЙ ПРЕСС С ФИЛЬТРУЮЩИМИ ПЛАСТИНАМИ | 2015 |
|
RU2693175C2 |
| ФОНТАН ЭНЕРГОСБЕРЕГАЮЩИЙ | 2014 |
|
RU2579446C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАСТИКАЦИИ И ПОДАЧИ ПУТЕМ ОБЪЕМНОГО ИМПУЛЬСНОГО ДЕФОРМИРОВАНИЯ С ПОМОЩЬЮ ЭКСЦЕНТРИКОВОГО РОТОРА | 2015 |
|
RU2682637C2 |
| МОДУЛЬНЫЙ ШНЕКОВЫЙ ПРЕСС | 2015 |
|
RU2670870C9 |
| КАНАЛ МЕШАЛКИ ДЛЯ ПОДАЧИ ГИПСОВОЙ СУСПЕНЗИИ И СПОСОБ ПОДАЧИ ГИПСОВОЙ СУСПЕНЗИИ | 2018 |
|
RU2757243C1 |
| ВИТКООБРАЗОВАТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2683172C2 |
| ДОЖДЕВАЛЬНАЯ МАШИНА БАРАБАННОГО ТИПА С ПОСТЕПЕННЫМ СМАТЫВАНИЕМ, СОДЕРЖАЩАЯ ТЕЛЕСКОПИЧЕСКИЙ ПОДЪЕМНЫЙ МЕХАНИЗМ | 2018 |
|
RU2714050C1 |
Изобретение относится к области прокатки прутков. Виткообразователь содержит вал, выполненный с возможностью вращения вокруг оси, с трубчатым элементом, приспособленным для вращения между аксиально разнесенными подшипниками, и насадку (36), выступающую аксиально и вперед из его трубчатого элемента. Направляющая для изделия поддерживается посредством упомянутого вала. Направляющая для изделия выполнена с возможностью формования изделия в спиральную последовательность колец. Направляющий желоб (50) обеспечивает спиральное удлинение направляющей для изделия. Основные части направляющей для изделия и направляющего желоба поддерживаются на непрерывной спиральной опоре (42) на насадке вала. Направляющий желоб выполнен в виде канала с непрерывным основанием, образующим край спиральной опоры, и с разделенными на сегменты отсоединяемыми боковыми стенками. Изобретение обеспечивает возможность снижения веса и повышения устойчивости виткообразователя. 3 н. и 22 з.п. ф-лы, 9 ил.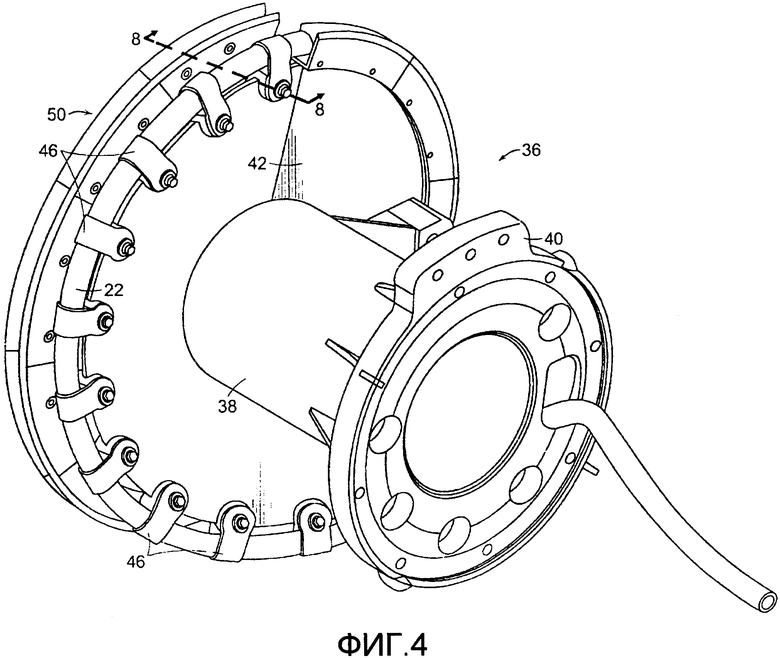
1. Виткообразователь для формования аксиально перемещающегося в прокатном стане горячекатаного изделия в спиральную последовательность колец, содержащий:
вал, выполненный с возможностью вращения вокруг оси, причем упомянутый вал содержит трубчатый элемент, выполненный с возможностью вращения между аксиально разнесенными подшипниками, и трубчатую насадку, выступающую аксиально вперед из упомянутого трубчатого элемента,
направляющую для изделия, поддерживаемую посредством упомянутого вала, имеющую входной конец, выровненный с упомянутой осью, выполненный с возможностью приема упомянутого изделия, и промежуточный криволинейный участок, ведущий от упомянутого входного конца к выпускному концу, расположенному радиально на расстоянии от упомянутой оси и выполненному с возможностью выпуска упомянутого изделия в виде упомянутой спиральной последовательности колец, и
направляющий желоб, спирально удлиняющий упомянутую направляющую для изделия, при этом упомянутый промежуточный криволинейный участок направляющей для изделия, выпускной конец направляющей для изделия и упомянутый направляющий желоб опираются на непрерывную спиральную опору на трубчатой насадке упомянутого вала.
2. Виткообразователь по п. 1, в котором трубчатая насадка упомянутого вала выполнена в виде цельной конструкции, включающей упомянутую спиральную опору.
3. Виткообразователь по п. 2, в котором упомянутая спиральная опора содержит шнековую пластину, выполненную в виде витка спирали, выступающего радиально из упомянутой трубчатой насадки.
4. Виткообразователь по п. 1, в котором упомянутая трубчатая насадка разъемно прикреплена к упомянутому трубчатому элементу.
5. Виткообразователь по п. 2, в котором упомянутая спиральная опора выполнена в виде детали, соединенной за одно целое с упомянутой трубчатой насадкой.
6. Виткообразователь по п. 1, в котором упомянутая направляющая для изделия содержит трубу.
7. Виткообразователь по п. 6, в котором упомянутая труба разъемно прикреплена к упомянутой спиральной опоре.
8. Виткообразователь по п. 1, в котором упомянутый направляющий желоб содержит основание, образованное наружным краем упомянутой спиральной опоры, и отсоединяемые боковые стенки, которые выступают радиально наружу из упомянутого основания.
9. Виткообразователь по п. 8, в котором упомянутые отсоединяемые боковые стенки разделены на сегменты.
10. Виткообразователь по п. 9, в котором упомянутые сегменты боковой стенки выполнены по существу одинаковыми.
11. Виткообразователь по п. 9, в котором упомянутые сегменты боковой стенки выполнены из алюминия или алюминиевых сплавов.
12. Виткообразователь по п. 9, в котором упомянутые сегменты боковой стенки выполнены из углеродного волокна.
13. Виткообразователь по п. 9, в котором упомянутые сегменты боковой стенки выполнены из термопластичной пластмассы.
14. Виткообразователь по п. 9, в котором упомянутые сегменты боковой стенки покрыты износостойким материалом.
15. Виткообразователь по п. 14, в котором упомянутый износостойкий материал содержит нанометалл.
16. Виткообразователь для формования аксиально перемещающегося в прокатном стане горячекатаного изделия в спиральную последовательность колец, содержащий
вал, выполненный с возможностью вращения вокруг оси, причем упомянутый вал содержит трубчатый элемент, выполненный с возможностью вращения между аксиально разнесенными подшипниками, и трубчатую насадку, выступающую аксиально вперед из упомянутого трубчатого элемента,
направляющую для изделия, поддерживаемую посредством упомянутого вала, имеющую входной конец, выровненный с упомянутой осью, выполненный с возможностью приема упомянутого изделия, и промежуточный криволинейный участок, ведущий от упомянутого входного конца к выпускному концу, расположенному радиально на расстоянии от упомянутой оси и выполненному с возможностью выпуска упомянутого изделия в виде упомянутой спиральной последовательности колец, и
канальный направляющий желоб, спирально удлиняющий упомянутую направляющую для изделия, причем упомянутый направляющий желоб содержит неразрывное основание и разделенные на сегменты отсоединяемые боковые стенки.
17. Виткообразователь по п. 16, в котором упомянутый промежуточный криволинейный участок и выпускной конец упомянутой направляющей для изделия и упомянутый направляющий желоб опираются на непрерывную спиральную опору, выполненную в виде неразъемного элемента упомянутой трубчатой насадки.
18. Виткообразователь по п. 17, в котором упомянутое основание упомянутого направляющего желоба содержит наружный край упомянутой спиральной опоры.
19. Виткообразователь по п. 16, в котором упомянутая насадка разъемно прикреплена к упомянутому трубчатому элементу.
20. Виткообразователь по п. 17, в котором упомянутая направляющая для изделия выполнена в виде трубы, разъемно прикрепленной к наружному краю упомянутой спиральной опоры.
21. Трубчатая насадка виткообразователя для формования аксиально перемещающегося в прокатном стане горячекатаного изделия в спиральную последовательность колец, выполненная с возможностью консольной установки с аксиальным выступом от вращаемого вала виткообразователя, который поддерживает направляющую для изделия, содержащую входной конец, выровненный с осью вращения вала, и промежуточный криволинейный участок, ведущий от упомянутого входного конца к выпускному концу направляющей для изделия, сообщающемуся с направляющим желобом, спирально удлиняющим упомянутую направляющую для изделия, при этом упомянутая насадка содержит шнековую пластину, выполненную и расположенную с возможностью непрерывной опоры на нее упомянутого направляющего желоба, промежуточного криволинейного участка и выпускного конца упомянутой направляющей для изделия.
22. Насадка по п. 21, в которой упомянутая шнековая пластина выполнена в виде неотъемлемого элемента упомянутой трубчатой насадки.
23. Насадка по п. 21, в которой наружный край упомянутой шнековой пластины выполнен в виде основания упомянутого направляющего желоба.
24. Насадка по п. 21, содержащая один конец, выполненный с возможностью разъемного прикрепления к упомянутому валу.
25. Насадка по п. 21, в которой промежуточный криволинейный участок и выпускной конец упомянутой направляющей для изделия закреплены посредством скоб на краю упомянутой шнековой пластины.
| ТРУБОГИБ ГИДРАВЛИЧЕСКИЙ | 2005 |
|
RU2272689C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СПИРАЛЬНЫХ ВИТКОВ ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 1993 |
|
RU2097157C1 |
| Виткообразующая проводка проволочной моталки | 1988 |
|
SU1611492A1 |
| US 6179237 B1, 30.01.2001. | |||

