Область техники, к которой относится настоящее изобретение
Последующее описание относится к виткообразователю для формирования бунта катанки, в частности, к виткообразователю для формирования бунта катанки, содержащего проводку.
Предшествующий уровень техники настоящего изобретения
В обычном проволочнопрокатном стане, как это схематически показано на фиг. 1, заготовки повторно нагреваются в печи 10. Нагретые заготовки извлекаются из печи и прокатываются через обжимную клеть 12, промежуточную клеть 14 и чистовую клеть 16, за которой в некоторых случаях располагается клеть послечистовой прокатки (не показана). Готовые изделия затем направляются в виткообразователь 18, где они свертываются в кольца 20. Эти кольца укладываются на конвейер 22 для транспортировки на станцию 24 реформирования, где они свиваются в бунты. Во время перемещения на конвейере кольца могут подвергаться регулируемому охлаждению с целью придания им определенных физико-химических свойств.
В течение нескольких последних десятилетий скорость прокатки в проволочнопрокатных станах неуклонно возрастает. С возрастанием скорости прокатки горячекатаного проката также возрастают усилия, действующие на виткообразователь, что приводит к износу его внутренних поверхностей. Износ трубки виткообразователя может привести к уменьшению возможности укладки колец на конвейер 22 с сохранением их кольцеобразной формы, что может повлиять на охлаждение, а в итоге - на конечные свойства изделия. Замена трубки виткообразователя на стане занимает много времени и является дорогостоящим процессом. Для того чтобы можно было планировать профилактическую замену трубок виткообразователей во время простоя вследствие выполнения планового техобслуживания, практикуется уменьшение внутреннего диаметра трубок виткообразователя до значений, меньше требуемых, в сочетании с уменьшением скорости прокатки. Используемые в настоящее время стандартные трубки виткообразователей должны заменяться после обработки около 2000 тонн или меньше длинномерного материала, в зависимости от диаметра, скорости и состава изделий.
Более того, изготовление стандартной трубки виткообразователя сопряжено с определенными сложностями. Сначала следует выбрать оправку, которая будет использоваться при формировании и оконтуривании трубки виткообразователя. Изготовление оправки с точными контурами, необходимыми для формирования трубки виткообразователя, является времязатратным и дорогостоящим процессом. При формировании трубки виткоукладчика на оправке эта трубка сначала нагревается до температуры свыше 900°С, т.е. до температуры, которая позволяет рабочим подвергнуть указанную трубку пластической деформации. Нагретая трубка обычно обрабатывается рабочими и переносится на оправку, где она с усилием обгибается вручную вокруг оправки с использованием различных ручных инструментов для придания ей соответствующей трехмерной формы. Процесс обработки и формирования виткоукладчика отнимает много времени и является потенциально опасным для рабочих.
В данной области техники по-прежнему существует потребность в усовершенствовании виткообразователей с целью сокращения времени простоя при прокатке и снижения потенциальной опасности для рабочих.
Краткое раскрытие настоящего изобретения
Согласно первому аспекту настоящего изображения виткообразователь для формирования бунта катанки содержит проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка характеризуется гибкостью, составляющей, по меньшей мере, около 50 мм при температуре 23°С.
Согласно другому аспекту настоящего изображения виткообразователь для формирования бунта катанки содержит проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит в своем составе металлический сплав никеля с титаном, в котором коэффициент (Ni/Ti) соотношения никеля и титана лежит в пределах, по меньшей мере, от около 0,05 до не более чем около 0,95.
Согласно еще одному из аспектов настоящего изображения виткообразователь для формирования бунта катанки содержит проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит в своем составе металл с эффектом памяти.
А согласно еще одному из аспектов настоящего изобретения виткообразователь для формирования бунта катанки содержит проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит в своем составе сверхупругий материал.
В другом аспекте виткообразователь для формирования бунта катанки содержит проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит множество волокон, образующих намоточную конструкцию.
Краткое описание фигур
Для того чтобы лучше понять настоящее изобретение, и чтобы различные его признаки и преимущества стали очевидными специалистам в данной области техники, его следует рассматривать в привязке к прилагаемым чертежам, где:
На фиг. 1 показана схема компоновки обычного проволочнопрокатного стана.
На фиг. 2 показан вид сбоку виткообразователя для формирования бунта катанки согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 3 показан вид сверху виткообразователя для формирования бунта катанки, проиллюстрированного на фиг. 2, согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 4 показано поперечное сечение виткообразователя для формирования бунта катанки, проиллюстрированного на фиг. 2, согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 5 показан вид спереди виткообразователя для формирования бунта катанки, проиллюстрированного на фиг. 2, согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 6 показан вид сбоку проводки согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 7 показано перспективное изображение части проводки согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 8 показано перспективное изображение в поперечном разрезе части проводки согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 9 показано перспективное изображение в поперечном разрезе части проводки согласно одному из вариантов осуществления настоящего изобретения.
На фиг. 10 показано перспективное изображение в поперечном разрезе части проводки согласно одному из вариантов осуществления настоящего изобретения.
Подробное раскрытие предпочтительного варианта/вариантов осуществления настоящего изобретения
Как, в общем, показано на фиг. 2-6, виткообразователь 30 для формирования бунта катанки с проводкой 60 может сворачивать катаный длинномерный материал М, например, горячекатаную сталь, пруток или арматурный прокат, в спиральные кольца. Длинномерный материал может характеризоваться линейной скоростью S, которая может составлять или превышать около 29520 футов/мин (150 м/с); при этом он может заходить в виткообразователь 30 с впускной стороны 32 и выходить с выпускной стороны 34 в виде ряда непрерывных петель, после чего эти петли могут укладываться на конвейер 40.
Виткообразователь 30 может содержать трубчатый вал 50, выполненный с возможностью вращения вокруг продольной оси 113. В частности, трубчатый вал 50 может иметь, в общем, форму рупора, обеспечивающую возможность вращения указанного вала вокруг оси 113. Виткообразователь может также содержать проводку 60 и трубчатую опору 70; при этом оба указанных элемента могут быть соединены с трубчатым валом 50. Проводка 60 и трубчатая опора 70 могут быть выполнены с возможностью вращения во время работы вокруг оси 113 вместе с трубчатым валом 50. Проводка 60 может быть соединена с трубчатой опорой 70, которая - в свою очередь - коаксиально соединена с трубчатым валом 50 так, что все три элемента синхронно вращаются вокруг оси 113 вращения трубчатого вала 50. Скорость вращения трубчатого вала 50 может выбираться, исходя - помимо прочих факторов - из конструктивных размеров и свойств длинномерного материала М, скорости S подачи, требуемого диаметра бунта и количества длинномерного материала в тоннах, которое может быть обработано виткообразователем без излишнего риска чрезмерного износа.
Проводка 60 может задавать вытянутую пустотелую полость, выполненную с возможностью протяжки длинномерного материала М через свое внутреннее пространство. Аспекты настоящего изобретения предусматривают включение в состав проводки 60 трубки виткообразователя. Фактически проводка 60 в контексте настоящего документа может иногда называться трубкой виткообразователя. Проводка 60 может характеризоваться, в общем, геликоидальным осевым профилем с расширяющимся радиусом; при этом ее первый конец 62 отцентрован по оси вращения трубчатого вала 50 и выполнен с возможностью приема длинномерного материала М, который может представлять собой металлическое изделие, которое может сворачиваться в спиральные кольца. Первый конец 62 может быть частью проксимального участка проводки 60. Проводка 60 может также характеризоваться наличием второго конца 64, который может являться частью оконечного участка проводки 60, смещенного относительно проксимального участка в радиальном и осевом направлении. Второй конец 64 может отстоять радиально наружу от оси вращения 113 трубчатого вала 50 и располагаться, в общем, под углом к указанной оси, вследствие чего длинномерный материал М будет выходить, в общем, по касательной к окружности вращающегося трубчатого вала 50.
Как проиллюстрировано на фигурах, длинномерный материал М может выходить наружу через второй конец 64 и подаваться в направляющее устройство 80, содержащее на своем ободе ряд сегментов 82, образующих направляющий канал 84, характеризующийся геликоидальным осевым профилем. По мере прохождения длинномерного материала М через направляющее устройство 80 он может принимать форму спиральных колец. Длинномерный материал М может принимать форму спиральных колец за счет прохождения через направляющее устройство 80 и направляющий канал 84. Направляющее устройство 80 может быть соединено с трубчатой опорой 70 и выполнено с возможностью вращения вокруг одной оси с трубчатым валом 50. Скорость вращения направляющего канала 84 по существу равна скорости S подачи длинномерного материала М, вследствие чего между направляющим каналом 84 и длинномерным материалом М по существу отсутствует прямолинейное движение, что способствует уменьшению износа поверхностей направляющего канала 84, контактирующего с длинномерным материалом М.
Неподвижное концевое кольцо 90 может характеризоваться внутренним диаметром, центральная ось которого совмещена с осью 113 вращения, и который очерчивает окружность второго конца 64 проводки 60, а также направляющего устройства 80. Концевое кольцо 90 может противодействовать центробежной силе, воздействующей на длинномерный материал М при его выходе наружу из проводки 60, за счет удержания длинномерного материала М в радиальном направлении в пределах внутреннего диаметра концевого кольца 90.
Как показано на фиг. 2, в процессе формирования спиральных колец длинномерный материал М может выходить из виткообразователя 30 для формирования бунта катанки и укладываться на конвейер 40 под действием силы тяжести, чему также способствует наклон оси вращения вниз на выпускном конце 34 виткообразователя. Механизм 150 автоматического останова может быть выполнен с возможностью поворота вокруг оси до соприкосновения с дальней по оси стороной направляющей поверхности концевого кольца 90. Ось поворота может идти под углом θ поворота к направляющей поверхности внутреннего диаметра концевого кольца 90. Характеристики сворачивания длинномерного материала М спиралью, равно как и укладка спиральных колец на конвейер 40, могут регулироваться за счет изменения угла θ поворота.
На фиг. 6 показан вид сбоку проводки согласно одному из вариантов осуществления настоящего изобретения. Как показано на фиг. 2-5, проводка 60 выполнена с возможностью вращения вокруг продольной оси А, которая в иных случаях может представлять собой ось 113 вращения трубчатого вала 50. Проводка 60 может характеризоваться наличием первого конца 62 в пределах проксимального участка 601, который выполнен с возможностью прохождения вдоль оси А. Первый конец 62 может быть отцентрован по оси А для приема горячекатаного проката. Проводка 60 может также содержать оконечный участок 603, смещенный относительно проксимального участка 601 в радиальном и осевом направлении, и содержащий второй конец 64, который отстоит радиально в сторону от оси вращения А. Проводка 60 может также содержать промежуточный участок 602, расположенный и проходящий между проксимальным участком 601 и оконечным участком 603. Промежуточный участок может задавать участок проводки 60, который на всем своем протяжении проходит по дугообразной траектории, отклоняясь от оси А. Изогнутая конструкция проводки 60 задает направляющий канал, выполненный с возможностью сворачивания проката в спиральные кольца. Следует иметь в виду, что проводки в вариантах осуществления заявленного изобретения, описанных в настоящем документе, могут быть соединены с агрегатом вальцов для формовки металлопродукции, в частности, формирования спиральных колец, которые могут быть использованы потребителями металлических изделий.
На фиг. 7-10 представлены различные изображения разных видов некоторых участков проводок согласно вариантам осуществления заявленного изобретения, представленным в настоящем документе. На фиг. 7 представлено перспективное изображение части проводки согласно одному из вариантов осуществления настоящего изобретения. На фиг. 8 показано перспективное изображение в поперечном разрезе части проводки 801 согласно одному из вариантов осуществления настоящего изобретения. На фиг. 9 показано перспективное изображение в поперечном разрезе части проводки согласно одному из вариантов осуществления настоящего изобретения. На фиг. 10 показано перспективное изображение в поперечном разрезе части проводки согласно одному из вариантов осуществления настоящего изобретения.
Согласно одному из вариантов осуществления настоящего изобретения проводка 60 может состоять, по меньшей мере, из одного волокна 702, образующего намоточную конструкцию, задающую шаг 703, который может быть определен как расстояние проводки 60 по прямой вдоль продольной оси 701, необходимое для совершения волокном одного полного оборота (т.е. 360°). Следует иметь в виду, что проводка 60 может содержать множество волокон, образующих намоточную конструкцию. В некоторых случаях шаг 703 может быть, по меньшей мере, равен диаметру проводки 60, такому как внутренний диаметр А или наружный диаметр D. В частности, по меньшей мере, в одном из вариантов конструкции шаг 703 может превышать диаметр (А или D) проводки таким образом, что этот шаг, по меньшей мере, в два раза превышает указанный диаметр; по меньшей мере, в три раза превышает указанный диаметр; по меньшей мере, в пять раз превышает указанный диаметр; или даже, по меньшей мере, в десять раз превышает указанный диаметр. Вместе с тем в другом варианте осуществления настоящего изобретения этот шаг не может превышать указанный диаметр более чем в 50 раз. Отношение шага к диаметру может способствовать обеспечению надлежащей гибкости проводки 60 с сохранением соответствующей механической целостности ее конструкции при металлообработке.
Следует иметь в виду, что проводка 60 может содержать множество волокон, образующих намоточную конструкцию. К примеру, по меньшей мере, в одном из вариантов осуществления настоящего изобретения, включая, например, вариант, проиллюстрированный на фиг. 9, проводка 901 может содержать внутренний слой 902, включающий в себя множество волокон 903, образующих намоточную конструкцию, задающую первый шаг; и второй слой 904, лежащий поверх внутреннего слоя 902, включающий в себя множество волокон 905, образующих намоточную конструкцию, задающую второй шаг. Согласно одному из вариантов осуществления настоящего изобретения второй слой 904 может непосредственно контактировать с внутренним слоем 902 без использования каких-либо промежуточных слоев или материалов. В частности, второй слой 904 может быть непосредственно соединен с внутренним слоем 902 и жестко скреплен с ним. Согласно, по меньшей мере, одному альтернативному варианту конструкции второй слой 904 может смещаться относительно внутреннего слоя 902, включая, помимо прочего, окружное смещение внутреннего слоя 902 относительно второго слоя 904 при изгибании проводки 901.
По меньшей мере, в одном из вариантов осуществления настоящего изобретения первый шаг (Р1) может отличаться от второго шага (Р2). Например, первый шаг (Р1) может быть меньше второго шага (Р2). Вместе с тем в других случаях второй шаг (Р2) может быть меньше второго шага (Р1). По меньшей мере, в одном из вариантов осуществления настоящего изобретения первый шаг (Р1) и второй шаг (Р2) могут быть одинаковыми по отношению друг к другу.
В другом варианте осуществления настоящего изобретения первый шаг (Р1) может проходить в первом направлении, а второй шаг (Р2) может проходить во втором направлении. Первое направление и второе направление могут соответствовать друг другу. Вместе с тем в другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, первое направление и второе направление могут отличаться друг от друга; в частности, они могут быть противоположны друг другу.
Каждое волокно 903, которое может входить в состав множества волокон внутреннего слоя 902, может характеризоваться первым диаметром (FD1) волокна, который представляет собой наибольший измеренный размер волокна, если смотреть на продольную ось 701 в плоскости поперечного сечения проводки 901. Более того, каждое волокно 905, которое может входить в состав множества волокон второго слоя 904, может характеризоваться вторым диаметром (FD2) волокна. В некоторых конструкциях проводки величина FD1 может отличаться от величины FD2. Например, в одном из вариантов осуществления настоящего изобретения величина FD1 может быть меньше величины FD2. В другом варианте осуществления настоящего изобретения величина FD1 может превышать величину FD2. Вместе с тем, согласно одному из вариантов осуществления настоящего изобретения, который не носит ограничительный характер, величина FD1 может быть по существу равна величине FD2 так, что разница между величинами FD1 и FD2 составляет менее чем около 2%. Более того, следует понимать, что при отсылке к величинам FD1 и FD2 имеются в виду усредненные или средние значения из надлежащего объема выборки диаметров соответствующих волокон.
Согласно одному из конкретных вариантов осуществления настоящего изобретения проводка 901 может характеризоваться определенным коэффициентом (FD1/FD2) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD1/FD2) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD1/FD2) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD1/FD2) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
В еще одном из вариантов осуществления настоящего изобретения проводка 60 может характеризоваться определенным коэффициентом (FD2/FD1) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD2/FD1) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD2/FD1) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD2/FD1) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
В определенных случаях первый диаметр (FD1) волокна, который может представлять собой усредненное или среднее значение, может быть равен, по меньшей мере, около 0,5 мм; например, по меньшей мере, около 0,8 мм; по меньшей мере, около 1 мм; по меньшей мере, около 1,2 мм; по меньшей мере, около 1,5 мм; по меньшей мере, около 1,6 мм; по меньшей мере, около 1,8 мм; по меньшей мере, около 2 мм; по меньшей мере, около 2,2 мм; по меньшей мере, около 2,5 мм; по меньшей мере, около 2,8 мм; по меньшей мере, около 3 мм; по меньшей мере, около 3,2 мм; или даже, по меньшей мере, около 3,5 мм. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, первый диаметр (FD1) волокна может составлять не более чем около 10 мм; например, не более чем около 9 мм; не более чем около 8 мм; не более чем около 7 мм; не более чем около 6 мм; и даже не более чем около 5 мм. Следует иметь в виду, что первый диаметр (FD1) волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше. Более того, регулирование первого диаметра волокна обеспечивает требуемое сочетание гибкости и упругости для использования в проводке 901 в сфере металлообработки.
В еще одном из аспектов второй диаметр (FD2) волокна, который может представлять собой усредненное или среднее значение, может составлять, по меньшей мере, около 0,5 мм; например, по меньшей мере, около 0,8 мм; по меньшей мере, около 1 мм; по меньшей мере, около 1,2 мм; по меньшей мере, около 1,5 мм; по меньшей мере, около 1,6 мм; по меньшей мере, около 1,8 мм; по меньшей мере, около 2 мм; по меньшей мере, около 2,2 мм; по меньшей мере, около 2,5 мм; по меньшей мере, около 2,8 мм; по меньшей мере, около 3 мм; по меньшей мере, около 3,2 мм; или даже, по меньшей мере, около 3,5 мм. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, второй диаметр (FD2) волокна может составлять не более чем около 10 мм; например, не более чем около 9 мм; не более чем около 8 мм; не более чем около 7 мм; не более чем около 6 мм; и даже не более чем около 5 мм. Следует иметь в виду, что второй диаметр (FD2) волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше. Более того, регулирование второго диаметра волокна обеспечивает требуемое сочетание гибкости и упругости для использования в проводке 901 при металлообработке.
Первое волокно 903, которое может входить в число множества волокон внутреннего слоя 902, может характеризоваться первым составом. Первый состав может включать в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал. В некоторых вариантах осуществления настоящего изобретения первый состав может включать в себя металл, например, металлический сплав. В частности, первый состав может включать в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов. Согласно одному из конкретных вариантов осуществления настоящего изобретения первый состав может состоять по существу из металла, в частности, сплава на основе железа, такого как сталь.
Вместе с тем в одном из альтернативных вариантов осуществления настоящего изобретения первый состав может включать в себя, по меньшей мере, два материала, выбранные из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
В определенных случаях первый состав может быть выполнен из материала, который характеризуется определенным модулем упругости, облегчающим формовку и функционирование проводки. Например, первый состав может характеризоваться модулем упругости, составляющим, по меньшей мере, около 100 ГПа; например, по меньшей мере, около 110 ГПа; по меньшей мере, около 120 ГПа; по меньшей мере, около 130 ГПа; по меньшей мере, около 140 ГПа; по меньшей мере, около 150 ГПа; по меньшей мере, около 160 ГПа; по меньшей мере, около 170 ГПа; по меньшей мере, около 175 ГПа; или, по меньшей мере, около 180 ГПа. Вместе с тем в другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, первый состав может характеризоваться модулем упругости, который составляет не более чем около 400 ГПа; не более чем около 350 ГПа; не более чем около 300 ГПа; не более чем около 290 ГПа; не более чем около 280 ГПа; не более чем около 270 ГПа; не более чем около 260 ГПа; или не более чем около 250 ГПа.
Второе волокно 905, которое может входить в число множества волокон второго слоя 904, может характеризоваться вторым составом. В определенных случаях второй состав может быть по существу таким же, что и первый состав. Составы могут по существу совпадать при одинаковых исходных элементарных материалах или соединениях, за исключением примесей, содержащихся в этих материалах. В другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, первый состав может отличаться от второго состава. Второй состав может включать в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал. В некоторых вариантах осуществления настоящего изобретения второй состав может включать в себя металл, например, металлический сплав. В частности, второй состав может включать в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов. Согласно одному из конкретных вариантов осуществления настоящего изобретения второй состав может состоять по существу из металла, в частности, сплава на основе железа, такого как сталь.
По меньшей мере, в одном из альтернативных вариантов осуществления настоящего изобретения второй состав может включать в себя, по меньшей мере, два материала, выбранные из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
В определенных случаях второй состав может быть выполнен из материала, который характеризуется определенным модулем упругости, облегчающим формовку и функционирование проводки. Например, второй состав может характеризоваться модулем упругости, составляющим, по меньшей мере, около 100 ГПа; например, по меньшей мере, около 110 ГПа; по меньшей мере, около 120 ГПа; по меньшей мере, около 130 ГПа; по меньшей мере, около 140 ГПа; по меньшей мере, около 150 ГПа; по меньшей мере, около 160 ГПа; по меньшей мере, около 170 ГПа; по меньшей мере, около 175 ГПа; или, по меньшей мере, около 180 ГПа. Вместе с тем в другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, второй состав может характеризоваться модулем упругости, который составляет не более чем около 400 ГПа; не более чем около 350 ГПа; не более чем около 300 ГПа; не более чем около 290 ГПа; не более чем около 280 ГПа; не более чем около 270 ГПа; не более чем около 260 ГПа; или не более чем около 250 ГПа.
В некоторых вариантах осуществления настоящего изобретения один или более участок проводки 901 может содержать износостойкое покрытие (например, борированное покрытие) или износостойкий материал. По меньшей мере, в одном варианте осуществления настоящего изобретения внутренний слой 902 может характеризоваться износостойкостью, превышающей износостойкость второго слоя 904. В частности, внутренняя поверхность 907 внутреннего слоя 902, задающая полость 908 во внутреннем пространстве проводки 901, может содержать износостойкий материал или иметь износостойкое покрытие.
В другом варианте осуществления настоящего изобретения внутренний слой 902 может характеризоваться первой толщиной (t1), а второй слой 904 может характеризоваться второй толщиной (t2); при этом как первая толщина, так и вторая толщина может представлять собой усредненное или среднее значение, основанное на подходящей выборке значений толщины соответствующего слоя. Более того, как первая толщина, так и вторая толщина может представлять собой ширину слоя, измеренную по радиусу R проводки 901, если смотреть на продольную ось 701 в плоскости поперечного сечения проводки 901 Согласно одному из вариантов осуществления настоящего изобретения величина t1 отличается от величины t2. В еще одном из вариантов осуществления настоящего изобретения величина t1 по существу равна величине 12 так, что разница между ними составляет не более чем около 2%. В другом варианте осуществления настоящего изобретения величина t1 может превышать величину t2. Вместе с тем в еще одном варианте осуществления настоящего изобретения, который не носит ограничительного характера, величина t1 может быть меньше величины t2.
Проводка 901 может характеризоваться определенным соотношением между первой толщиной и второй толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 901 может характеризоваться первым коэффициентом (t1/t2) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, первый коэффициент (t1/t2) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что первый коэффициент (t1/t2) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
В альтернативном варианте проводка 901 может характеризоваться определенным соотношением между второй толщиной и первой толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 901 может характеризоваться вторым коэффициентом (t2/t1) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, второй коэффициент (t2/t1) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что второй коэффициент (t2/t1) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
В более конкретных случаях первая толщина (t1) может составлять, по меньшей мере, около 0,1 мм; например, по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм. В еще одном случае первая толщина (t1) может составлять не более чем около 10 мм; например, не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм. Следует иметь в виду, что первая толщина (t1) может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений.
Согласно другому варианту осуществления настоящего изобретения вторая толщина (t2) может составлять, по меньшей мере, около 0,1 мм; например, по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или даже, по меньшей мере, около 1 мм. В еще одном случая вторая толщина (t2) может составлять не более чем около 10 мм; например, не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм. Следует иметь в виду, что вторая толщина (t2) может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений.
По меньшей мере, в одном из вариантов осуществления настоящего изобретения, таком как, например, вариант, проиллюстрированный на фиг. 10, проводка 1001 может содержать внутренний слой 902, включающий в себя множество волокон 903, образующих намоточную конструкцию, задающую первый шаг; второй слой 904, лежащий поверх внутреннего слоя 902 и включающий в себя множество волокон 905, образующих намоточную конструкцию, задающую второй шаг; и третий слой 1005, лежащий поверх второго слоя 904 и включающий в себя множество волокон 1005, образующих намоточную конструкцию, задающую третий шаг. В некоторых случаях третий слой 1005 может напрямую контактировать со вторым слоем 904, а второй слой 904 может напрямую контактировать с внутренним слоем 902. Согласно одному из вариантов осуществления настоящего изобретения второй слой 904 может непосредственно контактировать с внутренним слоем 902 без использования каких-либо промежуточных слоев или материалов между ними, а третий слой 1005 может непосредственно контактировать со вторым слоем 904 также без использования каких-либо промежуточных слоев или материалов между ними. В частности, второй слой 904 может быть непосредственно соединен с третьим слоем 1005 и жестко скреплен с ним. Согласно, по меньшей мере, одному альтернативному варианту конструкции третий слой 1005 может смещаться относительно внутреннего слоя 902, включая, помимо прочего, окружное смещение внутреннего слоя 902 относительно второго слоя 904 или третьего слоя 1005 при изгибании проводки 1001.
По меньшей мере, в одном варианте осуществления настоящего изобретения первый шаг (Р1) может отличаться от третьего шага (Р3). Например, первый шаг (Р1) может быть меньше третьего шага (Р3). Более того, по меньшей мере, в одном варианте осуществления настоящего изобретения второй шаг (Р2) может отличаться от третьего шага (Р3). Например, второй шаг (Р2) может быть меньше третьего шага (Р3). По меньшей мере, в одном варианте осуществления настоящего изобретения первый шаг (Р1) может быть таким же, что и второй шаг (Р2).
В другом варианте осуществления настоящего изобретения первый шаг (Р1) может проходить в первом направлении, а третий шаг (Р3) может проходить в третьем направлении. Первое направление и третье направление могут совпадать друг с другом. Вместе с тем в другом варианте осуществления настоящего изобретения, которое не носит ограничительного характера, первое направление и третье направление могут отличаться друг от друга; в частности, они могут быть противоположны друг другу.
Кроме того, второй шаг (Р2) может проходить во втором направлении, а третий шаг (Р3) может проходить в третьем направлении. Второе направление и третье направление могут совпадать друг с другом. Вместе с тем в другом варианте осуществления настоящего изобретения, которое не носит ограничительного характера, второе направление и третье направление могут отличаться друг от друга; в частности, они могут быть противоположны друг другу.
Каждое волокно 1003, которое может входить в состав множества волокон третьего слоя 1005, может характеризоваться третьим диаметром FD3 волокна, который представляет собой наибольший измеренный размер волокна, если смотреть на продольную ось 701 в плоскости поперечного сечения проводки 1001. Более того, как показано на фиг. 9, первые волокна 903 внутреннего слоя 902 могут характеризоваться первым диаметром FD1 волокна, а вторые волокна 905 второго слоя 904 могут характеризоваться вторым диаметром FD2 волокна. В некоторых конструкциях проводки величина FD1 может отличаться от величины FD3. Например, в одном из вариантов осуществления настоящего изобретения величина FD1 может быть меньше величины FD3. В другом варианте осуществления настоящего изобретения величина FD1 может превышать величину FD3. Вместе с тем, согласно одному из вариантов осуществления настоящего изобретения, который не носит ограничительный характер, величина FD1 может быть по существу равна величине FD3 так, что разница между величинами FD1 и FD3 составляет менее чем около 2%. Более того, следует понимать, что при отсылке к величинам FD1 и FD3 имеются в виду усредненные или средние значения из надлежащего объема выборки диаметров соответствующих волокон.
В некоторых вариантах осуществления настоящего изобретения величина FD2 может отличаться от величины FD3. Например, в одном из вариантов величина FD2 может быть меньше величины FD3. В другом варианте осуществления настоящего изобретения величина FD2 может превышать величину FD3. Вместе с тем согласно одному из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, величина FD2 может быть по существу равна величине FD3 так, что разница между величинами FD2 и FD3 может быть меньше чем около 2%. Более того, следует понимать, что при отсылке к величинам FD2 и FD3 имеются в виду усредненные или средние значения из надлежащего объема выборки диаметров соответствующих волокон.
Согласно одному из конкретных вариантов осуществления настоящего изобретения проводка 1001 может характеризоваться определенным коэффициентом (FD1/FD3) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD1/FD3) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD1/FD3) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD1/FD3) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
В еще одном из вариантов осуществления настоящего изобретения проводка 1001 может характеризоваться определенным коэффициентом (FD3/FD1) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD3/FD1) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD3/FD1) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD3/FD1) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
Согласно одному из конкретных вариантов осуществления настоящего изобретения проводка 1001 может характеризоваться определенным коэффициентом (FD2/FD3) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD2/FD3) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92 не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD2/FD3) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD2/FD3) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
В еще одном из вариантов осуществления настоящего изобретения проводка 1001 может характеризоваться определенным коэффициентом (FD3/FD2) соотношения диаметров волокна, который может способствовать использованию проводки в сфере металлообработки. Например, коэффициент (FD3/FD2) соотношения диаметров волокна может составлять не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,8. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, коэффициент (FD3/FD2) соотношения диаметров волокна может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6. Следует иметь в виду, что коэффициент (FD3/FD2) соотношения диаметров волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше.
Третий диаметр (FD3) волокна, который может представлять собой усредненное или среднее значение, может составлять, по меньшей мере, около 0,5 мм; например, по меньшей мере, около 0,8 мм; по меньшей мере, около 1 мм; по меньшей мере, около 1,2 мм; по меньшей мере, около 1,5 мм; по меньшей мере, около 1,6 мм; по меньшей мере, около 1,8 мм; по меньшей мере, около 2 мм; по меньшей мере, около 2,2 мм; по меньшей мере, около 2,5 мм; по меньшей мере, около 2,8 мм; по меньшей мере, около 3 мм; по меньшей мере, около 3,2 мм; или даже, по меньшей мере, около 3,5 мм. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, третий диаметр (FD3) волокна может составлять не более чем около 10 мм; например, не более чем около 9 мм; не более чем около 8 мм; не более чем около 7 мм; не более чем около 6 мм; и даже не более чем около 5 мм. Следует иметь в виду, что третий диаметр (FD3) волокна может лежать в диапазоне, включающем в себя любое из минимальных и максимальных значений, указанных выше. Более того, регулирование третьего диаметра волокна обеспечивает требуемое сочетание гибкости и упругости для использования в проводке 901 в сфере металлообработки.
Третье волокно 1003, которое может входить в число множества волокон третьего слоя 1005, может характеризоваться третьим составом. Третий состав может включать в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал. В некоторых вариантах осуществления настоящего изобретения третий состав может включать в себя металл, например, металлический сплав. В частности, третий состав может включать в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов. Согласно одному из конкретных вариантов осуществления настоящего изобретения третий состав может состоять по существу из металла, в частности, сплава на основе железа, такого как сталь.
Вместе с тем в одном из альтернативных вариантов осуществления настоящего изобретения третий состав может включать в себя, по меньшей мере, два материала, выбранные из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
В определенных случаях третий состав может быть выполнен из материала, который характеризуется определенным модулем упругости, облегчающим формовку и функционирование проводки. Например, третий состав может характеризоваться модулем упругости, составляющим, по меньшей мере, около 100 ГПа; например, по меньшей мере, около 110 ГПа; по меньшей мере, около 120 ГПа; по меньшей мере, около 130 ГПа; по меньшей мере, около 140 ГПа; по меньшей мере, около 150 ГПа; по меньшей мере, около 160 ГПа; по меньшей мере, около 170 ГПа; по меньшей мере, около 175 ГПа; или, по меньшей мере, около 180 ГПа. Вместе с тем в другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, третий состав может характеризоваться модулем упругости, который составляет не более чем около 400 ГПа; не более чем около 350 ГПа; не более чем около 300 ГПа; не более чем около 290 ГПа; не более чем около 280 ГПа; не более чем около 270 ГПа; не более чем около 260 ГПа; или не более чем около 250 ГПа.
Как было указано выше, первые волокна 903 внутреннего слоя 902 могут характеризоваться первым составом, а вторые волокна 905 второго слоя 904 могут характеризоваться вторым составом. В некоторых случаях первый состав может быть по существу таким же, что и третий состав. Составы могут по существу совпадать при одинаковых исходных элементарных материалах или соединениях, за исключением примесей, содержащихся в этих материалах. В другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, первый состав может отличаться от третьего состава. Согласно другому варианту осуществления настоящего изобретения второй состав может быть по существу таким же, что и третий состав. Вместе с тем в других вариантах конструкции второй состав может отличаться от третьего состава.
В некоторых вариантах осуществления настоящего изобретения один или более участок проводки 1001 может содержать износостойкое покрытие (например, борированное покрытие) или износостойкий материал. Как было раскрыто на примере варианта осуществления настоящего изобретения, проиллюстрированного на фиг. 9, внутренний слой 903 может характеризоваться износостойкостью, превышающей износостойкость второго слоя 904. В частности, внутренняя поверхность 907 внутреннего слоя 902, задающая полость 908 во внутреннем пространстве проводки 901, может содержать износостойкий материал или иметь износостойкое покрытие. То же самое относится к варианту осуществления настоящего изобретения, который показан на фиг. 10. В определенных случаях один или более участок третьего слоя 1005 может содержать износостойкий материал или иметь износостойкое покрытие. Например, по меньшей мере, в одной из конструкций наружная поверхность 1006 третьего слоя 1005 может содержать износостойкий материал или иметь износостойкое покрытие.
Как уже было указано в настоящем документе, внутренний слой 902 может характеризоваться первой толщиной (t1), а второй слой 904 может характеризоваться второй толщиной (t2); при этом как первая толщина, так и вторая толщина может представлять собой усредненное или среднее значение, основанное на подходящей выборке значений толщины соответствующего слоя. Более того, третий слой 1005 может характеризоваться третьей толщиной (t3), которая может представлять собой размер третьего слоя 1005, измеренный вдоль радиуса R проводки 1001, если смотреть на продольную ось 701 в плоскости поперечного сечения проводки 1001 Согласно одному из вариантов осуществления настоящего изобретения величина t1 отличается от величины t3. В еще одном из вариантов осуществления настоящего изобретения величина t1 по существу равна величине t3 так, что разница между ними составляет не более чем около 2%. В другом варианте осуществления настоящего изобретения величина t1 может превышать величину t3. Вместе с тем в еще одном варианте осуществления настоящего изобретения, который не носит ограничительного характера, величина t1 может быть меньше величины t3.
Проводка 1001 может характеризоваться определенным соотношением между первой толщиной и третьей толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 1001 может характеризоваться третьим коэффициентом (t1/t3) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, третий коэффициент (t1/t3) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что третий коэффициент (t1/t3) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
В альтернативном варианте осуществления настоящего изобретения проводка 1001 может характеризоваться определенным соотношением между третьей толщиной и первой толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 1001 может характеризоваться четвертым коэффициентом (t3/t1) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, четвертый коэффициент (t3/t1) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что четвертый коэффициент (t3/t1) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
Согласно одному из вариантов осуществления настоящего изобретения величина t2 отличается от величины t3. В еще одном из вариантов осуществления настоящего изобретения величина t2 по существу равна величине t3 так, что разница между этими величинами составляет не более чем около 2%. В других вариантах осуществления настоящего изобретения величина t2 может превышать величину t3. Вместе с тем в еще одном варианте осуществления настоящего изобретения, который не носит ограничительного характера, величина t2 может быть меньше величины t3.
Проводка 1001 может характеризоваться определенным соотношением между второй толщиной и третьей толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 1001 может характеризоваться пятым коэффициентом (t2/t3) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, пятый коэффициент (t2/t3) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что пятый коэффициент (t2/t3) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
В альтернативном варианте осуществления настоящего изобретения проводка 1001 может характеризоваться определенным соотношением между третьей толщиной и второй толщиной, чтобы содействовать ее использованию при металлообработке. Например, проводка 1001 может характеризоваться шестым коэффициентом (t3/t23) соотношения толщин, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,90; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или даже не более чем около 0,80. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, шестой коэффициент (t3/t2) соотношения толщин может составлять, по меньшей мере, около 0,05; например, по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или даже, по меньшей мере, около 0,6. Следует иметь в виду, что шестой коэффициент (t3/t2) соотношения толщин может лежать в пределах диапазона, включающего в себя любые минимальные и максимальные значения, указанные выше.
В более конкретных случаях третья толщина (t3) может составлять, по меньшей мере, около 0,1 мм; например, по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм. В еще одном случае третья толщина (t3) может составлять не более чем около 10 мм; например, не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм. Следует иметь в виду, что третья толщина (t3) может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений.
Проводки в вариантах осуществления заявленного изобретения, описанных в настоящем документе, могут характеризоваться определенной толщиной стенки, что может содействовать их использованию в сфере металлообработки, в частности, в качестве трубки виткообразователя для формирования бунта катанки. Под толщиной стенки обычно понимают толщину стенки проводки в радиальном направлении, если смотреть в поперечном разрезе. В частности, она может составлять половину разницы между наружным диаметром (D) и внутренним диаметром (А) (т.е. толщина стенки = [0,5×(D-A)]. В одном из вариантов осуществления настоящего изобретения толщина стенки проводки может составлять, по меньшей мере, около 1 мм; например, по меньшей мере, около 2 мм; по меньшей мере, около 3 мм; по меньшей мере, около 4 мм; или, по меньшей мере, около 5 мм. В другом варианте осуществления настоящего изобретения, который не носит ограничительного характера, проводка может характеризоваться толщиной стенки не более чем около 20 мм; например, не более чем около 18 мм; не более чем около 16 мм; или не более чем около 14 мм. Следует иметь в виду, что толщина стенки может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений.
Проводка 1001 может характеризоваться внутренней шириной 1009, которая может представлять собой наибольший размер полости 1008, если смотреть в поперечном разрезе на продольную ось 701 проводки 1001. Ширина может представлять собой диаметр полости, имеющей в поперечном сечении круглую форму, как это показано на фиг. 10. Согласно одному из вариантов осуществления настоящего изобретения внутренняя ширина 1009 может составлять, по меньшей мере, около 1 мм; например, по меньшей мере, около 2 мм; по меньшей мере, около 3 мм; по меньшей мере, около 4 мм; по меньшей мере, около 5 мм; или, по меньшей мере, около 6 мм. Следует иметь в виду, что полость может характеризоваться самыми разными формами поперечного сечения, включая, помимо прочего, круглую форму, овальную форму, форму многоугольника, форму неправильного многоугольника, сложную многоугольную форму, неправильную форму или сочетание указанных форм. В одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, проводка 1001 может характеризоваться внутренней шириной 1009, составляющей не более чем около 100 мм; не более чем около 80 мм; не более чем около 70 мм; не более чем около 60 мм; или не более чем около 50 мм. Следует иметь в виду, что внутренняя ширина 1009 может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений.
Проводки в вариантах осуществления заявленного изобретения, описанных в настоящем документе, характеризуются определенной гибкостью при комнатной температуре, что упрощает их формовку и техобслуживание в сравнении со стандартными трубками виткообразователя. Например, проводка в вариантах осуществления заявленного изобретения, описанных в настоящем документе, может характеризоваться гибкостью, составляющей, по меньшей мере, около 55 мм при температуре 23°С, что было подтверждено результатами испытаний консольно закрепленного образца. Испытание консольно закрепленного образца проводится на прямой трубке типоразмера 160 диаметром 1,5 дюйма с наружным диаметром 48,3 мм и толщиной стенки 7,14 мм, которая своим ближним концом закрепляется на полностью жесткой конструкции, после чего к противоположному дальнему концу трубки подвешивается груз массой 1000 кг. Длина трубки составляет 500 мм. Трубка закрепляется на полностью жесткой конструкции таким образом, что ее ближний конец вплотную прилегает к стенке, а сама трубка располагается параллельно поверхности земли и перпендикулярно полностью жесткой конструкции. Затем трубка подвергается изгибанию в течение 60 секунд при комнатной температуре (т.е. 23°С). Гибкостью считается отклонение дальнего конца трубки по вертикали от первоначальной высоты. Это испытание может повторяться несколько раз для получения статистически достоверного объема выборки и расчета усредненного или среднего значения гибкости. Гибкость проводки в вариантах осуществления заявленного изобретения, описанных в настоящем документе, может составлять, по меньшей мере, около 60 мм (т.е. дальний конец отклоняется, по меньшей мере, на 60 мм от первоначальной высоты); например, по меньшей мере, около 65 мм; по меньшей мере, около 70 мм; по меньшей мере, около 75 мм; по меньшей мере, около 80 мм; по меньшей мере, около 90 мм; по меньшей мере, около 100 мм; или, по меньшей мере, около 110 мм. Вместе с тем в одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, гибкость проводки может составлять не более чем около 490 мм; не более чем около 470 мм; не более чем около 450 мм; или не более чем около 400 мм. Следует иметь в виду, что гибкость проводки может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений, включая, помимо прочего, по меньшей мере, около 60 мм и не более чем около 490 мм; по меньшей мере, около 70 мм и не более чем около 470 мм; или, по меньшей мере, около 80 мм и не более чем около 450 мм.
Проводки в вариантах осуществления заявленного изобретения, описанных в настоящем документе, могут включать в свой состав определенные материалы, которые могут способствовать улучшению работы и техобслуживания виткообразователя и прокатного стана для формирования бунта катанки. Например, по меньшей мере, часть проводки любого из вариантов осуществления заявленного изобретения, описанных в настоящем документе, может включать в свой состав металлический сплав никеля с титаном с коэффициентом (Ni/Ti) элементного соотношения никеля и титана в пределах, по меньшей мере, около 0,05 и не более чем около 0,95. Согласно одному из вариантов осуществления настоящего изобретения коэффициент (Ni/Ti) элементного соотношения никеля и титана может составлять, по меньшей мере, около 0,08; например, по меньшей мере, около 0,1; по меньшей мере, около 0,15; по меньшей мере, около 0,2; по меньшей мере, около 0,25; по меньшей мере, около 0,3; по меньшей мере, около 0,35; по меньшей мере, около 0,4; по меньшей мере, около 0,45; или даже, по меньшей мере, около 0,48. Вместе с тем в другом варианте осуществления настоящего изобретения коэффициент (Ni/Ti) элементного соотношения никеля и титана может составлять не более чем около 0,9; например, не более чем около 0,85; не более чем около 0,8; не более чем около 0,75; не более чем около 0,7; не более чем около 0,65; не более чем около 0,6; не более чем около 0,55; или даже не более чем около 0,53. Следует иметь в виду, что коэффициент (Ni/Ti) элементного соотношения никеля и титана может лежать в пределах диапазона, включающего в себя любые из указанных выше минимальных и максимальных значений. По меньшей мере, в одном из вариантов осуществления настоящего изобретения, по меньшей мере, часть проводки выполнена из материала Nitinol™. Более того, следует иметь в виду, что, по меньшей мере, одно волокно любой из проводок в вариантах осуществления заявленного изобретения, описанных в настоящем документе, может включать в свой состав вышеупомянутый материал, представляющий собой комбинацию никеля и титана. В других случаях проводка может быть полностью выполнена из металлического никель-титанового сплава в соответствии с описанием, представленным в настоящем документе.
Согласно еще одному из вариантов осуществления настоящего изобретения, по меньшей мере, часть проводки (например, часть волокна или все волокно полностью одного или более слоя) может быть выполнена из материала с эффектом памяти. В частности, по меньшей мере, большая часть массы проводки приходится на материал с эффектом памяти. По меньшей мере, в одном из вариантов осуществления настоящего изобретения проводка может быть выполнена по существу полностью из материала с эффектом памяти. Следует иметь в виду, что, по меньшей мере, одно волокно любой из проводок в вариантах осуществления заявленного изобретения, описанных в настоящем документе, может включать в свой состав вышеупомянутый материал. В других случаях проводка может быть полностью выполнена из металлического никель-титанового сплава в соответствии с описанием, представленным в настоящем документе.
Согласно еще одному из вариантов осуществления настоящего изобретения, по меньшей мере, часть проводки (например, часть волокна или все волокно полностью одного или более слоя) может быть выполнена из сверхупругого материала. В частности, по меньшей мере, большая часть массы проводки приходится на сверхупругий материал. По меньшей мере, в одном из вариантов осуществления настоящего изобретения проводка может быть выполнена по существу полностью из сверхупругого материала. Сверхупругий материал имеет порог пластической деформации, составляющий, по меньшей мере, около 5% без развития необратимой деформации. Иначе говоря, сверхупругий материал может подвергаться растяжению, по меньшей мере, на 5% без развития необратимой деформации. В других случаях сверхупругий материал может подвергаться деформации, составляющей, по меньшей мере, около 6%; например, по меньшей мере, около 7%; по меньшей мере, около 8%; по меньшей мере, около 9%; или, по меньшей мере, около 10% без развития необратимой деформации. В одном из вариантов осуществления настоящего изобретения, который не носит ограничительного характера, сверхупругий материал может подвергаться деформации от 6% до 20%; например, от 7% и 18%; до 7% и 15%; или от 7% до 13% без развития необратимой деформации.
Варианты осуществления настоящего изобретения
Вариант 1 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки, содержащий:
проводку, задающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом проводка характеризуется гибкостью, составляющей, по меньшей мере, около 50 мм при температуре 23°С.
Вариант 2 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки, содержащий:
проводку, содержащую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом проводка содержит в своем составе металлический сплав никеля с титаном, в котором коэффициент (Ni/Ti) элементного соотношения никеля и титана лежит в пределах, по меньшей мере, от около 0,05 до не более чем около 0,95.
Вариант 3 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки, содержащий:
проводку, содержащую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит в своем составе металл с эффектом памяти.
Вариант 4 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки, содержащий:
проводку, содержащую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит в своем составе сверхупругий материал.
Вариант 5 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки, содержащий:
проводку, содержащую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов; при этом указанная проводка содержит множество волокон, образующих намоточную конструкцию.
Вариант 6 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит множество волокон, образующих намоточную конструкцию, задающую шаг (Р); при этом шаг (Р), по меньшей мере, равен диаметру проводки.
Вариант 7 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит множество волокон, образующих намоточную конструкцию, задающую шаг (Р); при этом шаг (Р) превышает диаметр проводки.
Вариант 8 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 6 осуществления настоящего изобретения, содержащий:
внутренний слой, содержащий множество волокон, образующих намоточную конструкцию, задающую первый шаг (Р1); и
второй слой, лежащий поверх внутреннего слоя и содержащий множество волокон, образующих намоточную конструкцию, задающую второй шаг (Р2).
Вариант 9 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором второй слой напрямую контактирует с внутренним слоем.
Вариант 10 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором первый шаг (Р1) отличается от второго шага (Р2).
Вариант 11 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором первый шаг (Р1) меньше второго шага (Р2).
Вариант 12 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором первый шаг (Р1) проходит в первом направлении, а второй шаг (Р2) проходит во втором направлении.
Вариант 13 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором первое направление соответствует второму направлению.
Вариант 14 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором первое направление отличается от второго направления.
Вариант 15 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором каждое волокно из множества волокон внутреннего слоя характеризуется первым диаметром (FD1) волокна, а каждое волокно из множества волокон второго слоя характеризуется вторым диаметром (FD2) волокна.
Вариант 16 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором величина FD1 отличается от величины FD2.
Вариант 17 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором величина FD1 меньше величины FD2.
Вариант 18 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором величина FD1 превышает величину FD2.
Вариант 19 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором величина FD1 по существу равна величине FD2.
Вариант 20 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, дополнительно характеризующийся коэффициентом (FD1/FD2) соотношения диаметров волокна, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или не более чем около 0,8; а также, по меньшей мере, около 0,05; по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6.
Вариант 21 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором первый диаметр (FD1) волокна составляет, по меньшей мере, около 0,5 мм и не более чем около 10 мм.
Вариант 22 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 15 осуществления настоящего изобретения, в котором второй диаметр (FD2) волокна составляет, по меньшей мере, около 0,5 мм и не более чем около 10 мм.
Вариант 23 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8 осуществления настоящего изобретения, в котором каждое волокно из множества волокон внутреннего слоя характеризуется первым составом, а каждое волокно из множества волокон второго слоя характеризуется вторым составом.
Вариант 24 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором первый состав по существу такой же, что и второй состав.
Вариант 25 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором первый состав отличается от второго состава.
Вариант 26 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором первый состав включает в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 27 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором первый состав включает в себя металл; при этом первый состав включает в себя металлический сплав; при этом первый состав включает в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов.
Вариант 28 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором первый состав включает в себя композит, содержащий комбинацию, по меньшей мере, двух материалов, выбранных из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 29 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором второй состав включает в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 30 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором второй состав включает в себя металл; при этом второй состав включает в себя металлический сплав; при этом второй состав включает в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов.
Вариант 31 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором второй состав включает в себя композит, содержащий комбинацию, по меньшей мере, двух материалов, выбранных из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 32 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором внутренний слой характеризуется износостойкостью, превышающей износостойкость второго слоя.
Вариант 33 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором внутренний слой характеризуется первой толщиной (t1), а второй слой характеризуется второй толщиной (t2).
Вариант 34 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 отличается от величины t2.
Вариант 35 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 по существу равна величине t2.
Вариант 36 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 превышает величину t2.
Вариант 37 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 меньше величины t2.
Вариант 38 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 составляет, по меньшей мере, около 0,1 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм.
Вариант 39 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 составляет не более чем около 10 мм; не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм.
Вариант 40 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t2 составляет, по меньшей мере, около 0,1 мм; по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм.
Вариант 41 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t2 составляет не более чем около 10 мм; не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм.
Вариант 42 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 23 осуществления настоящего изобретения, в котором внутренний слой содержит износостойкое покрытие.
Вариант 43 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 8, дополнительно содержащий третий слой, лежащий поверх внутреннего слоя и содержащий множество волокон, образующих намоточную конструкцию, задающую третий шаг (Р3).
Вариант 44 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором третий слой напрямую контактирует со вторым слоем, а второй слой напрямую контактирует с внутренним слоем.
Вариант 45 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором первый шаг (Р1) отличается от третьего шага (Р3).
Вариант 46 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором первый шаг (Р1) меньше третьего шага (Р3).
Вариант 47 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором второй шаг (Р2) отличается от третьего шага (Р3).
Вариант 48 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором второй шаг (Р2) меньше третьего шага (Р3).
Вариант 49 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором первый шаг (Р1) проходит в первом направлении, а третий шаг (Р3) проходит в третьем направлении.
Вариант 50 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 49 осуществления настоящего изобретения, в котором первое направление соответствует третьему направлению.
Вариант 51 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 49 осуществления настоящего изобретения, в котором первое направление отличается от третьего направления.
Вариант 52 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором второй шаг (Р2) проходит во втором направлении, а третий шаг (Р3) проходит в третьем направлении.
Вариант 53 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 52 осуществления настоящего изобретения, в котором второе направление соответствует третьему направлению.
Вариант 54 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 52 осуществления настоящего изобретения, в котором второе направление отличается от третьего направления.
Вариант 55 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором каждое волокно из множества волокон внутреннего слоя характеризуется первым диаметром (FD1) волокна; каждое волокно из множества волокон второго слоя характеризуется вторым диаметром (FD2) волокна; а каждое волокно из множества волокон третьего слоя характеризуется третьим диаметром (FD3) волокна.
Вариант 56 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 отличается от величины FD2.
Вариант 57 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 по существу равна величине FD2.
Вариант 58 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 меньше величины FD2.
Вариант 59 осуществления настоящего изобретения. Виткообразователь для формирования бунта превышает FD2.
Вариант 60 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 отличается от величины FD3.
Вариант 61 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 по существу равна величине FD3.
Вариант 62 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 меньше величины FD3.
Вариант 63 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD1 превышает величину FD3.
Вариант 64 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD2 отличается от величины FD3.
Вариант 65 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD2 по существу равна величине FD3.
Вариант 66 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD2 меньше величины FD3.
Вариант 67 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором величина FD2 превышает величину FD3.
Вариант 68 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, дополнительно характеризующийся коэффициентом (FD1/FD3) соотношения диаметров волокна, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или не более чем около 0,8; а также, по меньшей мере, около 0,05; по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6.
Вариант 69 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, дополнительно характеризующийся коэффициентом (FD2/FD3) соотношения диаметров волокна, составляющим не более чем около 0,98; например, не более чем около 0,96; не более чем около 0,94; не более чем около 0,92; не более чем около 0,9; не более чем около 0,88; не более чем около 0,86; не более чем около 0,84; не более чем около 0,82; или не более чем около 0,8; а также, по меньшей мере, около 0,05; по меньшей мере, около 0,1; по меньшей мере, около 0,2; по меньшей мере, около 0,3; по меньшей мере, около 0,4; по меньшей мере, около 0,5; или, по меньшей мере, около 0,6.
Вариант 70 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 55 осуществления настоящего изобретения, в котором каждое волокно из множества волокон внутреннего слоя характеризуется первым составом, каждое волокно из множества волокон второго слоя характеризуется вторым составом, а каждое волокно из множества волокон третьего слоя характеризуется третьим составом.
Вариант 71 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором первый состав по существу такой же, что и третий состав.
Вариант 72 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором первый состав отличается от третьего состава.
Вариант 73 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором второй состав по существу такой же, что и третий состав.
Вариант 74 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором второй состав отличается от третьего состава.
Вариант 75 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором первый состав включает в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 76 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором первый состав включает в себя металл; при этом первый состав включает в себя металлический сплав; при этом первый состав включает в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов.
Вариант 77 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором первый состав включает в себя композит, содержащий комбинацию, по меньшей мере, двух материалов, выбранных из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 78 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором второй состав включает в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 79 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором второй состав включает в себя металл; при этом второй состав включает в себя металлический сплав; при этом второй состав включает в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов.
Вариант 80 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором второй состав включает в себя композит, содержащий комбинацию, по меньшей мере, двух материалов, выбранных из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 81 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором третий состав включает в себя материал, выбранный из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 82 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором третий состав включает в себя металл; при этом третий состав включает в себя металлический сплав; при этом третий состав включает в себя материал, выбранный из группы, содержащей черные металлы, сплавы черных металлов, цветные металлы, сплавы цветных металлов, никель, алюминий, титан, платину, ванадий, железо, сталь и какую-либо комбинацию вышеперечисленных металлов.
Вариант 83 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 70 осуществления настоящего изобретения, в котором третий состав включает в себя композит, содержащий комбинацию, по меньшей мере, двух материалов, выбранных из группы, содержащей неорганический материал, органический материал, металл, металлический сплав, керамику, стекло, полимер, карбид, оксид, борид, нитриды, оксикарбиды, оксинитриды, углеродсодержащий материал, углеродное волокно, углеродные нанотрубки, природный материал и синтетический материал.
Вариант 84 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 43 осуществления настоящего изобретения, в котором внутренний слой характеризуется первой толщиной (t1), второй слой характеризуется второй толщиной (t2), а третий слой характеризуется третьей толщиной (t3)
Вариант 85 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 отличается от величины t2.
Вариант 86 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 по существу равна величине t2.
Вариант 87 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 превышает величину t2.
Вариант 88 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 меньше величины t2.
Вариант 89 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором t1 составляет, по меньшей мере, около 0,1 мм; по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм.
Вариант 90 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t1 составляет не более чем около 10 м; не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм.
Вариант 91 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t2 составляет, по меньшей мере, около 0,1 мм; по меньшей мере, около 0,2 мм; по меньшей мере, около 0,5 мм; или, по меньшей мере, около 1 мм.
Вариант 92 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 33 осуществления настоящего изобретения, в котором величина t2 составляет не более чем около 10 м; не более чем около 8 мм; не более чем около 6 мм; или не более чем около 4 мм.
Вариант 93 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 отличается величины от t3.
Вариант 94 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 по существу равна величине t3.
Вариант 95 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 превышает величину t3.
Вариант 96 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t1 меньше величины t3.
Вариант 97 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t2 отличается от величины t3.
Вариант 98 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t2 по существу равна величине t3.
Вариант 99 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t2 превышает величину t3.
Вариант 100 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 84 осуществления настоящего изобретения, в котором величина t2 меньше величины t3.
Вариант 101 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка характеризуется толщиной стенки, составляющей, по меньшей мере, около 1 мм; по меньшей мере, около 2 мм; по меньшей мере, около 3 мм; по меньшей мере, около 4 мм; или, по меньшей мере, около 5 мм.
Вариант 102 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка характеризуется толщиной стенки, составляющей не более чем около 20 мм; не более чем около 18 мм; не более чем около 16 мм; или не более чем около 14 мм.
Вариант 103 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка характеризуется внутренней шириной, составляющей, по меньшей мере, около 1 мм; по меньшей мере, около 2 мм; по меньшей мере, около 3 мм; по меньшей мере, около 4 мм; по меньшей мере, около 5 мм; или, по меньшей мере, около 6 мм.
Вариант 104 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка характеризуется внутренней шириной, составляющей не более чем около 100 мм; не более чем около 80 мм; не более чем около 70 мм; не более чем около 60 мм; или не более чем около 50 мм.
Вариант 105 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка задает вытянутую пустотелую полость, имеющую в поперечном сечении форму, выбранную из ряда, включающего в себя круглую форму, овальную форму, форму многоугольника, форму неправильного многоугольника или сочетание указанных форм.
Вариант 106 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка соединена с прокатным станом для формовки металла.
Вариант 107 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит проксимальный участок, вытянутый по оси; оконечный участок, смещенный в радиальном и осевом направлении от проксимального участка; и промежуточный участок, проходящий между проксимальным участком и оконечным участком по дугообразной траектории.
Вариант 108 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка соединена с трубчатым валом.
Вариант 109 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 108 осуществления настоящего изобретения, в котором трубчатый вал выполнен с возможностью вращения вокруг оси, а проводка выполнена с возможностью вращения вокруг этой же оси вместе с указанным трубчатым валом.
Вариант 110 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором вытянутая пустотелая полость выполнена с возможностью приема длинномерного материала и сворачивания металлического изделия в спиральные кольца.
Вариант 111 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка характеризуется гибкостью, составляющей, по меньшей мере, около 55 мм при температуре 23°С; по меньшей мере, около 60 мм; по меньшей мере, около 70 мм; по меньшей мере, около 75 мм; по меньшей мере, около 80 мм; по меньшей мере, около 90 мм; по меньшей мере, около 100 мм; и, по меньшей мере, около 110 мм.
Вариант 112 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки варианта 111 осуществления настоящего изобретения, в котором характеризуется гибкостью, составляющей не более чем около 490 мм.
Вариант 113 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит металлический сплав никеля и титана с коэффициентом (Ni/Ti) элементного соотношения никеля и титана, лежащим в диапазоне, по меньшей мере, от 0,05 и до не более чем около 0,95.
Вариант 114 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 2 и 113 осуществления настоящего изобретения, в котором элементное соотношение (Ni/Ti) никеля и титана составляет, по меньшей мере, около 0,08; по меньшей мере, около 0,1; по меньшей мере, около 0,15; по меньшей мере, около 0,2; по меньшей мере, около 0,25; по меньшей мере, около 0,3; по меньшей мере, около 0,35; по меньшей мере, около 0,4; по меньшей мере, около 0,45; или, по меньшей мере, около 0,48.
Вариант 115 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 2 и 113 осуществления настоящего изобретения, в котором элементное соотношение (Ni/Ti) никеля и титана составляет не более чем около 0,9; не более чем около 0,85; не более чем около 0,8; не более чем около 0,7; не более чем около 0,65; не более чем около 0,6; не более чем около 0,55; или не более чем около 0,53.
Вариант 116 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит в своем составе металл с эффектом памяти.
Вариант 117 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3 и 5 осуществления настоящего изобретения, в котором проводка содержит в своем составе сверхупругий материал.
Вариант 118 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором сверхупругий материал имеет порог пластической деформации без развития необратимой деформации, составляющий, по меньшей мере, около 5%; по меньшей мере, около 6%; по меньшей мере, около 7%; по меньшей мере, около 8%; по меньшей мере, около 9%; или, по меньшей мере, около 10% без развития необратимой деформации.
Вариант 119 осуществления настоящего изобретения. Виткообразователь для формирования бунта катанки любого из предшествующих вариантов 1, 2, 3, 4 и 5 осуществления настоящего изобретения, в котором проводка содержит в своем составе материал Nitinol™.
Описанный выше предмет настоящего изобретения следует рассматривать как носящий иллюстративный, а не ограничительный характер; при этом предполагается, что прилагаемая формула изобретения охватывает все модификации, усовершенствования и прочие варианты осуществления настоящего изобретения, которые входят в его истинный объем. Таким образом, в той мере, в которой это разрешено законом, объем настоящего изобретения должен определяться максимально возможным расширительным толкованием последующих пунктов изобретения и их эквивалентов, и не должен сводиться к представленному выше подробному описанию или ограничиваться им.
Реферат настоящего изобретения представлен в соответствии с требованиям патентного законодательства и предоставлен с пониманием того, что он не будет использован для толкования или ограничения объема или значения формулы заявленного изобретения. Кроме того, в представленном выше подробном описании чертежей различные признаки могут быть объединены или описаны в привязке к одному варианту осуществления настоящего изобретения с целью упрощения его раскрытия. Настоящее раскрытие не должно рассматриваться как отражающее идею, что для заявленных вариантов осуществления настоящего изобретения требуется больше признаков, чем было явным образом перечислено в каждом пункте его формулы. Наоборот, что отражено в последующей формуле изобретения, предмет настоящего изобретения может относиться не ко всем признакам какого-либо из раскрытых вариантов его осуществления. Таким образом, последующая формула изобретения включена в подробное описание чертежей; при этом каждый пункт формулы изобретения является независимым, отдельно определяя заявленный предмет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ БУНТА ВЫСОКОПРОЧНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2224609C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| Устройство для термообработки катанки с прокатного нагрева | 1980 |
|
SU1014941A1 |
| ВЫБОРОЧНОЕ ВКЛЮЧЕНИЕ ПОЛЕВЫХ УСТРОЙСТВ В НИЗКОВОЛЬТНОЙ БЕСПРОВОДНОЙ ЯЧЕИСТОЙ СЕТИ | 2007 |
|
RU2447508C2 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ РАЗМЕРОВ | 2007 |
|
RU2338611C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ТЕЛА И ИЗМЕРИТЕЛЬНАЯ СИСТЕМА ДЛЯ ТЕЛА | 2017 |
|
RU2735397C1 |
| ТВЕРДОТЕЛЬНЫЙ ДАТЧИК ИЗОБРАЖЕНИЯ И СИСТЕМА ВОСПРИЯТИЯ ИЗОБРАЖЕНИЯ | 2015 |
|
RU2603241C2 |
| УПРАВЛЕНИЕ ЭНЕРГОСБЕРЕЖЕНИЕМ В НИЗКОВОЛЬТНЫХ БЕСПРОВОДНЫХ СЕТЯХ | 2007 |
|
RU2449505C2 |
| СИСТЕМА УПРАВЛЕНИЯ С ПРОГНОЗИРУЕМЫМ ВРЕМЕНЕМ ОТКЛИКА ПОЛЕВОГО УСТРОЙСТВА ПО БЕСПРОВОДНОЙ СЕТИ | 2007 |
|
RU2447493C2 |
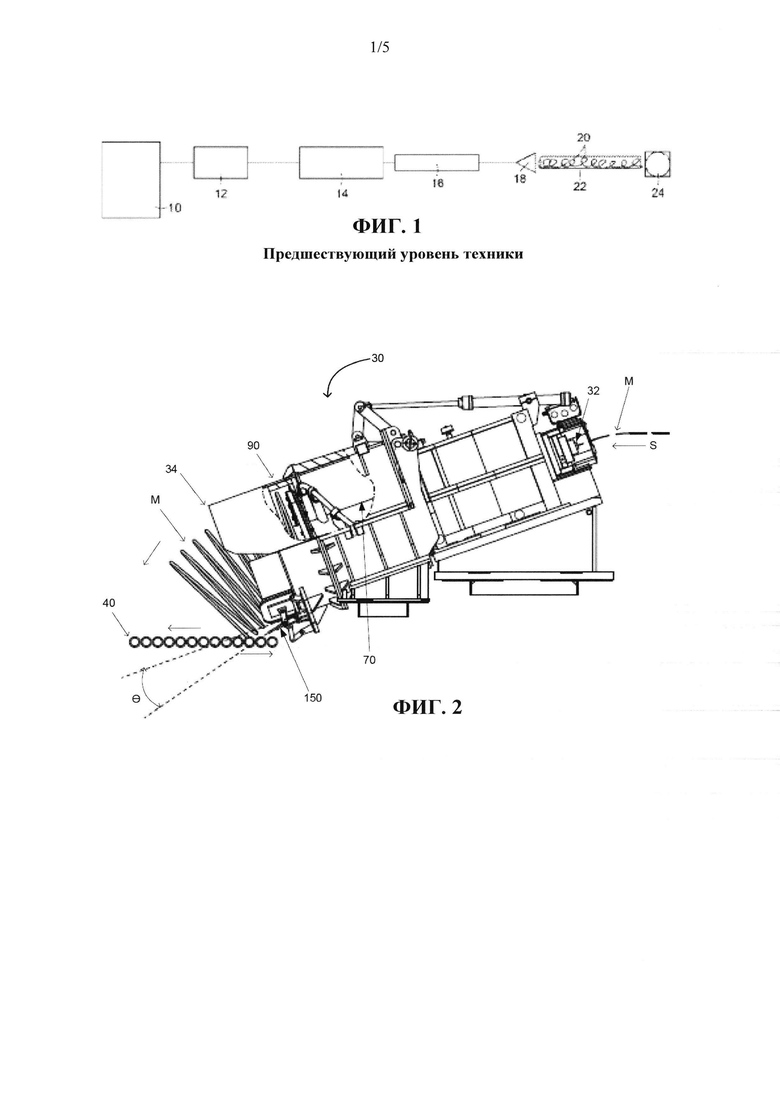
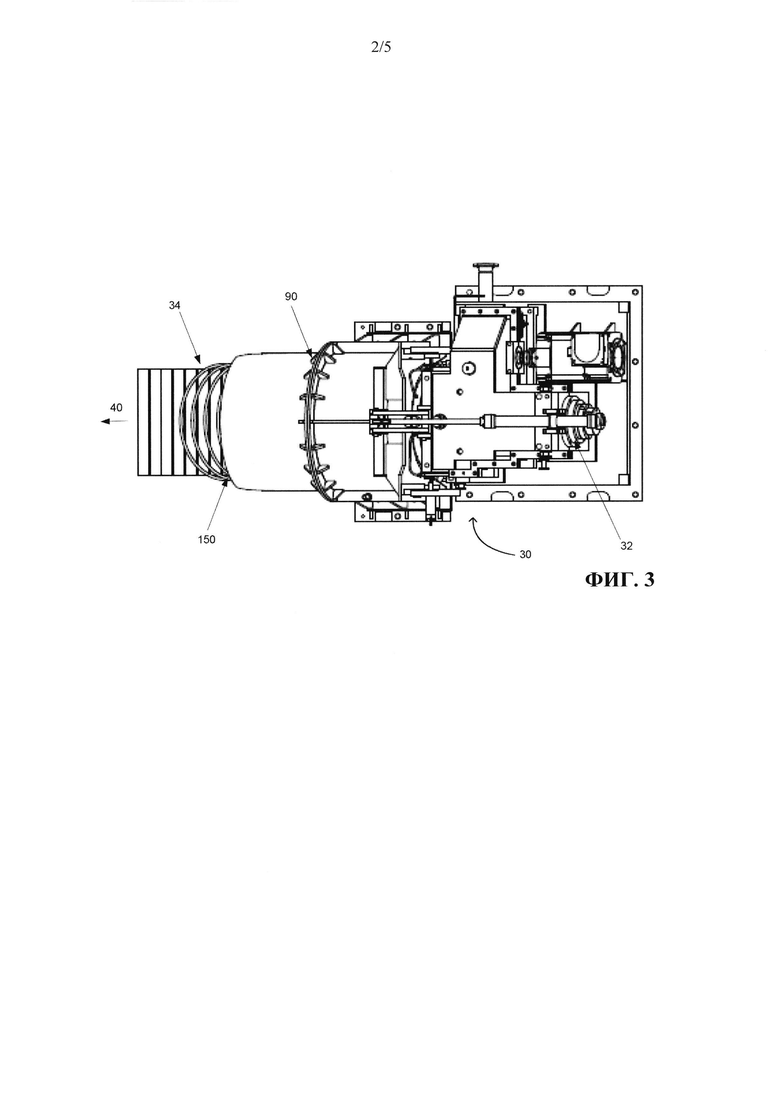
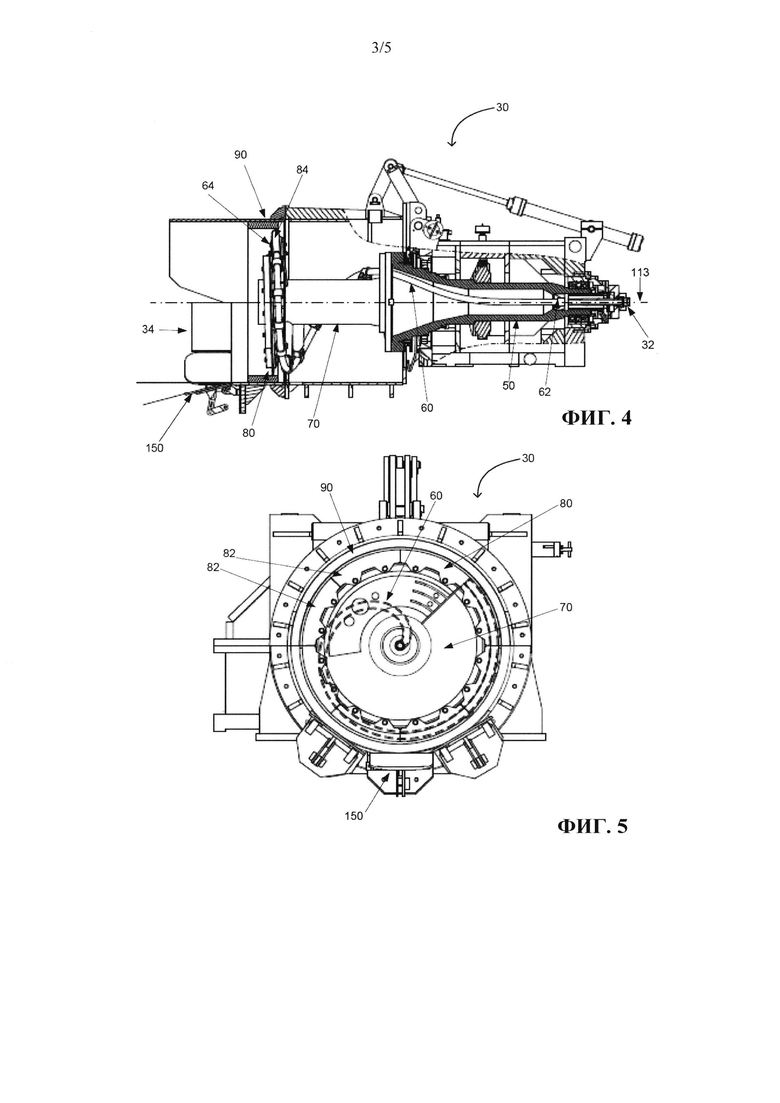
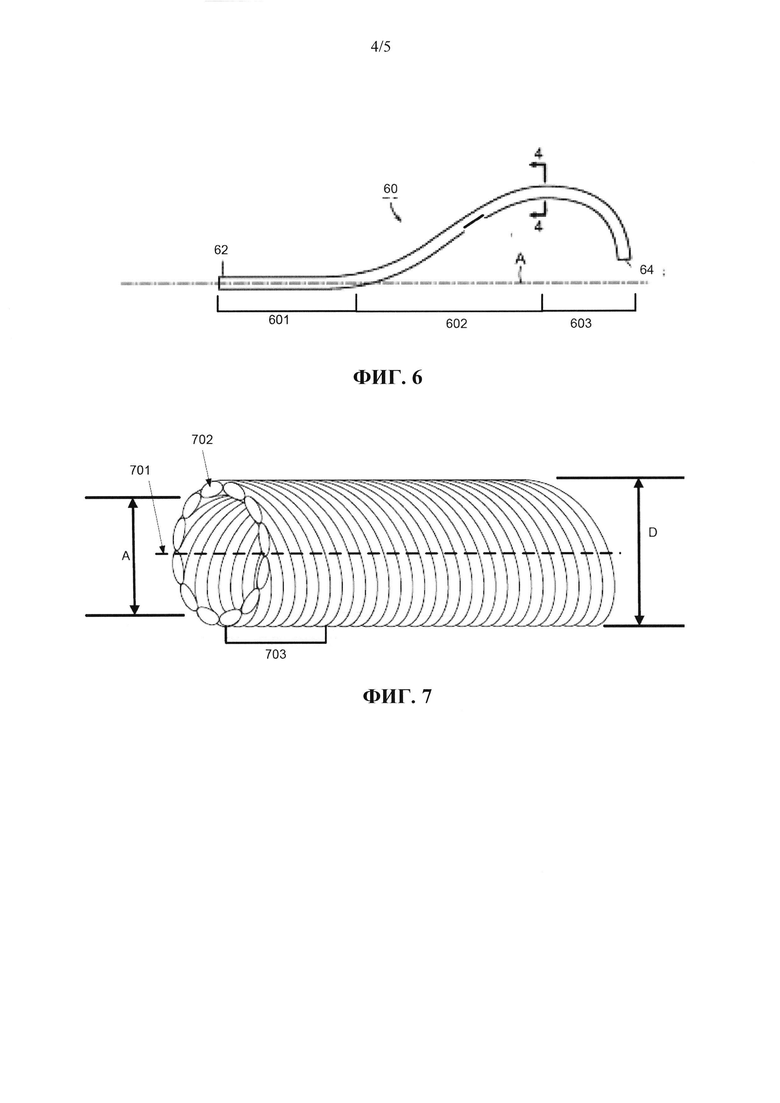
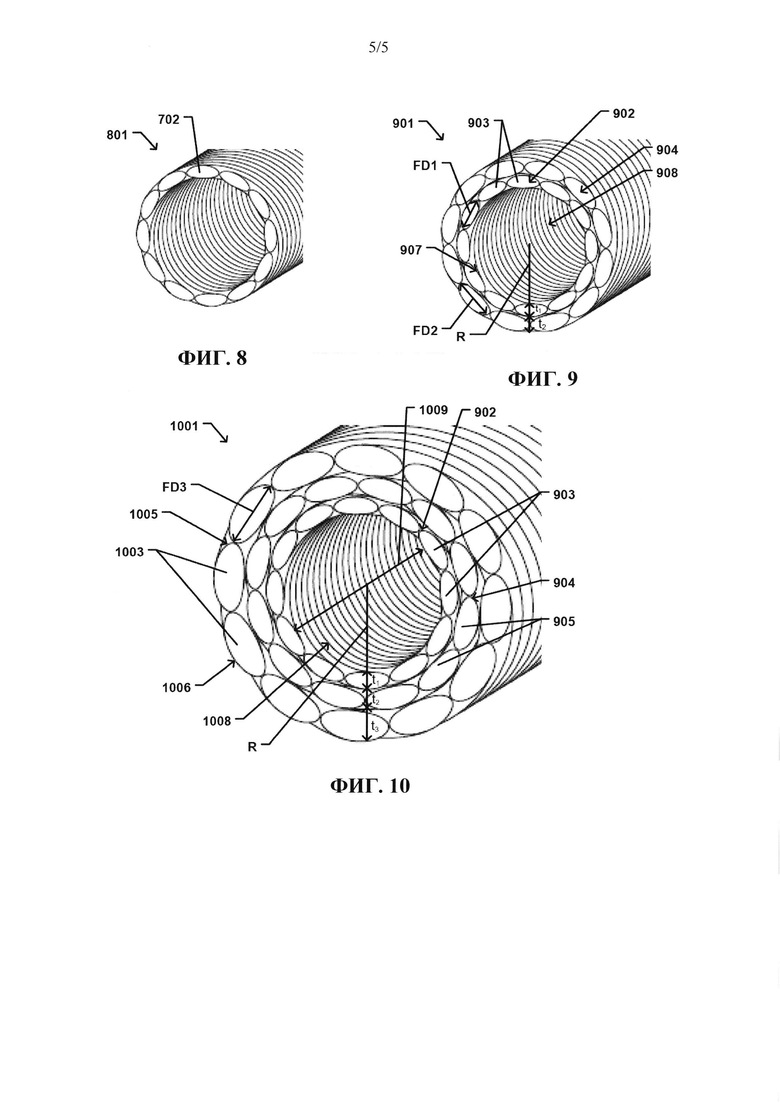
Изобретение относится к области формирования бунтов катанки. Виткообразователь содержит проводку, образующую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов. Повышение надежности устройства и снижение опасности при его использовании обеспечивается за счет того, что проводка выполнена из материала, обладающего регламентированной гибкостью. 14 з.п. ф-лы, 10 ил.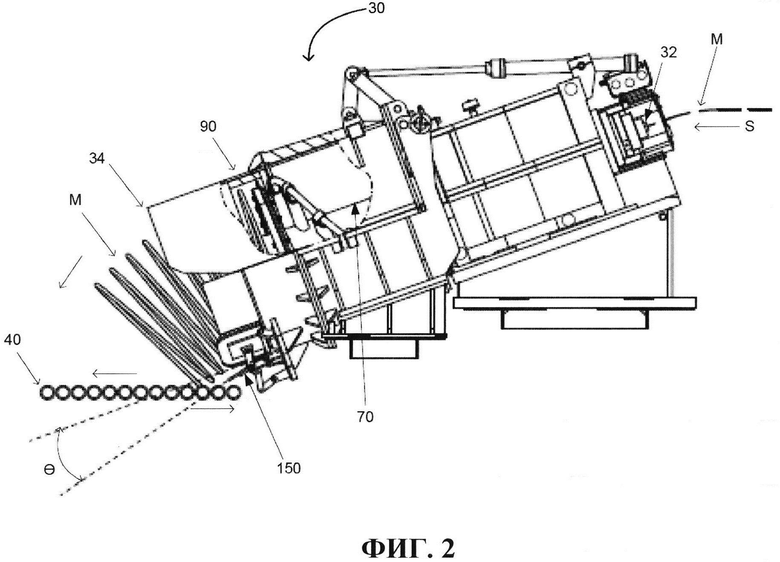
1. Виткообразователь для формирования бунта катанки, содержащий проводку, ограничивающую вытянутую пустотелую полость, выполненную с возможностью протяжки через нее длинномерных материалов, причем проводка содержит металл, имеющий гибкость, которая обеспечивает возможность отклонения по вертикали свободного конца консольно закрепленной прямой трубы на расстояние по меньшей мере 50 мм от первоначальной высоты под воздействием груза весом 1000 кг в течение 60 с при температуре 23°С, причем указанная труба имеет длину 500 мм, внешний диаметр 48,3 мм и толщину стенки 7,14 мм.
2. Виткообразователь по п. 1, в котором проводка содержит металлический сплав никеля и титана с коэффициентом (Ni/Ti) элементного соотношения никеля и титана, лежащим в диапазоне по меньшей мере от около 0,05 до не более чем около 0,95.
3. Виткообразователь по п. 1, в котором проводка содержит в своем составе металл с памятью формы или сверхупругий материал.
4. Виткообразователь по п. 1, в котором проводка содержит волокна, образующие намоточную конструкцию, задающую определенный шаг (Р), причем указанный шаг (Р), по меньшей мере, равен диаметру проводки.
5. Виткообразователь по п. 4, в котором проводка содержит
первый внутренний слой, содержащий волокна, образующие намоточную конструкцию, задающую первый шаг (Р1), и
второй слой, лежащий поверх внутреннего слоя и содержащий волокна, образующие намоточную конструкцию, задающую второй шаг (Р2).
6. Виткообразователь по п. 5, в котором каждое волокно внутреннего слоя характеризуется первым диаметром (FD1) волокна, а каждое волокно второго слоя характеризуется вторым диаметром (FD2) волокна.
7. Виткообразователь по п. 5, в котором каждое волокно внутреннего слоя характеризуется первым составом, а каждое волокно второго слоя характеризуется вторым составом.
8. Виткообразователь по п. 5, в котором внутренний слой характеризуется первой толщиной (t1), а второй слой характеризуется второй толщиной (t2).
9. Виткообразователь по п. 1, в котором проводка имеет внутреннюю ширину, составляющую по меньшей мере около 1 мм и не более чем 100 мм.
10. Виткообразователь по п. 1, в котором проводка образует вытянутую пустотелую полость с формой поперечного сечения, выбранной из ряда, включающего круглую форму, овальную форму, форму многоугольника, форму неправильного многоугольника и сочетание этих форм.
11. Виткообразователь по п. 1, в котором проводка соединена с прокатным станом для формовки металла.
12. Виткообразователь по п. 1, в котором проводка соединена с трубчатым валом.
13. Виткообразователь по п. 1, в котором пустотелая полость выполнена с возможностью приема длинномерного материала и сворачивания металлического изделия в спиральные кольца.
14. Виткообразователь по п. 1, в котором проводка характеризуется гибкостью, составляющей по меньшей мере 55 мм при температуре 23°С и не более чем 490 мм.
15. Виткообразователь по п. 1, в котором проводка содержит Nitinol™.
| US 20130075513 A1, 28.03.2013 | |||
| Проводка виткоукладчика катанки проволочного стана | 1987 |
|
SU1417955A1 |
| МОТАЛКА РОЛИКОВОГО ТИПА | 0 |
|
SU316493A1 |
| WO 2013070470 A1, 16.05.2013. | |||

