Область техники, к которой относится изобретение
Данное изобретение относится к виткоукладчикам, применяемым в виткообразователях прокатных станов для того, чтобы придать горячекатаному прокату форму образований спиральных витков, а в частности относится главным образом к продлению срока службы таких укладчиков путем периодического сдвига и тем самым обновления внутренних поверхностей укладчиков, которые склонны подвергаться локализованному ускоренному износу, обуславливаемому фрикционным контактом с горячекатаным прокатом.
Характеристика предшествующего уровня техники
В типичном стане для прокатки проволоки, схематически изображенном на фиг.1, заготовки подогревают в печи 10. Нагретые заготовки извлекают из печи и прокатывают через обжимной стан 12, промежуточный стан 14, чистовой стан 16 и - в некоторых случаях - редукционный или калибровочный стан (не показан). Затем готовый прокат направляют в виткообразователь 18, где из проката формируют витки 20. Эти витки укладывают на транспортер 22 для транспортировки на участок 24 переформирования, где их собирают в бухты. Во время следования по транспортеру витки подвергаются управляемому охлаждению для достижения выбранных металлургических свойств.
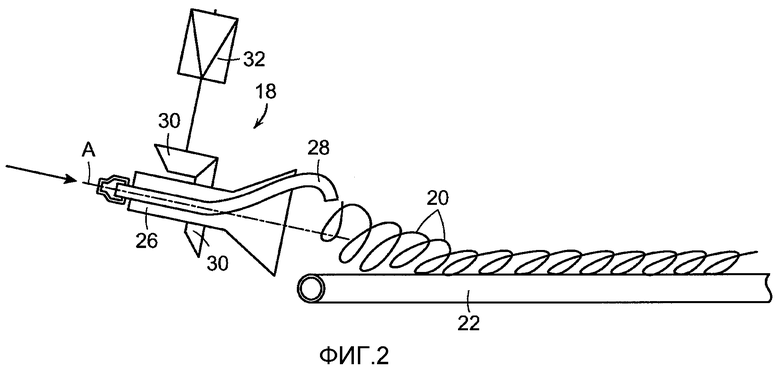
В свою очередь, как схематически показано на фиг.2, виткообразователь 18 включает в себя полый вал 26, содержащий изогнутый виткоукладчик 28. Коническая зубчатая передача 30, движимая электродвигателем 32, служит для приведения вала и виткоукладчика во вращение вокруг оси A.
За последние несколько десятилетий скорости подачи в станах для прокатки проволоки резко возросли. Например, станы сегодня имеют возможность прокатки проволоки диаметром 5,5 мм со скоростями 110 м/сек и выше. При таких скоростях горячекатаный прокат причиняет повреждения виткоукладчикам, заставляя внутренние поверхности укладчиков подвергаться быстрому локализованному фрикционному износу и преждевременному разрушению. Кроме того, поскольку виткоукладчики изнашиваются, их способность подавать на транспортер 22 стабильную структуру витков снижается. Нестабильные структуры витков нарушают одинаковость охлаждения, а также вносят вклад в неполадки при охлаждении, обычно называемые «выломками», на участке 24 переформирования. Для замены преждевременно изношенных виткоукладчиков и решения проблем, связанных с выломками на участке переформирования, требуются частые и дорогостоящие простои станов.
Специалисты в данной области техники предприняли неоднократные попытки увеличения срока службы виткоукладчиков. Например, как описано в патентах США № 4074553 и 5839684, предложено располагать виткоукладчики на одной линии с сопротивляющимися вкладышами. В патенте США № 6098909 описан другой подход, при осуществлении которого виткоукладчик исключают в пользу направляющей дорожки, ограничиваемой спиральной канавкой во внешней поверхности конического вкладыша, огражденного коническим внешним кожухом, при этом вкладыш поворачивают внутри внешнего кожуха для постепенного сдвига картины износа на внутренней поверхности внешнего кожуха.
По разным причинам, ни один из этих подходов не показал себя практичным решением проблемы преждевременного износа укладчиков.
Также предприняты попытки науглероживания внутренних поверхностей укладчиков, чтобы увеличить твердость и износостойкость. Однако процесс науглероживания требует резкого охлаждения с повышенных температур обработки, которое может исказить кривизну укладчика. Также обнаружено, что науглероженный слой является относительно хрупким и подверженным отпуску при повышенных температурах, являющихся результатом воздействия на горячекатаный прокат.
В течение ряда лет общепринятым было мнение, что виткоукладчики с уменьшенными размерами каналов обеспечивают ряд значительных преимуществ. За счет радиального ограничения горячекатаного проката в пределах меньшего пространства направленное продвижение улучшается, а структура витков, подаваемая на охлаждающий транспортер, оказывается более подходящей, давая возможность прокатки на повышенных скоростях. Вместе с тем, противовесом этим преимуществам, к сожалению, в большой степени стал значительно ускорившийся износ укладчиков. Таким образом, в прошлом специалисты в данной области техники сочли необходимым искать половинчатые решения путем применения виткоукладчиков с каналами большего размера и путем прокатки на пониженных скоростях, меньших, чем номинальные расчетные скорости станов.
Краткое изложение существа изобретения
Короче говоря, задача данного изобретения состоит в том, чтобы разработать усовершенствованный виткоукладчик, обладающий уникальной регенеративной способностью, которая позволяет ему оставаться в эксплуатации в течение более длительных периодов, не поддаваясь локализованному фрикционному износу, обуславливаемому фрикционным контактом с горячекатаным прокатом.
Виткоукладчик в соответствии с данным изобретением имеет конфигурацию, обеспечивающую вращение вокруг оси в виткообразователе прокатного стана. Виткоукладчик содержит металлическую внешнюю трубку, имеющую входную секцию, выровненную с осью укладчика, промежуточную секцию, изгибающуюся от оси укладчика, и подающую секцию, имеющую постоянный радиус, измеряемый от оси укладчика. Металлическая внутренняя трубка имеет входную, промежуточную и подающую секции, соответственно облицовывающие входную, промежуточную и подающую секции внешней трубки. Внутренняя трубка ограничена в своем движении относительно внешней трубки исключительно из-за фрикционного контакта с внешней трубкой. Внутренняя трубка выполнена с возможностью совершать пошаговое продвижение внутри внешней трубки в ответ на циклы нагревания и охлаждения во время вращения виткоукладчика вокруг его оси. Это пошаговое продвижение служит для периодического сдвига внутренних поверхностей укладчика во фрикционном контакте с горячекатаным прокатным изделием и при этом позволяет избежать более длительного износа в любом месте.
Эти и другие признаки и сопутствующие им преимущества данного изобретения теперь будут описаны подробнее со ссылками на прилагаемые чертежи.
Краткое описание чертежей
На фиг.1 представлено схематическое изображение оборудования типичного прокатного стана;
на фиг.2 представлено в увеличенном масштабе изображение виткообразователя и связанных с ним компонентов стана;
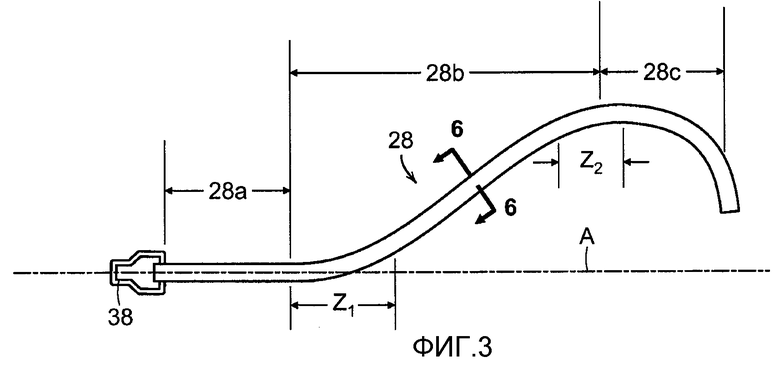
на фиг.3 представлен вид сбоку виткоукладчика в соответствии с данным изобретением;
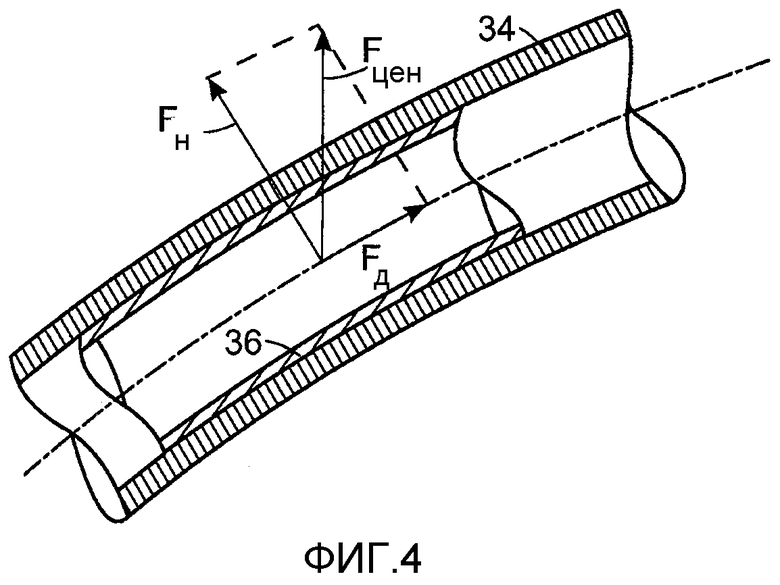
на фиг.4 представлено частичное продольное сечение виткоукладчика;
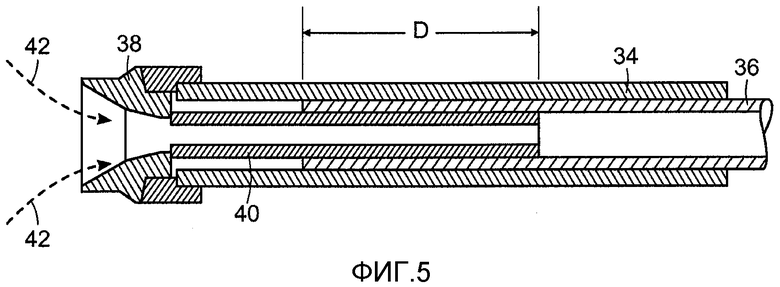
на фиг.5 представлено продольное сечение входного конца виткоукладчика;
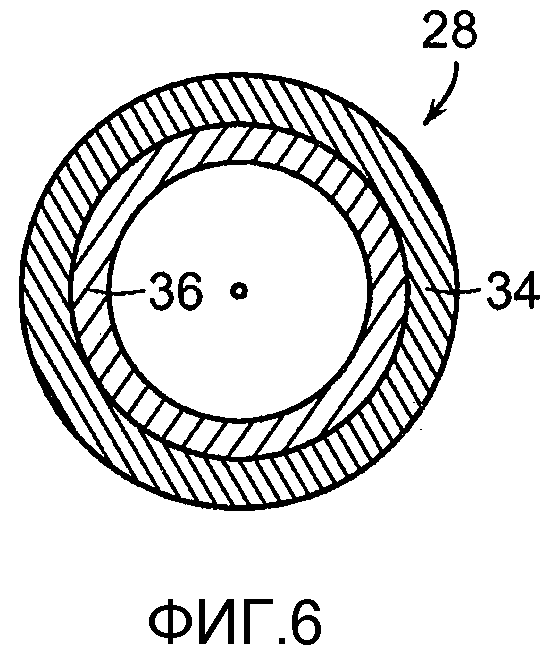
на фиг.6 представлено поперечное сечение, проведенное по линии 6-6 согласно фиг.3;
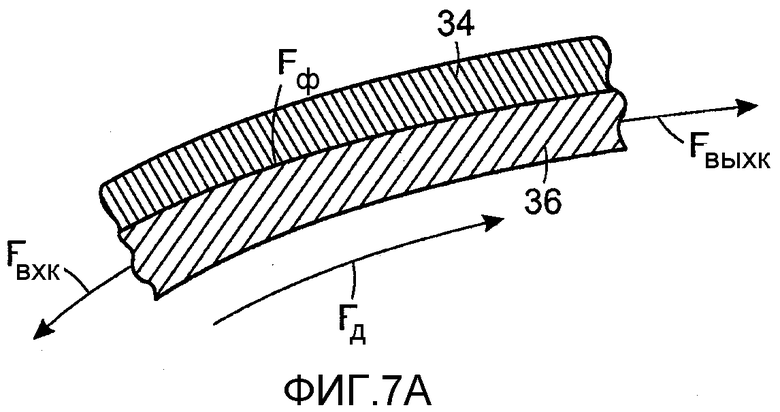
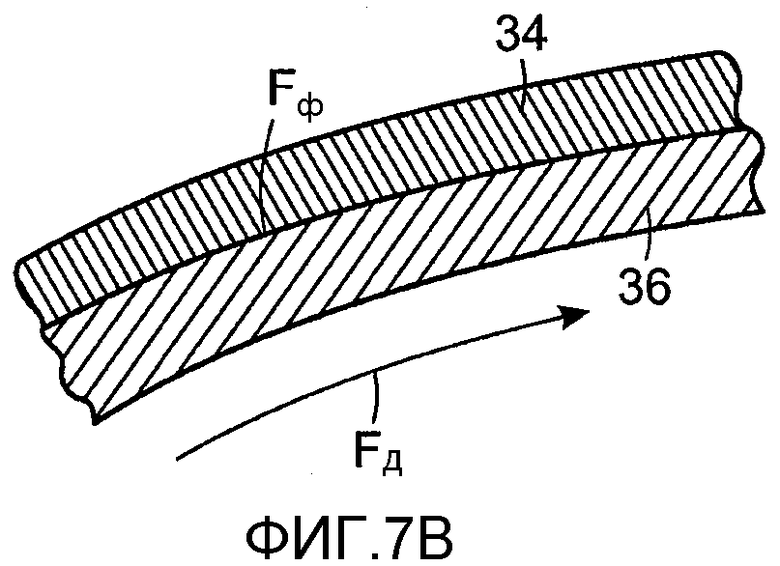
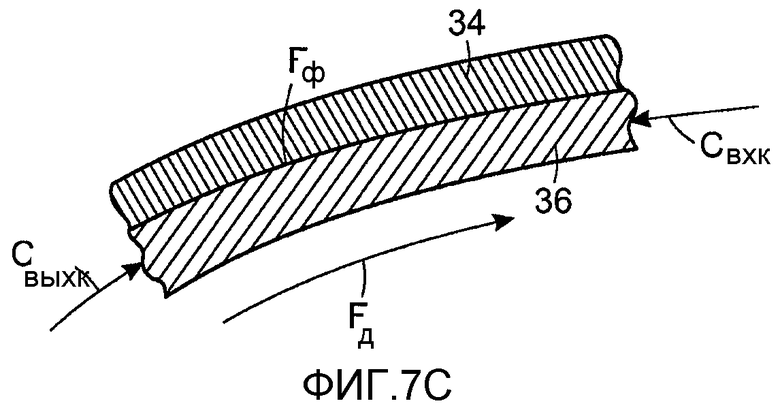
на фиг.7A-7C представлены схематические изображения, иллюстрирующие силы, действующие на внутреннюю трубку во время циклов нагревания и охлаждения.
Подробное описание изобретения
Обращаясь к фиг.3 и 6, отмечаем, что конфигурация виткоукладчика 28 в соответствии с данным изобретением обеспечивает вращение вокруг оси А. Виткоукладчик содержит металлическую внешнюю трубку 34, имеющую входную секцию 28a, выровненную с осью A, промежуточную секцию 28b, изгибающуюся от оси A, и подающую секцию 28c, имеющую постоянный радиус, измеряемый от оси A.
Металлическая внутренняя трубка 36 имеет входную, промежуточную и подающую секции, соответственно облицовывающие входную, промежуточную и подающую секции внешней трубки. Внутренняя трубка ограничена в своем движении относительно внешней трубки исключительно из-за фрикционного контакта с внешней трубкой.
Трубки 34, 36 могут быть изготовлены из различных металлов, предпочтительными примерами которых являются черные металлы, сплавы на основе никеля, сплавы на основе кобальта и сплавы на основе титана.
Замечено, что в процессе эксплуатации внутренняя поверхность виткоукладчика подвержена ускоренному локализованному износу в зоне Z1, находящейся приблизительно на стыке входной секции 28a и промежуточной секции 28b, а еще - в зоне Z2, находящейся приблизительно на стыке между промежуточной секцией 28b и подающей секцией 28c. Если его не оставить неконтролируемым, то этот локализованный износ приведет к преждевременному износу в виде бороздок на внутренней поверхности укладчика с последующим прорывом прокатного изделия сквозь стенку виткоукладчика.
В соответствии с данным изобретением эту проблему износа решают путем облицовки внешней трубки 34 внутренней трубкой 36 и путем ограничения движения внутренней трубки внутри внешней трубки просто за счет фрикционного контакта между соответствующими внешней и внутренней поверхностями.
Во время эксплуатации виткоукладчика внутренняя трубка 36 нагревается за счет контакта с горячекатаным прокатным изделием. Как правило, горячекатаное прокатное изделие будет иметь температуру примерно 900-1100°C, что приведет к нагреванию внутренней трубки 36 до повышенной температуры примерно 400°C. Внешняя трубка, как правило, будет иметь меньшую температуру благодаря окружающей ее атмосфере.
Кроме того, как показано на фиг.4, промежуточная секция 28b виткоукладчика будет подвергаться воздействию центробежной силы FЦЕН в результате своего вращения вокруг оси A. Эту силу можно разложить на силу FН, направленную по нормали к направляющей дорожке виткоукладчика, и движущую силу FД, прикладываемую по направлению к подающему концу виткоукладчика. Движущая сила FД будет дополняться дополнительной движущей силой, прикладываемой горячекатаным прокатным изделием, проходящим сквозь виткоукладчик.
Как показано на фиг.7A, когда внутренняя трубка нагревается за счет контакта с горячекатаным прокатным изделием, она будет претерпевать расширение, прикладывая силы в противоположных направлениях к входному концу (стрелка FВХК) и выходному концу (стрелка FВЫХК). Силы FВХК и FВЫХК расширения достаточны для преодоления фрикционной силы FФ. Сила FВХК расширения преодолевается суммой силы FВЫХК расширения и движущей силы FД, что приводит к пошаговому сдвигу внутренней трубки 36 внутри внешней трубки 34 к подающему концу внешней трубки.
Как показано на фиг.7B, когда температура внутренней трубки 36 стабилизируется, нет ни сил расширения, ни сил сжатия. Фрикционная сила FФ преодолевает движущую силу FД, и внутренняя трубка остается неподвижной внутри внешней трубки.
Как показано на фиг.7C, когда внутренняя трубка охлаждается, она подвергается сжатию, опять прикладывая противоположные силы к входному концу (стрелка CВХК) и выходному концу (стрелка CВЫХК). Силы CВХК и CВЫХК достаточны для преодоления фрикционной силы FФ. Сила CВХК сжатия преодолевается суммой силы CВЫХК сжатия и движущей силы FД, что приводит к пошаговому сдвигу входного конца внутренней трубки 36 внутри внешней трубки к подающему концу внешней трубки.
Таким образом, должно быть видно, что когда виткоукладчик подвергается циклам нагревания и охлаждения, внутренняя трубка 36 будет совершать пошаговый сдвиг в одном направлении к подающему концу внешней трубки. Этот пошаговый сдвиг изменит и тем самым - обновит - внутренние поверхности внутренней трубки, которые находятся во фрикционном контакте с горячекатаным прокатным изделием, и при этом позволит избежать длительного фрикционного контакта в любой заданной области.
Чтобы компенсировать пошаговое продвижение внутренней трубки и как показано на фиг.5, входной конец виткоукладчика снабжен входной направляющей 38, прикрепленной к входной секции 28a внешней трубки 34. Входная направляющая включает в себя направляющую трубку 40, телескопически выступающую во входную секцию внутренней трубки 36. Расстояние D перекрытия достаточно для того, чтобы приспособиться к пошаговому продвижению входного конца внутренней трубки без создания зазора, который мог бы затруднить плавное направление проката во внутреннюю трубку.
Внутренняя трубка 36 может подвергаться циклам нагревания и охлаждения в результате того, что программа прокатки предусматривает обычные зазоры, например, между заготовками, во время простоев для технического обслуживания станов, и т.д. Вместе с тем, циклы нагревания и охлаждения предпочтительно будут управляемыми, например, посредством введения водяного пара во входную направляющую, что обозначено пунктирными стрелками 42 на фиг.5.

Изобретение относится к виткоукладчику, конфигурация которого обеспечивает вращение вокруг его оси в виткообразователе прокатного стана. Виткоукладчик содержит металлическую внешнюю трубку, имеющую входную секцию, выровненную с его осью, промежуточную секцию, изгибающуюся от его оси, и подающую секцию, имеющую постоянный радиус, измеряемый от его оси. Металлическая внутренняя трубка имеет входную, промежуточную и подающую секции, соответственно облицовывающие входную, промежуточную и подающую секции внешней трубки. Внутренняя трубка ограничена в своем движении относительно упомянутой внешней трубки исключительно из-за фрикционного контакта с внешней трубкой. Внутренняя трубка выполнена с возможностью совершать пошаговое продвижение внутри внешней трубки в одном направлении в ответ на циклы нагревания и охлаждения во время вращения виткоукладчика вокруг его оси. Обеспечивается увеличение срока службы за счет снижения фрикционного износа. 3 н. и 7 з.п. ф-лы, 7 ил.
1. Виткоукладчик, конфигурация которого обеспечивает вращение вокруг оси (А) в виткообразователе прокатного стана, содержащий:
металлическую внешнюю трубку (34), имеющую входную секцию (28а), выровненную с упомянутой осью (А), промежуточную секцию (28b), изгибающуюся от упомянутой оси, и подающую секцию (28с), имеющую постоянный радиус, измеряемый от упомянутой оси,
металлическую внутреннюю трубку (36), имеющую входную, промежуточную и подающую секции, соответственно облицовывающие входную, промежуточную и подающую секции упомянутой внешней трубки, причем упомянутая внутренняя трубка ограничена в своем движении относительно упомянутой внешней трубки исключительно из-за фрикционного контакта с упомянутой внешней трубкой, при этом упомянутая внутренняя трубка выполнена с возможностью пошагового продвижения внутри упомянутой внешней трубки в одном направлении в ответ на циклы нагревания и охлаждения во время вращения упомянутого виткоукладчика вокруг упомянутой оси.
2. Виткоукладчик по п.1, в котором металлы упомянутых внутренней и внешней трубок выбраны из группы, состоящей из черных металлов, сплавов на основе никеля, сплавов на основе кобальта и сплавов на основе титана.
3. Виткоукладчик по п.1, который дополнительно содержит входную направляющую (38), прикрепленную к входной секции (28а) упомянутой внешней трубки (34), причем упомянутая входная направляющая (38) имеет входную трубку (40), выступающую во входную секцию упомянутой внутренней трубки (36).
4. Виткоукладчик по п.3, в котором упомянутая входная направляющая (38) имеет конфигурацию и расположение, обеспечивающие приспособляемость к введению текучего хладагента.
5. Виткоукладчик, конфигурация которого обеспечивает вращение вокруг оси (А) в виткообразователе прокатного стана, содержащий:
металлическую внешнюю трубку (34), имеющую входную секцию (28а), выровненную с упомянутой осью (А), промежуточную секцию (28b), изгибающуюся от упомянутой оси, и подающую секцию (28с), имеющую постоянный радиус, измеряемый от упомянутой оси,
металлическую внутреннюю трубку (36), имеющую входную, промежуточную и подающую секции, соответственно облицовывающие входную, промежуточную и подающую секции упомянутой внешней трубки, причем движение упомянутой внутренней трубки ограничено относительно упомянутой внешней трубки исключительно из-за фрикционного контакта с упомянутой внешней трубкой, при этом упомянутая внутренняя трубка выполнена с возможностью пошагового продвижения внутри упомянутой внешней трубки в одном направлении в ответ на циклы нагревания и охлаждения во время вращения упомянутого виткоукладчика вокруг упомянутой оси,
входную направляющую (38), прикрепленную к входной секции (28а) упомянутой внешней трубки (34), причем упомянутая входная направляющая (38) имеет входную трубку (40), выступающую во входную секцию упомянутой внутренней трубки (36), причем
упомянутая входная трубка (40) выступает во входную секцию упомянутой внутренней трубки (36) на расстояние (D) перекрытия, достаточное для того, чтобы приспособиться к пошаговому продвижению входного конца упомянутой внутренней трубки (36) без создания зазора между упомянутой входной трубкой (40) и упомянутой внутренней трубкой (36).
6. Cпособ изготовления виткоукладчика, внутренняя поверхность которого подвергается локализованному ускоренному износу в результате фрикционного контакта с проходящим через него горячекатаным прокатным изделием, при этом упомянутый виткоукладчик выполнен с конфигурацией, которая обеспечивает вращение вокруг оси и направление для образования спиральной последовательности витков, включающий этапы, на которых:
изготавливают виткоукладчик в виде узла, состоящего из металлической внешней трубки (34), облицованной металлической внутренней трубкой (36), движение которой ограничено относительно упомянутой внешней трубки исключительно из-за фрикционного контакта с упомянутой внешней трубкой, при этом упомянутый виткоукладчик имеет входную секцию (28а), выровненную с упомянутой осью, промежуточную секцию(28b), изгибающуюся от упомянутой оси, и подающую секцию (28с), имеющую постоянный радиус, измеряемый от упомянутой оси,
вращают упомянутый виткоукладчик вокруг упомянутой оси, одновременно направляя горячекатаное прокатное изделие сквозь упомянутую внутреннюю трубку, и
осуществляют пошаговое продвижение упомянутой внутренней трубки внутри упомянутой внешней трубки путем периодического воздействия на упомянутую внутреннюю трубку циклами нагревания и охлаждения.
7. Способ по п.6, в котором металлы упомянутых внутренней и внешней трубок выбирают из группы, состоящей из черных металлов, сплавов на основе никеля, сплавов на основе кобальта и сплавов на основе титана.
8. Способ по п.7, в котором упомянутую внутреннюю трубку нагревают за счет контакта с горячекатаным прокатным изделием, направляемым сквозь упомянутый виткоукладчик.
9. Способ по п.8, в котором упомянутую внутреннюю трубку нагревают до повышенной температуры примерно 400°C.
10. Способ по п.6, в котором упомянутые циклы нагревания и охлаждения происходят при вращении упомянутого виткоукладчика вокруг упомянутой оси.
| US 4074553 A, 21.02.1978 | |||
| US 5839684 A, 24.11.1998 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СЕГМЕНТНАЯ КОЛЬЦЕВАЯ НАПРАВЛЯЮЩАЯ ДЛЯ СКРУЧИВАЮЩЕЙ ГОЛОВКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2272687C2 |
| Устройство для выжигания надписей на колбасах | 1927 |
|
SU20474A1 |

