Предлагаемое изобретение относится к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей в среде защитного газа.
Известна горелка для дуговой сварки (см. Кузнецов А.Н., Щербаков Л.И. Горелка для дуговой сварки в защитных газах. Авторское свидетельство СССР №912433. Опубликовано 15.03.1982 г. Бюл. №10), которая содержит корпус, конусообразное сопло с демпфирующей камерой и электрододержатель с электродом. Указанная горелка позволяет повысить ламинарность истечения газовой струи и уменьшить расход защитного газа при низких скоростях истечения газа из сопла. Однако конструкция горелки не позволяет обеспечить эффективную защиту при высоких скоростях истечения газа из сопла при достижении устойчивости и жесткости газовой струи в условиях нарушения газовой защиты порывами ветра.
Известна горелка для дуговой сварки (см. Федоренко Г.А., Ардентов В.В., Барышников А.П., Бурашенко И.А. и др. Горелка для дуговой сварки в защитных газах. Авторское свидетельство СССР №614914. Опубликовано 15.07.1978 г. Бюл. №26), которое принято за прототип. Горелка по прототипу содержит корпус с электродом, конфузорное сопло с фильтром и пластины, выступающие за пределы сопла. Указанная горелка позволяет улучшить эффективность газовой защиты при сварке соединений с узкой разделкой. Однако, наличие пластин, выступающих за пределы сопла, ограничивает визуальное наблюдение сварщика за формированием сварного шва и увеличивает турбулентность газовой струи при высоких скоростях истечения. Указанные недостатки ограничивают применение указанной горелки при сварке в условиях ветра, а также при сварке плавящимся электродом.
Техническим результатом предлагаемого изобретения является улучшение эффективности газовой зашиты зоны сварки при дуговой сварке в среде защитного газа в условиях ветра.
Сущность предлагаемого изобретения заключается в том, что при дуговой сварке в среде защитного газа используют горелку. В отличие от прототипа конструкция горелки состоит из корпуса, головки, пакета сеток, конфузорного сопла, гайки накидной, цанги, электрододержателя, ручки, электрода, газотокоподвода, крепежных винтов.
Такое сочетание известных и новых признаков позволяет улучшить эффективность газовой защиты при сварке в условиях ветра. Это становится возможным, поскольку сварочная горелка имеет конфузорное сопло, внутренняя поверхность которого имеет форму параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии параллельно продольной оси сопла. Перед входом в сопло устанавливается пакет выравнивающих сеток. Такая конструкция горелки обеспечивает повышение скорости истечения защитной газовой струи на выходе из сопла при снижении турбулентности и неравномерности поперечного поля скоростей газовой струи при высоких скоростях истечения, что увеличивает эффективность газовой защиты в условиях воздействия ветра.
Форма параболической кривой внутренней поверхности сопла может быть рассчитана согласно функциональным зависимостям (см. Жуковский Н.Е. Насадки и диффузоры аэродинамических труб. / Н.Е. Жуковский. - М.: Наука, 1949. - Т. IV. - 613 с):
 ,
,  ,
,  ,
,
где l - длина конфузора, x - текущая осевая координата, q - произвольный коэффициент, который во всех случаях >1.
При этом на входе конфузорного сопла устанавливается пакет выравнивающих сеток с диаметром D и толщиной пакета h, конструкция которого состоит из корпуса, втулки, сеток и уплотнительных колец. Пакет сеток содержит не менее двух стальных сеток с размером ячеи 0,15-0,25 мм, а каждая сетка имеет коэффициент аэродинамического сопротивления не менее 10, при этом расстояние между сетками составляет не менее 15 размеров ячеи.
Если материал сеток будет изготовлен из материалов с высокой пластичностью, то при прохождении газовой струи сетки будут вибрировать, что увеличит неравномерность поля скоростей и турбулентность газовой струи. Если расстояние между сеток будет менее 15 размеров ячеи, то снижается коэффициент аэродинамического сопротивления пакета сеток и его выравнивающая способность по отношению к поперечному полю скоростей газовой струи. Протяженность траектории движения газа в сварочной горелке является незначительной, поэтому для эффективного снижения неравномерности поля скоростей и турбулентности размеры ячеи сеток должны быть не более 0,15-0,25 мм.
Если на входе конфузорного сопла установить одну сетку, то выравнивающая способность сетки по отношению к полю скоростей истечения газовой струи будет недостаточной, что приведет к увеличению турбулентности при истечении газовой струи и ухудшит эффективность газовой защиты зоны сварки.
Так как протяженность каналов сварочных горелок и время прохождения газа незначительны, для интенсивного увеличения выравнивающей способности сетки по отношению к полю скоростей истечения газовой струи коэффициент аэродинамического сопротивления сеток должен быть не менее 10 с малым размером ячеек L≤10d, где L - расстояние между соседними проволочками в сетке; d - диаметр проволочки сетки [см. Повх И.Л. Аэродинамический эксперимент в машиностроении. - М.: Машиностроение. - 1974. - 480 с.].
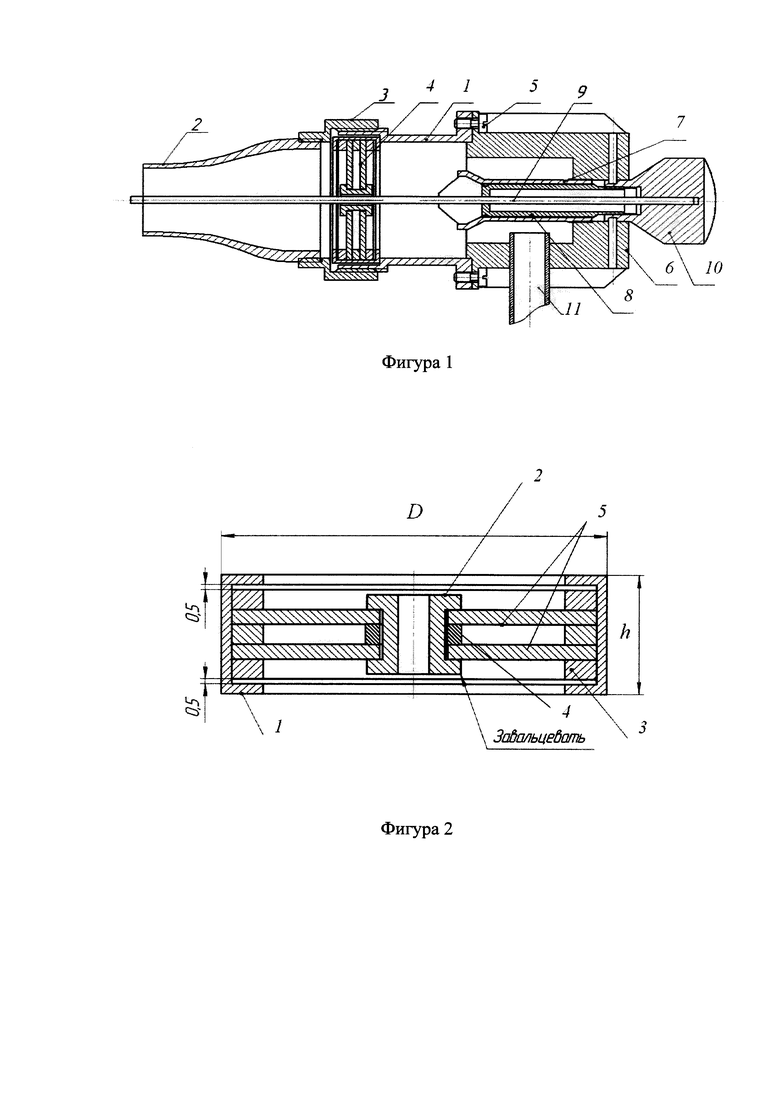
Изобретение иллюстрируется чертежом (см. фигуру 1), на котором показана конструкция горелки. Конструкция горелки состоит из корпуса 1, который соединяется с конфузорным соплом 2 через накидную гайку 3. Перед входным отверстием сопла 2 закрепляется пакет сеток 4. В верхней части корпуса горелки 1 через крепежные винты 5 закреплена головка горелки 6, в которой размещается электрододержатель 7 с цангой 8, в которой закрепляется электрод 9, который сверху фиксируется ручкой 10. В боковой части головки 6 подходит трубка газотокоподвода 11.
На чертеже (см. фигуру 2) показана конструкция пакета сеток, которая состоит из корпуса 1 и втулки 2, в которых через кольца 3 и 4 завальцованы сетки 5.
При подаче защитного газа через трубку газотокоподвода 11 поток газа заполняет внутреннюю полость головки 6 и корпуса горелки 1, затем поток газа проходит через пакет рассеивающих сеток 4, в котором происходит выравнивание поперечного поля скоростей газовой струи, уменьшение градиента давления скоростного напора газовой струи и снижение поля турбулентности в отдельных элементарных ячейках пакета сеток. При прохождении газовой струи через конфузорное сопло 2 происходят сжатие и увеличение скорости газовой струи. Таким образом, конструкция горелки позволяет увеличить жесткость защитной газовой струи при обеспечении низкой турбулентности, что повышает эффективность газовой защиты зоны сварки при воздействии на защитную струю потока ветра.
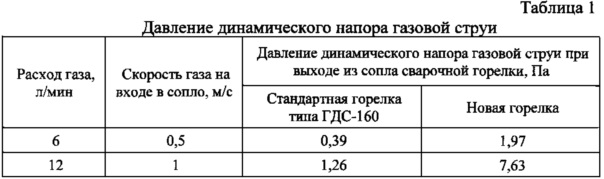
Испытания сварочной горелки производили при аргонодуговой сварке на лабораторном стенде с аэродинамической трубой с моделированием воздействия ветра со скоростью 3 м/с с резкими усилениями. Производили сварку контрольных сварных соединений пластин из стали 09Г2С размером 300×200 мм толщиной 10 мм с разделкой кромок С21 по ГОСТ 14771-75 в условиях ветровой нагрузки с использованием промышленной и разработанной горелки с диаметром сопла Dсопла=20 мм. Расход защитного газа составлял 6-12 л/мин. Давление динамического напора газовой струи определяли с помощью цифрового термоанемометра Dwyer Series 471. Горелка имела конфузорное сопло из нержавеющей стали с выходным внутренним диаметром 20 мм. Перед входным отверстием сопла устанавливали пакет из двух нержавеющих сеток с размером ячеи 0,15 мм при общей толщине пакета сеток 12 мм.
Измерения показали, что давление динамического напора газовой струи при выходе из сопла предлагаемой сварочной горелки по сравнению со стандартной горелкой типа ГДС-160 увеличивается в 5-6 раз, см. таблицу 1.
При нарушении газовой защиты ветром содержание кислорода и азота в металле шва увеличиваются. Содержание азота и кислорода в металле сварных швов определяли с помощью газоанализатора ELTRA ON900 в соответствии с ГОСТ 18895-97 методом восстановительного плавления в графитовых тиглях в среде сверхчистого гелия. Результаты газового анализа шва образцов, выполненных в условиях ветра со стандартной горелкой ГДС-160 с цилиндрическим соплом и с предлагаемой горелкой с конфузорным соплом и пакетом сеток, показали, что среднее содержание эквивалентного кислорода [О] уменьшилось с 670 ppm до 460 ppm, а среднее содержание эквивалентного азота [N] уменьшилось с 100 ppm до 67 ppm.
Таким образом, предлагаемая сварочная горелка обеспечивает технический эффект, который выражается в улучшении эффективности газовой защиты и увеличении скоростного напора газовой струи в условиях воздействия ветра, может быть изготовлена и применена с использованием известных в технике средств, следовательно, горелка обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Газовое сопло для сварочной горелки | 2016 |
|
RU2635986C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2033908C1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1127720A1 |
Предлагаемое изобретение относится к машиностроению и может быть применено при дуговой сварке и наплавке металлических деталей в среде защитного газа. Горелка для дуговой сварки в среде защитных газов состоит из корпуса, головки, ручки, накидной гайки, газотокоподвода, электрододержателя, электрода, крепежных винтов, конфузорного сопла и пакета сеток, причем внутренняя поверхность конфузорного сопла выполнена в виде параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии, расположенной параллельно продольной оси сопла, перед входом в который устанавливается пакет сеток, состоящий из корпуса, втулки, уплотнительных колец и стальных сеток. Сетки в пакете имеют размер ячеи 0,15-0,25 мм и коэффициент аэродинамического сопротивления не менее 10, а расстояние между сетками составляет не менее 15 размеров ячеи. Техническим результатом изобретения является улучшение эффективности газовой зашиты зоны сварки при дуговой сварке в среде защитного газа в условиях ветра. 2 з.п. ф-лы, 2 ил., 1 табл.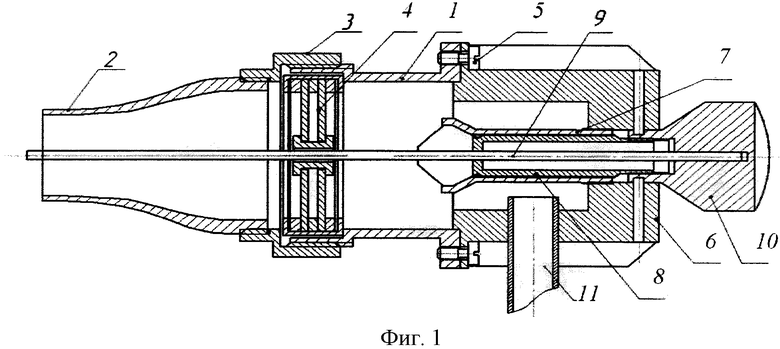
1. Горелка для дуговой сварки в среде защитных газов, состоящая из корпуса, головки, ручки, накидной гайки, газотокоподвода, электрододержателя, электрода, крепежных винтов, конфузорного сопла и пакета сеток, отличающаяся тем, что внутренняя поверхность конфузорного сопла выполнена в виде параболической кривой, у которой начало и конец асимптотически стремятся к прямой линии, расположенной параллельно продольной оси сопла, перед входом в который устанавливается пакет сеток, состоящий из корпуса, втулки, уплотнительных колец и стальных сеток.
2. Горелка для дуговой сварки в среде защитных газов по п. 1, отличающаяся тем, что сетки в пакете имеют размер ячеи 0,15-0,25 мм и коэффициент аэродинамического сопротивления не менее 10.
3. Горелка для дуговой сварки в среде защитных газов по п. 1, отличающаяся тем, что расстояние между сетками составляет не менее 15 размеров ячейки.
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Горелка для дуговой сварки в защитных газах | 1976 |
|
SU614914A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2033908C1 |
| US 20100025380 A1, 04.02.2010. | |||

