Изобретение относится к устройствам для электродуговой сварки в среде защитных газов плавящимся и неплавящимся электродом на открытых площадках при значительных скоростях ветра и может быть использовано в отраслях промышленности, где имеется производственная необходимость выполнять сварку конструкций из различных материалов, в том числе и активных (титан, цирконий и др.), на ветру.
Трудности выполнения сварки на ветру связаны с постоянным удалением от жидкой сварочной ванны газовой защиты, создаваемой плавящейся обмазкой (при сварке электродами с обмазкой), плавящимся флюсом (при сварке под флюсом) и защитной струей (при сварке в защитных газах). Удаление газовой защиты сопровождается насыщением сварного шва газами атмосферного воздуха (кислорода, азота, водорода), которые снижают пластичность, делают металл хрупким и непригодным для эксплуатации.
Многочисленные попытки создания технологий дуговой сварки на ветру, предпринятые с начала 60 до начала 80 годов прошлого столетия, завершились безрезультатно. Однако эти исследования показали, что единственным видом, при котором выполнение сварки на ветру не будет сопровождаться насыщением шва газами воздуха, является сварка в защитных газах [1, 2]. Но и для этого вида сварки оборудование, работающее в условиях ветра, нуждается в серьезной доработке.
Способность противостоять ветровой нагрузке, т.е. жесткость защитной струи, определяется скоростью ее движения. Существуют две разновидности защитных струй. Это струи, истекающие из цилиндрических сопел (в дальнейшем ЦС), и струи, истекающие из конфузорных сопел (в дальнейшем КС). У струй с ЦС повышение скорости истечения сопровождается уменьшением размеров ядра струи до 0. У струй с КС повышение скорости истечения сопровождается сменой режима движения газа в пограничном слое из ламинарного в турбулентный, но размеры ядра при этом остаются неизменными [1, 3].
Так как газовая защита сварочной ванны обеспечивается ядром струи, содержащим исходную концентрацию защитного газа [3], то разработка технологии сварки на ветру на горелках с ЦС не привела к положительному решению и закончилась безрезультатно.
Однако тогда же были получены отдельные положительные результаты на горелках с КС при сварке титана на ветру (скорость ветра достигала 10 м/с) [3, 4].
Известно устройство горелки для сварки плавящимся или неплавящимся электродом в среде защитных газов по авторскому свидетельству №1669658, Мкл B23K 9/16, 15.08.1991 (СССР). Горелка состоит из корпуса, конфузорного сопла, образующая которого выполнена по двухасимптотной параболической кривой и устанавливаемых перед входным отверстием сопла пакета сеток или решеток, расположенных одна от другой на расстоянии не менее 20 калибров ячеек. Длина сопла составляет при этом 1 - 2,5 диаметра его выходного отверстия. За счет такой конструкции сопла и пакета сеток эта горелка позволяет сохранять размеры ядра защитной струи при высоких скоростях ее истечения. Перед началом сварки требуется замерить скорость ветра и установить соответствующий этой скорости расход защитного газа и, соответственно, скорость истечения защитной струи, жесткость которой обеспечит защиту сварочной ванны при данной скорости ветра.
Однако в реальных условиях скорость ветра постоянно изменяется - имеют место так называемые порывы, скорость которых может превосходить среднюю скорость ветра до 2 раз.
Жесткость защитной струи в основном зависит от соотношения скоростей ветра Uв и защитной струи Uc, вылета электрода H/D (где Н -расстояние между срезом отверстия сопла и защищаемой поверхностью, D - внутренний диаметр среза сопла) и силы тока дуги Iд. Имеющиеся экспериментальные данные [1, 4] показывают, что эффективность газовой защиты на ветру достигается при соотношении
 если
если  и
и  если
если  .
.
Изменение тока дуги влияет менее существенно. Кроме этого необходимо учитывать реальные условия рельефа места сварки, из-за которых скорость ветра может падать или возрастать.
Таким образом, быстротечность и непредсказуемость изменения скорости ветра во время сварки, а также многофакторная зависимость скорости истечения защитной струи от скорости ветра, вылета электрода, величины тока дуги делают невозможным производить сварку на ветру на существующем сварочном оборудовании.
Целью настоящего изобретения является создание оборудования, способного выполнять сварные соединения при сварке на ветру с высоким качеством, аналогичным качеству соединений, выполненных в цеховых условиях.
Указанная цель достигается тем, что известное устройство по а.с. СССР №1669658, Мкл B23K 9/16, 15.08.1991 объединяется с автоматическим регулятором скорости истечения защитного газа в устройство, способное сохранять ядро защитной струи при высоких скоростях ее истечения и в условиях изменяющейся скорости ветра, вылета электрода и величины тока дуги обеспечивать скорость истечения струи, необходимую для создания ее жесткости, гарантирующей сохранение газовой защиты над сварочной ванной.
Такое устройство для электродуговой сварки в среде защитных содержит горелку с пакетом мелкоячеистых сеток и конфузорным соплом, образующая которого выполнена по плавной параболической кривой, а начало и конец этой кривой приближаются к прямым, параллельным оси сопла газов (см. Авторское свидетельство СССР №1669658, Мкл B23K 9/16, 15.08.1991), а также источник сварочного тока и автоматический регулятор скорости истечения защитного газа, в состав которого входят датчик тока дуги, датчик скорости ветра, два интегрирующих усилителя, запоминающее устройство, сумматор, два усилителя-корректора, задатчик величины вылета электрода, датчик температуры окружающей среды, автоматический регулятор скорости истечения защитного газа, а также задатчик максимальной ее величины, логическое отрицание НЕ и логический элемент И, причем выход датчика скорости ветра соединен с входом первого интегрирующего усилителя, выход которого подключен к входу второго интегрирующего усилителя, выход последнего соединен с входом запоминающего устройства, выход которого подключен к одному из входов суммирующего устройства, к другим входам сумматора подключены выходы двух усилителей-корректоров, а их входы соединены с выходами датчика температуры окружающей атмосферы и датчика тока дуги, выход задатчика величины вылета электрода подключен к одному из входов сумматора, а выход сумматора соединен с входом автоматического регулятора расхода защитного газа, включенного в цепь подачи защитного газа; выход задатчика максимальной величины расхода защитного газа соединен со входом логического отрицания НЕ, выход которого подключен к одному из входов элемента И, а ко второму входу этого элемента подается сигнал от кнопки запуска устройства на сварку, выход элемента И соединен со схемой запуска сварочного цикла.
В связи с тем, что необходимо учитывать реальные условия рельефа места сварки, из-за которых скорость ветра в зоне сварки может падать или возрастать, датчик скорости ветра установлен непосредственно на горелке.
В качестве датчика скорости ветра могут использоваться как анемометры с крыльчаткой, так и с металлической нитью накаливания. В последнем случае показания анемометра сильно зависят от температуры окружающей среды. Для корректирования выходного сигнала такого анемометра служит датчик температуры окружающей среды.
На фигуре 1 показана схема предлагаемого устройства. Устройство работает следующим образом.
Сварочная дуга горит между электродом 1 и свариваемым изделием. Защитный газ проходит через пакет мелкоячеистых сеток 3 и формируется в защитную струю с помощью конфузорного сопла 2, выполненного по параболической двухасимптотной образующей. В верхней части горелки установлен датчик 4 скорости ветра, измеряющий скорость сносящих воздушных потоков. Сигнал с датчика 4 поступает на вход первого интегрирующего усилителя 5, с выхода которого сигнал, пропорциональный мгновенной скорости ветра, подается на вход второго интегрирующего усилителя 6. На выходе этого усилителя формируется сигнал, пропорциональный амплитудному значению скорости ветра. Амплитудное значение скорости ветра запоминается в запоминающем устройстве 7 и подается на вход сумматора 13, где суммируется алгебраически с другими сигналами. Для коррекции сигнала с датчика 4 скорости с температурой окружающей атмосферы служит датчик 8 температуры среды, сигнал которого через усилитель-корректор 10 с настраиваемым коэффициентом усиления поступает на вход сумматора. Датчик тока 9 со своим усилителем-корректором 11, сигнал с которого также поступает на другой вход сумматора, служит для коррекции управления скоростью потока защитного газа в зависимости от режимов сварки. С помощью задатчика 12 величины вылета электрода устанавливают начальную величину вылета электрода. В сумматоре 13 все вышеприведенные сигналы суммируются, и на выходе формируется сигнал для управления автоматическим регулятором 14 скорости истечения защитного газа, включенного в цепь подачи защитного газа. В зависимости от величины этого сигнала регулятор 14 изменяет величину расхода защитного газа, обеспечивая требуемую скорость его истечения из сопла. Таким образом, предлагаемое устройство автоматически обеспечит надежную защиту сварочной ванны при порывах ветра, изменении температуры окружающей среды и режимах сварки.
При сильных порывах ветра возможен случай, когда UC/UB будет меньше, чем необходимо для надежной защиты сварочной ванны. Для этого случая в схему введены задатчик 17 максимальной величины UC, логическое отрицание 16 НЕ и логический элемент 15 И.
Если требуемая величина скорости истечения защитного газа, в соответствии с текущими порывами ветра, не превышает заданного значения, установленного в задатчике 17, то выходной сигнал с задатчика отсутствует. На выходе элемента 16 сигнал будет равен 1, и, при нажатии кнопки включения сварки, на выходе элемента 15 И появится выходной сигнал, который запустит устройство на сварку.
Если требуемая скорость истечения защитного газа превысит установленное значение, то на выходе задатчика 17 уровень сигнала станет равным 1. Выходной сигнал с элемента 16 исчезнет. На выходе элемента И 15 сигнал также исчезнет, и устройство остановит процесс сварки.
Таким образом, предлагаемое устройство в любых ситуациях обеспечит качественную защиту сварочной ванны и позволит проводить сварку на открытых площадках в условиях сносящих потоков ветра.
Литература
1. Федоренко Г.А., Иванова В.А., Синяков К.А. Совершенствование технологического процесса сварки в защитных газах на ветру. Сварочное производство. М.: «Технология машиностроения», 2010, с.6 - 13.
2. Безбах Д.К. Сварка на открытых площадках в судостроении и в судоремонте. Л.: Судостроение, 1974, 136 с.
3. Федоренко Г.А., Яшин И.М. Протяженность защитных струй при дуговой сварке. Сварочное производство №5, 2005 г., с.3-7.
4. Ардентов В.В., Руссо В.Л., Федоренко Г.А. Сварка в среде защитных газов при сносящих воздушных потоках. Л.: Судостроение. Сб. Сварка вып.14. с.70-73.
5. Федоренко Г.А. Унификация горелок для дуговой сварки в защитных газах. Энергомашиностроение. №4/2005, №1/2006.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| Газовое сопло для сварочной горелки | 2016 |
|
RU2635986C2 |
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Сопло к горелке для сварки в среде защитного газа | 1987 |
|
SU1669658A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Горелка для дуговой сварки в защитных газах | 1976 |
|
SU614914A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
Изобретение относится к устройствам для электродуговой сварки в среде защитных газов на открытых площадках и может быть использовано в отраслях промышленности, где имеется производственная необходимость выполнять сварку конструкций из различных материалов, в том числе и активных на ветру. Устройство содержит горелку с пакетом мелкоячеистых сеток (3) и конфузорным соплом (2), образующая которого выполнена по параболической двухасимптотной кривой, источник сварочного тока и автоматический регулятор скорости истечения защитного газа. В состав регулятора входят датчик (4) скорости ветра, два интегрирующих усилителя (5 и 6), запоминающее устройство (7), сумматор (13), два усилителя-корректора (10 и 11), датчик тока дуги (9), задатчик (12) величины вылета электрода, датчик (8) температуры окружающей среды, регулятор (14) скорости истечения защитного газа, задатчик (17) максимальной величины скорости истечения защитного газа, логическое отрицание НЕ (16) и логический элемент И (15). В зависимости от скорости набегающего ветра, сносящего струю газовой защиты сварочной ванны, устройство автоматически регулирует скорость истечения защитного газа, обеспечивая тем самым жесткость последней и качественную защиту при любых скоростях и порывах ветра. 1 з.п. ф-лы, 1 ил.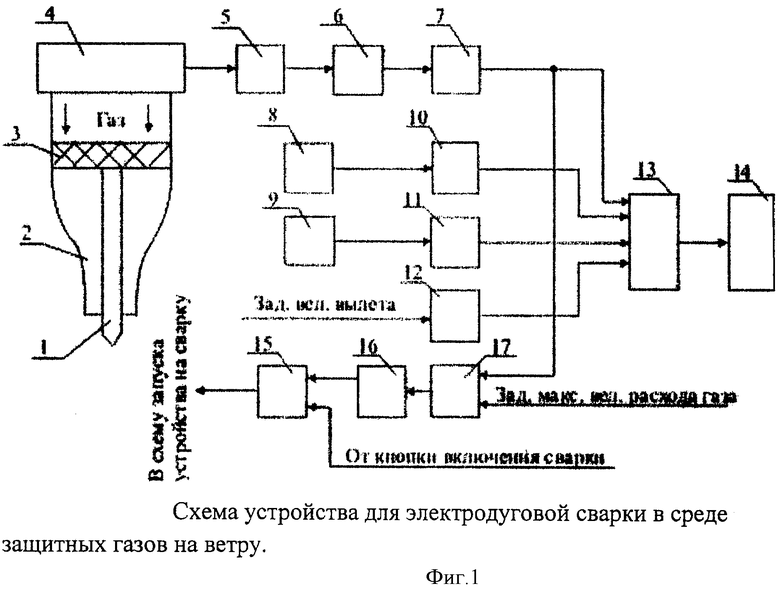
1. Устройство для электродуговой сварки в среде защитных газов, содержащее горелку с пакетом мелкоячеистых сеток и конфузорным соплом, образующая которого выполнена по параболической двухасимптотной кривой, и источник сварочного тока, отличающееся тем, что устройство снабжено автоматическим регулятором скорости истечения защитного газа, в состав которого входят датчик скорости ветра, два интегрирующих усилителя, запоминающее устройство, сумматор, два усилителя-корректора, датчик тока дуги, задатчик величины вылета электрода, датчик температуры окружающей среды, регулятор скорости истечения защитного газа, задатчик максимальной величины скорости истечения защитного газа, логическое отрицание НЕ и логический элемент И, причем выход датчика скорости ветра соединен с входом первого интегрирующего усилителя, выход которого подключен к входу второго интегрирующего усилителя, выход последнего соединен со входом запоминающего устройства, выход которого подключен к одному из входов суммирующего устройства, к другим входам сумматора подключены выходы двух усилителей-корректоров, а их входы соединены с выходами датчика температуры окружающей атмосферы и датчика тока дуги, выход задатчика величины вылета электрода подключен к одному из входов сумматора, а выход сумматора соединен с входом регулятора скорости истечения защитного газа, включенного в цепь подачи защитного газа, выход задатчика максимальной величины скорости истечения защитного газа соединен со входом логического отрицания НЕ, выход которого подключен к одному из входов элемента И, второй вход которого предназначен для получения сигнала от кнопки запуска устройства на сварку, выход элемента И предназначен для подачи сигнала запуска сварочного цикла.
2. Устройство по п.1, отличающееся тем, что датчик скорости ветра установлен непосредственно на горелке.
| Сопло к горелке для сварки в среде защитного газа | 1987 |
|
SU1669658A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| Ветрозащитное сопло к горелкам для дуговой сварки в защитных газах | 1984 |
|
SU1146158A1 |
| JP 5084574 A, 06.04.1993 | |||
| JP 5261547 A, 12.10.1993 | |||
| KR 20060119423 А, 24.11.2006 | |||
| JP 10029065 A, 03.02.1998. | |||

