Изобретение относится к устройствам для механизированной и автоматической электродуговой сварки в среде защитных газов плавящимся электродом на открытых площадках при значительных скоростях ветра и может быть использовано в отраслях промышленности, где имеется производственная необходимость выполнять сварку конструкций из различных материалов на открытых площадках.
Трудности выполнения сварки на открытых площадках связаны с постоянным удалением от жидкой сварочной ванны газовой защиты при сносящих потоках ветра и сквозняков. Удаление газовой защиты сопровождается насыщением сварного шва газами атмосферного воздуха (кислорода, азота, водорода), которые снижают пластичность, делают металл хрупким и непригодным для эксплуатации.
Способность противостоять ветровой нагрузке, т.е. жесткость защитной струи определяется скоростью ее движения. Существуют две разновидности защитных струй. Это струи, истекающие из цилиндрических сопел (в дальнейшем ЦС) и струи, истекающие из конфузорных сопел (в дальнейшем КС). У струй с ЦС повышение скорости истечения сопровождается уменьшением размеров ядра струи до 0. У струй с КС повышение скорости истечения сопровождается сменой режима движения газа в пограничном слое из ламинарного в турбулентный, но размеры ядра при этом остаются неизменными [1-3].
Так как газовая защита сварочной ванны обеспечивается ядром струи, содержащим исходную концентрацию защитного газа, то разработка технологии сварки на ветру на горелках с ЦС не привела к положительному решению и закончилась безрезультатно [4]. На основе теории газовых струй и расчетно-экспериментальных данных разработали конструкцию сварочной горелки, которая состоит из конфузорного сопла, образующая которого выполнена по двухасимптотной параболической кривой с устанавливаемыми перед входным отверстием сопла пакетом сеток. Указанная конструкция горелки позволила увеличить размеры ядра защитной газовой струи, уменьшить неоднородность поля скоростей, вращение и турбулентность защитного газового потока. Это повысило эффективность газовой защиты при высоких скоростях истечения защитного газа в условиях сварки на открытых площадках при ветровых нагрузках с резкими усилениями [5].
Жесткость защитной струи в основном зависит от соотношения скоростей ветра Vв и защитной струи Vc, безразмерного вылета электрода H/D (где Н - расстояние между срезом отверстия сопла и защищаемой поверхностью, D - внутренний диаметр среза сопла) и силы тока дуги Iд. Имеющиеся экспериментальные данные [1-4] показывают, что эффективность газовой защиты на ветру достигается при соотношении Vc/Vb=1,8 при H/D=0,5 и Vc/Vв=3,2 при H/D=1. Изменение тока дуги влияет менее существенно. Кроме этого необходимо учитывать реальные условия рельефа места сварки, из-за которых скорость ветра может падать или возрастать.
Таким образом, быстротечность и непредсказуемость изменения скорости ветра во время сварки, а также многофакторная зависимость скорости истечения защитной струи от скорости ветра, расстояния от среза сопла до изделия, величины тока дуги делают невозможным производить сварку на ветру на существующем сварочном оборудовании.
Известно устройство [6, 7], содержащее горелку с пакетом мелкоячеистых сеток и конфузорным соплом, образующая которого выполнена по параболической двухасимптотной кривой, источник сварочного тока и автоматическим регулятором скорости истечения защитного газа, в состав которого входят датчик скорости ветра, два интегрирующих усилителя, запоминающее устройство, сумматор, два усилителя-корректора, датчик тока дуги, задатчик величины вылета электрода, датчик температуры окружающей среды, регулятор скорости истечения защитного газа, задатчик максимальной ее величины, логическое отрицание НЕ и логический элемент И, причем выход датчика скорости ветра соединен с входом первого интегрирующего усилителя, выход которого подключен к входу второго интегрирующего усилителя, выход последнего соединен с входом запоминающего устройства, выход которого подключен к одному из входов суммирующего устройства, к другим входам сумматора подключены выходы двух усилителей-корректоров, а их входы соединены с выходами датчика температуры окружающей атмосферы и датчика тока дуги, выход задатчика величины вылета электрода подключен к одному из входов сумматора, а выход сумматора соединен с входом автоматического регулятора расхода защитного газа, включенного в цепь подачи защитного газа; выход задатчика максимальной величины расхода защитного газа соединен со входом логического отрицания НЕ, выход которого подключен к одному из входов элемента И, а ко второму входу этого элемента подается сигнал от кнопки запуска устройства на сварку, выход элемента И соединен со схемой запуска сварочного цикла.
Описанное устройство обеспечивает защиту сварочной ванны и позволяет проводить сварку на открытых площадках в условиях сносящих потоков ветра.
Недостатком этого устройства является необходимость заранее перед началом сварки устанавливать необходимый вылет электрода с помощью задатчика величины вылета электрода. Однако заданный вылет и расстояние от среза сопла весьма сложно выдерживать во время механизированной сварки. Вместе с тем, как уже указывалось, это расстояние весьма сильно влияет на требуемую скорость истечения защитного газа.
Целью настоящего изобретения является усовершенствование оборудования и его полная автоматизация для выполнения сварных соединений при сварке на ветру, качество которых аналогично качеству соединений, выполненных в цеховых условиях.
Указанная цель достигается тем, что в известное устройство по патенту РФ №246997 от 24 сентября 2010 г. дополнительно введен фотоэлектрический датчик, связанный со сварочной горелкой, усилитель с регулируемым коэффициентом усиления, причем выход фотодатчика связан с входом усилителя, а выход последнего подключен к входу сумматора. Фотоэлектрический датчик устанавливается на горелке с возможностью перемещения по оси горелки.
Введение указанных дополнительных элементов в известное устройство позволяет автоматически регулировать скорость истечения защитного газа в зависимости не только от скорости сносящего потока воздуха, но и от величины расстояния от среза сопла до изделия, а также исключает необходимость применения задатчика величины вылета электрода.
В качестве датчика скорости ветра могут использоваться как анемометры с крыльчаткой, так и с металлической нитью накаливания. В последнем случае показания анемометра сильно зависят от температуры окружающей среды. Для корректирования выходного сигнала такого анемометра служит датчик температуры окружающей среды.
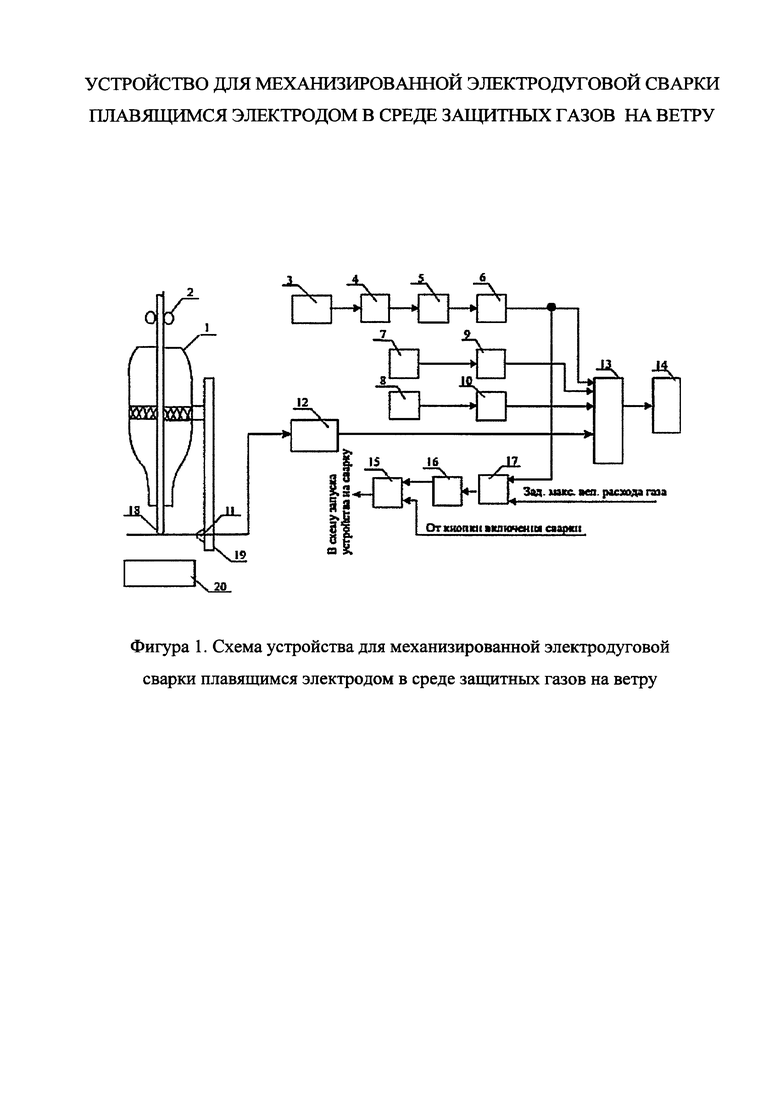
На фиг. 1 показана схема предлагаемого устройства. Устройство работает следующим образом.
Сварочная дуга горит между электродом 18 и свариваемым изделием 20. Сварочная горелка 1 содержит пакет мелкоячеистых сеток и снабжена конфузорным соплом. Защитный газ проходит через пакет мелкоячеистых сеток и формируется в защитную струю с помощью конфузорного сопла, выполненного по параболической двухасимптотной образующей. Электродная проволока подается в зону сварки с помощью подающего механизма 2. Датчик 3 скорости ветра измеряет скорость сносящих воздушных потоков. Сигнал с датчика поступает на вход первого интегрирующего усилителя 4, с выхода которого сигнал, пропорциональный мгновенной скорости ветра, подается на вход второго интегрирующего усилителя 5. На выходе этого усилителя формируется сигнал, пропорциональный амплитудному значению скорости ветра. Амплитудное значение скорости ветра запоминается в запоминающем устройстве 6 и подается на вход сумматора 13, где суммируется алгебраически с другими сигналами. Для коррекции сигнала с датчика 3 скорости с температурой окружающей атмосферы служит датчик 7 температуры среды, сигнал которого через усилитель-корректор 9 с настраиваемым коэффициентом усиления, поступает на вход сумматора. Датчик тока 8 со своим усилителем-корректором 10, сигнал с которого также поступает на другой вход сумматора, служит для коррекции управления скоростью потока защитного газа в зависимости от режимов сварки. Фотодатчик 11, закрепленный на горелке 1 с помощью штанги 19, располагается в переходной области между концом плавящегося электрода 18 и столбом дуги. Световой поток от этой области с помощью фотодатчика преобразуется в электрический сигнал, который усиливается усилителем 12 с регулируемым коэффициентом усиления и подается на сумматор 13. При изменении расстояния между соплом горелки 1 и изделием 20 будет изменяться (вследствие саморегулирования длины дуги) световой поток, попадающий на фотодатчик, а следовательно, и его выходной сигнал. Так, при увеличении расстояния между соплом и изделием выходной сигнал фотодатчика уменьшится, а при уменьшении этого расстояния - увеличится. В сумматоре 13 все вышеприведенные сигналы суммируются, и на выходе формируется сигнал для управления автоматическим регулятором 14 скорости истечения защитного газа, включенного в цепь подачи защитного газа. В зависимости от величины этого сигнала регулятор 14 изменяет величину расхода защитного газа, обеспечивая требуемую скорость его истечения из сопла. Таким образом, предлагаемое устройство автоматически отрегулирует скорость истечения защитного газа в зависимости от скорости сносящего потока ветра, температуры окружающей среды, режимов сварки, а также от величины расстояния от среза сопла до изделия и тем самым обеспечит надежную защиту сварочной ванны при резких усилениях ветра, изменении температуры окружающей среды, режимов сварки и расстоянии от среза сопла до изделия.
При сильных порывах ветра возможен случай, когда Vс/Vв будет меньше чем необходимо для надежной защиты сварочной ванны. Для этого случая в схему введены задатчик 17 максимальной величины Vc, логическое отрицание 16 «НЕ» и логический элемент 15 «И».
Если требуемая величина скорости истечения защитного газа в соответствии с текущими порывами ветра не превышает заданного значения, установленного в задатчике 17, то выходной сигнал с задатчика отсутствует. На выходе элемента 16 сигнал будет равен 1 и при нажатии кнопки включения сварки на выходе элемента 15 «И» появится выходной сигнал, который запустит устройство на сварку.
Если требуемая скорость истечения защитного газа превысит установленное значение, то на выходе задатчика 17 уровень сигнала станет равным 1. Выходной сигнал с элемента 16 исчезнет. На выходе элемента «И» 15 сигнал также исчезнет, и устройство остановит процесс сварки.
Таким образом, предлагаемое устройство в любых ситуациях обеспечит качественную защиту сварочной ванны и позволит проводить сварку на открытых площадках в условиях сносящих потоков ветра.
Литература
1. Федоренко Г.А., Иванова И.В., Синяков К.А. Совершенствование технологического процесса сварки в защитных газах на ветру / Г.А.Федоренко, И.В. Иванова, К.А. Синяков // Сварочное производство. - 2010. - №1. - С. 6-13.
2. Паршин С.Г., Кобецкой Н.Г., Иванова И.В. Исследование эффективности газовой защиты при дуговой сварке в условиях воздействия воздушных потоков / С.Г. Паршин, Н.Г. Кобецкой, И.В. Иванова // Сварка и диагностика. - 2015. - №3. - С. 31-34.
3. Иванова И.В., Кобецкой Н.Г., Калинина В.И., Паршин С.Г. Исследование сварочной дуги в защитных газах в условиях сносящих воздушных потоков / И.В. Иванова, Н.Г. Кобецкой, В.И. Калинина, С.Г. Паршин // Современные материалы, техника и технологии: науч. - пр. журнал. - Курск, ЮЗГУ, ЗАО Университ. книга, - 2015. - №1. - С. 101-103.
4. Федоренко Г.А., Яшин И.М. Протяженность защитных струй при дуговой сварке / Г.А. Федоренко, И.М. Яшин // Сварочное производство. - 2005. - №5. - С. 3-7.
5. Иванова И.В. Горелка для сварки в защитных газах - инструмент эффективности газовой защиты / И.В. Иванова // Инструмент и технологии. Изд. ПИМаш. - 2010. - №32-33. - С. 32-38.
6. Иванова И.В., Паршин С.Г., Калинина В.И., Кобецкой Н.Г. Устройство для электродуговой сварки в среде защитных газов на ветру / И.В. Иванова, С.Г. Паршин, В.И. Калинина, Н.Г. Кобецкой // Сб. науч. статей 12-й междунар. науч. - пр. конф.: Современные инструментальные системы, информационные технологии и инновации. - Курск: ЮЗГУ, ЗАО Университетская книга. - 2015. - С. 184-186.
7. Кобецкой Н.Г., Иванова И.В., Федоренко Г.А. Устройство для электродуговой сварки в среде защитных газов на ветру. Патент РФ №2465997 от 24.09.10 г. Опубл. 10.11.2012. Бюл. №31.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| Газовое сопло для сварочной горелки | 2016 |
|
RU2635986C2 |
| Сопло к горелке для сварки в среде защитного газа | 1987 |
|
SU1669658A1 |
| Горелка Лелебина для дуговой сварки | 1989 |
|
SU1722734A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| Способ дуговой сварки со струйной газовой защитой и устройство для его осуществления | 1987 |
|
SU1547992A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU1039667A1 |
| Горелка для дуговой сварки в среде защитных газов | 1988 |
|
SU1547994A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
Изобретение относится к области сварочного производства и может быть использовано при сварочных работах на открытых площадках. Устройство содержит горелку (1) с пакетом мелкоячеистых сеток и конфузорным соплом, подающий механизм (2) электродной проволоки, а также источник сварочного тока. Для автоматической регулировки скорости истечения защитного газа в зависимости от скорости набегающего ветра, температуры окружающей среды, режимов сварки, расстояния от среза сопла до изделия устройство содержит датчик (3) скорости ветра, два интегрирующих усилителя (4 и 5), запоминающее устройство (6), сумматор (13), два усилителя-корректора (9 и 10), датчик тока дуги (8), фотодатчик (11), усилитель (12) с регулируемым коэффициентом усиления, датчик (7) температуры окружающей среды, регулятор (14) скорости истечения защитного газа, задатчик (18) максимальной величины скорости истечения защитного газа, логические элементы И (16) и НЕ (17). Использование изобретения позволяет повысить качество сварки на открытых площадках. 1 з.п. ф-лы, 1 ил.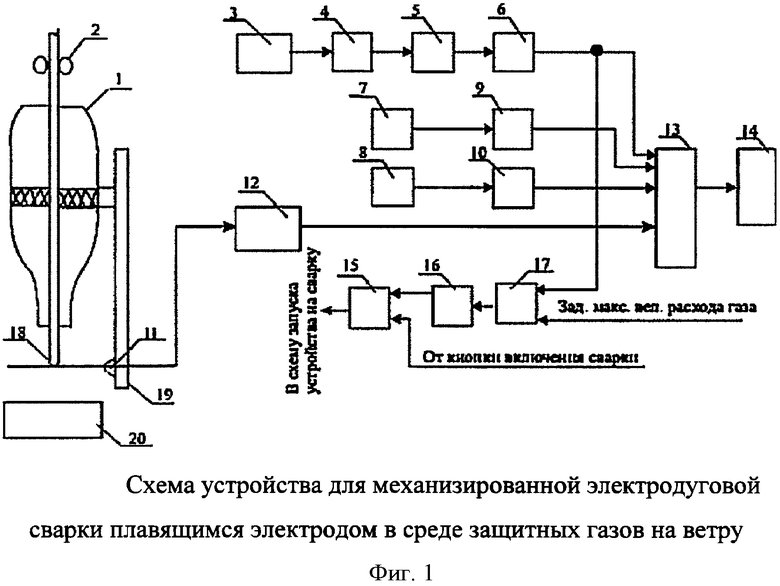
1. Устройство для механизированной электродуговой сварки плавящимся электродом в среде защитных газов, содержащее горелку с пакетом мелкоячеистых сеток и конфузорным соплом, образующая которого выполнена по параболической двухасимптотной кривой, источник сварочного тока, подающий механизм электродной проволоки, последовательно соединенные датчик скорости ветра, два интегрирующих усилителя и запоминающее устройство, последовательно соединенные датчик температуры окружающей среды и усилитель-корректор, последовательно соединенные датчик тока дуги и усилитель-корректор и последовательно соединенные задатчик максимальной величины скорости истечения защитного газа, логический элемент НЕ и логический элемент И, выход которого связан со схемой включения устройства, при этом выходы упомянутых запоминающего устройства и усилителей-корректоров подключены к соответствующим входам сумматора, выход которого соединен со входом автоматического регулятора скорости истечения защитного газа, а вход задатчика максимальной величины скорости истечения защитного газа связан с выходом упомянутого запоминающего устройства, отличающееся тем, что оно снабжено установленным на сварочной горелке фотоэлектрическим датчиком, выход которого через усилитель с регулируемым коэффициентом усиления подключен к соответствующему входу упомянутого сумматора.
2. Устройство по п. 1, отличающееся тем, что фотодатчик расположен в переходной области между концом плавящегося электрода и столбом дуги.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ВЕТРУ | 2010 |
|
RU2465997C2 |
| Способ дуговой сварки в углекислом газе на открытых площадках | 1988 |
|
SU1683926A1 |
| Ветрозащитное сопло к горелкам для дуговой сварки в защитных газах | 1984 |
|
SU1146158A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Электрод для определения активности ионов рубидия в растворах | 1981 |
|
SU1029065A1 |
| JP H05261547 A, 12.10.1993. | |||

