Область техники
Изобретение относится к использованию мягких фотополимерных печатных форм в способе печати для цилиндрических подложек. Говоря более конкретно, настоящее изобретение относится к способу и аппарату, в которых используют мягкие фотополимерные печатные формы для декорирования внешней поверхности цилиндрических металлических контейнеров в способе печати.
Уровень техники
Металлические контейнеры, зачастую декорируют при использовании изображения или буквенно-цифровой индикации, таких как торговая марка, логотип, информация о продукции или дизайн, при использовании способа литографической печати. При литографической печати одну или несколько печатных форм с участками изображений присоединяют к формному цилиндру (или печатному цилиндру) машины для печати на цилиндрических подложках. Участки изображений могут включать как участки, воспринимающие типографскую краску, так и области, которые типографскую краску не воспринимают. Красочное устройство наносит типографскую краску на печатные формы, и типографская краска пристает к участкам, воспринимающим типографскую краску. Обычно каждая печатная форма воспринимает конкретный цвет типографской краски от красочного устройства. Машина для печати на цилиндрических подложках также имеет передаточный цилиндр (также известный под наименованием офсетного цилиндра, печатного цилиндра или сегментного колеса). К передаточному цилиндру присоединяют офсетные полотна (или вторичные печатные формы). Машины для печати на цилиндрических подложках, использующиеся в промышленности по изготовлению металлических контейнеров, обычно имеют от 8 до 12 офсетных полотен на передаточном цилиндре. Вследствие синхронного вращения формного цилиндра и передаточного цилиндра каждая из одной или нескольких печатных форм вступает в контакт с офсетным полотном и переводит конкретный цвет типографской краски на офсетное полотно. В случае перевода всеми печатными формами своих цветов типографских красок и изображений на офсетное полотно на офсетном полотне будет формироваться конечное литографическое изображение. После этого металлический контейнер вводят при вращении в контакт с офсетным полотном передаточного цилиндра, и литографическое изображение переводят с офсетного полотна на внешнюю поверхность металлического контейнера.
Способы литографической печати описываются в патентах США №№4384518, 6550389 и 6899998. Способы, описанные в данных ссылках, делают возможным получение только одного литографического изображения от одного комплекта печатных форм. Поэтому способы, описанные в данных патентах, являются эффективными только для печати одного и того же изображения на большом количестве металлических контейнеров. В целях проведения печати другого изображения на металлических контейнерах на формном цилиндре машины для печати на цилиндрических подложках должен быть установлен новый комплект печатных форм, что в результате приводит к появлению простоя и уменьшенной эффективности технологической линии. Вследствие возможности печати только одного изображения без изменения печатных форм экономически проблематично получение небольших партий декорированных металлических контейнеров с различными изображениями.
Один пример получения нескольких изображений от одного комплекта печатных форм предлагается в международной патентной публикации № WO 2014/008544. В данной ссылке описывается передаточный цилиндр с офсетными полотнами, которые адаптированы к наличию участков, покрытых типографской краской, и участков, не покрытых типографской краской. Участки, не покрытые типографской краской, утоплены вовнутрь и формируются в результате лазерной резки, травления, водоструйной очистки, фрезерования, сверления, гравирования или матрицирования. Однако, литографические изображения, полученные при использовании не покрытых типографской краской участков, сформированных на офсетных полотнах при использовании данных методик, не имеют достаточной четкости для рассматривания их в качестве высококачественного высокочеткого изображения. В промышленности по изготовлению коммерческих металлических контейнеров требуется проведение высокочеткой печати в уникальных областях применения, и требуется наличие четких графических элементов, которые могут быть эффективно отпечатаны с высокими разрешением и четкостью на внешней поверхности металлического контейнера. Данные высокочеткие изображения необходимы для дифференцирования продукции в момент продажи и для привлечения потребителей.
В соответствии с этим, имеется неудовлетворенная потребность в способе высокочеткой литографической печати, который делает возможным проведение печати нескольких изображений на внешней поверхности металлического контейнера от одного комплекта печатных форм без принесения в жертву эффективности производства или качества и четкости изображения.
Раскрытие изобретения
В настоящем способе используют мягкие фотополимерные печатные формы, прикрепленные к передаточному цилиндру машины для печати на цилиндрических подложках, в целях значительного улучшения качества и четкости изображения для литографических изображений, отпечатанных на металлических контейнерах. Говоря более конкретно, изображение переводят на лицевую поверхность мягкой фотополимерной печатной формы в результате экспонирования мягкой фотополимерной печатной формы при воздействии света. Изображение может быть переведено при использовании способа «компьютер-печатная форма» или обычного способа экспонирования печатной формы. Это в результате приводит к получению мягкой фотополимерной печатной формы, которая имеет области рельефа, которые не воспринимают типографскую краску, и затвердевшие области, формирующие области точного и детализированного изображения, которые будут воспринимать типографскую краску. В некоторых вариантах осуществления способа мягкие фотополимерные печатные формы также могут быть подвергнуты травлению или гравированию на лицевой поверхности до, во время или после процесса отверждения для формирования одной или нескольких утопленных частей, которые не воспринимают типографскую краску. Данные и другие преимущества будут очевидными исходя из описания изобретения (изобретений), содержащегося в настоящем документе.
В соответствии с одним аспектом настоящего изобретения предлагается новый способ использования мягкой фотополимерной печатной формы в способе литографической печати для декорирования внешней поверхности металлического контейнера. Он включает, но не ограничивается только этим, способ, в общем случае, включающий в себя: (1) получение первого изображения для печати на внешней поверхности металлического контейнера; (2) перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы; (3) съемное прикрепление мягкой фотополимерной печатной формы с переведенным первым изображением на передаточный цилиндр машины для печати на цилиндрических подложках; (4) присоединение печатных форм к по меньшей мере одному формному цилиндру машины для печати на цилиндрических подложках; (5) нанесение типографской краски с красочного устройства на печатные формы; (6) перевод типографской краски с печатных форм на по меньшей мере часть мягкой фотополимерной печатной формы и переведенное первое изображение; и (7) перевод типографской краски с мягкой фотополимерной печатной формы на внешнюю поверхность металлического контейнера, где металлический контейнер декорирован при использовании первого изображения. В дополнительном или альтернативном варианте, способ может, кроме того, включать в себя: (8) съемное прикрепление от приблизительно 8 до приблизительно 12 мягких фотополимерных печатных форм на передаточный цилиндр, где каждая от приблизительно 8 до приблизительно 12 мягких фотополимерных печатных форм имеет отличное от других изображение, и где типографская краска, переведенная с мягких фотополимерных печатных форм в количестве от приблизительно 8 до приблизительно 12, приводит к получению от 8 до 12 различных изображений на металлических контейнерах в количестве от приблизительно 8 до приблизительно 12; (9) травление или гравирование лицевой части мягкой фотополимерной печатной формы для формирования одной или нескольких утопленных частей и/или (10) получение второго изображения для печати на внешней поверхности металлического контейнера, перевод второго изображения на печатные формы и декорирование металлического контейнера при использовании первого и второго изображений.
Перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы в общем случае включает в себя: (1) создание пленочного негатива первого изображения; (2) расположение пленочного негатива на предварительно определенной части лицевой части мягкой фотополимерной печатной формы; (3) экспонирование мягкой фотополимерной печатной формы и пленочного негатива при воздействии источника света, где материал мягкой фотополимерной печатной формы затвердевает в предварительно определенных местоположениях, где свет проходит через пленочный негатив, и где материал фотополимерной печатной формы остается неэкспонированным и мягким в предварительно определенных местоположениях, где свет блокируется пленочным негативом; (4) удаление пленочного негатива с мягкой фотополимерной печатной формы; и (5) расположение мягкой фотополимерной печатной формы в секции смывки и очистку мягкой фотополимерной печатной формы в целях удаления мягкого неэкспонированного материала мягкой фотополимерной печатной формы для выявления переведенного первого изображения.
В дополнительном или альтернативном варианте, перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы в общем случае может включать в себя: (1) создание первого изображения; (2) снятие частей непрозрачного маскировочного покрытия на лицевой части мягкой фотополимерной печатной формы для формирования негатива первого изображения; (3) экспонирование мягкой фотополимерной печатной формы при воздействии источника света, где полимерный материал мягкой фотополимерной печатной формы затвердевает в предварительно определенных местоположениях, где маскировочное покрытие снято, и где полимерный материал фотополимерной печатной формы остается неэкспонированным и мягким в предварительно определенных местоположениях, где свет блокируется маскировочным покрытием; и (4) удаление мягкого неэкспонированного полимерного материала мягкой фотополимерной печатной формы для выявления переведенного первого изображения.
В одном варианте осуществления источником света является источник света в ультрафиолетовом диапазоне. В еще одном варианте осуществления мягкую фотополимерную печатную форму и пленочный негатив экспонируют при воздействии источника света в течение от приблизительно 0,01 минуты до приблизительно 10 минут. В одном варианте осуществления в секции смывки используют растворитель для очистки мягкой фотополимерной печатной формы. В еще одном варианте осуществления в секции смывки используют воду для очистки мягкой фотополимерной печатной формы.
Мягкую фотополимерную печатную форму получают из любой смеси из материалов, которые затвердевают или формируют другую текстуру после экспонирования при воздействии света в ультрафиолетовом или видимом диапазоне. В одном варианте осуществления мягкая фотополимерная печатная форма образована из одного из эластомеров, которые отверждаются при использовании способа фотополимеризации, катализируемой светом, хлоропрена, сшитого при использовании триметилолпропантриакрилата, и стирол-изопренового каучука совместно с полиакрилатом. В еще одном варианте осуществления перед переводом первого изображения на мягкую фотополимерную печатную форму мягкая фотополимерная печатная форма характеризуется твердостью в диапазоне от приблизительно 40 дюрометров до приблизительно 110 дюрометров. В еще одном варианте осуществления переведенное первое изображение на мягкой фотополимерной печатной форме имеет глубину в диапазоне от приблизительно 0,0009 дюйма до приблизительно 0,089 дюйма. В одном варианте осуществления каждое из различных изображений формируют в одном и том же местоположении на каждой из мягких фотополимерных печатных форм. В еще одном варианте осуществления только одна из печатных форм, присоединенных к по меньшей мере одному формному цилиндру, переводит типографскую краску на различные изображения, сформированные на каждой из мягких фотополимерных печатных форм, и каждая из других печатных форм, присоединенных к по меньшей мере одному формному цилиндру, переводит типографскую краску на другие предварительно определенные части каждой из мягких фотополимерных печатных форм. В одном варианте осуществления металлический контейнер в общем случае является цилиндрическим по форме, и первое изображение переводят на искривленную внешнюю поверхность металлического контейнера. В еще одном варианте осуществления металлический контейнер в общем случае является цилиндрическим по форме, и первое изображение переводят на по существу плоскую внешнюю поверхность металлического контейнера. В еще одном другом варианте осуществления металлический контейнер не является цилиндрическим по форме, и первое изображение переводят на плоскую внешнюю поверхность металлического контейнера.
В соответствии с еще одним аспектом настоящего изобретения описывается аппарат для получения высокочеткого литографического изображения на внешней поверхности металлического контейнера, при этом аппарат может эксплуатироваться для создания нескольких литографических изображений от одного комплекта печатных форм. Аппарат в общем случае включает в себя: (1) по меньшей мере один формный цилиндр с красочным устройством, при этом красочное устройство может эксплуатироваться для перевода типографской краски на предварительно определенные части одной или нескольких печатных форм, присоединенных к окружности по меньшей мере одного формного цилиндра; (2) передаточный цилиндр, имеющий одну или несколько мягких фотополимерных печатных форм, прикрепленных к окружности передаточного цилиндра, причем передаточный цилиндр может эксплуатироваться для перемещения мягких фотополимерных печатных форм с введением при вращении в контакт с печатной формой, присоединенной к по меньшей мере одному формному цилиндру, где типографскую краску переводят с предварительно определенных частей печатной формы на по меньшей мере часть мягких фотополимерных печатных форм, и где каждая из мягких фотополимерных печатных форм имеет изображение, сформированное на ней; и (3) опорный цилиндр, имеющий множество секций, адаптированных для принятия металлических контейнеров, при этом опорный цилиндр может эксплуатироваться для принятия металлического контейнера с транспортера и перемещения металлического контейнера с введением в контакт с мягкой фотополимерной печатной формой, прикрепленной к передаточному цилиндру, где типографскую краску переводят с мягкой фотополимерной печатной формы на металлический контейнер для формирования высокочеткого литографического изображения на внешней поверхности металлического контейнера.
В одном варианте осуществления по меньшей мере один формный цилиндр и опорный цилиндр вращаются в первом направлении, а передаточный цилиндр вращается в противоположном втором направлении. В еще одном варианте осуществления от приблизительно 8 до приблизительно 12 мягких фотополимерных печатных форм прикрепляют к окружности передаточного цилиндра. В еще одном другом варианте осуществления каждая из мягких фотополимерных печатных форм имеет отличное от других изображение, сформированное на ней, и каждое из различных изображений в общем случае формируют в результате: (1) создания пленочного негатива каждого отличного от других изображения; (2) расположения пленочных негативов на предварительно определенных частях мягких фотополимерных печатных форм; (3) экспонирования мягких фотополимерных печатных форм и пленочных негативов при воздействии источника света; (4) удаления пленочных негативов с мягких фотополимерных печатных форм; и (5) смывки для мягких фотополимерных печатных форм в целях удаления неэкспонированного мягкого материала мягких фотополимерных печатных форм для выявления различных изображений. В одном варианте осуществления каждое из различных изображений формируют в одном и том же местоположении на каждой из мягких фотополимерных печатных форм. В еще одном варианте осуществления только одна из печатных форм, присоединенных к по меньшей мере одному формному цилиндру, переводит типографскую краску на различные изображения, сформированные на каждой из мягких фотополимерных печатных форм, а другие печатные формы, присоединенные к по меньшей мере одному формному цилиндру, переводят типографскую краску на другие предварительно определенные части каждой из мягких фотополимерных печатных форм. В одном варианте осуществления на печатных формах формируют второе изображение и второе изображение переводят с печатных форм на мягкие фотополимерные печатные формы, а после этого на внешнюю поверхность металлического контейнера. В еще одном варианте осуществления какого-либо изображения на печатных формах не формируют, но печатные формы передают типографскую краску на мягкие фотополимерные печатные формы. В еще одном другом варианте осуществления металлический контейнер в общем случае является цилиндрическим по форме. В еще одном дополнительном варианте осуществления металлический контейнер не является цилиндрическим по форме. В одном варианте осуществления типографскую краску переводят с мягкой фотополимерной печатной формы на одну или несколько поверхностей, выбираемых из в общем случае цилиндрической внешней поверхности и нецилиндрической внешней поверхности, металлического контейнера.
В еще одном другом варианте осуществления одна из печатных форм имеет область, выровненную с различными изображениями на каждой из мягких фотополимерных печатных форм и эксплуатируемую для перевода типографской краски на них. Каждая из других печатных форм имеет область рельефа, выровненную с различными изображениями на каждой из мягких фотополимерных печатных форм, и области рельефа не будут переводить типографскую краску на различные изображения. Область одной печатной формы и области рельефа других печатных форм располагаются в соответствующих местоположениях на всех печатных формах и имеют одни и те же общие размер и форму. В одном варианте осуществления указанная область и область рельефа имеют форму, выбираемую из группы, состоящей из параллелограмма, квадрата, прямоугольника, круга или любой их комбинации. В одном более предпочтительном варианте осуществления указанная область и область рельефа имеют в общем случае прямоугольную форму.
Еще один аспект настоящего изобретения заключается в предложении мягкой фотополимерной печатной формы, адаптированной к получению высокочеткого литографического изображения на внешней поверхности металлического контейнера в способе печати. Мягкая фотополимерная печатная форма в общем случае включает тело печатной формы с предварительно определенными размером и твердостью, при этом тело печатной формы имеет лицевую часть и заднюю часть, где заднюю часть адаптируют к присоединению к передаточному цилиндру машины для печати на цилиндрических подложках. Изображение формируют на лицевой части в результате создания пленочного негатива изображения. Пленочный негатив располагают на предварительно определенной части лицевой части. Лицевую часть и пленочный негатив экспонируют при воздействии источника света. Пленочный негатив удаляют с лицевой части, а впоследствии мягкую фотополимерную печатную форму очищают для удаления неэкспонированного мягкого материала с лицевой части. В одном варианте осуществления перед формированием изображения на лицевой части мягкая фотополимерная печатная форма характеризуется твердостью в диапазоне от приблизительно 40 дюрометров до приблизительно 110 дюрометров. В еще одном варианте осуществления тело печатной формы имеет толщину в диапазоне от приблизительно 0,04 дюйма до приблизительно 0,1 дюйма. В одном варианте осуществления металлический контейнер имеет тело в общем случае с цилиндрической формой.
Раздел «Раскрытие изобретения» ни подразумевает, ни должен восприниматься в качестве представителя полных объема и сущности настоящего изобретения. Кроме того, ссылки, сделанные в настоящем документе на «настоящее изобретение» или его аспекты, должны пониматься как обозначение определенных вариантов осуществления настоящего изобретения и не должны обязательно восприниматься в качестве ограничения всех вариантов осуществления конкретным описанием. Настоящее изобретение представлено при различных уровнях детализации в разделе «Раскрытие изобретения», а также на прилагаемых чертежах и в разделе «Осуществление изобретения», и какое-либо ограничение в отношении объема настоящего изобретения не подразумевается в результате ни включения, ни невключения элементов, компонентов и тому подобного в данный раздел «Раскрытие изобретения». Дополнительные аспекты настоящего изобретения с большей легкостью станут очевидными исходя из раздела «Осуществление изобретения», в частности при рассмотрении совместно с чертежами.
Данные и другие преимущества будут очевидными исходя из описания изобретения (изобретений). Описанные выше варианты осуществления, цели и конфигурации не являются ни полными, ни исчерпывающими. Как это должно быть понятно, возможными являются и другие варианты осуществления изобретения при использовании индивидуально или в комбинации одного или нескольких признаков, представленных выше или описываемых ниже. Кроме того, раздел «Раскрытие изобретения» ни подразумевает, ни должен восприниматься в качестве представителя полных объема и сущности настоящего изобретения. Настоящее изобретение представлено при различных уровнях детализации в разделе «Раскрытие изобретения», а также на прилагаемых чертежах и в разделе «Осуществление изобретения», и какое-либо ограничение в отношении объема настоящего изобретения не подразумевается в результате ни включения, ни невключения элементов, компонентов и тому подобного в данный раздел «Раскрытие изобретения». Дополнительные аспекты настоящего изобретения с большей легкостью станут очевидными исходя из раздела «Осуществление изобретения», в частности при рассмотрении совместно с чертежами.
Несмотря на обращение в настоящем документе в общем случае к «металлической банке», «металлическим контейнерам» и/или «цилиндрическим металлическим контейнерам» необходимо понимать то, что настоящий способ может быть использован для декорирования любого представителя из широкого спектра или любую форму контейнеров или других изделий промышленного производства, в том числе в общем случае цилиндрические поверхности и нецилиндрические поверхности (в том числе плоские подложки), изготовленные либо из металла, либо из других материалов.
Ссылки, сделанные в настоящем документе на «литографическую печать» или ее аспекты, не должны обязательно восприниматься в качестве ограничения настоящего изобретения конкретными способом или типом печати. Как это должны понимать специалисты в соответствующей области техники, настоящее изобретение может быть использовано в других способах печати, таких как офсетная печать, офсетная печать без увлажнения, гравюрная печать, глубокая печать, трафаретная печать и струйная печать.
Фразы «фотополимерные печатные формы», «мягкие фотополимерные печатные формы», «мягкий фотополимерный материал» и «мягкие фотополимерные офсетные полотна» могут быть использованы взаимозаменяемым образом и относятся к печатным формам или офсетным полотнам, содержащим фотополимерный материал. Таким образом, мягкой фотополимерной печатной формой может быть фотополимерная печатная форма, которая является цифровой печатной формой, обычной аналоговой печатной формой или цилиндром с нанесенным покрытием из фотополимера. В дополнительном или альтернативном варианте, мягкая фотополимерная печатная форма может быт круглой или рукавом, адаптированным для обхватывания окружности передаточного цилиндра.
Термин в виде структурной единицы «один» или «некий» в соответствии с использованием в настоящем документе относится к одной или нескольким данным структурным единицам. Как таковые термины «один» (или «некий»), «один или несколько» и «по меньшей мере один» в настоящем документе могут быть использованы взаимозаменяемым образом.
Использование терминов «включающий в себя», «содержащий» или «имеющий» и их вариаций в настоящем документе подразумевает охватывание позиций, перечисленных после этого, и их эквивалентов, а также дополнительных позиций. В соответствии с этим, термины «включающий в себя», «содержащий» или «имеющий» и их вариации в настоящем документе могут быть использованы взаимозаменяемым образом.
Необходимо понимать то, что термину «средство» в соответствии с использованием в настоящем документе должна быть придана его по возможности наиболее широкая интерпретация в соответствии с разделом 35 Свода законов США, параграфом 112(f). В соответствии с этим, пункт формулы изобретения, включающий термин «средство», должен покрывать все конструкции, материалы или действия, представленные в настоящем документе, и все их эквиваленты. Кроме того, конструкции, материалы или действия и их эквиваленты должны включать все те варианты, которые описываются в разделах «Раскрытие изобретения», «Краткое описание чертежей», «Осуществление изобретения», реферате и самой формуле изобретения.
Краткое описание чертежей
Прилагающиеся чертежи, которые включаются в описание изобретения и составляют его часть, иллюстрируют варианты осуществления изобретения и совместно с разделом «Раскрытие изобретения», приведенным выше, и разделом «Осуществление изобретения описание чертежей», приводимым ниже, используются для разъяснения принципов данных вариантов осуществления. В определенных примерах подробности, которые не являются необходимыми для понимания описания изобретения, или которые делают другие подробности трудными для восприятия, могут быть опущены. Само собой разумеется, как это необходимо понимать, изобретение не ограничивается обязательно конкретными вариантами осуществления, проиллюстрированными в настоящем документе. В дополнение к этому, необходимо понимать то, что чертежи не являются обязательно приведенными в масштабе.
Фиг. 1А представляет собой вид сверху для печатной формы с выгравированной или вытравленной областью в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 1В представляет собой вид в поперечном вертикальном разрезе для печатной формы Фиг. 1А, полученный вдоль по линии 1В;
Фиг. 2А представляет собой вид сверху для печатной формы с областью рельефа в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 2В представляет собой вид в поперечном вертикальном разрезе для печатной формы Фиг. 2А, полученный вдоль по линии 2В;
Фиг. 3А представляет собой вид сверху для мягкой фотополимерной печатной формы до формирования на ней изображения;
Фиг. 3В представляет собой вертикальный вид сбоку для мягкой фотополимерной печатной формы Фиг. 3А;
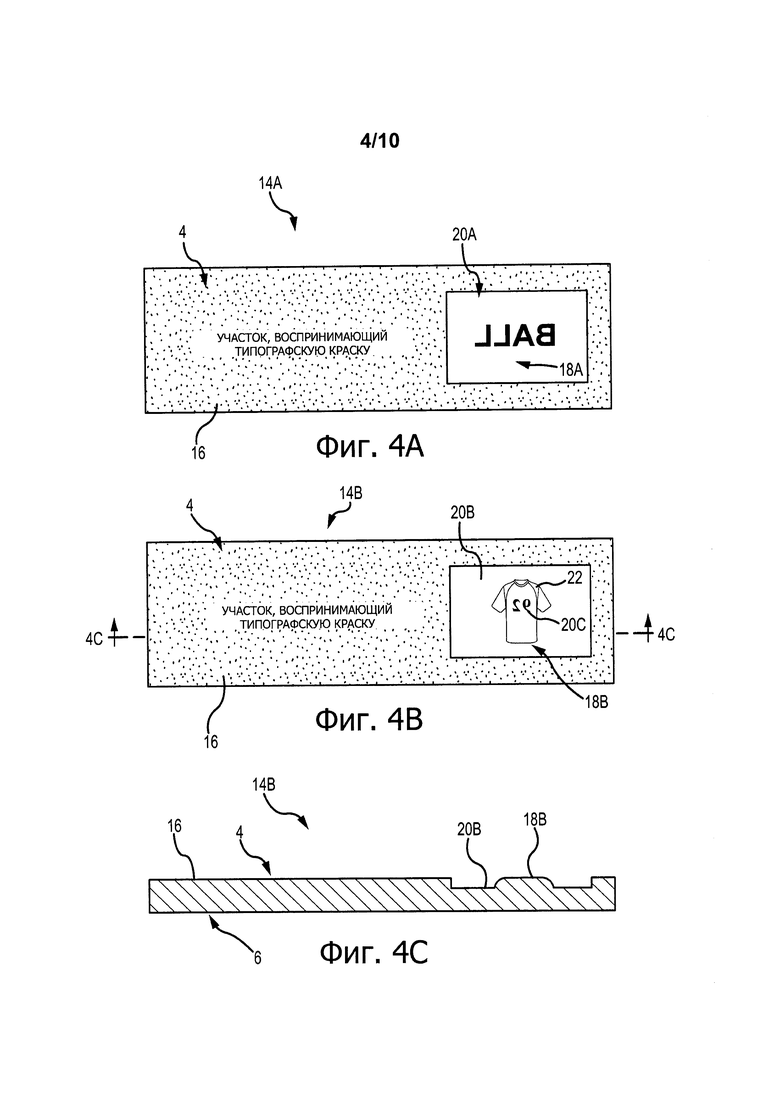
Фиг. 4А представляет собой вид сверху для мягкой фотополимерной печатной формы с изображением, сформированном на ней, в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 4В представляет собой вид сверху для мягкой фотополимерной печатной формы со вторым изображением, сформированном на ней, в соответствии с еще одним вариантом осуществления настоящего изобретения;
Фиг. 4С представляет собой вид в поперечном вертикальном разрезе для мягкой фотополимерной печатной формы Фиг. 4В, полученный вдоль по линии 4С;
Фиг. 5 представляет собой схематическую иллюстрацию одного варианта осуществления машины для печати на цилиндрических подложках настоящего изобретения при использовании мягких фотополимерных печатных форм для декорирования металлических контейнеров;
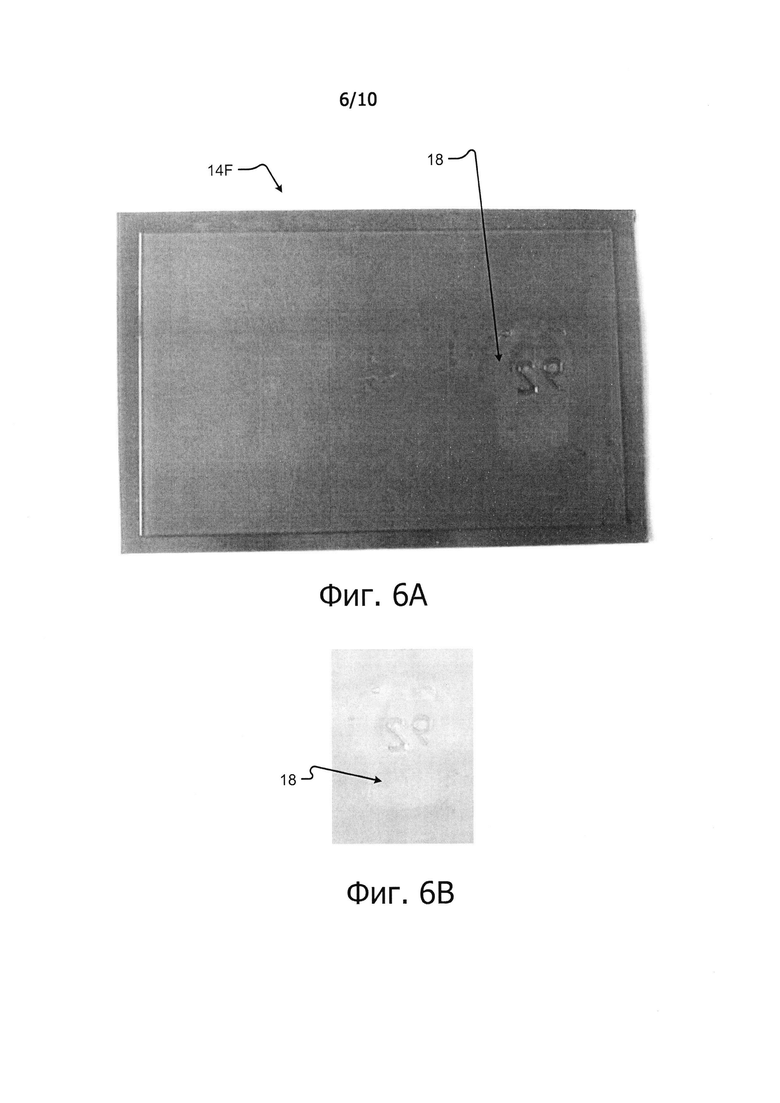
Фиг. 6А представляет собой фотографию мягкой фотополимерной печатной формы с изображением, сформированным на ней в соответствии с различными вариантами осуществления настоящего изобретения;
Фиг. 6В представляет собой увеличенную фотографию изображения, сформированного на мягкой фотополимерной печатной форме Фиг. 6А;
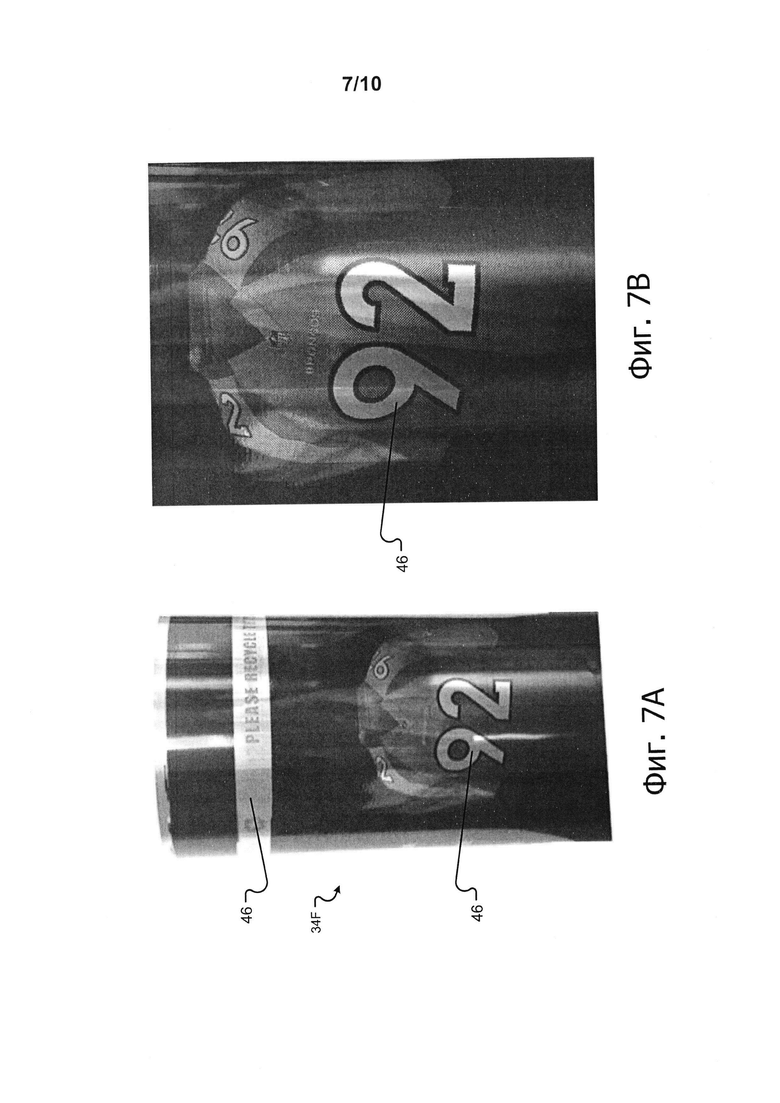
Фиг. 7А представляет собой фотографию металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения при использовании мягкой фотополимерной печатной формы Фиг. 6А;
Фиг. 7В представляет собой увеличенную фотографию металлической банки Фиг. 7А;
Фиг. 8 представляет собой фотографию мягкой фотополимерной печатной формы с изображениями, сформированными на ней в соответствии с различными вариантами осуществления настоящего изобретения;
Фиг. 9 представляет собой фотографию металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения при использовании мягкой фотополимерной печатной формы Фиг. 8;
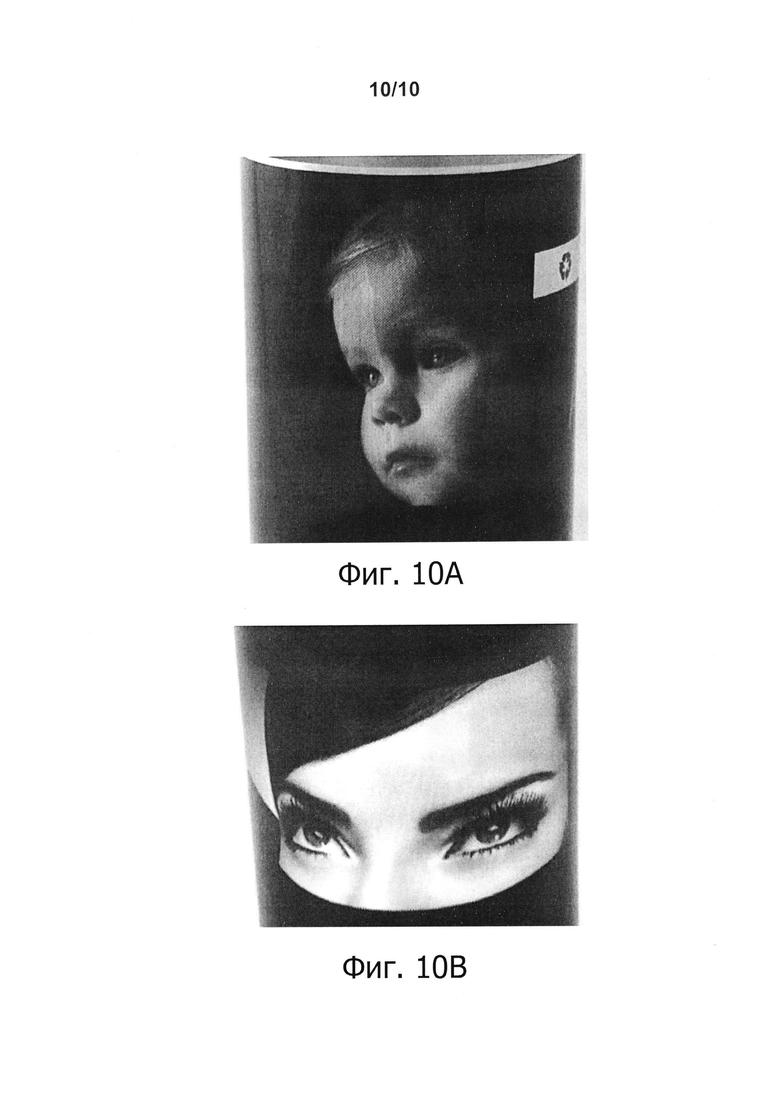
Фиг. 10А представляет собой увеличенную фотографию первого изображения, сформированного на металлическом контейнере Фиг. 9 при использовании мягкой фотополимерной печатной формы Фиг. 8; и
Фиг. 10В представляет собой вторую увеличенную фотографию второго изображения, сформированного на металлическом контейнере Фиг. 9 при использовании мягкой фотополимерной печатной формы Фиг. 8.
Для содействия пониманию одного варианта осуществления настоящего изобретения в настоящем документе предлагаются следующий далее перечень компонентов и соответствующая ему нумерация, встречающиеся на чертежах:
Осуществление изобретения
Настоящему изобретению свойственны значительные преимущества в широком спектре областей деятельности. Намерение заявителя заключается в том, чтобы данное описание изобретения и формула изобретения, прилагаемая к нему, соответствовали бы охвату по согласованию с объемом и сущностью раскрываемого изобретения несмотря на то, что может выглядеть в качестве ограничивающих формулировок, продиктованных требованиями обращения к конкретным описанным примерам. Для ознакомления специалистов в соответствующей области техники, наиболее тесно связанной с настоящим изобретением, в настоящем документе описывается предпочтительный вариант осуществления, который иллюстрирует наилучший вариант, предусматриваемый в настоящее время для реализации изобретения на практике, при использовании прилагаемых чертежей, которые образуют часть описания изобретения, и при обращении к ним. Подробно описывается пример варианта осуществления без прибегания к попытке описания всех различных форм и модификаций, в которых изобретение могло бы быть осуществлено. Как таковые варианты осуществления, описанные в настоящем документе, являются иллюстративными и, как это должно стать очевидным для специалистов в соответствующей области техники, могут быть модифицированы различным образом в рамках объема и сущности изобретения.
Несмотря на представление в следующем далее тексте подробного описания многочисленных различных вариантов осуществления необходимо понимать то, что подробное описание должно восприниматься только в качестве примера и не раскрывает каждый возможный вариант осуществления, поскольку описание каждого возможного варианта осуществления было бы непрактичным, если не невозможным. Многочисленные альтернативные варианты осуществления могли бы быть реализованы при использовании либо современной технологии, либо технологии, разработанной после даты подачи данного патента, которые все еще будут попадать в рамки объема формулы изобретения. В той степени, в которой в данном патенте обращаются к любому термину, приведенному в формуле изобретения в конце данного патента, по способу, согласующимся с одним значением, это делается только ради ясности, чтобы не запутать читателя, и не предполагается то, что такой термин пункта формулы изобретения будет, подразумеваемым или другим образом, ограничен данным одним значением.
Если обратиться теперь к Фиг. 1А и 1В, то на них проиллюстрирована печатная форма 2А. Печатная форма 2А имеет лицевую часть 4 и заднюю часть 6. На лицевой части 4 при использовании любых средств, известных для специалистов в соответствующей области техники, формируют один или несколько воспринимающих типографскую краску участков 8, адаптированных для принятия и перевода типографской краски на мягкую фотополимерную печатную форму. Участки, воспринимающие типографскую краску, печатной формы 2А во время процесса печати переводят один тон, изображение или текст на мягкую фотополимерную печатную форму. На печатной форме могут быть сформированы один или несколько участков 10, не покрытых типографской краской. Не покрытые типографской краской участки 10 могут быть сформированы в результате гравирования, резки, травления и/или удаления выбранных частей с лицевой части 4 печатной формы 2А для получения углублений на лицевой части. В дополнительном или альтернативном варианте, участки 10, не покрытые типографской краской, могут быть подвергнуты обработке для придания гидрофильности в целях предотвращения приставания типографской краски к печатной форме 2А, как это известно для специалистов в соответствующей области техники. Участки 10, не покрытые типографской краской, не будут воспринимать или переводить типографскую краску на мягкую фотополимерную печатную форму. Хотя не покрытый типографской краской участок 10, проиллюстрированный на Фиг. 1А, является прямоугольным, специалисты в соответствующей области техники должны понимать то, что на печатной форме 2А может быть сформирована любая форма участка, не покрытого типографской краской, такая как круглая, квадратная или звездообразная, неправильная форма и/или их комбинации. Также могут варьироваться и размер и местоположение участка 10, не покрытого типографской краской. Печатная форма 2А может иметь общее содержание с другими печатными формами 2, использующимися в способе печати, для формирования конечного изображения, которое будут переводить сначала на мягкую фотополимерную печатную форму, а после этого на металлический контейнер.
Печатные формы 2В также могут быть получены при наличии у них области рельефа 12, как это проиллюстрировано на Фиг. 2А и 2В. Область рельефа 12 может быть сформирована в результате удаления части лицевой части 4 печатной формы 2В. В дополнительном или альтернативном варианте, область рельефа 12 может быть сформирована или подвергнута обработке для придания гидрофильности в целях предотвращения приставания типографской краски к печатной форме 2В. Область рельефа 12 не будет принимать типографскую краску и поэтому не будет переводить типографскую краску на мягкие фотополимерные печатные формы. Размер, местоположение и форма области рельефа 12 могут быть выровнены с размером, местоположением и формой участка, не покрытого типографской краской, 10 печатной формы 2А, проиллюстрированной на Фиг. 1А и 1В. На каждой печатной форме 2 может быть сформирована более чем одна область рельефа. В дополнительном или альтернативном варианте, печатные формы 2 могут включать в себя как области рельефа 12, так и не покрытые типографской краской участки 10.
После формирования на печатной форме 2 одного или нескольких участков 8, воспринимающих типографскую краску, участков 10, не покрытых типографской краской, и/или областей рельефа 12, печатную форму 2 присоединяют к формному цилиндру машины для печати на цилиндрических подложках, как указано ниже со ссылкой на Фиг. 5. Необязательно в связи с соответствующим красочным устройством в способе печати может быть использован более чем один цвет типографской краски для формирования конечного изображения. Каждый отдельный цвет типографской краски наносят при использовании различных формных цилиндров. Печатные формы каждого формного цилиндра будут воспринимать только один цвет типографской краски от красочного устройства, связанного с каждым формным цилиндром.
Фиг. 3А и 3В иллюстрируют мягкую фотополимерную печатную форму 14 до формирования изображения на лицевой части 4 печатной формы. Подходящие для использования мягкие фотополимерные печатные формы коммерчески доступны из широкого спектра источников, как это должны понимать специалисты в соответствующей области техники. Примерами мягких фотополимерных печатных форм, использующихся для высококачественной печати на гибкой упаковке, являются печатные формы Cyrel® NOWS и Cyrel® DPR, изготовленные в компании DuPont™ и описанные в публикации «DuPont™ Cyrel® NOWS, Rugged, High-Performance Analog Plate», доступной в интернете на сайте http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/Cyrel_NOWS.pdf и публикации «DuPont™ Cyrel® DPR, Robust Digital Plate for Highest Quality Printing)), доступной в интернете на сайте http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/DP_Cyrel_DS_DPR_us_low.pdf. Кроме того, хотя мягкая фотополимерная печатная форма 14, проиллюстрированная на Фиг. 3А и 3В, и имеет в общем случае прямоугольную форму, мягкие фотополимерные печатные формы поставляются в широком спектре размеров и форм, которые являются подходящими для использования в настоящем изобретении.
В одном варианте осуществления мягкие фотополимерные печатные формы имеют толщину в диапазоне от приблизительно 0,04 дюйма до приблизительно 0,1 дюйма. В одном предпочтительном варианте осуществления толщина мягких фотополимерных печатных форм находится в диапазоне от приблизительно 0,060 дюйма до приблизительно 0,090 дюйма. В еще одном предпочтительном варианте осуществления мягкие фотополимерные печатные формы имеют толщину, составляющую приблизительно 0,05 дюйма. В еще одном другом предпочтительном варианте осуществления мягкие фотополимерные печатные формы имеют толщину, составляющую приблизительно 0,0725 дюйма. В настоящем изобретении также могут быть использованы и мягкие фотополимерные печатные формы с другими подходящими для использования толщинами. В одном варианте осуществления мягкие фотополимерные печатные формы характеризуются твердостью в диапазоне от приблизительно 40 дюрометров до приблизительно 110 дюрометров. В одном предпочтительном варианте осуществления твердость мягких фотополимерных печатных форм находится в диапазоне от приблизительно 60 дюрометров до приблизительно 100 дюрометров. В еще одном предпочтительном варианте осуществления твердость мягких фотополимерных печатных форм находится в диапазоне от приблизительно 50 дюрометров до приблизительно 90 дюрометров. Однако, в способе настоящего изобретения могут быть использованы мягкие фотополимерные печатные формы, которые являются более твердыми или более мягкими. В одном варианте осуществления твердость мягких фотополимерных печатных форм измеряют после отверждения печатных форм и формирования на них изображения в соответствии с представленным ниже описанием. Мягкая фотополимерная печатная форма может быть получена из любого фототверждаемого материала, получаемою либо из полимера, либо из неполимера. Одним примером является УФ-отверждаемый материал. Еще один пример получают из материала, отвержденного при воздействии света другой длины волны, необязательно УФ-света. Хотя многие такие печатные формы на сегодняшний день и получают из полимерных композиций, настоящее изобретение может быть применено к печатным формам, полученным из любых материала и композиции, которые являются отверждаемыми при воздействии света желательной длины волны. В одном варианте осуществления фотополимерная печатная форма образована из эластомеров, которые отверждают при использовании способа фотополимеризации, катализируемой светом. В еще одном варианте осуществления фотополимерная печатная форма образована из хлоропрена, сшитого при использовании триметилолпропантриакрилата. В еще одном варианте осуществления фотополимерная печатная форма образована из стирол-изопренового каучука совместно с полиакрилатом. В других вариантах осуществления могут быть использованы мягкие фотополимерные печатные формы, образованные из других подходящих для использования отверждаемых при воздействии света материалов, известных для специалистов в соответствующей области техники или разрабатываемых в будущем.
Мягкие фотополимерные печатные формы главным образом использовали для создания графики с высоким разрешением на гибкой упаковке из пластика (такой как пакеты для зелени и овощей и фруктов из мягкого пластика), бирках, ярлыках, складных картонных коробках и тонкой оберточной бумаге. Использование мягких фотополимерных печатных форм в промышленности по изготовлению металлических контейнеров неизвестно вследствие значительных проблем с высокоскоростной печатью на внешней поверхности металлической подложки.
Если обратиться теперь к Фиг. 4А-4С, то на них проиллюстрированы мягкие фотополимерные печатные формы 14А, 14В с изображениями 18, сформированными на них. Лицевые части 4 мягких фотополимерных печатных форм 14А, 14В включают участки, воспринимающие типографскую краску, 16. На мягкой фотополимерной печатной форме 14А формируют изображение 18А для слова «BALL». На другой мягкой фотополимерной печатной форме 14В формируют изображение 18В для спортивной майки. Оба изображения 18А, 18В образованы из экспонированного и затвердевшего материала мягких фотополимерных печатных форм 14А, 14В.
Изображения формируют на мягких фотополимерных печатных формах 14 при использовании способа «компьютер-печатная форма» (КПФ), обычного способа экспонирования печатной формы или любого другого подходящего для использования способа. В общем случае в качестве основы используют кусок мягкой фотополимерной печатной формы 14 с основой из материала Mylar, хотя в качестве основы также могут быть использованы и другие материалы, широко известные для специалистов в соответствующей области техники. Формируют изображение 18 для печати на внешней поверхности металлического контейнера.
В обычном способе экспонирования печатной формы создают пленочный негатив изображения 18. Пленочный негатив располагают на предварительно определенной части лицевой части 4 мягкой фотополимерной печатной формы 14. После этого мягкую фотополимерную печатную форму 14 с пленочным негативом располагают в устройстве для экспонирования, в котором осуществляют экспонирование мягкой фотополимерной печатной формы и пленочного негатива при воздействии источника света. Пленочный негатив исполняет функцию негативной маски, которая блокирует и предотвращает достижение определенным количеством света лицевой части 4 мягкой фотополимерной печатной формы 14. Свечение от света проходит через прозрачные секции пленочного негатива и обеспечивает затвердевание материала мягкой фотополимерной печатной формы 14. Время экспонирования при воздействии источника света в ультрафиолетовом диапазоне может находиться в диапазоне от приблизительно 0,01 минуты до приблизительно 10 минут.
Материал на лицевой части 4 мягкой фотополимерной печатной формы 14 затвердевает там, где свет проходит через пленочный негатив и воздействует на лицевую часть 4. Части мягкой фотополимерной печатной формы 14, которые не покрыты пленочным негативом, также экспонируются при воздействии света и затвердевают. Материал на лицевой части мягкой фотополимерной печатной формы 14 под областями пленочного негатива, которые блокируют свет или некоторое количество света, остается неэкспонированным и мягким.
При использовании способа КПФ изображение 18 переводят непосредственно на печатную форму в аппарате формирования цифрового изображения. Аппарат формирования цифрового изображения снимает или, другими словами, удаляет части непрозрачного маскировочного покрытия на лицевой части 4 мягкой фотополимерной печатной формы 14 для формирования негатива изображения 18. После этого мягкую фотополимерную печатную форму 14 располагают в устройстве для экспонирования, которое обеспечивает экспонирование мягкой фотополимерной печатной формы при использовании источника света. Устройство для экспонирования может быть идентичным или подобным в сопоставлении с устройством для экспонирования, использующимся в описанном выше обычном способе экспонирования печатной формы. Части маскировочного покрытия, которые были не сняты, блокируют свет и предотвращают достижение светом лицевой части 4 мягкой фотополимерной печатной формы 14. Полимерный материал мягкой фотополимерной печатной формы 14 под оставшимися частями маскировочного покрытия остается неэкспонированным и мягким. Свет от устройства для экспонирования вступает в контакт с полимерным материалом мягкой фотополимерной печатной формы в областях изображения, где маскировочное покрытие было удалено, и обеспечивает затвердевание материала мягкой фотополимерной печатной формы 14. Время экспонирования при воздействии источника света в ультрафиолетовом диапазоне может находиться в диапазоне от приблизительно 0,01 минуты до приблизительно 10 минут. Один пример способа КПФ описывается в публикации «Advancing Flexography, The Technical Path Forward» авторов Ray Bodwell и Jan Scharfenberg, доступной в интернете на сайте http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/AdvFlexo_Brochure.pdf. Примеры подходящего для использования аппарата формирователя цифрового изображения описываются в публикации «Cyrel™ Digital flex plate Imagers (CDI)», доступной в интернете на сайте http://www2.dupont.com/Packaging_Graphics/en_GB/assets/downloads/pdf/CDI_family_English.pdf.
Как только изображение будет переведено на мягкую фотополимерную печатную форму 14 при использовании либо способа КПФ, либо обычного способа экспонирования печатной формы, мягкий неэкспонированный полимерный материал на лицевой части 4 экспонированной мягкой фотополимерной печатной формы 14 будет удален. В одном варианте осуществления экспонированную мягкую фотополимерную печатную форму 14 располагают в секции смывки. Неэкспонированный мягкий полимерный материал на неэкспонированных областях лицевой части 4 мягкой фотополимерной печатной формы 14 удаляют в результате смывки и чистки лицевой части 4. Секция смывки может включать либо воду, либо растворитель, такой как продукт Cyrel Nutre-Clean. Как это должно быть понятно, в секции смывки могут быть использованы и другие растворы и растворители. В еще одном варианте осуществления неэкспонированный полимерный материал удаляют с лицевой части при использовании аппарата для последующей обработки, который не использует растворителей и/или других жидкостей. Аппарат для последующей обработки может использовать тепловую энергию и валик проявителя для удаления неэкспонированного полимерного материала. После удаления мягкого неэкспонированного полимерного материала мягкая фотополимерная печатная форма 14 может быть экспонирована при воздействии света во второй раз для завершения полимеризации и обеспечения затвердевания всех областей печатной формы и для достижения максимальной долговечности.
В случае удаления неэкспонированного мягкого материала в областях лицевой части 4 мягкой фотополимерной печатной формы 14 лицевая часть 4 будет иметь области рельефа 20, которые не будут воспринимать типографскую краску, и затвердевшие области, формирующие изображения 18, которые могут воспринимать типографскую краску. Изображение 18, сформированное на мягкой фотополимерной печатной форме, может быть трехмерным и иметь различные глубины в лицевой части 4 в зависимости от количества света, который проходит через пленочный негатив или маскировочное покрытие. Изображение 18 или части изображения имеют глубину в диапазоне от приблизительно 0,0009 дюйма до приблизительно 0,089 дюйма. В одном более предпочтительном варианте осуществления глубина изображения 18 или в частях изображения 18 находится в диапазоне от приблизительно 0,001 дюйма до приблизительно 0,084 дюйма. В некоторых вариантах осуществления мягкие фотополимерные печатные формы 14 также могут быть подвергнуты травлению или гравированию на лицевой части 4 до, во время или после способа отверждения для формирования одной или нескольких дополнительных утопленных частей. Подвергнутые травлению или гравированию области могут быть сформированы при использовании лазера или любого другого средства, известного для специалистов в соответствующей области техники.
Изображения 18 имеют максимальную толщину, равную первоначальной толщине фотополимерной печатной формы 14. Изображения 18А, 18В могут быть окружены областями рельефа 20А, 20В, которые были неэкспонированными и поэтому остались мягкими. Неэкспонированный мягкий материал мягких фотополимерных печатных форм впоследствии удаляли для формирования областей рельефа 20А, 20В. Размер, местоположение и форма области рельефа, сформированной в мягких фотополимерных печатных формах, могут быть выровнены с размером, местоположением и формой не покрытого типографской краской участка 10, проиллюстрированного на Фиг. 1А, и области рельефа 12, проиллюстрированной на Фиг. 2А. Области рельефа 20А, 20В фотополимерных печатных форм 14А, 14В не будут принимать типографскую краску от печатных форм 4 и могут быть использованы для создания уникальных недекорированных областей (или областей, не покрытых типографской краской) на металлическом контейнере. Изображение 20 может включать область рельефа 20С, которая не будет воспринимать типографскую краску, а также может включать экранированные области 22, которые воспринимают меньше типографской краски, чем другие части изображения в соответствии с иллюстрацией на Фиг. 4В. Хотя Фиг. 4А, 4В и 4С и иллюстрируют изображение, окруженное областью рельефа, необходимо понимать то, что изображение 18 может быть сформировано на мягкой фотополимерной печатной форме при отсутствии области рельефа, окружающей изображение 18, как это продемонстрировано на Фиг. 6А и 6В.
После формирования изображения 18 на лицевой части 4 мягкой фотополимерной печатной формы 14 к части из продукта Mylar или другой основе на задней части 6 мягкой фотополимерной печатной формы 14 могут быть добавлены пленка с переносом клея или самоклеящаяся пленка для ламинирования на клеящейся основе. Подходящая для использования самоклеящаяся пленка для ламинирования на клеящейся основе доступна у широкого спектра коммерческих поставщиков. В одном варианте осуществления самоклеящаяся пленка для ламинирования на клеящейся основе имеет толщину, составляющую приблизительно 2,0 мил (или приблизительно 0,002 дюйма). В еще одном варианте осуществления самоклеящаяся пленка для ламинирования на клеящейся основе имеет толщину, составляющую приблизительно 15 мил (или приблизительно 0,015 дюйма). После этого мягкую фотополимерную печатную форму 14 с самоклеящейся пленкой для ламинирования на клеящейся основе на задней части 6 присоединяют к передаточному цилиндру машины для печати на цилиндрических подложках.
Хотя это и не проиллюстрировано на Фиг. 1-4, специалисты в соответствующей области техники должны понимать то, что одна или несколько печатных форм 2 и/или мягких фотополимерных печатных форм 14 могут иметь области приводки печатной формы, которые используют для отслеживания приводки различных цветов, отпечатываемых различными печатными формами 2, 14 для формирования изображения на металлическом контейнере. Например, на печатных формах 2 могут быть получены области приводки печатной формы для отслеживания местоположения и выравнивания содержания печатной формы на металлических контейнерах.
Если обратиться теперь к Фиг. 5, то на ней проиллюстрирована машина для печати на цилиндрических подложках 24, использующая мягкие фотополимерные печатные формы 14 для формирования нескольких изображений на металлических контейнерах. Машина для печати на цилиндрических подложках 24 включает по меньшей мере один формный цилиндр 26. К каждому из формных цилиндров 26 присоединяют одну или несколько печатных форм 2. В дополнительном или альтернативном варианте, печатная форма 2 может представлять собой рукав или цилиндр, который обхватывает окружность формного цилиндра 26. Формные цилиндры 26 могут эксплуатироваться при вращении в первом направлении. С каждым формным цилиндром 26 ассоциируются красочные устройства 28 с валиками 30. Валики 30 каждого красочного устройства 28 переводят один цвет типографской краски на участки 8, воспринимающие типографскую краску, печатных форм 2. Первый цвет типографской краски может быть нанесен на печатные формы первого формного цилиндра 26А, а второй цвет типографской краски может быть нанесен на печатные формы второго формного цилиндра 26В. Может быть использовано и больше цветов типографской краски в случае наличия дополнительных формных цилиндров 26.
В примере, проиллюстрированном на Фиг. 5, печатные формы 2 первого формного цилиндра 26А включают в себя общее содержание - слова «Please Recycle)) («Пожалуйста, используйте вторично») - на участках 8, воспринимающих типографскую краску, которое будет переведено на все мягкие фотополимерные печатные формы 14. Однако, как это должны понимать специалисты в соответствующей области техники, печатные формы не обязаны включать изображение. Например, печатные формы могут переводить типографскую краску на мягкие фотополимерные печатные формы 14 без перевода на мягкие фотополимерные печатные формы изображения. Первый и второй формные цилиндры 26А, 26В могут включать в себя печатные формы 2 с одним или несколькими областями рельефа 12 и участков 10, не покрытых типографской краской. В одном варианте осуществления область рельефа 12 может быть сформирована в одном и том же местоположении у всех печатных форм 2 за исключением одной печатной формы, которая не имеет области рельефа. Области рельефа 12, сформированные на печатных формах 2, не воспринимают типографскую краску от красочных устройств 28 и не будут переводить типографскую краску на фотополимерные печатные формы 14. Одна печатная форма 2 без области рельефа будет переводить типографскую краску на все изображения 18 и участки, воспринимающие типографскую краску, 16 мягких фотополимерных печатных форм 14, которые вступают в контакт с участками, воспринимающими типографскую краску, 8 лицевой части 4 одной печатной формы 2 без области рельефа. В дополнительном или альтернативном варианте, одна или несколько печатных форм 2 могут переводить различные цвета типографской краски в одно и то же местоположение мягких фотополимерных печатных форм 14. Таким образом, различные цвета типографской краски могут быть переведены от одной или нескольких печатных форм 2 в одно и то же местоположение мягких фотополимерных печатных форм 14 в перекрывающихся слоях.
Машина для печати на цилиндрических подложках 24 также включает в себя передаточный цилиндр 32, к которому присоединены одна или несколько мягких фотополимерных печатных форм 14. В дополнительном или альтернативном варианте, одна или несколько мягких фотополимерных печатных форм 14 могут представлять собой рукав или цилиндр из мягкого фотополимерного материала, который обхватывает окружность передаточного цилиндра 32. Передаточный цилиндр 32 вращается во втором направлении, противоположном первому направлению для формного цилиндра 26. Каждая мягкая фотополимерная печатная форма 14 может иметь отличное от других изображение 18, сформированное на ней. Например, мягкие фотополимерные печатные формы 14, проиллюстрированные на Фиг. 5, включают в себя изображение 18В спортивной майки, изображение 18С звезды, изображение 18D «X» и изображение 18Е вспышки молнии, сформированные на них. Изображения 18 на мягких фотополимерных печатных формах 14 могут быть сформированы в местоположениях, соответствующих областям рельефа 12 печатных форм 2 или выровненных с ними. Изображения 18 мягких фотополимерных печатных форм 18 могут представлять собой негативы (сформированные областями рельефа 20, которые не будут воспринимать типографскую краску), которые покидают области, не покрытые типографской краской, на декорированном контейнере, или изображения 18 могут представлять собой позитивы (сформированные экспонированными затвердевшими областями мягких фотополимерных печатных форм 14), которые будут воспринимать типографскую краску при введении изображений 18 в контакт с одним или несколькими участками, воспринимающими типографскую краску, 8 печатных форм 2, которые воспринимали типографскую краску от красочного устройства 28. Изображения 18 также могут включать комбинации из негативных и позитивных областей. Специалисты в соответствующей области техники должны понимать то, что позитивное изображение будет наносить типографскую краску на металлический контейнер, а негативное изображение обозначает отсутствие типографской краски в печатаемой или позитивной зоне изображения.
Формные цилиндры 26 вращаются в первом направлении, а передаточный цилиндр 32 синхронно вращается во втором противоположном направлении при введении печатных форм 2 в контакт с мягкими фотополимерными печатными формами 14. Типографскую краску переводят на участки 16, воспринимающие типографскую краску, и изображения 18 мягких фотополимерных печатных форм 14, которые вступают в контакт с покрытыми типографской краской участками 8, воспринимающими типографскую краску, печатных форм 2. На покрытых типографской краской печатных формах 2 имеет место экспонирование основного изображения, а вторичное изображение получают при использовании мягких фотополимерных печатных форм 14. Мягкие фотополимерные печатные формы 14 могут иметь воспринимающие типографскую краску участки 16, которые являются общими для всех мягких фотополимерных печатных форм 14. Области, где на мягких фотополимерных печатных формах формируют изображения 18, такие как изображения 18А, 18В, проиллюстрированные на Фиг. 4А и 4В, будут создавать уникальные покрытые типографской краской области для каждой мягкой фотополимерной печатной формы 14. Способ подобен тому, что имеет место для штемпельной подушечки и резинового штампа, где только возвышающаяся часть резинового штампа собирает типографскую краску со штемпельной подушечки и переводит типографскую краску на подложку в качестве изображения. Области рельефа 20 мягких фотополимерных печатных форм 14 не воспринимают типографскую краску с печатных форм 2. Только экспонированные затвердевшие области мягких фотополимерных печатных форм 14 будут воспринимать типографскую краску с печатных форм 2 и переводить типографскую краску на поверхность металлических контейнеров. При использовании мягких фотополимерных печатных форм 14 с различными изображениями 18, сформированными на них, на каждом металлическом контейнере будет отпечатано совершенно отличное от других изображение. Это в результате приводит к получению множества литографических изображений, получаемых с одного комплекта печатных форм 2 на формных цилиндрах 26 машины для печати на цилиндрических подложках 24. В способе используют высокочеткие сплошные и растрированные изображения, сформированные на мягких фотополимерных печатных формах 14, что в результате приводит к получению уникального перевода типографской краски на металлические контейнеры.
При проведении операции металлический контейнер 34 подают на опорный цилиндр 38 при использовании транспортера 36 или другого средства из места складирования или складского сооружения 42. Опорный цилиндр 38 имеет множество секций 40, адаптированных для принятия и удерживания металлического контейнера 34 в предварительно определенном положении, выровненном с мягкими фотополимерными печатными формами 14. Секции 40 могут удерживать металлические контейнеры 34 в стационарном положении, а также могут вращать металлические контейнеры 34 вокруг продольной оси каждого контейнера. По мере вращения передаточного цилиндра 32 во втором направлении опорный цилиндр 38 синхронно вращается в первом направлении при введении внешней поверхности 44 металлического контейнера 34 при вращении в контакт с покрытой типографской краской мягкой фотополимерной печатной формой 14, присоединенной к передаточному цилиндру 32. После этого типографскую краску переводят с мягкой фотополимерной печатной формы 14 на внешнюю поверхность 42 металлического контейнера 34. Хотя на Фиг. 5 и проиллюстрирован опорный цилиндр 38, необходимо понимать то, что могут быть использованы и другие средства обеспечения опоры для металлических контейнеров 34 и введения их внешней поверхности 34 в контакт с мягкими фотополимерными печатными формами 14, такие как оправочное колесо или ленточный транспортер.
На Фиг. 5 также проиллюстрированы и два декорированных металлических контейнера 34А, 34В. Декорированные металлические контейнеры включают общее содержание (слова «Please Recycle)) («Пожалуйста, используйте вторично»)). Контейнер 34А включает уникальное содержание - изображение 18В спортивной майки, а контейнер 34В включает уникальное изображение 18С звезды.
Машины для печати на цилиндрических подложках 24, использующиеся в промышленности по изготовлению коммерческих металлических контейнеров, могут иметь передаточные цилиндры 32 с присоединенными от 8 до 12 отдельными мягкими фотополимерными печатными формами 14. В случае наличия у каждого от 8 до 12 отдельных мягких фотополимерных печатных форм 14 уникального изображения 18, сформированного на нем, машина для печати на цилиндрических подложках 24 может обеспечивать получение от 8 до 12 различных литографических изображений без изменения печатных форм 2. Настоящее изобретение будет работать с передаточным цилиндром 32 при любом количестве мягких фотополимерных печатных форм 14, присоединенных к его окружности. В дополнение к этому, хотя на Фиг. 5 и проиллюстрированы мягкие фотополимерные печатные формы 14 в виде отдельных фотополимерных печатных форм, в некоторых вариантах осуществления передаточный цилиндр 32 может иметь одно непрерывное офсетное полотно из мягкого фотополимерного материала, прикрепленное к его окружности, при этом непрерывное офсетное полотно имеет множество уникальных изображений, сформированных на нем.
Если обратиться теперь к Фиг. 6А, то на ней представлена фотография мягкой фотополимерной печатной формы 14F с изображением 18 спортивной майки, имеющей номер «92», сформированным на ней в соответствии с различными вариантами осуществления настоящего изобретения. Фиг. 6В представляет собой увеличенную фотографию изображения 18 Фиг. 6А. В варианте осуществления, проиллюстрированном на Фиг. 6А и 6В, изображение 18 не окружено областью рельефа.
Если обратиться теперь к Фиг. 7А, то на ней представлена фотография в общем случае цилиндрического металлического контейнера, декорированного в соответствии с различными вариантами осуществления при использовании фотополимерной печатной формы 14F, продемонстрированной на Фиг. 6А. Фиг. 7В представляет собой увеличенную часть фотографии Фиг. 7А. Фотографии демонстрируют в общем случае цилиндрический металлический контейнер 34F, декорированный при использовании спортивной майки, которая включает номер «92», сформированной на покрытой типографской краской части 46 (или негативе) декорирования. Для декорирования подожки при использовании настоящего изобретения могли бы быть сформированы и другие числа, формы, слова или дизайны.
Если обратиться теперь к Фиг. 8, то на ней представлена фотография еще одной мягкой фотополимерной печатной формы 14G с несколькими изображениями, сформированными на ней в соответствии с различными вариантами осуществления настоящего изобретения. На Фиг. 9 продемонстрирована фотография в общем случае цилиндрического металлического контейнера 34G, декорированного в соответствии с различными вариантами осуществления настоящего изобретения при использовании мягкой фотополимерной печатной формы 14G Фиг. 8. Фиг. 10А и 10В представляют увеличенные фотографии первого изображения и второго изображения, сформированных на металлическом контейнере 34G, продемонстрированном на Фиг. 9.
Описание настоящего изобретения было представлено для целей иллюстрирования и описания, но оно не подразумевает исчерпания или ограничения изобретения описанной формой. Для специалистов в соответствующей области техники очевидным будет множество модификаций и вариаций. Варианты осуществления, описанные и продемонстрированные на фигурах, были выбраны и описаны для наилучшего разъяснения принципов изобретения, практической области применения и для обеспечения понимания изобретения специалистами в соответствующей области техники.
Несмотря на подробное описание различных вариантов осуществления настоящего изобретения очевидно то, что для специалистов в соответствующей области техники будут иметь место модифицирования и изменения данных вариантов осуществления. Однако однозначно необходимо понимать то, что такие модифицирования и изменения соответствуют объему и сущности настоящего изобретения в соответствии с представлением в следующей далее формуле изобретения. Кроме того, изобретение (изобретения), описанное в настоящем документе, способно допускать и другие варианты осуществления, воплощаемые на практике и реализуемые различным образом. В дополнение к этому, необходимо понимать то, что фразеология и терминология, использующиеся в настоящем документе, предназначены для целей описания и не должны рассматриваться в качестве ограничения. Использование терминов «включающий в себя», «содержащий» или «имеющий» и их вариаций в настоящем документе подразумевает охватывание позиций, перечисленных после этого, и их эквивалентов, а также дополнительных позиций.




Изобретение относится к использованию мягких фотополимерных печатных форм в способе печати, а говоря более конкретно, настоящее изобретение относится к аппарату и способам для использования мягких фотополимерных материалов при декорировании внешней поверхности цилиндрических металлических контейнеров при использовании высокочеткой графики и другой буквенно-цифровой индикации. Способ включает в себя получение первого изображения для печати на внешней поверхности металлического контейнера; перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы; съемное прикрепление мягкой фотополимерной печатной формы с переведенным первым изображением на передаточный цилиндр машины для печати на цилиндрических подложках; присоединение печатных форм к формному цилиндру машины для печати на цилиндрических подложках; нанесение типографской краски с красочного устройства на печатные формы; перевод типографской краски с печатных форм на по меньшей мере часть мягкой фотополимерной печатной формы и переведенное первое изображение и перевод типографской краски с мягкой фотополимерной печатной формы на внешнюю поверхность металлического контейнера, где металлический контейнер декорирован при использовании первого изображения. Предложенное решение делает возможным проведение печати нескольких изображений на внешней поверхности металлического контейнера от одного комплекта печатных форм без принесения в жертву эффективности производства или качества и четкости изображения. 3 н. и 17 з.п. ф-лы, 10 ил.
1. Способ использования мягкой фотополимерной печатной формы при печати для декорирования внешней поверхности металлического контейнера, включающий в себя:
получение первого изображения для печати на внешней поверхности металлического контейнера;
перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы;
съемное прикрепление мягкой фотополимерной печатной формы с переведенным первым изображением на передаточный цилиндр машины для печати на цилиндрических подложках;
присоединение печатных форм к формному цилиндру машины для печати на цилиндрических подложках;
нанесение типографской краски с красочного устройства на печатные формы;
перевод типографской краски с печатных форм на по меньшей мере часть мягкой фотополимерной печатной формы и переведенное первое изображение; и
перевод типографской краски с мягкой фотополимерной печатной формы на внешнюю поверхность металлического контейнера, где металлический контейнер декорирован при использовании первого изображения.
2. Способ по п. 1, в котором перевод первого изображения на предварительно определенную часть лицевой части мягкой фотополимерной печатной формы дополнительно включает в себя:
создание пленочного негатива первого изображения;
расположение пленочного негатива на предварительно определенной части лицевой части мягкой фотополимерной печатной формы;
экспонирование мягкой фотополимерной печатной формы и пленочного негатива при воздействии источника света, при этом материал мягкой фотополимерной печатной формы затвердевает в предварительно определенных местоположениях, в которых свет проходит через пленочный негатив, причем материал фотополимерной печатной формы остается неэкспонированным и мягким в предварительно определенных местоположениях, в которых свет блокируется пленочным негативом;
удаление пленочного негатива с мягкой фотополимерной печатной формы; и
расположение мягкой фотополимерной печатной формы в секции смывки и очистку мягкой фотополимерной печатной формы в целях удаления мягкого неэкспонированного материала мягкой фотополимерной печатной формы для выявления переведенного первого изображения.
3. Способ по п. 2, в котором источником света является источник света в ультрафиолетовом диапазоне.
4. Способ по п. 2, в котором мягкую фотополимерную печатную форму и пленочный негатив экспонируют при воздействии источника света в течение 0,01-10 минут.
5. Способ по п. 2, в котором в секции смывки используется по меньшей мере вода и/или растворитель для очистки мягкой фотополимерной печатной формы.
6. Способ по п. 1, в котором печатные формы содержат второе изображение для печати на внешней поверхности металлического контейнера, при этом металлический контейнер декорируют при использовании первого и второго изображений.
7. Способ по п. 1, дополнительно включающий в себя травление или гравирование лицевой части мягкой фотополимерной печатной формы для формирования одной или нескольких утопленных частей.
8. Способ по п. 1, в котором мягкая фотополимерная печатная форма образована из одного из эластомеров, отверждаемых при использовании катализируемой светом фотополимеризации, хлоропрена, сшитого при использовании триметилолпропантриакрилата, и стирол-изопренового каучука совместно с полиакрилатом, при этом после перевода первого изображения на мягкую фотополимерную печатную форму мягкая фотополимерная печатная форма имеет твердость 40-110 по дюрометру.
9. Способ по п. 1, в котором металлический контейнер имеет цилиндрическую форму.
10. Способ по п. 1, в котором переведенное первое изображение на мягкой фотополимерной печатной форме имеет глубину 0,0009-0,089 дюйма.
11. Способ по п. 1, дополнительно включающий в себя съемное прикрепление 8-12 мягких фотополимерных печатных форм на передаточный цилиндр, при этом каждая из 8-12 мягких фотополимерных печатных форм имеет отличное от других изображение, причем типографская краска, переведенная с 8-12 мягких фотополимерных печатных форм, обеспечивает получение 8-12 различных изображений на 8-12 металлических контейнерах.
12. Аппарат для получения высокочеткого литографического изображения на внешней поверхности металлического контейнера, содержащий:
по меньшей мере один формный цилиндр с красочным устройством, выполненным с возможностью переноса типографской краски на предварительно определенные части одной или нескольких печатных форм, присоединенных к окружности по меньшей мере одного формного цилиндра;
передаточный цилиндр, имеющий одну или несколько мягких фотополимерных печатных форм, прикрепленных по окружности передаточного цилиндра, и выполненный с возможностью приведения мягких фотополимерных печатных форм во вращательный контакт с печатной формой, присоединенной к по меньшей мере одному формному цилиндру, при этом типографская краска выполнена с возможностью ее переноса с предварительно определенных частей печатной формы на по меньшей мере часть мягких фотополимерных печатных форм, а каждая из мягких фотополимерных печатных форм имеет изображение, сформированное на ней; и
опорный цилиндр, содержащий множество секций, обеспечивающих принятие металлических контейнеров, и выполненный с возможностью принятия металлического контейнера с транспортера и приведения металлического контейнера в контакт с мягкой фотополимерной печатной формой, прикрепленной к передаточному цилиндру, при этом типографская краска выполнена с возможностью ее перевода с мягкой фотополимерной печатной формы на металлический контейнер для формирования высокочеткого литографического изображения на внешней поверхности металлического контейнера.
13. Аппарат по п. 12, в котором по меньшей мере один формный цилиндр и опорный цилиндр выполнены с возможностью вращения в первом направлении, при этом передаточный цилиндр выполнен с возможностью вращения в противоположном втором направлении.
14. Аппарат по п. 12, в котором к окружности передаточного цилиндра прикреплено 8-12 мягких фотополимерных печатных форм.
15. Аппарат по п. 12, в котором каждая из мягких фотополимерных печатных форм имеет отличное от других изображение, сформированное на ней, при этом каждое из различных изображений сформировано в результате создания пленочного негатива каждого отличного от других изображения, расположения пленочных негативов на предварительно определенных частях мягких фотополимерных печатных форм, экспонирования мягких фотополимерных печатных форм и пленочных негативов при воздействии источника света, удаления пленочных негативов с мягких фотополимерных печатных форм и смывки для мягких фотополимерных печатных форм для удаления неэкспонированного мягкого материала мягких фотополимерных печатных форм для выявления различных изображений.
16. Аппарат по п. 15, в котором каждое из различных изображений сформировано в одном и том же местоположении на каждой из мягких фотополимерных печатных форм.
17. Аппарат по п. 16, в котором только одна из печатных форм, присоединенных к
по меньшей мере одному формному цилиндру, выполнена с возможностью перевода типографской краска на различные изображения, сформированные на каждой из мягких фотополимерных печатных форм, при этом другие печатные формы, присоединенные к по меньшей мере одному формному цилиндру, выполнены с возможностью перевода типографской краски на другие предварительно определенные части каждой из мягких фотополимерных печатных форм.
18. Аппарат по п. 17, в котором одна из печатных форм имеет область, выровненную с различными изображениями на каждой из мягких фотополимерных печатных форм и выполненную с возможностью перевода типографской краски на них, при этом другие печатные формы имеют область рельефа, выровненную с различными изображениями на каждой из мягких фотополимерных печатных форм, причем область рельефа не переводит типографскую краску на различные изображения.
19. Мягкая фотополимерная печатная форма для получения высокочеткого литографического изображения на внешней поверхности металлического контейнера при печати, содержащая:
тело печатной формы с предварительно определенными размером и твердостью, имеющее лицевую и заднюю части, при этом задняя часть выполнена с возможностью присоединения к передаточному цилиндру машины для печати на цилиндрических подложках;
изображение, сформированное на лицевой части, при этом изображение сформировано в результате создания пленочного негатива изображения, расположения пленочного негатива на предварительно определенной части лицевой части, экспонирования лицевой части и пленочного негатива при воздействии источника света, удаления пленочного негатива с лицевой части и очистки мягкой фотополимерной печатной формы для удаления неэкспонированного мягкого материала с лицевой части.
20. Печатная форма по п. 19, в которой после формирования изображения на лицевой части мягкая фотополимерная печатная форма имеет твердость 40-110 по дюрометру, при этом тело печатной формы имеет толщину 0,04-0,1 дюйма.
| US 2011162542 A1, 07.07.2011 | |||
| US 5181471 A, 26.01.1993 | |||
| US 6550389 B1, 22.04.2003 | |||
| US 6037101 A, 14.03.2000. |

