Перекрёстная ссылка на родственные заявки
Эта заявка является частично продолженной заявкой и испрашивает приоритет заявки на изобретение США No. 14/686 517, поданной 14 апреля 2015г., “Variable Printing Process Using Soft Secondary Plates and Specialty Inks,” («Способ переменного печатания с использованием мягких вторичных печатных форм и специальных красок»), которая является частично продолженной заявкой и испрашивает приоритет заявки на изобретение США No. 14/301 018, поданной 10 июня 2014 г., “Printing Process Using Soft Photopolymer Plates,” («Способ печатания с использованием мягких фотополимерных печатных форм»), которая испрашивает приоритет на основании §119(е) 35 U.S.C. по предварительной заявке на патент No. 61/833 799, поданной 11 июня 2013 г., «Способ печатания с использованием мягких фотополимерных печатных форм». Каждая из этих заявок включена в настоящее описание во всей своей полноте путём ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к использованию гибких вторичных печатных форм в процессе печатания для цилиндрических подложек. Более конкретно, настоящее изобретение относится к способу и устройству, которые используют гибкие вторичные печатные формы, изготовленные из новых материалов, для декорирования внешней поверхности цилиндрических металлических контейнеров, и обеспечивают дифференцирование продукта в процессе печатания.
Уровень техники
Металлические контейнеры часто декорируются изображением или признаками, такими как название бренда, логотип, информация о продукте или рисунком с использованием литографической печати. При литографической печати одна или более печатных форм (или первичных форм) с областями изображения прикрепляются к формному цилиндру (или печатному цилиндру) машины для печати на баллонах и трубах (далее машина-декоратор). Машина-декоратор может включать множество формных цилиндров. Области изображения каждой печатной формы могут включать области приёма печатной краски (далее – краска) и области, которые не принимают краску. Красочный аппарат наносит краску на печатные формы, и краска приклеивается к областям приёма краски. Обычно печатные формы каждого формного цилиндра принимают определённый цвет краски из красочного аппарата. Машина-декоратор также имеет передаточный цилиндр (также известный как офсетный цилиндр, печатный цилиндр или сегментное колесо). Вторичные печатные формы (или вторичные печатные формы, полученные способом перевода, или офсетные полотна) прикреплены к передаточному цилиндру.
Машины-декораторы, используемые в индустрии металлических контейнеров, как правило, имеют от 4 до 12 вторичных печатных форм на передаточном цилиндре. Поскольку формный цилиндр и передаточный цилиндр вращаются синхронно, каждая из печатных форм контактирует с вторичной печатной формой и переносит краску определённого цвета на вторичную печатную форму. Когда все печатные формы перенесли краску своего цвета и изображения на вторичную печатную форму, на вторичной печатной форме формируется окончательное литографическое изображение. Затем цилиндрический металлический контейнер вводится во вращательный контакт с одной из вторичных печатных форм передаточного цилиндра и литографическое изображение переносится с вторичной печатной формы на внешнюю поверхность цилиндрического металлического контейнера.
Способы литографической печати, в общем, описаны в патентах США: No 3 766 851, No. 4 384 518, No. 6 550 389, и No. 6 899 998, каждый из которых включён сюда во всей своей полноте путём ссылки. Способы, описанные в этих документах, в общем позволяют получить единственное литографическое изображение из одного набора печатных форм. Таким образом, способы, описанные в этих документах, являются эффективными только для печатания одного и того же изображения на большом количестве цилиндрических металлических контейнеров. Для того чтобы напечатать другое изображение на множестве цилиндрических металлических контейнеров, на формном цилиндре машины-декоратора должен быть установлен новый набор печатных форм, результатом чего является простой и уменьшенная эффективность производственной линии. Поскольку только единственное изображение может быть напечатано без замены печатных форм, экономически проблематично изготавливать маленькие партии декорированных цилиндрических металлических контейнеров с различными изображениями.
Один пример обеспечения множества различных изображений из одного набора печатных форм представлен в патенте США No. 5 181 471, Силларса (Sillars), который включён сюда во всей своей полноте путём ссылки. Силларс в общем описывает печатную систему с выгравированными изображениями, сформированными в флексографических областях печати печатных форм, прикреплённых к передаточному цилиндру.
Офсетные полотна предшествующего уровня техники состоят из нескольких наложенных слоев, которые в общем содержат лицевую часть, первый тканевый слой, компрессионный слой и второй тканевый слой. Лицевая часть содержит относительно тонкий резиновый материал, который адаптируется для приёма максимального количества краски с печатных форм без искажения красочного изображения, переносимого с печатных форм. Однако материал лицевой части относительно легко сгорает или плавится, когда на нём формируются изображения, например, с помощью лазерного гравирования, препятствуя формированию изображений мелкими точками на офсетных полотнах предшествующего уровня техники. Соответственно, изображения, сформированные на лицевой части офсетных полотен предшествующего уровня техники, являются неэффективными для переноса красочных изображений высокого качества на металлические контейнеры.
Другой способ получения множества различных изображений при использовании единственного набора печатных форм описан в публикации WO 2014/008544 (Treloar), которая включена сюда во всей своей полноте путём ссылки. Treloar в общем описывает передаточный цилиндр с вторичными печатными формами, которые адаптируются таким образом, чтобы иметь области с краской и области без краски. Другие способы обеспечения множества различных изображений при литографических способах печати описаны в публикации WO 2014/006517 (Vilas Boas и др.), и публикации WO 2014/128200 (Grahame и др.), каждая из которых включена сюда во всей своей полноте путём ссылки. Однако литографические изображения, описанные Sillars, Treloar, Vilas Boas и Grahame, использующие эти различные технологии, не имеют достаточной детализации, чтобы считаться высококачественным изображением высокой чёткости. Кроме того, ни один из этих патентов или патентных публикаций не описывает использование специализированных красок в процессе печатания или новых материалов, используемых для вторичных печатных форм, чтобы создавать высококачественное изображение в процессе массового производства. Для коммерческой индустрии металлических контейнеров требуется печать высокой чёткости в индивидуальных практических применениях и требуются отчётливые графические элементы, сформированные с помощью специализированных красок, которые могут эффективно печататься с высоким разрешением и детализацией на внешней поверхности цилиндрического металлического контейнера. Такие изображения высокой чёткости и использование специализированных красок являются необходимыми, чтобы дифференцировать продукты в торговых точках и для привлечения потребителей.
Публикация US 2014/0210201 на имя Оуэн (Owen) и др., которая включена сюда во всей своей полноте путём ссылки, в общем описывает использование термохромных и фотохромных красок, для декорирования жестяных банок с напитками. Однако Оуэн использует струйную печать для нанесения краски на жестяные банки. Было обнаружено, что при струйной печати не обеспечивается требующееся размещение или позиционирование краски. Например, струйная печать может приводить к образованию тумана из краски, который может препятствовать процессу печати, приводить к нежелательной окраске контейнеров или вызывать неправильное функционирование оборудования. В некоторых случаях использование струйной печати может приводить к потерям до 20% или более потенциального производственного времени вследствие необходимости очистки, технического обслуживания и/или ремонта. Кроме того, процессы струйной печати трудно проводить на высокой скорости с одновременной поддержкой качественного печатания без искажений. Таким образом, процессы струйной печати в общем являются экономически невыгодными для использования в коммерческой промышленности металлических контейнеров. И наоборот, коммерческая промышленность металлических контейнеров нуждается в устройстве и способе, которые способны декорировать контейнеров для напитков с значительной производственной скоростью, по меньшей мере несколько тысяч цилиндрических металлических контейнеров в минуту.
Соответственно, существует неудовлетворённая необходимость в способе литографической печати с высокой чёткостью, который позволяет печатать множество изображений на внешней поверхности цилиндрического металлического контейнера с помощью единственного набора печатных форм и вторичных печатных форм, которые используют специализированные краски и/или улучшенные материалы для печатных форм, без ухудшения эффективности производства или качества и детализации изображений.
Сущность изобретения
Известный в настоящее время процесс использует гибкие вторичные печатные формы, прикреплённые к передаточному цилиндру машины-декоратора, чтобы значительно увеличить качество и детализацию литографических изображений, отпечатанных на металлических контейнерах. Один аспект настоящего изобретения состоит в обеспечении гибких вторичных печатных форм, содержащих фотополимерный материал. В другом аспекте настоящего изобретения гибкие вторичные печатные формы состоят из химического соединения, содержащего, по меньшей мере частично, насыщенную цепь полиметилена. В одном варианте осуществления изобретения насыщенной цепью полиметилена является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение сополимер этилена пропилена и диенового мономера. Ещё один аспект настоящего изобретения состоит в обеспечении машины-декоратора, который использует, по меньшей мере, один вид специализированных красок для формирования изображения высокой чёткости на внешней поверхности металлического контейнера. Ещё один аспект настоящего изобретения состоит в обеспечении гибких вторичных печатных форм для использования в машине-декораторе, который действует таким образом, чтобы декорировать, по меньшей мере, 2200 металлических контейнеров в минуту.
Если более точно, в одном варианте осуществления настоящего изобретения гибкие вторичные печатные формы состоят из фотополимерного материала. Изображение передаётся к лицевой поверхности гибкой фотополимерной печатной формы или формируется на ней с помощью воздействия света на фотополимерный материал. Изображение может передаваться с использованием компьютера для обработки печатной формы или традиционного процесса воздействия на печатную форму. В результате получается гибкая вторичная печатная форма, которая имеет рельефные зоны, которые не аккумулируют краску, и отверждённые области, формирующие точные и детализированные области изображения, которые будут аккумулировать краски и передавать их к внешней поверхности металлического контейнера.
В другом варианте осуществления настоящего изобретения гибкая вторичная печатная форма состоит, по меньшей мере частично, из химического соединения насыщенной цепи полиметилена или другого родственного материала с аналогичными физическими свойствами. Альтернативно, определённые гибкие пластмассовые материалы могут использоваться для той же цели. Изображения формируются на гибкой вторичной печатной форме с помощью прямого лазерного гравирования или других способов, известных в данной области техники. Изменяющиеся типы и цвета краски накладываются с помощью красочных аппаратов на один или более различных участков печатной формы, чтобы сформировать первое изображение. Затем печатная форма вводится во вращательный контакт с гибкими вторичными печатными формами и передаёт различные типы и цвета краски на гибкие вторичные печатные формы. Затем корпус контейнера перемещается во вращательном контакте с гибкими вторичными печатными формами и краски передаются на внешнюю поверхность корпуса контейнера. В некоторых вариантах осуществления изобретения процесса гибкие вторичные печатные формы также могут вытравливаться или гравироваться на лицевой поверхности перед, во время, или после формирования на них изображения, чтобы образовать один или более углублённых участков, которые не аккумулируют краску. В других вариантах осуществления изобретения лак также может накладываться на один или более участков внешней поверхности корпуса контейнера с помощью гибких вторичных печатных форм или с помощью отдельного лакировального узла. Эти и другие преимущества будут очевидными из содержащегося здесь раскрытия изобретения(й).
Другим аспектом настоящего изобретения является устройство, способ и гибкая вторичная печатная форма для использования в сухой офсетной печати на металлических контейнерах. В одном варианте осуществления изобретения печатные формы с физическим рельефом передают множество цветов и типов краски на гибкие вторичные печатные формы, прикреплённые к передаточному цилиндру. Физические рельефы гибких вторичных печатных форм создают области, которые насыщены краской или не содержат краску на поверхностях печатных форм, которые передаются на гибкие вторичные печатные формы. Эти гибкие вторичные печатные формы в дальнейшем передают краску на внешнюю поверхность металлического контейнера во время высокоскоростного процесса декорирования. В одном варианте осуществления изобретения гибкие вторичные печатные формы состоят из материала, содержащего насыщенную цепь полиметилена. В другом варианте осуществления настоящего изобретения гибкие вторичные печатные формы состоят из фотополимерного материала. По необязательному выбору, по меньшей мере, одна из гибких вторичных печатных форм включает в себя изображение. Это изображение аккумулирует, по меньшей мере, некоторую часть краски из одной или более печатных форм и переносит их к металлическому контейнеру посредством контакта между внешней поверхностью металлического контейнера и гибкой вторичной печатной формы. В другом варианте осуществления настоящего изобретения каждая из гибких вторичных печатных форм включает в себя изображение. В одном варианте осуществления настоящего изобретения изображения на гибких вторичных печатных формах являются идентичными. В другом варианте осуществления настоящего изобретения изображения на гибких вторичных печатных формах отличаются друг от друга.
Специалисты в данной области техники будут принимать во внимание, что при сухой офсетной печати печатные формы не смачиваются водой. Изображения, формируемые на печатных формах, аккумулируют краску из красочных аппаратов. Затем печатные формы передают их смоченные краской изображения на гибкие вторичные печатные формы, которые в дальнейшем передают краску на металлический контейнер. И, наоборот, в литографических процессах влажной офсетной печати печатные формы являются химически обработанными, чтобы формировать области изображения, которые будут аккумулировать краску, но отталкивать воду. Вода и краска затем накладываются на печатные формы. Вследствие химической обработки печатных форм, только краска сцепляется с изображениями, а вода отталкивается. Кроме того, краска не прилипает к областям печатных форм, на которых нет изображения.
В соответствии с одним аспектом настоящего изобретения, обеспечивается новаторский способ использования гибких вторичных печатных форм в процессе литографической печати для декорирования внешней поверхности металлического контейнера. Это включает в себя, но не ограничиваясь этим, способ, в общем содержащий: (1) формирование первого изображения на заданному участке верхней или лицевой части гибкой вторичной печатной формы; (2) прикрепление с возможностью удаления гибкой вторичной печатной формы с первым изображением на передаточном цилиндре машины-декоратора; (3) прикрепление множества гибких вторичных печатных форм к формному цилиндру машины-декоратора; (4) накладывание краски из красочного аппарата, по меньшей мере, на одну из множества печатных форм; (5) передачу, по меньшей мере, некоторой части краски из, по меньшей мере, одной из множества печатных форм, по меньшей мере, к части гибкой вторичной печатной формы; и (6) передачу краски от гибкой вторичной печатной формы к внешней поверхности металлического контейнера, при этом металлический контейнер декорируется. Гибкая вторичная печатная форма состоит из одного из химических соединений, содержащего насыщенную цепь полиметилена, фотополимерного материала и гибкого пластмассового материала. В одном варианте осуществления изобретения гибкая вторичная печатная форма формируется из единственного однородного материала. Говоря другими словами, гибкая вторичная печатная форма не состоит из слоёв различных материалов.
В одном варианте осуществления изобретения формирование первого изображения на гибкой вторичной печатной форме содержит удаление по меньшей мере некоторой части материала с лицевой части гибкой вторичной печатной формы в процессе прямого лазерного гравирования. В другом варианте осуществления изобретения по меньшей мере некоторая часть материала лицевой части гибкой вторичной печатной формы удаляется для того, чтобы формировать первое изображение в одном или более процессах прямого лазерного гравирования, механического или химического травления, или процесса гравирования, процесса отталкивания краски, процесса штамповки, или с помощью комбинации одного или более из этих процессов. В одном варианте осуществления изобретения первое изображение, сформированное на гибкой вторичной печатной форме, имеет глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов. В другом варианте осуществления изобретения удаляется по меньшей мере один из материалов лицевой части, чтобы создавать приподнятое первое изображение с высотой от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов выше лицевой части гибкой вторичной печатной формы.
Гибкая вторичная печатная форма может иметь любую форму и размер. В одном варианте осуществления изобретения гибкая вторичная печатная форма имеет толщину от приблизительно 0,004 дюйма до приблизительно 0,1 дюйма. По дополнительному выбору, гибкая вторичная печатная форма формируется из материала с неслоистой структурой. Таким образом, в одном варианте осуществления изобретения гибкая вторичная печатная форма не имеет слоёв из материи или ткани, а также промежуточных слоёв, включая волокна.
В одном варианте осуществления изобретения краска содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, краску, чувствительную к давлению, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску.
В одном варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы содержит каучук М-класса. В другом варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы содержит тройной этилен-пропилен-диеновый каучук (EPDM). В ещё одном варианте осуществления изобретения цепь полиметилена гибкой вторичной печатной формы содержит химическое соединение этилен-пропиленового сополимера (EPM).
Передаточный цилиндр может включать в себя любое количество гибких вторичных печатных форм. В одном варианте осуществления изобретения от 8 до 12 гибких вторичных печатных форм прикрепляются с возможностью удаления к передаточному цилиндру. В другом варианте осуществления изобретения от 6 до 24 гибких вторичных печатных форм прикрепляются с возможностью удаления к передаточному цилиндру. По необязательному выбору способ может дополнительно содержать от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм, которые прикрепляются с возможностью удаления к передаточному цилиндру. Каждая из этих от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм может иметь различные изображения. Краска, передаваемая от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм, создаёт от 4 до 24 декорированных металлических контейнеров с различными изображениями. В ещё одном варианте осуществления изобретения гибкие вторичные печатные формы действуют в машине-декораторе, чтобы декорировать до приблизительно 2200 металлических контейнеров в минуту.
В одном варианте осуществления изобретения способ может по необязательному выбору дополнительно включать в себя прикрепление с возможностью удаления множества гибких вторичных печатных форм ко второму формному цилиндру машины-декоратора. Вторая краска из второго красочного аппарата накладывается на, по меньшей мере, одну из множества вторых печатных форм. Вторая краска является краской другого типа или цвета по отношению к первой краске, накладываемой с помощью красочного аппарата. По меньшей мере некоторая часть второй краски переносится от по меньшей мере, одной из множества вторых печатных форм к, по меньшей мере, части гибкой вторичной печатной формы. По необязательному выбору, по меньшей мере, некоторая часть второй краски переносится от по меньшей мере, одной из множества вторых печатных форм к, по меньшей мере, части первого изображения. В другом варианте осуществления изобретения никакая часть второй краски не переносится к первому изображению. Например, вторые печатные формы могут по необязательному выбору включать в себя рельефные зоны, которые выровнены с первым изображением гибкой вторичной печатной формы. Эти рельефные зоны не принимают краску из красочных аппаратов. Затем первая краска и вторая краска передаются от гибкой вторичной печатной формы к внешней поверхности металлического контейнера. Соответственно, металлический контейнер декорируется с помощью, по меньшей мере, некоторой части первой краски и по меньшей мере, некоторой части второй краски.
В одном варианте осуществления изобретения машина-декоратор может включать в себя от четырёх до восемнадцати формных цилиндров с прикреплёнными к нему печатными формами. В другом варианте осуществления изобретения машина-декоратор включает в себя около восьми формных цилиндров. Каждый из формных цилиндров действует таким образом, чтобы передавать различные типы или цвета краски к гибким вторичным печатным формам, прикреплённым к передаточному цилиндру. В одном варианте осуществления изобретения печатные формы каждого цилиндра из числа от одного до восьми формных цилиндров могут по необязательному выбору передавать отдельные изображения к гибким вторичным печатным формам.
В соответствии с другим аспектом настоящего изобретения, раскрывается устройство для формирования литографического изображения высокой чёткости на внешней поверхности металлического контейнера, причём устройство действует таким образом, чтобы создавать множество литографических изображений из единственного набора печатных форм. Устройство в общем содержит: (1) по меньшей мере один формный цилиндр с красочным аппаратом; (2) передаточный цилиндр; и (3) опорный цилиндр. В одном варианте осуществления изобретения устройство действует таким образом, чтобы декорировать, по меньшей мере, 2200 металлических контейнеров в минуту.
Красочный аппарат действует таким образом, чтобы передавать краску к заданным участкам одной или более печатных форм, прикреплённых к окружности, по меньшей мере, одного формного цилиндра. В одном варианте осуществления изобретения одна или более печатных форм состоит из, по меньшей мере, одного химического соединения, содержащего насыщенную цепь полиметилена, фотополимерный материал, и гибкий пластиковый материал.
Одна или более гибких вторичных печатных форм прикрепляются с возможностью удаления к окружности передаточного цилиндра. Каждая из одной или более гибких вторичных печатных форм состоит из одного из компонентов: химическое соединение, содержащее, по меньшей мере частично, насыщенную цепь полиметилена; фотополимерный материал; и гибкий пластиковый материал. В одном варианте осуществления изобретения, по меньшей мере, одна из гибких вторичных печатных форм имеет сформированное на ней изображение. Передаточный цилиндр действует таким образом, чтобы перемещать гибкие вторичные печатные формы во вращательном контакте с одной или более гибких вторичных печатных форм, прикреплённых к, по меньшей мере, одному формному цилиндру. Когда гибкие вторичные печатные формы контактируют с печатными формами, краска передаётся от заданных участков одной или более печатных форм к, по меньшей мере, части гибких вторичных печатных форм. По необязательному выбору, гибкие вторичные печатные формы формируются из единственного однородного материала. Гибкие вторичные печатные формы могут прикрепляться к передаточному цилиндру с помощью клейкого вещества. В одном варианте осуществления изобретения клейкое вещество включает в себя подкладку с отрывным самоклеящимся материалом. В одном варианте осуществления изобретения гибкая вторичная печатная форма не включает в себя слой из материи или ткани.
Опорный цилиндр включает в себя множество позиций, адаптированных для приёма металлических контейнеров. Каждая позиция рассчитывается таким образом, чтобы принимать металлический контейнер из конвейера и перемещать этот металлический контейнер в контакте с гибкой вторичной печатной формой, прикреплённой к передаточному цилиндру. Затем краска передаётся от гибкой вторичной печатной формы к металлическому контейнеру, чтобы формировать литографическое изображение высокой чёткости на внешней поверхности металлического контейнера.
В одном варианте осуществления изобретения по меньшей мере один формный цилиндр содержит от приблизительно 4 до приблизительно 18 формных цилиндров. Каждый из формных цилиндров включает в себя красочный аппарат, действующий таким образом, чтобы передавать различный цвет краски или другой тип специализированной краски на заданные участки одной или более печатных форм, прикреплённых к каждому из формных цилиндров. В одном варианте осуществления изобретения специализированная краска содержит один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, чувствительную к давлению краску, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску. В другом варианте осуществления изобретения печатные формы, прикреплённые к первому из формных цилиндров, передают первое изображение к гибким вторичным печатным формам, которое отличается от изображений, передаваемых посредством печатных форм, прикреплённым к другим формным цилиндрам.
В одном варианте осуществления изобретения насыщенная цепь полиметилена гибких вторичных печатных форм является каучуковой смесью М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена гибких вторичных печатных форм является химическое соединение тройной этилен-пропилен-диеновый каучук. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена гибких вторичных печатных форм является химическое соединение этилен-пропиленового сополимера.
В одном варианте осуществления изобретения каждая из одной или более гибких вторичных печатных форм, прикреплённых к передаточному цилиндру, имеет сформированное на нём отчётливое изображение. Изображения формируются на лицевой части гибких вторичных печатных форм с помощью одного или более процессов: процесс прямого лазерного гравирования, механического или химического травления, или процесса гравирования, процесса отталкивания краски, процесса штамповки, или с помощью комбинации одного или более из этих процессов. В одном варианте осуществления изобретения, когда гибкие вторичные печатные формы состоят, по меньшей мере частично, из фотополимерного материала, изображения также могут формироваться с использованием процесса полиграфической технологии (CtP, computer-to-plate), подразумевающей изготовление печатных форм без каких-либо промежуточных этапов, традиционного процесса экспонирования печатных форм, или любого другого подходящего способа. Изображения, сформированные на гибких вторичных печатных формах, могут иметь глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов. В другом варианте осуществления изобретения изображение, сформированное на гибкой вторичной печатной форме, могут иметь высоту от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов выше лицевой части гибкой вторичной печатной формы.
Другой аспект настоящего изобретения состоит в том, чтобы обеспечивать гибкую вторичную печатную форму, адаптированную таким образом, чтобы формировать литографическое изображение высокой чёткости на внешней поверхности металлического контейнера в процессе печатания. Гибкая вторичная печатная форма в общем содержит корпус печатной формы заданного размера. Корпус печатной формы имеет лицевую часть и заднюю часть. Задняя часть адаптируется таким образом, чтобы прикрепляться с возможностью удаления к передаточному цилиндру машины-декоратора. В одном варианте осуществления изобретения, по меньшей мере, лицевая часть гибкой вторичной печатной формы содержит химическое соединение, состоящее, по меньшей мере частично, из насыщенной цепи полиметилена, фотополимерного материала и гибкого пластмассового материала. В одном варианте осуществления изобретения корпус печатной формы имеет толщину от приблизительно 0,04 дюйма до приблизительно 0,1 дюйма. В другом варианте осуществления изобретения корпус печатной формы формируется из единственного однородного слоя. Соответственно, гибкая вторичная печатная форма формируется из материала, не имеющего слоёв. В одном варианте осуществления изобретения корпус печатной формы состоит, по меньшей мере частично, из химического соединения, содержащего насыщенную цепь полиметилена. В другом варианте осуществления изобретения корпус печатной формы формируется из единственного однородного слоя фотополимерного материала.
В одном варианте осуществления изобретения насыщенной цепью полиметилена является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение тройной этилен-пропилен-диеновый каучук. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение этилен-пропиленовый сополимер.
В одном варианте осуществления изобретения изображение формируется на лицевой части гибкой вторичной печатной формы. Изображение может формироваться посредством, по меньшей мере, одного из следующих способов: процесс прямого лазерного гравирования, механического травления или процесса гравирования, процесса отталкивания краски, и процесса штамповки. Процесс прямого лазерного гравирования может отсекать или другим способом удалять, по меньшей мере, некоторую часть материала с лицевой части гибкой вторичной печатной формы. Когда гибкая вторичная печатная форма, по меньшей мере частично, состоит из фотополимерного материала, изображение также может формироваться с использованием компьютера для обработки печатной формы, традиционного процесса воздействия на печатную форму, или любого другого подходящего способа. Изображение может иметь глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов ниже плоскости, образованной лицевой частью. В другом варианте осуществления изобретения изображение может иметь высоту от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов выше плоскости, образованной лицевой частью печатной формы.
Ещё один аспект настоящего изобретения состоит в новаторском способе гравирования с помощью лазера гибкой печатной формы, полученной способом перевода, чтобы формировать изображение, адаптированное к печати на внешней поверхности металлического контейнера. Способ в общем включает в себя, но не ограничиваясь этим: (1) обеспечение гибкой печатной формы, полученной способом перевода, состоящей из насыщенной цепи полиметилена, и (2) гравировка с помощью лазера лицевой части гибкой печатной формы, полученной способом перевода, чтобы удалять, по меньшей мере, некоторое количество лицевой части для формирования изображения. Задняя часть гибкой печатной формы, полученной способом перевода, конфигурируется таким образом, чтобы прикрепляться к передаточному цилиндру машины-декоратора. Соответственно, когда печатная форма прикрепляется к формному цилиндру машины-декоратора, она передаёт краску к изображению. Внешняя поверхность металлического контейнера в дальнейшем вводится в контакт с лицевой частью гибкой печатной формы, полученной способом перевода. Таким способом, по меньшей мере, некоторая часть краски передаётся к внешней поверхности металлического контейнера. В одном варианте осуществления изобретения насыщенной цепью полиметилена гибкой печатной формы, полученной способом перевода, является один из следующих материалов: этилен-пропиленовый каучук, каучук М-класса, и тройной этилен-пропилен-диеновый каучук.
В соответствии с одним аспектом настоящего изобретения, обеспечивается новаторский способ использования гибкой вторичной печатной формы в процессе литографической печати для декорирования внешней поверхности металлического контейнера. Это включает в себя, но не ограничиваясь этим, способ, в общем содержащий: (1) формирование первого изображения, которое должно печататься на внешней поверхности металлического контейнера; (2) перенесение первого изображения на заданный участок лицевой части гибкой вторичной печатной формы, при этом гибкая вторичная печатная форма состоит из одного из следующих материалов: фотополимерного материала, химического соединения, содержащего насыщенную цепь полиметилена, и гибкого пластмассового материала; (3) прикрепление с возможностью удаления гибкой вторичной печатной формы с первым изображением на передаточный цилиндр машины-декоратора; (4) прикрепление множества печатных форм к, по меньшей мере, одному формному цилиндру машины-декоратора; (5) накладывание краски из красочного аппарата на, по меньшей мере, одну из множества печатных форм; (6) перенесение, по меньшей мере, некоторой части краски от, по меньшей мере, одной из множества печатных форм на, по меньшей мере, часть гибкой вторичной печатной формы; и (7) перенесение краски от гибкой вторичной печатной формы на внешнюю поверхность металлического контейнера, в результате чего металлический контейнер декорируется.
Дополнительно или альтернативно, способ может дополнительно содержать прикрепление с возможностью удаления от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм на передаточный цилиндр. Каждая из этих от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм может иметь различные изображения. Краска, которая переносится от этих от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм, создаёт 4-24 различных изображений на контейнерах из числа от приблизительно 4 до приблизительно 24 металлических контейнеров.
В одном варианте осуществления изобретения лицевая часть гибкой вторичной печатной формы может быть вытравлена или выгравирована таким образом, чтобы формировать один или более углублённых участков. В другом варианте осуществления изобретения второе изображение, которое должно быть отпечатано на внешней поверхности металлического контейнера, формируется на печатных формах. Затем металлический контейнер декорируется с помощью первого изображения и второго изображения.
В одном варианте осуществления изобретения, в котором гибкая вторичная печатная форма содержит фотополимерный материал, перенесение первого изображения на заданный участок лицевой части гибкой вторичной печатной формы в общем содержит: (1) создание плёнки, которая является негативной по отношению к первому изображению; (2) расположение негативной плёнки на заданном участке лицевой части гибкой вторичной печатной формы; (3) облучение гибкой вторичной печатной формы и негативной плёнки источником света, при этом фотополимерный материал гибкой вторичной печатной формы затвердевает в заданных местоположениях, где свет проходит через негативную плёнку, причём фотополимерный материал гибкой вторичной печатной формы остаётся необлучённым и мягким в заданных местоположениях, где свет блокируется негативной плёнкой; (4) удаление негативной плёнки с гибкой вторичной печатной формы; и (5) размещение гибкой вторичной печатной формы в моечной станции и очистка гибкой вторичной печатной формы для удаления мягкого, необлучённого фотополимерного материала гибкой вторичной печатной формы, чтобы открывать перенесённое первое изображение.
Дополнительно или альтернативно перенесение первого изображения на заданный участок лицевой части гибкой вторичной печатной формы может в общем содержать: (1) создание первого изображения; (2) удаление участков непрозрачной маски, нанесённой на лицевую часть гибкой вторичной печатной формы, чтобы формировать негативное изображение по отношению к первому изображению; (3) облучение гибкой вторичной печатной формы источником света, при этом полимерный материал гибкой вторичной печатной формы затвердевает в заданных местоположениях, где покрытие из маски было удалено, причём полимерный материал гибкой вторичной печатной формы остаётся необлучённым и мягким в заданных местоположениях, где свет блокируется покрытием из маски; и (4) удаление мягкого, необлучённого полимерного материала гибкой вторичной печатной формы, чтобы открывать перенесённое первое изображение.
В одном варианте осуществления изобретения источник света является ультрафиолетовым источником света. В другом варианте осуществления изобретения гибкая вторичная печатная форма и негативная плёнка облучаются источником света от приблизительно 0,01 минуты до приблизительно 10 минут. В одном варианте осуществления изобретения моечная станция использует растворитель, чтобы очищать гибкую вторичную печатную форму. В другом варианте осуществления изобретения моечная станция использует воду, чтобы очищать гибкую вторичную печатную форму.
Гибкая вторичная печатная форма, состоящая из фотополимерного материала, может быть сформирована из любой смеси материалов, которые затвердевают или формируют различную текстуру после облучения ультрафиолетовым источником или видимым светом. В одном варианте осуществления изобретения гибкая вторичная печатная форма состоит из одного из эластомеров, которые обрабатываются с использованием процесса полимеризации, катализированного с помощью света, хлоропрена, перекрёстно сшитого с помощью триметилопропанового триакрилата и изопренстирольного каучука с полиакрилатом. В одном варианте осуществления изобретения, перед тем как первое изображение переносится на гибкую вторичную печатную форму, эта гибкая вторичная печатная форма имеет твёрдость от приблизительно 40 единиц твёрдости на склероскопе со шкалой Шора (Shore А) до приблизительно 110 единиц твёрдости на склероскопе со шкалой Шора. В другом варианте осуществления изобретения твёрдость гибкой вторичной печатной формы составляет от приблизительно 67 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 90 единиц твёрдости на склероскопе со шкалой Шора. В ещё одном варианте осуществления изобретения гибкая вторичная печатная форма имеет твёрдость от приблизительно 69 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 81 единиц твёрдости на склероскопе со шкалой Шора перед тем, как первое изображение переносится на гибкую вторичную печатную форму. В ещё одном варианте осуществления изобретения гибкая вторичная печатная форма имеет твёрдость от приблизительно 65 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 73 единиц твёрдости на склероскопе со шкалой Шора перед тем, как первое изображение переносится на гибкую вторичную печатную форму. В ещё одном варианте осуществления изобретения фотополимерная гибкая вторичная печатная форма имеет твёрдость на склероскопе со шкалой Шора между приблизительно 25 и 55. В другом варианте осуществления изобретения по меньшей мере одна из гибких вторичных печатных форм может иметь твёрдость на склероскопе со шкалой Шора между приблизительно 76 и приблизительно 82. В ещё одном варианте осуществления изобретения по меньшей мере одна из гибких вторичных печатных форм может иметь твёрдость на склероскопе со шкалой Шора между приблизительно 68 единиц твёрдости и приблизительно 74 единиц. В ещё одном варианте осуществления изобретения по меньшей мере одна из гибких вторичных печатных форм по необязательному выбору имеет твёрдость на склероскопе со шкалой Шора между приблизительно 62 единиц и приблизительно 68 единиц.
В одном варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы является каучуком М-класса. В другом варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы является химическим соединением тройной этилен-пропилен-диеновый каучук. В ещё одном варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы является химическим соединением этилен-пропиленовый сополимер.
В одном варианте осуществления изобретения по меньшей мере некоторая часть материала лицевой части гибкой вторичной печатной формы удаляется, чтобы формировать первое изображение в одном или более из следующих процессов: процесс прямого лазерного гравирования, процесс механического или химического травления, или процесс гравирования, процесс отталкивания краски, и процесса штамповки, или с помощью комбинации одного или более из этих процессов. В одном варианте осуществления изобретения первое изображение, сформированное на гибкой вторичной печатной форме, имеет глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов по сравнению с плоскостью, образованной лицевой частью печатной формы. В другом варианте осуществления изобретения первое изображение имеет высоту от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов выше плоскости, образованной лицевой частью печатной формы.
В одном варианте осуществления изобретения краска содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, краску, чувствительную к давлению, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску.
В одном варианте осуществления изобретения каждое из различных изображений формируется в том же самом местоположении на каждой из гибких вторичных печатных форм. В другом варианте осуществления изобретения только гибкие вторичные печатные формы, прикреплённые к первому одному из, по меньшей мере, одного формного цилиндра переносят краску к различным изображениям, сформированным на каждой из гибких вторичных печатных форм. Печатные формы, прикреплённые ко второму одному из, по меньшей мере, одного формного цилиндра, не переносят краску к различным изображениям, сформированным на каждой из гибких вторичных печатных форм. Вместо этого печатные формы, прикреплённые ко второму одному из, по меньшей мере, одного формного цилиндра переносят краску к другим заданным участкам каждой из гибких вторичных печатных форм.
В одном варианте осуществления изобретения металлический контейнер имеет в общем цилиндрическую форму. Первое изображение переносится на криволинейную внешнюю поверхность металлического контейнера. В другом варианте осуществления изобретения металлический контейнер имеет в общем цилиндрическую форму и первое изображение переносится по существу на плоскую внешнюю поверхность металлического контейнера*. В ещё одном варианте осуществления изобретения металлический контейнер не имеет цилиндрическую форму и первое изображение переносится по существу на плоскую внешнюю поверхность металлического контейнера.
В соответствии с другим аспектом настоящего изобретения, раскрывается устройство для формирования литографического изображения высокой чёткости на внешней поверхности металлического контейнера. Устройство может действовать таким образом, чтобы создавать множество литографических изображений с помощью единственного набора печатных форм. Устройство в общем содержит: (1) по меньшей мере один формный цилиндр с красочным аппаратом для перенесения краски на заданные участки одной или более печатных форм, прикреплённых по окружности по меньшей мере одного формного цилиндра; (2) передаточный цилиндр, имеющий одну или более гибких вторичных печатных форм, закреплённых на окружности передаточного цилиндра, при этом передаточный цилиндр может действовать таким образом, чтобы перемещать гибкие вторичные печатные формы во вращательном контакте с печатной формой, прикреплённой, по меньшей мере, к одному формному цилиндру, причём краска переносится с заданных участков печатной формы на, по меньшей мере, часть гибких вторичных печатных форм, при этом каждая из гибких вторичных печатных форм по необязательному выбору имеет сформированное на ней изображение; и (3) опорный цилиндр, включающий в себя множество позиций, адаптированных для приёма металлических контейнеров, опорный цилиндр может действовать таким образом, чтобы принимать металлический контейнер из конвейера и перемещать металлический контейнер в контакте с гибкой вторичной печатной формой, прикреплённой к передаточному цилиндру, при этом краска переносится от гибкой вторичной печатной формы к металлическому контейнеру, чтобы формировать литографическое изображение высокой чёткости на внешней поверхности металлического контейнера.
В одном варианте осуществления изобретения гибкие вторичные печатные формы состоят из химического соединения, содержащего, по меньшей мере частично, насыщенную цепь полиметилена. В другом варианте осуществления изобретения гибкие вторичные печатные формы состоят из фотополимерного материала. В ещё одном варианте осуществления изобретения гибкие вторичные печатные формы состоят, по меньшей мере частично, из гибкого пластмассового материала. В другом варианте осуществления изобретения одна или более печатных форм состоят из одного из следующих химических соединений: насыщенная цепь полиметилена, фотополимерный материал, и гибкий пластмассовый материал. Кроме того, гибкие вторичные печатные формы по необязательному выбору могут быть сформированы из единственного слоя материала без промежуточного тканевого слоя. В другом варианте осуществления изобретения гибкие вторичные печатные формы формируются без слоя другого материала.
В одном варианте осуществления изобретения по меньшей мере один формный цилиндр и опорный цилиндр вращаются в первом направлении, а передаточный цилиндр вращается в противоположном втором направлении. В другом варианте осуществления изобретения от приблизительно 4 до приблизительно 24 гибких вторичных печатных форм прикрепляются по окружности передаточного цилиндра.
В одном варианте осуществления изобретения каждая из гибких вторичных печатных форм имеет различное сформированное на нём изображение. В одном варианте осуществления изобретения каждое из различных изображений формируется в том же самом местоположении на каждой из гибких вторичных печатных форм. В другом варианте осуществления изобретения только первые печатные формы, которые прикрепляются к первому формному цилиндру из по меньшей мере одного формного цилиндра, переносят краску к различным изображениям, сформированным на каждой из гибких вторичных печатных форм. Вторые печатные формы, которые прикрепляются ко второму формному цилиндру из по меньшей мере одного формного цилиндра, не переносят краску к изображениям, сформированным на гибких вторичных печатных формах. Вторые печатные формы могут по необязательному выбору переносить краску к другим заданным участкам каждой из гибких вторичных печатных форм.
В одном варианте осуществления изобретения второе изображение формируется на печатных формах. Краска переносится от второго изображения к гибким вторичным печатным формам, а затем на внешнюю поверхность металлического контейнера. В другом варианте осуществления изобретения никакое изображение не формируется на печатных формах, но печатные формы передают краску к гибким вторичным печатным формам. Например, в одном варианте осуществления изобретения лицевая часть печатной формы получает непрерывное покрытие краской. Непрерывное покрытие краской переносится на каждый участок лицевой части гибкой вторичной печатной формы, которая создаёт контакт с лицевой частью печатной формы.
В одном варианте осуществления изобретения металлический контейнер имеет в общем цилиндрическую форму. В ещё одном варианте осуществления изобретения металлический контейнер не имеет цилиндрическую форму. В одном варианте осуществления изобретения краска переносится от гибкой вторичной печатной формы к одной или более из в общем цилиндрической внешней поверхности и не цилиндрической внешней поверхности металлического контейнера.
В одном варианте осуществления изобретения, когда гибкая вторичная печатная форма состоит из фотополимерного материала, изображения в общем формируются на гибких вторичных печатных формах следующим образом: (1) создание негативной плёнки каждого из различных изображений; (2) размещение негативной плёнки на заданных участках гибких вторичных печатных форм; (3) облучение гибких вторичных печатных форм и негативной плёнки источником света; (4) удаление негативной плёнки с гибких вторичных печатных форм; и (5) промывание гибких вторичных печатных форм для удаления необлучённого мягкого фотополимерного материала гибких вторичных печатных форм, чтобы открывать различные изображения. В другом варианте осуществления изобретения изображения в общем формируются на гибких вторичных печатных формах, по меньшей мере, с помощью одного из способов: прямого лазерного гравирования, механического или химического травления, или процесса гравирования, процесса отталкивания краски, процесса штамповки, и с помощью комбинации одного или более из этих процессов.
В одном варианте осуществления изобретения краска содержит специализированную краску. Специализированная краска может быть одной или более из следующих типов краски: термохромная краска, фотохромная краска, ароматическая термохромная краска, флуоресцентная краска, ультрафиолетовая краска, краска в невидимом диапазоне излучения, инфракрасная краска, фосфоресцентная краска, краска, чувствительная к давлению, тактильную краска, термотактильная краска, лейкокраситель, и матовая краска.
В другом варианте осуществления изобретения по меньшей мере один формный цилиндр содержит от приблизительно четырёх до приблизительно восемнадцати формных цилиндров. В другом варианте осуществления изобретения устройство включает в себя приблизительно 8 формных цилиндров. Красочный аппарат взаимодействует в заданном положении выравнивания с каждым из 4-18 формных цилиндров. В ещё одном варианте осуществления изобретения первые печатные формы, которые прикрепляются к первому из 4-18 формных цилиндров, имеют область приема краски, выровненную с различными изображениями на каждой из гибких вторичных печатных форм и могут действовать таким образом, чтобы переносить к ним краску. Каждая из вторых печатных форм, прикреплённая к другим печатным формам из числа 4-18 формных цилиндров, имеет рельефную зону, выровненную с различными изображениями на каждой из гибких вторичных печатных форм. Рельефные зоны не будут переносить краску к различным изображениям гибких вторичных печатных форм. Область приема краски первых печатных форм, прикреплённых к первому цилиндру из числа 4-18 формных цилиндров, и рельефные зоны вторых печатных форм, прикреплённых к другим печатным формам из числа 4-18 формных цилиндров, располагаются в соответствующих местоположениях на всех печатных формах, и имеют в общем одинаковый размер и форму. В одном варианте осуществления изобретения области приема краски и рельефные зоны имеют форму, выбранную из группы, состоящей из параллелограмма, квадрата, прямоугольника, круга, или любой комбинации из этих фигур. В более предпочтительном варианте осуществления изобретения области приема краски и рельефные зоны имеют в общем прямоугольную форму. В ещё одном варианте осуществления изобретения области приема краски и рельефные зоны, по меньшей мере, немного больше, чем различные изображения гибких вторичных печатных форм. В этом способе положение гибких вторичных печатных форм на формном цилиндре может изменяться на заданную величину в осевом или радиальном направлениях от заданного положения, чтобы поддерживать заданное выравнивание с областями приема краски первых печатных форм и с рельефными зонами вторых печатных форм.
Другим аспектом настоящего изобретения является обеспечение гибкой вторичной печатной формы, адаптированной таким образом, чтобы формировать литографическое изображение высокой чёткости на внешней поверхности металлического контейнера в процессе печатания. В одном варианте осуществления изобретения гибкая вторичная печатная форма в общем содержит корпус печатной формы, состоящий из фотополимерного материала заданного размера и твёрдости, при этом корпус печатной формы имеет лицевую часть и заднюю часть, причём задняя часть адаптируется таким образом, чтобы прикрепляться к формному цилиндру машины-декоратора. В другом варианте осуществления изобретения гибкая вторичная печатная форма состоит, по меньшей мере частично, из химического соединения, содержащего насыщенную цепь полиметилена. В одном варианте осуществления изобретения корпус печатной формы имеет толщину от приблизительно 0,04 дюйма до приблизительно 0,1 дюйма. По необязательному выбору, гибкая вторичная печатная форма может быть сформирована и единственного материала. Соответственно, в одном варианте осуществления изобретения гибкая вторичная печатная форма не имеет нитей и/или промежуточных слоёв из различных материалов. В одном варианте осуществления изобретения металлический контейнер имеет корпус в общем цилиндрической формы.
По необязательному выбору, изображение может быть сформировано на лицевой части гибкой вторичной печатной формы посредством создания негативной плёнки изображения. Негативная плёнка размещается на заданном участке лицевой части. Лицевая часть и негативная плёнка подвергаются облучению источником света. Негативная плёнка удаляется с лицевой части, и в дальнейшем гибкая вторичная печатная форма очищается, чтобы удалить с лицевой части необлучённый мягкий материал. В одном варианте осуществления изобретения перед тем как изображение формируется на лицевой части, гибкая вторичная печатная форма имеет твёрдость от приблизительно 40 единиц твёрдости по шкале Шора Shore A на твердомере до приблизительно 110 единиц твёрдости по шкале Шора. Кроме того, изображения могут быть сформированы на лицевой части гибкой вторичной печатной формы с помощью одного или более из следующих способов: процесс прямого лазерного гравирования, механическое или химическое травление, или процесс гравирования, процесс отталкивания краски, процесс штамповки, или с помощью комбинации одного или более из этих процессов.
Другим аспектом настоящего изобретения является обеспечение способа использования машины-декоратора в процессе печатания, чтобы декорировать внешнюю поверхность множества металлических контейнеров с помощью различных изображений. Способ в общем содержит: (1) обеспечение первой печатной формы, позиционированной на первом формном цилиндре машины-декоратора, которая включает в себя первую область приема краски и рельефную зону, которая не будет аккумулировать краску; (2) обеспечение второй печатной формы, позиционированной на втором формном цилиндре машины-декоратора, которая включает в себя вторую область приема краски, которая выравнивается с рельефной зоной первой печатной формы; (3) обеспечение первой гибкой печатной формы, полученной способом перевода, позиционированной на передаточном цилиндре машины-декоратора, при этом лицевая часть первой гибкой печатной формы, полученной способом перевода, определяет первую плоскость, первая гибкая печатная форма, полученная способом перевода, включает в себя первое изображение на первом заданном участке лицевой части; (4) обеспечение второй гибкой печатной формы, полученной способом перевода, позиционированной на передаточном цилиндре, лицевая часть второй гибкой печатной формы, полученной способом перевода, определяет вторую плоскость, вторая гибкая печатная форма, полученная способом перевода, включает в себя второе изображение на втором заданном участке лицевой части; (5) наложение первой краски на первую область приема краски первой печатной формы; (6) перенесение первой краски с первой печатной формы на другие заданные участки лицевых частей каждой из первой и второй гибких печатных форм, полученных способом перевода; (7) наложение второй краски на вторую область приема краски второй печатной формы; (8) перенесение второй краски со второй области приема краски второй печатной формы к первому изображению первой гибкой печатной формы, полученной способом перевода, и ко второму изображению второй гибкой печатной формы, полученной способом перевода; (9) перенесение первой и второй красок от первой гибкой печатной формы, полученной способом перевода, на внешнюю поверхность первого металлического контейнера, где первый металлический контейнер декорируется первой краской и первым изображением, сформированным из второй краски; и (10) перенесение первой и второй красок от второй гибкой печатной формы, полученной способом перевода, на внешнюю поверхность второго металлического контейнера, где второй металлический контейнер декорируется первой краской и вторым изображением, сформированным из второй краски. В одном варианте осуществления изобретения первая и вторая гибкие печатные формы, полученные способом перевода, состоят из одного из химического соединения, содержащего, по меньшей мере частично, насыщенную цепь полиметилена, фотополимерного материала и гибкого пластмассового материала. По необязательному выбору, первая и вторая гибкие печатные формы, полученные способом перевода, формируются из монолитного слоя материала с отсутствием промежуточных слоёв других материалов. В одном варианте осуществления изобретения клейкая переводная лента на задней части первой и второй гибких печатных форм, полученных способом перевода, используется для прикрепления печатных форм, полученных способом перевода, к передаточному цилиндру.
В одном варианте осуществления изобретения, по меньшей мере часть первого изображения имеет глубину, которая находится ниже, чем первая плоскость, при этом не существует участков первого изображения, выступающих выше первой плоскости. В другом варианте осуществления изобретения по меньшей мере часть второго изображения имеет глубину, которая находится ниже, чем вторая плоскость, при этом не существует участков второго изображения, выступающих выше второй плоскости. В ещё одном варианте осуществления изобретения по меньшей мере часть одного из изображений из числа первого и второго изображений выступает выше первой и второй плоскостей.
По необязательному выбору, в другом варианте осуществления изобретения первый заданный участок первой гибкой печатной формы, полученной способом перевода, и второй заданный участок второй гибкой печатной формы, полученной способом перевода, выравниваются с рельефной зоной первой печатной формы и со второй областью приема краски второй печатной формы во время перенесения краски от первой и второй печатных форм к первой и второй гибким печатным формам, полученным способом перевода. В ещё одном варианте осуществления изобретения первое изображение первой гибкой печатной формы, полученной способом перевода, окружается рельефной зоной, которая не будет принимать краску из первой и второй печатных форм. В этом способе первое изображение, сформированное на металлическом контейнере, окружается областью, не содержащей краску. В другом варианте осуществления изобретения второе изображение второй гибкой печатной формы, полученной способом перевода, содержит рельефные зоны, которые не будут принимать краску из второй печатной формы, и приподнятые области, которые будут принимать краску из второй печатной формы. Соответственно, второе изображение, сформированное на втором металлическом контейнере, включает в себя участки, не содержащие краску и участки, содержащие краску.
По необязательному выбору, вторая приёмная область второй печатной формы окружается областью, не содержащей краску. Кроме того, рельефная зона первой печатной формы может по необязательному выбору иметь форму, которая выравнивается с формой второй области приема краски второй печатной формы. В другом варианте осуществления изобретения глубина по меньшей мере одного из двух изображений, т.е. первого изображения на первой гибкой печатной форме, полученной способом перевода, и второго изображения на второй гибкой печатной форме, полученной способом перевода, составляет от приблизительно 0,0009 дюйма до приблизительно 0,089 дюйма. В ещё одном варианте осуществления изобретения высота, по меньшей мере одного из двух изображений, т.е. первого изображения на первой гибкой печатной форме, полученной способом перевода, и второго изображения на второй гибкой печатной форме, полученной способом перевода, составляет от приблизительно 0,0009 дюйма до приблизительно 0,089 дюйма выше плоскости, определяемой с помощью поверхностей, принимающих краску гибких печатных форм, полученных способом перевода.
В одном варианте осуществления изобретения первая и вторая гибкие печатные формы, полученные способом перевода, состоят из, по меньшей мере, одного эластомера, который обрабатывается с использованием процесса полимеризации, катализированного с помощью света, хлоропрена, перекрёстно сшитого с помощью триметилопропанового триакрилата, и изопренстирольного каучука с полиакрилатом. В другом варианте осуществления изобретения насыщенной цепью полиметилена первой и второй гибких печатных форм, полученных способом перевода, является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена первой и второй гибких печатных форм, полученных способом перевода, является химическое соединение тройной этилен-пропилен-диеновый каучук. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена первой и второй гибких печатных форм, полученных способом перевода, является химическое соединение этилен-пропиленовый сополимер.
В одном варианте осуществления изобретения первая краска является краской другого типа или отличающегося цвета по отношению ко второй краске. В другом варианте осуществления изобретения по меньшей мере одна из красок из числа первой краски и второй краски содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, чувствительную к давлению краску, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску.
Ещё одним аспектом настоящего изобретения является способ использования гибкой вторичной печатной формы в процессе печатания для декорирования внешней поверхности в общем цилиндрического контейнера. Способ включает в себя, но не ограничиваясь этим: (1) обеспечение первой гибкой вторичной печатной формы вместе со сформированным на ней первым изображением, причём по меньшей мере часть первого изображения имеет глубину, которая находится ниже, чем первая плоскость, определяемая лицевой частью первой гибкой вторичной печатной формы, при этом нет участков первого изображения, выступающих выше первой плоскости; (2) прикрепление первой гибкой вторичной печатной формы с первым изображением к передаточному цилиндру машины-декоратора; (3) перенесение первой краски от первой печатной формы к, по меньшей мере, части первой гибкой вторичной печатной формы, при этом первая печатная форма является взаимосвязанной с первым формным цилиндром машины-декоратора; и (4) перенесение первой краски от первой гибкой вторичной печатной формы на внешнюю поверхность первого контейнера, чтобы формировать первое изображение на первом контейнере. Соответственно, первое изображение на первом контейнере выполнено с помощью первой краски. В одном варианте осуществления изобретения первое изображение, сформированное на первой гибкой вторичной печатной форме, является трёхмерным и включает в себя заданные участки с различными глубинами.
По необязательному выбору, в другом варианте осуществления изобретения способ может дополнительно включать в себя перенесение второй краски от второго изображения на второй печатной форме к, по меньшей мере, части первой гибкой вторичной печатной формы, при этом вторая гибкая вторичная печатная форма не переносит вторую краску к первому изображению, и вторая гибкая вторичная печатная форма является взаимосвязанной со вторым формным цилиндром машины-декоратора. В дальнейшем первая и вторая краски переносятся с первой гибкой вторичной печатной формы на внешнюю поверхность первого контейнера, чтобы сформировать первое и второе изображения на первом контейнере. В этом способе первое изображение на первом контейнере выполнено с помощью первой краски, а второе изображение на первом контейнере выполнено с помощью второй краски. В одном варианте осуществления изобретения первое изображение, сформированное на первой гибкой вторичной печатной форме, является трёхмерным и включает в себя заданные участки с различной глубиной.
В одном варианте осуществления изобретения первое изображение на первой гибкой вторичной печатной форме является негативным и содержит рельефные зоны, которые не будут принимать краску (или будут принимать только очень маленькое количество краски) от первой гибкой вторичной печатной формы. В другом варианте осуществления изобретения первое изображение, сформированное на первом контейнере, включает в себя области, не содержащие краску.
В другом варианте осуществления изобретения первое изображение на первой гибкой вторичной печатной форме содержит комбинацию рельефных зон, которые не будут принимать краску от первой гибкой вторичной печатной формы, и приподнятые области, которые будут принимать краску от первой гибкой вторичной печатной формы. В другом варианте осуществления изобретения первое изображение, сформированное на первом контейнере, включает в себя области, не содержащие краску, и области, содержащие краску.
По необязательному выбору, способ может дополнительно включать в себя: (а) обеспечение второй гибкой вторичной печатной формы с третьим, сформированным на ней изображением; (b) прикрепление второй гибкой вторичной печатной формы к передаточному цилиндру; (с) перенесение первой краски от первой печатной формы, по меньшей мере, к части второй гибкой вторичной печатной формы; (d) перенесение второй краски со второго изображения на второй печатной форме на вторую гибкую вторичную печатную форму, при этом вторая печатная форма не переносит вторую краску к третьему изображению; и (е) перенесение первой и второй красок от второй гибкой вторичной печатной формы к внешней поверхности второго контейнера, чтобы формировать второе и третье изображения на втором контейнере. Соответственно, третье изображение на втором контейнере состоит, по меньшей мере частично, из первой краски, а второе изображение на втором контейнере состоит, по меньшей мере частично, из второй краски.
В одном варианте осуществления изобретения первая и вторая гибкие вторичные печатные формы состоят из одного из химических соединений, содержащего, по меньшей мере частично, насыщенную цепь полиметилена, фотополимерного материала и гибкого пластмассового материала. В другом варианте осуществления изобретения первая и вторая гибкие вторичные печатные формы состоят из, по меньшей мере, одного из эластомеров, который обрабатывается с использованием процесса полимеризации, катализированного с помощью света, хлоропрена, перекрёстно сшитого с помощью триметилопропанового триакрилата, и изопренстирольного каучука с полиакрилатом. В другом варианте осуществления изобретения насыщенной цепью полиметилена является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение тройного этилен-пропилен-диенового каучука. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение этилен-пропиленового сополимера. Кроме того, первая и вторая гибкие вторичные печатные формы могут быть сформированы из однородного слоя материала. В другом варианте осуществления изобретения внутренние части первой и второй гибких вторичных печатных форм свободны от нитей или тканей.
В одном варианте осуществления изобретения первая краска является краской другого типа или отличающегося цвета по отношению ко второй краске. В другом варианте осуществления изобретения по меньшей мере одна из красок из числа первой краски и второй краски содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, чувствительную к давлению краску, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску.
Другим аспектом настоящего изобретения является способ декорирования внешней поверхности множества цилиндрических металлических контейнеров в непрерывном декорирующем процессе. Способ содержит: (1) прикрепление множества гибких вторичных печатных форм на передаточном цилиндре машины-декоратора; (2) прикрепление первой печатной формы с первой областью приема краски к первому формному цилиндру машины-декоратора, при этом первая область приема краски выравнивается с заданным участком каждой из множества гибких вторичных печатных форм; (3) прикрепление второй печатной формы со второй областью приема краски и рельефной зоной ко второму формному цилиндру машины-декоратора, при этом рельефная зона выравнивается с заданным участком каждой из множества гибких вторичных печатных форм; (4) накладывание первой краски на первую область приема краски первой печатной формы; (5) накладывание второй краски на вторую область приема краски второй печатной формы; (6) перенесение по меньшей мере некоторой части первой краски и второй краски с первой и второй печатных форм на, по меньшей мере, часть каждой из множества гибких вторичных печатных форм; и (7) перенесение первой краски и второй краски с множества гибких вторичных печатных форм на внешнюю поверхность каждого из множества цилиндрических металлических контейнеров, причём каждый из множества цилиндрических металлических контейнеров декорируется первой краской и второй краской.
В одном дополнительном варианте осуществления изобретения каждая из гибких вторичных печатных форм имеет различные изображения, сформированные внутри, по меньшей мере, части заданного участка каждой из множества гибких вторичных печатных форм. В одном варианте осуществления изобретения по меньшей мере часть каждого различного изображения, сформированного на гибких вторичных печатных формах, имеет глубину, которая находится ниже, чем плоскость, определяемая лицевой частью каждой из гибких вторичных печатных форм. В другом варианте осуществления изобретения нет части каждого различного изображения, сформированного на гибких вторичных печатных формах, которая выступает выше плоскости лицевой части каждой из гибких вторичных печатных форм.
В одном варианте осуществления изобретения вторая печатная форма переносит изображение с помощью второй краски на каждую из множества гибких вторичных печатных форм. Затем изображение переносится с гибких вторичных печатных форм на каждый из множества цилиндрических металлических контейнеров. В этом способе каждый из множества цилиндрических металлических контейнеров декорируется с помощью изображения со второй печатной формы и второй краски, а также с помощью одного из различных изображений гибких вторичных печатных форм и первой краски.
В одном варианте осуществления изобретения гибкие вторичные печатные формы состоят из однородного слоя. Однородный слой может быть одним из соединений, содержащих, по меньшей мере частично, насыщенную цепь полиметилена, фотополимерного материала и гибкого пластмассового материала. В одном варианте осуществления изобретения по меньшей мере одна из гибких вторичных печатных форм состоит из, по меньшей мере, одного из эластомеров, который обрабатывается с использованием процесса полимеризации, катализированного с помощью света, хлоропрена, перекрёстно сшитого с помощью триметилопропанового триакрилата, и изопренстирольного каучука с полиакрилатом. В другом варианте осуществления изобретения насыщенной цепью полиметилена является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение тройного этиленпропилендиенового каучука. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена является химическое соединение этилен-пропиленового сополимера. В ещё одном варианте осуществления изобретения гибкие вторичные печатные формы свободны от нитей.
В другом варианте осуществления изобретения первый красочный аппарат накладывает первую краску на первую печатную форму, а второй красочный аппарат накладывает вторую краску на вторую печатную форму. В одном варианте осуществления изобретения первая краска является краской другого типа или другого цвета по отношению ко второй краске. В другом варианте осуществления изобретения по меньшей мере одна из красок из числа первой краски и второй краски содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, краску в невидимом диапазоне излучения, инфракрасную краску, фосфоресцентную краску, чувствительную к давлению краску, тактильную краску, термотактильную краску, лейкокраситель и матовую краску.
В ещё одном варианте осуществления изобретения машина-декоратор содержит дополнительные печатные формы, прикреплённые к дополнительным формным цилиндрам. В одном варианте осуществления изобретения дополнительные формные цилиндры содержат от четырёх до восемнадцати формных цилиндров. Каждый из этих от четырёх до восемнадцати формных цилиндров может действовать таким образом, чтобы накладывать краску с дополнительными цветами или типами на множество гибких вторичных печатных форм, закрепленных на передаточном цилиндре.
Одним из аспектов настоящего изобретения является машина-декоратор, предназначенный для декорирования внешней поверхности множества металлических контейнеров различными изображениями. Машина-декоратор включает в себя, но не ограничиваясь этим: (1) первый формный цилиндр, который включает в себя первую печатную форму с первой областью приема краски; (2) первый красочный аппарат, расположенный в заданной положении по отношению к первому формному цилиндру, первый красочный аппарат предназначен для накладывания первой краски на первую область приема краски первой печатной формы; (3) второй формный цилиндр, который включает в себя вторую печатную форму со второй областью приема краски; (4) второй красочный аппарат, расположенный в заданной положении по отношению ко второму формному цилиндру, второй красочный аппарат предназначен для накладывания второй краски на вторую область приема краски второй печатной формы; (5) передаточный цилиндр с первой гибкой печатной формой, полученной способом перевода, состоит, по меньшей мере частично, из химического соединения, включающего в себя насыщенную цепь полиметилена, передаточный цилиндр выравнивается в заданном положении по отношению к первому и второму формным цилиндрам, в результате чего первая гибкая печатная форма, полученная способом перевода, принимает первую краску от первой печатной формы и первая* гибкая печатная форма, полученная способом перевода, принимает вторую краску от второй печатной формы; (6) опорный цилиндр, выровненный в заданном положении по отношению к передаточному цилиндру, при этом опорный цилиндр включает в себя множество позиций для приёма металлических контейнеров и удерживания металлических контейнеров в заданном положении по отношению к первой печатной форме, полученной способом перевода, передаточного цилиндра, опорный цилиндр может действовать таким образом, чтобы перемещать металлические контейнеры в контакте с гибкой печатной формой, полученной способом перевода, чтобы переносить первую и вторую краски от гибкой печатной формы, полученной способом перевода, к металлическим контейнерам. В одном варианте осуществления изобретения гибкая печатная форма, полученная способом перевода, выполнена из однородного материала. В другом варианте осуществления изобретения гибкая печатная форма, полученная способом перевода, свободна от тканевого слоя. В ещё одном варианте осуществления изобретения гибкая печатная форма, полученная способом перевода, не имеет никакой нитей.
В одном варианте осуществления изобретения гибкая печатная форма, полученная способом перевода, дополнительно содержит лицевую часть, определяющую первую плоскость. Первое изображение формируется на первом заданной участке лицевой части. По меньшей мере часть первого изображения имеет глубину, которая находится ниже, чем первая плоскость. В одном варианте осуществления изобретения нет участков первого изображения, которые выступают выше первой плоскости. По необязательному выбору, в другом варианте осуществления изобретения первая гибкая печатная форма, полученная способом перевода, формируется из единственного слоя материала.
В другом варианте осуществления изобретения передаточный цилиндр дополнительно включает в себя вторую гибкую печатную форму, полученную способом перевода, состоящую, по меньшей мере частично, из химического соединения, включающего в себя насыщенную цепь полиметилена. В одном варианте осуществления изобретения вторая гибкая печатная форма, полученная способом перевода, дополнительно содержит лицевую часть, определяющую вторую плоскость. По необязательному выбору, второе изображение формируется на втором заданном участке лицевой части. По меньшей мере часть дополнительного второго изображения имеет глубину, которая находится ниже, чем вторая плоскость. В одном варианте осуществления изобретения не существует частей второго изображения, выступающих выше второй плоскости. В одном варианте осуществления изобретения каждое из изображений из числа первого изображения первой гибкой печатной формы, полученной способом перевода, и второго изображения второй гибкой печатной формы, полученной способом перевода, имеет глубину, составляющую от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов ниже первой и второй плоскостей. Альтернативно, по меньшей мере, одно из изображений из числа первого изображения первой гибкой печатной формы, полученной способом перевода, и второго изображения второй гибкой печатной формы, полученной способом перевода, может иметь высоту, составляющую от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов выше первой и второй плоскостей.
В другом варианте осуществления изобретения первая печатная форма дополнительно содержит рельефную зону, которая не принимает первую краску из первого красочного аппарата. Рельефная зона выравнивается с первым изображением первой гибкой печатной формы, полученной способом перевода, и вторым изображением второй гибкой печатной формы, полученной способом перевода. Вторая область приема краски второй печатной формы также выравнивается с первым и вторым изображениями первой и второй гибких печатных форм, полученных способом перевода. По необязательному выбору, вторая область приема краски второй печатной формы может быть окружена областью, не содержащей краску. В одном варианте осуществления изобретения первый заданный участок первой гибкой печатной формы, полученной способом перевода, и второй заданный участок второй гибкой печатной формы, полученной способом перевода, выравниваются с рельефной зоной первой печатной формы и второй областью приема краски второй печатной формы. В этом способе во время перенесения краски от первой и второй печатной формы к первой и второй гибким печатным формам, полученным способом перевода, первая краска не переносится к первому и второму изображениям, сформированным на первой и второй гибких печатных формах, полученных способом перевода.
В одном варианте осуществления изобретения клеящая переводная лента на задней части первой и второй гибких печатных форм, полученных способом перевода, используется для прикрепления первой и второй печатных форм, полученных способом перевода, к передаточному цилиндру.
В другом варианте осуществления изобретения первое изображение первой гибкой печатной формы, полученной способом перевода, окружается рельефной зоной, которая не будет принимать краску от первой и второй печатных форм. Соответственно, первое изображение, сформированное на металлических контейнерах, окружается областью, не содержащей краску.
По необязательному выбору, в другом варианте осуществления изобретения второе изображение второй гибкой печатной формы, полученной способом перевода, содержит рельефные зоны, которые не будут принимать вторую краску от второй печатной формы, и приподнятые области, которые будут принимать вторую краску от второй печатной формы. Соответственно, второе изображение, сформированное на металлических контейнерах, включает в себя участки, не содержащие краску, и участки, содержащие краску.
В одном варианте осуществления изобретения насыщенной цепью полиметилена по меньшей мере одной гибкой печатной формы, полученной способом перевода, из числа первой и второй таких печатных форм, является каучук М-класса. В другом варианте осуществления изобретения насыщенной цепью полиметилена по меньшей мере одной гибкой печатной формы, полученной способом перевода, из числа первой и второй таких печатных форм, является химической соединение тройной этилен-пропилен-диеновый каучук. В ещё одном варианте осуществления изобретения насыщенной цепью полиметилена по меньшей мере одной гибкой печатной формы, полученной способом перевода, из числа первой и второй таких печатных форм, является химической соединение этилен-пропиленовый сополимер.
В одном варианте осуществления изобретения первая краска является краской другого типа или другого цвета по отношению ко второй краске. В другом варианте осуществления изобретения, по меньшей мере одна краска из числа первой и второй красок, содержит специализированную краску. Специализированная краска может содержать один или более из следующих компонентов: термохромную краску, фотохромную краску, ароматическую термохромную краску, флуоресцентную краску, ультрафиолетовую краску, невидимую краску, инфракрасную краску, фосфоресцентную краску, краску, чувствительную к давлению, тактильную краску, термотактильную краску, лейкокраситель, и матовую краску.
Сущность настоящего изобретения не предполагает, и не должно истолковываться, как представляющее полный размер и объём настоящего изобретения. Кроме того, сделанные здесь ссылки на «настоящее изобретение» или его аспекты не следует рассматривать таким образом, что они означают определённые варианты осуществления настоящего изобретения и необязательно должны истолковываться как ограничивающие все варианты осуществления изобретения этим конкретным описанием. Настоящее изобретение формулируется с различными уровнями детализации в Сущности изобретения, а также в прикреплённых чертежах и в Подробном описании изобретения и никакие ограничения в отношении объёма настоящего изобретения не предполагаются посредством включения или не включения элементов, компонентов и т.д. в эту Сущность изобретения. Дополнительные аспекты настоящего изобретения будут более понятными из Подробного описания, особенно в том случае, когда они рассматриваются вместе с чертежами.
Эти и другие преимущества будут очевидны из представленного описания изобретения. Описанные выше варианты осуществления изобретения, задачи и конфигурации не являются полными или исчерпывающими. Следует принимать во внимание, что в других вариантах осуществления изобретения возможно использование по отдельности или в комбинации одного или более признаков, сформулированных выше или описанных ниже. Кроме того, раздел «Сущность изобретения» не предназначается для того, чтобы рассматриваться как представляющий исчерпывающий объём настоящего изобретения. Настоящее изобретение формулируется с различными уровнями детализации в разделе «Сущность изобретения», а также в приложенных чертежах и в подробном описании изобретения, и никакие ограничения в отношении объёма настоящего изобретения не предполагаются посредством включения или не включения элементов, компонентов и т.д. в этот раздел «Сущность изобретения». Дополнительные аспекты настоящего изобретения будут более понятными из подробного описания, особенно в том случае, когда они рассматриваются вместе с чертежами.
Хотя в общем здесь упоминаются «металлическая банка», «металлические контейнеры», и/или «цилиндрические металлические контейнеры», следует принимать во внимание, что настоящий способ может использоваться для декорирования контейнеров любой формы или других изделий производства, включающих в общем цилиндрические поверхности и не цилиндрические поверхности (включая плоские поверхности), изготовленные из металла или других материалов.
Используемая здесь фраза «специализированные краски» может включать в себя, но не ограничиваясь этим, один или более цветов или типов следующих красок: термохромная краска, фотохромная краска, ароматизированная термохромная краска, флуоресцентная краска, ультрафиолетовая краска, краска в невидимом диапазоне излучения, инфракрасная краска, фосфоресцентная краска, чувствительная к давлению краска, тактильная краска, термотактильная краска, лейкокраситель, матовая краска, и любой другой тип краски, красителя или лака, который изменяет внешний вид, цвет, фазу, и/или текстуру в ответ на изменение температуры, или воздействие света, или давления.
В используемом здесь контексте «термохромная краска» может включать в себя, но не ограничиваясь этим, любую краску первого заданного цвета, который может обратимо или необратимо изменяться на второй и/или третий заданный цвет в ответ на изменение температуры.
В используемом здесь контексте «фотохромная краска» может включать в себя, но не ограничиваясь этим, любую краску первого заданного цвета, который может обратимо или необратимо изменяться на второй и/или третий заданный цвет в ответ на воздействия света с различными длинами волн.
«Ароматизированная термохромная краска» только в качестве иллюстрации включает в себя, но не ограничиваясь этим, любую краску любого цвета, которая выделяет заданный аромат в ответ на изменение температуры.
В используемом в настоящей заявке контексте «флуоресцентная краска» может включать в себя, но не ограничиваясь этим, любую краску, которая поглощает ультрафиолетовую энергию (свет) с различными длинами волны, и в ответ излучает более длинные волны видимого диапазона спектра, создавая видимый свет (или «свечение») заданного цвета. Флуоресцентные краски светятся под действием невидимого излучения и создают «дневное свечение».
В используемом здесь контексте термин «фосфоресцентная краска» включает в себя, но не ограничиваясь этим, любую краску, которая поглощает свет с различными длинами волн и в ответ создаёт свет с заданным цветом. Фосфоресцентные краски создают свет аналогичным образом, как флуоресцентные краски, однако фосфоресцентные краски продолжают излучать свет или «свечение» после «зарядки» от источника света, даже если источник света удаляется. Фосфоресцентные краски также известны как «краска, которая светится в темноте».
В используемом здесь контексте термин «невидимая краска» включает в себя, но не ограничиваясь этим, любую краску, которая содержит фосфор, поглощающий ультрафиолетовое излучение и в ответ излучающий видимый свет.
В используемом в настоящей заявке контексте термин «чувствительная к давлению краска» может включать в себя, но не ограничиваясь этим, любую краску первого заданного цвета, который может изменяться на второй и/или третий заданный цвет после приложения давления заданной величины. Чувствительная к давлению краска может включать капсулы, содержащие краски различных цветов. Когда давление заданной величины прикладывается к чувствительной к давлению краске, капсулы разрушаются и из смеси капсул высвобождаются краски различных цветов, изменяя цвет указанной чувствительной к давлению краски.
В используемом в настоящей заявке контексте «матовая краска» может включать в себя, но не ограничиваясь этим, любую краску любого заданного цвета, который имеет внешнее покрытие, которое рассеивает лучи света больше (или имеет меньший «глянец»), когда наносится на подложку, чем другие нематовые краски (или «глянцевые» краски), которые отражают больше света в виде параллельных лучей.
Ссылки на «литографическую печать» или аспекты такой печати, необязательно должны рассматриваться как ограничивающие настоящее изобретение отдельным способом или типом печати. Специалисты в данной области техники будут принимать во внимание, что настоящее изобретение может использоваться в других процессах печатания, таких как офсетная печать, сухая офсетная печать, гравюрная печать, глубокая печать, трафаретная печать и печать с помощью струйного печатающего устройства.
В используемом здесь контексте гибкая вторичная печатная форма может состоять из фотополимерного материала, композиции, содержащей, по меньшей мере частично, насыщенную цепь полиметилена, различные формы гибких пластиковых материалов, или любых других родственных материалов с подобными физическими свойствами. Гибкая вторичная печатная форма может быть любого размера или формы, и может быть круглой или в виде муфты, адаптированной таким образом, чтобы устанавливаться по окружности передаточного цилиндра.
Фразы «фотополимерные печатные формы», «гибкие фотополимерные печатные формы», «гибкий фотополимерный материал» и «гибкие фотополимерные офсетные полотна» могут использоваться взаимозаменяемо и в общем относятся к печатным формам или офсетным полотнам, включающим в себя фотополимерный материал. Таким образом, гибкая фотополимерная печатная форма может быть фотополимерной печатной формой, которая является цифровой печатной формой, обычной аналоговой печатной формой, или цилиндром, покрытым фотополимерным материалом.
Термин “a” или “an” относится к одному или более объектам. Таким образом, термины “a” (или “an”), «один или более», и «по меньшей мере один» могут здесь использоваться взаимозаменяемо.
«Включающий в себя», «содержащий» или «имеющий», а также их вариации в этом описании подразумевают включение элементов, перечисленных в дальнейшем, и их эквивалентов, а также дополнительных элементов. Соответственно, термины «включающий в себя», «содержащий» или «имеющий», и их вариации могут использоваться взаимозаменяемо.
Следует понимать, что термин «средства» должен трактоваться в наиболее широкой интерпретации в соответствии с Патентным законом США, Раздел 112(f).
Соответственно, пункт формулы изобретения, включающий термин «средство», должен охватывать все структуры, материалы или действия, сформулированные здесь, а также все их эквиваленты, раскрытые в описании изобретения, реферате, на чертежах и в пунктах формулы изобретения.
Краткое описании чертежей
Сопроводительные чертежи, которые включены в описание и составляют часть этого описания, иллюстрируют варианты осуществления изобретения, и вместе с сущностью изобретения, приведённой выше, и подробным описанием чертежей, приведённым ниже, служат для разъяснения принципов этих вариантов осуществления изобретения. В определённых примерах, подробности, которые не являются необходимыми для понимания раскрытия изобретения, или которые интерпретируют другие подробности, трудные для восприятия, могут быть пропущены. Конечно следует принимать во внимание, что настоящее изобретение необязательно ограничивается проиллюстрированными здесь конкретными вариантами осуществления изобретения. Кроме того, следует принимать во внимание, что чертежи необязательно соответствуют масштабу.
Фиг. 1А - вид сверху печатной формы с выгравированной или вытравленной областью, в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 1В – вертикальная проекция с разрезом печатной формы, показанной на фиг. 1А, вдоль линии 1В;
фиг. 2А - вид сверху печатной формы с рельефной зоной, в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 2В - вертикальная проекция с разрезом печатной формы, показанной на фиг. 2А, вдоль линии 2В;
фиг. 3А - вид сверху гибкой вторичной печатной формы, перед тем, как на ней будет сформировано изображение;
фиг. 3В - вертикальная боковая проекция гибкой вторичной печатной формы, показанной на фиг. 3А;
фиг. 4А - вид сверху гибкой вторичной печатной формы вместе со сформированным на ней изображением, в соответствии с одним вариантом осуществления настоящего изобретения;
фиг. 4В - вид сверху гибкой вторичной печатной формы вместе со вторым сформированным на ней изображением, в соответствии с другим вариантом осуществления настоящего изобретения;
фиг. 4С - вертикальная проекция с разрезом гибкой вторичной печатной формы, показанной на фиг. 4В, вдоль линии 4С;
фиг. 5 - схематическая иллюстрация одного варианта осуществления машины-декоратора настоящего изобретения, использующего гибкие вторичные печатные формы для декорирования металлических контейнеров;
фиг. 6А - фотография гибкой вторичной печатной формы, состоящей из фотополимерного материала со сформированным на ней изображением, в соответствии с различными вариантами осуществления настоящего изобретения;
фиг. 6В - увеличенная фотография изображения, сформированного на гибкой вторичной печатной форме, показанной на фиг. 6А;
фиг. 7А - фотография металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму, показанную на фиг. 6А;
фиг. 7В - увеличенная фотография металлической банки, показанной на фиг. 7А;
фиг. 8 - фотография другой гибкой вторичной печатной формы, состоящей из фотополимерного материала со сформированными на ней изображениями, в соответствии с различными вариантами осуществления настоящего изобретения;
фиг. 9 - фотография металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму, показанную на фиг. 8;
фиг. 10А - увеличенная фотография первого изображения, сформированного на металлическом контейнере, показанном на фиг. 9, с использованием гибкой вторичной печатной формы, показанной на фиг. 8;
фиг. 10В – вторая увеличенная фотография второго изображения, сформированного на металлическом контейнере, показанном на фиг. 9, с использованием гибкой вторичной печатной формы, показанной на фиг. 8;
фиг. 11 - фотография другой гибкой вторичной печатной формы, состоящей из фотополимерного материала со сформированными на ней изображениями, в соответствии с различными вариантами осуществления настоящего изобретения;
фиг. 12 - фотография металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму, показанную на фиг. 11;
фиг. 13 - фотография другой гибкой вторичной печатной формы, состоящей из фотополимерного материала со сформированными на ней изображениями, в соответствии с различными вариантами осуществления настоящего изобретения;
фиг. 14А-14В - фотографии металлического контейнера, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму, показанную на фиг. 13;
фиг. 15А-15В - фотографии гибкой вторичной печатной формы, содержащей химическое соединение, включающее в себя насыщенную цепь полиметилена, со сформированными на ней изображениями, в соответствии с различными вариантами осуществления настоящего изобретения;
фиг. 16А-16С - фотографии металлического контейнера, декорированного с использованием гибкой вторичной печатной формы, показанной на фиг. 15, в соответствии вариантом осуществления настоящего изобретения;
фиг. 17А - фотография лицевой части офсетного полотна из предшествующего уровня техники со сформированными на ней изображениями;
фиг. 17В - фотография края офсетного полотна известного уровня техники, показанного на фиг. 17А, показывающая слои офсетного полотна из предшествующего уровня техники;
фиг. 17С - схематическая вертикальная боковая проекция, показывающая слои офсетного полотна известного уровня техники;
фиг. 18А-18В - фотографии металлического контейнера, декорированного с использованием офсетного полотна известного предшествующего уровня техники, показанного на фиг. 17; и
фиг. 19А-19В - фотографии другого металлического контейнера, декорированного с использованием другого офсетного полотна предшествующего уровня техники.
Чтобы способствовать пониманию одного варианта осуществления настоящего изобретения, представлен следующий список компонентов и соответствующая нумерация, установленная на чертежах:
Номер Компонент
2 - печатная форма,
4 - лицевая часть,
6 - задняя часть,
8 - область приема краски,
10 - область, не содержащая краску,
12 - рельефная зона,
14 - гибкая вторичная печатная форма,
16 - область приема краски,
18 - изображение,
20 - рельефная зона,
22 - растровый участок,
24 - машина-декоратор,
26 - формный цилиндр,
28 - красочный аппарат,
30 - валики,
32 - передаточный цилиндр,
33 - общее изображение,
34 - металлический контейнер,
36 - конвейер,
38 - опорный цилиндр,
40 - гнездо для металлического контейнера,
42 - накопитель,
44 - поверхность контейнера,
46 - область, не содержащая краску,
48 - узел лакирования,
50 - узел отверждения,
52 - гибкая вторичная печатная форма из фотополимерного материала,
54 - изображение на гибкой вторичной печатной форме,
56 - изображение на гибкой вторичной печатной форме,
58 - область приема краски,
60 - первый участок области приема краски,
62 - второй участок области приема краски,
64 - третий участок области приема краски,
65 - четвёртый участок области приема краски,
66 - декорированный металлический контейнер,
68 - изображение,
70 - гибкая вторичная печатная форма из фотополимерного материала,
72 - оттиск чёрной краской,
74 - изображение собаки,
76 - изображение животного из семейства кошачьих,
78 - декорированный металлический контейнер,
80 - гибкая вторичная печатная форма из фотополимерного материала,
82 - материал-подложка,
84 - изображение здания,
88 - декорированный металлический контейнер,
90 - гибкая вторичная печатная форма из композиции с насыщенной цепью полиметилена,
94 - первое изображение,
96 - второе изображение,
98 - шкала глубин,
100 - декорированный металлический контейнер,
102 - базовое покрытие,
106 - офсетное полотно, состоящее из известных материалов,
108 - изображение, сформированное на лицевой части офсетного полотна. известного из предшествующего уровня техники,
110 - лицевая часть,
112 - первый тканевый слой,
114 - компрессионный слой,
116 - второй тканевый слой,
118 - бумажная подкладка,
120 - декорированный металлический контейнер,
122 - декорированный металлический контейнер,
124 - изображение, перенесённое на контейнер с офсетного полотна, известного из предшествующего уровня техники.
Подробное описание
Настоящее изобретение имеет значительные преимущества в широком спектре областей деятельности. Намерение заявителя состоит в том, чтобы это описание и прилагаемые пункты формулы изобретения согласовывались с объёмом охраны, в соответствии с объёмом и сущностью изобретения, и раскрывались, несмотря на возможное возникновение языковых ограничений, накладываемых требованиями обращения к специфическим раскрываемым примерам. Чтобы ознакомить с изобретением специалистов в данной области техники, наиболее близко связанных с настоящим изобретением, здесь описывается предпочтительный вариант осуществления изобретения, который иллюстрирует наилучший режим, предполагаемый для практического осуществления описанного здесь изобретения со ссылками на прилагаемые чертежи, которые образуют часть описания. Показательный вариант осуществления изобретения описывается подробно без попыток описывать все различные формы и модификации, в которых изобретение может быть реализовано. По существу, описываемые здесь варианты осуществления изобретения являются иллюстративными, и как будет очевидно специалистам в данной области техники, могут быть изменены многочисленными способами, оставаясь в пределах объёма и сущности настоящего изобретения.
Хотя последующий текст формулирует подробное описание многочисленных различных вариантов осуществления изобретения, следует принимать во внимание, что подробное описание должно истолковываться только как показательное, и оно не описывает каждый возможный вариант осуществления изобретения, поскольку описание каждого возможного варианта осуществления изобретения было бы непрактичным, если не невозможным. Многочисленные альтернативные варианты осуществления изобретения могут быть реализованы с использованием или действующей технологии, или технологии, разработанной после даты подачи этой заявки, которая будет всё ещё попадать в пределы объёма формулы изобретения. В пределах того, что любой термин, цитируемый в формуле изобретения, в конце этого патента именуется в этом патенте таким образом, чтобы он был согласующимся с единственным значением, это делается только с целью ясности, а не для того чтобы сбивать с толку читателя, и не подразумевает, что такой термин, цитируемый в формуле изобретения, посредством ограничения, подтекста или иным образом относится к этому единственному значению.
На фиг. 1А и 1В иллюстрируется печатная форма 2А. Печатная форма 2А имеет лицевую часть 4 и заднюю часть 6. Одна или более областей 8 приема краски, адаптированных для приёма краски, формируются на лицевой части 4 с помощью любого способа, известного специалистам в данной области техники. Области 8 приема краски адаптируются для переноса краски на гибкую вторичную печатную форму 14 (иллюстрируется на фиг. 3-4). Области 8 приема краски печатной формы 2А переносят единственный тон, изображение, тип краски или текст на гибкую вторичную печатную форму 14 во время процесса печатания.
На печатной форме 2А могут формироваться одна или более областей 10 без краски. Области 10, не содержащие краску, могут быть сформированы с помощью гравирования, фрезерования, травления и/или удаления выбранных участков с лицевой части 4 печатной формы 2А, чтобы сформировать пониженные участки на лицевой части. Дополнительно или альтернативно, области 10, не содержащие краску, могут быть обработаны таким образом, чтобы они были гидрофильными для предотвращения налипания краски к печатной форме 2А, как известно специалистам в данной области техники. Области 10, не содержащие краску, не будут принимать или переносить краску на гибкую вторичную печатную форму 14. Хотя область 10, не содержащая краску, иллюстрируется на фиг. 1А как прямоугольная, специалистам в данной области техники понятно, что на печатной форме 2А может быть сформирована область 10, не содержащая краску, любой формы, такой как круг, квадрат, или звезда, неправильная форма и/или комбинация этих форм. Размер и местоположение области 10, не содержащей краску, также могут изменяться. Печатная форма 2А может иметь общее содержимое с другими печатными формами 2, используемыми в процессе печатания, чтобы формировать окончательное изображение, которое будет переноситься сначала на гибкую вторичную печатную форму, а затем на металлический контейнер 34. Кроме того, в одном варианте осуществления изобретения размер, местоположение и форма области 8А приема краски внутри области 10, не содержащей краску, выравнивается с размером, местоположением и формой изображений 18, сформированных на гибкой вторичной печатной форме 14. Соответственно, область 8А приема краски будет переносить краску на изображения 18, сформированные на гибкой вторичной печатной форме 14. В одном варианте осуществления изобретения область 8А приема краски больше по всем направлениям измерения приблизительно до 0,5 дюймов по сравнению с изображениями 18, сформированными на гибких вторичных печатных формах 14.
Печатные формы 2В также могут формироваться с рельефной зоной 12, как иллюстрируется на фиг. 2А и 2В. Рельефная зона 12 может быть сформирована посредством удаления участка на лицевой части 4 печатной формы 2В. Дополнительно или альтернативно, рельефная зона 12 может быть сформирована или обработана таким образом, чтобы она была гидрофильной, для предотвращения прилипания краски к печатной форме 2В. Рельефная зона 12 не будет принимать краску, и, следовательно, не будет переносить краску на гибкие вторичные печатные формы 14. Размер, местоположение и форма рельефной зоны 12 могут выравниваться с размером, местоположением и формой области 10, не содержащей краску, печатной формы 2А, как иллюстрируется на фиг. 1А и 1В. В одном варианте осуществления изобретения размер, местоположение и форма рельефной зоны 12 выравнивается с размером, местоположением и формой области 8А приема краски печатной формы 2А. Другими словами, рельефная зона 12 формируется по существу в том же месте печатной формы 2В, где область 8А приема краски печатной формы 2А. Однако во время работы печатная форма 2А не контактирует с печатной формой 2В, поскольку они прикрепляются на различных формных цилиндрах 26В, 26А машины-декоратора 24. Кроме того, в другом варианте осуществления изобретения размер, местоположение и форма рельефной зоны 12 выравнивается с размером, местоположением и формой изображений 18, сформированных на гибких вторичных печатных формах 14. Соответственно, рельефная зона 12 не будет переносить краску на изображения 18, сформированные на гибких вторичных печатных формах 14. В одном варианте осуществления изобретения рельефная зона 12 больше по всем измерениям приблизительно до 0,5 дюймов по сравнению с изображениями 18, сформированными на гибких вторичных печатных формах 14.
На каждой печатной форме 2 может быть сформирована более чем одна рельефная зона 12. Дополнительно или альтернативно, печатные формы 2 могут включать в себя как рельефные зоны 12, так и области 10, не содержащие краску. В одном варианте осуществления изобретения одна или более печатных форм 2 включают в себя лицевую часть 4, содержащую фотополимерный материал. Изображения, области 10, не содержащие краску, и рельефные зоны 12 могут быть сформированы на лицевой части печатной формы 2, содержащей фотополимерный материал, как описано ниже со ссылкой на фиг. 3 и 4.
После того как одна или более областей 8 приема краски, областей 10, не содержащих краску, и/или рельефных зон 12 сформированы на печатной форме 2, эта печатная форма 2 прикрепляется к формному цилиндру 26 машины-декоратора 24, обсуждаемого ниже в связи с фиг. 5. Необязательно, более чем один цвет краски, и одна или более специализированных красок могут использоваться с соответствующим красочным аппаратом 28 в процессе печатания, чтобы сформировать окончательное изображение. Каждый индивидуальный цвет краски и тип специализированной краски накладывается с помощью различных формных цилиндров 26. Печатные формы 2 каждого формного цилиндра 26 будут принимать только один цвет или тип специализированной краски от красочного аппарата 28, взаимосвязанного с каждым формным цилиндром 26. Как будут принимать во внимание специалисты в данной области техники, машина-декоратор 24 может включать в себя от приблизительно четырёх формных цилиндров 26 до приблизительно восемнадцати формных цилиндров 26. Каждый формный цилиндр 26 машины-декоратора 24 может работать таким образом, чтобы переносить изображение, содержащее различные цвета или тип краски к гибким вторичным печатным формам 14 передаточного цилиндра 32.
Фиг. 3А и 3В иллюстрируют гибкую вторичную печатную форму 14 перед тем, как на лицевой части 4 печатной формы будет сформировано изображение. В одном варианте осуществления изобретения гибкая вторичная печатная форма 14 состоит из единственного материала. Ранее указывался другой способ, в котором гибкая вторичная печатная форма 14 является однородной структурой, которая не формируется из слоистого материала (или слоёв) из различных материалов. В одном варианте осуществления изобретения гибкая вторичная печатная форма 14 не содержит тканей. В другом варианте осуществления изобретения гибкая вторичная печатная форма 14 не содержит нитей внутри единственного материала гибкой вторичной печатной формы 14. И наоборот, офсетные полотна известного уровня техники (показанные на фиг. 17А-17С) являются композитным материалом, содержащим несколько слоёв, причём каждый слой содержит различные материалы. Хотя гибкая вторичная печатная форма 14, которая иллюстрируется на фиг. 3А и 3В, имеет в общем прямоугольную форму, гибкие вторичные печатные формы 14 могут предлагаться с различными размерами и формами, которые подходят для использования с настоящим изобретением. В одном варианте осуществления настоящего изобретения гибкая вторичная печатная форма 14 имеет толщину от приблизительно 0,04 дюйма до приблизительно 0,01 дюйма. В другом варианте осуществления изобретения толщина гибкой вторичной печатной формы составляет от приблизительно 0,060 дюйма до приблизительно 0,090 дюйма. В другом варианте осуществления изобретения толщина гибкой вторичной печатной формы составляет приблизительно 0,05 дюйма. В ещё одном варианте осуществления изобретения толщина гибкой вторичной печатной формы составляет приблизительно 0,0725 дюйма. Как будет приниматься во внимание специалистами в данной области техники, гибкие вторичные печатные формы любой другой подходящей толщины также может использоваться с настоящим изобретением. По необязательному выбору, гибкие вторичные печатные формы могут включать в себя подкладку из лавсановой плёнки. Однако специалисты в данной области техники будут принимать во внимание, что подкладки из других материалов могут использоваться с гибкими вторичными печатными формами 14, или вообще подкладка может не использоваться. Кроме того, клейкая переводная лента или клейкая наклейка* могут добавляться на заднюю часть 6 гибкой вторичной печатной формы 14.
В одном аспекте настоящего изобретения гибкая вторичная печатная форма 14 может состоять, по меньшей мере частично, из соединения насыщенной цепи полиметилена, или других аналогичных материалов с аналогичными физическими свойствами. Гибкая вторичная печатная форма 14, состоящая из соединения насыщенной цепи полиметилена, имеет твёрдость между приблизительно 67 единиц твёрдости по шкале Шора (Shore A) на твердомере и приблизительно 90 единиц твёрдости по шкале Шора. В другом варианте осуществления изобретения гибкая вторичная печатная форма 14, состоящая из соединения насыщенной цепи полиметилена, имеет твёрдость между приблизительно 70 единиц твёрдости по шкале Шора на твердомере и приблизительно 74 единиц твёрдости по шкале Шора, и в более предпочтительном варианте осуществления изобретения - приблизительно 72 единицы твёрдости по шкале Шора на твердомере.
В одном варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы 14 содержит, по меньшей мере частично, каучук М-класса. Специалисты в данной области техники будут принимать во внимание, что каучук М-класса относится к резинам стандарта D-1418 Американского общества специалистов по испытаниям материалов (ASTM). В другом варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы 14 содержит, по меньшей мере частично, химическое соединение тройной этилен-пропилен-диеновый каучук, известный специалистам в данной области техники, как каучук на основе сополимера этилена, пропилена и диенового мономера (EPDM). Резина EPDM является долговечной синтетической резиной. В ещё одном варианте осуществления изобретения насыщенная цепь полиметилена гибкой вторичной печатной формы 14 содержит, по меньшей мере частично, химическое соединение этилен-пропиленового сополимера, известное специалистам в данной области техники, как EPM и/или каучук на основе EPM. В другом аспекте настоящего изобретения, по меньшей мере, лицевая часть 4 гибкой вторичной печатной формы 14 может состоять из гибких пластмассовых материалов.
В другом аспекте настоящего изобретения гибкая вторичная печатная форма 14 может состоять из фотополимерного материала. Подходящие гибкие фотополимерные печатные формы коммерчески доступны во множестве источников, как известно специалистам в данной области техники. Примерами гибких фотополимерных печатных форм, используемых для высококачественной печати на гибких упаковках, являются печатные формы Cyrel® NOWS и Cyrel® DPR изготовленные компанией DuPont™ и описанные в источнике: “DuPont™ Cyrel® NOWS, Rugged, High-Performance Analog Plate,” (устойчивая к воздействию внешних факторов аналоговая печатная форма высокой чёткости) доступном на сайте: http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/Cyrel_NOWS.pdf и “DuPont™ Cyrel® DPR, Robust Digital Plate for Highest Quality Printing,” доступном на сайте: http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/DP_Cyrel_DS_DPR_us_low.pdf, которые включены сюда во всей своей полноте путём ссылки. Другие примеры гибких вторичных печатных форм, состоящих из фотополимерного материала, описываются в источнике: “DuPont™ Cyrel® DFR: High Durometer Digital Plate (цифровая печатная форма высокой твёрдости,” доступном на сайте: http://www.dupont.com/content/dam/assets/products-and-services/printing-package-printing/PG/assets/NA/PDS-NA0031-EN-Cyrel_FAST_DFR-p.pdf, которые включены сюда во всей своей полноте путём ссылки. Другие гибкие вторичные печатные формы описываются на сайте: http://www.dupont.com/products-and-services/printing-package-printing/flexographic-platemaking-systems/brands/cyrel/products/sub-products/cyrel-dsp.html, который включён сюда во всей своей полноте путём ссылки.
В одном варианте осуществления изобретения гибкие фотополимерные печатные формы имеют твёрдость от приблизительно 40 единиц твёрдости на склероскопе со шкалой Шора (Shore A) до приблизительно 110 единиц твёрдости на склероскопе со шкалой Шора. В предпочтительном варианте осуществления изобретения твёрдость гибких фотополимерных печатных форм составляет от приблизительно 60 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 100 единиц твёрдости на склероскопе со шкалой Шора. В другом предпочтительном варианте осуществления изобретения твёрдость гибких фотополимерных печатных форм составляет от приблизительно 50 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 90 единиц твёрдости на склероскопе со шкалой Шора. По необязательному выбору, твёрдость может составлять от приблизительно 67 единиц твёрдости на склероскопе со шкалой Шора до приблизительно 90 единиц твёрдости на склероскопе со шкалой Шора. Одна более предпочтительная гибкая фотополимерная печатная форма имеет твёрдость между приблизительно 71 единиц твёрдости на склероскопе со шкалой Шора и приблизительно 81 единиц твёрдости на склероскопе со шкалой Шора. Другая предпочтительная гибкая фотополимерная печатная форма имеет твёрдость между приблизительно 64 единиц твёрдости на склероскопе со шкалой Шора и приблизительно 74 единиц твёрдости на склероскопе со шкалой Шора. В ещё одном варианте осуществления изобретения гибкая фотополимерная печатная форма имеет твёрдость на склероскопе со шкалой Шора между приблизительно 25 и 55 единиц. По необязательному выбору, по меньшей мере, одна гибкая вторичная печатная форма, состоящая из фотополимерного материала, может иметь твёрдость между приблизительно 76 единиц твёрдости на склероскопе со шкалой Шора и приблизительно 82 единиц твёрдости на склероскопе со шкалой Шора. В другом варианте осуществления изобретения, по меньшей мере, одна гибкая вторичная печатная форма, состоящая из фотополимерного материала, может иметь твёрдость между приблизительно 68 единиц твёрдости на склероскопе со шкалой Шора и приблизительно 74 единиц твёрдости на склероскопе со шкалой Шора. В ещё одном варианте осуществления изобретения, по меньшей мере, одна гибкая вторичная печатная форма, состоящая из фотополимерного материала, может иметь твёрдость на склероскопе со шкалой Шора между приблизительно 62 единиц твёрдости и приблизительно 68 единиц. Однако, гибкие вторичные печатные формы, состоящие из фотополимерного материала, которые являются более твёрдыми или более мягкими, могут использоваться со способом настоящего изобретения. В одном варианте осуществления изобретения твёрдость гибких фотополимерных печатных форм измеряется после того, как печатные формы и сформированное на ней изображение подверглись отверждению, как описывается ниже.
Гибкая фотополимерная печатная форма может быть изготовлена из любого фотоотверждаемого материала, выполнен ли он из полимера или нет. Одним из примеров является материал, отверждаемый с помощью ультрафиолетового излучения. Другим примером является материал, отверждаемый с помощью света с другой длиной волны, которая необязательно представляет ультрафиолетовое излучение. Хотя множество таких печатных форм в настоящее время изготавливаются из полимерных соединений, настоящее изобретение может применяться к печатным формам, изготовленным из любого материала и химического соединения, которое может отверждаться с помощью света с желаемой длиной волны. В одном варианте осуществления изобретения фотополимерная печатная форма состоит из эластомеров, которые отверждаются с использованием процесса полимеризации, катализированного с помощью света. В другом варианте осуществления изобретения фотополимерная печатная форма состоит из хлоропрена, перекрёстно сшитого с помощью триметилопропанового триакрилата. В ещё одном варианте осуществления изобретения фотополимерная печатная форма состоит из изопрен-стирольного каучука с полиакрилатом. Другие варианты осуществления изобретения могут использовать гибкие фотополимерные печатные формы, состоящие из других подходящих светоотверждаемых материалов, известных специалистам в данной области техники или разработанных в будущем.
Гибкие фотополимерные печатные формы первоначально использовались для создания графики высокого разрешения на гибких пластиковых упаковках (таких как мягкие пластиковые сумки для овощных и сельскохозяйственных продуктов), этикетках, наклейках, складных картонных коробках, и тканевых обёрточных материалах. В промышленности металлических контейнеров неизвестно использование гибких фотополимерных печатных форм вследствие значительных проблем, связанных с высокоскоростной печатью на внешней поверхности металлической подложки. Если более точно, то производственное оборудование для изготовления металлических контейнеров работает с некоторыми самыми быстрыми, если не самыми быстрыми, производственными линиями в промышленности контейнеров. Из-за высоких скоростей производственных линий, технологии или процессы декорирования, которые могут работать в других отраслях промышленности, или с контейнерами, сформированными из других материалов, необязательно работают на высоких скоростях, требуемых для производственных линий, изготавливающих металлические контейнеры.
На фиг. 4А-4С иллюстрируются гибкие вторичные печатные формы 14 со сформированными на них изображениями 18. Лицевые части 4 гибких вторичных печатных форм 14А, 14В включают в себя области 16 приема краски. В одном варианте осуществления изобретения области 16 приема краски определяют плоскость. Области 8 приема краски печатных форм 2, которые контактируют с областями 16 приема краски, будут переносить, по меньшей мере, некоторую часть краски к областям приема краски гибких вторичных печатных форм 14. Изображение 18А слова “BALL” формируется на гибкой вторичной печатной форме 14А. Изображение 18В спортивной футболки формируется на другой гибкой вторичной печатной форме 14В. В одном варианте осуществления изобретения, по меньшей мере, часть изображений 18А, 18В имеет глубину, которая располагается ниже, чем плоскость области 16 приема краски. В указанном выше другом способе в одном варианте осуществления изобретения никакие участки изображений 18А, 18В не выступают выше плоскости, определяемой областями 16 приема краски.
Процесс формирования изображения 18, которое должно быть отпечатано на внешней поверхности металлического контейнера, на гибких вторичных печатных формах 14 зависит от материала этой гибкой вторичной печатной формы. Когда гибкие вторичные печатные формы 14 состоят, по меньшей мере частично, из соединения насыщенной цепи полиметилена, изображение 18 формируется на (или переносится на) гибкой вторичной печатной форме 14 с помощью любого процесса, известного специалистам в данной области техники (или разработанного в будущем), включающего в себя, без ограничения, процесс прямого лазерного гравирования (DLE), механического или химического травления или процесса гравирования, процесса отталкивания краски, процесса штамповки или с помощью комбинации из этих процессов.
В процессе прямого лазерного гравирования (DLE), часть материала, содержащего насыщенную цепь полиметилена, гибкой вторичной печатной формы 14, отсекается, или удаляется иным образом, с помощью лазера. Время, требуемое для формирования изображения 18 на гибкой вторичной печатной форме 14, изменяется в зависимости от размера и сложности изображения, глубины и затенения изображения, а также от состава гибкой вторичной печатной формы. В одном варианте осуществления изобретения время обработки, требуемое для формирования изображения 18 в химическом соединении, содержащем насыщенную цепь полиметилена, с использованием процесса прямого лазерного гравирования (DLE), составляет от приблизительно 10 минут до приблизительно 3 часов.
Гибкая вторичная печатная форма 14 может быть закреплена на цилиндрической поверхности (не иллюстрируется) в то время, как изображение 18 формируется с использованием процесса прямого лазерного гравирования (DLE). Цилиндрическая поверхность имеет радиус кривизны, приблизительно равный радиусу кривизны передаточного цилиндра 32 машины-декоратора 24 (иллюстрируется на фиг. 5). Формирование изображения 18 в материале, содержащем насыщенную цепь полиметилена, с использованием процесса прямого лазерного гравирования (DLE), аналогично использованию лазерного гравирования и режущей системы, такой как лазер Epilog, чтобы прожигать изображение в подложке. Однако процесс DLE предлагает более высокое разрешение изображения и способность контролировать высоту экранированных точек, которые составляют изображение 18, (эта высота известна как “dot deck height”). И наоборот, офсетные полотна известного уровня техники, такие как офсетные полотна, показанные на фиг. 17, легко плавятся. Вследствие этого, офсетные полотна известного уровня техники не позволяют формирование изображений с тонкими точками, которые должны быть сформированы на таком полотне, такие как те, которые сформированы с использованием гибкого вторичного полотна 14, содержащего, по меньшей мере частично, насыщенную цепь полиметилена.
В процессе травления или гравирования, заданные участки материала, содержащего насыщенную цепь полиметилена, гибкой вторичной печатной формы 14 удаляются, чтобы формировать изображение 18. В процессе механического травления или гравирования для удаления заданных участков материала гибкой вторичной печатной формы 14 используется инструмент. Инструмент может включать в себя режущий инструмент, вращающуюся сменную режущую пластину, абразивный инструмент, струйный инструмент, или любой другой тип инструмента, который может работать для удаления заданного количества материала с лицевой части 4 гибкой вторичной печатной формы 14. Струйный инструмент может направлять поток высокого давления на лицевую часть 4 гибкой вторичной печатной формы 14. Поток высокого давления струйного инструмента может включать в себя, по меньшей мере, один из компонентов: газ, жидкость, и твёрдое вещество, выбранное таким образом, чтобы удалять резину с лицевой части 4 гибкой вторичной печатной формы 14. По необязательному выбору инструмент может нагреваться до заданной температуры, когда изображение 18 формируется на гибкой вторичной печатной форме 14.
В процессе химического травления или гравирования для удаления заданных участков материала гибкой вторичной печатной формы 14 используется химический реактив. Защитный материал может накладываться на материал гибкой вторичной печатной формы 14, чтобы гарантировать, что химический реактив только контактирует и удаляет заданные участки материала, содержащего насыщенную цепь полиметилена, чтобы сформировать изображение 18. Защитный материал выбирается таким образом, чтобы прилипать к материалу, при этом он должен быть нейтральным по отношению к химическому реактиву, чтобы защищать области материала, не являющиеся областями изображения, которые содержат насыщенную цепь полиметилена. В одном варианте осуществления изобретения защитный материал может накладываться на всю лицевую поверхность 4 гибкой вторичной печатной формы 14. Затем защитный материал выборочно удаляется из областей, формирующих изображение 18. В другом варианте осуществления изобретения защитный материал накладывается только на области, не являющиеся областями изображения, на лицевой части 4 гибкой вторичной печатной формы 14. Затем химический реактив накладывается на лицевую часть 4 и контактирует с областями изображения, не защищёнными защитным материалом. После заданного периода времени химический реактив удаляется или нейтрализуется и защитный материал удаляется с гибкой вторичной печатной формы 14. По необязательному выбору гибкая вторичная печатная форма 14 может быть, по меньшей мере частично, погружена в ванну с химическим реактивом. В другом варианте осуществления изобретения защитный материал не используется и химический реактив выборочно накладывается на заданные участки материала, содержащего насыщенную цепь полиметилена гибкой вторичной печатной формы 14.
Когда изображение 18 формируется с использованием процесса отталкивания краски, заданные участки гибкой вторичной печатной формы 14 адаптируются таким образом, чтобы они были восприимчивыми или отталкивающими по отношению к краске. В одном варианте осуществления изобретения химический реактив или материал, который отталкивает или притягивает краску, накладывается на заданные участки гибкой вторичной печатной формы 14 для формирования изображения 18. В другом варианте осуществления изобретения, перед тем, как изображение 18 формируется на гибкой вторичной печатной форме 14, на лицевую часть 4 печатной формы наносится покрытие, которое отталкивает или притягивает краску. Заданные участки покрытия выборочно удаляются с гибкой вторичной печатной формы 14, чтобы формировать изображение 18. Изображение, сформированное с использованием процесса отталкивания краски, состоит из областей, которые притягивают краску, и других областей, которые отталкивают краску. В одном варианте осуществления изобретения изображение 18 может включать в себя области, которые притягивают (или отталкивают) по меньшей мере один тип краски, и отталкивают (или притягивают) по меньшей мере один другой тип краски.
В процессе штамповки изображение 18 сначала формируется на поверхности основного материала. Основной материал может содержать металл, пластик, фотополимерный материал, или любой другой подходящий материал. Материал, содержащий насыщенную цепь полиметилена лицевой части 4 гибкой вторичной печатной формы 14, штампуется против изображения на основном материале в течение заданного периода времени, чтобы переносить изображение с основного материала на гибкую вторичную печатную форму 14. Затем гибкая вторичная печатная форма 14 удаляется из основного материала. Резина гибкой вторичной печатной формы 14, и/или основной материал, могут нагреваться перед тем, как гибкая вторичная печатная форма 14 штампуется на основном материале. В одном варианте осуществления изобретения гибкая вторичная печатная форма 14 и основной материал нагреваются до температуры приблизительно 310°F. В другом варианте осуществления изобретения гибкая вторичная печатная форма 14 и основной материал прессуются вместе при давлении приблизительно 1000 фунтов на квадратный дюйм (psi).
После того, как изображение 18 сформировано на гибкой вторичной печатной форме 14, эта печатная форма может быть почищена с помощью любого подходящего способа для удаления остатков продукта с лицевой части 4. В одном варианте осуществления изобретения для удаления остатков продукта с гибкой вторичной печатной формы 14 используется сжатый газ. В другом варианте осуществления изобретения остатки продукта удаляются с гибкой вторичной печатной формы 14 с помощью жидкости, такой как вода или растворитель.
Когда изображение 18 формируется на лицевой части 4 гибкой вторичной печатной формы 14, эта лицевая часть 4 может иметь рельефные зоны 20, которые не будут принимать краску, и область изображения 18, которое будет принимать краску. Изображение 18, сформированное на гибкой вторичной печатной форме 14, может быть трёхмерным и имеет различные глубины на лицевой части 4. Как описывалось выше, в одном варианте осуществления изобретения области 16 приема краски лицевой части 4 определяют плоскость. По меньшей мере часть изображения 18 имеет глубину, которая находится ниже, чем плоскость, определяемая областью 16 приема краски. Говоря другими словами, в одном варианте осуществления изобретения никакие части изображения 18 не выступают выше плоскости, определяемой областью 16 приема краски. В одном варианте осуществления изобретения изображение 18, или участки этого изображения, могут иметь глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов по отношению к плоскости лицевой части 4. В более предпочтительном варианте осуществления изобретения глубина изображения 18, или внутренних участков изображения 18, составляет от приблизительно 0,001 дюймов до приблизительно 0,084 дюймов.
Когда гибкие вторичные печатные формы 14 состоят, по меньшей мере частично, из фотополимерного материала, изображения 18А, 18В формируются из облучённого и затвердевшего материала гибких фотополимерных печатных форм с помощью процесса CTP (computer-to-plate, "компьютер - печатная форма") прямого экспонирования на печатные формы, традиционного процесса облучения печатных форм, или любого другого подходящего способа. Отрезок лавсановой плёнки обычно используется в качестве подкладки для гибкой фотополимерной печатной формы 14, хотя другие материалы, известные специалистам в данной области техники, также могут использоваться в качестве подкладки. Формируется изображение 18, которое должно быть отпечатано на внешней поверхности металлического контейнера.
В традиционном процессе облучения печатной формы создаётся негативная плёнка изображения 18. Негативная плёнка размещается на заданном участке лицевой части 4 гибкой фотополимерной печатной формы 14. Затем гибкая фотополимерная печатная форма с негативной плёнкой размещается на облучающем устройстве, которое облучает гибкую фотополимерную печатную форму и негативную плёнку источником света. Негативная плёнка действует как негативная маска, которая блокирует некоторую часть света и предотвращает достижение светом лицевой части 4 гибкой фотополимерной печатной формы 14. Излучённый свет проходит через прозрачные области негативной плёнки и материал гибкой фотополимерной печатной формы 14 затвердевает. Продолжительность облучения источником ультрафиолетового света может находиться в диапазоне от приблизительно 0,01 минуты до приблизительно 10 минут.
Материал лицевой части 4 гибкой фотополимерной печатной формы 14 затвердевает в тех областях, где свет проходит через негативную плёнку и падает на лицевую часть 4. Участки гибкой фотополимерной печатной формы 14, которые не покрыты негативной плёнкой, также облучаются светом и затвердевают. Материал лицевой части 4 гибкой фотополимерной печатной формы 14, находящийся под областями негативной плёнки, которые блокируют свет, или некоторую часть света, остаются необлучёнными и мягкими.
С использованием процесса CTP прямого экспонирования на печатные формы, изображение 18 переносится непосредственно на гибкую фотополимерную печатную форму 14 в цифровом устройстве формирования изображений. Цифровое устройство формирования изображений отсекает, или иным образом удаляет участки непрозрачной маски, покрывающей лицевую часть 4 гибкой фотополимерной печатной формы 14, чтобы формировать негатив изображения 18. Затем гибкая фотополимерная печатная форма 14 помещается в облучающее устройство, которое облучает гибкую фотополимерную печатную форму 14 источником света. Облучающее устройство может быть таким же, или аналогичным облучающему устройству, используемому в традиционном процессе облучения печатной формы, описанном выше. Участки покрывающей маски, которые не были удалены, по меньшей мере частично, блокируют свет и предотвращают достижение светом (или уменьшают количество света, достигающего материала) лицевой части 4 гибкой фотополимерной печатной формы 14. Фотополимерный материал гибкой фотополимерной печатной формы 14 под остающимися участками покрывающей маски остаётся необлучённым и мягким. Свет от облучающего устройства контактирует с полимерным материалом гибкой фотополимерной печатной формы 14 в областях изображения, где покрывающая маска была удалена, и отверждает материал гибкой фотополимерной печатной формы 14. Продолжительность облучения источником ультрафиолетового света может находиться в диапазоне от приблизительно 0,01 минуты до приблизительно 10 минут. Пример процесса CTP прямого экспонирования на печатные формы описывается в работе “Advancing Flexography, The Technical Path Forward” («Передовая флексография, прогрессивный технический путь развития»), написанной авторами Рей Бодвелл (Ray Bodwell) и Ян Шварфенберг (Jan Scharfenberg), которая доступна на сайте: http://www2.dupont.com/Packaging_Graphics/en_US/assets/downloads/pdf/AdvFlexo_Brochure.pdf, и которая включена сюда во всей своей полноте путём ссылки. Примеры подходящих цифровых устройств формирования изображений описываются в работе “Cyrel™ Digital flex plate Imagers (CDI)” (Цифровые устройства формирования изображений “Cyrel™”) которая доступна на сайте: http://www2.dupont.com/Packaging_Graphics/en_GB/assets/downloads/pdf/CDI_family_English.pdf, и которая включена сюда во всей своей полноте путём ссылки.
Как только изображение 18 переносится на гибкую фотополимерную печатную форму 14 с использованием процесса CTP прямого экспонирования на печатные формы, или традиционного процесса облучения печатной формы, мягкий необлучённый полимерный материал на лицевой части 4 гибкой фотополимерной печатной формы 14 удаляется. В одном варианте осуществления изобретения гибкая фотополимерная печатная форма 14 помещается в моющую станцию. Необлучённый мягкий полимерный материал на необлучённых областях лицевой части 4 гибкой фотополимерной печатной формы 14 удаляется с помощью промывания и оттирания лицевой части 4. Моющая станция может включать в себя или воду, или растворитель, такой как Cyrel Nutre-Clean. Следует принимать во внимание, что другие растворы и растворители также могут использоваться на моющих станциях. В другом варианте осуществления изобретения необлучённый полимерный материал удаляется с лицевой части 4 с помощью устройства для последующей обработки, которое не использует растворители и/или другие жидкости. Устройство для последующей обработки может использовать тепловую энергию и валик проявителя для удаления необлучённого полимерного материала. После удаления мягкого необлучённого полимерного материала гибкая фотополимерная печатная форма 14 может подвергнуться световому облучению второй раз для завершения полимеризации и для того, чтобы гарантировать, что все области гибкой фотополимерной печатной формы 14 были отверждены, а также для достижения максимальной износостойкости.
Когда необлучённый мягкий полимерный материал на областях лицевой части 4 гибкой фотополимерной печатной формы 14 был удалён, лицевая часть 4 будет иметь рельефные зоны 20, которые не будут принимать краску, и затвердевшие области, формирующие изображения 18, которые могут принимать краску. Изображение 18, сформированное на гибкой фотополимерной печатной форме 14, может быть трёхмерным и иметь различные глубины на лицевой части 4, в зависимости от количества света, который проходит через негативную плёнку или защитное покрытие. Изображение 18, или участки изображения 18, имеют глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов. В более предпочтительном варианте осуществления изобретения глубина изображения 18, или глубина внутренних участков изображения 18, находятся в диапазоне от приблизительно 0,001 дюйма до приблизительно 0,084 дюймов.
В некоторых вариантах осуществления изобретения гибкие фотополимерные печатные формы 14 также могут вытравливаться или гравироваться на лицевой части 4 перед, во время, или после процесса затвердевания, чтобы формировать один или более дополнительных углублённых участков. Вытравленные или гравированные области могут формироваться с использованием лазера или любых других средств, известных специалистам в данной области техники.
Как для гибких вторичных печатных форм 14, состоящих из насыщенной цепи полиметилена, так и для печатных форм 14, состоящих из фотополимерного материала, изображения 18 имеют максимальную толщину, равную первоначальной толщине гибкой вторичной печатной формы 14. Например, как иллюстрируется на вертикальной проекции с разрезом на фиг. 4С, в одном варианте осуществления изобретения гибкая вторичная печатная форма 14В состоит из единственного материала от лицевой части 4 до задней части 6. И наоборот, в офсетных полотнах 106 известного уровня техники, которые иллюстрируются на фиг. 17А-17С, глубина изображения ограничивается только внешним слоем слоистого материала офсетного полотна. Таким образом, гибкие вторичные печатные формы 14, состоящие из соединения, содержащего, по меньшей мере частично, насыщенную цепь полиметилена, или состоящие из фотополимерного материала, предлагают больше возможных вариантов для формирования изображений по сравнению с офсетными полотнами известного уровня техники.
Изображения 18 могут быть окружены рельефными зонами 20. Когда гибкая вторичная печатная форма 14 состоит, по меньшей мере частично, из фотополимерного материала, рельефные зоны 20 содержат участки фотополимерного материала, которые не были облучены и поэтому остались мягкими. Необлучённый мягкий материал гибких фотополимерных печатных форм по существу удаляется, чтобы сформировать рельефные зоны 20. Размер, местоположение и форма рельефной зоны 20, сформированной на гибких вторичных печатных формах 14, может выравниваться по размеру, местоположению и форме с областью 10, свободной от краски печатной формы 2А, проиллюстрированной на фиг. 1А, и рельефной зоны 12 печатной формы 2В, проиллюстрированной на фиг. 2А.
В одном варианте осуществления изобретения размер, местоположение и форма изображения 18, сформированного на гибких вторичных печатных формах 14, выравнивается с размером, местоположением и формой области 8А приема краски печатной формы 2А, проиллюстрированной на фиг. 1. Говоря другими словами, когда гибкие вторичные печатные формы 14 прикрепляются на передаточном цилиндре 32 машины-декоратора 24 и печатная форма 2А прикрепляется на формном цилиндре 26А, область 8А приема краски будет контактировать и переносить, по меньшей мере, некоторую часть краски на изображение 18 на одной из гибких вторичных печатных форм 14.
Кроме того, размер, местоположение и форма изображения 18, сформированного на гибких вторичных печатных формах 14, может по необязательному выбору выравниваться с размером, местоположением и формой рельефной зоны 12 печатной формы 2В, проиллюстрированной на фиг. 2. Соответственно, когда печатная форма 2В прикрепляется на формном цилиндре 26В машины-декоратора 24, рельефная зона 12 не будет контактировать и переносить краску на изображение 18 гибких вторичных печатных форм 14.
Рельефные зоны 20 гибких вторичных печатных форм 14 не будут принимать краску от печатных форм 4 и могут использоваться для создания специфических недекорированных областей (или областей, свободных от краски) на металлическом контейнере. Изображение 18 может включать в себя рельефную зону 20С, которая не будет принимать краску, а также может включать в себя экранированные области 22, которые принимают меньше краски, чем другие участки изображения, как проиллюстрировано на фиг. 4В. Хотя фиг. 4А, 4В и 4С иллюстрируют изображения 18, окружённые рельефными зонами 20, следует принимать во внимание, что изображение 18 может быть сформировано на гибкой вторичной печатной форме 14, на которой отсутствует рельефная зона, окружающая изображение 18, как показано на фиг. 6А и 6В. Кроме того, специалисты в данной области техники будут принимать во внимание, что рельефная зона 20 может иметь любые желаемые размер и форму, при этом на гибкой вторичной печатной форме 14 может быть сформирована более чем одна рельефная зона 20.
После того, как изображение 18 было сформировано на лицевой части 4 гибкой вторичной печатной формы 14, клейкая переводная лента или клейкая наклейка* могут добавляться к лавсановой части или другой подкладки на задней части 6 гибкой вторичной печатной формы 14. Подходящая клейкая наклейка доступна из большого многообразия коммерческих поставщиков. В одном варианте осуществления изобретения толщина клейкой наклейки составляет приблизительно 2,0 мил (или приблизительно 0,002 дюйма). В другом варианте осуществления изобретения толщина клейкой наклейки составляет приблизительно 15 мил (или приблизительно 0,015 дюймов). Гибкая вторичная печатная форма 14 с клейкой стороной на заднем участке 6 в этом случае прикрепляется к передаточному цилиндру 32 машины-декоратора 24.
Хотя на фиг. 1-4 это не проиллюстрировано, специалисты в данной области техники будут принимать во внимание, что одна или более печатных форм 2 и/или гибких вторичных печатных форм 14, могут иметь области регистрации печати, которые используются для отслеживания регистрации различных цветов или специализированных красок, отпечатываемых различными печатными формами 2, 14 для формирования изображения на металлическом контейнере. Например, области регистрации печати могут обеспечиваться на печатных формах 2 и/или гибких вторичных печатных формах 14, чтобы отслеживать расположение и выравнивание отпечатываемого содержимого на металлических контейнерах.
На фиг. 5 иллюстрируется машина-декоратор 24, использующий гибкие вторичные печатные формы 14 и специализированные краски для формирования множества изображений 18 на металлических контейнерах 34. Машина-декоратор 24 включает в себя, по меньшей мере, один формный цилиндр 26. Следует принимать во внимание, что машина-декоратор 24 может иметь любое количество формных цилиндров 26. В одном варианте осуществления изобретения машина-декоратор 24 включает в себя от приблизительно четырёх формных цилиндров 26 до приблизительно восемнадцати формных цилиндров 26.
Одна или более печатных форм 2 прикрепляются к каждому из формных цилиндров 26. Дополнительно или альтернативно, печатная форма 2 может быть втулкой или цилиндром, которые обворачиваются вокруг окружности формного цилиндра 26. Формные цилиндры 26 действуют таким образом, чтобы вращаться в первом направлении. Красочные аппараты 28 с валиками 30 взаимодействуют с каждым формным цилиндром 26. Валики 30 каждого из красочных аппаратов 28 переносят один цвет краски или тип специализированной краски к областям 8 приема краски печатных форм 2.
Как обсуждалось выше, специализированные краски включают в себя, но не ограничиваясь этим, следующие краски: термохромная краска, фотохромная краска, ароматическая термохромная краска, флуоресцентная краска, ультрафиолетовая краска, краска в невидимом диапазоне излучения, инфракрасная краска, фосфоресцентная краска, чувствительная к давлению краска, тактильная краска, термотактильная краска, лейкокраситель, матовая краска, и любой другой тип краски, красителя или лака, который изменяет внешний вид, цвет, и/или текстуру в ответ на изменения температуры, или воздействие света, или давления. Специализированные краски и способы их использования раскрываются в следующих документах: патент США No. 4 889 560, патент США No. 5 502 476, патент США No. 5 591 255, патент США No. 5 919 839, патент США No. 6 139 779, патент США No. 6 174 937, патент США No. 6 196 675, патент США No. 6 309 453, патент США No. 6 494 950, патент США No. 7 810 922, патент США No. 8 409 698, опубликованная патентная заявка США 2012/0238675, опубликованная патентная заявка США 2013/0075675, опубликованная патентная заявка США 2013/0105743, опубликованная патентная заявка США 2013/0231242, опубликованная патентная заявка США 2012/0315412, опубликованная патентная заявка США 2013/0340885, опубликованная патентная заявка США 2014/0039091, опубликованная патентная заявка США 2014/0072442, опубликованная патентная заявка США 2014/0187668, опубликованная патентная заявка США 2014/0210201, опубликованная патентная заявка США 2014/0212654, опубликованная патентная заявка США 2014/0272161, и международная публикация No. WO 2014/096088, которые включены сюда во всей своей полноте путём ссылки.
Первый цвет краски или тип специализированной краски может накладываться на печатные формы 2А первого формного цилиндра 26А, а второй цвет краски или тип специализированной краски может накладываться на печатные формы 2В второго формного цилиндра 26В. Большее количество цветов краски и типов специализированной краски могут использоваться в том случае, если обеспечиваются дополнительные формные цилиндры 26. В одном варианте осуществления изобретения машина-декоратор 24 включает в себя от 4 до 18 формных цилиндров 26 и от 4 до 18 красочных аппаратов 28, каждый из которых может работать таким образом, чтобы накладывать различные цвета краски или тип специализированной краски на заданный участок печатной формы 2. В более предпочтительном варианте осуществления изобретения машина-декоратор 24 включает в себя от 6 до 18 формных цилиндров и от 6 до 18 красочных аппаратов 28, каждый из которых может работать таким образом, чтобы накладывать различные цвета краски или тип специализированной краски на заданный участок печатной формы 2.
В примере, проиллюстрированном на фиг. 5, печатные формы 2В второго формного цилиндра 26В включают в себя общее содержимое, изображение 33 в виде букв “Please Recycle” (пожалуйста, отдайте в переработку) в областях 8 приема краски, которые будут переноситься на все гибкие вторичные печатные формы 14. Однако, как будет приниматься во внимание специалистами в данной области техники, печатные формы 2В не должны включать в себя изображение. Например, печатные формы 2В могут переносить краску на гибкие вторичные печатные формы 14 без перенесения изображения на гибкие вторичные печатные формы 14. Говоря другими словами, печатные формы 2 могут переносить краску без слов или других знаков на гибкие вторичные печатные формы 14. Первый и второй формные цилиндры 26А, 26В могут включать в себя печатные формы 2 с одной или более рельефными зонами 12 и областями 10, не содержащими краску.
В одном варианте осуществления изобретения рельефная зона 12 может быть сформирована в том же самом положении всех печатных форм 2В, закрепленных на втором формном цилиндре 26В. Другая часть печатных форм 2В формирует область 8 приема краски, которая может включать в себя изображение 33. В одном варианте осуществления изобретения изображение 33, сформированное на области 8 приема краски печатной формы 2В, может включать в себя текст. Например, как иллюстрируется на фиг. 5, изображение 33, содержащее буквы “Please Recycle”, формируется на области 8 приема краски печатных форм 2В. Специалисты в данной области техники будут принимать во внимание, что на области 8 приема краски печатных форм 2В могут быть сформированы другой текст или изображения.
Рельефные зоны 12, сформированные на печатных формах 2В, не принимают краску от красочных аппаратов 28В и не переносят краску к гибким вторичным печатным формам 14. Область 8 приема краски печатных форм 2В будет принимать и может переносить краску к гибким вторичным печатным формам 14. Продолжая этот пример, печатные формы 2А, закрепленные на первом формном цилиндре 26А могут включать в себя область 8А приема краски. Область 8 приема краски может быть сформирована в заданном положении печатных форм 2А, в результате чего краска, помещённая на область 8А приема краски, будет переноситься на все изображения 18 гибких вторичных печатных форм 14, которые контактируют с областью 8А приема краски лицевой части 4 печатных форм 2А.
В одном варианте осуществления изобретения область 8А приема краски печатных форм 2А выравнивается с рельефной зоной 12 печатных форм 2В. Однако, специалисты в данной области техники будут принимать во внимание, что во время функционирования машины-декоратора 24, печатные формы 2А, закрепленные на первом формном цилиндре 26А, не контактируют с печатными формами 2В, прикреплёнными к формному цилиндру 26В. В другом варианте осуществления изобретения область 8А приема краски печатных форм 2А выравнивается с изображениями 18, сформированными на гибких вторичных печатных формах 14. Соответственно, во время функционирования машины-декоратора 24, участки области 8А приема краски печатных форм 2А, которые контактируют с гибкими вторичными печатными формами 14, будут переносить, по меньшей мере некоторую часть краски к гибким вторичным печатным формам 14. По необязательному выбору, область 8А приема краски печатных форм 2А и рельефная зона 12 печатных форм 2В могут быть больше, чем изображения 18 гибких вторичных печатных форм 14 на заданную величину.
Дополнительно или альтернативно, одна или более печатных форм 2 могут переносить различные цвета краски и типы специализированной краски к тому же самому местоположению гибких вторичных печатных форм 14. Таким образом, различные цвета краски и типы специализированной краски могут переноситься от одной или более печатных форм 2 к тому же самому местоположению гибких вторичных печатных форм 14 в перекрывающихся слоях.
Машина-декоратор 24 также включает в себя передаточный цилиндр 32, к которому прикрепляются одна или более гибких вторичных печатных форм 14. По необязательному выбору, в одном варианте осуществления изобретения положение гибких вторичных печатных форм 14 на передаточном цилиндре 32 может изменяться на заданную величину как в осевом направлении, так и в радиальном, а также выравниваться с областью 8А приема краски печатной формы 2А. Дополнительно или альтернативно, одна или более гибких вторичных печатных форм 14 может быть втулкой или цилиндром фотополимерного материала, или втулкой из соединения насыщенной цепи полиметилена, которая обворачивается вокруг окружности передаточного цилиндра 32.
Передаточный цилиндр 32 вращается во втором направлении, противоположном первому направлению вращения формных цилиндров 26. Каждая из гибких вторичных печатных форм 14 может иметь различные, сформированные на ней изображения 18. Например, гибкие вторичные печатные формы 14, проиллюстрированные на фиг. 5, включают в себя сформированные на них изображение 18В спортивной футболки, изображение 18С звёздочки, изображение 18D буквы «Х», и изображение 18Е вспышки молнии.
Изображения 18 на гибких вторичных печатных формах 14 могут быть сформированы в местоположениях, соответствующих, или выровненных с рельефными зонами 12 печатных форм 2В и областями 8А приема краски печатных форм 2А. Изображения 18 на гибких вторичных печатных формах 14 могут быть негативами (сформированными с помощью рельефных зон 20, которые не будут принимать краску), оставляющими области, не содержащие краску, на декорированном металлическом контейнере 34. Альтернативно, изображения 18 могут быть позитивными изображениями, которые будут принимать краску, когда изображения 18 контактируют с одной или более областей 8 приема краски печатных форм 2, которые принимают краску от красочного аппарата. Примеры позитивного изображения 94 и негатива 96 того же самого изображения, которые переносятся на металлический контейнер 100 с использованием гибкой вторичной печатной формы 90, состоящей, по меньшей мере частично, из химического соединения, включающего в себя насыщенную цепь полиметилена, обеспечиваются на фиг. 16А-16С.
Для гибкой вторичной печатной формы 14, сформированной, по меньшей мере частично, из фотополимерного материала, позитивная часть изображения формируется с помощью облучённых, затвердевших областей гибких вторичных печатных форм 14. Позитивные части изображения, сформированного на гибкой вторичной печатной форме 14, которое формируется, по меньшей мере частично, из соединения, содержащего насыщенную цепь полиметилена, составляют части лицевой поверхности 4 гибкой вторичной печатной формы 14, которая не удаляется во время процесса формирования изображения, или областей, адаптированных для привлечения краски. Изображения 18 также могут включать в себя комбинации из негативных и позитивных областей. Специалистам в данной области техники будет понятно, что позитивная часть изображения будет накладывать краску на металлический контейнер 34, а негативное изображение означает отсутствие краски в отпечатанной или позитивной части изображения.
Формные цилиндры 26 вращаются в первом направлении, а передаточный цилиндр 32 вращается синхронно во втором направлении, противоположном первому направлению, чтобы вводить печатные формы 2 в контакт с гибкими вторичными печатными формами 14. Краска переносится на области 16 приема краски и изображения 18 гибких вторичных печатных форм 14, которые контактируют с покрытыми краской областями 8, 8А приема краски печатных форм 2. Проявление главного изображения осуществляется на покрытых краской печатных формах 2, а вторичное изображение создаётся с помощью гибких вторичных печатных форм 14. Гибкие вторичные печатные формы 14 могут иметь области 16 приема краски, которые являются общими для всех гибких вторичных печатных форм 14. Области, в которых изображения 18 формируются на гибких вторичных печатных формах 14, такие как изображения 18А, 18В, проиллюстрированные на фиг. 4А и 4В, будут создавать специальные области с краской для каждой гибкой вторичной печатной формы 14. Процесс аналогичен работе подушечки для штемпельной краски и резинового штампа, где только приподнятые участки резинового штампа собирают краску со штемпельной подушечки и переносят краску на подложку, как изображение. Рельефные зоны 20 гибких вторичных печатных форм 14, если они представлены, не будут принимать краску от печатных форм 2. Только изображения 18 и/или области 16 приема краски гибких вторичных печатных форм 14 будут принимать краску от печатных форм 2 и переносить эту краску на поверхность металлических контейнеров 34. Посредством использования гибких вторичных печатных форм 14 со сформированными на них различными изображениями 18, полностью различные изображения 18 будут отпечатаны на каждом из металлических контейнеров 34. В результате этого множество литографических изображений создаются из единственного набора печатных форм 2 на формных цилиндрах 26 машины-декоратора 24. Процесс использует сплошные и экранированные изображения 18 высокого разрешения, сформированные на гибких вторичных печатных формах 14, в результате чего специализированная краска переносится на металлические контейнеры 34.
В процессе работы металлический контейнер 34 подаётся к опорному цилиндру 38 с помощью конвейера 36 или других средств из местоположения или сооружения 42 для хранения. Опорный цилиндр 38 имеет множество удерживающих позиций 40, адаптированных для приёма и удерживания металлического контейнера 34 в заданном положении, выровненном с гибкими вторичными печатными формами 14. Удерживающие позиции 40 позволяют удерживать металлические контейнеры 34 в стационарном положении, а также могут поворачивать металлические контейнеры 34 вокруг продольной оси каждого контейнера. Когда передаточный цилиндр 32 поворачивается во втором направлении, гибкие вторичные печатные формы 14 поворачиваются с заданным выравниванием по отношению к печатным формам 2, прикреплённым к формным цилиндрам 26. Гибкие вторичные печатные формы 14 принимают, по меньшей мере, некоторую часть краски посредством контактирования печатных форм 2А, 2В каждого из формных цилиндров 26А, 26В.
Передаточный цилиндр 32 продолжает поворачиваться во втором направлении, а опорный цилиндр 38 поворачивается синхронно в первом направлении, чтобы привести внешнюю поверхность 44 металлического контейнера 34 во вращательный контакт с содержащей краску гибкой вторичной печатной формой 14, прикреплённой к передаточному цилиндру 32. Затем краска переносится от гибкой вторичной печатной формы 14 на внешнюю поверхность 44 металлического контейнера 34. Хотя на фиг. 5 иллюстрируется опорный цилиндр 38, следует принимать во внимание, что могут использоваться другие средства для поддержки металлических контейнеров 34 и приведения их внешней поверхности 44 в контакт с гибкими вторичными печатными формами 14, такие как оправочное колесо или конвейерная лента.
После того, как краска переносится на металлический контейнер 34, по необязательному выбору узел 48 для нанесения лака может накладывать на металлический контейнер 34 верхний слой лака. Верхний слой лака может содержать специализированную краску. При необходимости, краска и/или верхний слой лака может подвергаться отверждению с помощью узла 50 отверждения посредством любого способа, известного специалистам в данной области техники. В одном варианте осуществления изобретения узел 50 отверждения может использовать одно или более из следующих средств: тепловую энергию, ультрафиолетовую энергию и пучок электронов для отверждения краски и/или верхнего слоя лака на металлическом контейнере 34.
На фиг. 5 также иллюстрируются два декорированных металлических контейнера 34А, 34В. Каждый из декорированных металлических контейнеров 34 включает в себя общее изображение 33 “Please Recycle”, которое переносится с печатной формы 2В. Контейнер 34А включает в себя отдельное содержимое – изображение 18В спортивной футболки, а контейнер 34В включает в себя отдельное изображение 18С звёздочки. В одном варианте осуществления изобретения каждое из изображений 18В, 18С формируется из первой краски, которая переносится из области 8А приема краски печатных форм 2А, прикреплённых к первому формному цилиндру 26А. Общее изображение 33 на каждом контейнере 34А, 34В формируется из второй краски, которая переносится от печатных форм 2В, прикреплённых ко второму формному цилиндру 26В. Специалисты в данной области техники будут принимать во внимание, что по меньшей мере одна из красок из числа первой и второй красок может содержать специализированную краску, как описывалось выше.
Машины-декораторы 24, используемые в коммерческой промышленности металлических контейнеров, в общем имеют передаточный цилиндр 32 с прикреплёнными индивидуальными гибкими вторичными печатными формами 14 в количестве между приблизительно 4 и 12. Когда каждая из гибких вторичных печатных форм 14 в количестве между приблизительно 4 и 12 имеет сформированное на ней отдельное изображение 18, машина-декоратор 24 может создавать от 4 до 12 различных литографических изображений без замены печатных форм 2. Настоящее изобретение будет работать с передаточным цилиндром 32 с любым количеством гибких вторичных печатных форм 14, прикреплённых по его окружности. Например, в одном варианте осуществления изобретения передаточный цилиндр 32 включает в себя от приблизительно 4 до 24 различных гибких вторичных печатных форм 14. Кроме того, хотя гибкие вторичные печатные формы 14 иллюстрируются на фиг. 5, как отдельные вторичные печатные формы, в некоторых вариантах осуществления изобретения передаточный цилиндр 32 может иметь одно непрерывное полотно из фотополимерного материала или соединения, содержащего, по меньшей мере частично, насыщенную цепь полиметилена, прикреплённое по окружности цилиндра, причём непрерывное полотно имеет множество сформированных на нём отдельных изображений 18. В другом варианте осуществления изобретения одна или более гибких вторичных печатных форм 14, которые состоят, по меньшей мере частично, из насыщенной цепи полиметилена, и одна или более гибких вторичных печатных форм 14 состоящих, по меньшей мере частично, из фотополимерного материала, могут быть прикреплены к передаточному цилиндру 32 в то же самое время. Каждая из гибких вторичных печатных форм 14 может иметь одно или более сформированных на нём различных изображений 18. В другом варианте осуществления изобретения печатные формы 2, сформированные из соединения, включающего в себя насыщенную цепь полиметилена или мягкий фотополимерный материал, могут быть прикреплены к одному или более формных цилиндров 26. Каждая из печатных форм 2, состоящая из насыщенной цепи полиметилена, или фотополимерные печатные формы 2 могут иметь одну или более областей 8 приема краски, областей 10 без краски, и рельефных зон 12, которые образуют изображение 33.
На фиг. 6А обеспечивается фотография гибкой вторичной печатной формы 14F, состоящей из фотополимерного материала. Гибкая вторичная печатная форма 14F включает в себя изображение 18 спортивной футболки с номером «92», сформированное на ней в соответствии с различными вариантами осуществления настоящего изобретения. Фиг. 6В является увеличенной фотографией изображения 18, показанного на фиг. 6А. В варианте осуществления изобретения, проиллюстрированном на фиг. 6А и 6В, изображение 18 не окружается рельефной зоной.
На фиг. 7А обеспечивается фотография в общем цилиндрического металлического контейнера 34F, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму 14F, показанную на фиг. 6А. Фиг. 7В является увеличенной частью фотографии на фиг. 7А. Фотография показывает в общем цилиндрический металлический контейнер 34F, декорированный с помощью изображения 18 спортивной футболки, которое включает в себя номер «92», сформированный на участке 46, не содержащем краску (или негативном участке) декорированного контейнера. Также могут быть сформированы другие номера, формы, слова, или варианты оформления для декорирования подложки с использованием настоящего изобретения.
На фиг. 8 обеспечивается фотография другой гибкой вторичной печатной формы 52 с двумя сформированными на ней изображениями 54, 55, в соответствии с различными вариантами осуществления настоящего изобретения. Гибкая вторичная печатная форма 52 состоит из фотополимерного материала. Если более точно, то гибкая вторичная печатная форма 52 включает в себя изображение 54 лица ребёнка и изображение 56 портрета женского лица. Гибкая вторичная печатная форма 52 была сфотографирована после приёма, по меньшей мере, двух различных красок от печатных форм 2. Краски впоследствии были перенесены на металлический контейнер 34. Соответственно, область 58 приема краски гибкой вторичной печатной формы 52 включает в себя участки 60, 62, 64 и 65, которые включает в себя высушенную краску, принятую от печатных форм 2 машины-декоратора 24. Первый участок 60 области приема краски включает в себя высушенную голубую краску, содержащую перевёрнутые буквы и голубой символ рециркуляции. Второй участок 62 включает в себя голубую краску, содержащую перевёрнутые буквы и цифры “16oz”. Третий участок 64 включает в себя квадрат, заполненный голубой краской и белой краской с перевёрнутыми буквами, составляющими слово “Ball” (мяч). Четвёртый участок 65 включает в себя перевёрнутые буквы из белой краски, содержащие надпись: “eat. drink. imagine”.
На фиг. 9 показана фотография в общем цилиндрического металлического контейнера 66, декорированного в соответствии с различными вариантами осуществления настоящего изобретения, использующими гибкую вторичную печатную форму 14, показанную на фиг. 8. Если более точно, то металлический контейнер 66 включает в себя изображения 54, 56 лица ребёнка и часть лица женщины, которые переносятся с гибкой вторичной печатной формы 52. Металлический контейнер 34G также включает в себя негативное изображение 68, содержащее в своей части текст “TEST IMAGE 12 FACES.” Негативное изображение 68 формируется на металлическом контейнере 66 буквами, содержащими рельефную зону в части полотна 52. Рельефная зона не принимает краску от любой из печатных форм 2. Однако, рельефная зона, которая формирует изображение 66, является невидимой на фотографии гибкой вторичной печатной формы 52, показанной на фиг. 8.
Фиг. 10А, 10В обеспечивают увеличенные фотографии первого изображения 54 лица ребёнка и второго изображения 56 часть лица женщины, сформированное на металлическом контейнере 66, показанном на фиг. 9. Кроме того, часть символа рециркуляции, состоящего из голубой краски, переносимой с первого участка 60 области 58 приема краски гибкой вторичной печатной формы 52, можно увидеть на фиг. 10А.
На фиг. 11 обеспечивается другая фотография гибкой вторичной печатной формы 70, состоящей из фотополимерного материала. Гибкая вторичная печатная форма 70 не имеет слоя подкладки или клейкого слоя. Если более точно, то фотография на фиг. 11 была снята со стороны задней части через заднюю часть 6 гибкой вторичной печатной формы 70. Это иллюстрирует, что гибкие вторичные печатные формы настоящего изобретения могут быть сформированы из монолитного материала, в отличие от офсетного полотна известного уровня техники (иллюстрируются на фиг. 17А, 17В). Чёрный оттиск 72 был размещён под гибкой вторичной печатной формой 70 (против лицевой части гибкой вторичной печатной формы), чтобы обеспечивать контраст для фотографии. Чёрный оттиск 72 не формирует часть настоящего изобретения и не используется с гибкой вторичной печатной формой 70 во время декорирования контейнеров.
Два изображения 74, 76 были сформированы на лицевой части гибкой вторичной печатной формы 70. Первое изображение 74 представляет собаку, а второе изображение 76 представляет животное из семейства кошачьих. Изображения 74, 76 являются перевёрнутыми на фотографии фиг. 11, поскольку, как упоминалось выше, фотография снята со стороны задней части 6 гибкой вторичной печатной формы 70.
На фиг. 12 обеспечивается фотография металлического контейнера 78, декорированного с использованием гибкой вторичной печатной формы 70, показанной на фиг. 11. Металлический контейнер 78 включает в себя изображения 74, 76, сформированные с помощью краски, принятой от изображений 74, 76 гибкой вторичной печатной формы 70.
На фиг. 13 обеспечивается другая фотография гибкой вторичной печатной формы 80, состоящей из фотополимерного материала. На лицевой части 4 гибкой вторичной печатной формы 80 сформировано множество изображений. Материал 82 подкладки был прикреплён к задней части гибкой вторичной печатной формы 80 для контраста. Материал 82 подкладки не является частью настоящего изобретения и не используется с гибкой вторичной печатной формой 80 во время декорирования металлических контейнеров. Одно изображение 84 здания и силуэт города формируются в трёх различных размерах.
На фиг. 14А, 14В обеспечиваются фотографии металлического контейнера 88, декорированного с использованием гибкой вторичной печатной формы 80, показанной на фиг. 13. Если более точно, показанные изображения 84А, 84В, 84С формируются на внешней поверхности металлических контейнеров с помощью краски, принятой от гибкой вторичной печатной формы 80.
На фиг. 15А, 15В обеспечиваются две различные фотографии гибкой вторичной печатной формы 90, состоящей из соединения, включающего в себя, по меньшей мере частично, насыщенную цепь полиметилена. Два изображения 94, 96 той же самой женщины были сформированы на лицевой части 4 гибкой вторичной печатной формы 90. Изображение 94 является негативом изображения 96.
На лицевой части 4 гибкой вторичной печатной формы 90 также была сформирована шкала 98 глубин. Шкала 98 глубин показывает относительную глубину резинового материала, который был удалён с лицевой части 4. Количество резинового материала, удалённого с лицевой части 4, увеличивается от очень маленького количество материала, удалённого поблизости от участка 98А шкалы 98 глубин, до большого количества материала, удалённого поблизости от участка 98В шкалы 98 глубин. Соответственно, участок 98А (который трудно различить на фотографиях фиг. 15А, 15В) является почти параллельным плоскости, сформированной лицевой частью 4, и будет принимать и переносить большее количество краски, чем участок 98В шкалы 98 глубин.
На фиг. 16А – 16С обеспечиваются фотографии металлического контейнера 100, декорированного с использованием гибкой вторичной печатной формы 90, показанной на фиг. 15. Металлический контейнер 100 включает в себя базовое покрытие 102, белая краска которого особенно хорошо видна на участке металлического контейнера 100, показанном на фиг. 16С, во взаимосвязи с участком 98В шкалы 98 глубин. Говоря другими словами, белая краска базового покрытия 102 является наиболее хорошо видимой на частях металлического контейнера 100, которые приняли немного или совсем не приняли краску от гибкой вторичной печатной формы 90. Металлический контейнер 100 был декорирован чёрной краской, принятой от области 16 приема краски изображений 94, 96 гибкой вторичной печатной формы 90, которая контактировала с внешней поверхностью металлического контейнера 100.
На фиг. 17А и 17В показаны фотографии офсетного полотна 106 предшествующего уровня техники, состоящего из известных материалов. Фиг. 17А является видом сверху офсетного полотна 106. Изображения, включающие в себя изображение 108 женщины, были сформированы на лицевой части офсетного полотна 106. Как показано на фиг. 17В, которая представляет вид офсетного полотна 106 с бокового торца под углом, офсетное полотно 106 состоит из нескольких слоёв различных материалов в отличие от гибких вторичных печатных форм, соответствующих настоящему изобретению, показанных, например, на виде в вертикальном разрезе на фиг. 4С. Некоторые офсетные полотна предшествующего уровня техники формируются из четырёх или более слоёв.
Офсетное полотно 106 в общем содержит лицевую часть 110, первый тканевый слой 112, компрессионный слой 114 и второй тканевый слой 116. Бумажная подложка 118, покрывающая клеящий материал, также показана вытянутой из-под второго тканевого слоя 116 для большей ясности. Схематический вид вертикальной боковой проекции слоёв 110, 112, 114 и 116 офсетного полотна 106 показан на фиг. 17С.
Лицевая часть 110 содержит относительно тонкий резиновый материал, который отличается от материала гибких вторичных печатных форм, содержащих насыщенную цепь полиметилена, соответствующих настоящему изобретению. В одном офсетном полотне 106 известного уровня техники лицевая часть 110 содержит резину на основе бутадиен-нитрильного каучука (NBR). Специалистам в данной области техники понятно, что NBR относится к семейству ненасыщенных сополимеров 2-пропаннитрил и различных бутадиеновых мономеров (1,2-бутадиен и 1,3- бутадиен). Бутадиен-нитрильный каучук также известен как Buna-N, Пербунан, бутадиен-акрилонитрильный каучук Nipol, Krynac и Эуропрен.
Что является более значительным, материал лицевой части 110 плавится относительно легко и не позволяет сформировать изображения высокого разрешения, которые требуются для создания литографического изображения высокой чёткости на металлическом контейнере. Кроме того, по сравнению с однородными гибкими вторичными печатными формами 14, 52, 70, 80 и 90 известное офсетное полотно 106, показанное на фиг. 17, состоит из нескольких различных материалов, расположенных в раздельных слоях 110-116. Поскольку лицевая часть 110 является относительно тонкой, глубина изображения, которое может быть сформировано в офсетном полотне 106, является ограниченной по сравнению с однородными гибкими вторичными печатными формами, соответствующими настоящему изобретению. Другими словами, относительная тонкость лицевой части 110 ограничивает глубину материала, который может удаляться из офсетного полотна 106 для формирования изображений.
Слои известного офсетного полотна описаны в работе «Полотно для офсетной печати», “Blanket for Offset Printing,” (в дальнейшем «Офсетная печать», “Offset Printing”), доступной на сайте: http://www.offsetprintingtechnology.com/sub-categories/blanket-for-offset-printing/ (last visited April 7, 2016), которая включена сюда во всей своей полноте путём ссылки. В соответствии с работой «Офсетная печать», «Структура поверхности, профиль и твёрдость офсетного полотна являются чрезвычайно важными и вносят значительный вклад в технические характеристики печати с помощью офсетного полотна… Разработка подходящего резинового химического соединения для печатающей поверхности офсетного полотна, используемого для высококачественной офсетной печати является непростой задачей. Трудность состоит в конфликте между химическими и механическими требованиями, которые могут проявиться во время операции печати».
На фиг. 18 показаны фотографии металлического контейнера 120, декорированного с использованием офсетного полотна, показанного на фиг. 17. Изображение 108 на фиг. 18В включает в себя заметные точки и меньшее количество подробностей по сравнению с высоким разрешением и детальностью изображений 54, 56 на фиг. 10 и изображений 94, 96 на фиг. 16, созданных с использованием гибких вторичных печатных форм настоящего изобретения.
Фотографии другого металлического контейнера 122, декорированного с использованием офсетного полотна известного уровня техники, обеспечиваются на фиг. 19. Изображения 124, сформированные на контейнере 122, также не имеют количества подробностей и ясности изображений, созданных с использованием гибких вторичных печатных форм настоящего изобретения.
Описание настоящего изобретения было представлено с целью иллюстрации и описания, но не предназначается для того, чтобы оно было исчерпывающим или ограничивающим изобретение в отношении раскрываемой формы. Множество модификаций и изменений будут очевидны для специалистов в данной области техники. Описанные и показанные на фигурах варианты осуществления изобретения были выбраны и описаны для наилучшего объяснения принципов изобретения, практического применения, а также для того, чтобы позволить специалистам в данной области техники понять изобретение.
В то время как различные варианты осуществления изобретения были описаны подробно, очевидно, что специалистами в данной области техники будут совершаться модификации и изменения этих вариантов осуществления изобретения. Однако, должно быть отчётливо понятно, что такие модификации и изменения находятся в пределах объёма и сущности настоящего изобретения, которые формулируются в последующих пунктах формулы изобретения. Кроме того, описанное здесь изобретение(я) дееспособно для других вариантов осуществления изобретения и практически реализуемо или выполнимо различными способами. Кроме того, должно быть понятно, что фразеология и терминология используется здесь с целью описания, и не должна рассматриваться как ограничивающая. Использование терминов «включающий в себя», «содержащий» или «имеющий» и их вариации здесь подразумевают охватывание элементов, перечисляемых в дальнейшем, и их эквивалентов, а также дополнительные элементы.
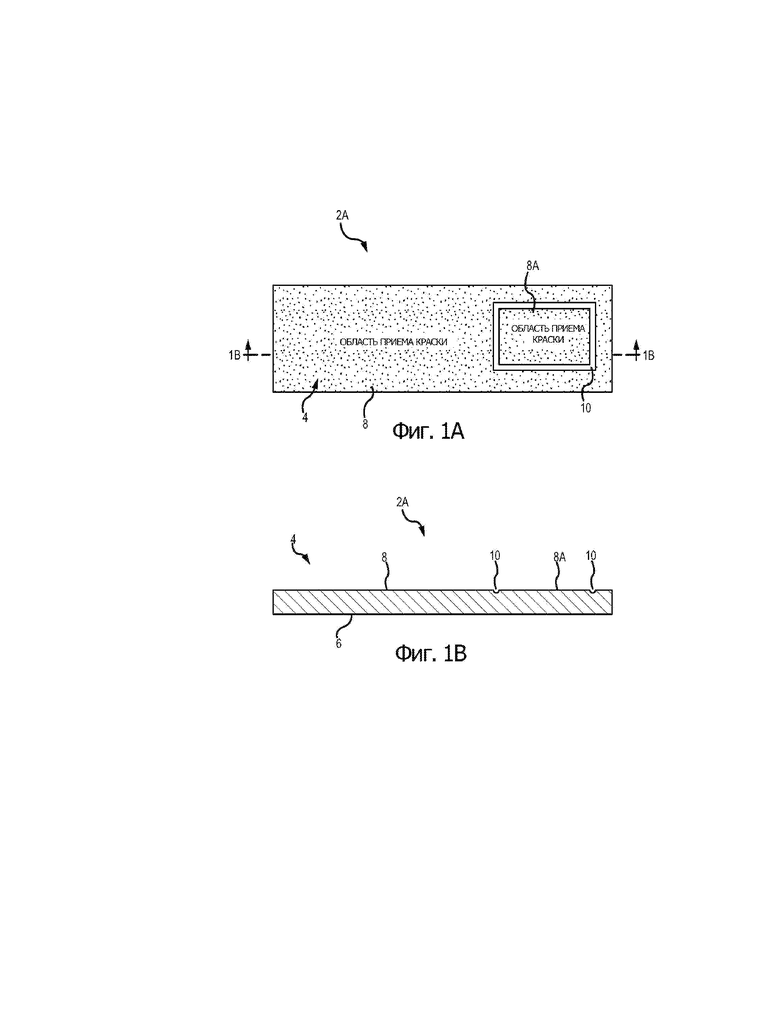
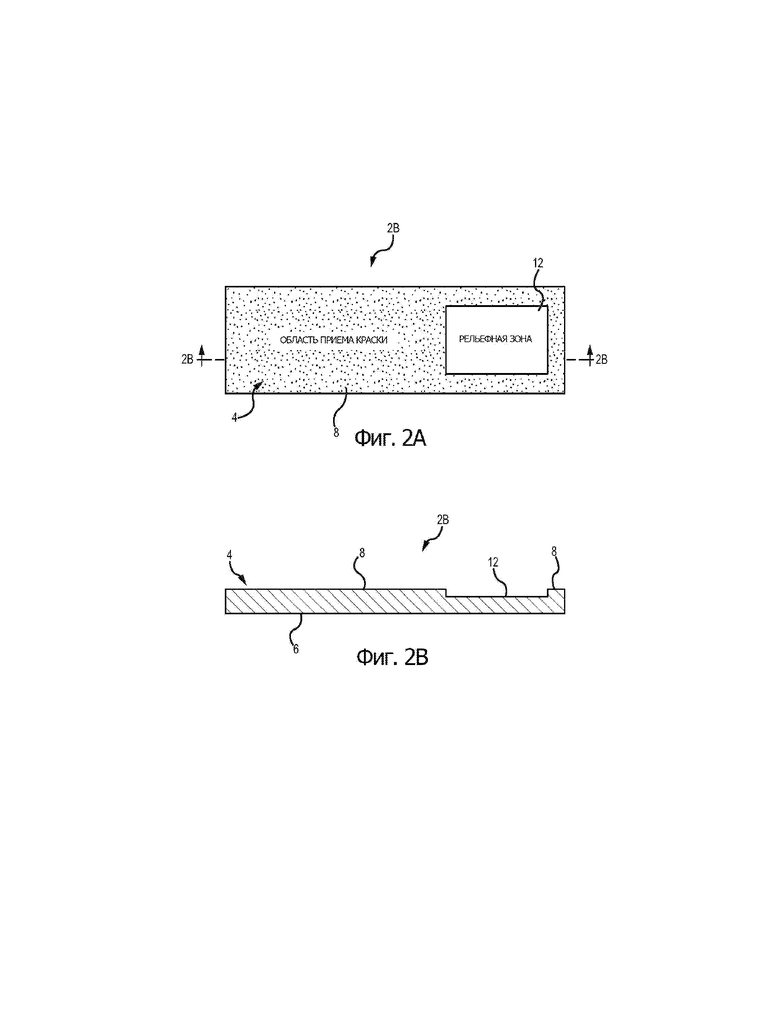
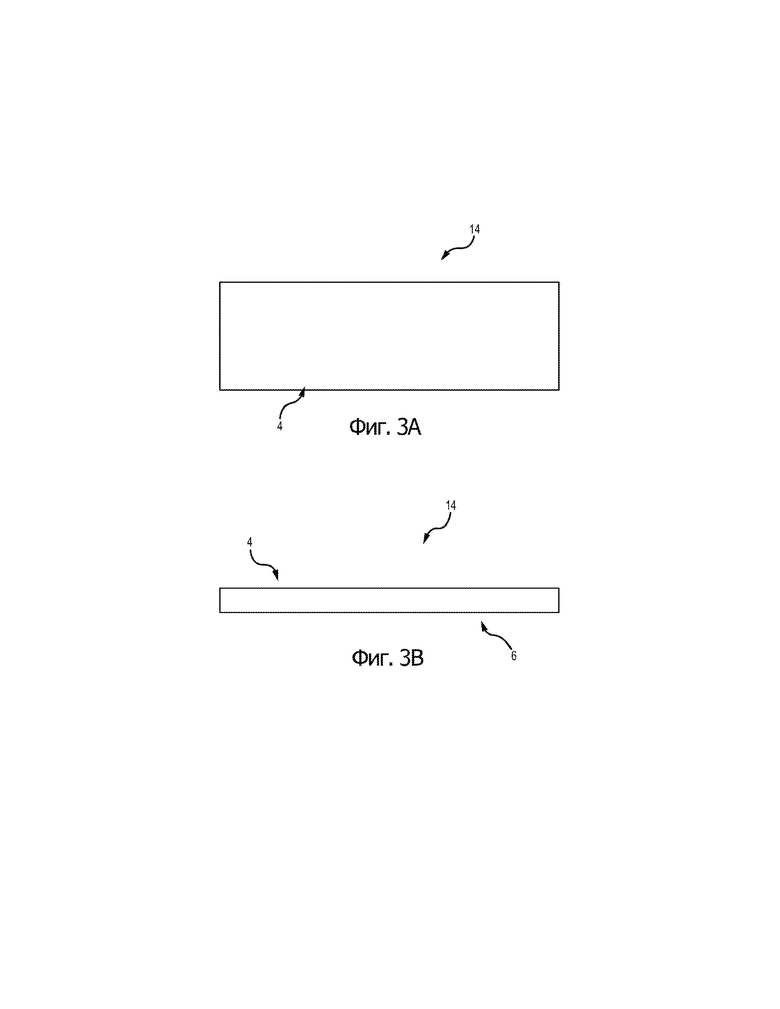
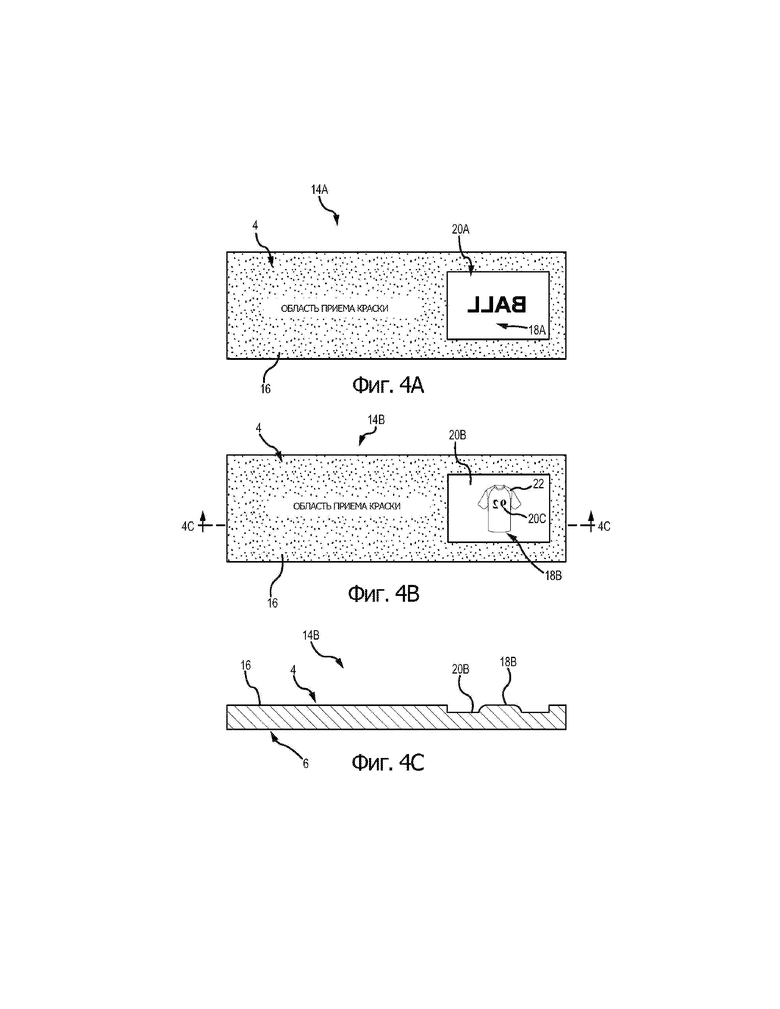


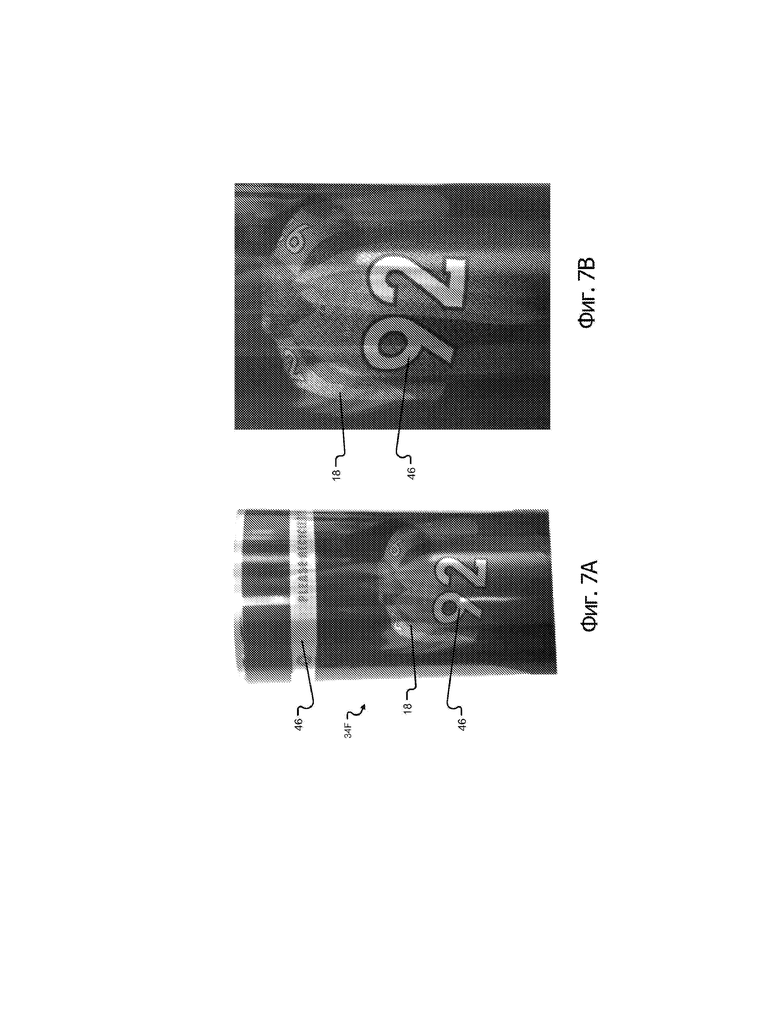
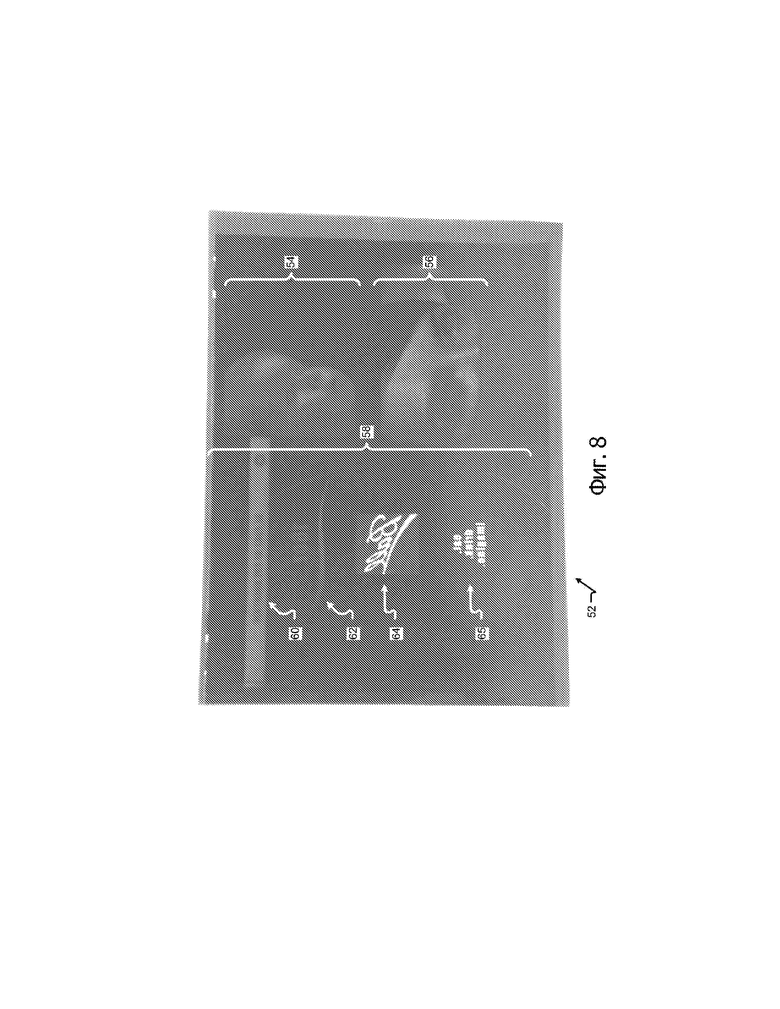
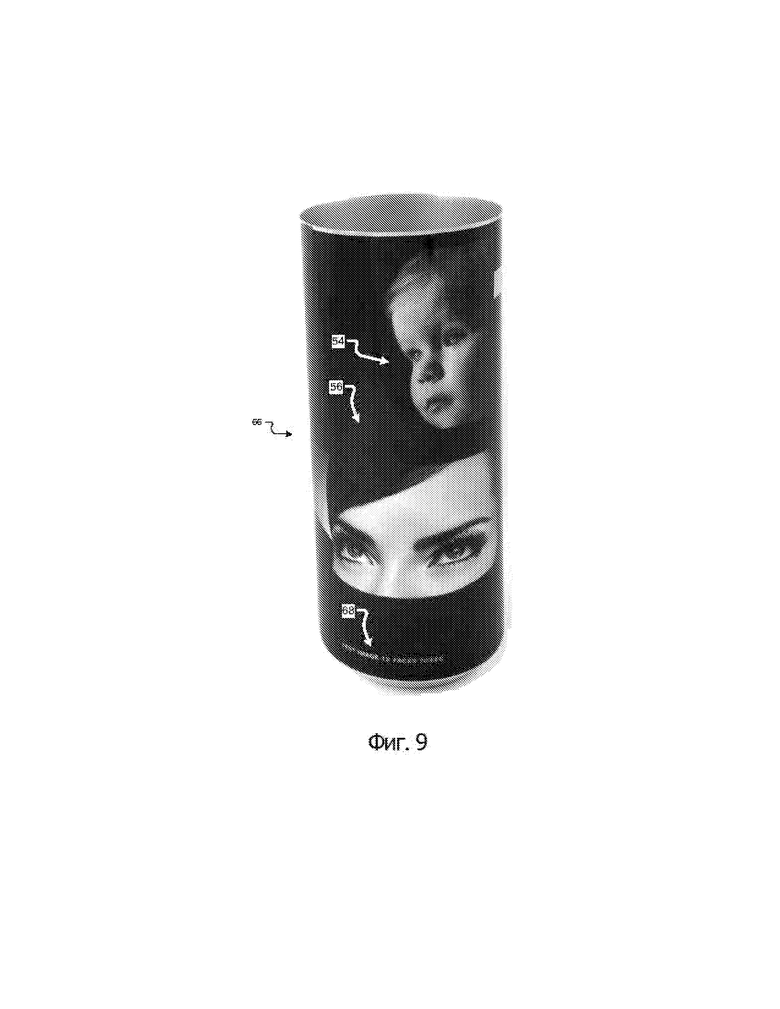
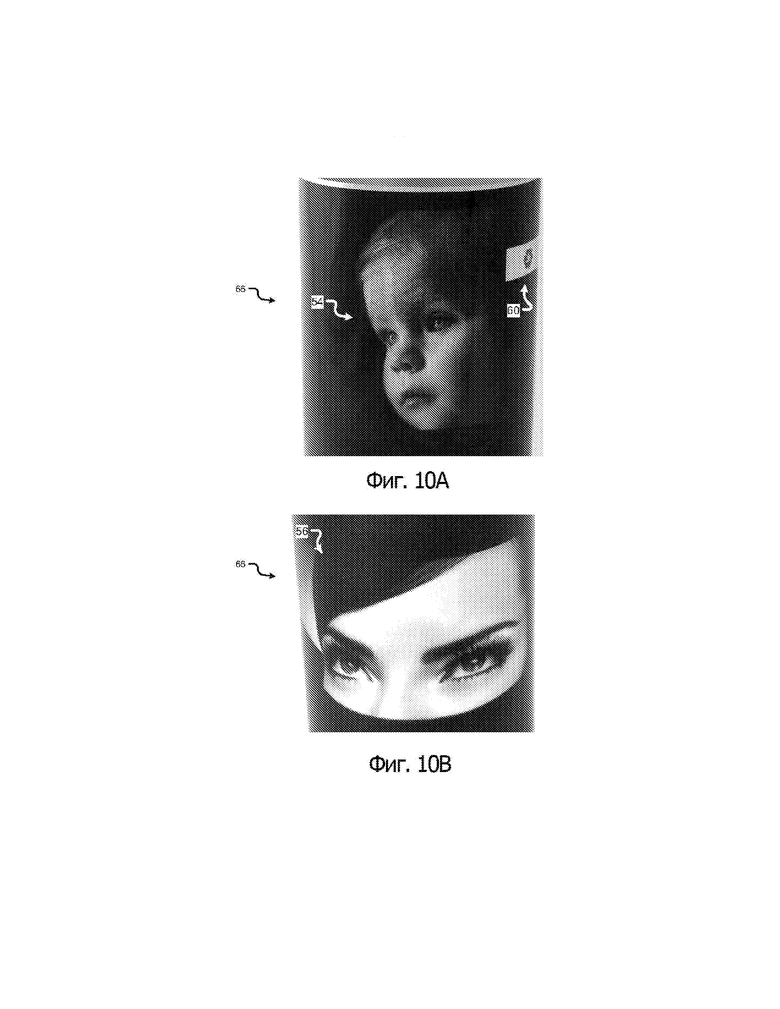



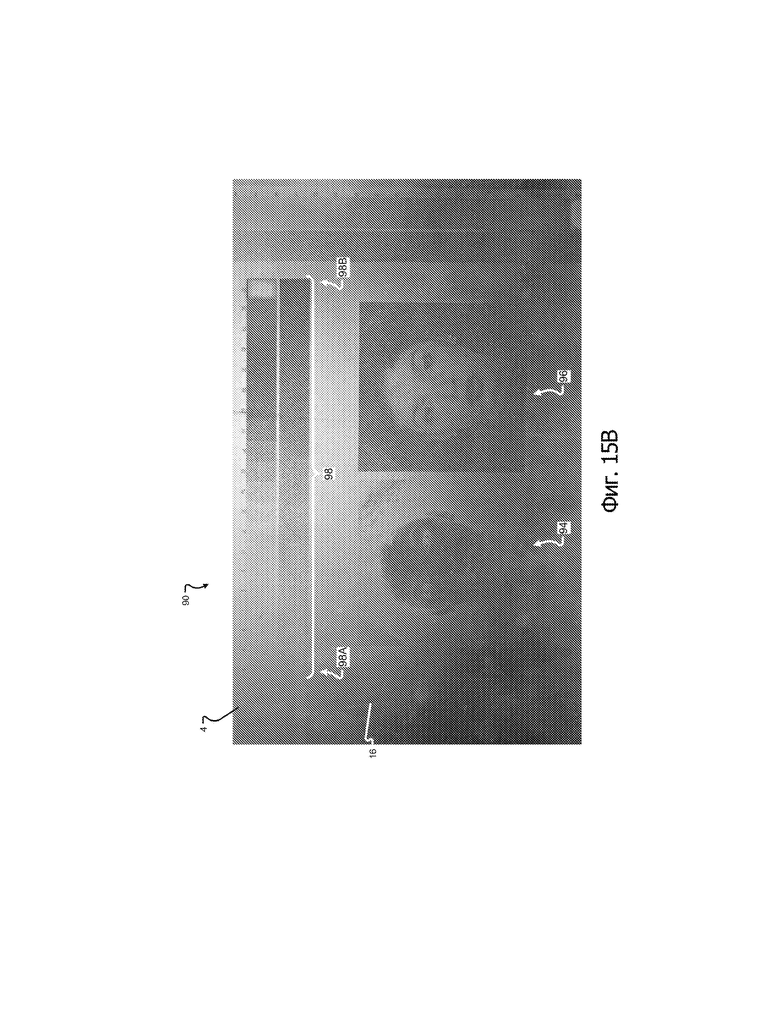
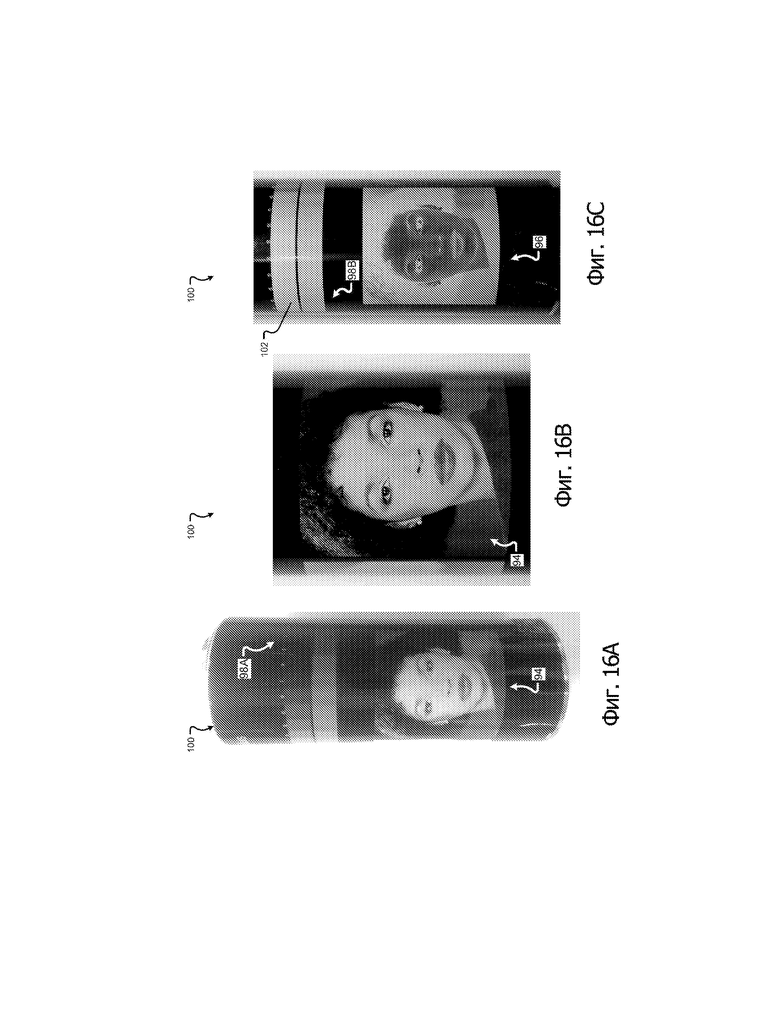
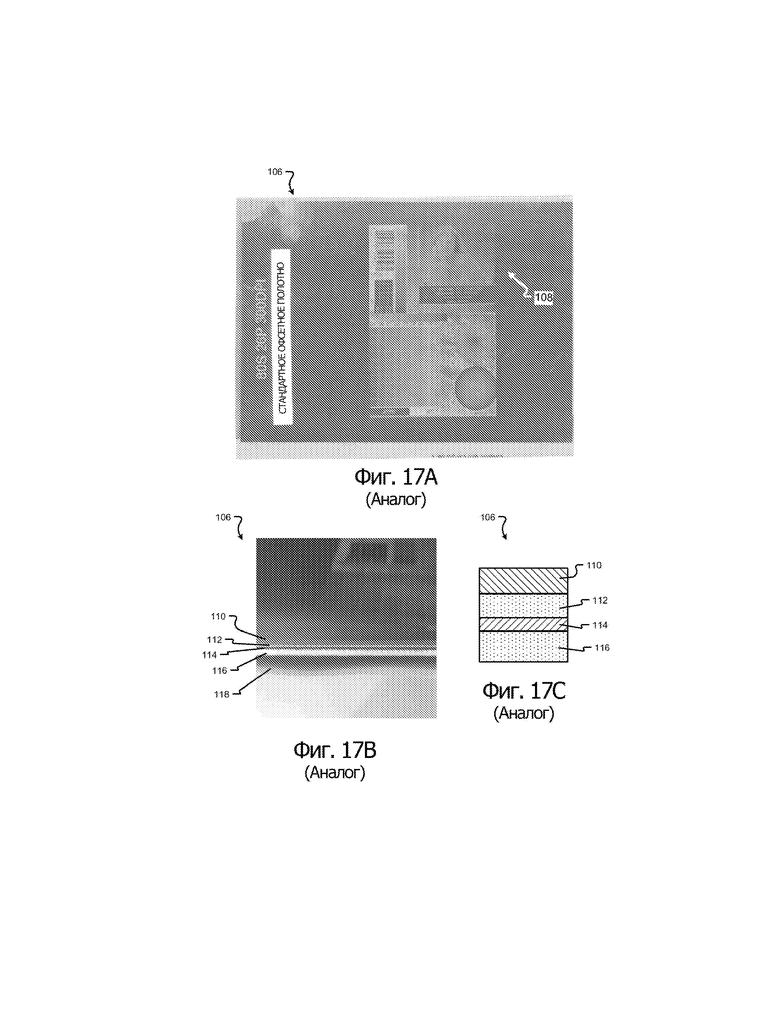
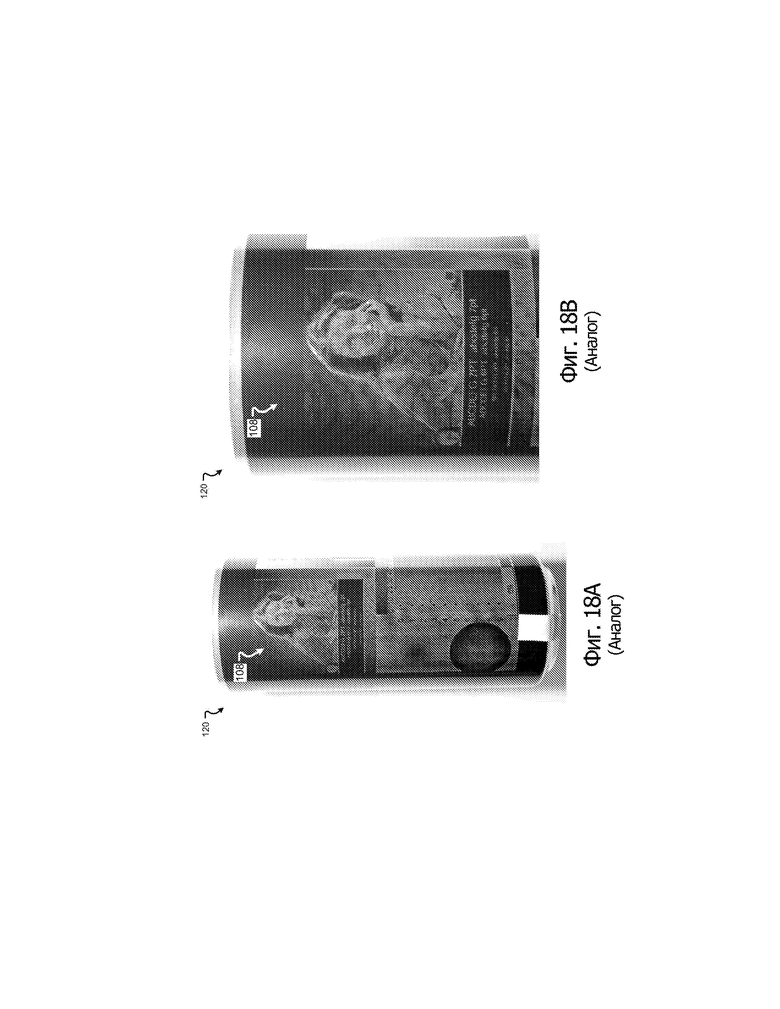

Изобретение относится к использованию гибких вторичных печатных форм и специализированной краски в процессе печатания. Если более точно, то изобретение относится к устройству и способам использования гибких вторичных печатных форм, изготовленных из композиции, содержащей насыщенную цепь полиметилена или фотополимерный материал, для декорирования внешней поверхности цилиндрических металлических контейнеров графическими изображениями с высокой чёткостью и другими признаками. 3 н. и 17 з.п. ф-лы, 19 ил.
1. Способ использования гибкой вторичной печатной формы в процессе печатания для декорирования внешней поверхности металлического контейнера, характеризующийся тем, что
формируют первое изображение на заданном участке лицевой части гибкой вторичной печатной формы путем удаления по меньшей мере части материала указанной лицевой части в процессе лазерного гравирования, при этом указанная лицевая часть состоит из насыщенной цепи полиметилена;
прикрепляют с возможностью съема гибкую вторичную печатную форму с первым изображением к передаточному цилиндру машины-декоратора;
прикрепляют печатную форму к формному цилиндру машины-декоратора;
наносят краску из красочного аппарата на печатную форму;
переносят по меньшей мере часть указанной краски с указанной печатной формы на по меньшей мере участок гибкой вторичной печатной формы; и
переносят указанную краску с гибкой вторичной печатной формы на внешнюю поверхность металлического контейнера, при этом металлический контейнер декорируется.
2. Способ по п. 1, в котором гибкую вторичную печатную форму формируют из материала с неслоистой структурой.
3. Способ по п. 1, в котором гибкая вторичная печатная форма состоит из единственного слоя материала, содержащего насыщенную цепь полиметилена.
4. Способ по п. 1, в котором краска содержит одну из следующих красок: термохромная краска, фотохромная краска, ароматическая термохромная краска, флуоресцентная краска, ультрафиолетовая краска, невидимая краска, инфракрасная краска, фосфоресцентная краска, чувствительная к давлению краска, тактильная краска, термотактильная краска, лейкокраситель и матовая краска.
5. Способ по п. 1, в котором указанная насыщенная цепь полиметилена является каучуком М-класса, или этилен-пропилен-диеновым мономером, или этилен-пропиленовым каучуком.
6. Способ по п. 1, в котором гибкая вторичная печатная форма состоит из этилен-пропилен-диенового мономера.
7. Способ по п. 1, в котором первое изображение, сформированное на гибкой вторичной печатной форме, имеет глубину от приблизительно 0,0009 дюймов до приблизительно 0,089 дюймов.
8. Способ по п. 1, в котором при формировании первого изображения гибкую вторичную печатную форму прикрепляют к цилиндрической поверхности.
9. Способ по п. 1, в котором дополнительно:
прикрепляют вторую печатную форму ко второму формному цилиндру машины-декоратора, причем вторая печатная форма включает в себя рельефную область, которую выравнивают с первым изображением гибкой вторичной печатной формы;
наносят вторую краску из второго красочного аппарата на указанную вторую печатную форму, при этом вторая краска является краской другого типа или цвета по отношению к указанной краске, нанесенной с помощью указанного красочного аппарата;
переносят по меньшей мере часть второй краски со второй формы на вторую часть указанной гибкой вторичной печатной формы, при этом указанная вторая печатная форма не переносит вторую краску на указанное первое изображение гибкой вторичной печатной формы; и
переносят указанную краску и указанную вторую краску из гибкой вторичной печатной формы на внешнюю поверхность металлического контейнера, при этом указанное первое изображение содержит по меньшей мере часть указанной краски.
10. Устройство для формирования литографического изображения с высокой чёткостью на внешней поверхности металлического контейнера, содержащее:
печатную форму, прикрепленную по окружности к указанному формному цилиндру,
красочный аппарат, предназначенный для переноса краски на печатную форму,
передаточный цилиндр,
гибкую вторичную печатную форму, прикрепленную к указанному передаточному цилиндру, при этом гибкая вторичная печатная форма имеет лицевой участок, состоящий из насыщенной цепи полиметилена, который включает в себя изображение, сформированное посредством процесса лазерного гравирования, причем передаточный цилиндр выполнен с возможностью вводить указанную гибкую вторичную печатную форму в контакт с указанной печатной формой, так чтобы краска переносилась с печатной формы на изображение гибкой вторичной печатной формы, и
опорный цилиндр, выполненный с возможностью вводить металлический контейнер в контакт с гибкой вторичной печатной формой, прикрепленной к передаточному цилиндру, при этом краска переносится с гибкой вторичной печатной формы на металлический контейнер для формирования указанного литографического изображения с высокой чёткостью на внешней поверхности.
11. Устройство по п. 10, в котором гибкую вторичную печатную форму формируют из материала с неслоистой структурой.
12. Устройство по п. 11, в котором гибкая вторичная печатная форма состоит из единственного слоя материала, содержащего насыщенную цепь полиметилена.
13. Устройство по п. 10, в котором при формировании первого изображения гибкую вторичную печатную форму прикрепляют к цилиндрической поверхности.
14. Устройство по п. 10, которое является машиной-декоратором для сухой офсетно-литографической печати.
15. Устройство по п. 10, в котором насыщенная цепь полиметилена является (i) каучуком М-класса, или (ii) этилен-пропилен-диеновым мономером, или (iii) этилен-пропиленовым каучуком.
16. Гибкая вторичная печатная форма, предназначенная для формирования литографического изображения с высокой чёткостью на внешней поверхности металлического контейнера в процессе печатания, содержащая
корпус печатной формы заданного размера, при этом указанный корпус, сформированный из единственного слоя материала, содержит насыщенную цепь полиметилена и имеет лицевую часть и заднюю часть, при этом задняя часть выполнена с возможностью съемно прикрепляться к передаточному цилиндру машины-декоратора, причем на указанной лицевой части сформировано изображение путем удаления части материала, содержащего насыщенную цепь полиметилена.
17. Гибкая вторичная печатная форма по п. 16, в которой насыщенная цепь полиметилена является каучуком М-класса, или этилен-пропилен-диеновым мономером, или этилен-пропиленовым каучуком.
18. Гибкая вторичная печатная форма по п. 16, в которой гибкую вторичную печатную форму формируют из материала с неслоистой структурой.
19. Гибкая вторичная печатная форма по п. 16, в которой на указанной лицевой части гибкой вторичной печатной формы сформировано изображение с помощью прямого лазерного гравирования.
20. Гибкая вторичная печатная форма по п. 17, в которой гибкая вторичная печатная форма состоит из этилен-пропилен-диенового мономера.
| US 2014360394 A1, 11.12.2014 | |||
| JP 2000258899 A, 22.09.2000 | |||
| US 2006019196 A1, 26.01.2006.. |

