Настоящее изобретение относится к способу производства шин для колес транспортных средств.
Изобретение также относится к установке для производства шин для транспортных средств, которую можно использовать для осуществления указанного выше способа производства, а также к оборудованию для изготовления шин для колес транспортных средств.
Шина для колес транспортных средств обычно содержит каркасную структуру, включающую, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые ободные ленты, петлеобразно обернутые вокруг кольцевых закрепляющих конструкций, причем каждая из указанных закрепляющих конструкций обычно представлена по существу кольцевой вставкой, на которую наложена, по меньшей мере, одна заполняющая вставка в радиально-внешнем положении относительно нее.
Ленточная конструкция, содержащая один или более ленточных слоев, имеющих текстильные или металлические армирующие корды, расположенные с радиальным наложением друг на друга и на каркасную конструкцию, соединена с последней. Протекторный браслет, выполненный из эластомерного материала, как и другие полуфабрикаты, которые составляют шину, наложен на ленточную конструкцию в радиально-наружном положении относительно нее.
В рамках настоящего описания и в нижеследующей формуле изобретения термин "эластомерный материал" использован для обозначения состава, содержащего, по меньшей мере, один эластомерный полимер и, по меньшей мере, один армирующий наполнитель. Предпочтительно, такой состав также содержит добавки, такие как, например, сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента, такой материал может быть поперечно связан посредством нагрева для формирования конечного продукта.
Кроме того, на боковые поверхности каркасной конструкции также наложены соответствующие боковины из эластомерного материала, при этом каждая из них проходит от одной из боковых кромок протекторного браслета до соответствующей кольцевой закрепляющей конструкции в бортах, при этом боковины, в зависимости от разных вариантов выполнения, могут иметь соответственные радиально-наружные кромки, либо наложенные на боковые кромки протекторного браслета таким образом, чтобы формировать конструкционную схему типа, обычно называемого "наложенными боковинами", либо уложенные между каркасной конструкцией и боковыми кромками самого протекторного браслета в соответствии с конструкционной схемой типа, называемого "подстилающими боковинами".
Согласно большинству обычных способов изготовления шин предусматривается, что каркасную конструкцию и ленточную конструкцию совместно с соответствующим протекторным браслетом изготовляют отдельно друг от друга в соответствующих рабочих пунктах таким образом, чтобы соединять их друг с другом позже.
Более конкретно, сборку каркасной конструкции осуществляют в сборочном пункте, и она, первую очередь, предусматривает укладку каркасного слоя или слоев на первый барабан, обычно называемый "сборочным барабаном", для формирования по существу цилиндрического рукава. Кольцевые закрепляющие конструкции бортов укладывают или формируют на противоположных концевых ободных лентах каркасного слоя или слоев, которые, в свою очередь, обертывают вокруг самих кольцевых конструкций таким образом, что они охватывают кольцевые конструкции некоторого рода петлей.
Одновременно, в завершающем пункте, снабженном вторым барабаном или вспомогательным барабаном, изготовляют наружный рукав, который также имеет по существу цилиндрическую форму и содержит ленточные слои, уложенные с радиальным наложением друг на друга, и протекторный браслет, наложенный на ленточные слои в радиально-наружном положении относительно них.
Затем наружный рукав подхватывают с вспомогательного барабана для соединения с каркасным рукавом. С этой целью наружный рукав располагают соосно вокруг каркасного рукава, и затем каркасный слой или слои формируют в тороидальную конфигурацию посредством осевого перемещения бортов в близкое друг к другу положение и одновременного впуска текучей среды под давлением в каркасный рукав таким образом, чтобы обеспечивать наложение рукава из ленточной конструкции/протекторного браслета на каркасную конструкцию шины в радиально-наружном положении относительно нее.
Сборка каркасного рукава и наружного рукава может осуществляться на одном барабане, используемом для сборки каркасного рукава, причем в этом случае можно сослаться на "одноэтапный производственный процесс". Производственный процесс этого типа описан, например, в документе US 3990931.
В альтернативном варианте, сборка может осуществляться на так называемом "формирующем барабане", на который передают каркасный рукав и наружный рукав для изготовления шины в соответствии с так называемым "двухэтапным производственным процессом", как описано, например, в документе ЕР 0613757.
Согласно обычным способам производства, протекторный браслет обычно изготовляют из непрерывно выдавливаемого элемента, который после охлаждения для стабилизации его геометрической конфигурации содержится на пригодных стеллажах или барабанах. Полуфабрикат в форме секций или непрерывной полосы затем направляют в подающий узел, который или подхватывает секции, или режет непрерывную полосу на секции заданной длины, причем каждая секция составляет протекторный браслет, который по окружности укладывают на ленточную конструкцию изготовляемой шины.
Для повышения характеристик сопротивления радиальным напряжениям, которым подвергается завершенная шина в ходе использования, например, таким, как напряжения, вызванные центробежной силой при высокой скорости движения, было предложено снабжать ленточную конструкцию, по меньшей мере, одним радиально-наружным слоем, включающим армирующие корды, расположенные по существу параллельно направлению окружной протяженности шины.
Эти армирующие корды, обычно называемые "кордами с нулевым углом наклона", накладывают на подстилающие ленточные слои, обычно снабженные текстильными или металлическими армирующими кордами с перекрещивающейся ориентацией, посредством намотки на них по окружности витками, расположенными в осевом направлении рядом друг с другом, с получением полосового элемента из невулканизированного эластомерного материала, включающего один или более армирующих кордов, по существу параллельных друг другу.
Однако с производственной точки зрения это улучшение общих механических характеристик шины подразумевает решение трудной проблемы, а именно, проблемы согласования производительности (подразумевается количество изделий, которые могут быть произведены за единицу времени) сборочного пункта для сборки каркасной конструкции, которая обычно высока, и производительности завершающего пункта, в котором изготавливают по существу цилиндрический рукав, содержащий ленточные слои и протекторный браслет.
Фактически, на производительность завершающего пункта оказывает в значительной степени негативное влияние в этом случае присущая медлительность операции намотки витков полосового элемента, включающего ориентированные по окружности армирующие корды.
Для устранения так или иначе этого недостатка, патент США № 4985100 предлагает увеличивать производительность завершающего пункта посредством использования сборочного устройства, вращающегося вокруг по существу вертикальной оси вращения и снабженного двумя барабанами, расположенными симметрично относительно оси вращения устройства, и изготовления указанного выше по существу цилиндрического рукава посредством циклического повторения следующих операций:
I) наложения радиально-внутреннего слоя ленточной конструкции на первый барабан завершающего пункта в первом рабочем положении,
II) изготовления радиально-наружного слоя ленточной конструкции во втором рабочем положении посредством намотки по окружности витками, расположенными в осевом направлении рядом друг с другом, полосового элемента из эластомерного материала, включающего один или более армирующих кордов, на радиально-внутренний слой, предварительно изготовленный на втором барабане завершающего пункта;
III) смены положения двух барабанов;
IV) наложения в первом рабочем положении протекторного браслета на радиально-наружный слой ленточной конструкции, включающей ориентированные по окружности армирующие корды, посредством намотки секции заданной длины непрерывной полосы эластомерного материала, сформированной ранее;
V) удаления таким образом полученного по существу цилиндрического рукава из первого рабочего положения;
причем операцию II) изготовления радиально-наружного слоя ленточной конструкции, включающей ориентированные по окружности корды, осуществляют в ходе остальных операций IV), V) изготовления протекторного браслета и удаления таким образом полученного цилиндрического рукава и I) изготовления радиально-внутреннего слоя ленточной конструкции нового цилиндрического рукава.
Недавно для дополнительного улучшения механических характеристик и качества шины было предложено изготовлять протекторный браслет посредством намотки непрерывного удлиненного элемента витками, располагаемыми рядом друг с другом непосредственно на ленточной конструкции, а не намотки и нарезки с определенным размером секций непрерывной полосы, выдавливаемой предварительно и содержащейся на стеллажах или барабанах.
С практической точки зрения этого можно достичь, как описано, например, в международной заявке WO 2004/041521, принадлежащей настоящему заявителю, посредством способа сборки, содержащего следующие операции:
I) расположения ленточной конструкции, содержащей, по меньшей мере, один ленточный слой, на вспомогательном барабане;
II) укладки протекторного браслета на ленточную конструкцию посредством намотки на нее, по меньшей мере, одного непрерывного удлиненного элемента из эластомерного материала прилегающими кольцевыми витками;
III) подхвата ленточной конструкции с вспомогательного барабана для ее передачи в положение, соосно отцентрированное относительно каркасного рукава.
Такой непрерывный удлиненный элемент получают на месте, и он формирует множество витков, ориентацию и параметры взаимного наложения которых пригодным образом регулируют таким образом, чтобы регулировать изменения толщины, придаваемой протекторному браслету при производстве, на основе заданной схемы укладки, заложенной в компьютер, со значительным повышением качественных характеристик протекторного браслета, которые, в свою очередь, положительно влияют на характеристики шины и срок ее службы.
Однако с производственной точки зрения, достижение этих усовершенствований увеличивает проблему согласования производительности сборочного пункта для сборки каркасной конструкции и производительности завершающего пункта, в котором изготавливают по существу цилиндрический рукав, содержащий ленточную конструкцию и протекторный браслет, особенно если ленточная конструкция включает слой ориентированных по окружности армирующих кордов.
С другой стороны, способы производства, предложенные патентом США № 4985100 и международной заявкой WO 2004/041521, не могут обеспечивать получение рукава, в котором ленточная конструкция включает слой ориентированных по окружности армирующих кордов, и в котором протекторный браслет изготовляют посредством намотки витками непрерывного удлиненного элемента из эластомерного материала за время цикла, совместимое со временем цикла пункта сборки каркасной конструкции.
Заявитель намерен решить проблему изготовления высококачественной шины с согласованием разных темпов производства в пункте сборки каркасной конструкции и в завершающем пункте, предназначенном для изготовления по существу цилиндрического рукава из ленточной конструкции/протекторного браслета, также в случае, когда такой рукав включает ленточную конструкцию, снабженную слоем армирующих кордов с нулевым наклоном, и протекторным браслетом, изготовленным посредством намотки витков из, по меньшей мере, одного непрерывного удлиненного элемента.
Согласно настоящему изобретению, заявитель обнаружил возможность достижения больших усовершенствований, относящихся к гибкости производства и качеству продукта, посредством выполнения в данном процессе изготовления шин, который предусматривает сборку полуфабрикатов, особой последовательности циклически повторяемых операций, выполняемых, по меньшей мере, частично одновременно в завершающем пункте, посредством удерживания различных изготовленных полуфабрикатов на, по меньшей мере, двух вспомогательных барабанах и работы, по меньшей мере, в двух разных рабочих положениях.
В частности, согласно первому объекту настоящего изобретения создан способ изготовления шин для колес транспортных средств, содержащий этапы:
а) сборки в сборочном пункте по существу цилиндрической каркасной конструкции, содержащей, по меньшей мере, один каркасный слой, соединенный с кольцевыми закрепляющими конструкциями, отнесенными в осевом направлении друг от друга, на первичном барабане сборочного пункта;
b) изготовления в завершающем пункте по существу цилиндрического рукава, содержащего протекторный браслет, наложенный в радиально-наружном положении относительно ленточной конструкции, содержащей, по меньшей мере, один ленточный слой, включающий армирующие корды, по существу параллельные направлению окружной протяженности рукава, причем этап b) содержит следующие операции:
b1) сборки первой ленточной конструкции в первом рабочем положении на первом вспомогательном барабане завершающего пункта;
b2) наложения протекторного браслета в, по меньшей мере, одном втором рабочем положении в радиально-наружном положении относительно второй ленточной конструкции, предварительно собранной на, по меньшей мере, одном втором вспомогательном барабане завершающего пункта, причем операцию наложения осуществляют посредством укладки согласно заданному маршруту, по меньшей мере, одного непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции;
b3) позиционирования первого вспомогательного барабана, удерживающего первую ленточную конструкцию, в, по меньшей мере, одно второе рабочее положение;
b4) позиционирования, по меньшей мере, одного второго вспомогательного барабана, удерживающего таким образом полученный по существу цилиндрический рукав, в положение подхвата завершающего пункта;
с) передачи по существу цилиндрического рукава из положения подхвата завершающего пункта на каркасную конструкцию, собранную тем временем на первичном барабане сборочного пункта;
с’) сборки по существу цилиндрического рукава с каркасной конструкцией на первичном барабане сборочного пункта;
причем операции от b1) до b4) циклически повторяют;
причем операции b1) и b2) осуществляют, по меньшей мере, частично одновременно друг с другом; и
причем операции b3) и b4) осуществляют, по меньшей мере, частично одновременно друг с другом.
Предпочтительно, этап b) изготовления по существу цилиндрического рукава осуществляют посредством следующих операций:
b1) сборки в первом рабочем положении первой ленточной конструкции на первом вспомогательном барабане завершающего пункта;
b2) наложения во втором рабочем положении, по меньшей мере, одной первой части протекторного браслета в радиально-наружное положение относительно второй ленточной конструкции, предварительно собранной на втором вспомогательном барабане завершающего пункта; операцию наложения осуществляют посредством укладки согласно заданному маршруту, по меньшей мере, одного непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружное положение относительно второй ленточной конструкции;
b5) наложения в, по меньшей мере, одном рабочем положении, по меньшей мере, одной второй части протекторного браслета в радиально-наружное положение относительно третьей ленточной конструкции, собранной на, по меньшей мере, одном третьем вспомогательном барабане завершающего пункта; операцию наложения осуществляют посредством укладки согласно заданному маршруту, по меньшей мере, одного непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружное положение относительно третьей ленточной конструкции;
b6) позиционирования первого вспомогательного барабана, удерживающего первую ленточную конструкцию, в второе рабочее положение;
b7) позиционирования второго вспомогательного барабана, удерживающего вторую ленточную конструкцию и, по меньшей мере, одну часть протекторного браслета, в третье рабочее положение;
b8) позиционирования, по меньшей мере, одного третьего вспомогательного барабана, удерживающего таким образом полученный по существу цилиндрический рукав, в положение подхвата завершающего пункта;
причем операции b1), b2) и от b5) до b8) циклически повторяют;
операции b1), b2) и b5) выполняют, по меньшей мере, частично одновременно друг с другом; и
операции от b6) до b8) выполняют, по меньшей мере, частично одновременно друг с другом.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки первого непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружное положение относительно, по меньшей мере, одной части второй ленточной конструкции таким образом, чтобы формировать соответствующую часть радиально-внутреннего слоя протекторного браслета.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки второго непрерывного удлиненного элемента в выровненное по оси положение относительно, по меньшей мере, одной части радиально-внутреннего слоя протекторного браслета, сформированного первым непрерывным удлиненным элементом таким образом, чтобы формировать дополнительную часть радиально-внутреннего слоя протекторного браслета.
Предпочтительно, операцию b5) осуществляют посредством укладки в, по меньшей мере, одном третьем рабочем положении, по меньшей мере, одного третьего непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружное положение относительно радиально-внутреннего слоя протекторного браслета по существу по всей его поперечной протяженности таким образом, чтобы формировать радиально-наружный слой протекторного браслета.
Предпочтительно, этап b) дополнительно содержит операцию
b10) наложения согласно заданному маршруту дополнительного непрерывного удлиненного элемента из невулканизированного эластомерного материала в положении подхвата в радиально-наружное положение относительно третьей ленточной конструкции.
Предпочтительно, операцию b10) осуществляют посредством подачи дополнительного непрерывного удлиненного элемента из соответствующего подающего элемента, расположенного в положении подхвата вблизи одного из вспомогательных барабанов одновременно с намоткой непрерывного удлиненного элемента на один из вспомогательных барабанов.
Предпочтительно, операции b5) или b10) выполняют посредством осуществления одновременно с наложением, по меньшей мере, одного непрерывного удлиненного элемента следующих операций:
d') сообщения, по меньшей мере, одному третьему вспомогательному барабану, несущему третью ленточную конструкцию, вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности, по меньшей мере, один непрерывный удлиненный элемент в радиально-наружное положение относительно третьей ленточной конструкции;
е') осуществления контролируемых относительных перемещений между, по меньшей мере, третьим вспомогательным барабаном и подающим элементом для формирования, по меньшей мере, одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для образования, по меньшей мере, одной радиально-наружной части протекторного браслета.
Предпочтительно, операции b) и с) осуществляют за временной интервал, по существу равный или меньший, чем время для осуществления операции а) сборки каркасной конструкции.
Предпочтительно, операция b1) содержит следующие операции:
i) наложения в радиально-наружном положении относительно первого вспомогательного барабана одного полосового элемента из невулканизированного эластомерного материала, включающего, по меньшей мере, один армирующий корд, для формирования прилегающих в осевом направлении кольцевых витков, по существу параллельных направлению окружной протяженности рукава.
Предпочтительно, полосовой элемент из невулканизированного эластомерного материала накладывают в радиально-наружном положении относительно второго ленточного слоя.
Предпочтительно, операция b1) содержит следующие операции:
ii) наложения в радиально-наружном положении относительно первого вспомогательного барабана первого ленточного слоя, включающего первые армирующие корды, проходящие с наклоном относительно направления окружной протяженности рукава; и
iii) наложения в радиально-наружном положении относительно первого ленточного слоя второго ленточного слоя, содержащего вторые армирующие корды, проходящие с наклоном вдоль пересекающегося направления относительно первых армирующих кордов.
Предпочтительно, операция b1) также содержит операцию:
iv) наложения дополнительного слоя из невулканизированного эластомерного материала в радиально-наружном положении относительно ленточного слоя, причем слой содержит множество армирующих кордов.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки в радиально-наружное положение относительно второй ленточной конструкции первого и второго непрерывного удлиненного элемента из невулканизированного эластомерного материала.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки первого непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции вдоль по существу всей ее поперечной протяженности таким образом, чтобы формировать радиально-внутренний слой протекторного браслета.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки второго непрерывного удлиненного элемента в радиально-наружное положение относительно, по меньшей мере, одной части радиально-наружного слоя протекторного браслета таким образом, чтобы формировать соответствующую часть радиально-наружного слоя протекторного браслета.
Предпочтительно, операцию b5) осуществляют посредством укладки в, по меньшей мере, одном третьем рабочем положении, по меньшей мере, одного третьего непрерывного удлиненного элемента из невулканизированного эластомерного материала в выровненном по оси положении относительно, по меньшей мере, одной части радиально-наружного слоя протекторного браслета, сформированного вторым непрерывным удлиненным элементом таким образом, чтобы формировать дополнительную часть радиально-наружного слоя протекторного браслета.
Предпочтительно, первый и второй непрерывные удлиненные элементы укладывают на противоположных сторонах, по меньшей мере, одного второго вспомогательного барабана.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки второго непрерывного удлиненного элемента в радиально-наружном положении относительно радиально-внутреннего слоя протекторного браслета по существу по всей его поперечной протяженности таким образом, чтобы формировать радиально-наружный слой протекторного браслета.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном втором рабочем положении посредством укладки первого непрерывного удлиненного элемента в радиально-наружное положение относительно, по меньшей мере, одной части второй ленточной конструкции таким образом, чтобы формировать соответствующую часть протекторного браслета.
Предпочтительно, операцию b2) осуществляют в, по меньшей мере, одном рабочем положении посредством укладки второго непрерывного удлиненного элемента в выровненном по оси положении относительно части протекторного браслета, сформированной первым непрерывным удлиненным элементом, таким образом, чтобы формировать дополнительную часть протекторного браслета.
Предпочтительно, первый и второй непрерывные удлиненные элементы укладывают на противоположных сторонах, по меньшей мере, одного второго вспомогательного барабана.
Предпочтительно, первый и второй непрерывные удлиненные элементы укладывают на противоположных сторонах, по меньшей мере, одного второго вспомогательного барабана.
Предпочтительно, операции b2) и b5) осуществляют посредством подачи непрерывных удлиненных элементов из соответствующих подающих элементов, расположенных в, по меньшей мере, одном втором и в, по меньшей мере, одном третьем рабочем положении вблизи, по меньшей мере, одного второго и, по меньшей мере, одного третьего вспомогательного барабана, одновременно с намоткой непрерывных удлиненных элементов на барабаны.
Предпочтительно, подачу непрерывных удлиненных элементов осуществляют посредством экструзии через подающие элементы.
Предпочтительно, операцию b2) выполняют посредством осуществления одновременно с наложением, по меньшей мере, одного непрерывного удлиненного элемента следующих этапов:
d) сообщения, по меньшей мере, одному вспомогательному барабану, несущему вторую ленточную конструкцию, вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности, по меньшей мере, один непрерывный удлиненный элемент в радиально-наружном положении относительно второй ленточной конструкции;
е) осуществления контролируемых относительных перемещений между, по меньшей мере, одним вторым вспомогательным барабаном и подающим элементом для формирования, по меньшей мере, одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для формирования, по меньшей мере, одной части протекторного браслета.
Предпочтительно, перемещения осуществляют посредством перемещения второго вспомогательного барабана относительно подающего элемента.
Предпочтительно, операции b5) или b10) выполняют посредством осуществления одновременно с наложением, по меньшей мере, одного непрерывного удлиненного элемента следующих операций:
d') сообщения, по меньшей мере, одному третьему вспомогательному барабану, несущему третью ленточную конструкцию, вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности, по меньшей мере, один непрерывный удлиненный элемент в радиально-наружное положение относительно третьей ленточной конструкции;
е') осуществления контролируемых относительных перемещений между, по меньшей мере, третьим вспомогательным барабаном и подающим элементом для формирования, по меньшей мере, одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для образования, по меньшей мере, одной радиально-наружной части протекторного браслета.
Предпочтительно, перемещения осуществляют посредством перемещения третьего вспомогательного барабана относительно подающего элемента.
Предпочтительно, этапы d), e) и операции d') и е') осуществляют при помощи перемещающего устройства, воздействующего на, по меньшей мере, один второй или, соответственно, на, по меньшей мере, один второй и, по меньшей мере, один третий вспомогательный барабан.
Предпочтительно, вспомогательные барабаны удерживаются перемещающим устройством по существу турельного типа в положениях с угловым смещением относительно друг друга, и в котором операции b3) и b4) или от b6) до b8) осуществляют посредством вращения перемещающего устройства вокруг по существу вертикальной оси вращения.
Предпочтительно, по меньшей мере, один из вспомогательных барабанов с возможностью скольжения удерживается перемещающим устройством, и в котором способ содержит дополнительную операцию поступательного перемещения, по меньшей мере, одного вспомогательного барабана к оси вращения перемещающего устройства перед осуществлением операции вращения указанного устройства.
Предпочтительно, подачу, по меньшей мере, одного из непрерывных удлиненных элементов осуществляют посредством подачи, по меньшей мере, одного полуфабриката из невулканизированного эластомерного материала в форме непрерывной полосы при помощи, по меньшей мере, одного из подающих элементов.
Предпочтительно, этап b) также содержит операцию
b9) наложения согласно кольцевым виткам заданного маршрута третьего непрерывного удлиненного элемента из невулканизированного эластомерного материала в положении подхвата в радиально-наружном положении относительно второй ленточной конструкции.
Предпочтительно, операцию b9) осуществляют посредством подачи дополнительного непрерывного удлиненного элемента из соответствующего подающего элемента, расположенного в положении подхвата вблизи второго вспомогательного барабана, одновременно с намоткой непрерывного удлиненного элемента на барабан.
Предпочтительно, операции b5) или b10) выполняют посредством осуществления одновременно с наложением, по меньшей мере, одного непрерывного удлиненного элемента следующих операций:
d) сообщения, по меньшей мере, одному третьему вспомогательному барабану, несущему третью ленточную конструкцию, вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности, по меньшей мере, один непрерывный удлиненный элемент в радиально-наружное положение относительно третьей ленточной конструкции;
е) осуществления контролируемых относительных перемещений между, по меньшей мере, третьим вспомогательным барабаном и подающим элементом для формирования, по меньшей мере, одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для образования, по меньшей мере, одной радиально-наружной части протекторного браслета.
Предпочтительно, рабочие положения завершающего пункта смещены под углом друг к другу.
Предпочтительно, вспомогательные барабаны удерживаются перемещающим устройством по существу турельного типа в положениях с угловым смещением относительно друг друга, и в котором операции b3) и b4) или от b6) до b8) осуществляют посредством вращения перемещающего устройства вокруг по существу вертикальной оси вращения.
Предпочтительно, положение подхвата цилиндрического рукава по существу совпадает с рабочим положением.
Предпочтительно, способ дополнительно содержит после операции с) операцию формования каркасной конструкции в по существу тороидальную конфигурацию таким образом, чтобы соединить ее с по существу цилиндрическим рукавом, переданным на каркасную конструкцию, собранную на первичном барабане.
Согласно второму объекту настоящего изобретения создана установка для изготовления шин для колес транспортных средств, содержащая:
а) сборочный пункт для сборки на первичном барабане по существу цилиндрической каркасной конструкции, содержащей, по меньшей мере, один каркасный слой, соединенный с кольцевыми закрепляющими конструкциями, отнесенными в осевом направлении друг от друга;
b) завершающий пункт для изготовления по существу цилиндрического рукава, содержащего протекторный браслет, наложенный в радиально-наружном положении относительно ленточной конструкции, содержащей, по меньшей мере, один ленточный слой, включающий армирующие корды, по существу параллельные направлению окружной протяженности рукава, причем завершающий пункт содержит:
b1) первый вспомогательный барабан;
b2) по меньшей мере, один второй вспомогательный барабан;
b3) перемещающее устройство, приспособленное для удерживания вспомогательных барабанов и для позиционирования вспомогательных барабанов в первое рабочее положение, в котором собирают ленточную конструкцию, по меньшей мере, в одно второе рабочее положение, в котором накладывают протекторный браслет, и в положение подхвата по существу цилиндрического рукава; первое и, по меньшей мере, одно второе рабочее положение заданы в разных зонах завершающего пункта;
b4) по меньшей мере, один элемент подачи полосового элемента из невулканизированного эластомерного материала, включающего, по меньшей мере, один армирующий корд, расположенный в первом рабочем положении, для рабочего взаимодействия с одним из вспомогательных барабанов;
b5) по меньшей мере, один элемент подачи непрерывного удлиненного элемента из невулканизированного эластомерного материала, расположенный в, по меньшей мере, одном втором рабочем положении для рабочего взаимодействия с одним из вспомогательных барабанов;
с) по меньшей мере, одно средство передачи по существу цилиндрического рукава, изготовленного в завершающем пункте, приспособленное для рабочего взаимодействия с одним из вспомогательных барабанов в пункте подхвата, для передачи по существу цилиндрического рукава в радиально-наружное положение относительно каркасной конструкции, собранной в сборочном пункте;
с’) формирующее устройство, выполненное с возможностью взаимодействия с первичным барабаном в сборочном пункте, для формирования каркасной конструкции в соответствии с по существу тороидальной формой таким образом, чтобы соединять по существу цилиндрический рукав, содержащий ленточную конструкцию и протекторный браслет, с каркасной конструкцией.
Предпочтительно, установка дополнительно содержит:
b6) по меньшей мере, один третий вспомогательный барабан, удерживаемый перемещающим устройством;
b7) по меньшей мере, один второй элемент подачи непрерывного удлиненного элемента из невулканизированного эластомерного материала, расположенный в, по меньшей мере, одном третьем рабочем положении для рабочего взаимодействия с одним из вспомогательных барабанов.
Предпочтительно, установка дополнительно содержит, по меньшей мере, два элемента подачи соответствующих непрерывных удлиненных элементов из невулканизированного эластомерного материала, расположенных в, по меньшей мере, одном третьем рабочем положении, для рабочего взаимодействия на противоположных сторонах одного из вспомогательных барабанов.
Предпочтительно, установка дополнительно содержит, по меньшей мере, одно средство подачи ленточных слоев, расположенное в первом рабочем положении, для рабочего взаимодействия с одним из вспомогательных барабанов.
Предпочтительно, установка содержит, по меньшей мере, одно дополнительное средство подачи ленточного слоя, содержащего множество армирующих кордов, расположенное в первом рабочем положении для рабочего взаимодействия с одним из вспомогательных барабанов.
Предпочтительно, установка дополнительно содержит, по меньшей мере, один третий элемент подачи для укладки, согласно кольцевым виткам, соответствующего третьего непрерывного удлиненного элемента из невулканизированного эластомерного материала, расположенный в положении подхвата для рабочего взаимодействия с одним из вспомогательных барабанов.
Предпочтительно, элементы подачи непрерывных удлиненных элементов содержат, по меньшей мере, один экструдер.
Предпочтительно, по меньшей мере, один из элементов подачи непрерывных удлиненных элементов подает непрерывный удлиненный элемент как полуфабрикат из невулканизированного эластомерного материала в форме непрерывной полосы.
Предпочтительно, перемещающее устройство содержит, по меньшей мере, один узел вращения барабана, приспособленный для вращения вспомогательных барабанов вокруг их геометрической оси.
Предпочтительно, вспомогательные барабаны с возможностью скольжения удерживаются перемещающим устройством.
Предпочтительно, перемещающее устройство содержит, по меньшей мере, один узел поступательного перемещения барабана, приспособленный для осуществления контролируемых осевых перемещений вспомогательных барабанов в рабочих положениях или в положении подхвата.
Предпочтительно, узел поступательного перемещения барабана перемещающего устройства осуществляет поступательное перемещение вспомогательных барабанов между рабочими положениями или положением подхвата и исходным положением, заданным между рабочими положениями или положением подхвата и осью вращения перемещающего устройства.
Предпочтительно, перемещающее устройство является по существу устройством турельного типа и приспособлено для удерживания вспомогательных барабанов в положениях с угловым смещением относительно друг друга.
Предпочтительно, перемещающее устройство является по существу устройством турельного типа и приспособлено для удерживания вспомогательных барабанов в положениях с угловым смещением относительно друг друга.
Предпочтительно, установка дополнительно содержит, по меньшей мере, один приводной узел, приспособленный для вращения перемещающего устройства вокруг по существу вертикальной оси вращения.
Предпочтительно, установка дополнительно содержит, по меньшей мере, два элемента подачи соответствующих непрерывных удлиненных элементов из невулканизированного эластомерного материала, расположенных в, по меньшей мере, одном втором рабочем положении для рабочего взаимодействия на противоположных сторонах одного из вспомогательных барабанов.
Предпочтительно, положение подхвата цилиндрического рукава по существу совпадает с первым рабочим положением.
Предпочтительно, установка дополнительно содержит, по меньшей мере, одно устройство для формования каркасной конструкции в соответствии с по существу тороидальной формой таким образом, чтобы соединять по существу цилиндрический рукав, содержащий ленточную конструкцию и протекторный браслет, с каркасной конструкцией).
Согласно третьему объекту создано оборудование для изготовления шин для колес транспортных средств, содержащее производственную установку описанного выше типа и, по меньшей мере, один пункт вулканизации для вулканизации шин, полученных в производственной установке.
Дополнительные признаки и преимущества изобретения будут более понятны при ознакомлении с подробным описанием предпочтительных, но не исключительных вариантов способа и установки для изготовления шин для колес транспортных средств, соответствующих настоящему изобретению.
Это описание будет приведено далее со ссылками на прилагаемые чертежи, данные для указания, а не ограничения, на которых:
фиг. 1 - схематический вид сверху первого предпочтительного варианта выполнения установки для изготовления шин, соответствующего настоящему изобретению;
фиг. 2 - схематический частичный вид сечения шины, полученной согласно способу и установке, соответствующим настоящему изобретению;
фиг. 3 - схематический вид сверху второго предпочтительного варианта выполнения установки для изготовления шин, соответствующего настоящему изобретению.
Как показано на фиг. 1, установка для производства шин для колес транспортных средств, приспособленная для осуществления способа производства, соответствующего настоящему изобретению, согласно первому предпочтительному варианту, обозначена в целом ссылочной позицией 1.
Шина, которая может быть произведена при помощи установки 1, в целом обозначена ссылочной позицией 2 на фиг. 2 и может быть шиной, предназначенной для оснащения колес легкового автомобиля или колес тяжелого транспортного средства.
Шины 2 по существу содержат каркасную конструкцию 3, имеющую по существу тороидальную форму, ленточную конструкцию 4, имеющую по существу цилиндрическую форму, проходящую по окружности вокруг каркасной конструкции 3, протекторный браслет 5, наложенный на ленточную конструкцию 4 в радиально-наружном положении относительно нее, и пару боковин 6, наложенных сбоку на противоположные стороны на каркасную конструкцию 3, причем каждая проходит от боковой кромки протекторного браслета 5 до радиально-внутренней кромки каркасной конструкции 3.
Каждая боковина 6 по существу содержит слой эластомерного материала, имеющий пригодную толщину, и может иметь радиально-наружную концевую хвостовую часть 6а, по меньшей мере, частично накрытую осевым концом протекторного браслета 5, как показано сплошной линией на фиг. 2, согласно схеме типа, обычно называемого "подстилающие боковины".
В альтернативном варианте, радиально-наружные хвостовые части 6а боковин 6 могут быть наложены с боков на соответствующие осевые концы протекторного браслета 5, как показано пунктирной линией на фиг. 2, для осуществления схемы типа, обычно называемого "покрывающие боковины".
Каркасная конструкция 3 содержит пару кольцевых закрепляющих конструкций 7, встроенных в районы, обычно называемые "бортами", причем каждый из них, например, представлен по существу круглой кольцевой вставкой 8, обычно называемой "сердечником борта шины", и содержит эластомерный наполнитель 9 в радиально-наружном положении относительно нее. Вокруг каждой из закрепляющих конструкций 7 обернуты концевые ободные ленты 10а одного или более слоев 10 каркаса, содержащих текстильные или металлические корды, проходящие в поперечном направлении относительно кольцевой протяженности шины 2, возможно, с заданным наклоном между двумя кольцевыми закрепляющими конструкциями 7.
Ленточная конструкция 4 может, в свою очередь, содержать один или более ленточных слоев 11а, 11b, содержащих армирующие корды, выполненные из пригодного материала, например, металлические или текстильные корды.
Предпочтительно, указанные армирующие корды пригодным образом наклонены относительно окружной протяженности шины 2 согласно соответствующим перекрещивающимся ориентациям между одним ленточным слоем и другим.
Ленточная конструкция 4 также содержит, по меньшей мере, один ленточный слой 12 в радиально-наружном положении относительно ленточных слоев 11а, 11b и включает, по меньшей мере, один армирующий корд, предпочтительно, множество кордов, намотанных по окружности витками, расположенными рядом друг с другом в осевом направлении и обычно называемыми в данной области "кордами с нулевым наклоном".
В предпочтительном варианте осуществления изобретения ленточная конструкция 4 может содержать ленточный слой 12, включающий корды с нулевым наклоном, по существу проходящие по всей поперечной протяженности ленточной конструкции 4; в альтернативном варианте, ленточная конструкция 4 может содержать пару ленточных слоев 12, каждый из которых включает корды с нулевым наклоном, расположенные вблизи противоположных плечевых зон шины 2 и проходящие в осевом направлении вдоль части ограниченной ширины, как схематически показано на фиг. 2.
В шинах большой грузоподъемности, таких как шины для грузовиков и тяжелых транспортных средств, ленточная конструкция 4 может также включать в радиально-наружном местоположении относительно ленточного слоя 12 дополнительный слой 13, выполненный из эластомерного материала, предпочтительно, включающий множество армирующих кордов, обычно называемый "брекерным слоем" и предназначенный для предотвращения проникновения посторонних тел в нижележащие ленточные слои.
Протекторный браслет 5 может по существу состоять из одного эластомерного материала или, в альтернативном варианте, он может содержать части, состоящие из соответствующих эластомерных материалов, имеющих надлежащий состав и надлежащие механические и химико-физические характеристики.
Эти части могут быть составлены одним или более наложенных в радиальном направлении слоев, имеющих пригодную толщину, пригодным образом конфигурированными секторами, расположенными согласно заданной конфигурации вдоль осевой протяженности протекторного браслета, или их комбинацией.
Таким образом, например, протекторный браслет 5 может включать радиально-внутренний слой или базовый слой, по существу состоящий из первого эластомерного материала, имеющего надлежащий состав и механические и химико-физические характеристики, например, приспособленные для уменьшения сопротивления качению шины, и радиально-наружный слой, по существу состоящий из второго эластомерного материала, имеющего состав и механические и химико-физические характеристики, отличающиеся от характеристик первого эластомерного материала, например, приспособленные для оптимизации характеристик сцепления с влажными поверхностями и износостойкости шины.
Индивидуальные компоненты каркасной конструкции 3 и ленточной конструкции 4, такие как, в частности, кольцевые закрепляющие конструкции 7, слои 10 каркаса, ленточные слои 11а, 11b и элементы из эластомерного материала (полосовые элементы), включающие, по меньшей мере, один армирующий корд и предназначенные для формирования ленточного слоя 12 и возможно брекерного слоя 13, поставляют в установку 1 в форме полуфабрикатов, изготовленных в ходе предшествующих производственных операций, для пригодной сборки согласно описанным ниже операциям.
Теперь со ссылками на фиг. 1 будет описан первый предпочтительный вариант выполнения установки 1 для производства шин для транспортных средств, соответствующей изобретению, например, для изготовления шины 2 указанного выше типа.
В нижеследующем описании будут сделаны ссылки на различные компоненты шины 2 в их полуфабрикатном состоянии и, что касается различных используемых эластомерных материалов в их невулканизированном состоянии, то есть до операций вулканизации, которые связывают друг с другом разные полуфабрикаты для получения завершенной шины 2.
Установка 1 содержит сборочный пункт 14, предназначенный для сборки по существу цилиндрической каркасной конструкции 3, содержащей один или более слоев 10 каркаса, в рабочем положении соединенных с кольцевыми закрепляющими конструкциями 7, отнесенными в осевом направлении друг от друга.
Сборочный пункт 14 содержит первичный барабан 15, не описанный подробно, поскольку он может быть выполнен любым обычным образом, на который, предпочтительно, намотан слой или слои 10 каркаса; причем указанные слои поступают по питающей линии 16, на которой их нарезают на секции надлежащей длины, соответствующей окружной протяженности первичного барабана 15, перед тем, как они будут наложены на него для формирования так называемого по существу цилиндрического "каркасного рукава".
Сборочный пункт 14 также содержит линию (не показана) для подачи боковин 6, причем эта линия подает полуфабрикат в форме непрерывной полосы эластомерного материала, от которой отрезают секции заданной длины, причем указанная длина соответствует окружной протяженности первичного барабана 15 и изготовляемой шины 2.
В альтернативном варианте, сборочный пункт 14 может быть снабжен дополнительным сборочным барабаном (не показан), на котором происходит сборка компонентов каркасной конструкции 3 и возможно также боковин 6, и передающим средством (также не показано) для передачи собранного каркасного рукава на первичный барабан 15.
Установка 1 также содержит завершающий пункт 17, предназначенный для изготовления по существу цилиндрического рукава, содержащего:
I) протекторный браслет 5, включающий один или более невулканизированных эластомерных материалов, причем протекторный браслет наложен в радиально-наружном положении на
II) ленточную конструкцию 4, содержащую слой 12, включающий армирующие корды, по существу параллельные направлению окружной протяженности по существу цилиндрического рукава, причем слой 12 в этом предпочтительном варианте приспособлен для наложения в радиально-наружном положении относительно слоев 11а, 11b, включающих армирующие корды, пригодным образом наклоненные относительно окружной протяженности рукава с соответственно пересекающимися ориентациями в одном ленточном слое и в другом, и возможно, брекерный слой 13, который в этом предпочтительном варианте наложен в радиально-наружном положении относительно слоя 12.
Завершающий пункт 17, в свою очередь, содержит перемещающее устройство 18, приспособленное для удерживания первого вспомогательного барабана 19 и второго вспомогательного барабана 20 и позиционирования указанных вспомогательных барабанов 19, 20 во множестве рабочих положений, в которых осуществляются рабочие операции, необходимые для изготовления указанного по существу цилиндрического рукава.
Более конкретно, перемещающее устройство 18 приспособлено для позиционирования вспомогательных барабанов 19, 20 в первое рабочее положение, обозначенное буквой А на фиг. 1, в котором собирают ленточную конструкцию 4, в, по меньшей мере, одно второе рабочее положение, обозначенное буквой В на фиг. 1, в котором накладывают протекторный браслет 5, и в положение подхвата, обозначенное буквой D на фиг. 1, по существу цилиндрического рукава, изготовленного в завершающем пункте 17.
В этом предпочтительном варианте положение D подхвата по существу цилиндрического рукава по существу совпадает с первым рабочим положением А.
Первое рабочее положение А и второе рабочее положение В находятся в разных зонах завершающего пункта 17 и, предпочтительно, они находятся на противоположных сторонах перемещающего устройства 18.
В предпочтительном варианте осуществления изобретения, показанном на фиг. 1, кроме того предусмотрено, что в положении D подхвата вспомогательный барабан 19, 20, расположенный там перемещающим устройством 18, располагается в соответствии с соосным совмещением с первичным барабаном 15 сборочного пункта 14.
Завершающий пункт 17 содержит устройство для наложения ленточной конструкции 4 на один вспомогательный барабан, в целом обозначенный ссылочной позицией 21, приспособленный для взаимодействия со вспомогательным барабаном 19, 20, расположенным в рабочем положении А перемещающим устройством 18.
Накладывающее устройство 21, в свою очередь, содержит, по меньшей мере, одно средство 24 подачи ленточных слоев 11а, 11b, расположенное в первом рабочем положении А для рабочего взаимодействия со вспомогательным барабаном 19, 20, расположенным в указанном рабочем положении перемещающим устройством 18.
Например, подающее средство 24 может содержать известным образом, по меньшей мере, одну питающую линию 24а, по которой продвигаются вперед полуфабрикаты в форме непрерывной полосы, причем указанную полосу нарезают на секции длиной, соответствующей окружной протяженности вспомогательных барабанов 19, 20, одновременно с формированием соответствующих ленточных слоев 11а, 11b на этих же барабанах.
Накладывающее устройство 21 завершающего пункта 17 также содержит, по меньшей мере, одно средство 22 подачи ленточного элемента 23 из невулканизированного эластомерного материала, включающего, по меньшей мере, один армирующий корд, предпочтительно, множество текстильных или металлических армирующих кордов, причем ленточный элемент 23, накладывают в радиально-наружном положении относительно ленточных слоев 11а, 11b для формирования примыкающих в осевом направлении кольцевых витков, предназначенных для формирования ленточного слоя 12.
С этой целью средство 22 подачи находится в первом рабочем положении А для рабочего взаимодействия со вспомогательным барабаном 19, 20, расположенным в указанном рабочем положении перемещающим устройством 18.
В предпочтительном варианте осуществления изобретения устройство 21 также содержит, по меньшей мере, одно средство подачи дополнительного ленточного слоя, предпочтительно, включающего множество армирующих кордов, расположенное в первом рабочем положении А для рабочего взаимодействия со вспомогательным барабаном 19, 20, расположенным в указанном рабочем положении перемещающим устройством 18, для формирования указанного выше брекерного слоя 13.
Завершающий пункт 17 также содержит, по меньшей мере, один подающий элемент, предпочтительно, по меньшей мере, два элемента 25, 26 подачи соответствующих непрерывных удлиненных элементов 27, 28 из невулканизированного эластомерного материала, причем данные подающие элементы расположены во втором рабочем положении В для рабочего взаимодействия со вспомогательным барабаном 19, 20, расположенным в указанном рабочем положении перемещающим устройством 18.
В предпочтительном варианте осуществления изобретения, показанном на фиг. 1, элементы 25, 26 подачи непрерывных удлиненных элементов 27, 28 расположены во втором рабочем положении В для рабочего взаимодействия на противоположных сторонах вспомогательного барабана 19, 20, помещенного в указанное рабочее положение перемещающим устройством 18.
Подающие элементы 25, 26 приспособлены для укладки непрерывных удлиненных элементов 27, 28 смежными кольцевыми витками на ленточную конструкцию 4, ранее собранную на вспомогательном барабане 19 или 20 во втором рабочем положении В.
Более конкретно, подающие элементы 25, 26 могут содержать, например, экструдер или, в альтернативном варианте, наносящий ролик или другой элемент, приспособленный для подачи непрерывных удлиненных элементов 27, 28 в радиально-наружное положение относительно ленточной конструкции 4, удерживаемой вспомогательным барабаном 19 или 20 во втором рабочем положении В, одновременно с намоткой самих удлиненных элементов на ленточную конструкцию 4, как будет подробнее описано далее.
Предпочтительно, каждый из подающих элементов 25, 26 содержит, по меньшей мере, один экструдер, обозначенный на фиг. 1 ссылочными позициями 29, 30.
Для намотки непрерывных удлиненных элементов, подаваемых экструдерами 29, 30 на ленточную конструкцию 4, перемещающее устройство 18, соответствующее предпочтительному варианту осуществления изобретения, показанному на фиг. 1, содержит, по меньшей мере, один узел вращения барабана, предпочтительно, пару вращающих узлов 31, 32, приспособленных для вращения вспомогательных барабанов 19, 20 вокруг их геометрической оси.
Таким образом, предпочтительно, можно осуществлять эффективным образом контролируемую укладку непрерывных удлиненных элементов 27, 28 в радиально-наружное положение относительно ленточной конструкции 4.
Предпочтительно и согласно показанному на фиг. 1, перемещающее устройство 18 является по существу устройством турельного типа и приспособлено для удерживания вспомогательных барабанов 19, 20 в положениях с угловым смещением относительно друг друга, например, со смещением на угол около 180°.
Предпочтительно, перемещающее устройство 18 также снабжено, по меньшей мере, одним приводным узлом 35, приспособленным для вращения перемещающего устройства 18 в целом вокруг по существу вертикальной оси Y-Y вращения для расположения вспомогательных барабанов 19, 20 в указанные выше первое и второе рабочие положения А, В.
Предпочтительно, вспомогательные барабаны 19, 20 и соответствующие приводные узлы 31, 32 с возможностью скольжения удерживаются перемещающим устройством 18 при помощи несущего суппорта, не показанного подробно на фиг. 1, который, в свою очередь, с возможностью скольжения установлен на вращающейся несущей платформе 39 перемещающего устройства 18.
Предпочтительно, каждый вспомогательный барабан 19, 20 может совершать поступательное движение вместе с соответствующим вращающим узлом 31, 32 вдоль несущей платформы 39.
В предпочтительном варианте осуществления изобретения перемещающее устройство 18 содержит, по меньшей мере, один узел перемещения барабана, приспособленный для совершения управляемых осевых перемещений барабанов 19, 20 в рабочие положения А, В или в положение D подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, изготовленного в завершающем пункте 17.
Предпочтительно, указанный узел перемещения барабана вызывает управляемые осевые перемещения не только вспомогательных барабанов 19, 20, но также соответствующих вращающих узлов 31, 32.
В предпочтительном варианте осуществления изобретения, показанном на фиг. 1, перемещающее устройство 18 содержит пару перемещающих барабан узлов 33, 34, например, типа, содержащего червяк, приспособленный для зацепления с соответствующей резьбой гайки, соединенной с указанным суппортом, несущим вспомогательные барабаны 19, 20.
Очевидно, что перемещающие барабан узлы могут содержать приводные механизмы, отличающиеся от указанных выше для примера, и они могут быть подобраны специалистом в данной области техники в зависимости от требований для конкретного варианта применения.
Предпочтительно, перемещающие барабан узлы 33, 34 перемещающего устройства 18 перемещают барабаны 19, 20 между рабочими положениями А, В или положением D подхвата и исходным положением, заданным между этими положениями и осью Y-Y вращения перемещающего устройства 18.
Предпочтительно, указанные исходные положения вспомогательных барабанов 19, 20 заданы в пределах внешнего периметра вращающейся несущей платформы 39.
Предпочтительно, перемещающие барабан узлы 33, 34 перемещают барабаны 19, 20 вдоль радиального направления, проходящего через ось Y-Y вращения перемещающего устройства 18, как показано двойными стрелками F3, F4 на фиг. 1.
Перемещающие барабан узлы 33, 34, таким образом, обеспечивают достижение следующих технических эффектов:
I) эффекта правильного перемещения вспомогательных барабанов 19, 20 относительно подающих элементов 25, 26;
II) эффекта осуществления контролируемой укладки непрерывных удлиненных элементов 27, 28 в радиально-наружное положение относительно ленточной конструкции 4 витками, частично располагающимися рядом друг с другом и/или частично накладывающимися друг на друга в соответствии с тем, что требуется для изготовления протекторного браслета 5, имеющего высокий уровень качества;
III) эффекта осуществления заданного смещения ленточных слоев, подаваемых укладочным устройством 21, например, для компенсации любых конструктивных асимметрий шины 2; и
IV) эффекта уменьшения поперечных размеров и сил инерции при перемещении вспомогательных барабанов 19, 20 между рабочими положениями А и В посредством перемещения вспомогательных барабанов 19, 20 близко к оси Y-Y перемещающего устройства 18.
Кроме того, предпочтительно, перемещающие барабан узлы 33, 34 позволяют осуществлять контролируемую укладку непрерывных удлиненных элементов 27, 28 при сохранении неподвижности подающих элементов 25, 26 и упрощении механической системы укладки непрерывных удлиненных элементов и, таким образом, с уменьшением стоимости изготовления установки 1.
Установка 1 также содержит, по меньшей мере, одно устройство 36 передачи по существу цилиндрического рукава, изготовленного в завершающем пункте 17, приспособленное для рабочего взаимодействия с одним из вспомогательных барабанов 19, 20 в указанном выше положении D подхвата, в этом случае по существу совпадающем с первым рабочим положением А, для передачи по существу цилиндрического рукава, изготовленного в завершающем пункте 17, в радиально-наружное положение относительно каркасной конструкции 3, изготовленной в сборочном пункте 14.
Передающее устройство 36, предпочтительно, имеет по существу кольцевую конфигурацию и работает известным способом (не показан) таким образом, что оно располагается вокруг вспомогательного барабана 19, 20, находящегося в положении В подхвата, для подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, изготовленного в завершающем пункте 17, и для сосной передачи указанного рукава к каркасной конструкции 3, собранной в сборочном пункте 14.
В альтернативном предпочтительном варианте осуществления изобретения, не показанном для упрощения, установка 1 может дополнительно содержать третий элемент подачи непрерывного удлиненного элемента из невулканизированного эластомерного материала, находящийся в положении D подхвата (например, совпадающем с первым рабочим положением А) по существу цилиндрического рукава, изготовленного в завершающем пункте 17, для рабочего взаимодействия со вспомогательным барабаном 19, 20, расположенным в нем перемещающим устройством 18.
В этом случае установка 1 допускает наложение протекторного браслета 5 как в рабочем положении В, так и в положении D подхвата (например, совпадающем с первым рабочим положением А) по существу цилиндрического рукава всякий раз, когда требуется соответствие требованиям для конкретного варианта применения.
Установка 1 также содержит, по меньшей мере, одно устройство (которое известно и не показано) для формирования каркасной конструкции 3 в соответствии с по существу тороидальной конфигурацией таким образом, чтобы соединять по существу цилиндрический рукав, содержащий ленточную конструкцию 4 и протекторный браслет 5, изготовленный в завершающем пункте 17, с каркасной конструкцией 3.
Предпочтительно, это формирующее устройство приспособлено для рабочего взаимодействия с первичным барабаном 15 в сборочном пункте 14 для осуществления, как будет понятно далее, так называемого одноэтапного производственного процесса.
Наконец, установка 1 содержит блок 37 управления, при помощи которого оператор 38 может программировать и управлять различными рабочими операциями, которые могут осуществляться этой производственной установкой.
Теперь со ссылками на описанную выше установку 1 будет описан первый предпочтительный вариант способа, соответствующего изобретению, для изготовления шин для колес транспортного средства, например, описанной выше шины 2.
В частности, способ будет раскрыт со ссылками на исходное рабочее состояние, показанное на фиг. 1, в котором вспомогательный барабан 19 находится в первом рабочем положении А и не удерживает каких-либо полуфабрикатов, тогда как вспомогательный барабан 20 находится во втором рабочем положении В и удерживает ленточную конструкцию 4, собранную на указанном барабане в ходе предшествующего этапа способа.
В ходе первого этапа способа, в сборочном пункте 14 собирают по существу цилиндрическую каркасную конструкцию 3, содержащую, по меньшей мере, один слой 10 каркаса, соединенный с кольцевыми закрепляющими структурами 7, отнесенными в осевом направлении друг от друга.
На этом этапе слой или слои 10 каркаса, поступающие по линии 16 подачи, на которой их нарезают на секции надлежащей длины, соответствующей окружной протяженности первичного барабана 15, до наложения на него, наматывают на первичный барабан 15 для формирования так называемого по существу цилиндрического "каркасного рукава".
После этого на концевые ободные ленты 10а слоя/слоев 10 укладывают кольцевые закрепляющие конструкции 7 для последующего обертывания самих концевых ободных лент, вызывающего закрепление закрепляющих конструкций 7 в петлях, таким образом сформированных обернутым слоем/слоями 10. На каркасный рукав также могут быть наложены боковины 6 шины, при этом указанные боковины поступают, по меньшей мере, по одной соответствующей линии подачи боковин (не показана), подающей полуфабрикат в форме непрерывной полосы эластомерного материала, от которой отрезают секции заданной длины, причем указанная длина соответствует окружной протяженности первичного барабана 15 и изготовляемой шины 2.
Способ, соответствующий изобретению, предусматривает изготовление в завершающем пункте 17 по существу цилиндрического рукава, содержащего протекторный браслет 5, наложенный в радиально-наружном положении относительно ленточной конструкции 4, включающей, по меньшей мере, один слой 12, включающий армирующие корды, по существу параллельные направлению окружной протяженности рукава.
Изготовление этого по существу цилиндрического рукава происходит, по меньшей мере, частично одновременно со сборкой компонентов каркасной конструкции 3 в форме по существу цилиндрического рукава (или каркасного рукава) на первичном барабане 15.
Более конкретно, изготовление по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, осуществляемое в завершающем пункте 17, содержит раскрытые далее рабочие этапы.
Согласно изобретению, эти этапы осуществляют, по меньшей мере, частично одновременно.
На первом этапе первую ленточную конструкцию 4 собирают в первом рабочем положении А на первом вспомогательном барабане 19 завершающего пункта 17.
В предпочтительном варианте осуществления изобретения этап сборки первой ленточной конструкции 4 предусматривает в первую очередь осуществление операций наложения в радиально-наружное положение относительно первого вспомогательного барабана 19 первого ленточного слоя 11а, содержащего соответствующие армирующие корды, расположенные наклонно относительно направления окружной протяженности рукава, и наложения в радиально-наружное положение относительно первого ленточного слоя 11а второго ленточного слоя 11b, содержащего армирующие корды, расположенные наклонно вдоль пересекающегося направления относительно указанных армирующих кордов первого ленточного слоя 11а.
Предпочтительно, эти этапы осуществляют при помощи средства 24 подачи ленточных слоев, которое взаимодействует в рабочем положении со вспомогательным барабаном 19, расположенным в первом рабочем положении А перемещающим устройством 18 и вращающим узлом 31, который вращает вспомогательный барабан 19 вокруг геометрической оси при наложении различных полуфабрикатов.
Более конкретно, подающая линия 24а подающего устройства 24 подает полуфабрикаты в форме непрерывной полосы, которую затем нарезают на секции длины, соответствующей окружной протяженности вспомогательного барабана 19, одновременно с формированием соответствующих ленточных слоев 11а, 11b на этом же барабане, который одновременно вращается вращающим узлом 31.
В предпочтительном варианте осуществления изобретения этап сборки первой ленточной конструкции 4, таким образом, предусматривает осуществление операции наложения в радиально-наружном положении относительно первого вспомогательного барабана 19, по меньшей мере, одного полосового элемента 23 из невулканизированного эластомерного материала, включающего армирующий корд (корды), для формирования смежных в осевом направлении кольцевых витков таким образом, чтобы получить ленточный слой 12, включающий армирующие корды, расположенные по существу параллельно окружной протяженности изготовляемого по существу цилиндрического рукава.
Предпочтительно, указанный полосовой элемент 23 укладывают в радиально-наружном положении относительно второго ленточного слоя 11b по существу вдоль всей окружной протяженности первой ленточной конструкции 4 или, в альтернативном варианте, только на противоположных в осевом направлении концах подстилающих ленточных слоев 11а, 11b.
Предпочтительно, эту операцию осуществляют при помощи подающего средства 22 накладывающего устройства 21, которое также находится в первом рабочем положении А для рабочего взаимодействия со вспомогательным барабаном 19, расположенным там перемещающим устройством 18.
В предпочтительном варианте осуществления изобретения этап сборки первой ленточной конструкции 4 в конце предусматривает осуществление операции наложения брекерного слоя 13 из невулканизированного эластомерного материала, предпочтительно, включающего множество армирующих кордов, предпочтительно, расположенных наклонно относительно направления окружной протяженности рукава, в радиально-наружном положении относительно ленточного слоя 12.
Предпочтительно, эту операцию осуществляют при помощи дополнительного средства подачи ленточного слоя, предпочтительно, включающего множество армирующих кордов (средство подачи не показано на фиг. 1 для упрощения), расположенного в первом рабочем положении А для рабочего взаимодействия с вспомогательным барабаном 19, расположенным там перемещающим устройством 18.
Изготовление по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, предусматривает формирование протекторного браслета 5 в радиально-наружном положении относительно второй ленточной конструкции 4, собранной на втором вспомогательном барабане 20 в ходе предшествующего производственного этапа способа.
Согласно изобретению, этот этап формирования протекторного браслета 5 на втором вспомогательном барабане 20, расположенном во втором рабочем положении В, осуществляют, по меньшей мере, частично одновременно с операцией сборки первой ленточной конструкции 4 на первом вспомогательном барабане 19, расположенном в первом рабочем положении А.
Более конкретно, способ, соответствующий изобретению, предусматривает наложение протекторного браслета 5 во втором рабочем положении В в радиально-наружном положении относительно второй ленточной конструкции 4, предварительно собранной на втором вспомогательном барабане 20 завершающего пункта 17 в первом рабочем положении А.
Предпочтительно, операцию наложения протекторного браслета 5 осуществляют посредством укладки в соответствии с заданным маршрутом, по меньшей мере, одного непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции 4, собранной на втором вспомогательном барабане 20.
В предпочтительном варианте осуществления изобретения, операцию наложения протекторного браслета 5 осуществляют во втором рабочем положении В посредством укладки указанных, по меньшей мере, двух непрерывных удлиненных элементов 27, 28 из невулканизированного эластомерного материала в радиально-наружном положении относительно ленточной конструкции 4, собранной на втором вспомогательном барабане 20.
Предпочтительно, непрерывные удлиненные элементы 27, 28 укладывают на противоположных сторонах второго вспомогательного барабана 20, расположенного во втором рабочем положении В перемещающим устройством 18.
Предпочтительно, непрерывные удлиненные элементы 27, 28 состоят из соответствующих эластомерных материалов, имеющих разные механические и/или химико-физические характеристики для придания необходимых качеств протекторному браслету 5.
Предпочтительно, операцию наложения протекторного браслета 5 осуществляют при помощи подающих элементов 25, 26, расположенных во втором рабочем положении В для рабочего взаимодействия со вспомогательным барабаном 20, расположенным там перемещающим устройством 18.
В альтернативном варианте осуществления изобретения, по меньшей мере, один из подающих элементов 25, 26 может подавать, по меньшей мере, один из указанных непрерывных удлиненных элементов 27, 28 в форме полуфабриката из эластомерного материала в форме непрерывной полосы таким образом, чтобы формировать часть протекторного браслета 5, такую как его радиально-внутренний слой. Предпочтительно, эта полоса имеет ширину, по существу равную поперечной протяженности протекторного браслета 5, и, предпочтительно, ее разрезают на секции длины, соответствующей окружной протяженности вспомогательного барабана 20, одновременно с формированием, по меньшей мере, одной части протекторного браслета 5 на этом же барабане, который одновременно вращается вращающим узлом 32.
Однако предпочтительно, подачу непрерывных удлиненных элементов 27, 28 осуществляют посредством экструзии из экструдеров 29, 30 подающих элементов 25, 26.
Предпочтительно, непрерывные удлиненные элементы 27, 28, подаваемые каждым экструдером 29, 30, предпочтительно, могут иметь сплющенное сечение для регулирования толщины эластомерного слоя, формируемого ими в радиально-наружном положении относительно ленточной конструкции 4, посредством изменения величины наложения смежных витков и/или ориентации профиля вдоль поперечного направления каждого удлиненного элемента 27, 28, поступающего из соответствующего экструдера 29, 30, относительно подстилающей поверхности.
Предпочтительно, непрерывные удлиненные элементы 27, 28 укладывают смежными кольцевыми витками, расположенными в осевом направлении рядом друг с другом и/или с радиальным наложением в радиально-наружном положении относительно второй ленточной конструкции 4, удерживаемой вспомогательным барабаном 20 во втором рабочем положении В.
В этом предпочтительном варианте осуществления изобретения операцию наложения протекторного браслета 5 осуществляют посредством подачи непрерывных удлиненных элементов 27, 28 при помощи подающих элементов 25, 26, расположенных во втором рабочем положении В вблизи второго вспомогательного барабана 20, одновременно с намоткой непрерывных удлиненных элементов 27, 28 на указанный барабан.
В частности, такую намотку осуществляют посредством осуществления одновременно с наложением непрерывных удлиненных элементов 27, 28 следующих операций:
- сообщения второму вспомогательному барабану 20, несущему вторую ленточную конструкцию 4, вращательного движения вокруг его геометрической оси вращения таким образом, чтобы распределять по окружности непрерывные удлиненные элементы 27, 28 в радиально-наружном положении относительно второй ленточной конструкции 4;
- осуществления контролируемых относительных перемещений между вторым вспомогательным барабаном 20 и подающими элементами 25, 26 для формирования непрерывными удлиненными элементами 27, 28 множества витков, расположенных рядом друг с другом для образования, по меньшей мере, одной части протекторного браслета 5.
В этом предпочтительном варианте осуществления изобретения контролируемые относительные перемещения между вторым вспомогательным барабаном 20 и подающими элементами 25, 26, предпочтительно, осуществляют посредством перемещения второго вспомогательного барабана 20 относительно указанных подающих элементов.
Предпочтительно, непрерывные удлиненные элементы 27, 28 подают экструдеры 29, 30 одновременно с контролируемым вращательным движением вспомогательного барабана 20 вокруг его геометрической оси и контролируемым поступательным движением указанного барабана относительно подающих элементов 25, 26, например, вдоль направления, по существу параллельного указанной оси.
Предпочтительно, это вращательно-поступательное движение вспомогательного барабана 20 осуществляется при помощи перемещающего устройства 18, в частности, благодаря действию вращающего узла 32 и перемещающего узла 34 такого устройства.
В этом предпочтительном варианте осуществления способа, соответствующего изобретению, и благодаря подаче двух непрерывных удлиненных элементов 27, 28, предпочтительно, можно формировать с производственной точки зрения очень гибким образом протекторный браслет 5, имеющий конструктивные признаки, позволяющие достигать необходимых характеристик шины 2.
Таким образом, например, преимущественно, можно формировать в предпочтительном варианте осуществления изобретения протекторный браслет 5, включающий пару наложенных друг на друга слоев, соответственно, внутреннего и наружного, согласно конфигурации, известной в данной области как "двухслойный протектор".
Согласно этому предпочтительному варианту осуществления изобретения, операцию наложения протекторного браслета 5 осуществляют во втором рабочем положении В посредством укладки одного из указанных выше непрерывных удлиненных элементов, например, непрерывного удлиненного элемента 27 в радиально-наружном положении относительно второй ленточной конструкции 4, удерживаемой вспомогательным барабаном 20, вдоль по существу всей ее поперечной протяженности таким образом, чтобы формировать радиально-внутренний слой протекторного браслета 5.
Далее операция наложения протекторного браслета 5 предусматривает укладку второго непрерывного удлиненного элемента 28 в радиально-наружном положении относительно радиально-внутреннего слоя таким образом формируемого протекторного браслета 5.
Предпочтительно, укладку второго непрерывного удлиненного элемента 28 осуществляют по существу по всей поперечной протяженности указанного радиально-внутреннего слоя таким образом, чтобы формировать радиально-наружный слой протекторного браслета 5.
В этом предпочтительном варианте осуществления изобретения, таким образом, укладку непрерывных удлиненных элементов 27, 28 смежными кольцевыми витками, располагаемыми в осевом направлении рядом друг с другом и/или с радиальным наложением друг на друга, осуществляют двумя последовательными этапами.
В другом предпочтительном варианте осуществления изобретения также предпочтительно можно формировать протекторный браслет 5, включающий два или более выровненных в осевом направлении секторов, имеющих специфические механические характеристики, соответствующие конфигурации, которая допускает достижение множества предпочтительных технических эффектов, например, таких как улучшенное сопротивление поперечным напряжениям, воздействующим на протекторный браслет 5 при использовании шины 2, или возможность сохранения по существу постоянной способности сцепления шины 2 с дорогой, когда протекторный браслет 5 изношен.
Согласно этому предпочтительному варианту осуществления изобретения, операцию наложения протекторного браслета 5 осуществляют во втором рабочем положении В посредством укладки одного из указанных непрерывных удлиненных элементов, например, непрерывного удлиненного элемента 27, в радиально-наружном положении относительно, по меньшей мере, одной части второй ленточной конструкции 4, удерживаемой вспомогательным барабаном 20 таким образом, чтобы формировать соответствующую часть протекторного браслета 5.
Затем этап наложения протекторного браслета 5 предусматривает укладку второго непрерывного удлиненного элемента 28 в совмещенном в осевом направлении положении относительно указанной выше части, сформированной непрерывным удлиненным элементом 27, таким образом, чтобы формировать дополнительную часть протекторного браслета 5.
Таким образом, можно формировать протекторный браслет 5, имеющий, по меньшей мере, две выровненные в осевом направлении части или секции, имеющие разные механические и химико-физические характеристики.
В этом предпочтительном варианте осуществления изобретения укладку непрерывных удлиненных элементов 27, 28 можно осуществлять последовательными этапами и, по меньшей мере, частично одновременно.
Когда указанные операции сборки первой ленточной конструкции 4 на первом вспомогательном барабане 19 и укладки протекторного браслета 5 в радиально-наружном положении относительно второй ленточной конструкции 4, предварительно собранной на втором вспомогательном барабане 20, завершены, способ, соответствующий настоящему изобретению, предусматривает осуществление операций позиционирования первого вспомогательного барабана 19, удерживающего первую ленточную конструкцию 4, во втором рабочем положении В и позиционирование во второе положение D подхвата завершающего пункта 17 второго вспомогательного барабана 20, удерживающего по существу цилиндрический рукав, включающий протекторный браслет 5, наложенный в радиально-наружном положении относительно второй ленточной конструкции 4.
Как описано выше, в предпочтительном варианте осуществления изобретения положение D подхвата таким образом изготовленного по существу цилиндрического рукава по существу совпадает с первым рабочим положением А.
Согласно способу, соответствующему изобретению, указанные операции позиционирования вспомогательных барабанов 19 и 20, соответственно, во второе рабочее положение В и в первое рабочее положение А осуществляют, по меньшей мере, частично одновременно.
В частности, такие операции, предпочтительно, осуществляют при помощи перемещающего устройства 18.
В предпочтительном варианте осуществления изобретения и благодаря тому факту, что перемещающее устройство 18 является устройством по существу турельного типа и удерживает вспомогательные барабаны 19, 20 в положениях, предпочтительно, с угловым смещением относительно друг друга, указанные операции позиционирования вспомогательных барабанов 19 и 20 осуществляют посредством вращения перемещающего устройства 18 вокруг по существу вертикальной оси Y-Y. В частности, такое вращательное движение осуществляют при помощи приводного узла 35.
Другими словами, в этом предпочтительном варианте осуществления изобретения положение вспомогательных барабанов 19 и 20 эффективно изменяется практически одновременно простым вращением перемещающего устройства 18 вокруг оси Y-Y вращения, например, в соответствии с одним или двумя направлениями вращения по часовой стрелке или против часовой стрелки, показанными стрелками F1 и, соответственно, F2 на фиг. 1.
В предпочтительном варианте осуществления изобретения и благодаря тому факту, что вспомогательные барабаны 19 и 20 с возможностью скольжения удерживаются перемещающим устройством 18, способ, соответствующий изобретению, содержит дополнительный этап поступательного перемещения вспомогательных барабанов 19 и 20 к оси Y-Y вращения перемещающего устройства 18 перед осуществлением операции вращения такого устройства.
Предпочтительно, указанную операцию осуществляют при помощи узлов 33 и 34 поступательного перемещения барабанов посредством поступательного перемещения обоих вспомогательных барабанов 19, 20 и соответствующих вращающих узлов 31, 32, которые, предпочтительно, совершают общее поступательное движение с этими барабанами.
Таким образом, предпочтительно, можно уменьшить и поперечные размеры, и силы инерции при перемещениях вспомогательных барабанов 19, 20 между рабочими положениями А и В при улучшении признаков безопасности установки 1 и при уменьшении приводного усилия, требуемого от приводного узла 35 для вращения перемещающего устройства 18.
Предпочтительно, вспомогательные барабаны 19 и 20 и соответствующие вращающие узлы 31, 32 совершают поступательное движение к оси Y-Y вращения перемещающего устройства 18 и располагаются в указанных исходных положениях, заданных в пределах внешнего периметра вращающейся несущей платформы 39 такого устройства.
Предпочтительно, вспомогательные барабаны 19 и 20 перемещающего устройства 18 находятся в этом случае на безопасном расстоянии от блока 37 управления и оператора 38 при вращении перемещающего устройства 18, как схематически показано пунктирной линией на фиг. 1.
Когда осуществлены эти одновременные операции позиционирования первого вспомогательного барабана 19 во второе рабочее положение В и второго вспомогательного барабана в положение D подхвата (в этом случае, совпадающее с первым рабочим положением А), завершающий пункт 17 находится в рабочем состоянии, в котором:
I) по существу цилиндрический рукав, включающий вторую ленточную конструкцию 4 и протекторный браслет 5, готовый к удалению со второго вспомогательного барабана 20, расположен в положении D подхвата (в этом случае, совпадающем с этим же рабочим положением А); и
II) первая ленточная конструкция 4, предварительно собранная в первом рабочем положении А, удерживается первым вспомогательным барабаном 19 и готова для приема нового протекторного браслета 5 во втором рабочем положении В.
В этот момент способ, соответствующий изобретению, предусматривает операцию передачи по существу цилиндрического рукава из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно каркасной конструкции 3, собранной тем временем в сборочном пункте 14.
Предпочтительно, эту операцию передачи осуществляют при помощи по существу кольцеобразного передающего устройства 36 согласно известным в данной области способам.
После указанной операции передачи завершающий пункт 17 находится в рабочем состоянии, в котором второй вспомогательный барабан 20 уже расположен в первом рабочем положении А и готов к приему новой ленточной конструкции 4 благодаря рабочему взаимодействию с укладочным устройством 21, расположенным в указанном рабочем положении А.
Когда описанные выше операции выполнены, таким образом, завершающий пункт 17 находится в рабочем состоянии, в целом подобном указанным выше стартовым условиям, за исключением того факта, что два вспомогательных барабана 19, 20 меняют их положения.
В этот момент способ, соответствующий изобретению, предусматривает циклическое повторение описанных выше операций, которые приспособлены для изготовления по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, посредством сборки новой ленточной конструкции 4 на втором вспомогательном барабане 20 в первом рабочем положении А посредством укладки по существу одновременно во втором рабочем положении В нового протекторного браслета 5 в радиально-наружном положении относительно ленточной конструкции 4, предварительно собранной на первом вспомогательном барабане 19, меняя положение двух барабанов в конце этих операций сборки и укладки и т.д.
В конце каждого циклического повторения указанных операций получают новый по существу цилиндрический рукав, включающий ленточную конструкцию 4 и протекторный браслет 5, удерживаемый в положении D подхвата (в этом случае в положении А) попеременно одним из двух вспомогательных барабанов 19, 20 завершающего пункта 17.
Такой рукав затем передают из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно новой каркасной конструкции 3, собранной в сборочном пункте 14 согласно описанному выше способу.
Предпочтительно, операции изготовления по существу цилиндрического рукава, включающего протекторный браслет 5 и ленточную конструкцию 4, и передачи такого рукава из положения D подхвата в завершающем пункте 17 осуществляют за интервал времени, по существу равный или меньший, чем время осуществления операции сборки каркасной конструкции 3 в сборочном пункте 14.
Таким образом, предпочтительно, можно изготовлять и передавать по существу цилиндрический рукав, включающий протекторный браслет 5 и ленточную конструкцию 4, за время цикла, используемое для сборки каркасной конструкции 3 в сборочном пункте 14, оптимизируя периоды времени процесса и увеличивая производительность производственной установки 1.
В особенно предпочтительном варианте осуществления изобретения сборку по существу цилиндрического рукава, включающего протекторный браслет 5 и ленточную конструкцию 4, с каркасной конструкцией 3, еще не конфигурированной в тороидальную форму (по-другому называемой "каркасный рукав"), осуществляют на том же первичном барабане 15 сборочного пункта 14, который используют для сборки каркасного рукава, таким образом, осуществляя одноэтапный производственный процесс.
Предпочтительно, таким образом обеспечивается высокий уровень качества производимой шины 2 благодаря ограниченному количеству операций в ходе сборки невулканизированных полуфабрикатов еще по существу в пластичном состоянии. Такие полуфабрикаты, таким образом, подвергаются соответственно ограниченному количеству потенциально деформирующих напряжений, что, таким образом, предпочтительно снижает риск нежелательных структурных изменений в изготовляемой собранной, но не вулканизованной шине.
В рамках указанного одноэтапного производственного процесса, передающее устройство 36, имеющее по существу кольцевую конфигурацию, работает таким образом, что оно располагается вокруг вспомогательного барабана 19 или 20, находящегося в положении D подхвата, для подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, с этого барабана. Известным образом, вспомогательный барабан 19, 20 отсоединяет указанный рукав, который затем перемещается в осевом направлении передающим устройством 36 и помещается в соосно отцентрированное положение на первичном барабане 15, удерживающем каркасный рукав.
В альтернативном варианте, сборка каркасного рукава с рукавом из протекторного браслета 5/ленточной конструкции 4 может осуществляться на так называемом формирующем барабане, на который передаются каркасный рукав и рукав из протекторного браслета 5/ленточной конструкции 4, для изготовления шины согласно так называемому "двухэтапному производственному процессу".
В предпочтительном варианте осуществления изобретения, способ также содержит после указанной операции передачи операцию формирования по существу цилиндрической каркасной конструкции 3 в соответствии с по существу тороидальной конфигурацией таким образом, чтобы соединять ее с по существу цилиндрическим рукавом, включающим протекторный браслет 5 и ленточную конструкцию 4, переданным в радиально-наружное положение относительно каркасной конструкции.
Предпочтительно, эту операцию формирования осуществляют посредством осевого перемещения кольцевых закрепляющих конструкций 7 близко друг к другу и одновременного впуска текучей среды под давлением в комплект, состоящий из каркасной конструкции 3 по существу цилиндрического рукава, включающего протекторный браслет 5 и ленточную конструкцию 4, таким образом, чтобы ввести каркасный слой (слои) 10 в контакт с внутренней поверхностью ленточной конструкции 4, удерживаемой передающим устройством 36.
Таким образом, получают собранную, но не вулканизованную шину, которая может быть удалена с первичного барабана 15 или с формирующего барабана для обычной операции вулканизации, осуществляемой в пункте вулканизации (не показан) оборудования для производства шин (не показано), содержащего описанную выше производственную установку 1.
Очевидно, что описанные выше способ и устройство позволяют изготовлять шину 2, имеющую отличающуюся конструкцию, например, при укладке дополнительных слоев или элементов в первом рабочем положении А и/или во втором рабочем положении В и/или в положении D подхвата.
Все это может быть достигнуто посредством позиционирования в таких положениях пригодного подающего оборудования, приспособленного для рабочего взаимодействия со вспомогательными барабанами 19, 20, расположенными там перемещающим устройством 18.
Таким образом, например, в альтернативном варианте осуществления изобретения способ, соответствующий изобретению, может предусматривать дополнительную операцию укладки в положении D подхвата (например, совпадающем с первым рабочим положением А) в радиально-наружном положении относительно ленточной конструкции 4, удерживаемой вспомогательным барабаном 19, 20, находящимся в нем, дополнительного первого или последнего непрерывного удлиненного элемента из невулканизированного эластомерного материала в соответствии с заданным маршрутом таким образом, чтобы начинать или завершать укладку протекторного браслета 5 в положении D подхвата.
В этом случае, предпочтительно, можно формировать протекторный браслет 5 с использованием трех разных эластомерных материалов, подаваемых подающими элементами 25, 26, расположенными во втором рабочем положении В, и подающим элементом, расположенным в положении D подхвата завершающего пункта 17.
Предпочтительно, эту операцию укладки осуществляют согласно описанным выше способам, то есть посредством подачи такого непрерывного удлиненного элемента при помощи экструдера дополнительного подающего элемента (не показан), расположенного в положении D подхвата вблизи вспомогательного барабана 19, 20, находящегося там, и посредством намотки непрерывного удлиненного элемента на указанный барабан.
Также в этом случае, такую намотку осуществляют посредством выполнения одновременно с укладкой непрерывного удлиненного элемента следующих операций:
- сообщения вспомогательному барабану 19 или 20, удерживающему ленточную конструкцию 4, вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности непрерывный удлиненный элемент в радиально-наружном положении относительно ленточной конструкции 4;
- осуществления контролируемых относительных перемещений между вспомогательным барабаном 19 или 20 и подающим элементом для формирования непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом для образования, по меньшей мере, одной части протекторного браслета 5.
Предпочтительно, этот дополнительный подающий элемент может быть снабжен соответствующей приводной группой (не показана), приспособленной для перемещения такого элемента к (и от него) вспомогательному барабану 19, 20, расположенному в положении D подхвата, таким образом, чтобы не создавать помех последующим операциям подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5.
На фиг. 3 показан другой предпочтительный вариант выполнения установки 1 для изготовления шин, соответствующий изобретению.
В нижеследующем описании и на этой фигуре элементы установки 1, структурно и функционально эквивалентные показанным выше со ссылками на вариант осуществления изобретения, показанный на фиг. 1, будут обозначены такими же ссылочными позициями и не будут дополнительно описаны.
В варианте, показанном на фиг. 3, установка 1 дополнительно содержит, по меньшей мере, один третий вспомогательный барабан 40, удерживаемый перемещающим устройством 18, и, по меньшей мере, один элемент 41 подачи дополнительного непрерывного удлиненного элемента 42 из невулканизированного эластомерного материала, расположенный в, по меньшей мере, одном третьем рабочем положении С для рабочего взаимодействия с одним из вспомогательных барабанов 19, 20 или 40.
В этом предпочтительном варианте осуществления изобретения положение D подхвата по существу цилиндрического рукава также по существу совпадает с первым рабочим положением А.
Предпочтительно, установка 1 такой конструкции позволяет формировать протекторный браслет 5 с использованием, по меньшей мере, трех разных эластомерных материалов, поданных подающими элементами 25 и 26, расположенными во втором рабочем положении В, и подающим элементом 41, расположенным в третьем рабочем положении С завершающего пункта 17.
Подающий элемент 41, предпочтительно, содержит, по меньшей мере, один экструдер 43 полностью подобно подающим элементам 25, 26.
Подобно описанному выше, для намотки непрерывного удлиненного элемента 42, подаваемого экструдером 43 в радиально-наружное положение относительно ленточной конструкции 4, удерживаемой третьим вспомогательным барабаном 40, перемещающее устройство 18, предпочтительно, содержит узел 44 вращения барабана, приспособленный для вращения вспомогательного барабана 40 вокруг его геометрической оси.
Таким образом, предпочтительно, можно осуществлять эффективным образом контролируемое наложение непрерывного удлиненного элемента 42 в радиально-наружное положение относительно ленточной конструкции 4, удерживаемой третьим вспомогательным барабаном 40.
В этом предпочтительном варианте осуществления изобретения также, перемещающее устройство 18 является устройством по существу турельного типа и приспособлено для удерживания вспомогательных барабанов 19, 20 и 40 в положениях с угловым смещением относительно друг друга; однако в этом случае вспомогательные барабаны смещены друг от друга на угол, равный приблизительно 120°.
Подобно описанному выше, перемещающее устройство 18 содержит один узел 45 перемещения барабана, предпочтительно, типа, подобного перемещающим узлам 33 и 34, приспособленный для сообщения контролируемых осевых движений вспомогательному барабану 40 в рабочие положения А, В, С или в положение D подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5, изготовленного в завершающем пункте 17.
Предпочтительно, узел 45 перемещения барабана вызывает контролируемые осевые перемещения не только вспомогательного барабана 40, но также соответствующего вращающего узла 44.
Также в этом случае, узел 45 перемещения барабана перемещающего устройства 18 перемещает вспомогательный барабан 40 между рабочими положениями А, В, С или положением D подхвата и исходным положением, заданным между указанными положениями и осью Y-Y вращения перемещающего устройства 18.
Предпочтительно, исходные положения вспомогательных барабанов 19, 20 и 40 заданы в пределах внешнего периметра вращающейся несущей платформы 39, схематически обозначенного пунктирной линией на фиг. 3, которая может быть платформой круглого типа.
Очевидно, что вращающаяся несущая платформа 39 может иметь любую пригодную форму, отличную от круглой формы, и в этом случае исходные положения вспомогательных барабанов 19, 20 и 40, предпочтительно, задают в пределах района, такого как схематически показанный пунктирной линией на фиг. 3, достаточно удаленного от блока 37 управления и от рабочего места оператора 38.
Также предпочтительно, узел 45 перемещения барабана перемещает вспомогательный барабан 40 вдоль радиального направления, проходящего через ось Y-Y вращения перемещающего устройства 18, как показано двойной стрелкой F5 на фиг. 3.
Узлы 33, 34 и 45 перемещения барабана, таким образом, позволяют достигать предпочтительных технических эффектов, указанных выше со ссылками на предшествующий вариант выполнения производственной установки 1.
В другом предпочтительном варианте осуществления изобретения, который не показан, установка 1 может также содержать, по меньшей мере, два элемента подачи соответствующих непрерывных удлиненных элементов из невулканизированного эластомерного материала, расположенных в третьем рабочем положении С для рабочего взаимодействия на противоположных сторонах вспомогательного барабана 19, 20 или 40, расположенного там перемещающим устройством 18.
Этот дополнительный вариант осуществления изобретения позволяет формировать протекторный браслет 5 с использованием до четырех разных эластомерных материалов, что повышает рабочую/технологическую гибкость установки и возможности применения способа осуществляемого установкой.
В другом предпочтительном альтернативном варианте осуществления изобретения, не показанном для упрощения, установка 1 может также содержать элемент подачи соответствующего непрерывного удлиненного элемента из невулканизированного эластомерного материала, расположенный в положении D подхвата по существу цилиндрического рукава, изготовленного в завершающем пункте 17, для рабочего взаимодействия с барабаном 19, 20 или 40, расположенным там перемещающим устройством 18.
В этом случае, установка 1 позволяет укладывать протекторный браслет 5 как во втором, так и в третьем рабочем положении В и С и в положении D подхвата по существу цилиндрического рукава, где бы это ни требовалось для соответствия требованиям конкретного варианта применения.
Этот дополнительный вариант осуществления изобретения позволяет формировать протекторный браслет 5 с использованием до пяти разных эластомерных материалов, что дополнительно повышает рабочую/технологическую гибкость установки и возможности применения способа осуществляемого установкой.
Теперь со ссылками на описанную выше установку 1 будет описан другой предпочтительный вариант способа производства шин для колес транспортных средств, соответствующий изобретению.
В частности, способ будет раскрыт со ссылками на исходное рабочее состояние, показанное на фиг. 3, в котором вспомогательный барабан 19 находится в первом рабочем положении А и не удерживает какого-либо полуфабриката, второй вспомогательный барабан 20 находится во втором рабочем положении В и удерживает вторую ленточную конструкцию, собранную на указанном барабане в ходе предшествующего этапа способа, и третий вспомогательный барабан 40 находится в третьем рабочем положении С и удерживает сборку из полуфабрикатов, содержащую третью ленточную конструкцию 4 и, по меньшей мере, одну часть протекторного браслета 5, наложенную в радиально-наружном положении относительно третьей ленточной конструкции 4 в ходе предшествующего этапа способа.
В этом альтернативном варианте осуществления изобретения способ отличается от раскрытого выше по существу в отношении операции наложения протекторного браслета 5, которая может осуществляться в рабочих положениях В, С и возможно также в положении D подхвата (в этом предпочтительном случае по существу совпадающем с первым рабочим положением А) по существу цилиндрического рукава, изготовленного в завершающем пункте 17.
Операцию сборки по существу цилиндрической каркасной конструкции 3 (или каркасного рукава) в сборочном пункте 14 и операцию сборки ленточной конструкции 4 на первом вспомогательном барабане 19, расположенном в первом рабочем положении А, осуществляют подобно рабочим операциям, описанным выше со ссылками на предшествующий вариант осуществления изобретения, осуществляемый при помощи варианта выполнения установки 1, показанного на фиг. 1.
В другом рассматриваемом здесь альтернативном варианте осуществления изобретения, протекторный браслет 5 накладывают в рабочих положениях В и С и возможно в положении D подхвата в радиально-наружном положении относительно второй ленточной конструкции 4, удерживаемой вторым вспомогательным барабаном 20 во втором рабочем положении В и, соответственно, в радиально-наружном положении относительно третьей ленточной конструкции 4, удерживаемой третьим вспомогательным барабаном 40 в третьем рабочем положении С или возможно в положении D подхвата.
Более конкретно, в этом альтернативном варианте осуществления изобретения способ производства предусматривает следующие операции:
- наложения, по меньшей мере, одной первой части протекторного браслета 5 во втором рабочем положении В в радиально-наружном положении относительно второй ленточной конструкции 4, предварительно собранной на втором вспомогательном барабане 20 завершающего пункта 17; в частности, эту операцию наложения осуществляют посредством укладки в соответствии с заданным маршрутом, по меньшей мере, одного непрерывного удлиненного элемента, предпочтительно, двух непрерывных удлиненных элементов 27, 28 из невулканизированного эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции 4;
- наложения, по меньшей мере, одной второй части протекторного браслета 5 в третьем рабочем положении С в радиально-наружном положении относительно третьей ленточной конструкции 4, предварительно собранной на третьем вспомогательном барабане 40 завершающего пункта 17; в частности, эту операцию наложения осуществляют посредством укладки в соответствии с заданным маршрутом, по меньшей мере, одного непрерывного удлиненного элемента из невулканизированного эластомерного материала в радиально-наружном положении относительно третьей ленточной конструкции 4.
В этом предпочтительном варианте способа, соответствующего изобретению, эту последнюю рабочую операцию, таким образом, осуществляют посредством подачи непрерывного удлиненного элемента 42 от соответствующего подающего элемента 41, расположенного в третьем рабочем положении С вблизи третьего вспомогательного барабана 40, одновременно с намоткой непрерывного удлиненного элемента 42 на указанный барабан.
Укладку непрерывных удлиненных элементов 27, 28 и 42, предпочтительно, осуществляют в указанных рабочих положениях В и С предпочтительными путями, описанными выше, то есть посредством сообщения вращательного и поступательного движения вспомогательным барабанам 20 и 40 таким образом, чтобы осуществлять контролируемые относительные перемещения между такими барабанами и подающими элементами 25, 26 и 41.
Предпочтительно, эти вращательные и поступательные движения вспомогательных барабанов 20 и 40 осуществляются перемещающим устройством 18, более конкретно, узлами 32 и 44 вращения барабана и, соответственно, узлами 34 и 45 перемещения барабана этого устройства.
В этом предпочтительном варианте способа, соответствующего изобретению, и благодаря подаче, по меньшей мере, трех непрерывных удлиненных элементов 27, 28 и 42, предпочтительно, можно дополнительно повысить гибкость производства протекторного браслета 5 таким образом, чтобы достигать необходимых характеристик шины 2.
Таким образом, например, предпочтительно, можно формировать в предпочтительном альтернативном варианте осуществления изобретения протекторный браслет 5, включающий пару наложенных в радиальном направлении слоев, соответственно, внутреннего и внешнего, согласно конфигурации, известной в данной области под названием "двухслойный протектор".
Согласно этому предпочтительному варианту осуществления изобретения, операцию наложения протекторного браслета 5 осуществляют во втором рабочем положении В посредством укладки одного из указанных непрерывных удлиненных элементов 27 в радиально-наружном положении относительно второй ленточной конструкции 4, удерживаемой вторым вспомогательным барабаном 20, вдоль по существу всей ее поперечной протяженности таким образом, чтобы формировать радиально-внутренний слой протекторного браслета 5.
После этого операция наложения протекторного браслета 5 предусматривает укладку второго непрерывного удлиненного элемента 28 в радиально-наружном положении относительно, по меньшей мере, одной части радиально-внутреннего слоя формируемого протекторного браслета 5 таким образом, чтобы формировать соответствующую первую часть радиально-наружного слоя протекторного браслета 5.
В этом предпочтительном варианте осуществления изобретения, таким образом, укладку непрерывных удлиненных элементов 27, 28 прилегающими кольцевыми витками, располагаемыми рядом друг с другом в осевом направлении и/или с радиальным наложением, осуществляют двумя последовательными этапами.
В рамках этого варианта осуществления изобретения способ предусматривает наложение, по меньшей мере, одной второй части радиально-наружного слоя протекторного браслета 5 в третьем рабочем положении посредством укладки в указанном третьем рабочем положении С третьего непрерывного удлиненного элемента 42 в радиально-наружном положении относительно остальной части радиально-внутреннего слоя протекторного браслета 5, более точно, в выровненном по оси положении относительно указанной первой части радиально-наружного слоя протекторного браслета 5, сформированного указанным выше вторым непрерывным удлиненным элементом 28, таким образом, чтобы формировать указанную вторую часть радиально-наружного слоя протекторного браслета 5.
Таким образом, можно формировать протекторный браслет 5 "двухслойного" типа, снабженный радиально-наружным слоем, включающим два или более выровненных по оси секторов, имеющих специфические механические характеристики согласно конфигурации, которая позволяет достигать множество преимущественных технических эффектов, например, таких как улучшенное сопротивление поперечным напряжениям, воздействующим на протекторный браслет 5 при использовании шины 2, или возможность сохранения характеристик сцепления шины 2 по существу постоянными, когда протекторный браслет 5 изнашивается.
В другом предпочтительном альтернативном варианте осуществления изобретения также предпочтительно можно формировать протекторный браслет 5, снабженный радиально-внутренним слоем, включающим два или более выровненных в осевом направлении секторов, имеющих разные механические характеристики.
Согласно этому предпочтительному альтернативному варианту осуществления изобретения, операцию наложения протекторного браслета 5 осуществляют во втором рабочем положении В посредством укладки одного из указанных выше непрерывных удлиненных элементов, например, непрерывного удлиненного элемента 27, в радиально-наружном положении относительно, по меньшей мере, одной части второй ленточной конструкции 4, удерживаемой вторым вспомогательным барабаном, таким образом, чтобы формировать, по меньшей мере, одну первую часть радиально-внутреннего слоя протекторного браслета 5.
После этого операция наложения протекторного браслета 5 предусматривает укладку второго непрерывного удлиненного элемента 28, вновь во втором рабочем положении В, в радиально-наружном положении относительно указанной второй ленточной конструкции 4 и, более точно, в выровненном по оси положении относительно указанной первой части таким образом, чтобы формировать, по меньшей мере, одну вторую часть радиально-внутреннего слоя протекторного браслета.
Таким образом, можно формировать протекторный браслет 5, снабженный радиально-внутренним слоем, имеющим, по меньшей мере, две выровненных по оси части или два сектора, имеющих разные механические или химико-физические характеристики.
В этом предпочтительном альтернативном варианте осуществления изобретения укладка непрерывных удлиненных элементов 27, 28 может осуществляться во втором рабочем положении В либо последовательными операциями, либо, по меньшей мере, частично одновременно.
После этого операция наложения протекторного браслета 5 предусматривает укладку в третьем рабочем положении третьего непрерывного удлиненного элемента 42 в радиально-наружном положении относительно радиально-внутреннего слоя, имеющего множество выровненных по оси секторов протекторного браслета 5, по существу по всей поперечной протяженности такого слоя таким образом, чтобы формировать радиально-наружный слой протекторного браслета 5.
В другом альтернативном варианте осуществления изобретения можно формировать радиально-наружный слой протекторного браслета 5, имеющего две или более выровненных по оси части или два сектора, подобно тому, как было описано выше, посредством применения, по меньшей мере, одного дополнительного элемента подачи соответствующего непрерывного удлиненного элемента, расположенного в третьем рабочем положении С завершающего пункта 17 и приспособленного для рабочего взаимодействия с третьим вспомогательным барабаном 40.
Таким образом, можно укладывать непрерывный удлиненный элемент 42 в радиально-наружном положении относительно, по меньшей мере, одной части радиально-внутреннего слоя протекторного браслета 5, удерживаемого третьим вспомогательным барабаном 40, таким образом, чтобы формировать, по меньшей мере, одну первую часть радиально-наружного слоя протекторного браслета 5.
После этого операция наложения протекторного браслета 5 предусматривает укладку этого дополнительного непрерывного удлиненного элемента всегда в третьем рабочем положении С в радиально-наружном положении относительно, по меньшей мере, одной остальной части радиально-внутреннего слоя протекторного браслета 5, более точно, в выровненном по оси положении относительно указанной первой части радиально-наружного слоя протекторного браслета 5, сформированного третьим непрерывным удлиненным элементом 42, таким образом, чтобы формировать, по меньшей мере, одну вторую часть радиально-наружного слоя протекторного браслета 5.
Когда указанные операции сборки первой ленточной конструкции 4 на первом вспомогательном барабане 19 и наложения протекторного браслета 5 в радиально-наружном положении относительно второй и третьей ленточных конструкций 4, предварительно собранных на вспомогательных барабанах 20 и 40, завершены, способ, соответствующий изобретению предусматривает осуществление следующих операций:
- позиционирования первого вспомогательного барабана 19, удерживающего первую ленточную конструкцию 4, во второе рабочее положение В,
- позиционирования второго вспомогательного барабана 20, удерживающего вторую ленточную конструкцию 4 и, по меньшей мере, одну часть протекторного браслета 5, в третье рабочее положение С, и
- позиционирования третьего вспомогательного барабана 40, удерживающего по существу цилиндрический рукав, включающий протекторный браслет 5, наложенный в радиально-наружном положении относительно третьей ленточной конструкции 4, в положение D подхвата завершающего пункта 17.
Как описано выше, в предпочтительном варианте осуществления изобретения, описанном со ссылками на установку 1, показанную на фиг. 3, положение D подхвата таким образом изготовленного по существу цилиндрического рукава по существу совпадает с первым рабочим положением А.
Согласно способу, соответствующему изобретению, указанные выше операции позиционирования вспомогательных барабанов 19, 20 и 40 соответственно: во второе рабочее положение В, в третье рабочее положение С и в положение D подхвата осуществляют, по меньшей мере, частично одновременно друг с другом.
В частности, такие операции, предпочтительно, осуществляют при помощи перемещающего устройства 18 посредством его вращения вокруг по существу вертикальной оси Y-Y вращения при помощи приводного узла 35 подобно тому, как было описано со ссылками на предшествующие варианты способа и установки 1, соответствующие изобретению.
В этом предпочтительном варианте осуществления изобретения вспомогательные барабаны 19, 20 и 40 эффективно перемещаются по существу одновременно посредством вращения перемещающего устройства 18 вокруг оси Y-Y вращения, предпочтительно, в одном направлении, например, против часовой стрелки, как показано стрелкой F2 на фиг. 3.
В предпочтительном варианте осуществления изобретения и благодаря тому факту, что вспомогательные барабаны 19, 20 и 40 с возможностью скольжения удерживаются перемещающим устройством 18, способ, соответствующий изобретению, в этом случае также содержит дополнительную операцию поступательного перемещения вспомогательных барабанов 19, 20 и 40 к оси Y-Y вращения перемещающего устройства 18 перед осуществлением операции вращения такого устройства.
В этом случае также, указанную операцию, предпочтительно, осуществляют при помощи узлов 33, 34 и 45 перемещения барабана посредством перемещения и вспомогательных барабанов 19, 20 и 40, и соответствующих вращающих узлов 31, 32 и 44, которые, предпочтительно, совершают поступательное движение вместе с барабанами.
Таким образом, предпочтительно, можно уменьшить и поперечные размеры, и силы инерции при перемещениях вспомогательных барабанов 19, 20 и 40 между рабочими положениями А, В и С с улучшением признаков безопасности установки 1 и с уменьшением приводного усилия, требуемого от приводного узла 35 для вращения перемещающего устройства 18.
Предпочтительно, вспомогательные барабаны 19, 20 и 40 и соответствующие вращающие узлы 31, 32 и 44 перемещаются к оси Y-Y вращения перемещающего устройства 18 и располагаются в указанных выше исходных положениях, заданных в пределах периметра вращающейся несущей платформы 39 такого устройства.
Предпочтительно, вспомогательные барабаны 19, 20 и 40 перемещающего устройства 18 располагаются в этом случае на безопасном расстоянии от блока 37 управления и от оператора 38 при вращении перемещающего устройства 18, как схематически показано пунктирной линией на фиг. 3.
Когда указанные по существу одновременные операции позиционирования первого вспомогательного барабана 19 во второе рабочее положение В, второго вспомогательного барабана 20 в третье рабочее положение С и третьего вспомогательного барабана в положение D подхвата (первое рабочее положение А) осуществлены, завершающий пункт 17 находится в рабочем положении, в котором:
I) по существу цилиндрический рукав, включающий третью ленточную конструкцию 4 и протекторный браслет 5, который необходимо удалить с третьего вспомогательного барабана 40, находится в положении D подхвата (совпадающем с рабочим положением А) и удерживается третьим вспомогательным барабаном 40;
II) первая ленточная конструкция 4, предварительно собранная в первом рабочем положении А, удерживается первым вспомогательным барабаном 19 и готова к приему, по меньшей мере, одной части нового протекторного браслета 5 во втором рабочем положении В; и
III) полуфабрикат, включающий вторую ленточную конструкцию 4, предварительно собранную в первом рабочем положении А, и часть протекторного браслета 5, предварительно наложенную во втором рабочем положении В, удерживается вторым вспомогательным барабаном 20 и готов к приему остальной части (или дополнительной части) протекторного браслета 5 в третьем рабочем положении С.
В этот момент способ, соответствующий изобретению, предусматривает операцию передачи по существу цилиндрического рукава, удерживаемого третьим вспомогательным барабаном 40, из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно каркасной конструкции 3, собранной тем временем в сборочном пункте 14.
Предпочтительно, эту операцию передачи осуществляют при помощи по существу кольцеобразного передающего устройства 36 согласно описанному выше способу.
После этой операции передачи завершающий пункт 17 находится в рабочем состоянии, в котором третий вспомогательный барабан 40 уже расположен в первом рабочем положении А и готов удерживать новую ленточную конструкцию 4 благодаря рабочему взаимодействию с накладывающим устройством 21, расположенным в этом рабочем положении А.
В этот момент способ, соответствующий изобретению, предусматривает осуществление, по меньшей мере, частично одновременное выполнение следующих операций:
- сборки новой ленточной конструкции 4 в первом рабочем положении А на третьем вспомогательном барабане 40,
- наложения, по меньшей мере, одной первой части протекторного браслета 5 во втором рабочем положении В в радиально-наружное положение относительно первой ленточной конструкции 4, предварительно собранной на первом вспомогательном барабане 19; и
- наложения, по меньшей мере, одной второй части протекторного браслета 5 во втором рабочем положении С в радиально-наружное положение относительно второй ленточной конструкции 4, собранной на вспомогательном барабане 20.
Когда эти операции выполнены, способ, соответствующий изобретению, предусматривает осуществление, по меньшей мере, частично одновременно операций позиционирования третьего вспомогательного барабана 40, удерживающего новую ленточную конструкцию 4, во второе рабочее положение В, позиционирования первого вспомогательного барабана 19, удерживающего первую ленточную конструкцию и, по меньшей мере, одну первую часть протекторного браслета 5, в третье рабочее положение С и позиционирования второго вспомогательного барабана 20, удерживающего по существу цилиндрический рукав, включающий протекторный браслет 5, наложенный в радиально-наружное положение относительно второй ленточной конструкции 4, в положение D подхвата завершающего пункта 17.
В этот момент способ, соответствующий изобретению, предусматривает операцию передачи нового по существу цилиндрического рукава, только что изготовленного и удерживаемого вторым вспомогательным барабаном 20, из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно новой каркасной конструкции 3, собранной тем временем в сборочном пункте 14.
После этой операции передачи завершающий пункт 17 находится в рабочем положении, в котором второй вспомогательный барабан 20 уже расположен в первом рабочем положении А и готов удерживать новую ленточную конструкцию 4 благодаря рабочему взаимодействию с накладывающим устройством 21, расположенным в этом рабочем положении А.
В этот момент способ, соответствующий изобретению, предусматривает выполнение, по меньшей мере, частично одновременно следующих операций:
- сборки новой ленточной конструкции 4 в первом рабочем положении А на втором вспомогательном барабане 20,
- наложения, по меньшей мере, одной первой части протекторного браслета 5 во втором рабочем положении В в радиально-наружное положение относительно ленточной конструкции 4, предварительно собранной на третьем вспомогательном барабане 40; и
- наложения, по меньшей мере, одной второй части протекторного браслета 5 в третьем рабочем положении С в радиально-наружное положение относительно первой ленточной конструкции 4, собранной на первом вспомогательном барабане 19.
Когда указанные выше операции выполнены, способ, соответствующий изобретению, предусматривает выполнение, по меньшей мере, частично одновременно операции позиционирования второго вспомогательного барабана 20, удерживающего новую ленточную конструкцию 4, во второе рабочее положение В, позиционирования третьего вспомогательного барабана 40, удерживающего предварительно собранную ленточную конструкцию 4 и, по меньшей мере, одну первую часть протекторного браслета 5 в третьем рабочем положении С и позиционирования первого вспомогательного барабана 19, удерживающего по существу цилиндрический рукав, включающий протекторный браслет 5, наложенный в радиально-наружное положение относительно первой ленточной конструкции 4, в положение D подхвата завершающего пункта 17.
В этот момент способ, соответствующий изобретению, предусматривает операцию передачи по существу цилиндрического рукава, удерживаемого первым вспомогательным барабаном 19, из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно новой каркасной конструкции 3, собранной в сборочном пункте 14.
Когда описанные выше операции завершены, завершающий пункт 17 возвращается в указанное выше первоначальное рабочее состояние.
В конце каждого циклического повторения указанных выше операций сборки ленточной конструкции 4/наложения частей протекторного браслета 5 и вращения перемещающего устройства 18, изготовляют новый по существу цилиндрический рукав, включающий ленточную конструкцию 4 и протекторный браслет 5, удерживаемый в положении D подхвата (в этом случае, в рабочем положении А) одним из вспомогательных барабанов 19, 20 и 40 завершающего пункта.
Такой рукав затем передают из положения D подхвата завершающего пункта 17 в радиально-наружное положение относительно новой каркасной конструкции 3, собранной в сборочном пункте 14, согласно описанному выше способу.
В этом альтернативном варианте осуществления изобретения также операции изготовления по существу цилиндрического рукава, включающего протекторный браслет 5 и ленточную конструкцию 4, и передачи такого рукава из положения D подхвата завершающего пункта 17, предпочтительно, осуществляют за интервал времени, по существу равный или меньший, чем время выполнения операции сборки каркасной конструкции 3 в сборочном пункте 14.
Таким образом, предпочтительно, можно оптимизировать периоды времени процесса и соответственно увеличить производительность производственной установки 1.
Кроме того, в этом альтернативном варианте осуществления изобретения сборку по существу цилиндрического рукава, включающего протекторный браслет 5 и ленточную конструкцию 4, с каркасной конструкцией 3, еще не сформированной в тороидальную конфигурацию (по-другому называемой "каркасным рукавом"), предпочтительно, осуществляют на том же первичном барабане 15 сборочного пункта 14, который используют для сборки каркасного рукава, таким образом, получая одноэтапный производственный процесс.
В другом альтернативном варианте осуществления изобретения способ, соответствующий изобретению, может предусматривать операцию наложения в положении D подхвата (например, совпадающем с первым рабочим положением А) в радиально-наружное положение относительно ленточной конструкции 4, удерживаемой вспомогательным барабаном 19, 20 или 40, находящимся в нем, дополнительного первого или последнего непрерывного удлиненного элемента из невулканизированного эластомерного материала согласно соответствующему заданному маршруту таким образом, чтобы начинать или завершать протекторный браслет 5 в положении D подхвата.
В этом случае, предпочтительно, можно формировать протекторный браслет 5 с использованием четырех или пяти разных эластомерных материалов, подаваемых подающими элементами 25, 26, расположенными во втором рабочем положении В, и одним или двумя подающими элементами, расположенными в третьем рабочем положении С, и подающим элементом, расположенным в положении D подхвата завершающего пункта 17.
Предпочтительно, операцию наложения осуществляют согласно описанным выше способам, то есть посредством подачи такого непрерывного удлиненного элемента экструдером дополнительного подающего элемента (не показан), расположенного в положении D подхвата (например, совпадающем с первым рабочим положением А) вблизи вспомогательного барабана 19, 20 или 40, расположенного в нем, и посредством намотки непрерывного удлиненного элемента на указанный барабан, как описано выше.
Предпочтительно, этот дополнительный подающий элемент может быть снабжен соответствующей приводной группой (не показана), приспособленной для перемещения такого элемента к (и от него) вспомогательному барабану, расположенному в положении D подхвата (например, совпадающем с первым рабочим положением А), таким образом, чтобы не создавать помех последующим операциям подхвата по существу цилиндрического рукава, включающего ленточную конструкцию 4 и протекторный браслет 5.
На основе многократных испытаний, проведенных настоящим заявителем, было обнаружено, что способ и устройство, соответствующие изобретению, в их возможных альтернативных вариантах полностью достигают цели изготовления высококачественной шины, согласуя разные темпы производительности сборочного пункта для изготовления каркасной конструкции и завершающего пункта, предназначенного для изготовления по существу цилиндрического рукава, включающего ленточную конструкцию, снабженную слоем армирующих кордов с нулевым наклоном и протекторный браслет, сформированный посредством намотки витков, по меньшей мере, одного непрерывного удлиненного элемента.
Кроме того, следует отметить, что способ, соответствующий изобретению, достигает указанной выше цели благодаря последовательности рабочих операций, которые могут быть осуществлены при помощи конструктивно простой и легко управляемой производственной установки.
Предпочтительно, производственная установка, соответствующая изобретению, может быть расположена после существующего пункта сборки каркасных конструкций, таким образом повышая производительность оборудования для производства шин, в которое она включена.
Кроме того, предпочтительно, сборка каркасного рукава и рукава из внешней ленточной конструкции/протекторного браслета может осуществляться на одном барабане, используемом для сборки каркасного рукава, с получением одноэтапного производственного процесса, который дает возможность максимизировать производительность производственного оборудования и качественные характеристики производимых на нем шин.
Наконец следует отметить, что количество вспомогательных барабанов и рабочих положений, заданных в завершающем пункте 17, может быть больше трех, в зависимости от требований для конкретного варианта применения.
В этом случае, вспомогательные барабаны, предпочтительно, будут удерживаться перемещающим устройством 18 в положениях с угловым смещением относительно друг друга на угол, по существу равный приблизительно 360°/n, где n - это суммарное количество вспомогательных барабанов.
В этом случае, установка 1 содержит пригодное количество укладочных устройств 21 для укладки ленточных слоев и/или подающих элементов для подачи соответствующих непрерывных удлиненных элементов, расположенных в рабочих положениях, заданных в завершающем пункте 17, для рабочего взаимодействия со вспомогательными барабанами, расположенными там перемещающим устройством 18.
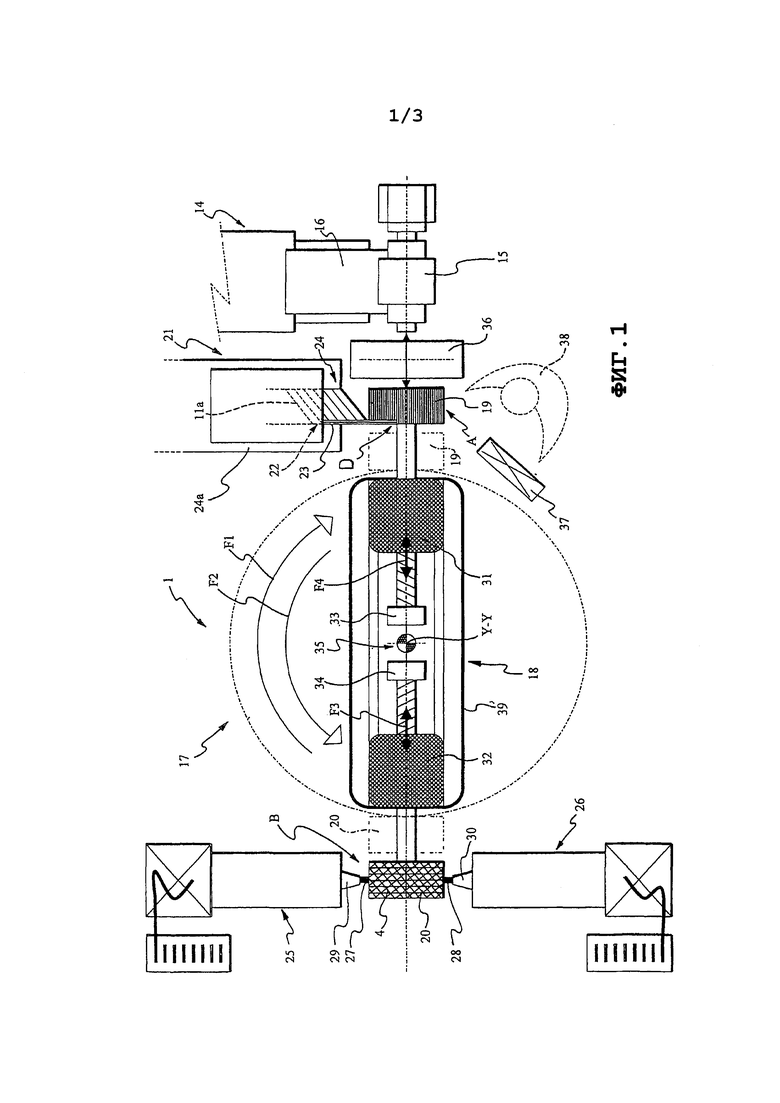
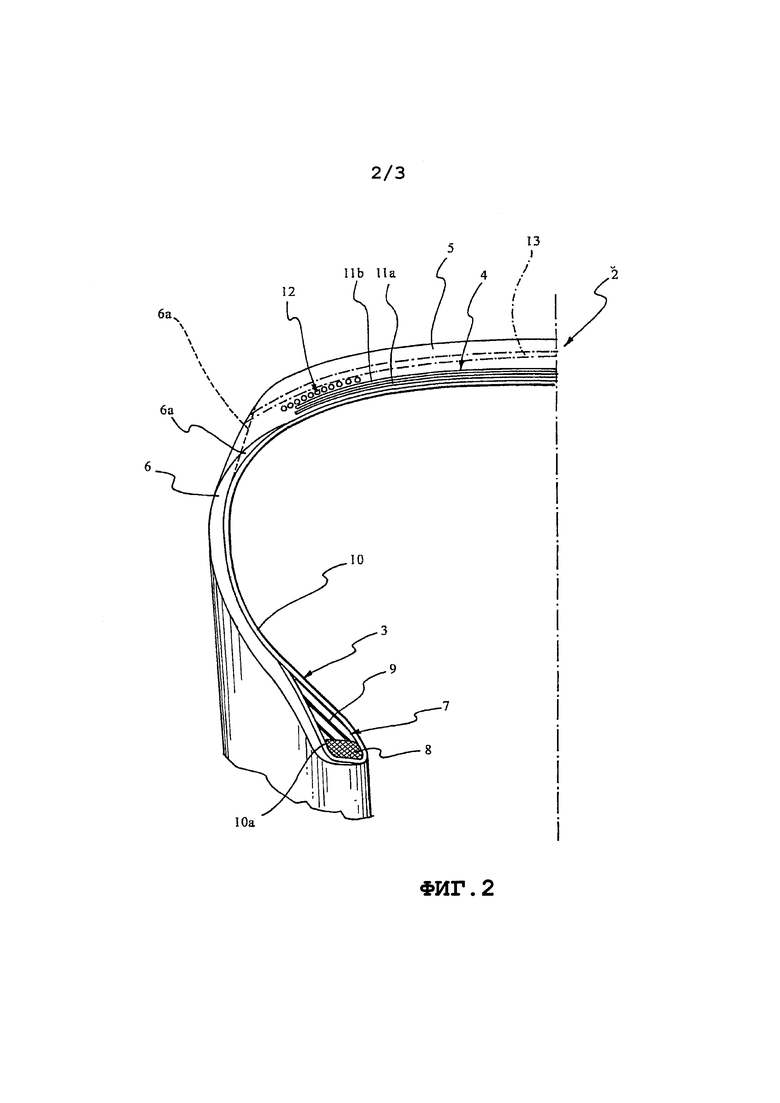
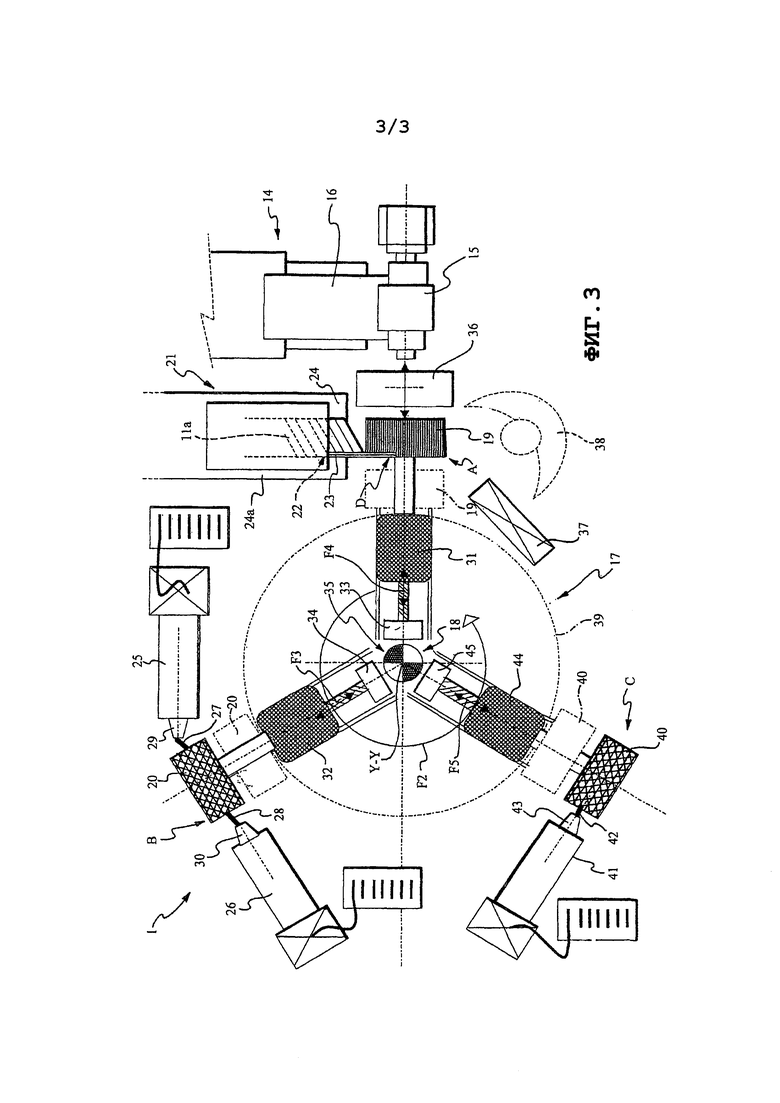
Изобретение относится к способу изготовления шин для колес транспортных средств. Согласно способу осуществляют сборку в сборочном пункте цилиндрической каркасной конструкции, содержащей каркасный слой, соединенный с кольцевыми закрепляющими конструкциями, отстоящими в осевом направлении друг от друга. Изготавливают в завершающем пункте цилиндрический рукав, содержащий протекторный браслет, наложенный в радиально-наружном положении относительно ленточной конструкции. Передают цилиндрический рукав из положения подхвата завершающего пункта в радиально-наружное положение относительно каркасной конструкции. Рабочие положения завершающего пункта смещены под углом друг к другу. Изобретение обеспечивает повышение скорости и качества изготовления изделий. 3 н. и 52 з.п. ф-лы, 3 ил.
1. Способ изготовления шин для колес транспортных средств, включающий этапы:
а) сборки в сборочном пункте (14) по существу цилиндрической каркасной конструкции (3), содержащей по меньшей мере один каркасный слой (10), соединенный с кольцевыми закрепляющими конструкциями (7), отстоящими в осевом направлении друг от друга;
b) изготовления в завершающем пункте (17) по существу цилиндрического рукава, содержащего протекторный браслет (5), наложенный в радиально-наружном положении относительно ленточной конструкции (4), содержащей по меньшей мере один ленточный слой (12), включающий армирующие корды, по существу параллельные направлению окружной протяженности рукава, причем этап b) включает следующие операции:
b1) сборки первой ленточной конструкции (4) в первом рабочем положении (А) на первом вспомогательном барабане (19) завершающего пункта (17);
b2) наложения протекторного браслета (5) в по меньшей мере одном втором рабочем положении (В) в радиально-наружном положении относительно второй ленточной конструкции (4), предварительно собранной на по меньшей мере одном втором вспомогательном барабане (20) завершающего пункта (17), причем операцию наложения осуществляют посредством укладки согласно соответствующему заданному маршруту по меньшей мере одного непрерывного удлиненного элемента (27, 28) из сырого эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции (4);
b3) позиционирования первого вспомогательного барабана (19), удерживающего первую ленточную конструкцию (4), в по меньшей мере одно второе рабочее положение (В);
b4) позиционирования указанного по меньшей мере одного второго вспомогательного барабана (20), удерживающего таким образом полученный по существу цилиндрический рукав, в положение (D) подхвата завершающего пункта (17);
с) передачи по существу цилиндрического рукава из положения подхвата завершающего пункта (17) в радиально-наружное положение относительно каркасной конструкции (3), собранной тем временем в сборочном пункте (14);
при этом рабочие положения (А, В) завершающего пункта (17) смещены под углом друг к другу;
причем операции от b1) до b4) циклически повторяют;
при этом операции b1) и b2) осуществляют по меньшей мере частично одновременно друг с другом; а
операции b3) и b4) осуществляют по меньшей мере частично одновременно друг с другом;
причем первый вспомогательные барабаны (19) и по меньшей мере один второй вспомогательный барабан (20) удерживаются перемещающим устройством (18) по существу турельного типа в положениях с угловым смещением относительно друг друга;
при этом операции b3) и b4) осуществляют посредством вращения перемещающего устройства (18) вокруг по существу вертикальной оси (Y-Y) вращения.
2. Способ по п. 1, при котором этап b) изготовления по существу цилиндрического рукава осуществляют посредством следующих операций:
b1) сборки в первом рабочем положении (А) первой ленточной конструкции (4) на первом вспомогательном барабане (19) завершающего пункта (17);
b2) наложения во втором рабочем положении (В) по меньшей мере одной первой части протекторного браслета (5) в радиально-наружное положение относительно второй ленточной конструкции (4), предварительно собранной на втором вспомогательном барабане (20) завершающего пункта; операцию наложения осуществляют посредством укладки согласно заданному маршруту по меньшей мере одного непрерывного удлиненного элемента (27, 28) из сырого эластомерного материала в радиально-наружное положение относительно второй ленточной конструкции (4);
b5) наложения в по меньшей мере одном рабочем положении (С) одной второй части протекторного браслета (5) в радиально-наружное положение относительно третьей ленточной конструкции (4), собранной на по меньшей мере одном третьем вспомогательном барабане (40) завершающего пункта (17); операцию наложения осуществляют посредством укладки согласно заданному маршруту по меньшей мере одного непрерывного удлиненного элемента (42) из сырого эластомерного материала в радиально-наружное положение относительно третьей ленточной конструкции (4);
b6) позиционирования первого вспомогательного барабана (19), удерживающего первую ленточную конструкцию (4), в второе рабочее положение (В);
b7) позиционирования второго вспомогательного барабана (20), удерживающего вторую ленточную конструкцию (4) и указанную по меньшей мере одну часть протекторного браслета (5), в третье рабочее положение (С);
b8) позиционирования указанного по меньшей мере одного третьего вспомогательного барабана (40), удерживающего таким образом полученный по существу цилиндрический рукав, в положение (D) подхвата завершающего пункта (17);
причем операции b1), b2) и от b5) до b8) циклически повторяют;
при этом операции b1), b2) и b5) выполняют по меньшей мере частично одновременно друг с другом; а
операции от b6) до b8) выполняют по меньшей мере частично одновременно друг с другом.
3. Способ по п. 1 или 2, при котором операции b) и с) осуществляют за временной интервал, по существу равный или меньший, чем время для осуществления операции а) сборки каркасной конструкции (3).
4. Способ по п. 1 или 2, при котором операция b1) содержит следующие операции:
i) наложения в радиально-наружном положении относительно первого вспомогательного барабана (19) одного полосового элемента из сырого эластомерного материала, включающего по меньшей мере один армирующий корд, для формирования прилегающих в осевом направлении кольцевых витков, по существу параллельных направлению окружной протяженности рукава.
5. Способ по п. 1 или 2, при котором операция b1) содержит следующие операции:
ii) наложения в радиально-наружном положении относительно первого вспомогательного барабана (19) первого ленточного слоя (11а), включающего первые армирующие корды, проходящие с наклоном относительно направления окружной протяженности рукава; и
iii) наложения в радиально-наружном положении относительно первого ленточного слоя (11а) второго ленточного слоя (11b), содержащего вторые армирующие корды, проходящие с наклоном вдоль пересекающегося направления относительно первых армирующих кордов.
6. Способ по п. 4, при котором полосовой элемент (23) из сырого эластомерного материала накладывают в радиально-наружном положении относительно второго ленточного слоя (11b).
7. Способ по п. 1 или 2, при котором операция b1) также содержит операцию:
iv) наложения дополнительного слоя (13) из сырого эластомерного материала в радиально-наружном положении относительно ленточного слоя (12), причем слой (13) содержит множество армирующих кордов.
8. Способ по п. 1 или 2, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки в радиально-наружное положение относительно второй ленточной конструкции (4) первого (27) и второго (28) непрерывного удлиненного элемента из сырого эластомерного материала.
9. Способ по п. 8, при котором операцию b2) осуществляют в
указанном по меньшей мере одном втором рабочем положении (В) посредством укладки первого непрерывного удлиненного элемента (27) из сырого эластомерного материала в радиально-наружном положении относительно второй ленточной конструкции (4) вдоль по существу всей ее поперечной протяженности таким образом, чтобы формировать радиально-внутренний слой протекторного браслета (5).
10. Способ по п. 8, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки второго непрерывного удлиненного элемента (28) в радиально-наружное положение относительно по меньшей мере одной части радиально-наружного слоя протекторного браслета (5) таким образом, чтобы формировать соответствующую часть радиально-наружного слоя протекторного браслета (5).
11. Способ по п. 8, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки первого непрерывного удлиненного элемента (27) в радиально-наружное положение относительно по меньшей мере одной части второй ленточной конструкции (4) таким образом, чтобы формировать соответствующую часть протекторного браслета (5).
12. Способ по п. 11, при котором операцию b2) осуществляют в указанном по меньшей мере одном рабочем положении (В) посредством укладки второго непрерывного удлиненного элемента (28) в выровненном по оси положении относительно части протекторного браслета (5), сформированной первым непрерывным удлиненным элементом (27), таким образом, чтобы формировать дополнительную часть протекторного браслета (5).
13. Способ по п. 9, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки второго непрерывного удлиненного элемента (28) в радиально-наружном положении относительно радиально-внутреннего слоя протекторного браслета (5) по существу по всей его поперечной протяженности таким образом, чтобы формировать радиально-наружный слой протекторного браслета (5).
14. Способ по п. 13, при котором операцию b5) осуществляют посредством укладки в указанном по меньшей мере одном третьем рабочем положении (С) по меньшей мере одного третьего непрерывного удлиненного элемента (42) из сырого эластомерного материала в выровненном по оси положении относительно указанной по меньшей мере одной части радиально-наружного слоя протекторного браслета (5), сформированного вторым непрерывным удлиненным элементом (28) таким образом, чтобы формировать дополнительную часть радиально-наружного слоя протекторного браслета (5).
15. Способ по п. 2, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки первого непрерывного удлиненного элемента (27) из сырого эластомерного материала в радиально-наружное положение относительно по меньшей мере одной части второй ленточной конструкции (4) таким образом, чтобы формировать соответствующую часть радиально-внутреннего слоя протекторного браслета (5).
16. Способ по п. 15, при котором операцию b2) осуществляют в указанном по меньшей мере одном втором рабочем положении (В) посредством укладки второго непрерывного удлиненного элемента (28) в выровненное по оси положение относительно указанной по меньшей мере одной части радиально-внутреннего слоя протекторного браслета (5), сформированного первым непрерывным удлиненным элементом (27) таким образом, чтобы формировать дополнительную часть радиально-внутреннего слоя протекторного браслета (5).
17. Способ по п. 16, при котором операцию b5) осуществляют посредством укладки в указанном по меньшей мере одном третьем рабочем положении (С) по меньшей мере одного третьего непрерывного удлиненного элемента (42) из сырого эластомерного материала в радиально-наружное положение относительно радиально-внутреннего слоя протекторного браслета (5) по существу по всей его поперечной протяженности таким образом, чтобы формировать радиально-наружный слой протекторного браслета (5).
18. Способ по п. 8, при котором первый (27) и второй (28) непрерывные удлиненные элементы укладывают на противоположных сторонах указанного по меньшей мере одного второго вспомогательного барабана (20).
19. Способ по любому из пп. 9, 10, 11, 12, 14, 15, 16, 17, при котором первый (27) и второй (28) непрерывные удлиненные элементы укладывают на противоположных сторонах указанного по меньшей мере одного второго вспомогательного барабана (20).
20. Способ по п. 13, при котором первый (27) и второй (28) непрерывные удлиненные элементы укладывают на противоположных сторонах указанного по меньшей мере одного второго вспомогательного барабана (20).
21. Способ по п. 1 или 2, при котором операции b2) и b5) осуществляют посредством подачи непрерывных удлиненных элементов (27, 28, 42) из соответствующих подающих элементов (25, 26, 41), расположенных в указанном по меньшей мере одном втором (В) и в указанном по меньшей мере одном третьем (С) рабочем положении вблизи указанного по меньшей мере одного второго (20) и указанного по меньшей мере одного третьего (40) вспомогательного барабана, одновременно с намоткой непрерывных удлиненных элементов (27, 28, 41) на барабаны (20, 40).
22. Способ по п. 1, при котором этап b) также содержит операцию
b9) наложения согласно соответствующему заданному маршруту третьего непрерывного удлиненного элемента из сырого эластомерного материала в положении (D) подхвата в радиально-наружном положении относительно второй ленточной конструкции (4).
23. Способ по п. 22, при котором операцию b9) осуществляют посредством подачи дополнительного непрерывного удлиненного элемента из соответствующего подающего элемента, расположенного в положении (D) подхвата вблизи второго вспомогательного барабана (20), одновременно с намоткой непрерывного удлиненного элемента на барабан (20).
24. Способ по п. 2, при котором этап b) дополнительно содержит операцию
b10) наложения согласно соответствующему заданному маршруту дополнительного непрерывного удлиненного элемента из сырого
эластомерного материала в положении (D) подхвата в радиально-наружное положение относительно третьей ленточной конструкции (4).
25. Способ по п. 24, при котором операцию b10) осуществляют посредством подачи дополнительного непрерывного удлиненного элемента из соответствующего подающего элемента, расположенного в положении (D) подхвата вблизи одного из вспомогательных барабанов (19, 20, 40), одновременно с намоткой непрерывного удлиненного элемента на один из вспомогательных барабанов (19, 20, 40).
26. Способ по п. 21, при котором подачу непрерывных удлиненных элементов (27, 28, 42) осуществляют посредством экструзии через подающие элементы (25, 26, 41).
27. Способ по п. 21, при котором операции b2) или b9) выполняют посредством осуществления одновременно с наложением указанного по меньшей мере одного непрерывного удлиненного элемента (27, 28, 42) следующих этапов:
d) сообщения указанному по меньшей мере одному вспомогательному барабану (20), несущему вторую ленточную конструкцию (4), вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности указанный по меньшей мере один непрерывный удлиненный элемент (27, 28, 42) в радиально-наружном положении относительно второй ленточной конструкции (4);
е) осуществления контролируемых относительных перемещений между указанным по меньшей мере одним вторым вспомогательным барабаном (20) и подающим элементом (25, 26, 41) для
формирования указанным по меньшей мере одним непрерывным удлиненным элементом (27, 28, 42) множества витков, расположенных рядом друг с другом, для формирования указанной по меньшей мере одной части протекторного браслета (5).
28. Способ по п. 23, при котором операции b2) или b9) выполняют посредством осуществления одновременно с наложением указанного по меньшей мере одного непрерывного удлиненного элемента (27, 28, 42) следующих этапов:
d) сообщения указанному по меньшей мере одному вспомогательному барабану (20), несущему вторую ленточную конструкцию (4), вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности указанный по меньшей мере один непрерывный удлиненный элемент (27, 28, 42) в радиально-наружном положении относительно второй ленточной конструкции (4);
е) осуществления контролируемых относительных перемещений между указанным по меньшей мере одним вторым вспомогательным барабаном (20) и подающим элементом (25, 26, 41) для формирования указанным по меньшей мере одним непрерывным удлиненным элементом (27, 28, 42) множества витков, расположенных рядом друг с другом, для формирования указанной по меньшей мере одной части протекторного браслета (5).
29. Способ по п. 21, при котором операции b5) или b10) выполняют посредством осуществления одновременно с наложением указанного по меньшей мере одного непрерывного удлиненного элемента следующих операций:
d') сообщения указанному по меньшей мере одному третьему
вспомогательному барабану (40), несущему третью ленточную конструкцию (4), вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности указанный по меньшей мере один непрерывный удлиненный элемент в радиально-наружное положение относительно третьей ленточной конструкции (4);
е') осуществления контролируемых относительных перемещений между указанным по меньшей мере третьим вспомогательным барабаном (40) и подающим элементом для формирования указанным по меньшей мере одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для образования по меньшей мере одной радиально-наружной части протекторного браслета (5).
30. Способ по п. 25, при котором операции b5) или b10) выполняют посредством осуществления одновременно с наложением указанного по меньшей мере одного непрерывного удлиненного элемента следующих операций:
d') сообщения указанному по меньшей мере одному третьему вспомогательному барабану (40), несущему третью ленточную конструкцию (4), вращательного движения вокруг его геометрической оси таким образом, чтобы распределять по окружности указанный по меньшей мере один непрерывный удлиненный элемент в радиально-наружное положение относительно третьей ленточной конструкции (4);
е') осуществления контролируемых относительных перемещений между указанным по меньшей мере третьим вспомогательным
барабаном (40) и подающим элементом для формирования указанным по меньшей мере одним непрерывным удлиненным элементом множества витков, расположенных рядом друг с другом, для образования по меньшей мере одной радиально-наружной части протекторного браслета (5).
31. Способ по п. 27, при котором перемещения осуществляют посредством перемещения второго вспомогательного барабана (20) относительно подающего элемента (25, 26, 41).
32. Способ по п. 29, при котором перемещения осуществляют посредством перемещения третьего вспомогательного барабана (40) относительно подающего элемента (25, 26, 41).
33. Способ по п. 27 или 29, при котором этапы d), e) и операции d') и е') осуществляют при помощи перемещающего устройства (18), воздействующего на указанный по меньшей мере один второй (20) или, соответственно, на указанный по меньшей мере один второй (20) и по меньшей мере один третий (40) вспомогательный барабан.
34. Способ по п. 2, при котором первое рабочее положение (А), второе рабочее положение (В) и по меньшей мере одно третье положение (С) завершающего пункта (17) смещены под углом друг к другу.
35. Способ по п. 34, при котором первый вспомогательный барабан (19), второй вспомогательный барабан (20) и по меньшей мере один третий вспомогательный барабан (40) удерживаются перемещающим устройством (18) по существу турельного типа в положениях с угловым смещением относительно друг друга, и операции от b6) до b8) осуществляют посредством вращения перемещающего устройства (18) вокруг по существу вертикальной оси (Y-Y) вращения.
36. Способ по п. 35, при котором по меньшей мере один из вспомогательных барабанов (19, 20, 40) с возможностью скольжения удерживается перемещающим устройством (18), причем способ включает дополнительную операцию поступательного перемещения указанного по меньшей мере одного вспомогательного барабана (19, 20, 40) к оси (Y-Y) вращения перемещающего устройства (18) перед осуществлением операции вращения устройства (18).
37. Способ по п. 1 или 2, при котором положение (D) подхвата цилиндрического рукава по существу совпадает с рабочим положением (А).
38. Способ по п. 1 или 2, дополнительно содержащий после операции с) операцию формования каркасной конструкции (3) в по существу тороидальную конфигурацию таким образом, чтобы соединить ее с по существу цилиндрическим рукавом, переданным в радиально-наружное положение относительно каркасной конструкции (3).
39. Способ по п. 21, при котором подачу по меньшей мере одного из непрерывных удлиненных элементов (27, 28) осуществляют посредством подачи по меньшей мере одного полуфабриката из сырого эластомерного материала в форме непрерывной полосы при помощи по меньшей мере одного из подающих элементов (25, 26).
40. Установка (1) для изготовления шин для колес транспортных средств, содержащая:
а) сборочный пункт (14) для сборки по существу цилиндрической каркасной конструкции (3), содержащей по меньшей мере один каркасный слой (10), соединенный с кольцевыми закрепляющими конструкциями (7), отнесенными в осевом направлении друг от друга;
b) завершающий пункт (17) для изготовления по существу цилиндрического рукава, содержащего протекторный браслет (5), наложенный в радиально-наружном положении относительно ленточной конструкции (4), содержащей по меньшей мере один ленточный слой (12), включающий армирующие корды, по существу параллельные направлению окружной протяженности рукава, причем завершающий пункт (17) содержит:
b1) первый вспомогательный барабан (19);
b2) по меньшей мере один второй вспомогательный барабан (20);
b3) перемещающее устройство (18), приспособленное для удерживания вспомогательных барабанов (19, 20) и для позиционирования вспомогательных барабанов (19, 20) в первое рабочее положение (А), в котором собирают ленточную конструкцию (4) по меньшей мере в одно второе рабочее положение (В), в котором накладывают протекторный браслет (5), и в положение (D) подхвата по существу цилиндрического рукава; первое (А) и по меньшей мере одно второе (В) рабочее положение заданы в разных зонах завершающего пункта (17);
b4) по меньшей мере один элемент (22) подачи полосового элемента из сырого эластомерного материала, включающего по меньшей мере один армирующий корд, расположенный в первом рабочем положении (А), для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20);
b5) по меньшей мере один элемент (25, 26) подачи непрерывного удлиненного элемента (27, 28) из сырого эластомерного материала, расположенный в указанном по меньшей мере одном втором рабочем положении (В) для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20);
с) по меньшей мере одно средство (36) передачи по существу цилиндрического рукава, изготовленного в завершающем пункте (17), приспособленное для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20) в пункте (D) подхвата, для передачи по существу цилиндрического рукава в радиально-наружное положение относительно каркасной конструкции (3), собранной в сборочном пункте (14);
при этом перемещающее устройство (18) является по существу устройством турельного типа и выполнено с возможностью удерживания вспомогательных барабанов (19, 20, 40) в положениях с угловым смещением относительно друг друга; и
установка (1) дополнительно содержит по меньшей мере один приводной узел (35) для вращения перемещающего устройства (18) вокруг по существу вертикальной оси (Y-Y) вращения.
41. Установка (1) по п. 40, дополнительно содержащая:
b6) по меньшей мере один третий вспомогательный барабан (40), удерживаемый перемещающим устройством (18);
b7) по меньшей мере один второй элемент (41) подачи непрерывного удлиненного элемента (42) из сырого эластомерного материала, расположенный в по меньшей мере одном третьем рабочем положении (С) для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20, 40).
42. Установка (1) по п. 40 или 41, дополнительно содержащая по меньшей мере одно средство (24) подачи ленточных слоев, расположенное в первом рабочем положении (А), для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20, 40).
43. Установка (1) по п. 40 или 41, содержащая по меньшей мере одно дополнительное средство подачи ленточного слоя (13), содержащего множество армирующих кордов, расположенное в первом рабочем положении (А) для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20, 40).
44. Установка (1) по п. 40 или 41, дополнительно содержащая по меньшей мере один третий элемент подачи соответствующего третьего непрерывного удлиненного элемента из сырого эластомерного материала, расположенный в положении (D) подхвата для рабочего взаимодействия с одним из вспомогательных барабанов (19, 20, 40).
45. Установка (1) по п. 40 или 41, в которой элементы (25, 26, 41) подачи непрерывных удлиненных элементов (27, 28, 42) содержат по меньшей мере один экструдер (29, 30, 43).
46. Установка (1) по п. 40, в которой по меньшей мере один из элементов (25, 26) подачи непрерывных удлиненных элементов (27, 28) подает непрерывный удлиненный элемент как полуфабрикат из сырого эластомерного материала в форме непрерывной полосы.
47. Установка (1) по п. 40 или 41, в которой перемещающее устройство (18) содержит по меньшей мере один узел (31, 32, 44) вращения барабана, приспособленный для вращения вспомогательных барабанов (19, 20, 40) вокруг их геометрической оси.
48. Установка (1) по п. 40 или 41, в которой вспомогательные барабаны (19, 20, 40) с возможностью скольжения удерживаются перемещающим устройством (18).
49. Установка (1) по п. 40 или 41, в которой перемещающее устройство (18) содержит по меньшей мере один узел (33, 34, 45) поступательного перемещения барабана, приспособленный для осуществления контролируемых осевых перемещений вспомогательных барабанов (19, 20, 40) в рабочих положениях (А, В, С) или в положении (D) подхвата.
50. Установка (1) по п. 49, в которой узел (33, 34, 35) поступательного перемещения барабана перемещающего устройства (18) осуществляет поступательное перемещение вспомогательных барабанов (19, 20, 40) между рабочими положениями (А, В, С) или положением (D) подхвата и исходным положением, заданным между рабочими положениями (А, В, С) или положением (D) подхвата и осью (Y-Y) вращения перемещающего устройства (18).
51. Установка (1) по п. 40 или 41, дополнительно содержащая по меньшей мере два элемента (25, 26) подачи соответствующих непрерывных удлиненных элементов (27, 28) из сырого эластомерного материала, расположенных в по меньшей мере одном втором рабочем положении (В) для рабочего взаимодействия на противоположных сторонах одного из вспомогательных барабанов (19, 20, 40).
52. Установка (1) по п. 41, дополнительно содержащая по меньшей мере два элемента подачи соответствующих непрерывных удлиненных элементов из сырого эластомерного материала, расположенных в по меньшей мере одном третьем рабочем положении (С), для рабочего взаимодействия на противоположных сторонах одного из вспомогательных барабанов (19, 20, 40).
53. Установка (1) по п. 40 или 41, в которой положение (D) подхвата цилиндрического рукава по существу совпадает с первым рабочим положением (А).
54. Установка (1) по п. 40 или 41, дополнительно содержащая по меньшей мере одно устройство для формования каркасной конструкции (3) в соответствии с по существу тороидальной формой таким образом, чтобы соединять по существу цилиндрический рукав, содержащий ленточную конструкцию (4) и протекторный браслет (5), с каркасной конструкцией (3).
55. Оборудование для изготовления шин для колес транспортных средств, содержащее производственную установку (1) по п. 40 или 41 и по меньшей мере один пункт вулканизации для вулканизации шин, полученных в производственной установке (1).
| US 3990931 A, 09.11.1976 | |||
| US 3816202 A, 11.06.1974 | |||
| US 3873397 A, 25.03.1975 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2213008C2 |

