Изобретение относится к пневматической шине для двухколесных или четырехколесных транспортных средств и, в частности, но не исключительно, к пневматической шине для автомобилей.
Точнее, настоящее изобретение относится к пневматической шине, содержащей каркасную конструкцию, имеющую, по меньшей мере, один слой каркаса и, по меньшей мере, одну кольцевую армирующую конструкцию, связанную с упомянутым слоем каркаса, протекторный браслет, выполненный из эластомерного материала в радиально внешнем положении относительно каркасной конструкции, ленточную конструкцию, расположенную между каркасной конструкцией и протекторным браслетом, и пару противоположных по оси боковин на каркасной конструкции, причем протекторный браслет относится к типу, содержащему множество примыкающих по оси секторов.
Предшествующий уровень техники
Одной из наиболее ощущаемых потребностей в области пневматических шин для транспортных средств является обеспечение того, что рабочие характеристики пневматической шины, в частности ее "держание" дороги, останутся постоянными, насколько это возможно, при износе протекторного браслета.
В известных пневматических шинах изменение рабочих характеристик почти неизбежно наблюдается после некоторого износа протекторного браслета.
Такой износ фактически уменьшает, в первую очередь, высоту протекторного браслета, что по существу определяет пропорциональное увеличение сопротивления уходу вышеупомянутого браслета, а во вторую очередь, и в случае протектора с рисунком, также изменяет геометрию протекторного рисунка, сглаживая ее и, более конкретно, изменяет протяженность площади, которая покрыта канавками, выполненными в протекторном браслете, и в общем случае пропорциональна так называемому "коэффициенту заполнения".
Следует отметить, что в настоящем изобретении и нижеследующей формуле изобретения термин "коэффициент заполнения" употребляется для обозначения соотношения между площадью, занимаемой канавками, имеющимися в протекторном браслете или в любой его части, и общей площадью протекторного браслета или, соответственно, любой его части.
В основном, из-за сужения канавок вдоль радиального направления внутрь, протяженность площади, покрытой канавками, постепенно уменьшается по мере износа шины при соответствующем увеличении поперечной жесткости протекторного браслета, сопровождающемся измененным поведением пневматической шины на дороге.
Эта повышенная поперечная жесткость протекторного браслета из-за уменьшения толщины протекторного браслета в бесканавочных пневматических шинах, а также из-за уменьшения коэффициента заполнения в пневматических шинах с протекторным рисунком, обычно обуславливает повышенную осевую нагрузку на пневматические шины при одном и том же угле поворота с возможной разбалансировкой передней оси и задней оси транспортного средства, при этом водителю в любом случае придется изменять свою манеру вождения, чтобы компенсировать это другое поведение пневматической шины.
Известны первоисточники, в которых описаны пневматические шины, снабженные протекторным браслетом, содержащим множество примыкающих по оси секторов.
В области пневматических шин для мотоциклов, например, согласно японской патентной публикации JP 05-256646, предложено улучшить рабочие характеристики вдоль криволинейной траектории, изготавливая протекторный браслет с экваториальной частью, имеющей меньшую твердость и больший tangδ по сравнению с противоположными плечевыми частями самого протекторного браслета.
С другой стороны, чтобы предотвратить частичный износ протекторного браслета и слоев эластомерного материала с образованием трещин, согласно японской патентной публикации JP 02-314293 предложено выполнять протекторный браслет, снабженный двумя слоями, наложенными друг на друга в радиальном направлении, каждый из которых в свою очередь разделен на две части соответствующей формы, выполненные из разных материалов. Более конкретно, конструкция, предложенная в этом документе, характеризуется тем, что обе части каждого слоя протекторного браслета имеют концевые сегменты, имеющие уменьшенную толщину в экваториальной плоскости пневматической шины и выполненные таким образом, что обе части упомянутого слоя могут быть нанесены одна на другую в осевом направлении.
В области антистатических пневматических шин, согласно патенту США № 6523585 также предложено повысить равномерность износа протекторного браслета и уменьшить шумность пневматических шин путем выполнения протекторного браслета, содержащего множество примыкающих по оси секторов, соответственно выполненных из электроизоляционного эластомерного материала и электропроводного эластомерного материала. В соответствии с положениями этого патента вышеупомянутые электроизоляционный и электропроводный эластомерные материалы должны иметь заданные механические характеристики и, в частности, соответствующую твердость, такую, что соотношение между твердостью по шкале А Шора при комнатной температуре электропроводных секторов и твердостью по шкале А Шора при комнатной температуре электроизоляционных секторов должно быть менее 1,10.
Цель изобретения
Целью настоящего изобретения является создание пневматической шины с протекторным браслетом, содержащим множество примыкающих по оси секторов, который обеспечивает поддержание по существу постоянного "держания" дороги пневматической шиной по мере износа протекторного браслета.
Краткое описание изобретения
В соответствии с первым объектом настоящего изобретения, эта задача решается с помощью пневматической шины, охарактеризованной в п.1 формулы изобретения.
В частности, заявитель обнаружил, что благодаря конкретной комбинации особой геометрической конструкции примыкающих по оси секторов можно получить протекторный браслет, который способен компенсировать увеличение поперечной жесткости, носящее геометрический характер, происходящее из-за износа протекторного браслета и пропорциональное уменьшению толщины упомянутого пояса, в случае пневматической шины с протекторным рисунком, а также уменьшать коэффициент заполнения при нарастающем увеличении поперечной деформируемости частей эластомерного материала, ограниченных между канавками вдоль радиального направления внутрь.
Более конкретно, было выяснено, что упомянутую цель можно достичь с помощью протекторного браслета, содержащего:
i) множество первых секторов, отстоящих по оси и сужающихся вдоль радиального направления внутрь, и
ii) множество вторых секторов, отстоящих по оси и сужающихся вдоль радиального направления наружу,
причем упомянутые первые и вторые сектора примыкают друг к другу по оси вдоль поперечного протяжения протекторного браслета, а
соотношение между твердостью по шкале А Шора при 23°С первых секторов, измеренной в соответствии со стандартом DIN 53505, и твердостью по шкале А Шора при 23°С вторых секторов, измеренной в соответствии со стандартом DIN 53505, превышает 1,10.
Для того чтобы не ограничиваться какой-либо интерпретирующей теорией, следует отметить, что при происходящем вдоль радиального направления внутрь увеличении ширины вторых секторов, состоящих из менее жесткого вулканизированного эластомерного материала, оказывается возможным эффективное достижение упомянутого эффекта уравновешивания увеличения поперечной жесткости за счет подходящей композиции протекторного браслета.
Таким образом, предлагаемая пневматическая шина обеспечивает поддержание по существу постоянного поведения пневматической шины на дороге, в частности, это касается процесса ее реакции на коррекции траектории, задаваемые водителем посредством рулевого колеса, во избежание разбалансировки между передней осью и задней осью транспортного средства, что позволяет водителю не вносить существенные изменения в свою манеру вождения.
В частности, этот технический эффект оценят те, кто предпочитает так называемую манеру вождения "жми на газ до упора".
В предпочтительном варианте осуществления изобретения, соотношение между твердостью по шкале А Шора при 23°С первых секторов, измеренной в соответствии со стандартом DIN 53505, и твердостью по шкале А Шора при 23°С вторых секторов, измеренной в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 1,12 до приблизительно 1,70, а в более предпочтительном варианте - в диапазоне от приблизительно 1,20 до приблизительно 1,40.
Таким образом, можно с выгодой достичь оптимального компромисса между рабочими характеристиками, выражаемыми таким понятием, как "держание" дороги при увеличении износа, и другими рабочими характеристиками, например, такими, как удобство вождения, шум, износостойкость и плавность.
Чтобы достичь упомянутых соотношений, в предпочтительном варианте твердость по шкале А Шора при 23°С первых секторов, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 60 до приблизительно 75, тогда как твердость по шкале А Шора при 23°С вторых секторов, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 35 до приблизительно 65.
Обнаружено, что при соблюдении упомянутых значений твердости по шкале А Шора для сужающихся и примыкающих по оси секторов протекторного браслета можно оптимальным образом компенсировать увеличение поперечной жесткости из-за уменьшения толщины протекторного браслета, а в случае пневматических шин с протекторным рисунком - еще и из-за уменьшения коэффициента заполнения вследствие износа протекторного браслета пневматической шины при постепенном увеличении частей менее жесткого эластомерного материала, которые вступают в соприкосновение с грунтом.
В еще более предпочтительном варианте твердость по шкале А Шора при 23°С первых секторов, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 65 до приблизительно 70, тогда как твердость по шкале А Шора при 23°С вторых секторов, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 50 до приблизительно 60.
Для достижения цели изобретения сужающиеся и примыкающие по оси сектора протекторного браслета можно получать путем формования и вулканизации подходящих эластомерных материалов, композицию которых, необходимую для достижения упомянутых желательных значений твердости по шкале А Шора при 23°С, сможет легко определить специалист в данной области техники.
Здесь следует подчеркнуть, что в данном описании и формуле изобретения термин "эластомерный материал" употребляется для указания композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один армирующий наполнитель. В предпочтительном варианте такая композиция также содержит добавки, например, такие как сшивающий агент и/или пластификатор. Благодаря присутствию сшивающего агента можно провести сшивание такого материала путем нагревания, чтобы сформировать конечное изделие.
В предпочтительном варианте первые сектора протекторного браслета, сужающиеся вдоль радиального направления внутрь, имеют модуль упругости (Е') при сжатии при 23°С, находящийся в диапазоне от приблизительно 7 МПа до приблизительно 13 МПа, тогда как вторые сектора, разнесенные по оси и сужающиеся вдоль радиального направления наружу, имеют модуль упругости (Е') при сжатии при 23°С, находящийся в диапазоне от приблизительно 5 МПа до приблизительно 8 МПа.
В нижеследующем описании и формуле изобретения значения модуля Е' упругости при сжатии, а также значения модуля Е" вязкости считаются измеренными посредством обычных устройств, на которых цилиндрический контрольный образец вулканизированного эластомерного материала, имеющий длину 25 мм и диаметр 14 мм, подвергают предварительной сжимающей нагрузке до достижения продольной деформации, составляющей 25% его первоначальной высоты, и выдерживают при температуре 23°С, а также подвергают динамической синусоидальной деформации, максимальная ширина которой составляет ±3,50% высоты при предварительной нагрузке, с частотой 100 циклов в секунду (100 Гц).
Обнаружено, что, соблюдая для сужающихся секторов протекторного браслета упомянутые значения модуля Е' упругости при сжатии при 23°С, можно с выгодой компенсировать оптимальным образом увеличение поперечной жесткости для пневматических шин, как бесканавочных, так и с протекторным рисунком, достигая оптимального компромисса между рабочими характеристиками, выражаемыми таким понятием, как износ протекторного браслета пневматической шины, и таким понятием, как сопротивление поперечным механическим напряжениям, воздействию которых шина подвергается главным образом при движении по криволинейной траектории или по смешанным траекториям.
В более предпочтительном варианте вышеупомянутые первые сектора протекторного браслета имеют модуль упругости (Е') при сжатии при 23°С, находящийся в диапазоне от приблизительно 9 МПа до приблизительно 11 МПа, тогда как вторые сектора имеют модуль упругости (Е') при сжатии при 23°С, находящийся в диапазоне от приблизительно 5,5 МПа до приблизительно 7 МПа.
В предпочтительном варианте осуществления изобретения соотношение между модулем Е' упругости при сжатии при 23°С первых секторов и модулем Е' упругости при сжатии при 23°С вторых секторов протекторного браслета превышает приблизительно 1,15, а в еще более предпочтительном варианте находится в диапазоне от 1,4 до 2,0.
В этом случае также обнаружено, что, соблюдая такие соотношения, можно с выгодой достичь компромисса между рабочими характеристиками, выражаемыми таким понятием, как износ протекторного браслета пневматической шины, и таким понятием, как сопротивление поперечным механическим напряжениям, воздействию которых шина подвергается главным образом при движении по криволинейной траектории или по смешанным траекториям.
В соответствии с предпочтительным вариантом осуществления изобретения сужающиеся и примыкающие по оси сектора протекторного браслета распределены по оси один за другим по существу с постоянным шагом вдоль поперечного протяжения протекторного браслета.
В рамках настоящего изобретения и нижеследующей формулы изобретения термин "шаг" применительно к сужающимся и соседним в осевом направлении секторам протекторного браслета употребляется для указания расстояния, измеренного в пределах поперечного сечения и вдоль осевого направления между средними осями двух последовательных секторов. В рамках данного определения средняя ось каждого сектора является осью, которая делит радиально внутреннюю и радиально внешнюю поверхности самого сектора на две по существу равные части.
Благодаря вышеупомянутому осевому распределению секторов протекторного браслета можно с выгодой поддерживать поперечную жесткость протекторного браслета имеющей по существу одинаковые значения по существу на всем его осевом протяжении.
В соответствии с предпочтительным вариантом осуществления изобретения сужающиеся и примыкающие по оси сектора протекторного браслета имеют противоположные по оси боковые стенки, образующие угол сужения, измеренный относительно плоскости, проходящей по существу перпендикулярно радиально внутренним и радиально внешним поверхностям секторов, в диапазоне от приблизительно 30° до приблизительно 80°.
Обнаружено, что таким образом можно с выгодой оптимизировать постепенное увеличение податливости в поперечном направлении частей эластомерного материала, заключенных между канавками, для компенсации как уменьшения толщины протекторного браслета, так и возможного уменьшения коэффициента заполнения, обуславливаемых износом протекторного браслета пневматической шины.
Было также обнаружено, что боковые стенки сужающихся и примыкающих по оси секторов протекторного браслета могут иметь разные геометрические формы при условии, что вдоль радиально противоположных направлений соседних секторов поддерживается заданное сужение.
Таким образом, в первом предпочтительном варианте осуществления, противоположные по оси боковые стенки сужающихся и примыкающих по оси секторов протекторного браслета могут быть по существу прямолинейными.
В альтернативном варианте противоположные по оси боковые стенки сужающихся и примыкающих по оси секторов протекторного браслета могут иметь, по меньшей мере, одну, по существу криволинейную часть.
Специалист в данной области техники легко сможет выбрать среди этих возможных конфигураций наиболее подходящую или наиболее выгодную в зависимости от способов производства, выбираемых для изготовления протекторного браслета.
Как упоминалось выше, пневматическую шину согласно изобретению можно использовать для установки как на двухколесных, так и на четырехколесных транспортных средствах.
В рамках этих возможных приложений и в соответствии с предпочтительным вариантом осуществления пневматическая шина согласно изобретению содержит протекторный браслет, имеющий протекторный рисунок, причем образованные в нем канавки выполнены в секторах протекторного браслета, сужающихся вдоль радиального направления внутрь и состоящих из более жесткого эластомерного материала.
В альтернативном варианте канавки, образованные в протекторном рисунке, могут быть выполнены в секторах протекторного браслета, сужающихся вдоль радиального направления наружу и состоящих из более податливого эластомерного материала.
Хотя расположение канавок протекторного браслета не критично для целей настоящего изобретения, компоновка канавок в секторах, состоящих из эластомерного материала одного и того же типа, а в еще более предпочтительном варианте - в секторах, сужающихся вдоль радиального направления внутрь и состоящих из более жесткого эластомерного материала, является предпочтительной для ограничения до минимума возникновения явления неравномерного износа протекторного браслета.
В предпочтительном варианте осуществления изобретения сужающиеся и примыкающие по оси сектора протекторного браслета проходят в радиальном направлении по существу на всю толщину протекторного браслета, вследствие чего достигается желательный технический эффект поддержания характеристик поперечной жесткости по существу на протяжении всего срока эксплуатации пневматической шины.
В альтернативном предпочтительном варианте осуществления пневматическая шина может дополнительно иметь слой соответствующего эластомерного материала, заключенный между протекторным браслетом и ленточной конструкцией.
Таким образом, можно с выгодой оптимизировать, при необходимости, конкретные характеристики пневматической шины, например, такие как сопротивление качению.
В соответствии с дополнительным объектом изобретения создан способ изготовления пневматической шины, охарактеризованный в прилагаемом п.17 формулы изобретения.
Такой способ включает в себя, в частности, этапы, на которых:
а) изготавливают каркасную конструкцию, имеющую, по меньшей мере, один слой каркаса, связанный, по меньшей мере, с одной кольцевой армирующей конструкцией,
б) изготавливают ленточную конструкцию,
в) располагают в радиально наружном положении относительно упомянутой ленточной конструкции множество первых секторов протекторного браслета, отстоящих по оси, сужающихся в радиальном направлении внутрь и состоящих по существу из первого эластомерного материала, имеющего после вулканизации заданное значение твердости по шкале А Шора при 23°С, измеренное в соответствии со стандартом DIN 53505,
г) располагают в радиально наружном положении относительно упомянутой ленточной конструкции множество вторых секторов протекторного браслета, отстоящих по оси, сужающихся в радиальном направлении наружу и состоящих по существу из второго эластомерного материала, имеющего после вулканизации значение твердости по шкале А Шора при 23°С, измеренное в соответствии со стандартом DIN 53505, причем такое, что соотношение между твердостью по шкале А Шора при 23°С первого эластомерного материала, измеренной в соответствии со стандартом DIN 53505, и твердостью по шкале А Шора при 23°С второго эластомерного материала, измеренной в соответствии со стандартом DIN 53505, превышает 1,10,
при этом этапы в) и г) осуществляют таким образом, что упомянутые первые и вторые сектора протекторного браслета примыкают друг к другу по оси вдоль поперечного протяжения протекторного браслета.
Краткое описание чертежей
Дополнительные признаки и преимущества изобретения станут лучше понятными из нижеприведенного описания некоторых предпочтительных вариантов осуществления пневматических шин и способов их изготовления, соответствующих изобретению, причем это описание не носит ограничительный характер и приводится со ссылками на прилагаемые чертежи, на которых:
фиг.1 - поперечное сечение первого варианта осуществления пневматической шины в соответствии с настоящим изобретением;
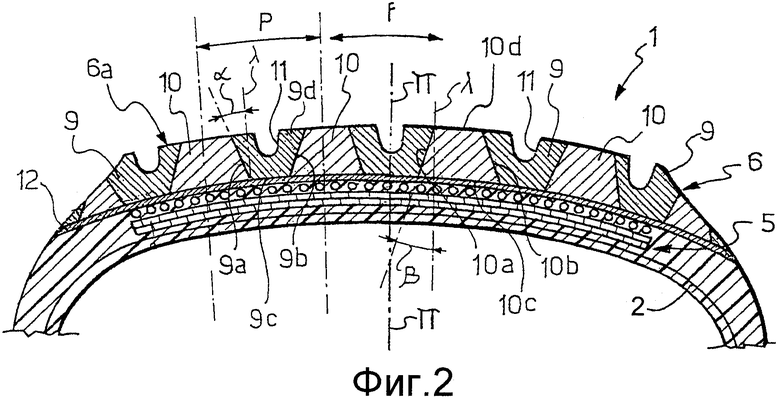
фиг.2 - поперечное сечение в увеличенном масштабе некоторых деталей пневматической шины с фиг.1;
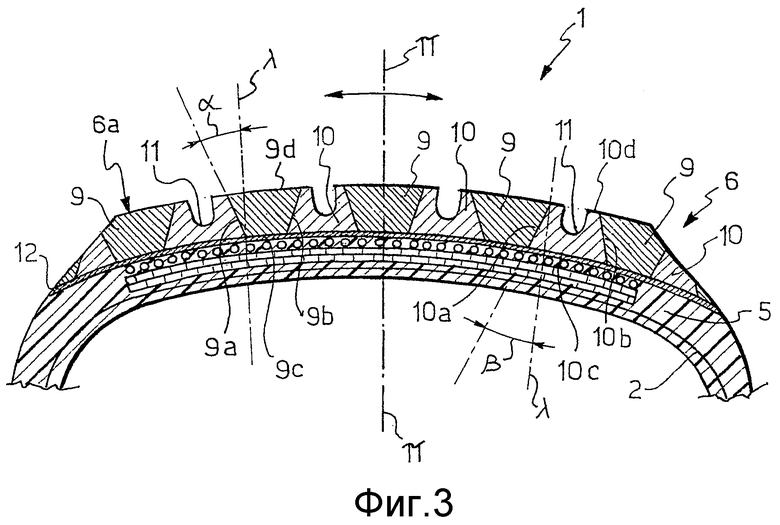
фиг.3 - поперечное сечение в увеличенном масштабе некоторых деталей второго варианта осуществления пневматической шины в соответствии с настоящим изобретением;
фиг.4 - схематический вид в плане роботизированной станции для изготовления протекторного браслета пневматической шины в соответствии с изобретением;
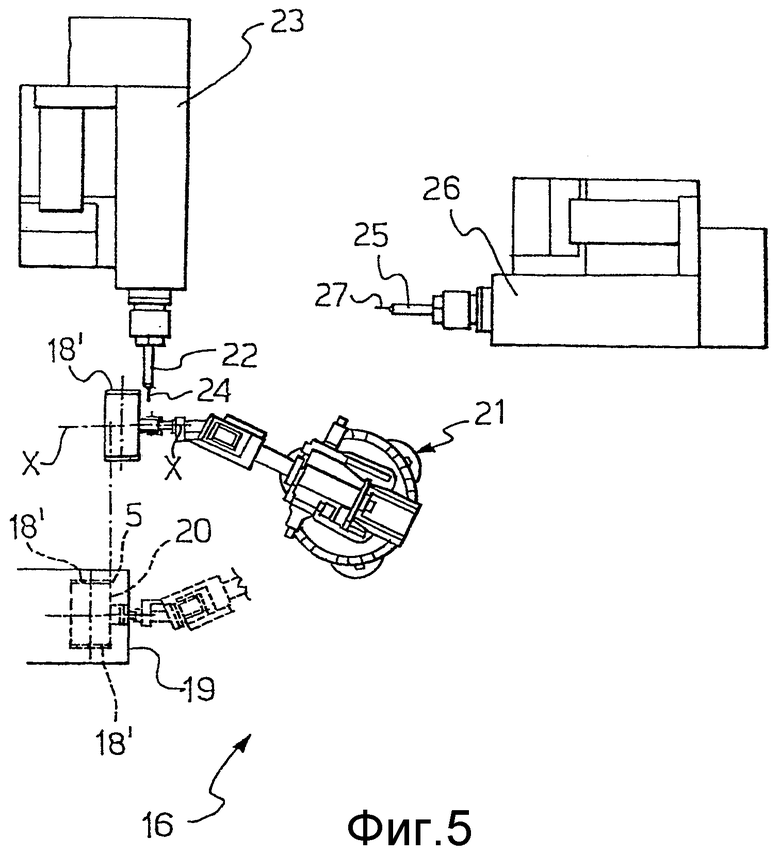
фиг.5 - схематический вид в плане роботизированной станции для изготовления протекторного браслета пневматической шины в соответствии с изобретением на по существу цилиндрическом вспомогательном барабане; и
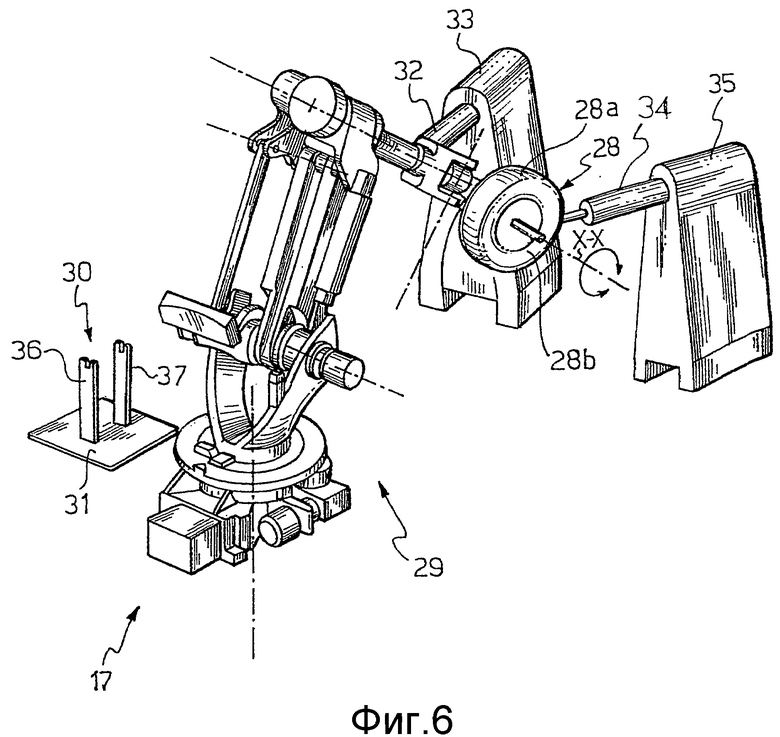
фиг.6 - схематический вид в перспективе роботизированной станции для изготовления протекторного браслета пневматической шины в соответствии с изобретением на по существу жесткой тороидальной опоре.
Подробное описание предпочтительных вариантов осуществления изобретения
На фиг.1-2 пневматическая шина, изготовленная в соответствии с настоящим изобретением и в данном конкретном примере предназначенная для установки на автомобиль, обозначена целиком ссылочной позицией 1.
Пневматическая шина 1 содержит каркасную конструкцию 2, имеющую, по меньшей мере, один слой 2а каркаса, противоположные боковые края которого загнуты снаружи вокруг соответствующих армирующих конструкций 3, обычно называемых "сердечниками борта", причем каждая из этих конструкций заключена в борту 4, который образован вдоль внутреннего периферийного края пневматической шины 1, и посредством которого сама пневматическая шина зацеплена на ободе (не показан), образующем часть колеса транспортного средства.
Пневматическая шина 1 также содержит протекторный браслет 6, выполненный из эластомерного материала, в радиально внешнем положении относительно каркасной конструкции 2, ленточную конструкцию 5, расположенную между каркасной конструкцией 2 и протекторным браслетом 6, и пару боковин 7, 8 в противоположных по оси положениях на каркасной конструкции 2.
Ленточная конструкция 5 предпочтительно включает в себя один или более ленточных слоев, выполненных, например, из ткани, содержащей металлокорды или проволоки, введенные в резиновое полотно, расположенные параллельно друг другу в каждом слое и пересекающиеся с металлокордами или проволоками соседнего слоя и с одним или более так называемыми 0°-кордами, намотанными спирально и соосно на пневматической шине 1 в радиально внешнем положении относительно тканей, содержащих пересекающиеся корды.
В соответствии с вариантом осуществления, показанном на фиг.1, протекторный браслет 6, нанесенный по периферии вокруг ленточной конструкции 5, содержит множество первых секторов 8, разнесенных по оси и сужающихся вдоль радиального направления внутрь, и множество вторых секторов 10, разнесенных по оси и сужающихся вдоль противоположного направления, т.е. радиального направления наружу.
В предпочтительном варианте первые и вторые сектора 9, 10 протекторного браслета 6 проходят в радиальном направлении по существу на всю толщину самого протекторного браслета.
Упомянутые первые и вторые сектора 9, 10 примыкают по оси друг к другу вдоль поперечного протяжения протекторного браслета 6 и выполнены из подходящих разных эластомерных материалов таким образом, что соотношение между твердостью по шкале А Шора при 23°С секторов 9, измеренной в соответствии со стандартом DIN 53505, и твердостью по шкале А Шора при 23°С секторов 10, измеренной в соответствии со стандартом DIN 53505, превышает 1,10, а в предпочтительном варианте находится в диапазоне от приблизительно 1,12 до приблизительно 1,70, а в еще более предпочтительном варианте находится в диапазоне от приблизительно 1,20 до приблизительно 1,40.
Чтобы достичь упомянутых соотношений, в предпочтительном варианте твердость по шкале А Шора при 23°С первых секторов 9, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 60 до приблизительно 75, тогда как твердость по шкале А Шора при 23°С вторых секторов 10, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 35 до приблизительно 65.
В более предпочтительном варианте твердость по шкале А Шора при 23°С первых секторов 9, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 65 до приблизительно 70, тогда как твердость по шкале А Шора при 23°С вторых секторов 10, измеренная в соответствии со стандартом DIN 53505, находится в диапазоне от приблизительно 50 до приблизительно 60.
В предпочтительном варианте первые сектора 9 протекторного браслета 6 имеют модуль (Е') упругости при сжатии при 23°С, находящийся в диапазоне от приблизительно 7 МПа до приблизительно 13 МПа, тогда как вторые сектора 10 имеют модуль (Е') упругости при сжатии при 23°С, находящийся в диапазоне от приблизительно 5 МПа до приблизительно 8 МПа.
В более предпочтительном варианте первые сектора 9 протекторного браслета 6 имеют модуль (Е') упругости при сжатии при 23°С, находящийся в диапазоне от приблизительно 9 МПа до приблизительно 11 МПа, тогда как вторые сектора 10 имеют модуль (Е') упругости при сжатии при 23°С, находящийся в диапазоне от приблизительно 5,5 МПа до приблизительно 7 МПа.
Таким образом, первые и вторые сектора 9, 10 протекторного браслета 6, сужающиеся и примыкающие по оси, с выгодой обеспечивают поддержание по существу постоянной поперечной жесткости протекторного браслета 6 по мере его износа, а также обеспечивают достижение оптимального компромисса между рабочими характеристиками, выражаемыми такими понятиями, как износ протекторного браслета 6 и сопротивление поперечным механическим напряжениям, воздействию которых протектор подвергается главным образом при движении по криволинейной траектории или по смешанным траекториям.
Выполненный таким образом протекторный браслет 6 снабжен радиально внешней поверхностью 6а, расположенной с возможностью соприкосновения с грунтом и обычно снабженной протекторным рисунком, содержащим множество канавок 11, которые образуют множество резиновых ребер и резиновых блоков.
В соответствии с предпочтительным признаком изобретения первые и вторые сектора 9, 10 протекторного браслета 6 распределены по оси один за другим по существу с постоянным шагом р вдоль поперечного протяжения протекторного браслета 6.
Кроме того, в предпочтительном варианте первые и вторые сектора 9, 10 протекторного браслета 6 являются по существу трапецеидальными и снабжены противоположными по оси боковыми стенками 9а, 9b и 10а, 10b, образующими соответствующие углы сужения α, β, измеренные относительно плоскости λ, проходящей по существу перпендикулярно радиально внутренним поверхностям 9с, 10с и радиально внешним поверхностям 9d, 10d секторов, и находящиеся в диапазоне от приблизительно 30° до приблизительно 80°.
В предпочтительном варианте противоположные по оси боковые стенки 9а, 9b и 10а, 10b упомянутых первых и вторых секторов 9, 10 протекторного браслета 6 являются по существу прямолинейными.
В альтернативном варианте противоположные по оси боковые стенки 9а, 9b и 10а, 10b сужающихся и примыкающих по оси секторов протекторного браслета могут иметь, по меньшей мере, одну по существу криволинейную часть.
Специалист в данной области техники легко сможет выбрать среди этих возможных конфигураций наиболее подходящую или наиболее выгодную в зависимости от способов производства, выбираемых для изготовления протекторного браслета.
В предпочтительном варианте канавки 11 в секторах 9 протекторного браслета 6 выполнены так, что они ограничивают до минимума возникновение явления неравномерного износа протекторного браслета.
В предпочтительном варианте осуществления, проиллюстрированном на фиг.1 и 2, пневматическая шина 1 также содержит слой 12 подходящего эластомерного материала, расположенный между протекторным браслетом 6 и ленточной конструкцией 5.
Хотя пневматическая шина 1 согласно этому предпочтительному варианту осуществления проиллюстрирована именно с одним слоем, включающим в себя сужающиеся и примыкающие по оси сектора 9, 10, это не означает, что протекторный браслет 6 не может содержать два или более слоев, наложенных друг на друга в радиальном направлении, чтобы удовлетворить конкретные и обусловленные использованием требования.
Кроме того, очевидно, что количество и ширина поперечного протяжения первых и вторых секторов 9, 10 протекторного браслета 6 могут отличаться от тех, примеры которых приведены выше просто в иллюстративных, а не ограничительных целях на фиг.1 и 2, и специалист в данной области техники легко сможет определить их в соответствии с требованиями по использованию, накладываемыми на пневматическую шину 1.
На фиг.3 показан другой предпочтительный вариант осуществления пневматической шины 1 согласно изобретению.
В нижеприведенном описании и на подобных чертежах элементы пневматической шины 1, которые конструктивно или функционально эквивалентны тем, которые проиллюстрированы выше в связи с вариантом осуществления, показанным на фиг.1-2, будут обозначены такими же ссылочными позициями, а их дальнейшее описание будет опущено.
В варианте осуществления, показанном на фиг.3, канавки 11 во вторых секторах 10 протекторного браслета 6 выполнены так, что в этом случае также достигаются по существу такие же общие технические эффекты, как в случае пневматической шины 1 с фиг.1 и 2.
В нижеприведенном примере, являющимся иллюстративным, а не ограничивающим, теперь будут описаны несколько составов предпочтительных эластомерных материалов, которые можно использовать для изготовления первых и вторых секторов 9, 10 протекторного браслета 6 пневматической шины в соответствии с изобретением.
Пример
Приготовляли эластомерные материалы, которые обозначены в нижеприведенной таблице 1 символами А и В и могут быть использованы для изготовления первых и вторых секторов 9, 10 протекторного браслета 6 в соответствии с настоящим изобретением. В этой таблице все величины указаны в фунтах в час.
(первых секторов 9)
(вторых секторов 10)
Использовали следующие ингредиенты:
- E-SBR 1712 - сополимер бутадиена и стирола, приготовленный в виде эмульсии, поставляемой в промышленных масштабах под торговым названием KRYNOL®1712 (от BAYER);
- E-SBR 1500 - сополимер бутадиена и стирола, приготовленный в виде эмульсии, поставляемой в промышленных масштабах под торговым названием KRYLENE®1500 (от BAYER);
- углеродная сажа N234 - продукт, поставляемый на рынок под торговым названием VULCAN®7H (от CABOT CORPORATION);
- SiO2 - кремнезем, поставляемый на рынок под торговым названием ULTRASIL® VN3 (от DEGUSSA);
- связующее для SiO2 - композиция твердых частиц, включающая в себя 50% углеродной сажи (N330) и 50% бис(3-триэтоксилил-пропил)тетрасульфида, поставляемая в промышленных масштабах под торговым названием X50S® (от DEGUSSA);
- ароматическое масло - продукт, поставляемый на рынок под торговым названием MOBILOIL®90 (от MOBIL);
- стеариновая кислота - продукт, поставляемый на рынок под торговым названием STEARINA®TP8 (от MIRACHEM);
- ZnO - продукт, поставляемый на рынок под торговым названием ZINKOXYD ACTIV® (от BAYER);
- 6PPG - N-1,3-диметилбутил-N'-фенил-p-фенилендиамин, поставляемый на рынок под торговым названием VULCANOX®4020 (от BAYER);
- DPG - дифенилгуанидин, поставляемый на рынок под торговым названием VULKACIT®D (от BAYER);
- TBBS - N-t-бутил-2-бензотиазил-сульфенамид, поставляемый на рынок под торговым названием VULKACIT®NZ (от BAYER);
- CBS - N-циклогексил-2-бензотиазил-сульфенамид, поставляемый на рынок под торговым названием VULKACIT®CZ (от BAYER);
- растворимая сера - продукт, поставляемый на рынок под торговым названием RUBERSYL®400 (от REPSOL DERIVADOS).
В соответствии со способами, которые сами по себе известны в данной области техники, упомянутые эластомерные материалы подвергали вулканизации, а затем проводили серию испытаний, нацеленных на измерение некоторых типичных параметров вулканизированных материалов. Принимали во внимание следующие параметры:
твердость по шкале А Шора, измеренную при 23°С в соответствии со стандартом DIN 53505;
Е' 23°С - модуль упругости при растяжении, измеренный при 23°С в соответствии с вышеописанной процедурой;
Tangδ 23°С - соотношение между модулем (Е") вязкости и модулем (Е') упругости, измеренными при 23°С в соответствии с вышеописанной процедурой;
СА 1 - тяговое усилие (прикладываемое к сечению контрольного образца), необходимое для получения деформации 100%, измеренное в соответствии со стандартом DIN 53505;
СА 3 - тяговое усилие (прикладываемое к сечению контрольного образца), необходимое для получения деформации 300%, измеренное в соответствии со стандартом DIN 53505.
Результаты испытаний приведены в таблице 2.
(первых секторов 9)
(вторых секторов 10)
Теперь, со ссылками на фиг.4, 5 и 6 и в рамках предпочтительных вариантов осуществления способа изготовления в соответствии с изобретением, будут описаны соответствующие рабочие станции, обозначенные целиком ссылочной позицией 16 на фиг.4 и 5 и позицией 17 на фиг.6, предназначенные для изготовления протекторного браслета 6 с примыкающими по оси секторами пневматической шины 1.
В варианте осуществления, показанном на фиг.4, роботизированная рабочая станция, предназначенная для изготовления протекторного браслета 6 пневматической шины 1, показанной на фиг.1, обозначена ссылочной позицией 16.
Рабочая станция 16 связана с обычной технологической установкой для производства пневматических шин или, в противном случае, для осуществления части рабочих операций, которые предполагается осуществить в цикле производства самих пневматических шин, причем эта установка не иллюстрируется, так как она сама по себе известна.
В такой установке также имеются устройства, сами по себе известные и поэтому не иллюстрируемые, предназначенные для изготовления каркасной конструкции 2 и связанной с ней кольцевой армирующей конструкцией 3 на опорном элементе, выполненном с возможностью придания по существу тороидальной конфигурации, например, таком как технологический барабан 18, сам по себе известный, а также для последующего формирования ленточной конструкции 3 в радиально внешнем положении относительно каркасной конструкции 2.
Рабочая станция 16 содержит роботизированный манипулятор, который сам по себе известен, обозначен целиком ссылочной позицией 21 и предпочтительно является манипулятором антропорморфного типа с семью осями, предназначенным для подхвата каждого барабана 18, несущего каркасную конструкцию 2, кольцевую армирующую конструкцию 3 и ленточную конструкцию 5, и переноса его из положения 20 подхвата, определенного на конце транспортерной ленты 19 или другого подходящего транспортирующего средства, в положение подачи секторов 9, 10 протекторного браслета 6.
Более конкретно, положение подачи секторов 9 протекторного браслета 6, сужающихся вдоль радиального направления внутрь, определено у первого подающего элемента 22 экструдера 23, выполненного с возможностью выдачи, по меньшей мере, одного первого непрерывного удлиненного элемента, представляющего собой удлиненный элемент 24, выполненный из соответствующего эластомерного материала и имеющий соответствующий размер в поперечном сечении, тогда как положение подачи секторов 10 протекторного браслета 6, сужающихся вдоль радиального направления наружу, определено у второго подающего элемента 25 экструдера 26, выполненного с возможностью выдачи, по меньшей мере, одного второго непрерывного удлиненного элемента, представляющего собой удлиненный элемент 27, также состоящий из подходящего эластомерного материала и имеющий соответствующий размер в поперечном сечении.
Теперь, применительно к вышеописанной рабочей станции 16 и со ссылками на фиг.4, будет описан первый предпочтительный вариант осуществления способа изготовления пневматической шины согласно этому изобретению.
В последовательности предварительных этапов, проводимых перед рабочей станцией 16, изготавливают и формуют каркасную конструкцию 2, содержащую кольцевую армирующую конструкцию 3 и ленточную конструкцию 5, на барабане 18, который допускает, а потом и определяет получение по существу тороидальной формы рассматриваемой пневматической шины. Затем упомянутый барабан 18 транспортируют посредством транспортерной ленты 19 в положение 20 подхвата.
На последующем этапе роботизированный манипулятор 21 располагает барабан 18 в определенном у первого подающего элемента 22 первом положении подачи удлиненного элемента 24, выполненного из первого эластомерного материала, имеющего после вулканизации заданную твердость по шкале А Шора при 23°С и предназначенного для формирования секторов 9 протекторного браслета 6, сужающихся вдоль радиального направления внутрь.
В таком положении подачи роботизированный манипулятор 21 вращает барабан 18 вокруг его оси Х-Х вращения и осуществляет перемещение подающего элемента 22 и барабана 18 относительно друг друга, сообщая последнему также поступательное движение вдоль направления, по существу параллельного упомянутой оси Х-Х вращения.
Одновременно с вращением и поступательным движением барабана 18 первый подающий элемент 22 подает удлиненный элемент 24 в радиально внешнем положении относительно ленточного слоя 5 с тем, чтобы сформировать секторы 9 протекторного браслета 6.
Вращение и поступательное движение барабана 18 преимущественно осуществляют с помощью подходящего привода таким образом, что при этом формируется множество секторов 9, разнесенных по оси на предварительно определенный шаг p.
Подачу удлиненного элемента 24 предпочтительно осуществляют путем формирования множества витков, примыкающих по оси и/или наложенных в радиальном направлении друг на друга, образуя сектора 9.
На последующем этапе роботизированный манипулятор 21 располагает барабан 18 в определенном у второго подающего элемента 25 втором положении подачи удлиненного элемента 27, выполненного из второго эластомерного материала, предназначенного для формирования секторов 10 протекторного браслета 6, сужающихся вдоль радиального направления наружу, причем упомянутый материал имеет после вулканизации такую твердость по шкале А Шора, что соотношение между измеренной в соответствии со стандартом DIN 53505 твердостью по шкале А Шора при комнатной температуре первого вулканизированного эластомерного материала и измеренной в соответствии со стандартом DIN 53505 твердостью по шкале А Шора при комнатной температуре этого второго вулканизированного эластомерного материала, превышает 1,10.
В этом втором положении подачи роботизированный манипулятор 21 также вращает вспомогательный барабан 18 вокруг его оси Х-Х вращения и осуществляет перемещение подающего элемента 25 и барабана 18 относительно друг друга, сообщая последнему также поступательное движение вдоль направления, по существу параллельного упомянутой оси Х-Х вращения.
Одновременно с вращением и поступательным движением барабана 18 второй подающий элемент 25 подает удлиненный элемент 27 в радиально внешнем положении относительно ленточного слоя 5 с тем, чтобы сформировать секторы 10 протекторного браслета 6 между предварительно сформированными секторами 9.
И в этом случае вращение и поступательное движение барабана 18 тоже преимущественно осуществляют с помощью подходящего привода таким образом, что при этом формируется множество секторов 10, разнесенных по оси на заданный шаг p.
В этом случае подачу удлиненного элемента 27 также предпочтительуществляют путем формирования множества витков, примыкающих по оси и/или наложенных в радиальном направлении друг на друга.
В конце этого второго этапа нанесения можно считать завершенным изготавливаемый протекторный браслет 6 собранной, но не вулканизированной пневматической шины, и по этой причине барабан 18 способом, который сам по себе известен и не показан на чертежах, транспортируют на последующие рабочие станции технологической установки.
В соответствии с изобретением, последовательность нанесения секторов 9, 10 не критична, и по этой причине можно также предусмотреть формирование секторов 10 в радиально внешнем положении относительно ленточного слоя 5 перед формированием секторов 9.
В одной разновидности предыдущего варианта осуществления способа в соответствии с изобретением, иллюстрируемого со ссылками на фиг.5, применяют по существу цилиндрический вспомогательный барабан 18', на котором собирают ленточную конструкцию 5. Вспомогательный барабан 18' перемещают по существу так же, как проиллюстрированный ранее барабан 18.
Точнее, вспомогательный барабан 18' располагают у первого подающего элемента 22 для подачи первого эластомерного материала, после чего подают удлиненный элемент 24 из упомянутого первого эластомерного материала с помощью подающего элемента 22 на ленточную конструкцию 5, предпочтительно осуществляя при этом смещение первого подающего элемента 22 и вспомогательного барабана 18' относительно друг друга для формирования секторов 9 протекторного браслета 6, сужающихся вдоль радиального направления внутрь.
После этого вспомогательный барабан 18' располагают у второго подающего элемента 25 для подачи второго эластомерного материала и наносят удлиненный элемент 27, подаваемый элементом 25, на ленточную конструкцию 5, предпочтительно осуществляя при этом смещение второго подающего элемента 25 и вспомогательного барабана 18' относительно друг друга, для формирования секторов 10 протекторного браслета 6 между предварительно сформированными секторами 9.
И в этом случае этапы подачи вышеупомянутых удлиненных элементов из эластомерного материала предпочтительно осуществляют путем вращения вспомогательного барабана 18' вокруг его оси вращения.
Точно так же, упомянутые этапы подачи осуществляют путем формирования множества витков, примыкающих по оси и/или наложенных друг на друга в радиальном направлении, для образования первых и вторых секторов 9, 10 протекторного браслета 6.
И, наконец, в предпочтительном варианте перемещение подающих элементов 22 и 25 и вспомогательного барабана 18' относительно друг друга проводят, сообщая вспомогательному барабану 18' поступательное движение вдоль направления, по существу параллельного его оси вращения.
В этом случае последовательность нанесения секторов 9, 10 тоже не критична, и по этой причине можно также предусмотреть формирование секторов 10 в радиально внешнем положении относительно ленточного слоя 5 перед формированием секторов 9.
По окончании нанесения протекторного браслета 6 сборку ленточной конструкции и протекторного браслета собирают вместе с остальными частями изготавливаемой пневматической шины, ожидающими своей очереди на отдельном технологическом барабане. Последующее формование пневматической шины, в конце концов, обеспечивает получение собранной, но не вулканизированной пневматической шины, которая подлежит вулканизации.
Эти предпочтительные варианты осуществления способа в соответствии с изобретением находят, в частности, выгодное и эффективное применение, когда желательна эксплуатация обычной технологической линии, которая на самом деле предусматривает применение, по меньшей мере, одного технологического барабана, на котором, по меньшей мере, частично формируют полуфабрикаты, которые войдут в состав пневматической шины, причем упомянутая обычная технологическая линия представляет собой единое целое с конечной роботизированной станцией для изготовления вышеописанного протекторного браслета с примыкающими по оси секторами.
В варианте осуществления, проиллюстрированном на фиг.6, рабочая станция, предназначенная для изготовления протекторного браслета 6 пневматической шины 1, обозначена целиком ссылочной позицией 17.
Рабочая станция 17 связана, в частности, с высокоавтоматизированной установкой для изготовления пневматических шин или для осуществления части рабочих операций, которые предполагается осуществить в цикле производства самих пневматических шин, причем сама установка не иллюстрируется, так как она сама по себе известна.
В рамках этих рабочих операций преимущественно предполагается изготовление разных частей пневматической рабочей шины 1 непосредственно на опоре 28 по существу тороидальной и, предпочтительно, по существу жесткой, имеющей внешнюю поверхность 28а, 28b, форма которой по существу соответствует внутренней конфигурации самой пневматической шины.
В пределах такой установки также присутствуют не проиллюстрированные на рассматриваемом чертеже роботизированные станции для изготовления на тороидальной опоре 28 каркасной конструкции 2, содержащей кольцевую армирующую конструкцию 3, и для последующего формирования ленточной конструкции 5 в радиально внешнем положении относительно каркасной конструкции 2.
Рабочая станция 17 содержит роботизированный манипулятор, который сам по себе известен, обозначен целиком ссылочной позицией 29 и предпочтительно является манипулятором антропорморфного типа с семью осями, предназначенным для подхвата каждой опоры 18, несущей каркасную конструкцию 2, кольцевую армирующую конструкцию 3 и ленточную конструкцию 5, и переноса этой опоры из положения 30 подхвата, определенного на конце двух опорных консолей 36, 37 опоры 31 или другого подходящего опорного средства, в положение подачи секторов 9, 10 протекторного браслета 6.
Более конкретно, положение подачи секторов 9 протекторного браслета 6, сужающихся вдоль радиального направления внутрь, определено у первого подающего элемента 32 экструдера 33, выполненного с возможностью выдачи, по меньшей мере, одного первого непрерывного удлиненного элемента, представляющего собой удлиненный элемент (который не виден на фиг.6), выполненный из подходящего первого эластомерного материала и имеющий подходящий размер в поперечном сечении, тогда как положение подачи секторов 10 протекторного браслета 6, сужающихся вдоль радиального направления наружу, определено у второго подающего элемента 34 экструдера 35, выполненного с возможностью выдачи, по меньшей мере, одного второго непрерывного удлиненного элемента, представляющего собой удлиненный элемент (который тоже не виден на фиг.6), состоящий из подходящего второго эластомерного материала и имеющий соответствующий размер в поперечном сечении.
Дополнительные конструктивные и функциональные подробности роботизированного манипулятора 29 описаны, например, в Международной патентной публикации WO 00/35666, приведенной здесь для справки.
Теперь, применительно к вышеописанной рабочей станции 17 и со ссылками на фиг.6, будет описан дополнительный предпочтительный вариант осуществления способа изготовления пневматической шины согласно настоящему изобретению.
В последовательности предварительных этапов, проводимых перед рабочей станцией 17, изготавливают и формуют каркасную конструкцию 2, содержащую кольцевую армирующую конструкцию 3 и ленточную конструкцию 5 на тороидальной опоре 28, которую затем транспортируют в положение 30 подхвата.
На последующем этапе роботизированный манипулятор 29 располагает тороидальную опору 28 в определенном у первого подающего элемента 32 первом положении подачи удлиненного элемента 34, состоящего из первого эластомерного материала, имеющего после вулканизации предварительно определенную твердость по шкале А Шора при 23°С и предназначенного для формирования секторов 9 протекторного браслета 6.
В таком положении подачи роботизированный манипулятор 29 вращает опору 28 вокруг ее оси Х-Х вращения, а также осуществляет перемещение подающего элемента 32 и опоры 28 относительно друг друга, сообщая последней также поступательное движение вдоль направления, по существу параллельного упомянутой оси Х-Х вращения.
Одновременно с вращением и поступательным движением опоры 28 первый подающий элемент 32 подает удлиненный элемент в радиально внешнем положении относительно ленточного слоя 5 с тем, чтобы сформировать секторы 9 протекторного браслета 6.
Подачу удлиненного элемента предпочтительно осуществляют путем формирования множества витков, примыкающих по оси и/или наложенных в радиальном направлении друг на друга, образуя сектора 9.
На последующем этапе роботизированный манипулятор 29 располагает опору 28 в определенном у второго подающего элемента 34 втором положении подачи удлиненного элемента, состоящего из второго эластомерного материала, имеющего после вулканизации такую твердость по шкале А Шора, что соотношение между измеренной в соответствии со стандартом DIN 53505 твердостью по шкале А Шора при комнатной температуре первого вулканизированного эластомерного материала и измеренной в соответствии со стандартом DIN 53505 твердостью по шкале А Шора при комнатной температуре этого второго вулканизированного эластомерного материала, превышает 1,10.
В этом втором положении подачи роботизированный манипулятор 29 также вращает опору 28 вокруг ее оси Х-Х вращения и осуществляет перемещение подающего элемента 34 и опоры 28 относительно друг друга, сообщая последней также поступательное движение вдоль направления, по существу параллельного упомянутой оси Х-Х вращения.
Одновременно с вращением и поступательным движением опоры 28 второй подающий элемент 34 подает удлиненный элемент в радиально внешнем положении относительно ленточного слоя 5 с тем, чтобы сформировать секторы 10 протекторного браслета 6 между предварительно сформированными секторами 9.
И в этом случае подачу удлиненного элемента 27 тоже предпочтительно осуществляют путем формирования множества витков, примыкающих по оси и/или наложенных в радиальном направлении друг на друга.
И в этом случае последовательность нанесения секторов 9, 10 тоже не критична, и по этой причине можно также предусмотреть формирование секторов 10 в радиально внешнем положении относительно ленточного слоя 5 перед формированием секторов 9.
В конце этого второго этапа нанесения можно считать завершенным изготавливаемый протекторный браслет 6 собранной, но не вулканизированной пневматической шины, и по этой причине опору 28 способом, который сам по себе известен и не проиллюстрирован на чертежах, транспортируют на последующие рабочие станции технологической установки.
Этот отличающийся предпочтительный вариант осуществления способа в соответствии с изобретением находит, в частности, выгодное и эффективное применение, когда желательно применение способов производства, которые обеспечивают минимизацию или, возможно, исключение производства и хранения полуфабрикатов, например, посредством заимствования технологических решений, которые обеспечивают изготовление отдельных компонентов путем непосредственного нанесения их на пневматическую шину, изготавливаемую в соответствии с заданной последовательностью посредством множества роботизированных станций.
Проведенные повторные испытания показали, что пневматические шины в соответствии с изобретением полностью обеспечивают решение задачи поддержания по существу постоянного "держания" дороги по мере износа протекторного браслета.

Изобретение относится к шинной промышленности и может быть использовано для двухколесных и четырехколесных транспортных средств и к пневматическим шинам для автомобилей. Пневматическая шина содержит каркасную конструкцию, имеющую один слой каркаса и одну кольцевую армирующую конструкцию, связанную с упомянутым слоем каркаса, протекторный браслет, выполненный из эластомерного материала в радиально внешнем положении относительно упомянутой каркасной конструкции, ленточную конструкцию, расположенную между каркасной конструкцией и протекторным браслетом, и пару противоположных по оси боковин на каркасной конструкции. Протекторный браслет содержит множество первых секторов, отстоящих по оси и сужающихся вдоль радиального направления внутрь, и множество вторых секторов, отстоящих по оси и сужающихся вдоль радиального направления наружу. Первые и вторые сектора примыкают друг к другу по оси вдоль поперечного протяжения протекторного браслета. Соотношение между твердостью по шкале А Шора при 23°С первых секторов, измеренной в соответствии со стандартом DIN 53505, и твердостью по шкале А Шора при 23°С вторых секторов, измеренной в соответствии со стандартом DIN 53505, превышает 1,10. Изобретение предусматривает способ изготовления пневматической шины. Изобретение обеспечивает создание пневматической шины, имеющей хорошее сцепление с дорожным полотном по мере износа протектора. 2 н. и 24 з.п. ф-лы, 6 ил., 2 табл.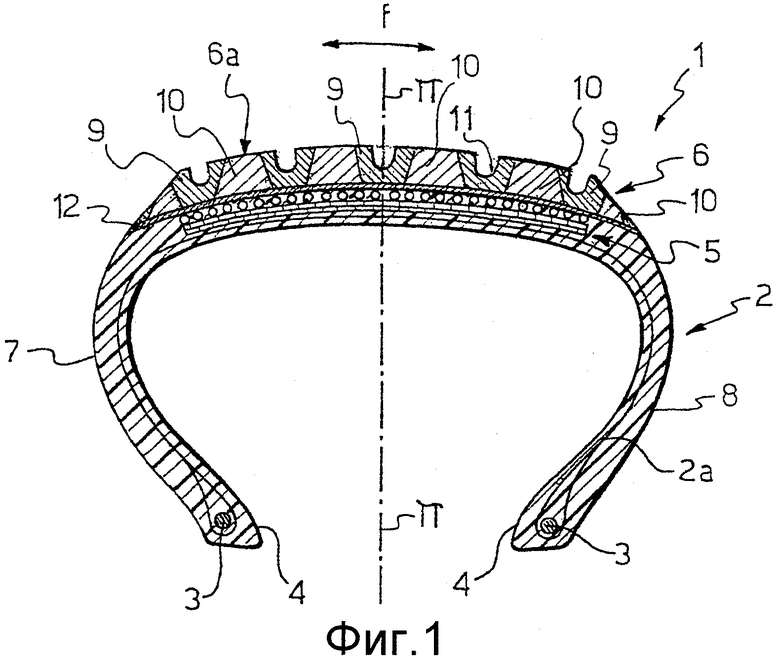
| Шарнирный механизм | 1986 |
|
SU1442763A2 |
| ЕР 0681931 А1, 15.11.1995 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 19945264 А1, 29.03.2001 | |||
| AT 331658 А, 25.08.1976 | |||
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| US 5225011 А, 06.07.1993. | |||

