Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства композитного листа, изготовленного из двух элементов в форме листа, при этом один элемент в форме листа имеет множество выступающих частей.
Уровень техники
Уже известен композитный нетканый материал, изготовленный путем: формирования композитного нетканого материала путем соединения нетканого материала фильерного способа производства во множестве точек, по меньшей мере, с одной поверхностью эластичного материала; приложения нагрузки к этому композитному нетканому материалу путем вытягивания материала в определенном направлении; и, затем, снятия нагрузки с целью ослабить натяжение нетканого материала фильерного способа производства и сделать композитный нетканый материал рыхлым (см. патентный документ 1). Этот композитный нетканый материал применяют в качестве боковых ремней на натягиваемых подгузниках. Кроме того, помимо способа, описанного в патентном документе 1, известны способы, описанные в патентных документах 2 и 3 и направленные на изготовление композитных листов с множеством выступающих частей.
Однако, в нетканом материале, описанном в патентном документе 1, слабина нетканого материала фильерного способа производства достигается путем его пластической деформации, таким образом, непросто обеспечить слабину нетканого материала всегда одинаковой величины с хорошей воспроизводимостью. Из-за наличия таких недостатков, свойственных традиционным композитным листам, заявителем ранее предложен способ изготовления композитного листа, обеспечивающий преодоление этих недостатков (см. патентный документ 4). Способ производства композитного листа, описанный в патентном документе 4, предусматривает использование устройства для производства композитного листа, включающего первый вал, периферийная поверхность которого имеет выступы и впадины, и второй вал, выступы и впадины на поверхности которого имеют форму, входящую в зацепление с выступами и впадинами первого вала. Этот способ включает следующие стадии: подачу первого элемента в форме листа во входящую в зацепление секцию между валами и, таким образом, создание выступов и впадин в первом элементе в форме листа; накладывание второго элемента в форме листа на первый элемент в форме листа при одновременном удерживании первого элемента в форме листа в том состоянии, в котором были созданы выступы и впадины, на периферийной поверхности первого вала путем присасывания через всасывающие каналы, имеющиеся в первом валу; и соединение второго элемента в форме листа с первым листом в местах, находящихся на выступах первого вала.
Список цитируемой литературы
Патентная литература
Патентный документ 1: JP5-59655 А
Патентный документ 2: JP10-245757 А
Патентный документ 3: JP2-18036 А
Патентный документ 4: патент Японии № 4627077
Сущность изобретения
Настоящее изобретение относится к усовершенствованию способа производства композитного листа, описанного в патентном документе 4, в частности, относится к способу производства композитного листа, пригодного для производства листов, обладающих непревзойденным внешним видом и прочностью.
Авторы изобретения провели различные исследования, направленные на дальнейшее улучшение способа производства композитного листа, описанного в патентном документе 4, и обнаружили, что внешний вид и прочность соединения композитного листа могут быть улучшены путем формирования в композитном листе, снабженном выступами и впадинами и полученном рассматриваемым способом производства, дополнительного соединительного участка, соответствующего отдельной модели соединения, отличной от модели соединения первого элемента в форме листа и второго элемента в форме листа в композитном листе.
Настоящее изобретение было сделано на основании этого открытия и относится к способу производства композитного листа, в котором соединенные участки образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выступает на участках, отличных от соединенных участков, и образует множество выступающих участков, каждый из которых полый внутри. Этот способ включает: стадию создания выступов и впадин, заключающуюся в подаче элемента в форме листа в секцию зацепления между первым валом, периферийная поверхность которого имеет выступы и впадины, и вторым валом, периферийная поверхность которого имеет выступы и впадины такой формы, что они входят в зацепление с выступами и впадинами первого вала, и, таким образом, создания выступов и впадин в первом элементе в форме листа; промежуточную производственную стадию, заключающуюся в изготовлении полуфабриката композитного листа путем наложения второго элемента в форме листа на первый элемент в форме листа при одновременном удерживании первого элемента в форме листа в том состоянии, в котором были сделаны выступы и впадины, на периферийной поверхности первого вала и соединения первого элемента в форме листа и второго элемента в форме листа на тех участках первого элемента в форме листа, которые соответствуют выступам на первом вале, и, таким образом, формирования множества первых соединенных участков; и стадию соединения, заключающуюся в соединении первого элемента в форме листа и второго элемента в форме листа, которые образуют полуфабрикат композитного листа, на участках, соответствующих выступам третьего вала, периферийная поверхность которого имеет выступы и впадины, форма которых отлична от формы выступов и впадин первого вала, в состоянии, когда сторона полуфабриката композитного листа, образуемая первым элементом в форме листа, удерживается на периферийной поверхности третьего вала, и, таким образом, формировании второго соединенного участка на полуфабрикате композитного листа. Второй соединенный участок образован в соответствии с моделью, в которой один первый соединенный участок соединяется с другим, примыкающим к нему, первым соединенным участком.
Настоящее изобретение также относится к композитному листу, в котором соединенные участки образованы посредством множественного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выступает на участках, отличных от соединенных участков, и образует множество выступающих участков, полых внутри. Соединенные участки включают: множество первых соединенных участков, размещенных в соответствии с регулярной, прерывистой моделью; и второй соединенный участок, который соединяет множество первых соединенных участков, примыкающих друг к другу.
Краткое описание чертежей
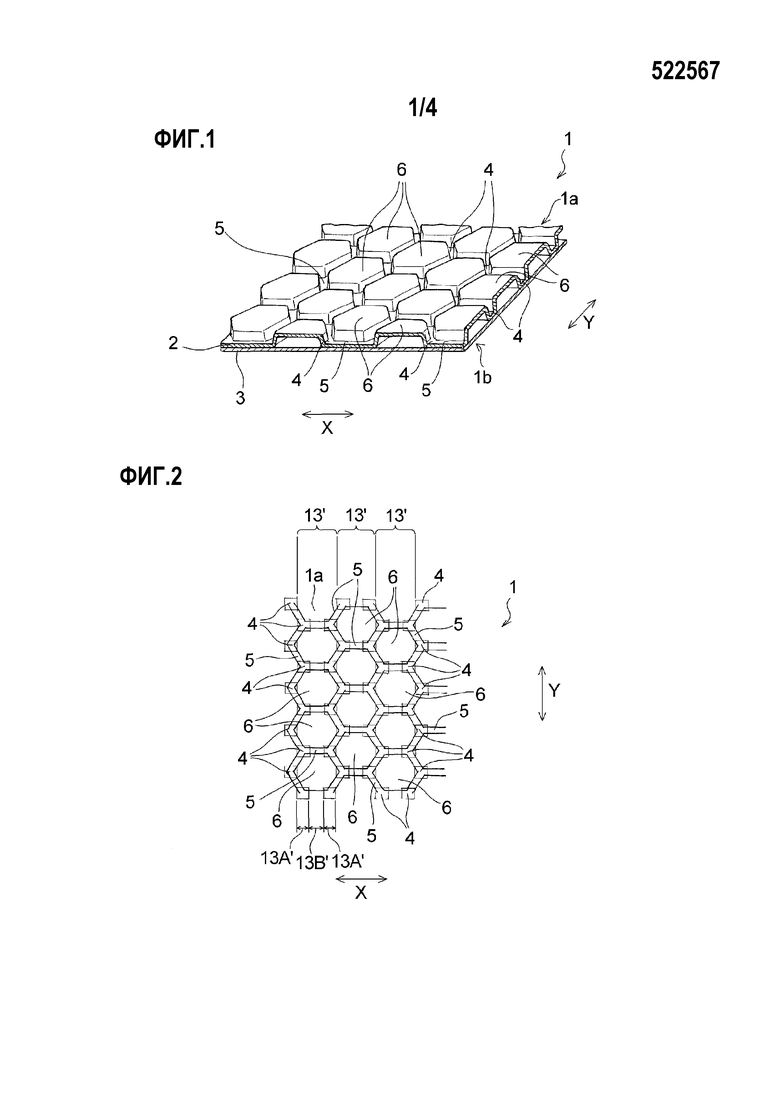
Фиг. 1 представляет собой увеличенное перспективное изображение одного из примеров композитного листа настоящего изобретения, произведенного путем осуществления способа производства настоящего изобретения.
Фиг. 2 представляет собой схематичный вид сверху (пояснительную схему моделей первого и второго соединенных участков) на стороне первого элемента в форме листа (верхний слой) композитного листа, показанного на фиг. 1.
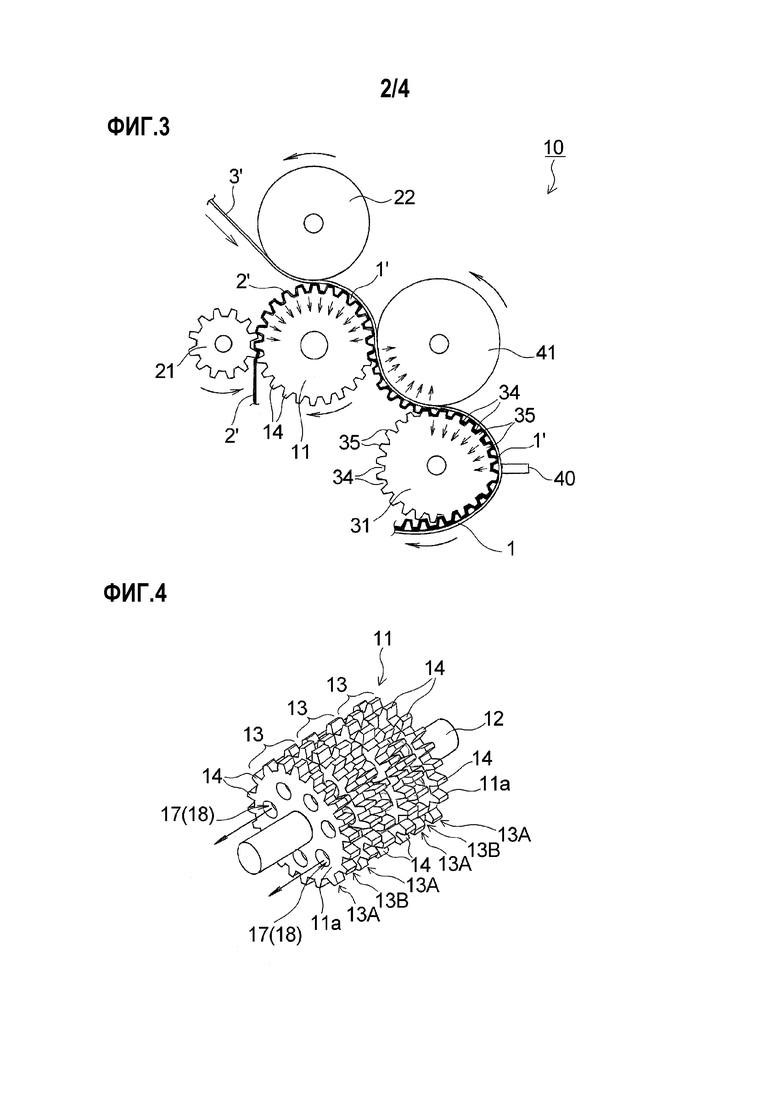
Фиг. 3 представляет собой схему, поясняющую основные части одного из вариантов осуществления устройства для производства композитного листа, используемого для осуществления способа производства, соответствующего настоящему изобретению.
Фиг. 4 представляет собой вид в перспективе, поясняющий основные части первого вала производственного устройства, показанного для фиг. 3.
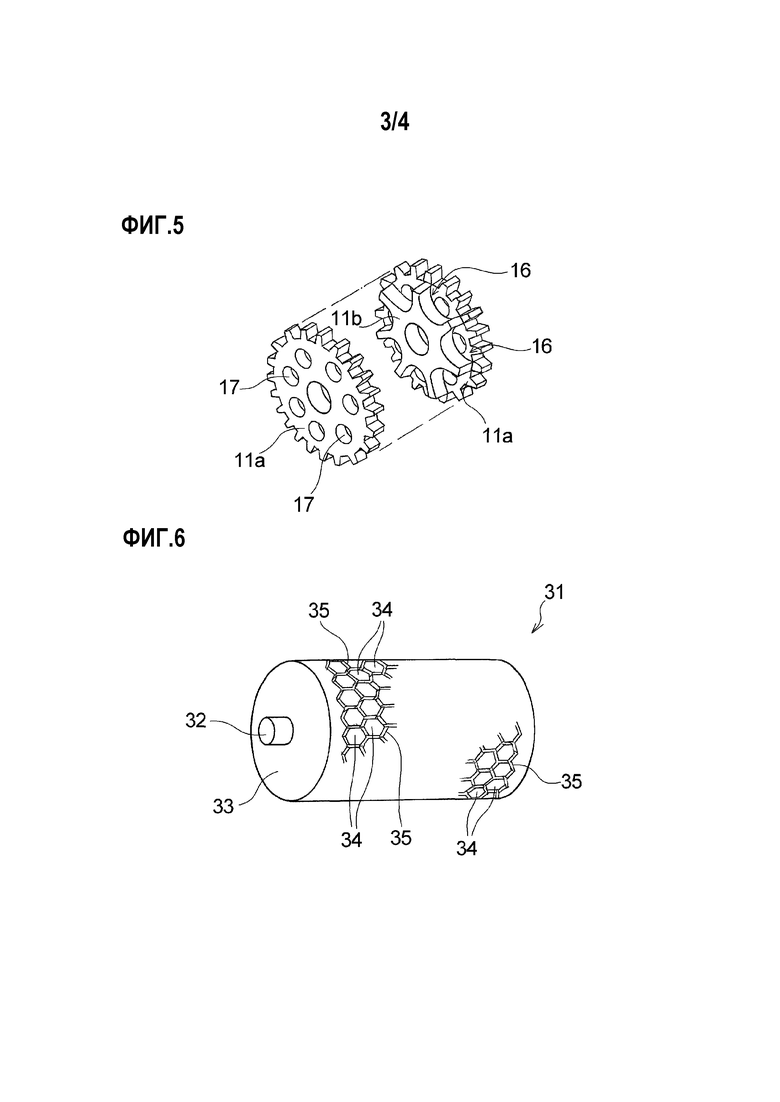
Фиг. 5 представляет собой перспективное изображение с пространственным разделением деталей части первого вала производственного устройства, показанного для фиг. 3.
Фиг. 6 представляет собой вид в перспективе, поясняющий основные части третьего вала производственного устройства, показанного для фиг. 3.
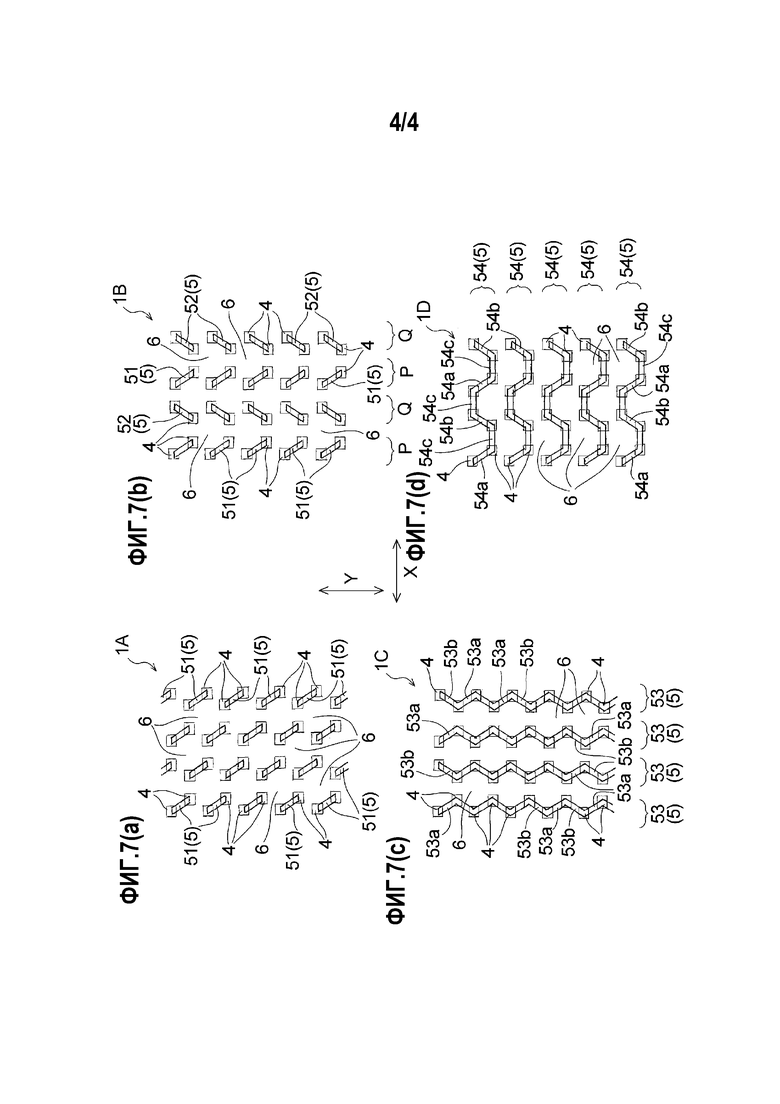
На фиг. 7(а)-7(d) приведены схемы, соответствующие фиг. 2, модифицированных примеров композитного листа настоящего изобретения, произведенного путем осуществления способа производства, соответствующего настоящему изобретению.
Описание вариантов осуществления изобретения
Настоящее изобретение далее описано в соответствии с предпочтительными вариантами его осуществления со ссылкой на чертежи. Сначала со ссылкой на фиг. 1 и 2 описан один из примеров композитного листа настоящего изобретения, произведенного путем осуществления способа производства композитного листа настоящего изобретения. Как показано на фиг. 1 и 2, в композитном листе 1 настоящего изобретения соединенные участки 4, 5 (первые соединенные участки 4 и вторые соединенные участки 5) образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа (верхнего слоя 2 и нижнего слоя 3). Первый элемент в форме листа (верхний слой 2) имеет выступы на участках, отличающихся от соединенных участков 4, 5, и образует множество выступающих участков 6, каждый из которых полый внутри. Верхний слой 2 и нижний слой 3 частично соединены друг с другом на соединенных участках 4, 5 и не соединены на выступающих участках 6. Следует отметить, что направление Х на фиг. 1 и 2 соответствует направлению (CD; поперечному направлению относительно движения материала в машине), перпендикулярному к направлению перемещения (MD; направлению движения материала в машине), в котором листы перемещаются во время производства композитного листа 1; направление Y соответствует направлению перемещения листа (MD).
Опишем композитный лист 1 более подробно. Композитный лист 1 образован верхним слоем 2, который представляет собой первый элемент в форме листа, и нижним слоем 3, который представляет собой второй элемент в форме листа. Верхний слой 2 образует верхнюю поверхность 1а композитного листа 1, нижний слой 3 образует нижнюю поверхность 1b композитного листа 1. В тех случаях, когда композитный лист 1 используется в качестве верхнего листа впитывающего изделия, верхняя поверхность 1а (первый элемент в форме листа) является поверхностью, обращенной к коже пользователя (противостоящая коже поверхность), когда это изделие находится в носке, а нижняя поверхность 1b (второй элемент в форме листа) является поверхностью, обращенной в сторону, противоположную коже пользователя (не противостоящая коже поверхность), когда изделие находится в носке.
Верхний слой 2 и нижний слой 3, каждый, обычно образованы одним из различных нетканых материалов или пленок. К примерам нетканых материалов относятся нетканые материалы, изготовленные путем ворсования, фильерного способа производства, выдувания расплава, плетения штапельного волокна и иглопробивным способом. В тех случаях, когда верхним слоем 2 и нижним слоем 3 является пленка, в частности, в случаях использования композитного листа 1 в качестве верхнего листа впитывающего изделия, является предпочтительным перфорировать пленку, используемую в качестве верхнего слоя 2 и нижнего слоя 3, чтобы создать в пленке отверстия и сделать ее проницаемой для жидкостей.
В композитном листе 1 образованы два типа соединенных участков 4, 5, следующие различным моделям. На соединенных участках 4, 5 верхний слой 2 (первый элемент в форме листа) и нижний слой 3 (второй элемент в форме листа) сплавлены друг с другом и образуют единое целое. В данном варианте осуществления изобретения множество первых соединенных участков 4, каждый из которых на виде сверху имеет форму четырехугольника, образовано в соответствии с регулярной, прерывистой моделью, а второй соединенный участок 5 образован так, что он соединяет первый соединенный участок 4 с другим, смежным с ним, первым соединенным участком 4 (в соответствии с моделью, в которой соединяется множество соседних первых соединенных участков 4, 4).
Регулярная модель расположения первых соединенных участков 4 в настоящем варианте осуществления изобретения представляет собой модель, в которой множество воображаемых многоугольников размещено на одной поверхности композитного листа так, что между ними не остается какого-либо пространства, и где первые соединенные участки 4, каждый из которых имеет заданную форму, находятся на всех вершинах каждого многоугольника. Более конкретно, как показано на фиг. 2, эта модель представляет собой модель, в которой множество воображаемых шестиугольников (по существу, правильных шестиугольников) размещено на одной поверхности композитного листа 1 подобно сотам, и где первые соединенные участки 4, каждый из которых на виде сверху имеет прямоугольную форму, находятся на шести вершинах каждого шестиугольника. В соответствии с этой моделью множество воображаемых шестиугольников одинаковой формы (форма каждого шестиугольника создается шестью первыми соединенными участками) образуют ряд шестиугольников, в котором шестиугольники выстроены в линию в направлении Y (MD), при этом между ними не остается какого-либо пространства, и множество таких рядов шестиугольников размещено в направлении Х (CD), и между ними не остается какого-либо пространства. Ряды шестиугольников расположены так, что шаги шестиугольников в двух смежных друг с другом рядах в направлении Х смещены друг относительно друга; в этом варианте осуществления изобретения в двух рядах, смежных друг с другом в направлении Х, шестиугольники смещены в направлении Y на полшага (на половину длины в направлении MD воображаемого шестиугольника). Вокруг каждого первого соединенного участка 4 имеется три воображаемых шестиугольника, и один первый соединенный участок 4 является вершиной трех воображаемых шестиугольников, окружающих этот первый соединенный участок. Как показано на фиг. 2, множество первых соединенных участков 4, расположенных в соответствии с описанной регулярной моделью, образуют ряд соединенных участков, состоящий из множества первых соединенных участков 4, размещенных в шахматном порядке в направлении Y, и множество таких рядов соединенных участков размещено в направлении Х с заданными интервалами.
Второй соединенный участок 5 образует непрерывную линию и непрерывным образом перекрывает все первые соединенные участки 4, размещенные в соответствии с описанной выше регулярной, прерывистой моделью. Каждая область, окруженная этим непрерывным вторым соединенным участком 5, образует на виде сверху форму шестиугольника. Следовательно, второй соединенный участок 5 сформирован так, что он включает отрезки прямой, каждый из которых ориентирован в направлении, пересекающемся и с направлением Х, и с направлением Y. Ширина второго соединенного участка 5 (т.е. длина в направлении, перпендикулярном направлению, в котором ориентирован отрезок прямой) является постоянной и неизменной.
Как показано на фиг. 1 и 2, каждый из множества выступающих участков 6 (т.е. несоединенные участки между верхним слоем 2 и нижним слоем 3) окружен: шестью первыми соединенными участками 4, образующими на виде сверху шестиугольник; и вторым соединенным участком 5, имеющим на виде сверху шестиугольную форму и являющимся непрерывным, следовательно, связывающим все шесть первых соединенных участков 4. Каждый из множества выступающих участков 6 имеет на виде сверху, по существу, шестиугольную форму и в целом имеет плоскую, по существу, шестиугольную призматическую форму с закругленными ребрами. То есть, множество выступающих участков 6, каждый из которых на виде сверху имеет, по существу, шестиугольную форму, расположены на верхней поверхности 1а композитного листа 1 так, что противоположные стороны смежных выступающих участков 6, 6 параллельны друг другу, при этом между ними имеется некоторое пространство, то есть, расположены, по существу, подобно сотам, и это пространство образует второй соединенный участок 5.
Как показано на фиг. 1 и 2, множество выступающих участков 6 расположено в шахматном порядке. В настоящем контексте «расположение в шахматном порядке» означает такое расположение, где множество рядов выступающих участков 6 - каждый ряд включает множество выступающих участков 6, расположенных в одном направлении с одинаковыми интервалами, - размещено в направлении, перпендикулярном указанному одному направлению, и выступающие участки 6 в двух смежных друг с другом рядах в направлении, перпендикулярном указанному одному направлению, сдвинуты друг относительно друга (предпочтительно, сдвинуты на полшага). Более конкретно, можно сказать, что выступающие участки 6 расположены в шахматном порядке в тех случаях, когда, если множество рядов, каждый из которых включает множество выступающих участков 6, расположенных в одном направлении с одинаковыми интервалами, выступают в направлении, перпендикулярном указанному одному направлению, выступающие фигуры выступающих участков 6 в конкретном ряду расположены между (предпочтительно, посередине) выступающими фигурами выступающих участков 6 в другом ряду, смежном с указанным конкретным рядом. Нужно отметить, что в контексте настоящего изобретения выражение «расположенный в шахматном порядке» охватывает не только формы, в которых множество выступающих участков 6 расположено совершенно в соответствии с приведенным выше пояснением, но также и те формы, в которых имеются небольшие ненамеренные отклонения в расположении, вызванные, например, неизбежными при производстве перекосами. При расположении выступающих участков 6 в шахматном порядке, как описано выше, в тех случаях, когда композитный лист 1 используется в качестве верхнего листа впитывающего изделия, давление, оказываемое на кожу пользователя впитывающим изделием, распределяется равномерно, и достигается достаточная амортизация, кроме того, поглощение и удерживание жидкости происходит равномерно по всему композитному листу 1.
Поскольку в композитном листе 1 настоящего изобретения образованы соединенные участки 4, 5, как описано выше, выступающие участки 6 хорошо видны, форма каждого выступающего участка 6 очевидна, следовательно, лист имеет замечательный внешний вид. Кроме этого, поскольку два элемента в форме листа (верхний слой 2 и нижний слой 3) соединены соединенным участком 5 дополнительно к соединенным участкам 4, лист обладает достаточной прочностью, и выступающие участки 6 благоприятным образом поддерживаются. К тому же, верхняя поверхность 1а имеет форму с выступами и впадинами, образованную соединенными участками 4, 5 и выступающими участками 6, таким образом, в тех случаях, когда композитный лист 1 используется, например, в качестве верхнего листа впитывающего изделия, такого как пеленка одноразового использования или подгузник, при наличии верхней поверхности 1а с формой выступов и впадин в качестве противостоящей коже поверхности площадь контакта между верхним листом (композитным листом 1) и кожей человека, использующего впитывающее изделие, уменьшается, воздухопроницаемость увеличивается, тем самым, эффективным образом предотвращается возникновение таких нежелательных явлений, как нагревание, накопление влаги и появление сыпи. Кроме того, на соединенных участках 4, 5 волокна, образующие верхний слой 2 и нижний слой 3, составляющие композитный лист 1, сплавлены до пленочного состояния, и соединенные участки являются непроницаемыми для жидкости, и жидкость здесь едва ли может проникнуть через композитный слой 1 в направлении его толщины. То есть, в тех случаях, когда композитный лист 1 используется, например, в качестве верхнего листа впитывающего изделия, даже если выделенная жидкость, такая как моча, поступает на соединенные участки 4, 5, выделенная жидкость на соединенных участках 4, 5 не может проникнуть сквозь композитный лист 1 в направлении его толщины и стекает по верхней поверхности 1а (противостоящей коже поверхности) вдоль соединенных участков 4, 5, в частности, вдоль непрерывного линейного второго соединенного участка 5. Следовательно, соединенные участки 4, 5 могут выполнять роль направляющих для жидкости, регулирующих поток жидкости в плоскости и стимулирующих распределение жидкости по плоскости. Кроме того, поскольку выступающие участки 6 являются полыми внутри, они обеспечивают для впитывающего изделия маскирующий эффект, то есть цвет выделенной жидкости, поглощенной впитывающим элементом, расположенным на не противостоящей коже стороне верхнего листа (композитного листа 1), при взгляде со стороны верхнего листа ослабляется.
С точки зрения более надежного достижения указанных выше эффектов является предпочтительным, чтобы размеры частей композитного листа 1 были следующими.
Площадь каждого первого соединенного участка 4 равна предпочтительно 0,6 мм2 или более, более предпочтительно 0,8 мм2 или более, предпочтительно 1,4 мм2 или менее, более предпочтительно 1,2 мм2 или менее, более конкретно, предпочтительно от 0,6 до 1,4 мм2, более предпочтительно от 0,8 до 1,2 мм2.
С точки зрения улучшения обозримости соединенного участка 5, обеспечения прочности соединения соединенного участка 5 и обеспечения долговечности валов (описанных далее первого и второго валов), используемых для формирования соединенного участка 5, ширина второго соединенного участка 5 (т.е. длина в направлении, перпендикулярном направлению, в котором ориентирован отрезок прямой) предпочтительно составляет 0,2 мм или более, более предпочтительно 0,5 мм или более. Кроме того, является предпочтительным, чтобы ширина второго соединенного участка 5 была такой, чтобы второй соединенный участок не выдавался за первые соединенные участки 4 при перекрывании первых соединенных участков 4 то есть, чтобы он был уже ширины первого соединенного участка 4.
Видимая толщина композитного листа 1 (толщина композитного листа в той области, где образованы выступающие участки 6) под давлением 0,36 кПа составляет предпочтительно 0,5 мм или более, более предпочтительно 1,0 мм или более, предпочтительно 5,0 мм или менее, более предпочтительно 4,0 или менее, более конкретно, предпочтительно от 0,5 до 5,0 мм, более предпочтительно от 1,0 до 4,0 мм.
Далее со ссылкой на устройство производства композитного листа, изображенное на фиг. 3-7, поясняется способ производства композитного листа настоящего изобретения; для примера взят способ производства описанного ранее композитного листа 1. Как показано на фиг. 3, производственное устройство 10 настоящего изобретения включает: первый вал 11, периферийная поверхность которого имеет выступы и впадины; второй вал 21, периферийная поверхность которого имеет выступы и впадины такой формы, что они входят в зацепление с выступами и впадинами первого вала 11; опорный вал 22 (средство соединения, при помощи которого формируются первые соединенные участки 4), расположенный так, что его периферийная поверхность противостоит периферийной поверхности первого вала 11; третий вал 31, периферийная поверхность которого имеет выступы и впадины, форма которых отлична от формы выступов и впадин первого вала 11; средство соединения 40, при помощи которого, совместно с третьим валом 31, формируется второй соединенный участок 5 на находящемся в процессе производства листе (полуфабрикате 1’ композитного листа); и четвертый вал 41, расположенный так, что его периферийная поверхность противостоит периферийной поверхности первого вала 11 и периферийной поверхности третьего вала 31.
Первый вал 11 и второй вал 21 расположены так, что выступы и впадины на периферийной поверхности каждого из этих валов входят в зацепление друг с другом. Первый вал 11 и опорный вал 22 расположены так, что верхняя часть каждого выступа 14 на периферийной поверхности первого вала 11 упирается торцом в периферийную поверхность опорного вала 22.
На фиг. 4 представлено перспективное изображение основных частей первого вала 11. Фиг. 5 представляет собой перспективное изображение с пространственным разделением деталей части первого вала. Первый вал 11 образован путем: соединения множества зубчатых колес 11а, состоящих из цилиндрических прямозубых шестерен с одинаковым модулем зубчатого зацепления, и проставок 11b; скрепления этих деталей 11а, 11b концентрически на вращающейся оси 12 вала так, чтобы получить форму вала. Толщина проставки 11b составляет предпочтительно от 0,5 до 2,0, более предпочтительно от 0,8 до 1,2 величин толщины зубчатого колеса 11а. В данном варианте осуществления изобретения зубчатое колесо 11а и проставка 11b имеют одинаковую ширину. Каждое зубчатое колесо 11а и проставка 11b имеют отверстие в центре, в каждое из этих отверстий вставляется вращающаяся ось 12. Зубчатые колеса 11а, проставки 11b и вращающаяся ось 12 имеют вырез (не показано), в который вставляется шпонка (не показано). Благодаря этому зубчатые колеса 11а и проставки 11b не прокручиваются на оси.
Как показано на фиг. 5, зубчатое колесо 11а имеет диаметр, отличный от диаметра проставки 11b, диаметр вершин зубьев проставки 11b, по существу, равен диаметру дисковой части зубчатого колеса 11а без зубьев; диаметр вершин зубьев зубчатого колеса 11а больше, чем проставки 11b.
В первом валу 11 по одному зубчатому колесу 11а, расположенному по обе стороны от одной проставки 11b, образуют шестереночную группу 13, включающую набор из этих трех деталей; множество шестереночных групп 13 образует первый вал. Как показано на фиг. 4, в каждой шестереночной группе 13 два зубчатых колеса 11а, 11а расположены так, что зубья соответствующих зубчатых колес 11а, 11а находятся на одной линии в направлении вращающейся оси вала 11, то есть, расположены так, что зубья соответствующих зубчатых колес 11а, 11а противостоят друг другу в направлении вращающейся оси вала 11 с определенным расстоянием (расстоянием, соответствующим толщине проставки 11b). В данном случае «направление вращающейся оси вала 11» означает направление, в котором ориентирована вращающаяся ось 12, и соответствует направлению Х на фиг. 1 и 2.
При соединении таким образом двух зубчатых колес 11а, 11а и одной проставки 11b (каждой шестереночной группы 13) на периферийной поверхности первого вала 11 создаются области 13А формирования выступов с выступами (выступы 14), используемыми для создания выступов и впадин на находящемся в процессе производства листе (первом элементе 2’ в форме листа), и области 13В, где выступы не образуются, при этом области 13А, 13В расположены в направлении вращающейся оси вала 11 попеременно. Область 13А формирования выступов образована периферийной поверхностью зубчатого колеса 11а, а каждый выступ 14 образован зубцом зубчатого колеса 11а. Форма горизонтальной проекции торцевой поверхности вершины каждого выступа 14 (зубца зубчатого колеса 11а) соответствует форме горизонтальной проекции первого соединенного участка 4 композитного листа 1 и в данном варианте осуществления изобретения является четырехугольной. С другой стороны, область 13В без выступов образована периферийной поверхностью проставки 11b. Хотя на периферийной поверхности проставки 11b имеются зубья, диаметр вершин зубьев проставки, по существу, равен диаметру дисковой части зубчатого колеса 11а без зубьев, как описано выше (см. фиг. 5); таким образом, зубья проставки 11b не участвуют в создании выступов и впадин на находящемся в процессе производства листе (первом элементе 2’ в форме листа).
Используется, по меньшей мере, два набора шестереночных групп 13. Шестереночные группы 13 расположены так, что шаги выступов и впадин в соседних шестереночных группах 13, 13 сдвинуты друг относительно друга. В данном варианте осуществления изобретения в соседних шестереночных группах 13, 13 положение выступов и впадин смещено на полшага в направлении вращения вала 11.
Как показано на фиг. 5, в каждой шестереночной группе 13 образуется множество пространств 16 между двумя зубчатыми колесами 11а, 11а (в области 13В без выступов), расположенных с заданным интервалом вдоль направления вращения вала 11. Каждое пространство 16 образовано двумя зубчатыми колесами 11а, 11а и проставкой 11b, расположенной между зубчатыми колесами 11а, 11а. Более конкретно, каждое пространство 16 ограничивается противолежащими боковыми поверхностями соответствующих зубчатых колес 11а, 11а и двумя соседними зубьями проставки 11b. Пространство 16 открыто вовне области 13В без выступов.
В зубчатом колесе 11а имеется множество отверстий 17, окружающих центральное отверстие, через которое вставляется вращающаяся ось 12. Отверстия 17 имеют одинаковый диаметр и расположены на одинаковом расстоянии от центра зубчатого колеса. Угол, образующийся между соседними отверстиями 17, 17 и центром зубчатого колеса, одинаков для любых двух соседних отверстий. Количество отверстий 17 в каждом зубчатом колесе 11а такое же, как и число зубьев на проставке 11b. Во время сборки каждой шестереночной группы 13 зубчатые колеса 11а и проставку 11b располагают так, чтобы каждое отверстие 17 находилось в пространстве между соседними зубьями проставки 11b. В состоянии, когда каждая шестереночная группа 13 собрана и шестереночные группы 13 размещены так, что шаги выступов и впадин смещены друг относительно друга, отверстия 17 в зубчатых колесах 11а соединены в направлении вращающейся оси вала 12, и внутри вала 11 образуется множество всасывающих каналов 18, каждый из которых ориентирован в направлении вращающейся оси. Всасывающие каналы 18 сообщаются с соответствующими пространствами 16, описанными выше.
По меньшей мере, один конец каждого всасывающего канала 18 сообщается с всасывающим устройством (не показано), таким как вентилятор или вакуумный насос. Таким образом, когда осуществляют операцию всасывания, задействуя всасывающее устройство, воздух засасывается из пространств 16 области 13В без выступов по всасывающим каналам 18. Поскольку первый вал 11 снабжен подобным механизмом всасывания воздуха из пространств 16, конструкция первого вала 11 позволяет осуществлять удерживание листа на его периферийной поверхности посредством всасывания с внутренней стороны вала.
Второй вал 21 имеет аналогичную первому валу 11 конструкцию за исключением того, что его диаметр (диаметр вершин зубьев) меньше, чем у первого вала 11. Форма периферийной поверхности второго вала имеет выступы и впадины, которые входят в зацепление с выступами и впадинами на периферийной поверхности первого вала 11. Отметим, однако, что второй вал 21, в отличие от первого вала 11, не снабжен механизмом всасывания воздуха, и, таким образом, его конструкция не позволяет удерживать лист на его периферийной поверхности посредством всасывания с внутренней стороны вала.
Опорный вал 22 имеет круговое цилиндрическое тело вращения, закрепленное с возможностью вращения вокруг вращающейся оси, и расположен так, что периферийная поверхность тела вращения противостоит периферийной поверхности первого вала 11. Периферийная поверхность опорного вала 22 не имеет выступов и впадин и, по существу (макроскопически), является плоской и гладкой. Опорный вал 22 снабжен средством нагревания (не показано) и сконструирован так, что тепло от средства нагревания посредством теплопроводности подводится к его периферийной поверхности, которая вступает в контакт с находящимся в процессе производства листом (вторым элементом 3’ в форме листа). Нужно заметить, что первый вал 11 может быть снабжен аналогичным средством нагревания с целью повышения эффективности создания выступов и впадин на первом элементе в форме листа и формовочных свойств первых соединенных участков.
Как показано на фиг. 6, третий вал 31 имеет круговое цилиндрическое тело вращения 33, закрепленное с возможностью вращения вокруг вращающейся оси 32, форма периферийной поверхности тела вращения 33 имеет выступы и впадины, отличные от выступов и впадин на периферийной поверхности первого вала 11. Форма выступов и впадин на периферийной поверхности тела вращения 33 соответствует форме выступов и впадин на стороне верхнего слоя 2 композитного листа 1; множество впадин 34, каждая из которых на виде сверху имеет форму шестиугольника, расположено так, что противолежащие стороны смежных впадин 34, 34 параллельны друг другу с наличием между ними некоторого пространства (т.е. расположены, по существу, подобно сотам), в этом пространстве образуется выступ 35. В данном случае выражение «на виде сверху» означает случаи, когда на форму, имеющую выступы и впадины, периферийной поверхности вала 31 смотрят снаружи в направлении перпендикуляра к периферийной поверхности (т.е. в направлении, ортогональном направлению вращающейся оси вала 31).
Как дополнительно описано ниже, имеющая выступы и впадины форма периферийной поверхности третьего вала 31 (тела вращения 33) представляет собой форму, входящую в зацепление с находящимся в процессе производства листом (стороной первого элемента 2’ в форме листа полуфабриката 1’ композитного листа), на котором были сделаны выступы и впадины путем прижатия к имеющей выступы (выступы 14) и впадины периферийной поверхности первого вала 11. То есть, имеющая выступы и впадины периферийная поверхность третьего вала 31 имеет форму, вмещающую, на периферийной поверхности, выступы и впадины первого элемента 2’ в форме листа полуфабриката композитного листа 1’. В данном варианте осуществления изобретения для достижения такой входящей в зацепление формы между валом и находящимся в процессе производства листом вал имеет такую форму, что, если периферийную поверхность первого вала 11 и периферийную поверхность третьего вала 31, каждого, виртуально развернуть в плоскости и наложить друг на друга, центр каждой впадины 34 на периферийной поверхности третьего вала 31 совпадет с центром каждой области на периферийной поверхности первого вала 11, которая окружена множеством (шестью в данном варианте осуществления изобретения) выступов 14 (зубьев зубчатых колес 11а) на периферийной поверхности первого вала 11 и определяет наличие соответствующего выступающего участка, образуемого на находящемся в процессе производства листе (в данном варианте осуществления изобретения участка, который, в конце концов, становится соответствующим выступающим участком 6 на композитном листе 1) путем сжатия с выступами и впадинами первого вала 11. Следовательно, хотя имеющая выступы и впадины форма периферийной поверхности третьего вала 31 отлична от имеющей выступы и впадины формы периферийной поверхности первого вала 11, имеющая выступы и впадины форма периферийной поверхности третьего вала 31 может вмещать выступы и впадины первого элемента 2’ в форме листа полуфабриката 1’ композитного листа, и, таким образом, первый элемент 2’ в форме листа полуфабриката 1’ композитного листа, в котором сделаны выступы и впадины, удерживается на периферийной поверхности третьего вала 31 в состоянии, когда первый элемент 2’ в форме листа находится в зацеплении с выступами и впадинами на периферийной поверхности третьего вала.
Множество тонких воздухопроводных отверстий (не показано) образовано в тех областях на периферийной поверхности третьего вала 31, где находятся выступы 34, и всасывающий канал (не показан), сообщающийся с воздухопроводными отверстиями и с всасывающим устройством (не показано), таким как вентилятор или вакуумный насос, образован внутри третьего вала 31. Когда осуществляют операцию всасывания, задействуя всасывающее устройство, воздух засасывается из воздухопроводных отверстий по всасывающим каналам. Поскольку третий вал 31 снабжен подобным механизмом всасывания воздуха из воздухопроводных отверстий в периферийной поверхности, конструкция третьего вала 31 позволяет осуществлять удерживание листа на его периферийной поверхности посредством всасывания с внутренней стороны вала.
Средство соединения 40 противостоит периферийной поверхности третьего вала 31 и, совместно с третьим валом 31, образует соединенный участок (второй соединенный участок 5) в находящемся в процессе производства листе (полуфабрикате 1’ композитного листа), который проходит между двумя деталями 31, 40. В данном варианте осуществления изобретения в качестве средства соединения 40 используется известное устройство ультразвуковой сварки.
Основная структура четвертого вала 41 аналогична опорному валу 22: четвертый вал имеет круговое цилиндрическое тело вращения, закрепленное с возможностью вращения вокруг вращающейся оси, периферийная поверхность тела вращения не имеет выступов и впадин и, по существу (макроскопически), является плоской и гладкой. Множество тонких воздухопроводных отверстий (не показано) образовано в периферийной поверхности четвертого вала 41, и всасывающий канал (не показан), сообщающийся с воздухопроводными отверстиями и со всасывающим устройством (не показано), таким как вентилятор или вакуумный насос, образован внутри четвертого вала 41. Когда осуществляют операцию всасывания, задействуя всасывающее устройство, воздух засасывается из воздухопроводных отверстий по всасывающим каналам. Поскольку четвертый вал 41 снабжен подобным механизмом всасывания воздуха из воздухопроводных отверстий в периферийной поверхности, конструкция четвертого вала 41 позволяет осуществлять удерживание листа на его периферийной поверхности посредством всасывания с внутренней стороны вала.
Как описано выше, в производственном устройстве 10 конструкция каждого вала: первого вала 11, третьего вала 31 и четвертого вала 41 позволяет удерживать лист на периферийной поверхности посредством всасывания с внутренней стороны вала. Таким образом, в описанном далее способе производства композитного листа 1 находящийся в процессе производства лист (полуфабрикат 1’ композитного листа) может перемещаться со стадии формирования первых соединенных участков 4 (промежуточная стадия производства) на стадию формирования второго соединенного участка 5 (стадия соединения) без какого-либо фазового сдвига модели выступов и впадин на находящемся в процессе производства листе, тем самым, второй соединенный участок 5 может быть сделан на заданных участках полуфабриката 1’ композитного листа, на котором до этого уже были сделаны первые соединенные участки 4, с более высокой точностью.
Кроме того, в описанном далее способе производства композитного листа 1, с точки зрения предотвращения фазового сдвига модели выступов и впадин на находящемся в процессе производства листе (полуфабрикате 1’ композитного листа) при переходе со стадии формирования первых соединенных участков 4 (промежуточная стадия производства) на стадию формирования второго соединенного участка 5 (стадия соединения), является предпочтительным, чтобы производственное устройство 10 обладало следующими отличительными особенностями А или В.
Отличительная особенность А: благодаря передаче движущей силы от одного и того же источника посредством известных зубчатых колес, роликов клиновой ременной передачи и т.д. валы 11, 21, 22, 31, 41 производственного устройства 10 вращаются синхронно.
Отличительная особенность В: производственное устройство 10 снабжено таким же количеством серводвигателей, что и число валов 11, 21, 22, 31, 41; валы и серводвигатели соединены во взаимно-однозначном соответствии; управление вращением каждого вала может осуществляться серводвигателем, соединенным с этим валом.
Далее описан способ производства композитного листа 1 посредством использования производственного устройства 10 изложенной выше конструкции. Во-первых, лентообразный первый элемент 2’ в форме листа, который представляет собой материал для изготовления верхнего слоя 2, разматывают из исходного свертка текстильного материала (не показан), кроме того, лентообразный второй элемент 3’ в форме листа, который представляет собой материал для изготовления нижнего слоя 3, разматывают из исходного свертка текстильного материала (не показан). Затем, как показано на фиг. 3, размотанный первый элемент 2’ в форме листа подают во входящую в зацепление секцию между первым валом 11 и вторым валом 21, таким образом создают выступы и впадины на первом элементе 2’ в форме листа (стадия создания выступов и впадин).
При создании выступов и впадин на первом элементе 2’ в форме листа первый элемент 2’ в форме листа снабжается множеством впадин (вдавленных участков), образованных при прижатии к множеству выступов 14 на валу 11, когда два вала 11, 21 входят в зацепление друг с другом, при этом впадины образуются в соответствии с регулярной моделью первых соединенных участков 4 на упомянутом выше композитном листе 1, то есть в соответствии с той же моделью, что и «модель, в которой множество воображаемых шестиугольников размещено на одной поверхности листа подобно сотам, и где первые соединенные участки 4, каждый из которых имеет заданную форму (форму четырехугольника на виде сверху), находятся на шести вершинах каждого шестиугольника», а выступы образуются в каждой области, которая на виде сверху имеет форму шестиугольника и которая окружена шестью впадинами (вдавленные участки). На первом элементе 2’ в форме листа, на котором сделаны выступы и впадины, дно каждой впадины (вдавленный участок), т.е. участок, который вступает в контакт с верхним концом выступа 14 на первом валу 11, становится первым соединенным участком 4 на композитном листе 1 на следующей стадии (промежуточной производственной стадии), тогда как выступающий участок, образовавшийся в области, имеющей на виде сверху форму шестиугольника, в конце концов, становится выступающим участком 6 композитного листа 1.
На стадии создания выступов и впадин через первый вал 11 осуществляется всасывание, как описано выше. Всасывание регулируют так, чтобы оно проходило во входящей в зацепление секции между первым валом 11 и вторым валом 21, сохранялось в секции, где первый элемент 2’ в форме листа и второй элемент 3’ в форме листа соединяются друг с другом, и вплоть до секции, где первый вал 11 и четвертый вал 41 максимально сближаются (т.е. секции, где перемещается полуфабрикат 1’ композитного листа). Таким образом, первый элемент 2’ в форме листа, на котором были сделаны выступы и впадины при помощи зацепления между первым валом 11 и вторым валом 21, вступает в тесный контакт с периферийной поверхностью вала 11 благодаря силе всасывания, действующей в пространствах 16, имеющихся в области 13В без выступов первого вала 11, тем самым, поддерживается то состояние, в котором выступы и впадины были сделаны. Если всасывание не осуществлять, первый элемент 2’ в форме листа будет подниматься над периферийной поверхностью первого вала 11, из-за чего нельзя будет изготовить лист с заданной формой выступов и впадин.
Далее, как показано на фиг. 3, полуфабрикат 1’ композитного листа производят путем: наложения второго элемента 3’ в форме листа, размотанного отдельно, на первый элемент 2’ в форме листа при одновременном удерживании первого элемента 2’ в форме листа на периферийной поверхности первого вала 11 в том состоянии, в котором были созданы выступы и впадины; и соединения первого элемента 2’ в форме листа и второго элемента 3’ в форме листа на тех участках первого элемента 2’ в форме листа, которые соответствуют выступам 14 на первом валу 11 (т.е. на нижних частях впадин (вдавленных участков)), и, таким образом, создания множества первых соединенных участков 4 (см. фиг. 2) (промежуточная производственная стадия).
В данном варианте осуществления изобретения способ наслаивания и сжатия листового слоистого материала, образованного первым элементом 2’ в форме листа и вторым элементом 3’ в форме листа, между первым валом 11 и опорным валом 22, как показано на фиг. 3, применяется в качестве способа соединения второго элемента 3’ в форме листа с первым элементом 2’ в форме листа на промежуточной производственной стадии. И первый вал 11, и опорный вал 22 или только опорный вал 22 предварительно нагревают до заданной температуры, и при наслаивании/сжатии между валами 11, 22 первый элемент 2’ в форме листа, находящийся на выступах 14 (т.е. на зубьях зубчатых колес 11а) в области 13А формирования выступов (см. фиг. 4) первого вала 11, соединяется со вторым элементом 3’ в форме листа посредством сплавления, а сплавленные участки становятся первыми соединенными участками 4.
Следует отметить, что на фиг. 2 показано соответствие между множеством первых соединенных участков 4 композитного листа 1 и участком первого вала 11 (шестереночных групп 13). Как показано на фиг. 2, на композитном листе 1 имеется участок, где три ряда 13’, каждый из которых ориентирован в направлении Y (MD), выстроены в линию в направлении Х (CD); каждый из этих рядов 13’ на композитном листе 1 является областью, сформированной при помощи одной шестереночной группы 13 первого вала 11 на стадии создания выступов и впадин и промежуточной производственной стадии. Кроме этого, каждый ряд 13’ на композитном листе 1 образован так, что три ряда 13А’, 13В’, каждый из которых ориентирован в направлении Y, выстроены в линию в направлении Х; ряд 13А’ является областью, образованной при помощи области 13А формирования выступов первого вала 11 на стадии создания выступов и впадин и промежуточной производственной стадии, а ряд 13В’ является областью, образованной в области 13В без выступов первого вала 11 на стадии создания выступов и впадин и промежуточной производственной стадии. В каждом ряду 13А’ композитного листа 1 образовано множество первых соединенных участков 4 с заданными интервалами в направлении Y (т.е. с интервалами, соответствующими расстоянию между двумя выступами 14, 14, соседними друг с другом в направлении вращения вала 11) в порядке, соответствующем выступам 14 (зубьям зубчатого колеса 11а) в области 13А формирования выступов. С другой стороны, в области 13В без выступов, как описано выше, выступов 14 не образуется, таким образом, в ряду 13В’ композитного листа 1 первый соединенный участок 4 не формируется. Кроме того, каждый выступающий участок 6 на композитном листе 1 задается на стадии создания выступов и впадин и промежуточной производственной стадии: одной шестереночной группой 13 первого вала 11; и областью 13А формирования выступов, которая расположена ближе к указанной одной шестереночной группе 13 в каждой из двух шестереночных групп 13, смежных с указанной одной шестереночной группой 13 в направлении вращающейся оси вала 11.
В данном варианте осуществления изобретения, как показано на фиг. 3, благодаря использованию четвертого вала 41, расположенного так, что его периферийная поверхность противостоит периферийной поверхности первого вала 11 и третьего вала 31, полуфабрикат 1’ композитного листа, полученный на промежуточной производственной стадии, непосредственно переносится с периферийной поверхности первого вала 11 на периферийную поверхность четвертого вала 41, после чего полуфабрикат 1’ композитного листа непосредственно переносится с периферийной поверхности четвертого вала 41 на периферийную поверхность третьего вала 31.
Более конкретно, лентообразный полуфабрикат 1’ композитного листа сначала при вращении первого вала 11 поступает в секцию, ближайшую к четвертому валу 41, в состоянии, в котором его первый элемент 2’ в форме листа притянут всасыванием и удерживается на периферийной поверхности первого вала 11, после чего перемещается на периферийную поверхность четвертого вала 41 в ближайшей секции. Лентообразный полуфабрикат 1’ композитного листа, поступивший на периферийную поверхность четвертого вала 41, при вращении четвертого вала 41 перемещается в секцию, ближайшую к третьему валу 31, в состоянии, в котором его второй элемент 3’ в форме листа притянут всасыванием и удерживается на периферийной поверхности четвертого вала 41, после чего перемещается на периферийную поверхность третьего вала 31 в ближайшей секции. Перемещение с четвертого вала 41 на третий вал 31 осуществляется так, что сторона первого элемента 2’ в форме листа полуфабриката 1’ композитного листа, снабженная выступами и впадинами, обращена к периферийной поверхности третьего вала 31.
Имеющая выступы и впадины форма периферийной поверхности третьего вала 31 (тела вращения 33) представляет собой форму, входящую в зацепление со стороной первого элемента 2’ в форме листа полуфабриката 1’ композитного листа, на которой на промежуточной производственной стадии были сделаны выступы и впадины. Таким образом, как показано на фиг. 3, лентообразный полуфабрикат 1’ композитного листа, перемещенный на периферийную поверхность третьего вала 31, находится в состоянии, когда сторона первого элемента 2’ в форме листа, на которой сделаны выступы и впадины, притянута всасыванием и удерживается на периферийной поверхности третьего вала 31. В этом состоянии, когда полуфабрикат 1’ композитного листа закреплен, множество выступающих участков первого элемента 2’ в форме листа полуфабриката 1’ композитного листа, т.е. множество выступающих участков, образованных в соответствующих областях, каждый из которых имеет на виде сверху форму шестиугольника и каждый из которых окружен шестью первыми соединенными участками 4, вкладывается в соответствующие впадины 34 на периферийной поверхности третьего вала 31, каждая из которых имеет на виде сверху форму шестиугольника и окружена выступом 35. С точки зрения предотвращения смятия выступающих участков полуфабриката 1’ композитного листа во время вкладывания в соответствующие впадины 34 третьего вала 31, является предпочтительным, чтобы глубина впадин 34 была такой же или больше, чем высота выступающего участка, т.е. высота выступа 14 первого вала 11 (зубца зубчатого колеса 11а).
Далее, два элемента 2’, 3’ в форме листа, которые образуют полуфабрикат 1’ композитного листа, соединяют на участке, соответствующем выступу 35 третьего вала 31, в состоянии, когда сторона первого элемента 2’ в форме листа полуфабриката 1’ композитного листа удерживается на периферийной поверхности третьего вала 31, таким образом, на полуфабрикате 1’ композитного листа выполняют второй соединенный участок 5 (см. фиг. 2) (стадия соединения). На этой стадии соединения полуфабрикат 1’ композитного листа удерживается на периферийной поверхности третьего вала 31 (тела вращения 33) в состоянии, когда сторона первого элемента 2’ в форме листа, на которой сделаны выступы и впадины, находится в зацеплении с выступами и впадинами на периферийной поверхности третьего вала.
В данном варианте осуществления изобретения полуфабрикат 1’ композитного листа, находящийся в состоянии, когда он удерживается на периферийной поверхности третьего вала 31, подвергают ультразвуковой сварке со стороны второго элемента 3’ в форме листа полуфабриката 1’ композитного листа при помощи средства соединения 40, которое расположено напротив периферийной поверхности третьего вала и выполняет роль устройства ультразвуковой сварки. Таким образом, участки элементов 2’, 3’, соответствующие выступу 35 третьего вала 31, сплавляются и соединяются друг с другом, образуя второй соединенный участок 5, который является непрерывным и перекрывает все первые соединенные участки 4, образованные ранее. Иначе говоря, все первые соединенные участки 4 перекрывают второй соединенный участок 5. Нужно отметить, что, в зависимости от расположения первых соединенных участков 4 и второго соединенного участка 5, могут существовать первые соединенные участки 4, не перекрываемые вторым соединенным участком 5 на боковых или концевых участках листа; однако, при условии, что первые соединенные участки 4 всегда перекрывают второй соединенный участок 5 в других местах, можно сказать, что «все первые соединенные участки 4 перекрывают второй соединенный участок 5».
Композитный лист 1, показанный на фиг. 1 и 3, получен описанным выше способом. Как описано выше, способ производства композитного листа настоящего изобретения относится к усовершенствованию способа производства композитного листа, описанного в патентном документе 4, представляющем собой более раннюю заявку, поданную заявителем, и композитный лист 1, получаемый посредством реализации способа производства настоящего варианта осуществления изобретения, обладает значительно улучшенным внешним видом и прочностью. Более конкретно, в способе производства, соответствующем настоящему варианту осуществления изобретения, полуфабрикат 1’ композитного листа, имеющий на одной своей поверхности (на стороне первого элемента 2’ в форме листа) множество первых соединенных участков 4, размещенных в соответствии с регулярной, прерывистой моделью, получают на промежуточной производственной стадии; на одной из поверхностей полуфабриката 1’ композитного листа второй соединенный участок 5 дополнительно сформирован на стадии соединения, следующей за промежуточной производственной стадией, при этом второй соединенный участок 5 характеризуется другой моделью, отличной от модели первых соединенных участков 4 (т.е. моделью, обеспечивающей соединение одного первого соединенного участка 4 с другим первым соединенным участком 4, ближайшим к нему), таким образом, получаемый в итоге композитный лист 1 модифицирован и усовершенствован с точки зрения его внешнего вида по сравнению с полуфабрикатом 1’ композитного листа (композитного листа, полученного посредством осуществления способа производства, описанного в патентном документе 4), который является полуфабрикатом композитного листа 1. Кроме этого, также повышена прочность за счет увеличения площади соединения и осуществления процесса соединения (процесса сварки) дважды в тех областях, где первые соединенные участки накладываются на второй соединенный участок 5.
Кроме этого, композитный лист 1 может быть с успехом использован в составе впитывающих изделий, таких как пеленки одноразового использования, подгузники или подкладки при недержании. Вообще, впитывающее изделие образовано из: проницаемого для жидкости верхнего листа; непроницаемого для жидкости нижнего листа; удерживающего жидкость впитывающего элемента, расположенного между этими двумя листами. Композитный лист 1 хорошо подходит для использования в качестве составного элемента впитывающего изделия, такого как верхний лист, нижний лист, основной лист крепежной ленты в пеленках одноразового использования (так называемых развертывающихся пеленках одноразового использования), снабженных крепежной лентой, лист опорной ленты, к которой крепятся крепежные ленты, или основной лист для крылышек в санитарных прокладках с крылышками, а также может быть использован в качестве полотнища для петли в механическом зажиме, листа для очистки, обтирания и т.п.
Кроме того, в отличие от технологии, описанной в патентном документе 1, производственное устройство 10 настоящего варианта осуществления изобретения обладает преимуществом, заключающимся в том, что оно пригодно для создания выступающих участков на композитном листе, таких как выступающие участки 6, с заданным шагом, постоянного размера и с хорошей воспроизводимостью. Кроме того, благодаря наличию пространств 16 между зубчатыми колесами 11а обеспечивается преимущество, заключающееся в том, что возможно бесперебойное формирование большого количество небольших выступающих участков с чрезвычайно малым шагом между ними, поскольку имеющая выступы и впадины форма периферийной поверхности используемого вала сохраняется. Кроме того, шаг и размер выступающих участков можно свободно менять просто путем замены сочетаний зубчатых колес и их ширины. Способность создавать множество небольших выступающих участков с небольшим шагом между ними является преимуществом с точки зрения получения верхнего листа, приятного на ощупь, имеющего замечательные упругие тактильные качества и производящего приятное зрительное впечатление.
На фиг. 7 показаны модифицированные примеры композитных листов, получаемых посредством осуществления способа производства настоящего изобретения. Что касается этих модифицированных примеров, поясняются, главным образом, иные отличительные особенности, нежели у описанного выше композитного листа 1, а подобные отличительные особенности снабжены теми же ссылочными номерами и не поясняются. Описание композитного листа 1 применимо соответствующим образом к тем отличительным особенностям, которые специально не описаны в данном разделе. Композитные листы 1А-1D, показанные на фиг. 7, подобны описанному выше композитному листу 1 в том, что второй соединенный участок 5 образован в соответствии с такой моделью, что второй соединенный участок 5 соединяет один первый соединенный участок 4 с другим первым соединенным участком 4, смежным с ним. Композитные листы 1А-1D и композитный лист 1 имеют подобную структуру за исключением модели второго соединенного участка (участков) 5. Кроме того, вторые соединенные участки 5 композитных листов 1А-1D, показанных на фиг. 7, подобны в том, что они включают являющиеся отрезками прямой участки, каждый из которых ориентирован в направлении, пересекающемся и с направлением Х (CD), и с направлением Y (MD). Кроме того, второй соединенный участок 5 в описанном выше композитном листе 1 образован как непрерывный и перекрывающий все первые соединенные участки 4; однако, вторые соединенные участки композитных листов 1А-1D, показанных на фиг. 7, не являются непрерывными, таким образом, в каждом из композитных листов 1А-1D образовано множество вторых соединенных участков 5, каждый из которых перекрывает только часть из множества первых соединенных участков 4. В композитных листах 1А-1D, показанных на фиг. 7, достигаются те же эффекты, что и описанные в отношении композитного листа 1 выше.
В композитном листе 1А, показанном на фиг. 7(а), второй соединенный участок 5 образован так, что в нем имеется множество отрезков прямой 51, каждый из которых находится между двумя первыми соединенными участками 4, 4, смежными друг с другом в направлении, пересекающем и направление Х, и направление Y. Множество отрезков прямой 51 ориентировано в одном направлении и имеет одинаковую длину, и только один отрезок прямой 51 отходит от одного первого соединенного участка 4, и два или более отрезков прямой 51 не отходят от одного первого соединенного участка 4.
В композитном листе 1В, показанном на фиг. 7(b), второй соединенный участок 5 образован так, что в нем имеется множество отрезков прямой 51, а также множество отрезков прямой 52, каждый из которых находится между двумя первыми соединенными участками 4, 4. Два первых соединенных участка 4, 4, накладывающихся на один отрезок прямой 52, являются смежными друг с другом в направлении, пересекающем следующие три направления: направление Х, направление Y и направление, в котором ориентирован отрезок прямой 51. Кроме того, в композитном листе 1В имеются области Р, каждая из которых включает множество отрезков прямой 51, образованных с заданными интервалами в направлении Y, и области Q, каждая из которых включает множество отрезков прямой 52, образованных с заданными интервалами в направлении Y, области Р и Q в направлении Х располагаются попеременно. Отрезок 51 и отрезок 52, смежные друг с другом в направлении Х, симметричны относительно воображаемой прямой (не показана), параллельной направлению Y.
В композитном листе 1С, показанном на фиг. 7(с), второй соединенный участок 5 образован так, что в нем имеется множество непрерывных линейных участков 53, каждый из которых ориентирован в направлении Y так, что проходит через множество первых соединенных участков 4 в ряду соединенных участков, состоящем из множество первых соединенных участков 4, расположенных в шахматном порядке в направлении Y. Каждый непрерывный линейный участок 53 образован так, что два типа прямолинейных отрезков 53а, 53b, каждый из которых ориентирован в направлении, пересекающем и направление Х, и направление Y, соединены непрерывно в направлении Y, при этом между ними не остается никакого пространства, и каждый непрерывный линейный участок на виде сверху имеет зигзагообразную форму. Два непрерывных линейных участка 53, 53, смежных друг с другом в направлении Х, симметричны относительно воображаемой прямой (не показана), проходящей в направлении Y посередине между двумя непрерывными линейными участками 53, 53.
В композитном листе 1D, показанном на фиг. 7(d), второй соединенный участок 5 образован так, что в нем имеется множество непрерывных линейных участков 54, каждый из которых ориентирован в направлении Х так, что проходит через множество первых соединенных участков 4. Каждый непрерывный линейный участок 54 образован так, что два типа прямолинейных участков 54а, 54b, каждый из которых ориентирован в направлении, пересекающем и направление Х, и направление Y, и прямолинейные участки 54с, ориентированные в направлении Х, соединены непрерывным образом в направлении Х, при этом между ними не остается никакого пространства.
Настоящее изобретение не ограничивается изложенными вариантами его осуществления. Например, конфигурация первого вала 11 (конфигурация шестереночных групп, формы выступов и впадин на периферийной поверхности и т.д.) не ограничивается описанным вариантом осуществления изобретения и может быть надлежащим образом изменена в зависимости от формы выступов и впадин композитного листа, который является подлежащим производству объектом. Кроме того, второй вал 21 не обязательно должен иметь такую же структуру, что и первый вал 11, при условии, что он имеет форму, входящую в зацепление с первым валом 11. Технологии, относящиеся к производственному устройству, описанному в патентном документе 4, применимы надлежащим образом к настоящему изобретению.
Кроме того, в изложенном варианте осуществления изобретения средство соединения 40 представляло собой устройство ультразвуковой сварки. Однако в контексте настоящего изобретения средство соединения этим не ограничивается, и может быть применен вал (горячий вал) со структурой, аналогичной опорному валу 22. Кроме этого, устройство ультразвуковой сварки со структурой, аналогичной устройству соединения 40, может быть применено вместо опорного вала 22.
Что касается изложенных вариантов осуществления настоящего изобретения, дополнительно раскрываются следующие дополнительные отличительные особенности (способов производства композитного листа и композитных листов).
Предложен способ производства композитного листа, в котором соединенные участки образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выдается на участках, отличных от соединенных участков, и образует множество выступающих участков, каждый из которых полый внутри, при этом этот способ включает:
стадию создания выступов и впадин, заключающуюся в подаче первого элемента в форме листа в секцию зацепления между первым валом, периферийная поверхность которого имеет выступы и впадины, и вторым валом, периферийная поверхность которого имеет выступы и впадины такой формы, что они входят в зацепление с выступами и впадинами первого вала, и, таким образом, создании выступов и впадин в первом элементе в форме листа;
промежуточную производственную стадию, заключающуюся в изготовлении полуфабриката композитного листа путем наложения второго элемента в форме листа на первый элемент в форме листа при одновременном удерживании первого элемента в форме листа на периферийной поверхности первого вала в том состоянии, в котором были сделаны выступы и впадины, и соединения первого элемента в форме листа и второго элемента в форме листа на тех участках первого элемента в форме листа, которые соответствуют выступам на первом вале, и, таким образом, формировании множества первых соединенных участков; и
стадию соединения, заключающуюся в соединении первого элемента в форме листа и второго элемента в форме листа, которые образуют полуфабрикат композитного листа, на участках, соответствующих выступам третьего вала, периферийная поверхность которого имеет выступы и впадины, форма которых отлична от формы выступов и впадин первого вала, в состоянии, когда сторона полуфабриката композитного листа, образуемая первым элементом в форме листа, удерживается на периферийной поверхности третьего вала, и, таким образом, формировании второго соединенного участка на полуфабрикате композитного листа;
при этом второй соединенный участок образован в соответствии с моделью, в которой один первый соединенный участок соединяется с другим, примыкающим к нему, первым соединенным участком.
В указанном способе производства композитного листа, благодаря использованию четвертого вала, расположенного так, что его периферийная поверхность противостоит периферийной поверхности первого вала и периферийной поверхности третьего вала, полуфабрикат композитного листа, полученный на промежуточной производственной стадии, непосредственно переносится с периферийной поверхности первого вала на периферийную поверхность четвертого вала и удерживается на периферийной поверхности четвертого вала, после чего полуфабрикат композитного листа непосредственно переносится с периферийной поверхности четвертого вала на периферийную поверхность третьего вала.
При этом конструкция первого вала, третьего вала и четвертого вала такова, что позволяет осуществлять удерживание листа на их периферийной поверхности посредством всасывания с внутренней стороны вала.
В заявленном способе производства композитного листа
имеющая выступы и впадины периферийная поверхность третьего вала имеет форму, вмещающую, на периферийной поверхности, выступы и впадины первого элемента в форме листа полуфабриката композитного листа; и
на стадии соединения полуфабрикат композитного листа удерживается на периферийной поверхности третьего вала в том состоянии, в котором сторона первого элемента в форме листа, на который были сделаны выступы и впадины, находится в зацеплении с выступами и впадинами на периферийной поверхности третьего вала.
Если периферийную поверхность первого вала и периферийную поверхность третьего вала виртуально развернуть в плоскости и наложить друг на друга, центр каждой впадины на периферийной поверхности третьего вала совпадет с центром каждой области на периферийной поверхности первого вала, которая окружена множеством выступов на периферийной поверхности первого вала и определяет наличие соответствующего выступающего участка, образуемого на находящемся в процессе производства листе, путем сжатия с выступами и впадинами первого вала.
При этом первый вал образован путем соединения множества зубчатых колес, состоящих из цилиндрических прямозубых шестерен с одинаковым модулем зубчатого зацепления, и проставок, скрепления зубчатых колес и проставок концентрически на вращающейся оси вала так, чтобы получить форму вала.
В способе настоящего изобретения используют опорный вал, расположенный так, что его периферийная поверхность противостоит периферийной поверхности первого вала;
и первый вал, и опорный вал или только опорный вал предварительно нагревают до заданной температуры; и
на промежуточной производственной стадии наслоенные друг на друга первый элемент в форме листа и второй элемент в форме листа сжимают между первым валом и опорным валом.
На стадии соединения полуфабрикат композитного листа, находящийся в состоянии, когда полуфабрикат композитного листа удерживается на периферийной поверхности третьего вала, подвергают ультразвуковой сварке со стороны второго элемента в форме листа полуфабриката композитного листа.
Предложен также композитный лист, в котором соединенные участки образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выдается на участках, отличных от соединенных участков, и образует множество выступающих участков, каждый из которых полый внутри, при этом
соединенные участки включают: множество первых соединенных участков, размещенных в соответствии с регулярной, прерывистой моделью; и второй соединенный участок, который соединяет множество первых соединенных участков, примыкающих друг к другу.
В указанном композитном листе множество выступающих участков расположено в шахматном порядке.
Далее, в указанном композитном листе регулярная модель расположения первых соединенных участков представляет собой модель, в которой множество воображаемых многоугольников размещено на одной поверхности композитного листа так, что между ними не остается какого-либо пространства, и где первые соединенные участки, каждый из которых имеет заданную форму, находятся на всех вершинах каждого многоугольника,
при этом все первые соединенные участки перекрываются вторым соединенным участком, а
второй соединенный участок сформирован так, что он включает отрезок прямой, ориентированный в направлении, пересекающем и направление перемещения листа во время производства композитного листа, и направление, перпендикулярное этому направлению перемещения.
Упомянутая модель представляет собой модель, в которой множество воображаемых шестиугольников (по существу, правильных шестиугольников) размещено на одной поверхности композитного листа подобно сотам, и где первые соединенные участки, каждый из которых на виде сверху имеет прямоугольную форму, находятся на шести вершинах каждого шестиугольника.
Упомянутая область, окруженная вторым соединенным участком, на виде сверху имеет форму шестиугольника, а
выступающий участок окружен шестью первыми соединенными участками, образующими на виде сверху шестиугольник, и вторым соединенным участком, имеющим на виде сверху шестиугольную форму и являющимся непрерывным, следовательно, связывающим все шесть первых соединенных участков, и
выступающий участок имеет, по существу, шестиугольную призматическую форму, которая на виде сверху представляет собой шестиугольник.
В заявленном композитном листе
множество отрезков прямой, образующих второй соединенный участок, ориентировано в одном направлении и имеет одинаковую длину, и
только один отрезок прямой отходит от одного первого соединенного участка, и два или более отрезков прямой не отходят от одного первого соединенного участка.
В указанном композитном листе
имеются области Р, каждая из которых включает множество отрезков прямой, образованных с заданными интервалами в направлении MD (направление движения листа в ходе производства композитного листа), и области Q, каждая из которых включает множество отрезков прямой другого типа, образованных с заданными интервалами в направлении MD, и области Р и Q располагаются попеременно в направлении CD (направлении, перпендикулярном MD), при этом отрезки другого типа ориентированы в направлении, отличном от отрезков в области Р; и
один отрезок прямой и другой отрезок прямой, смежные друг с другом в направлении CD, симметричны относительно воображаемой прямой (не показана), параллельной направлению MD.
При этом второй соединенный участок образован так, что в нем имеется множество непрерывных линейных участков 53, каждый из которых ориентирован в направлении MD так, что проходит через множество первых соединенных участков в ряду соединенных участков, состоящем из множества первых соединенных участков, расположенных в шахматном порядке в направлении MD, а
каждый непрерывный линейный участок на виде сверху имеет зигзагообразную форму.
Второй соединенный участок образован так, что в нем имеется множество непрерывных линейных участков, каждый из которых ориентирован в направлении CD так, что проходит через множество первых соединенных участков.
Указанный композитный лист используют в качестве верхнего листа для впитывающего изделия.
Первые соединенные участки и второй соединенный участок рассматриваемого композитного листа образованы как два типа соединенных участков, соответствующих различным моделям.
В заявленном композитном листе на первых соединенных участках и втором соединенном участке волокна, составляющие первый элемент в форме листа и второй элемент в форме листа, сплавлены до пленочного состояния.
Применимость в промышленности
В соответствии со способом производства композитного листа настоящего изобретения, возможно получить композитный лист, обладающий замечательным внешним видом и прочностью. Кроме того, композитный лист настоящего изобретения может быть произведен посредством осуществления способа производства композитного листа настоящего изобретения и может быть надлежащим образом использован в качестве компонентов (верхнего листа и т.п.) впитывающих изделий, таких как пеленки одноразового использования или подгузники. В частности, в тех случаях, когда композитный лист настоящего изобретения используется в качестве верхнего листа впитывающего изделия, верхний лист может обладать превосходной способностью распределять жидкость и замечательной способностью маскировать поглощенную жидкость.
Изобретение относится к области производства композитных нетканых материалов для впитывающих изделий. Способ производства композитного нетканого листа включает: стадию создания выступов и впадин, заключающуюся в подаче первого элемента в форме листа в секцию зацепления между первым валом и вторым валом и, таким образом, создании выступов и впадин в первом элементе в форме листа; промежуточную стадию изготовления полуфабриката композитного листа путем наложения второго элемента в форме листа на первый элемент в форме листа и присоединения второго элемента в форме листа к тем участкам первого элемента в форме листа, которые соответствуют выступам на первом валу, и, таким образом, формирования множества первых соединенных участков; и стадию соединения, заключающуюся в использовании третьего вала, периферийная поверхность которого имеет выступы и впадины, форма которых отлична от формы выступов и впадин первого вала, и формировании второго соединенного участка на полуфабрикате композитного листа. Второй соединенный участок образован в соответствии с моделью, в которой один первый соединенный участок соединяется с другим, примыкающим к нему, первым соединенным участком. Изобретение обеспечивает создание композитных листов для впитывающих изделий, обладающих прочностью и отличным внешним видом. 2 н. и 16 з.п. ф-лы, 10 ил.
1. Способ производства композитного нетканого листа, в котором соединенные участки образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выдается на участках, отличных от соединенных участков, и образует множество выступающих участков, каждый из которых полый внутри, при этом этот способ включает:
стадию создания выступов и впадин, заключающуюся в подаче первого элемента в форме листа в секцию зацепления между первым валом, периферийная поверхность которого имеет выступы и впадины, и вторым валом, периферийная поверхность которого имеет выступы и впадины такой формы, что они входят в зацепление с выступами и впадинами первого вала, и, таким образом, создании выступов и впадин в первом элементе в форме листа;
промежуточную производственную стадию, заключающуюся в изготовлении полуфабриката композитного листа путем наложения второго элемента в форме листа на первый элемент в форме листа при одновременном удерживании первого элемента в форме листа на периферийной поверхности первого вала в том состоянии, в котором были сделаны выступы и впадины, и соединения первого элемента в форме листа и второго элемента в форме листа на тех участках первого элемента в форме листа, которые соответствуют выступам на первом валу, и, таким образом, формировании множества первых соединенных участков; и
стадию соединения, заключающуюся в соединении первого элемента в форме листа и второго элемента в форме листа, которые образуют полуфабрикат композитного листа, на участках, соответствующих выступам третьего вала, периферийная поверхность которого имеет выступы и впадины, форма которых отлична от формы выступов и впадин первого вала, в состоянии, когда сторона полуфабриката композитного листа, образуемая первым элементом в форме листа, удерживается на периферийной поверхности третьего вала, и, таким образом, формировании второго соединенного участка на полуфабрикате композитного листа;
при этом второй соединенный участок образован в соответствии с моделью, в которой один первый соединенный участок соединяется с другим, примыкающим к нему, первым соединенным участком.
2. Способ производства композитного листа по п. 1, в котором благодаря использованию четвертого вала, расположенного так, что его периферийная поверхность противостоит периферийной поверхности первого вала и периферийной поверхности третьего вала, полуфабрикат композитного листа, полученный на промежуточной производственной стадии, непосредственно переносится с периферийной поверхности первого вала на периферийную поверхность четвертого вала и удерживается на периферийной поверхности четвертого вала, после чего полуфабрикат композитного листа непосредственно переносится с периферийной поверхности четвертого вала на периферийную поверхность третьего вала.
3. Способ производства композитного листа по п. 2, в котором конструкция первого вала, третьего вала и четвертого вала такова, что позволяет осуществлять удерживание листа на их периферийной поверхности посредством всасывания с внутренней стороны вала.
4. Способ производства композитного листа по п. 1, в котором:
имеющая выступы и впадины периферийная поверхность третьего вала имеет форму, вмещающую, на периферийной поверхности, выступы и впадины первого элемента в форме листа полуфабриката композитного листа; и
на стадии соединения полуфабрикат композитного листа удерживается на периферийной поверхности третьего вала в том состоянии, в котором сторона первого элемента в форме листа, на который были сделаны выступы и впадины, находится в зацеплении с выступами и впадинами на периферийной поверхности третьего вала.
5. Способ производства композитного листа по п. 4, в котором, если периферийную поверхность первого вала и периферийную поверхность третьего вала виртуально развернуть в плоскости и наложить друг на друга, центр каждой впадины на периферийной поверхности третьего вала совпадет с центром каждой области на периферийной поверхности первого вала, которая окружена множеством выступов на периферийной поверхности первого вала и определяет наличие соответствующего выступающего участка, образуемого на находящемся в процессе производства листе, путем сжатия с выступами и впадинами первого вала.
6. Способ производства композитного листа по п. 1, в котором первый вал образован путем соединения множества зубчатых колес, состоящих из цилиндрических прямозубых шестерен с одинаковым модулем зубчатого зацепления, и проставок, скрепления зубчатых колес и проставок концентрически на вращающейся оси вала так, чтобы получить форму вала.
7. Способ производства композитного листа по п. 1, в котором на стадии соединения полуфабрикат композитного листа, находящийся в состоянии, когда полуфабрикат композитного листа удерживается на периферийной поверхности третьего вала, подвергают ультразвуковой сварке со стороны второго элемента в форме листа полуфабриката композитного листа.
8. Композитный лист для впитывающих изделий, произведенный способом по п. 1, в котором соединенные участки образованы путем частичного соединения первого элемента в форме листа и второго элемента в форме листа и в котором первый элемент в форме листа выдается на участках, отличных от соединенных участков, и образует множество выступающих участков, каждый из которых полый внутри, при этом
соединенные участки включают: множество первых соединенных участков, размещенных в соответствии с регулярной прерывистой моделью; и второй соединенный участок, который соединяет множество первых соединенных участков, примыкающих друг к другу.
9. Композитный лист по п. 8, в котором множество выступающих участков расположено в шахматном порядке.
10. Композитный лист по п. 8, в котором регулярная модель расположения первых соединенных участков представляет собой модель, в которой множество воображаемых многоугольников размещено на одной поверхности композитного листа так, что между ними не остается какого-либо пространства, и где первые соединенные участки, каждый из которых имеет заданную форму, находятся на всех вершинах каждого многоугольника.
11. Композитный лист по п. 10, в котором все первые соединенные участки перекрываются вторым соединенным участком.
12. Композитный лист по п. 10, в котором второй соединенный участок сформирован так, что он включает отрезок прямой, ориентированный в направлении, пересекающем и направление перемещения листа во время производства композитного листа, и направление, перпендикулярное этому направлению перемещения.
13. Композитный лист по п. 10, в котором модель представляет собой модель, в которой множество воображаемых шестиугольников (по существу, правильных шестиугольников) размещено на одной поверхности композитного листа подобно сотам и где первые соединенные участки, каждый из которых на виде сверху имеет прямоугольную форму, находятся на шести вершинах каждого шестиугольника.
14. Композитный лист по п. 10, в котором область, окруженная вторым соединенным участком, на виде сверху имеет форму шестиугольника.
15. Композитный лист по п. 12, в котором
множество отрезков прямой, образующих второй соединенный участок, ориентировано в одном направлении и имеет одинаковую длину, и
только один отрезок прямой отходит от одного первого соединенного участка, и два или более отрезков прямой не отходят от одного первого соединенного участка.
16. Композитный лист по п. 8, каковой композитный лист используют в качестве верхнего листа для впитывающего изделия.
17. Композитный лист по п. 8, в котором первые соединенные участки и второй соединенный участок образованы как два типа соединенных участков, соответствующих различным моделям.
18. Композитный лист по п. 8, в котором на первых соединенных участках и втором соединенном участке волокна, составляющие первый элемент в форме листа и второй элемент в форме листа, сплавлены до пленочного состояния.
| JP 2007130800 A, 31.05.2007 | |||
| JP 2009102774 A, 14.05.2009 | |||
| JP 2005245483 A, 15.09.2005 | |||
| WO 2010119535 A1, 21.10.2010 | |||
| СПОСОБ ТИСНЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННОГО ОБЪЕМНОГО НЕТКАНОГО МАТЕРИАЛА И ПАРА ВАЛКОВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203353C2 |

