ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к устройству и способу для производства композитного листа.
УРОВЕНЬ ТЕХНИКИ
[0002]
В известном верхнем листе впитывающего изделия, такого как одноразовый подгузник или санитарная салфетка, выступы и углубления формируются на той его поверхности, которая должна контактировать с кожей владельца.
Например, заявитель настоящего изобретения предложил композитный лист, имеющий большое количество сплавленных частей, где первый лист и второй лист сплавлены друг с другом, и в котором те части первого листа, которые отличаются от сплавленных частей, формируют выступы, выступающие в сторону, противоположную второму листу. Этот композитный лист дает превосходное тактильное ощущение и обладает превосходной способностью предотвращать диффузию жидкости, потому что на поверхности формируются выступы и углубления.
Кроме того, также известна конфигурация, в которой сквозные отверстия формируются в сплавленных частях такого композитного листа, чтобы тем самым улучшить способность впитывать жидкость и т.п. (см. Патентный документ 1). В Патентном документе 1 также описывается, что для того, чтобы сформировать сплавленные части, имеющие сквозные отверстия, концевые части выступов ролика с выступами и углублениями снабжаются небольшими выступами для формирования отверстий, с разностью в уровне между небольшими выступами и плечевыми частями, окружающими соответствующие небольшие выступы, два листа помещаются и нагреваются между опорным роликом и небольшими выступами, и тем самым формируются сплавленные части, имеющие отверстия.
Кроме того, известен способ, в котором ультразвуковой механизм плавления используется для соединения листов друг с другом, хотя этот способ не является вышеописанным способом для производства композитного листа.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
Патентный документ 1: JP 2006-175689A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004]
Настоящее изобретение относится к устройству для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором сквозные отверстия формируются в этих сплавленных частях. Устройство по настоящему изобретению включает в себя: блок ультразвуковой обработки, включающий в себя ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом; и первый ролик, имеющий выступы и углубления на своей периферийной поверхности. Блок ультразвуковой обработки выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, при помещении первого листа и второго листа между ультразвуковым волноводом и выступами первого ролика и применении ультразвуковой вибрации к этим листам. На концевой части ультразвукового волновода формируется поверхность приложения вибрации, поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
[0005]
Кроме того, настоящее изобретение относится к устройству для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором по меньшей мере одна из частей первого листа, отличающаяся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу, и в котором сквозные отверстия формируются в этих сплавленных частях. Устройство по настоящему изобретению включает в себя: блок формирования выступов и углублений, имеющий первый ролик и второй ролик, которые имеют зацепляющиеся выступы и углубления на их периферийных поверхностях и выполнены с возможностью деформировать первый лист, вводимый в зацепляющуюся часть этих двух роликов, в форму с выступами и углублениями. Устройство по настоящему изобретению также включает в себя блок ультразвуковой обработки, который содержит ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом, и выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, путем наложения второго листа на первый лист, который был деформирован в форму с выступами и углублениями, помещения этих двух листов между ультразвуковым волноводом и выступами первого ролика и применения к этим листам ультразвуковой вибрации. На концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
[0006]
Кроме того, настоящее изобретение относится к способу производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором сквозные отверстия формируются в этих сплавленных частях. Способ производства по настоящему изобретению включает в себя: стадию наложения при удерживании и транспортировке первого листа на первый ролик, имеющий выступы и углубления на своей периферийной поверхности, и наложения второго листа на транспортируемый первый лист; и стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и применении к этим листам ультразвуковой вибрации. На стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем применения ультразвуковой вибрации с использованием ультразвукового волновода, в котором поверхность приложения вибрации на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
[0007]
Кроме того, настоящее изобретение относится к способу производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором по меньшей мере одна из частей первого листа, отличающаяся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу, и в котором сквозные отверстия формируются в этих сплавленных частях. Способ производства по настоящему изобретению включает в себя: стадию формования, заключающуюся в деформировании первого листа в форму с выступами и углублениями путем введения первого листа в зацепляющуюся часть первого ролика и второго ролика, имеющих зацепляющиеся выступы и углубления на своих периферийных поверхностях, при вращении этих двух роликов; стадию наложения при удерживании и транспортировке первого листа, который был деформирован в форму с выступами и углублениями, на первый ролик, и наложения второго листа на транспортируемый первый лист; и стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и применении к этим листам ультразвуковой вибрации. На стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем применения ультразвуковой вибрации с использованием ультразвукового волновода, в котором поверхность приложения вибрации на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008]
[Фиг. 1] Фиг. 1 представляет собой вид в перспективе соответствующей части, показывающий один пример композитного листа, произведенного с использованием устройства и способа производства композитного листа по настоящему изобретению.
[Фиг. 2] Фиг. 2 представляет собой увеличенный вид сверху композитного листа, показанного на Фиг. 1, если смотреть со стороны первого листа.
[Фиг. 3] Фиг. 3 представляет собой схематическую диаграмму, показывающую первый вариант осуществления устройства для производства композитного листа по настоящему изобретению и первый вариант осуществления способа производства композитного листа по настоящему изобретению.
[Фиг. 4] Фиг. 4 представляет собой вид в перспективе, показывающий соответствующую часть первого ролика, показанного на Фиг. 3, в увеличенном виде.
[Фиг. 5] Фиг. 5 представляет собой диаграмму, показывающую соответствующую часть ультразвуковой сплавляющей машины, показанной на Фиг. 3, если смотреть слева на Фиг. 3.
[Фиг. 6] Фиг. 6 представляет собой увеличенный вид ультразвукового блока устройства для производства композитного листа, показанного на Фиг. 3.
[Фиг. 7] Фиг. 7(a) представляет собой увеличенное поперечное сечение области C, показанной на Фиг. 6, а Фиг. 7(b) представляет собой увеличенное поперечное сечение, соответствующее Фиг. 7 (a) и показывающее случай, в котором концевая часть ультразвукового волновода не имеет поверхности приложения вибрации с дугообразной формой в поперечном сечении.
[Фиг. 8] Фиг. 8 показывает соответствующую часть второго варианта осуществления устройства для производства композитного листа по настоящему изобретению и устройства, используемого во втором варианте осуществления способа для производства композитного листа по настоящему изобретению.
[Фиг. 9] Фиг. 9(a) показывает соответствующую часть третьего варианта осуществления устройства для производства композитного листа по настоящему изобретению и устройства, используемого в третьем варианте осуществления способа для производства композитного листа по настоящему изобретению, а Фиг. 9(b) представляет собой поперечное сечение, показывающее состояние, в котором только соединительный слой формируется путем термического распыления на концевой поверхности части основного тела ультразвукового волновода, показанного на Фиг. 9(a).
[Фиг. 10] Фиг. 10 представляет собой схематическую диаграмму, показывающую четвертый вариант осуществления устройства для производства композитного листа по настоящему изобретению и четвертый вариант осуществления способа производства композитного листа по настоящему изобретению.
[Фиг. 11] Фиг. 11 представляет собой схематическую диаграмму, показывающую пятый вариант осуществления устройства для производства композитного листа по настоящему изобретению и пятый вариант осуществления способа производства композитного листа по настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0009]
Авторы настоящего изобретения провели исследования производства композитного листа, который включает в себя сплавленные части, имеющие сквозные отверстия, с использованием ультразвуковой сплавляющей машины, но было непросто сформировать сплавленные части и сквозные отверстия одновременно, когда использовался обычный ультразвуковой волновод. Одновременное формирование сплавленных частей и сквозных отверстий является выгодным в таких случаях, когда, например, желательно сформировать сквозные отверстия в фиксированных положениях относительно сплавленных частей.
Кроме того, способ, раскрытый в Патентном документе 1, в котором концевые части выступов снабжаются небольшими выступами, все еще имеет место для улучшения, например, в том смысле, что, например, небольшие выступы могут изнашиваться, а объем работ по техническому обслуживанию при этом является высоким.
[0010]
Настоящее изобретение относится к устройству и способу производства композитного листа, которые могут решить проблемы текущего уровня техники.
[0011]
Далее настоящее изобретение будет описано на основе предпочтительных вариантов его осуществления со ссылкой на чертежи.
Сначала композитный лист, который производится с использованием устройства или способа производства композитного листа по настоящему изобретению, будет описан со ссылкой на Фиг. 1.
Композитный лист 10, показанный на Фиг. 1, является примером композитного листа, который производится с использованием устройства или способа производства композитного листа по настоящему изобретению. Как показано на Фиг. 1, композитный лист 10 имеет множество сплавленных частей 4, в которых первый лист 1 и второй лист 2 сплавляются друг с другом, и сквозные отверстия 14 формируются в сплавленных частях 4. Композитный лист 10 имеет сплавленные части 4, в которых первый лист 1 и второй лист 2 сплавляются друг с другом, так что множество сплавленных частей 4 присутствуют в первом направлении (направлении X), и множество сплавленных частей 4 присутствуют во втором направлении (направлении Y), перпендикулярном первому направлению. Хотя рисунок расположения сплавленных частей 4 в композитном листе 10 особенно не ограничивается, сплавленные части 4 располагаются ступенчатым образом на композитном листе 10, показанном на Фиг. 1. Более конкретно, формируется множество рядов, в каждом из которых множество сплавленных частей 4 выравниваются по прямой линии, и сплавленные части 4 в смежных рядах располагаются со смещением друг относительно друга в направлении X, или, более конкретно, они располагаются со смещением на половину шага.
[0012]
Композитный лист, который производится с использованием устройства или способа производства композитного листа по настоящему изобретению, может быть листом, частично имеющим сплавленные части 4. Например, композитный лист может быть листом, в котором сплавленные части 4 располагаются ступенчатым образом, аналогично композитному листу 10, показанному на Фиг. 1, и по существу никаких выступов 5 не формируется между сплавленными частями 4. Например, в производимом композитном листе толщина частей, отличающихся от сплавленных частей 4, может составлять 1,2 или меньше от суммы толщины первого листа 1 и толщины второго листа 2.
[0013]
В композитном листе 10, показанном на Фиг. 1, по меньшей мере одна из частей первого листа 1, отличающихся от сплавленных частей 4, формирует выступ 5, выступающий в сторону, противоположную второму листу 2. Кроме того, композитный лист 10 имеет выступы 5 между смежными сплавленными частями 4 в первом направлении (направлении X) и во втором направлении (направлении Y).
[0014]
Композитный лист 10 может с выгодой использоваться в качестве верхнего листа и т.п. впитывающего изделия. Когда композитный лист 10 используется в качестве верхнего листа впитывающего изделия, первый лист 1 формирует поверхность (в дальнейшем также называемую «обращенной к коже поверхностью»), которая обращена к коже владельца, а второй лист 2 формирует поверхность (в дальнейшем также называемую «необращенной к коже поверхностью»), которая обращена к впитывающему элементу при ношении впитывающего изделия.
[0015]
Выступы 5 и сплавленные части 4 поочередно располагаются во множестве рядов, простирающихся в направлении X на Фиг. 1, которое является направлением, параллельным к поверхности композитного листа 10, и это множество рядов формируются бок о бок в направлении Y на Фиг. 1, которое является другим направлением, параллельным к поверхности композитного листа 10 и перпендикулярным к вышеописанному направлению. В смежных рядах выступы 5 располагаются со смещением друг относительно друга в направлении X, и сплавленные части 4 располагаются со смещением друг относительно друга в направлении X. Более конкретно, они располагаются со смещением на половину шага.
В композитном листе 10 направление Y соответствует направлению потока (MD, машинное направление) во время процесса производства, а направление X соответствует направлению (CD), которое перпендикулярно направлению потока во время процесса производства.
[0016]
Первый лист 1 и второй лист 2 состоят из листовых материалов. Например, в качестве листовых материалов могут использоваться волокнистые листы, такие как нетканая ткань, тканая ткань и трикотажная ткань, пленки и т.п. С точки зрения тактильных ощущений и т.п. предпочтительно использовать волокнистый лист, и особенно предпочтительно использовать нетканую ткань. Листовые материалы, составляющие первый лист 1 и второй лист 2, могут иметь один и тот же тип или различные типы.
[0017]
Когда нетканая ткань используется в качестве листового материала, составляющего первый лист 1 или второй лист 2, примеры нетканой ткани включают в себя продувную нетканую ткань, изготовленную по технологии спанбонд нетканую ткань, гидросплетенную нетканую ткань, аэродинамически распыленную из расплава нетканую ткань, связанную смолой нетканую ткань, иглопробивную нетканую ткань и т.п. Также могут использоваться ламинат, в котором объединяются две или более из этих нетканых тканей, и ламинат, в котором любая из этих нетканых тканей объединяется с пленкой и т.п. Основная масса нетканой ткани, используемой в качестве листового материала, составляющего первый лист 1 или второй лист 2, предпочтительно составляет 10 г/м2 или больше, более предпочтительно 15 г/м2 или больше, и предпочтительно 40 г/м2 или меньше, и более предпочтительно 35 г/м2 или меньше. Основная масса нетканой ткани предпочтительно составляет от 10 до 40 г/м2, и более предпочтительно от 15 до 35 г/м2.
[0018]
Волокна, сделанные из различных типов термопластичных смол, могут использоваться в качестве волокна, которое формирует нетканую ткань. Когда также используется листовой материал, отличающийся от нетканой ткани, предпочтительно использовать материал, составляющие волокна или смолы которого изготовлены из различных типов термопластичных смол.
Примеры термопластичных смол включают в себя полиолефины, такие как полиэтилен, полипропилен, и полибутен; полиэстер, такой как полиэтилентерефталат и полибутилентерефталат; полиамиды, такие как нейлон 6 и нейлон 66; полиакриловую кислоту; алкиловый эфир полиметакриловой кислоты; поливинилхлорид; поливинилиденхлорид и т.п. Эти смолы могут использоваться отдельно или в виде смеси двух или более из них. Кроме того, эти смолы могут использоваться в форме композитных волокон типа ядро-оболочка, типа «бок о бок» и т.п.
[0019]
Как показано на Фиг. 1, композитный лист 10 имеет большое количество углублений 3 на поверхности первого листа 1, при этом углубления 3 расположены между выступами 5 как в направлении X, так и в направлении Y, и сплавленная часть 4, имеющая сквозное отверстие 14, формируется в нижней части каждого углубления 3. Если смотреть в целом, композитный лист 10 имеет острые выступы и углубления, образованные углублениями 3 и выступами 5 на поверхности первого листа 1, в то время как поверхность второго листа 2 композитного листа 10 является плоской или по существу плоской поверхностью, которая является слегка волнистой по сравнению с поверхностью первого листа 1.
[0020]
Как показано на Фиг. 2, индивидуальные сплавленные части 4 в композитном листе 10 имеют по существу продолговатые формы, удлиненные в направлении Y на виде сверху, и сквозное отверстие 14, имеющее по существу продолговатую форму на виде сверху, формируется внутри каждой сплавленной части 4. Другими словами, индивидуальные сплавленные части 4 формируются в кольцевых формах, окружающих соответствующие сквозные отверстия 14. Предпочтительно, чтобы только одно сквозное отверстие 14 формировалось в одной сплавленной части 4, и предпочтительно, чтобы сквозное отверстие 14 формировалось в предопределенном конкретном положении относительно положения сплавленной части 4. Форма сквозного отверстия 14 на виде сверху и форма внешней периферии сплавленной части 4 на виде сверху могут быть, а могут и не быть подобными, но предпочтительно, чтобы они были подобными.
В сплавленных частях 4 первый лист 1 и второй лист 2 связываются друг с другом термоплавкой смолой, которая формирует по меньшей мере один из первого листа 1 и второго листа 2, при ее плавлении и отверждении. Когда первый лист 1 и второй лист 2 являются волокнистыми листами, такими как нетканые ткани, предпочтительно, чтобы в сплавленных частях 4 составляющие волокна первого листа 1 и второго листа 2 плавились или заливались в расплавленную смолу, и их волокнистая форма не могла больше визуально наблюдаться, то есть чтобы составляющие волокна по внешнему виду находились в пленочном состоянии.
[0021]
Далее будет описан первый вариант осуществления устройства и способа производства композитного листа по настоящему изобретению. В первом варианте осуществления способа производства композитного листа по настоящему изобретению вышеописанный композитный лист 10 производится с использованием устройства 20 для производства композитного листа первого варианта осуществления, показанного на Фиг. 3.
[0022]
Далее будет описано устройство 20 для производства композитного листа, показанное на Фиг. 3. Устройство 20 для производства композитного листа представляет собой устройство для производства композитного листа 10, имеющего множество сплавленных частей 4, в которых первый лист 1 и второй лист 2 сплавляются друг с другом, и в котором сквозные отверстия 14 формируются в сплавленных частях 4, и это устройство включает в себя блок 40 ультразвуковой обработки, имеющий ультразвуковую сплавляющую машину 41, снабженную ультразвуковым волноводом 42, а также первый ролик 31, имеющий выступы и углубления на его периферийной поверхности. Блок 40 ультразвуковой обработки выполнен с возможностью формировать сквозные отверстия 14 и сплавленные части 4, имеющие сквозные отверстия 14,, при помещении первого листа 1 и второго листа 2, уложенных друг на друга, между ультразвуковым волноводом 42 и выступами 35 первого ролика 31 и применении ультразвуковой вибрации к первому листу 1 и второму листу 2. Кроме того, устройство 20 для производства композитного листа включает в себя блок 30 формирования выступов и углублений, выполненный с возможностью деформировать первый лист 1 в форму с выступами и углублениями. Кроме того, устройство 20 для производства композитного листа включает в себя средство 6 предварительного нагрева, выполненное с возможностью предварительного нагрева до предопределенной температуры по меньшей мере одного из первого листа 1 и второго листа 2 перед применением ультразвуковой вибрации.
[0023]
Далее устройство 20 для производства композитного листа будет описано более подробно.
Как показано на Фиг. 3, блок 30 формирования выступов и углублений имеет первый ролик 31 и второй ролик 32, которые имеют зацепляющиеся выступы и углубления на своих периферийных поверхностях, и конфигурируется таким образом, что в то время как ролики 31 и 32 вращаются в направлениях стрелок a, первый лист 1 вводится в зацепляющуюся часть 33 между этими двумя роликами 31 и 32, и первый лист 1 таким образом деформируется в форму с выступами и углублениями, которая соответствует форме выступов и углублений на периферийной поверхности первого ролика 31.
[0024]
Фиг. 4 представляет собой вид в перспективе, показывающий соответствующую часть первого ролика 31 в увеличенном виде. На Фиг. 4 показана часть периферийной поверхности первого ролика 31.
Первый ролик 31 формируется в виде ролика путем объединения множества цилиндрических прямозубых колес 31a, 31b, ... с предопределенной шириной поверхности. Зубья этих колес формируют выступы 35 формы с выступами и углублениями периферийной поверхности первого ролика 31, а концевые поверхности 35c выступов 35 составляют поверхности приложения давления, которые прикладывают давление к первому и второму листам 1 и 2, которые должны быть сплавлены друг с другом, между поверхностью 42t приложения вибрации, которая будет описана позже, ультразвукового волновода 42 ультразвуковой сплавляющей машины 41 и самой поверхностью приложения давления.
Ширина поверхности колес (длина колес в их осевом направлении) определяет длину выступов 5 композитного листа 10 в направлении X, а толщина зубьев (их длина в направлении вращения) определяет длину выступов 5 композитного листа 10 в направлении Y. Смежные колеса объединяются таким образом, чтобы зубья одного из них были смещены на половину шага зубьев относительно другого. В результате периферийная поверхность первого ролика 31 имеет форму с выступами и углублениями.
В настоящем варианте осуществления концевые поверхности 35c каждого из выступов 35 имеют прямоугольную форму с длинными сторонами, простирающимися в направлении вращения первого ролика 31, и короткими сторонами, простирающимися в осевом направлении первого ролика 31. Предпочтительно, чтобы каждая из концевых поверхностей 35c имела форму, более длинную в направлении вращения, чем в осевом направлении, потому что время контакта между каждым выступом 35 первого ролика 31 и поверхностью 42t приложения вибрации ультразвукового волновода 42 может быть увеличено, облегчая тем самым увеличение температуры той области первого и второго листов 1 и 2, к которой прикладывается давление.
[0025]
Промежутки между зубьями каждого колеса первого ролика 31 формируют углубления на периферийной поверхности первого ролика 31. Всасывающие отверстия 34 формируются в частях дна промежутков между зубьями колес. Всасывающие отверстия 34 сообщаются с источником всасывания (не показан), таким как вентилятор высокого давления или вакуумный насос, и управление выполняется таким образом, что всасывание создается между зацепляющейся частью 33, где первый ролик 31 зацепляется со вторым роликом 32, и той частью, где первый лист 1 соединяется со вторым листом 2. Соответственно, первый лист 1, который был деформирован в форму с выступами и углублениями путем зацепления между первым роликом 31 и вторым роликом 32, передается к той части, где первый лист 1 соединяется со вторым листом 2, и к части 36 применения ультразвуковой вибрации, где ультразвуковая сплавляющая машина применяет ультразвуковую вибрацию к листам в состоянии, в котором первый лист 1 деформируется в форму, которая соответствует выступам и углублениям первого ролика 31, и поддерживается всасыванием через всасывающие отверстия 34.
В этом случае предпочтительно обеспечивать предопределенный зазор G между смежными колесами, как показано на Фиг. 4, потому что первый лист 1 может быть деформирован в форму, которая соответствует периферийной поверхности первого ролика 31, предотвращая при этом приложение чрезмерного растягивающего усилия к первому листу 1 и предотвращая разрезание первого листа 1 зацепляющейся частью 33 роликов 31 и 32.
[0026]
Второй ролик 32 имеет на своей периферийной поверхности форму с выступами и углублениями, которая может зацепляться с выступами и углублениями на периферийной поверхности первого ролика 31. Второй ролик 32 имеет конфигурацию, подобную конфигурации первого ролика 31, за исключением того, что второй ролик 32 не имеет всасывающих отверстий 34. Первый лист 1 может быть деформирован в форму с выступами и углублениями путем введения первого листа 1 в зацепляющуюся часть 33 роликов 31 и 32 при вращении первого и второго роликов 31 и 32, имеющих зацепляющиеся выступы и углубления. В зацепляющейся части 33 множество частей первого листа 1 вдавливаются в углубления на периферийной поверхности первого ролика 31 выступами второго ролика 32, и части, проталкиваемые в углубления, формируют выступы 5 получаемого композитного листа 10. Хотя множество выступов, которые могут быть вставлены в углубления первого ролика 31, формируются на периферийной поверхности второго ролика 32, второй ролик 32 не обязательно должен иметь выступы, соответствующие всем углублениям первого ролика 31.
[0027]
Как показано на Фиг. 3 и 6, блок 40 ультразвуковой обработки имеет ультразвуковую сплавляющую машину 41, снабженную ультразвуковым волноводом 42, и конфигурируется таким образом, что после того, как второй лист 2 накладывается на первый лист 1, который был деформирован в форму с выступами и углублениями, листы 1 и 2 помещаются между ультразвуковым волноводом 42 и выступами первого ролика 31, и блок ультразвуковой обработки 40 частично применяет ультразвуковую вибрацию к листам 1 и 2, формируя тем самым сквозные отверстия 14 и сплавленные части 4, имеющие сквозное отверстие 14.
[0028]
Как показано на Фиг. 3, ультразвуковая сплавляющая машина 41 включает в себя ультразвуковой осциллятор (не показан), преобразователь 43, усилитель 44 и ультразвуковой волновод 42. Ультразвуковой осциллятор (не показан) электрически соединен с преобразователем 43, и электрический сигнал высокого напряжения, генерируемый ультразвуковым осциллятором и имеющий длину волны, соответствующую частоте приблизительно 15-50 кГц, подается на вход преобразователя 43. Ультразвуковой осциллятор (не показан) устанавливается на подвижном основании 45 или вне подвижного основания 45.
Преобразователь 43 включает в себя пьезоэлектрический элемент и преобразует электрический сигнальный ультразвукового осциллятора в механическую вибрацию с помощью этого пьезоэлектрического элемента. Усилитель 44 регулирует, предпочтительно усиливает, амплитуду механической вибрации, испускаемой преобразователем 43, и передает отрегулированную механическую вибрацию к ультразвуковому волноводу 42. Ультразвуковой волновод 42 изготавливается из куска металла, такого как алюминиевый сплав или титановый сплав, и предназначен для правильного резонанса на используемой частоте. Ультразвуковая вибрация, передаваемая от усилителя 44 к ультразвуковому волноводу 42, также усиливается или гасится в ультразвуковом волноводе 42, а затем применяется к первому и второму листам 1 и 2, которые должны быть сплавлены друг с другом. В качестве этой ультразвуковой сплавляющей машины 41 может использоваться комбинация ультразвукового волновода, преобразователя, усилителя и ультразвукового осциллятора, которые являются коммерчески доступными.
[0029]
Как показано на Фиг. 6 и 7, поверхность 42t приложения вибрации формируется на концевой части ультразвукового волновода 42 ультразвуковой сплавляющей машины 41 первого варианта осуществления, и форма поверхности 42t приложения вибрации на поперечном сечении, перпендикулярном к вращающемуся валу 31c первого ролика 31 (в дальнейшем также называемая «формой в поперечном сечении, перпендикулярном к валу») является формой дуги, которая искривлена внутрь в направлении от вращающегося вала 31c.
Поверхность 42t приложения вибрации настоящего варианта осуществления состоит из концевой поверхности 42m части 42c основного тела ультразвукового волновода 42, сделанной из металла, такого как алюминиевый сплав или титановый сплав, и входит в прямой контакт со вторым листом 2. Однако также может использоваться конфигурация, в которой, как в варианте осуществления, показанном на Фиг. 9(a), слой поверхностного покрытия, такой как 42h сохранения тепла, предусматривается на поверхности 42t приложения вибрации, образуемой концевой поверхностью 42m части 42c основного тела, сделанной из металла, такого как алюминиевый сплав или титановый сплав, и поверхность ht слоя поверхностного покрытия входит в прямой контакт со вторым листом 2. Предпочтительно «поверхность приложения вибрации» настоящего изобретения делается из твердого материала, который позволяет поверхности приложения вибрации сохранять форму дуги, которая искривляется внутрь в направлении от вращающегося вала 31c в поперечном сечении, перпендикулярном валу даже когда давление прикладывается к первому и второму листам 1 и 2, которые должны быть сплавлены друг с другом между поверхностью 42t приложения вибрации ультразвукового волновода 42 и концевыми поверхностями 35c выступов 35 первого ролика 31, и примеры твердого материала включают в себя металлы, такие как алюминиевый сплав и титановый сплав. Следует отметить, что если поверхность ht слоя поверхностного покрытия, такого как слой 42h сохранения тепла, то есть поверхность, которая противостоит выступам 35 первого ролика 31 во время применения ультразвуковой вибрации, сохраняет форму дуги в поперечном сечении, перпендикулярном к валу, аналогичную форме поверхности 42t приложения вибрации, образованной концевой поверхностью 42m части 42c основного корпуса, и искривленную внутрь в направлении от вращающегося вала 31c, даже во время приложения давления к первому и второму листам 1 и 2, которые должны быть сплавлены друг с другом, поверхность ht слоя поверхностного покрытия может рассматриваться как поверхность 42t приложения вибрации.
[0030]
Ультразвуковая сплавляющая машина 41 крепится на подвижном основании 45, и зазор между поверхностью 42t приложения вибрации ультразвукового волновода 42 и концевыми поверхностями 35c выступов 35 первого ролика 31, а также давление, прикладываемое к наложенным друг на друга первому и второму листам 1 и 2, могут регулироваться путем перемещения положения подвижного основания 45 ближе или дальше от периферийной поверхности первого ролика 31.
Затем, когда давление прикладывается к первому и второму листам 1 и 2, которые должны быть сплавлены друг с другом, находясь между поверхностью 42t приложения вибрации ультразвукового волновода 42 ультразвуковой сплавляющей машины 41 и концевыми поверхностями 35c выступов 35 первого ролика 31, ультразвуковая вибрация применяется к первому и второму листам 1 и 2. В результате те части первого листа 1, которые располагаются на концевых поверхностях 35c выступов 35, сплавляются со вторым листом 2. Таким образом формируются сплавленные части 4, а также формируются сквозные отверстия 14, проходящие через оба листа 1 и 2, окруженные расплавленными частями.
[0031]
С помощью устройства 20 для производства композитного листа первого варианта осуществления, поскольку поверхность 42t приложения вибрации, которая имеет форму дуги в поперечном сечении, формируется на концевой части ультразвукового волновода 42, давление и ультразвуковая вибрация могут быть приложены к частям, например, к частям P1, P2 и P3, показанным на Фиг. 7 b), между передним концом Pa и задним концом Pb той части первого и второго листов 1 и 2, которая располагается на концевой поверхности 35c выступа 35 в направлении e перемещения листа, в течение относительно длительного периода времени по сравнению с тем случаем, в котором, как показано на Фиг. 7(b), концевая поверхность 42m ультразвукового волновода 42 является плоской, и форма концевых поверхностей 35c выступов 35 первого ролика 31 в поперечном сечении, перпендикулярном к валу, является формой дуги, которая искривляется в направлении наружу. По этой причине, даже когда предварительный нагрев первого листа 1 и второго листа 2 не выполняется, или степень предварительного нагрева уменьшается, те части первого и второго листов 1 и 2, которые находятся между поверхностью 42t приложения вибрации ультразвукового волновода 42 и концевыми поверхностями 35c выступов 35, могут быть эффективно расплавлены. Кроме того, поскольку поверхность 42t приложения вибрации, которая имеет форму дуги в поперечном сечении, перпендикулярном к валу, формируется на концевой части ультразвукового волновода 42, сдвигающая сила, прикладываемая к расплавленным частям первого и второго листов 1 и 2, увеличивается, так что сквозные отверстия 14 могут быть легко сформированы.
Благодаря этим эффектам, с помощью устройства 20 первого варианта осуществления сплавленные части 4, имеющие сквозные отверстия 14, могут быть эффективно сформированы в первом и втором листах 1 и 2 с использованием ультразвуковой сплавляющей машины 41. Кроме того, нет никакой необходимости в перемещении положения ультразвукового волновода 42 ультразвуковой сплавляющей машины в круговом направлении первого ролика 31 в соответствии с перемещением выступов 35, вызываемым вращением первого ролика 31.
Фиг. 7(a) показывает состояние, в котором область, соответствующая части P2, показанной на Фиг. 7(b), была расплавлена, и расплавленная смола переместилась вперед или назад, образуя сквозное отверстие 14.
[0032]
Кроме того, поскольку сплавленные части 4 и сквозные отверстия 14 формируются одновременно, конфигурация устройства и линии для производства композитного листа может быть упрощена. Кроме того, поскольку сплавленные части 4 и сквозные отверстия 14 формируются одновременно, если желательно сформировать сквозные отверстия 14 в фиксированных положениях относительно соответствующих сплавленных частей 4, это также может быть легко реализовано.
[0033]
Также предпочтительно, чтобы поверхность 42t приложения вибрации ультразвукового волновода 42 подвергалась обработке, увеличивающей трение, такой как накатка, с точки зрения еще более надежного формирования сквозных отверстий 14 в сплавленных частях 4.
Кроме того, в настоящем варианте осуществления зазор (длина зазора) между концевой поверхностью ультразвукового волновода 42 и концевыми поверхностями выступов 35 первого ролика 31 является одинаковым на переднем конце, заднем конце и в средней части между передним и задним концами каждого выступа 35 в направлении вращения первого ролика 31. Однако с точки зрения гладкого введения первого и второго листов 1 и 2 в блок ультразвуковой обработки также предпочтительна конфигурация, в которой в том состоянии, когда первый и второй листы 1 и 2 удерживаются на верхней концевой поверхности, зазор на переднем конце (с входной стороны, в которую вводятся первый и второй листы 1 и 2), который перемещается в область, противоположную концевой поверхности ультразвукового волновода 42 раньше, чем задний конец (с выходной стороны, где выходят первый и второй листы 1 и 2), больше, чем зазор на заднем конце.
[0034]
С точки зрения увеличения отрезка времени после того, как первый и второй листы 1 и 2 были помещены между концевой частью ультразвукового волновода 42 и выступами 35 первого ролика 31, и формированием сплавленных частей 4, предпочтительно, чтобы, как показано на Фиг. 6, поверхность 42t приложения вибрации, сформированная на концевой части ультразвукового волновода 42, была искривлена вдоль круговой траектории Ct концов выступов 35 первого ролика 31. В поперечном сечении, перпендикулярном к валу (см. Фиг. 6 и 7), радиус кривизны поверхности 42t приложения вибрации ультразвукового волновода 42 предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса d круговой траектории Ct.
[0035]
Кроме того, как показано на Фиг. 7, каждый из выступов 35 первого ролика 31 настоящего варианта осуществления имеет концевую поверхность 35c, чья форма в поперечном сечении, перпендикулярном к вращающемуся валу 31c первого ролика 31 является формой дуги, которая искривлена в направлении наружу от вращающегося вала 31c, и концевые поверхности 35c индивидуальных выступов 35 и вышеописанная поверхность 42t приложения вибрации искривлены в одном и том же направлении в поперечном сечении, перпендикулярном к валу.
[0036]
В поперечном сечении, перпендикулярном к валу (см. Фиг. 6 и 7), радиус кривизны поверхности 42t приложения вибрации ультразвукового волновода 42 предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса кривизны концевых поверхностей 35c выступов 35 первого ролика 31.
[0037]
Поверхность 42t приложения вибрации настоящего варианта осуществления имеет такую форму, что ее форма в поперечном сечении, перпендикулярном к валу является формой дуги, показанной на Фиг. 7(a), по всей области в направлении, параллельном к вращающемуся валу 31c первого ролика 31. Однако часть, имеющая другую форму профиля, может быть предусмотрена, например, в той области, которая не находится напротив выступов 35, в направлении, параллельном к вращающемуся валу 31c. Например, как показано на Фиг. 4, в том случае, когда зазор G обеспечивается между смежными колесами, составляющими первый ролик 31, плоская часть и т.п., которая не выступает из дугообразной поверхности 42t приложения вибрации, может быть предусмотрена в той области концевой поверхности ультразвукового волновода 42, которая находится напротив зазора G.
[0038]
Устройство 20 для производства композитного листа первого варианта осуществления включает в себя средство 6 предварительного нагрева, которое имеет нагреватель 61 и располагается внутри первого ролика 31. Более конкретно, устройство 20 для производства композитного листа первого варианта осуществления включает в себя средство нагрева, такое как нагреватель 61, расположенный внутри первого ролика 31, средство измерения температуры (не показано), способное измерять температуру листа до применения к нему ультразвуковой вибрации, и блок управления температурой (не показан), который управляет температурой нагревателя 61 на основе измеренных значений, получаемых средством измерения температуры. Температурой первого листа 1 непосредственно перед применением ультразвуковой вибрации можно точно управлять, управляя температурой, до которой периферийная поверхность первого ролика 31 нагревается нагревателем 61, на основе измеренных значений, получаемых средством измерения температуры.
В одном предпочтительном варианте осуществления нагреватель 61 является залитым в первый ролик 31 вдоль осевого направления первого ролика 31. Кроме того, множество нагревателей 61 располагаются вокруг вращающегося вала первого ролика 31 и около внешней периферийной части первого ролика 31, с интервалами в круговом направлении первого ролика 31. Температурой, до которой периферийная поверхность первого ролика 31 нагревается нагревателями 61, управляет непоказанный блок управления температурой. Во время работы устройства 20 для производства композитного листа температура первого листа 1, который вводится в часть 36 применения ультразвуковой вибрации, может поддерживаться в предопределенном диапазоне.
[0039]
Предпочтительно, чтобы средство 6 предварительного нагрева включало в себя нагревающее средство, которое нагревает объект путем внешнего применения тепловой энергии к объекту. Примером нагревающего средства является патронный нагреватель, в котором используется нагревательный провод, но нагревающее средство не ограничивается этим, и различные типы известных нагревающих средств могут использоваться без особых ограничений.
Ультразвуковая сплавляющая машина применяет ультразвуковую вибрацию к объектам, которые должны быть сплавлены друг с другом, заставляя тем самым объекты выделять тепло, плавиться и сплавляться друг с другом, и не включается в упоминаемые в настоящем документе нагревающие средства.
[0040]
В способе производства первого варианта осуществления настоящего изобретения, как показано на Фиг. 3, в то время как первый и второй ролики 31 и 32 вращаются в направлениях, обозначенных стрелками a, первый лист 1, подаваемый с рулона сырой ткани (не показан) вводится в зацепляющуюся часть 33 этих двух роликов 31 и 32, и деформируется в форму с выступами и углублениями (стадия формирования формы). Затем первый лист 1, который был деформирован в форму с выступами и углублениями, удерживается и передается на первом ролике 31, и второй лист 2, подаваемый с другого рулона сырой ткани (не показан), отличающегося от рулона первого листа 1, накладывается на транспортируемый первый лист 1 (стадия наложения). После этого наложенные друг на друга два листа 1 и 2 помещаются между поверхностью 42t приложения вибрации ультразвукового волновода 42 ультразвуковой сплавляющей машины и выступами 35 первого ролика 31, как показано на Фиг. 6, и ультразвуковая вибрация применяется к этим листам (стадия ультразвуковой обработки). В результате применения ультразвуковой вибрации на стадии ультразвуковой обработки формируются сквозные отверстия 14, а также формируются сплавленные части 4, имеющие сквозные отверстия 14.
[0041]
В способе производства первого варианта осуществления предпочтительно, чтобы перед применением ультразвуковой вибрации по меньшей мере один из первого листа 1 и второго листа 2 нагревался до температуры ниже температуры плавления листа не более, чем на 50°C. Другими словами, предпочтительно выполнять одну или обе из следующих стадий (1) и (2) перед применением ультразвуковой вибрации.
(1) Первый лист 1 нагревается до температуры ниже температуры плавления первого листа не более, чем на 50°C.
(2) Второй лист 2 нагревается до температуры ниже температуры плавления второго листа не более, чем на 50°C.
Предпочтительно первый лист 1 нагревается до температуры ниже температуры плавления первого листа не более, чем на 50°C, и второй лист 2 также нагревается до температуры ниже температуры плавления второго листа не более, чем на 50°C.
[0042]
В качестве способа нагревания первого листа 1 до температуры ниже температуры плавления первого листа 1 не более, чем на 50°C, например, температура первого листа 1 на первом ролике 31 измеряется между зацепляющейся частью 33 первого и второго роликов 31 и 32 и частью 36 применения ультразвуковой вибрации ультразвуковой сплавляющей машины, и температурой периферийной поверхности первого ролика 31 управляют таким образом, чтобы измеренные значения находились внутри вышеописанного конкретного диапазона. В качестве способа предварительного нагрева первого листа 1 до температуры внутри конкретного диапазона, различные другие способы могут использоваться вместо способа, в котором температурой периферийной поверхности первого ролика 31 управляет нагреватель, расположенный внутри первого ролика 31, так, чтобы температура первого листа 1 находилась внутри конкретного диапазона. Примеры этих других способов включают в себя: способ, в котором нагреватель, отверстие для подачи горячего воздуха или устройство для облучения в дальней инфракрасной области обеспечиваются около периферийной поверхности первого ролика 31, и температурой периферийной поверхности первого ролика 31 до или после наложения на него первого листа 1 управляют с использованием нагревателя, отверстия для подачи горячего воздуха или устройства для облучения в дальней инфракрасной области; способ, в котором второй ролик 32, который входит в контакт с первым листом 1 в зацепляющейся части 33, нагревается, и температурой первого листа 1 управляют путем регулирования температуры периферийной поверхности второго ролика 32; способ, в котором первый лист 1 перед его наложением на первый ролик 31 контактирует с горячим роликом, пропускается через пространство, в котором поддерживается высокая температура, или подвергается воздействию горячего воздуха; и т.п.
С другой стороны, в качестве способа нагревания второго листа 2 до температуры ниже температуры плавления второго листа не более, чем на 50°C, предпочтительно измерять температуру второго листа перед соединением второго листа с первым листом 1 с использованием средства измерения температуры, расположенного на пути транспортировки второго листа, и управлять средством нагрева второго листа (не показано), расположенным на пути транспортировки второго листа, таким образом, чтобы измеренные значения находились внутри вышеописанного конкретного диапазона. Средство нагрева второго листа может иметь контактный тип, который, например, приводит горячий ролик и т.п. в контакт со вторым листом, или может иметь бесконтактный тип, который, например, пропускает второй лист через пространство, в котором поддерживается высокая температура, применяет горячий воздух ко второму листу, или пропускает горячий воздух через второй лист, или облучает второй лист инфракрасным излучением.
[0043]
Температура плавления первого листа 1 и второго листа 2 измеряется в соответствии со следующим способом.
Измерение выполняется с использованием, например, дифференциального сканирующего калориметра (DSC) PYRIS Diamond DSC производства компании Perkin-Elmer. Температура плавления определяется по пиковому значению данных измерений. Если первый лист 1 или второй лист 2 является волокнистым листом, таким как нетканая ткань, и составляющее его волокно является композитным волокном, состоящим из множества компонентов, таким как волокно типа ядро-оболочка, «бок о бок» и т.п., температура плавления этого листа определяется следующим образом: самая низкая температура плавления из множества температур плавления, измеренных с использованием DSC, используется в качестве температуры плавления листа композитного волокна.
[0044]
В описанном выше способе производства композитного листа первого варианта осуществления первый и второй листы 1 и 2, уложенные друг на друга, помещаются между поверхностью 42t приложения вибрации ультразвукового волновода 42 ультразвуковой сплавляющей машины и выступами первого ролика 31 и подвергаются воздействию ультразвуковой вибрации, и таким образом формируются сплавленные части 4, имеющие сквозные отверстия 14. Предпочтительно в способе производства композитного листа первого варианта осуществления по меньшей мере один из первого и второго листов 1 и 2 предварительно нагревается до температуры внутри вышеописанного конкретного диапазона, при которой лист не плавится, а затем ультразвуковая вибрация применяется к этим двум листам 1 и 2, один или оба из которых находятся в предварительно нагретом состоянии. При этом предпочтительно регулировать условия применения ультразвуковой вибрации, например, длину волны и интенсивность ультразвуковой вибрации, давление, прикладываемое к этим двум листам 1 и 2, и т.п. так, чтобы ультразвуковая вибрация заставляла эти два листа 1 и 2 плавиться, формируя сплавленные части 4, а также формируя сквозные отверстия 14, проходящие через эти два листа 1 и 2 в таком состоянии, в котором сквозные отверстия 14 окружены расплавленными частями.
[0045]
С помощью способа производства композитного листа первого варианта осуществления, поскольку поверхность 42t приложения вибрации, имеющая дугообразное поперечное сечение, формируется на концевой части ультразвукового волновода 42, по сравнению со случаем, в котором, как показано на Фиг. 7(b), концевая поверхность 42m ультразвукового волновода 42 является плоской, а концевые поверхности 35c выступов 35 первого ролика 31 в поперечном сечении, перпендикулярном к валу, имеют форму дуги, искривленной в направлении наружу, давление и ультразвуковая вибрация могут прикладываться к частям, например, к частям P1, P2, и P3, показанным на Фиг. 7(b), между передним концом Pa и задним концом Pb в направлении e перемещения той части первого и второго листов 1 и 2, которая располагается на концевой поверхности 35c выступа 35, в течение относительно длительного периода времени. Следовательно, даже когда предварительный нагрев первого листа 1 и второго листа 2 не выполняется, или степень предварительного нагрева уменьшается, те части первого и второго листов 1 и 2, которые находятся между поверхностью 42t приложения вибрации ультразвукового волновода 42 и концевыми поверхностями 35c выступов 35, могут быть эффективно расплавлены. Кроме того, поскольку поверхность 42t приложения вибрации, которая имеет форму дуги в поперечном сечении, перпендикулярном к валу, формируется на концевой части ультразвукового волновода 42, сдвигающая сила, прикладываемая к расплавленным частям первого и второго листов 1 и 2, увеличивается.
Благодаря этим эффектам, способ производства композитного листа первого варианта осуществления позволяет эффективно формировать сплавленные части 4, имеющие сквозные отверстия 14, в первом и втором листах 1 и 2 с использованием ультразвуковой сплавляющей машины 41. Кроме того, нет никакой необходимости в перемещении положения ультразвукового волновода 42 ультразвуковой сплавляющей машины в круговом направлении первого ролика 31 в соответствии с перемещением выступов 35, вызываемым вращением первого ролика 31.
[0046]
Кроме того, поскольку сплавленные части 4 и сквозные отверстия 14 формируются одновременно, конфигурация устройства и линии для производства композитного листа может быть упрощена. Кроме того, поскольку сплавленные части 4 и сквозные отверстия 14 формируются одновременно, если желательно сформировать сквозные отверстия 14 в фиксированных положениях относительно сплавленных частей 4, это также может быть легко реализовано.
[0047]
С помощью способа производства композитного листа первого варианта осуществления по меньшей мере один из первого листа 1 и второго листа 2, или предпочтительно оба листа предварительного нагреваются до высокой температуре, при которой эти листы не плавятся, с использованием нагревающего средства, такого как нагреватель, а затем, в то время как давление прикладывается к этим двум листам между поверхностью 42t приложения вибрации ультразвукового волновода 42 ультразвуковой сплавляющей машины и выступами 35 первого ролика 31, ультразвуковая вибрация применяется к листам, формируя тем самым сплавленные части 4, имеющие сквозные отверстия 14. Таким образом, по сравнению со случаем, в котором оба листа 1 и 2 не предварительного нагреваются, сплавленные части 4, имеющие сквозные отверстия 14, могут быть сформированы еще более надежно. В дополнение к этому, проблемы, которые могут возникнуть, если оба листа 1 и 2 предварительно нагреть до температуры выше их температуры плавления, такие как, например, адгезия расплавленной смолы к транспортному средству или наматывание листов вокруг транспортировочного ролика, становятся маловероятными, и поэтому объем работ по техническому обслуживанию устройства является небольшим.
[0048]
Композитный лист 10, получаемый путем выполнения способа производства композитного листа первого варианта осуществления, имеет выступы и углубления, и, кроме того, имеет на дне углублений сплавленные части 4, имеющие сквозные отверстия 14. Следовательно, композитный лист 10 дает превосходное тактильное ощущение и обладает превосходной способностью предотвращать диффузию жидкости в направлении плоскости, а также имеет превосходную воздухопроницаемость и превосходную способность поглощать жидкость.
С учетом преимуществ вышеописанных свойств, композитный лист 10 может выгодно использоваться в качестве верхнего листа впитывающего изделия. Однако использование композитного листа 10 не ограничивается этим.
[0049]
С точки зрения еще более надежного достижения одного, двух или более из вышеописанных эффектов, предпочтительно, чтобы устройство и способ производства по настоящему изобретению имели следующие конфигурации.
(1) Первый лист 1 предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления первого листа 1 или выше, но ниже температуры плавления первого листа 1, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления первого листа 1 или выше, но не превышает температуру, которая на 5°C ниже температуры плавления первого листа 1.
(2) Второй лист 2 предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления второго листа 2 или выше, но ниже температуры плавления второго листа 2, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления второго листа 2 или выше, но не превышает температуру, которая на 5°C ниже температуры плавления второго листа 2.
[0050]
Температуры, до которых соответственно предварительного нагреваются первый лист 1 и второй лист 2, предпочтительно составляют 100°C или выше, более предпочтительно 130°C или выше с точки зрения легкости формирования сквозных отверстий 14, и предпочтительно составляют 150°C или ниже, более предпочтительно 145°C или ниже с точки зрения предотвращения адгезии к транспортирующему средству и предотвращения наматывания вокруг транспортирующего ролика.
[0051]
Кроме того, с точки зрения легкости формирования сплавленных частей 4 и сквозных отверстий 14, давление, прикладываемое к первому и второму листам 1 и 2 между концевой поверхностью ультразвукового волновода 42 и концевыми поверхностями 35c выступов 35 первого ролика 31, предпочтительно составляет 10 Н/мм или больше, более предпочтительно 15 Н/мм или больше, предпочтительно 30 Н/мм или меньше, более предпочтительно 25 Н/мм или меньше, и предпочтительно от 10 до 30 Н/мм, и более предпочтительно от 15 до 25 Н/мм.
Использующийся в настоящем документе термин «давление» относится к так называемой «линейной нагрузке», и обозначается значением (давление на единицу длины), получаемым путем деления давления (Н), прикладываемого ультразвуковым волноводом 42, на полную длину (исключая углубления первого ролика 31) ширины поверхности (в направлении X) выступов 35, которые находятся в контакте с ультразвуковым волноводом 42.
[0052]
Кроме того, с точки зрения легкости формирования сплавленных частей 4 и сквозных отверстий 14, частота применяемой ультразвуковой вибрации предпочтительно составляет 15 кГц или больше, более предпочтительно 20 кГц или больше, и предпочтительно 50 кГц или меньше, более предпочтительно 40 кГц или меньше, и предпочтительно от 15 до 50 кГц, и более предпочтительно от 20 до 40 кГц.
Способ измерения частоты
Смещение конца волновода измеряется с использованием лазерного измерителя смещения и т.п. Частота измеряется при установке частоты дискретизации 200 кГц или больше и точности 1 мкм или больше.
[0053]
Кроме того, с точки зрения легкости формирования сплавленных частей и сквозных отверстий амплитуда применяемой ультразвуковой вибрации предпочтительно составляет 20 мкм или больше, более предпочтительно 25 мкм или больше, и предпочтительно 50 мкм или меньше, более предпочтительно 40 мкм или меньше, и предпочтительно от 20 до 50 мкм, и более предпочтительно от 25 до 40 мкм.
Способ измерения амплитуды
Смещение конца волновода измеряется с использованием лазерного измерителя смещения и т.п. Амплитуда измеряется при установке частоты дискретизации 200 кГц или больше и точности 1 мкм или больше.
[0054]
Далее будут описаны второй и третий варианты осуществления устройства и способа производства композитного листа по настоящему изобретению.
В способе производства композитного листа второго варианта осуществления вышеописанный композитный лист 10 производится с использованием устройства для производства композитного листа второго варианта осуществления, соответствующая часть которого показана на Фиг. 8.
Устройство для производства композитного листа второго варианта осуществления отличается от вышеописанного устройства 20 для производства композитного листа только тем, что оно включает в себя нагревающее средство для ультразвукового волновода 42 ультразвуковой сплавляющей машины 41 вместо нагревателей 61 (средств предварительного нагрева), расположенных внутри первого ролика 31. Более конкретно, устройство для производства композитного листа второго варианта осуществления включает в себя нагреватель 62, присоединенный к ультразвуковому волноводу 42 в качестве нагревающего средства для ультразвукового волновода 42.
В способе производства композитного листа второго варианта осуществления температурой ультразвукового волновода 42, нагреваемого нагревателем 62, регулируется, и тем самым температура второго листа 2 непосредственно перед применением ультразвуковой вибрации устанавливается ниже температуры плавления листа 2, но не более, чем на 50°C ниже, и в этом состоянии ультразвуковая вибрация применяется к первому и второму листам 1 и 2, находящимся между ультразвуковым волноводом 42 ультразвуковой сплавляющей машины и выступами 35 первого ролика 31.
[0055]
В том случае, когда ультразвуковой волновод 42 нагревается нагревающим средством, таким как нагреватель 62, в состоянии применения ультразвуковой вибрации ультразвуковой сплавляющей машиной, первый и второй листы 1 и 2 выделяют тепло, затрудняя измерение температуры листа, нагретого средством предварительного нагрева. По этой причине при предварительном нагреве одного или обоих из первого и второго листов 1 и 2 посредством нагретого ультразвукового волновода 42 выполняется только нагрев в течение 30 мин без генерации ультразвуковой вибрации, затем температура концевой поверхности ультразвукового волновода 42 измеряется, и измеренное значение используется в качестве температуры листа, нагретого средством предварительного нагрева.
Что касается тех моментов второго варианта осуществления, которые не описаны, второй вариант осуществления аналогичен первому варианту осуществления, и описания первого варианта осуществления являются применимыми к таким моментам в соответствии с обстоятельствами.
[0056]
В соответствии со способом производства композитного листа третьего варианта осуществления вышеописанный композитный лист 10 производится с использованием устройства для производства композитного листа третьего варианта осуществления, соответствующая часть которого показана на Фиг. 9(а).
Устройство для производства композитного листа третьего варианта осуществления отличается от устройства 20 производства композитного листа только тем, что оно не включает в себя средство предварительного нагрева для нагрева по меньшей мере одного из первого листа и второго листа до предопределенной температуры перед применением ультразвуковой вибрации, но включает в себя ультразвуковой волновод 42, имеющий слой 42h сохранения тепла, предусмотренный на концевой части ультразвукового волновода 42.
В ультразвуковом волноводе 42, используемом в третьем варианте осуществления, как показано на Фиг. 9(a) и 9(b), слой 42h сохранения тепла формируется на поверхности 42t приложения вибрации, состоящей из концевой поверхности 42m части 42c основного тела, сделанной из металла, такого как алюминиевый сплав или титановый сплав, посредством соединительного слоя 42f, формируемого термонапылением. Кроме того, в ультразвуковом волноводе 42 поверхность 42t приложения вибрации, состоящая из концевой поверхности 42m части 42c основного тела, сделанной из металла, и поверхность ht, состоящая из слоя 42h сохранения тепла, имеют по существу одну и ту же трехмерную форму, и обе они имеют форму дуги в поперечном сечении, перпендикулярном к валу, искривленной внутрь в направлении от вращающегося вала 31c первого ролика 31. Соединительный слой 42f и слой 42h сохранения тепла настоящего варианта осуществления служат слоем поверхностного покрытия, которым покрывается поверхность 42t приложения вибрации. На Фиг. 9(a), круглая часть C2 представляет собой увеличенное поперечное сечение круглой части C1, перпендикулярное вращающемуся валу первого ролика.
[0057]
В способе производства третьего варианта осуществления, так же, как и в способе производства первого варианта осуществления, после того, как первый лист 1 вводится в зацепляющуюся часть 33 первого и второго роликов 31 и 32 и деформируется в форму с выступами и углублениями, первый лист 1, который был деформирован в форму с выступами и углублениями, удерживается на первом ролике 31 и передается к части 36 применения ультразвуковой вибрации, второй лист 2 накладывается на транспортируемый первый лист 1, затем в части 36 применения ультразвуковой вибрации наложенные друг на друга листы 1 и 2 помещаются между поверхностью 42t приложения вибрации ультразвукового волновода 42 ультразвуковой сплавляющей машины и выступами 35 первого ролика 31, и ультразвуковая вибрация применяется к этим листам.
[0058]
В способе производства третьего варианта осуществления сразу после начала работы устройства для производства композитного листа температура концевой части ультразвукового волновода 42, состоящего из слоя 42h сохранения тепла, не превышает температур плавления первого и второго листов 1 и 2, но по мере продолжения работы тепло первого и второго листов 1 и 2, которое образуется при применении ультразвуковой вибрации, сохраняется в слое 42h сохранения тепла, и, соответственно, температура слоя 42h сохранения тепла увеличивается до или выше температур плавления первого листа 1 и второго листа 2. Затем, в том состоянии, в котором температура слоя 42h сохранения тепла увеличилась до или выше температуры плавления первого листа 1 и второго листа 2, условия применения ультразвуковой вибрации, такие как, например, длина волны и интенсивность ультразвуковой вибрации, а также давление, прикладываемое к этим двум листам 1 и 2, регулируются таким образом, чтобы когда ультразвуковая вибрация применяется к листам 1 и 2, листы 1 и 2 плавились, и формировались сквозные отверстия 14, проходящие через оба листа 1 и 2, окруженные расплавленными частями. Таким образом могут быть надежно сформированы сплавленные части 4, имеющие сквозные отверстия 14. В дополнение к этому, такие проблемы, как адгезия расплавленной смолы, образуемой расплавившимися листами, к транспортному средству и наматывание листов вокруг транспортировочного ролика, становятся маловероятными, и поэтому объем работ по техническому обслуживанию устройства является небольшим.
[0059]
Кроме того, поскольку сплавленные части 4 и сквозные отверстия 14 формируются одновременно между ультразвуковым волноводом 42 ультразвуковой сплавляющей машины и выступами 35 первого ролика 31, не происходит никакого рассогласования между положениями сплавленных частей 4 и положениями сквозных отверстий 14.
[0060]
Слой 42h сохранения тепла делается из сохраняющего тепло материала 7, который является материалом, имеющим более низкую теплопроводность, чем по меньшей мере металл, формирующий ультразвуковой волновод 42.
Предпочтительно теплопроводность сохраняющего тепло материала 7, измеренная в соответствии с описываемым ниже способом, составляет 2,0 Вт/мК или меньше. С точки зрения уменьшения вероятности рассеивания тепла сохраняющим тепло материалом в ультразвуковой волновод или в атмосферу, теплопроводность сохраняющего тепло материала предпочтительно составляет 2,0 Вт/мК или меньше, и более предпочтительно 1,0 Вт/мК или меньше. Кроме того, с точки зрения эффективного нагрева листов теплопроводность сохраняющего тепло материала предпочтительно составляет 0,1 Вт/мК или больше, более предпочтительно 0,5 Вт/мК или больше, и предпочтительно от 0,1 до 2,0 Вт/мК, и более предпочтительно от 0,5 до 1,0 Вт/мК.
[0061]
Способ измерения удельной теплопроводности
Теплопроводность сохраняющего тепло материала 7 измеряется с использованием измерителя теплопроводности.
[0062]
В качестве сохраняющего тепло материала 7 предпочтительно используется термостойкий материал. Температура термостойкости сохраняющего тепло материала предпочтительно составляет 150°C или выше, более предпочтительно 200°C или выше, и еще более предпочтительно 250°C или выше. Нет никакого конкретного верхнего предела для температуры термостойкости, но она не превышает, например 1500°C.
[0063]
Предпочтительно сохраняющий тепло материал 7, который формирует слой 42h сохранения тепла, является синтетической смолой, обладающей превосходной износостойкостью и термостойкостью. Предпочтительно использовать синтетическую смолу еще и потому, что сама синтетическая смола способна выделять тепло при воздействии ультразвуковой вибрации.
С тех же самых точек зрения предпочтительно, чтобы слой 42h сохранения тепла был сделан из синтетической смолы, имеющей твердость по Роквеллу R120 - R140 включительно, и температуру термостойкости 150°C - 500°C включительно, такой как полиимид, полибензимидазол, полиэфирэфиркетон, полифениленсульфид, полиэфиримид и полиамидимид, и более предпочтительно этот слой делается из синтетической смолы, имеющей твердость по Роквеллу R125 - R140 включительно, и температуру термостойкости 280°C - 400°C включительно, такой как полиимид и полибензимидазол.
Здесь твердость по Роквеллу представляет собой значение, измеряемое в соответствии со стандартом ASTM D-785, а температура термостойкости представляет собой значение, измеряемое в соответствии со стандартом ASTM D-648.
[0064]
В ультразвуковом волноводе 42, показанном на Фиг. 9(a), после того, как соединительный слой 42f, который имеет зазоры 42e, проходящие от одной поверхности 42d соединительного слоя 42f до внутренней части соединительного слоя 42f, формируется термическим напылением на концевую поверхность 42m части 42c основного тела ультразвукового волновода 42, сделанного из металла, такого как алюминиевый сплав или титановый сплав, как показано на Фиг. 9(b), слой 42h сохранения тепла, сделанный из сохраняющего тепло материала 7, прикрепляется со стороны поверхности 42d соединительного слоя 42f, как показано на Фиг. 9(a). «Термическое напыление» относится к процессу формирования пленки покрытия на поверхности основного материала ускоряемыми частицами термонапыляемого материала, такого как металл или керамика, который был расплавлен или почти расплавлен в результате нагрева, позволяя тем самым этим частицам сталкиваться с поверхностью основного материала с высокой скоростью. Путем формирования слоя 42h сохранения тепла, сделанного из синтетической смолы, на концевой поверхности 42m части 42c основного тела ультразвукового волновода 42, сделанного из металла, такого как титановый сплав, посредством соединительного слоя 42f, формируемого термонапылением, можно легко достичь достаточной прочности фиксации, даже когда в качестве материала для формирования слоя 42h сохранения тепла используется синтетическая смола, такая как полиимид, который имеет превосходную износостойкость, теплостойкость и т.п., но вряд ли сможет достичь достаточной прочности фиксации при непосредственной фиксации. Следует отметить, что недостаточная прочность фиксации может вызывать проблемы, такие как отделение слоя 42h сохранения тепла, во время производства композитного листа 10.
[0065]
В качестве термонапыляемого материала для формирования соединительного слоя 42f без какого-либо конкретного ограничения может использоваться любой материал, который может быть термонапылен и может способствовать улучшению прочности фиксации слоя 42h сохранения тепла, сделанного из синтетической смолы. Однако, принимая во внимание превосходную способность связываться с частью 42c основного тела ультразвукового волновода 42, сделанного из металла, такого как титановый сплав, а также превосходную износостойкость и теплостойкость, предпочтительно использовать керамику, такую как карбид вольфрама, диоксид циркония и карбид хрома; сплавы, такие как алюминиево-магниевый сплав и цинк-алюминиевый сплав; металлы, такие как алюминий, нержавеющая сталь, титан и молибден; кермет, который является композиционным материалом, состоящим из металла и керамики; и т.п. С точки зрения формирования зазоров 42e, которые увеличивают прочность фиксации слоя 42h сохранения тепла, более предпочтительно использовать керамику, и это еще более предпочтительно использовать карбид вольфрама.
Кроме того, с точки зрения увеличения прочности фиксации слоя 42h сохранения тепла, сделанного из синтетической смолы, предпочтительно, чтобы материал для формирования соединительного слоя 42f имел более высокую температуру плавления, чем синтетическая смола, формирующая слой 42h сохранения тепла, сделанный из синтетической смолы, и чтобы зазоры 42e поддерживали свою форму во время формирования слоя 42h сохранения тепла.
[0066]
Примеры способа фиксации слоя 42h сохранения тепла, сделанного из синтетической смолы, к соединительному слою 42f включают в себя: способ, в котором соединительный слой 42f погружается в синтетическую смолу, которая была расплавлена путем нагрева; способ, в котором синтетическая смола, которая была расплавлена путем нагрева, наносится на соединительный слой 42f; и способ, в котором лист расплавленной синтетической смолы прижимается к соединительному слою 42f.
[0067]
Нет никакого конкретного ограничения на толщину Tf (см. Фиг. 9(a)) соединительного слоя 42f. Однако, например, толщина Tf предпочтительно составляет 10 мкм или больше, более предпочтительно 20 мкм или больше, предпочтительно 100 мкм или меньше, более предпочтительно 50 мкм или меньше, и предпочтительно от 10 до 100 мкм, и более предпочтительно от 20 до 50 мкм.
Нет никакого конкретного ограничения на толщину Th (см. Фиг. 9(a)) слоя 42h сохранения тепла, сделанного из синтетической смолы. Однако, например, толщина Th предпочтительно составляет 5 мкм или больше, более предпочтительно 10 мкм или больше, предпочтительно 100 мкм или меньше, более предпочтительно 50 мкм или меньше, и предпочтительно от 5 до 100 мкм, и более предпочтительно от 10 до 50 мкм.
Кроме того, отношение толщины Tf соединительного слоя 42f к сумме Tt толщины Tf и толщины Th слоя 42h сохранения тепла, сделанного из синтетической смолы, предпочтительно составляет 30% или больше, более предпочтительно 50% или больше, предпочтительно 85% или меньше, более предпочтительно 75% или меньше, и предпочтительно от 30% до 85%, и более предпочтительно от 50% до 75% с точки зрения предотвращения помех ультразвуковой вибрации и тепловыделению при сохранении прочности фиксации синтетической смолы.
[0068]
Как и в третьем варианте осуществления, даже когда устройство для производства композитного листа включает в себя слой 42h сохранения тепла, сделанный из синтетической смолы, на концевой части ультразвукового волновода 42, устройство может также иметь средство 6 предварительного нагрева устройства для производства композитного листа первого варианта осуществления, или нагревающее средство для ультразвукового волновода 42 устройства для производства композитного листа второго варианта осуществления.
[0069]
Далее будет описан четвертый вариант осуществления устройства и способа производства композитного листа по настоящему изобретению. Четвертый вариант осуществления представляет собой вариацию вариантов осуществления с первого по третий, и может использовать подобные им конфигурации, включая предпочтительные конфигурации, при условии отсутствия согласованности.
В способе производства композитного листа четвертого варианта осуществления композитный лист 10A, подобный вышеописанному композитному листу 10, формируется с использованием устройства для производства композитного листа четвертого варианта осуществления, показанного на Фиг. 10.
Блок 30A формирования выступов и углублений четвертого варианта осуществления деформирует первый лист 1 в форму с выступами и углублениями, используя выступы и углубления первого ролика 31, перед тем, как второй лист 2 будет наложен на первый лист 1.
[0070]
Как и в случае с первым вариантом осуществления, устройство 20 для производства четвертого варианта осуществления имеет блок 30A формирования выступов и углублений, который деформирует первый лист 1 в форму с выступами и углублениями, используя выступы и углубления первого ролика 31, перед тем, как второй лист 2 будет наложен на первый лист. Однако, как показано на Фиг. 10, блок 30A формирования выступов и углублений имеет конфигурацию, отличающуюся от блока 30A формирования выступов и углублений первого варианта осуществления. Блок 30A формирования выступов и углублений четвертого варианта осуществления не имеет второго ролика 32, и деформирует первый лист 1 в форму с выступами и углублениями путем расположения первого листа 1 вдоль формы с выступами и углублениями периферийной поверхности первого ролика 31 за счет всасывания со стороны первого ролика 31. Примером способа притягивания первого листа 1 к первому ролику 31 всасыванием является описанный выше способ в первом варианте осуществления, в котором всасывающие отверстия 34 и источник всасывания (не показан) предусматриваются внутри первого ролика 31.
[0071]
В устройстве 20 четвертого варианта осуществления высота Н выступов 5, сформированных на первом листе 1, может регулироваться к желаемой высоте путем регулирования силы всасывания во всасывающих отверстиях 34. В частности, высота Н выступов 5 может быть увеличена путем увеличения силы всасывания во всасывающих отверстиях 34, и высота Н выступов 5 может быть уменьшена путем уменьшения силы всасывания во всасывающих отверстиях 34.
[0072]
В способе производства четвертого варианта осуществления, как показано на Фиг. 10, на стадии формирования формы с выступами и углублениями первый лист 1, подаваемый с рулона сырой ткани (не показан) притягивается всасыванием через всасывающие отверстия 34 первого ролика 1, первый лист 1 тем самым деформируется, чтобы соответствовать форме с выступами и углублениями периферийной поверхности первого ролика 31, и таким образом первый лист 1 формируется в форму, которая соответствует выступам и углублениям первого ролика 31. После этого стадия наложения и стадия ультразвуковой обработки выполняются аналогично способам производства вариантов осуществления с первого по третий, и таким образом производится композитный лист 10A.
[0073]
Следует отметить, что в устройстве 20 и в способе производства четвертого варианта осуществления блок 30A формирования выступов и углублений не нуждается в средстве всасывания. Например, вместо средства всасывания может использоваться конфигурация, в которой поток воздуха и т.п. направляется к первому листу 1 с той стороны первого листа 1, которая противоположна первому ролику 31, и первый лист 1 тем самым прижимается к периферийной поверхности первого ролика 31.
[0074]
Далее будет описан пятый вариант осуществления устройства и способа производства композитного листа по настоящему изобретению. Пятый вариант осуществления представляет собой вариацию вариантов осуществления с первого по четвертый, и для тех моментов пятого варианта осуществления, которые не описываются конкретно, могут использоваться конфигурации, подобные вариантам осуществления с первого по четвертый.
В способе производства композитного листа пятого варианта осуществления плоский композитный лист 10B, у которого нет никаких выступов и углублений, производится с использованием устройства для производства композитного листа пятого варианта осуществления, показанного на Фиг. 11.
В отличие от устройства 20 первого варианта осуществления, устройство пятого варианта осуществления не имеет блока 30 формирования выступов и углублений.
[0075]
В отличие от вышеописанного композитного листа 10, композитный лист 10B, производимый с использованием устройства 20B и способа производства пятого варианта осуществления, является листом без выступов и углублений. В частности, в композитном листе 10B никакие выступы 5 не формируются на первом листе 1, и первый лист 1 не имеет формы с выступами и углублениями.
[0076]
В отличие от способа производства первого варианта осуществления, в способе производства пятого варианта осуществления стадия наложения выполняется без выполнения стадии формирования формы с выступами и углублениями. В частности, как показано на Фиг. 11, на стадии наложения первый лист 1, который не был сформирован в форму с выступами и углублениями, и второй лист 2 накладываются друг на друга. После этого стадия ультразвуковой обработки выполняется аналогично вариантам осуществления с первого по третий, и производится плоский композитный лист 10B, в котором первый лист 1, не имеющий формы с выступами и углублениями, и второй лист 2 частично сплавляются друг с другом в сплавленных частях 4.
[0077]
Предпочтительно, чтобы композитный лист, производимый с использованием устройства или способа производства настоящего изобретения, имел следующие конфигурации.
В композитных листах 10 и 10A, которые имеют выступы 5 и сплавленные части 4, высота Н (см. Фиг. 1) выступов 5 предпочтительно составляет 1-10 мм, и более предпочтительно 3-6 мм. Количество выступов 5 на единицу площади (1 см2) композитного листа 10 предпочтительно составляет 1-20, и более предпочтительно 6-15. Длина А (см. Фиг. 1) частей дна выступов 5 в направлении X предпочтительно составляет 0,5-5,0 мм, и более предпочтительно 1,0-4,0 мм. Длина В (см. Фиг. 1) частей дна выступов 5 в направлении Y предпочтительно составляет 1,0-10 мм, и более предпочтительно 2,0-7,0 мм. Отношение (длина А частей дна:длина B частей дна) длины А частей дна в направлении X к длине B частей дна в направлении Y предпочтительно составляет 1:1-1:10, и более предпочтительно 1:2-2:5. Площадь (длина А частей дна × длина B частей дна) каждой части дна выступов 5 предпочтительно составляет 0,5-50 мм2, и более предпочтительно 2-20 мм2.
[0078]
Длина C (см. Фиг. 1) сплавленных частей 4 композитных листов 10, 10A и 10B в направлении X предпочтительно составляет 0,5-2 мм, более предпочтительно 0,8-1,5 мм, а длина D (см. Фиг. 1) сплавленных частей 4 в направлении Y предпочтительно составляет 1,0-5,0 мм, более предпочтительно 1,2-3,0 мм. Отношение (длина C:длина D) длины C в направлении X к длине D в направлении Y предпочтительно составляет 1:1-1:3, и более предпочтительно 2:3-2:5.
[0079]
Площадь областей внутри внешних периферий соответствующих сплавленных частей 4 композитных листов 10, 10A и 10B предпочтительно составляет 0,5 мм2 или больше, более предпочтительно 1,0 мм2 или больше, предпочтительно 5,0 мм2 или меньше, более предпочтительно 4,0 мм2 или меньше, и предпочтительно от 0,5 до 5,0 мм2, и более предпочтительно от 1,0 до 4,0 мм2. Площадь областей внутри внешних периферий соответствующих сплавленных частей 4 содержит площадь сквозных отверстий 14.
Площадь сквозных отверстий 14 композитных листов 10, 10A и 10B предпочтительно составляет 50% или больше, более предпочтительно 80% или больше, предпочтительно меньше чем 100%, более предпочтительно 95% или меньше, и предпочтительно 50% или больше и меньше чем 100%, более предпочтительно от 80% до 95% относительно площади областей внутри внешних периферий сплавленных частей 4.
[0080]
Композитный лист, производимый с использованием устройства или способа производства настоящего изобретения, выгодно используется в качестве, например, верхнего листа впитывающего изделия, такого как одноразовый подгузник, санитарная салфетка, ежедневная прокладка или урологическая прокладка.
[0081]
Кроме того, этот композитный лист также можно использовать для других целей, кроме верхнего листа впитывающего изделия.
Например, композитный лист может использоваться в качестве листа для впитывающего изделия, такого как лист, расположенный между верхним листом и впитывающим элементом, или лист для формирования трехмерных складок (плотной манжеты) (в частности лист для формирования внутренней стороны складок). Кроме того, что касается других применений, помимо впитывающего изделия композитный лист также можно использовать в качестве чистящего листа, в частности, чистящего листа, в основном используемого для впитывания жидкости, косметического листа для людей и т.п. В том случае, когда композитный лист используется в качестве чистящего листа, выступы композитного листа могут следовать за негладкой поверхностью, подлежащей очистке, и поэтому предпочтительно использовать композитный лист так, чтобы его сторона первого листа была обращена к очищаемой поверхности. В том случае, когда композитный лист используется в качестве косметического листа, выступы композитного листа могут следовать за кожей пользователя, обеспечивая эффект массажа и поглощая избыток косметического агента (используемого отдельно) или пота, и поэтому предпочтительно использовать композитный лист так, чтобы его сторона первого листа была обращена к коже.
[0082]
Характеристики вышеописанного композитного листа 10B, такие как, например, проницаемость для жидкости и твердость, могут быть отрегулированы до требуемых значений путем управления рисунком расположения сплавленных частей 4, процентом площади сплавленных частей 4 на единицу площади композитного листа 10B и т.п.
[0083]
Способ и устройство для производства композитного листа по настоящему изобретению не ограничиваются вышеописанными вариантами осуществления, и в них могут быть сделаны изменения сообразно обстоятельствам.
Например, хотя вышеописанный композитный лист 10 имеет множество сплавленных частей 4, в которых первый лист 1 и второй лист 2 сплавляются друг с другом, в каждом из первого направления (направления X) и второго направления (направления Y), которое перпендикулярно первому направлению, композитный лист, производимый в соответствии с настоящим изобретением, может иметь множество сплавленных частей 4 в каждом из первого направления X и второго направления Y, которые пересекают друг друга под углом, отличающимся от 90 градусов, например, под углом 30-150 градусов включительно, или под углом 45-135 градусов включительно.
[0084]
Кроме того, хотя вышеописанный композитный лист 10 имеет одну сплавленную часть в каждом углублении, композитный лист, производимый в соответствии с настоящим изобретением, может включать в себя множество сплавленных частей в одном углублении. Кроме того, хотя выступ 5 композитного листа 10 имеют форму усеченной четырехугольной пирамиды, выступы 5 могут иметь полусферическую форму и т.п. Кроме того, степень смещения выступов 5 или сплавленных частей 4 в смежных рядах друг относительно друга в направлении X может составлять одну треть, одну четвертую и т.п. вместо половины шага, и кроме того, направление смещения не обязательно должно быть направлением X.
Кроме того, сплавленные части и сквозные отверстия на виде сверху могут иметь форму эллипса, круга, многоугольника (квадрата, прямоугольника, треугольника, ромба и т.п.) с закругленными углами и т.п.
[0085]
Кроме того, производимый композитный лист 10 может быть композитным листом, в котором выступы и сплавленные части формируются в форме, показанной на Фиг. 4 и 5 патентного документа JP 2016-116582A, или может быть композитным листом, в котором выступы и сплавленные части формируются в форме, показанной на Фиг. 3 патентного документа JP 2016-116583A. Кроме того, вместо формирования всех сплавленных частей, которые присутствуют в композитном листе в качестве сплавленных частей, имеющих сквозные отверстия, также возможно сформировать по меньшей мере одну, но не все сплавленные части, которые присутствуют в композитном листе, как сплавленную часть, имеющую сквозное отверстие. Например, может использоваться конфигурация, в которой в центральной области непрерывного композитного листа в направлении его ширины один или оба из первого и второго листов предварительного нагреваются, и формируются сплавленные части, имеющие сквозные отверстия, тогда как в боковых областях на противоположных сторонах от центральной области в направлении ширины оба из первого и второго листов не предварительного нагреваются, и формируются сплавленные части, не имеющие сквозных отверстий.
[0086]
Кроме того, в каждом из вышеописанных вариантов осуществления первый ролик 31, принадлежащий блоку формирования выступов и углублений, и первый ролик 31, принадлежащий блоку ультразвуковой обработки, или первый ролик 31, используемый на стадии формирования формы, и первый ролик 31, используемый на стадии ультразвуковой обработки, являются одинаковыми, что является предпочтительным с точки зрения, например, предотвращения рассогласования между положениями сплавленных частей 4 и положениями сквозных отверстий 14. Однако также возможно, чтобы после того, как первый лист 1, который был деформирован в форму с выступами и углублениями между первым роликом 31 и вторым роликом 32, передается на другой ролик с выступами и углублениями, имеющий конфигурацию, аналогичную первому ролику 31, второй лист 2 укладывался на первый лист 1, уложенные друг на друга листы 1 и 2 помещались между поверхностью приложения вибрации ультразвукового волновода и выступами другого ролика с выступами и углублениями, и ультразвуковая вибрация применялась к этим листам. В этом случае другой ролик с выступами и углублениями также рассматривается как первый ролик.
[0087]
Что касается вышеприведенных вариантов осуществления настоящего изобретения, далее будут раскрыты следующие устройства для производства композитного листа и способы производства композитного листа.
<1> Устройство для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором сквозные отверстия формируются в этих сплавленных частях,
содержащее: блок ультразвуковой обработки, включающий ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом; и первый ролик, имеющий выступы и углубления на своей периферийной поверхности,
в котором блок ультразвуковой обработки выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, при помещении первого листа и второго листа между ультразвуковым волноводом и выступами первого ролика и применении ультразвуковой вибрации к этим листам, и
на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
<2> Устройство для производства композитного листа по пункту <1>,
в котором в композитном листе по меньшей мере одна из частей первого листа, отличающихся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу,
причем это устройство включает в себя блок формирования выступов и углублений, который выполнен с возможностью деформировать первый лист перед тем, как на него будет наложен второй лист, в форму с выступами и углублениями, используя выступы и углубления первого ролика, и
блок ультразвуковой обработки выполнен с возможностью применять ультразвуковую вибрацию к первому листу и второму листу после того, как второй лист будет наложен на первый лист, который был деформирован в форму с выступами и углублениями.
<3> Устройство для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором по меньшей мере одна из частей первого листа, отличающаяся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу, и в котором сквозные отверстия формируются в этих сплавленных частях,
содержащее:
блок формирования выступов и углублений, имеющий первый ролик и второй ролик, которые имеют зацепляющиеся выступы и углубления на их периферийных поверхностях и выполнены с возможностью деформировать первый лист, вводимый в зацепляющуюся часть этих двух роликов, в форму с выступами и углублениями; и
блок ультразвуковой обработки, который содержит ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом, и выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, путем наложения второго листа на первый лист, который был деформирован в форму с выступами и углублениями, помещения этих двух листов между ультразвуковым волноводом и выступами первого ролика и применения к этим листам ультразвуковой вибрации,
причем на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
<4> Устройство для производства композитного листа по любому из пунктов <1> - <3>,
в котором поверхность приложения вибрации искривлена так, чтобы следовать круговой траектории концов выступов первого ролика.
<5> Устройство для производства композитного листа по любому из пунктов <1> - <4>,
в котором выступы первого ролика имеют концевые поверхности, которые имеют форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, эта форма дуги является искривленной наружу от вращающегося вала, и радиус кривизны поверхности приложения вибрации составляет от 100% до 200% относительно радиуса кривизны концевых поверхностей выступов первого ролика.
<6> Устройство для производства композитного листа по любому из пунктов <1> - <5>,
в котором, в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, радиус кривизны поверхности приложения вибрации ультразвукового волновода предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса круговой траектории концов выступов первого ролика.
<7> Устройство для производства композитного листа по любому из пунктов <1> - <6>,
в котором, в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, радиус кривизны поверхности приложения вибрации ультразвукового волновода предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса кривизны дугообразных концевых поверхностей выступов первого ролика.
<8> Устройство для производства композитного листа по любому из пунктов <1> - <7>, включающее в себя:
средство предварительного нагрева, выполненное с возможностью предварительного нагрева по меньшей мере одного из первого листа а и второго листа перед применением к листам ультразвуковой вибрации.
<9> Устройство для производства композитного листа по пункту <8>,
в котором первый лист предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления первого листа или выше, но ниже температуры плавления первого листа, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления первого листа или выше, но не превышает температуру, которая на 5°C ниже температуры плавления первого листа.
<10> Устройство для производства композитного листа по пункту <8> или <9>,
в котором второй лист предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления второго листа или выше, но ниже температуры плавления второго листа, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления второго листа или выше, но не превышает температуру, которая на 5°C ниже температуры плавления второго листа.
<11> Устройство для производства композитного листа по любому из пунктов <1> - <10>,
в котором слой сохранения тепла располагается на концевой части ультразвукового волновода.
[0088]
<12> Устройство для производства композитного листа по пункту <11>,
в котором слой сохранения тепла сделан из синтетической смолы, обладающей термостойкостью и износостойкостью.
<13> Устройство для производства композитного листа по пункту <11> или <12>,
в котором слой сохранения тепла крепится к концевой поверхности сделанной из металла части основного корпуса ультразвукового волновода посредством соединительного слоя, формируемого термонапылением.
<14> Устройство для производства композитного листа по пункту <13>,
в котором соединительный слой имеет зазор, простирающийся от одной поверхности соединительного слоя до внутренности соединительного слоя.
<15> Устройство для производства композитного листа по пункту <13> или <14>,
в котором соединительный слой имеет толщину предпочтительно 10 мкм или больше, более предпочтительно 20 мкм или больше, предпочтительно 100 мкм или меньше, более предпочтительно 50 мкм или меньше, и предпочтительно от 10 до 100 мкм, более предпочтительно от 20 до 50 мкм.
<16> Устройство для производства композитного листа по любому из пунктов <11> - <15>,
в котором поверхность приложения вибрации ультразвукового волновода и поверхность слоя сохранения тепла имеют форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
<17> Устройство для производства композитного листа по любому из пунктов <11> - <16>,
в котором слой сохранения тепла делается из сохраняющего тепло материала, имеющего более низкую теплопроводность, чем по меньшей мере металл, формирующий ультразвуковой волновод, и теплопроводность сохраняющего тепло материала предпочтительно составляет 2,0 Вт/мК или меньше, более предпочтительно 1,0 Вт/мК или меньше, и предпочтительно 0,1 Вт/мК или больше, более предпочтительно 0,5 Вт/мК или больше.
<18> Устройство для производства композитного листа по пункту <17>,
в котором сохраняющий тепло материал является термостойким при температуре предпочтительно 150°C или выше, более предпочтительно 200°C или выше, и еще более предпочтительно 250°C или выше, и предпочтительно 1500°C или ниже.
<19> Устройство для производства композитного листа по любому из пунктов <11> - <18>,
в котором слой сохранения тепла предпочтительно делается из синтетической смолы, которая имеет твердость по Роквеллу R120 - R140 включительно и является термостойкой при температуре 150°C - 500°C включительно, и более предпочтительно делается из синтетической смолы, которая имеет твердость по Роквеллу R125 - R140 включительно и является термостойкой при температуре 280°C - 400°C включительно.
<20> Устройство для производства композитного листа по любому из пунктов <11> - <19>,
в котором слой сохранения тепла предпочтительно делается из синтетической смолы, выбираемой из полиимида, полибензимидазола, полиэфирэфиркетона, полифениленсульфида, полиэфиримида и полиамидимида, и более предпочтительно делается из синтетической смолы, выбираемой из полиимида и полибензимидазола.
<21> Способ производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором сквозные отверстия формируются в этих сплавленных частях,
содержащий:
стадию наложения при удерживании и транспортировке первого листа на первый ролик, имеющий выступы и углубления на своей периферийной поверхности, и наложения второго листа на транспортируемый первый лист; и
стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и применении ультразвуковой вибрации к этим листам,
причем на стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем применения ультразвуковой вибрации с использованием ультразвукового волновода, в котором поверхность приложения вибрации на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
<22> Способ производства композитного листа по пункту <21>,
в котором в композитном листе по меньшей мере одна из частей первого листа, отличающихся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу,
причем этот способ включает в себя стадию формирования формы, заключающуюся в деформировании первого листа перед тем, как на него будет наложен второй лист, в форму с выступами и углублениями, используя выступы и углубления первого ролика, и
причем на стадии наложения второй лист накладывается на первый лист, который был деформирован в форму с выступами и углублениями.
<23> Способ производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором по меньшей мере одна из частей первого листа, отличающаяся от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу, и в котором сквозные отверстия формируются в этих сплавленных частях,
содержащий:
стадию формирования формы, заключающуюся в деформировании первого листа в форму с выступами и углублениями путем вращения первого ролика и второго ролика, которые имеют зацепляющиеся выступы и углубления на их периферийных поверхностях, и введения первого листа в зацепляющуюся часть этих двух роликов;
стадию наложения при удерживании и транспортировке первого листа, который был деформирован в форму с выступами и углублениями на первом ролике, второго листа на транспортируемый первый лист; и
стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и применении ультразвуковой вибрации к этим листам,
причем на стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем применения ультразвуковой вибрации с использованием ультразвукового волновода, в котором поверхность приложения вибрации на концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
[0089]
<24> Способ производства композитного листа по любому из пунктов <21> - <23>,
в котором поверхность приложения вибрации искривлена так, чтобы следовать круговой траектории концов выступов первого ролика.
<25> Способ производства композитного листа по любому из пунктов <21> - <24>,
в котором выступы первого ролика имеют концевые поверхности, которые имеют форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, эта форма дуги является искривленной наружу от вращающегося вала, и радиус кривизны поверхности приложения вибрации составляет от 100% до 200% относительно радиуса кривизны концевых поверхностей выступов первого ролика.
<26> Способ производства композитного листа по любому из пунктов <21> - <25>,
в котором, в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, радиус кривизны поверхности приложения вибрации ультразвукового волновода предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса круговой траектории концов выступов первого ролика.
<27> Способ производства композитного листа по любому из пунктов <21> - <26>,
в котором, в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, радиус кривизны поверхности приложения вибрации ультразвукового волновода предпочтительно составляет 100% или больше и предпочтительно 500% или меньше, более предпочтительно 200% или меньше, и предпочтительно от 100% до 500%, более предпочтительно от 100% до 200% относительно радиуса кривизны дугообразных концевых поверхностей выступов первого ролика.
<28> Способ производства композитного листа по любому из пунктов <21> - <27>,
в котором по меньшей мере один из первого листа и второго листа предварительно нагревается перед применением к ним ультразвуковой вибрации.
<29> Способ производства композитного листа по пункту <28>,
в котором первый лист предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления первого листа или выше, но ниже температуры плавления первого листа, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления первого листа или выше, но не превышает температуру, которая на 5°C ниже температуры плавления первого листа.
<30> Способ для производства композитного листа по пункту <28> или <29>,
в котором второй лист предпочтительно предварительно нагревается до температуры, которая на 50°C ниже температуры плавления второго листа или выше, но ниже температуры плавления второго листа, и более предпочтительно предварительно нагревается до температуры, которая на 20°C ниже температуры плавления второго листа или выше, но не превышает температуру, которая на 5°C ниже температуры плавления второго листа.
<31> Способ производства композитного листа по любому из пунктов <21> - <30>,
в котором слой сохранения тепла располагается на концевой части ультразвукового волновода, и
на стадии ультразвуковой обработки тепло первого листа и второго листа, которое образуется при применении ультразвуковой вибрации, сохраняется в слое сохранения тепла для увеличения его температуры до температуры плавления первого листа и второго листа или выше.
<32> Способ производства композитного листа по пункту <31>,
в котором слой сохранения тепла, расположенный на концевой части ультразвукового волновода, делается из синтетической смолы, обладающей термостойкостью и износостойкостью.
<33> Способ для производства композитного листа по пункту <31> или <32>,
в котором слой сохранения тепла крепится к концевой поверхности сделанной из металла части основного корпуса ультразвукового волновода посредством соединительного слоя, формируемого термонапылением.
[0090]
<34> Способ производства композитного листа по пункту <33>,
в котором соединительный слой имеет зазор, простирающийся от одной поверхности соединительного слоя до внутренности соединительного слоя.
<35> Способ для производства композитного листа по пункту <33> или <34>,
в котором соединительный слой имеет толщину предпочтительно 10 мкм или больше, более предпочтительно 20 мкм или больше, предпочтительно 100 мкм или меньше, более предпочтительно 50 мкм или меньше, и предпочтительно от 10 до 100 мкм, более предпочтительно от 20 до 50 мкм.
<36> Способ производства композитного листа по любому из пунктов <31> - <35>,
в котором поверхность приложения вибрации ультразвукового волновода и поверхность слоя сохранения тепла имеют форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
<37> Способ производства композитного листа по любому из пунктов <31> - <36>,
в котором слой сохранения тепла делается из сохраняющего тепло материала, имеющего более низкую теплопроводность, чем по меньшей мере металл, формирующий ультразвуковой волновод, и теплопроводность сохраняющего тепло материала предпочтительно составляет 2,0 Вт/мК или меньше, более предпочтительно 1,0 Вт/мК или меньше, и предпочтительно 0,1 Вт/мК или больше, более предпочтительно 0,5 Вт/мК или больше.
<38> Способ производства композитного листа по пункту <37>,
в котором сохраняющий тепло материал является термостойким при температуре предпочтительно 150°C или выше, более предпочтительно 200°C или выше, и еще более предпочтительно 250°C или выше, и предпочтительно 1500°C или ниже.
<39> Способ производства композитного листа по любому из пунктов <31> - <38>,
в котором слой сохранения тепла предпочтительно делается из синтетической смолы, которая имеет твердость по Роквеллу R120 - R140 включительно и является термостойкой при температуре 150°C - 500°C включительно, и более предпочтительно делается из синтетической смолы, которая имеет твердость по Роквеллу R125 - R140 включительно и является термостойкой при температуре 280°C - 400°C включительно.
<40> Способ производства композитного листа по любому из пунктов <31> - <39>,
в котором слой сохранения тепла предпочтительно делается из синтетической смолы, выбираемой из полиимида, полибензимидазола, полиэфирэфиркетона, полифениленсульфида, полиэфиримида и полиамидимида, и более предпочтительно делается из синтетической смолы, выбираемой из полиимида и полибензимидазола.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0091]
С помощью устройства для производства композитного листа по настоящему изобретению может быть эффективно изготовлен композитный лист, который включает сплавленные части, имеющие сквозные отверстия, а объем работ по техническому обслуживанию устройства может быть сделан низким.
С помощью способа производства композитного листа по настоящему изобретению может быть эффективно произведен композитный лист, который включает в себя сплавленные части, имеющие сквозные отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЛИСТОВ | 2017 |
|
RU2756467C2 |
| ПОВЕРХНОСТНЫЙ ЛИСТ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С ДАННЫМ ЛИСТОМ | 2021 |
|
RU2836452C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2836382C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОГО ЛИСТА | 2013 |
|
RU2635153C2 |
| ЗАПЕЧАТАННЫЙ КОРПУС УПАКОВКИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2565272C2 |
| КОМПОЗИТНЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2609190C2 |
| УПАКОВКА КОМПОЗИТНОГО ЖИДКОГО СРЕДСТВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ НАБОР ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОЙ ЖИДКОЙ КОМПОЗИЦИИ С ПРИМЕНЕНИЕМ УПАКОВКИ КОМПОЗИТНОГО ЖИДКОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2772399C1 |
| ТРЕХМЕРНЫЙ ЛИСТ | 2014 |
|
RU2624300C1 |
| КОМПОЗИТНЫЙ ЛИСТ | 2008 |
|
RU2466872C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННЫХ ЛИСТОВ | 2013 |
|
RU2624293C2 |
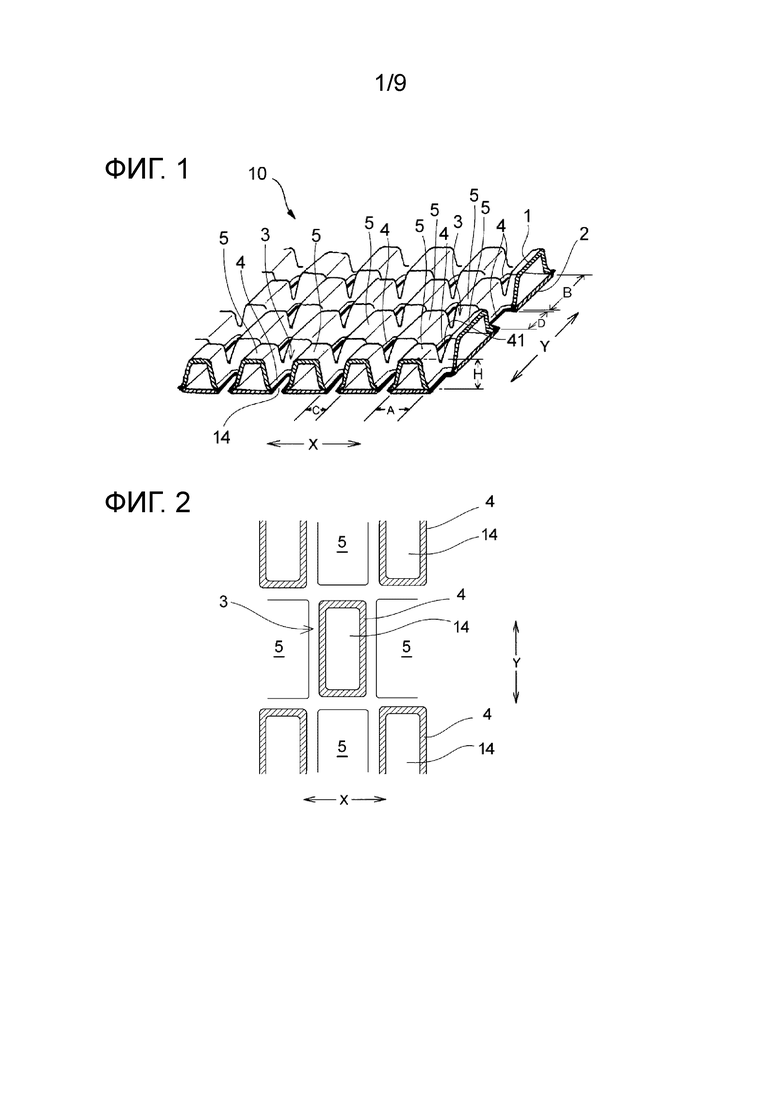
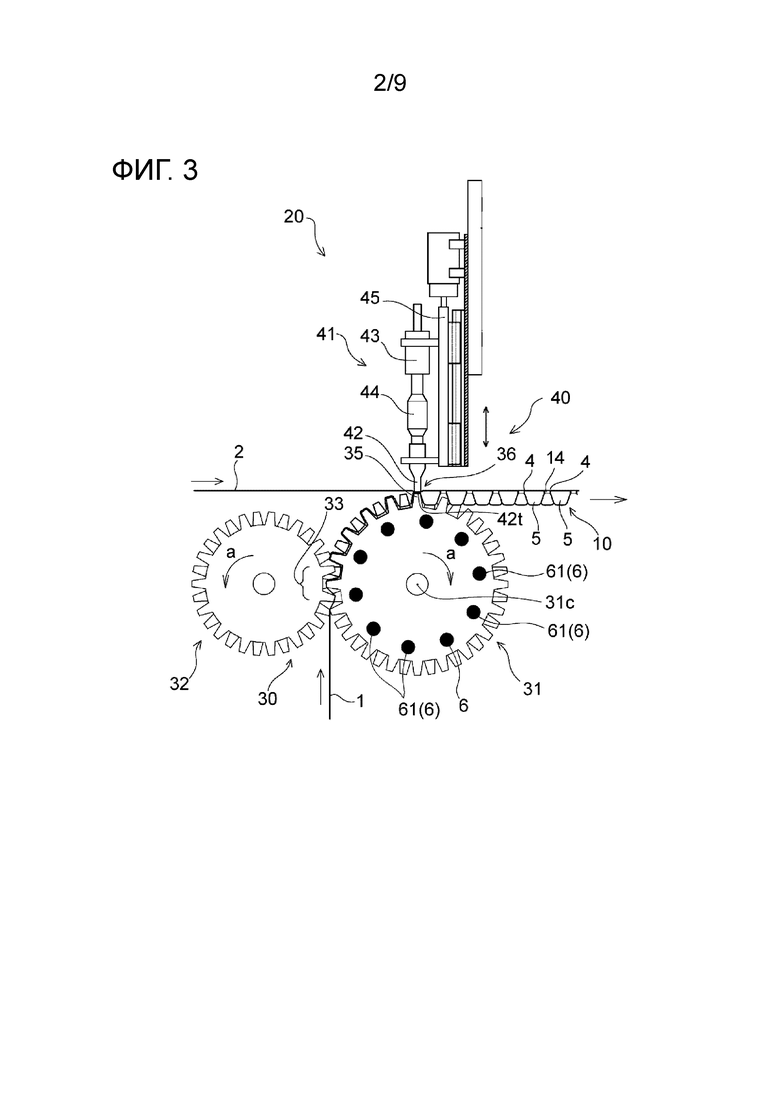
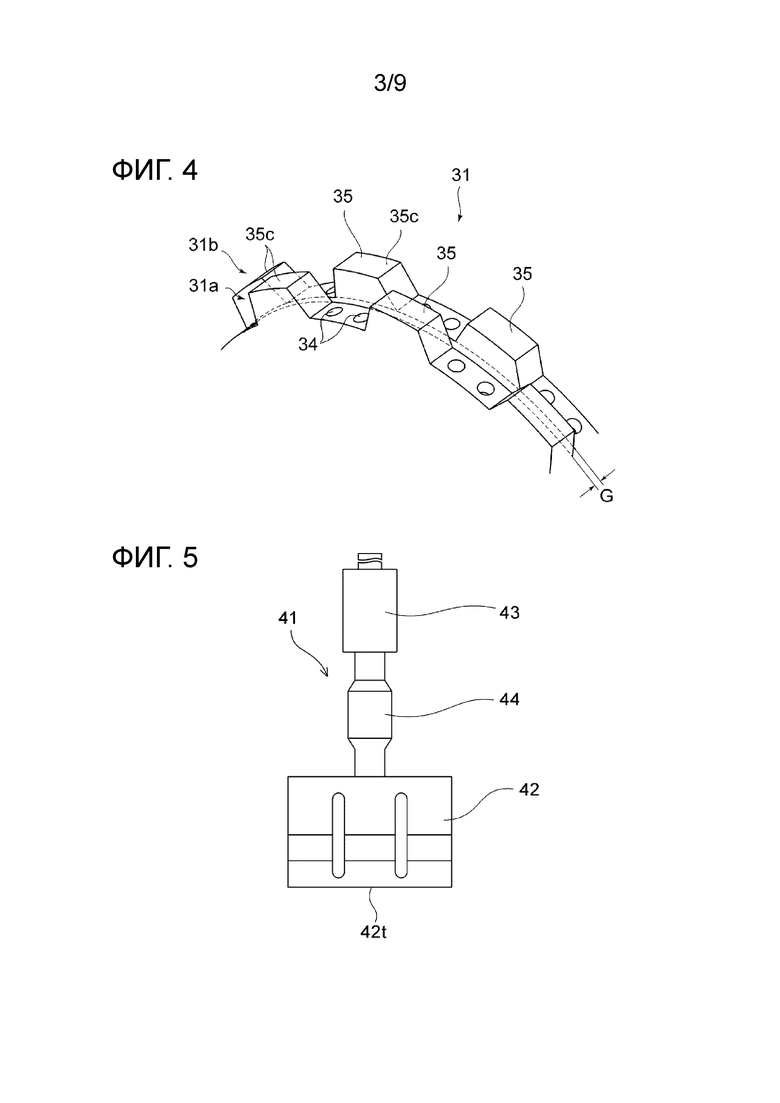
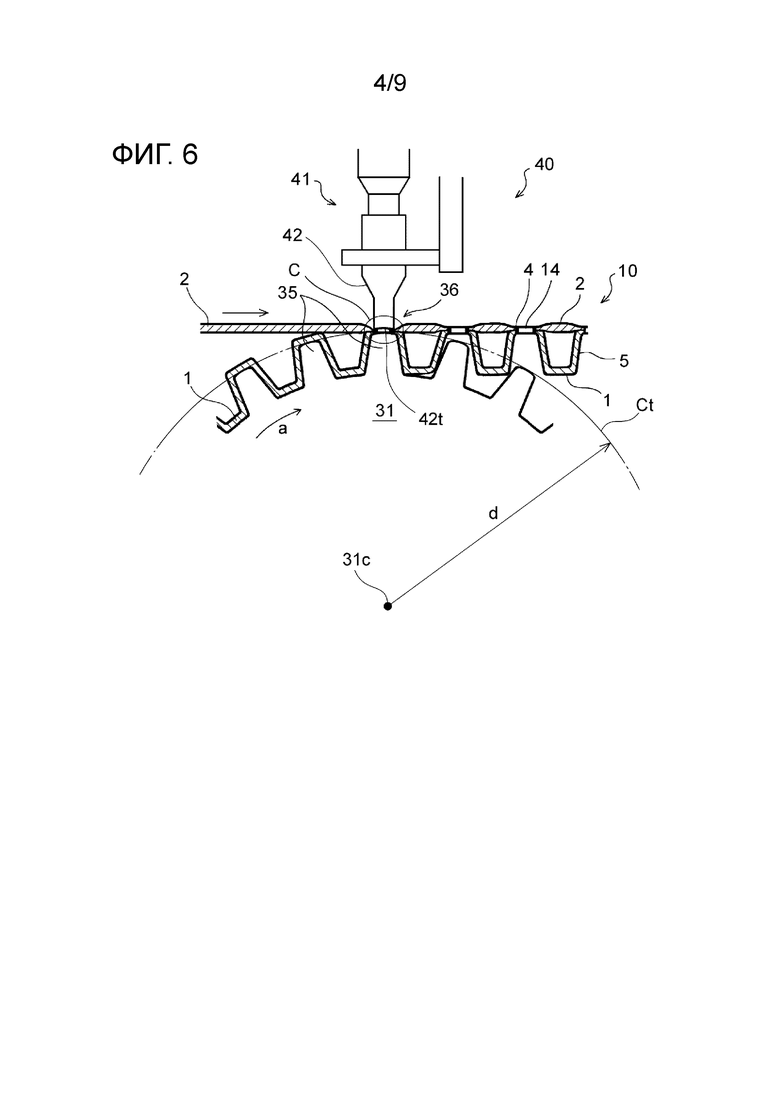
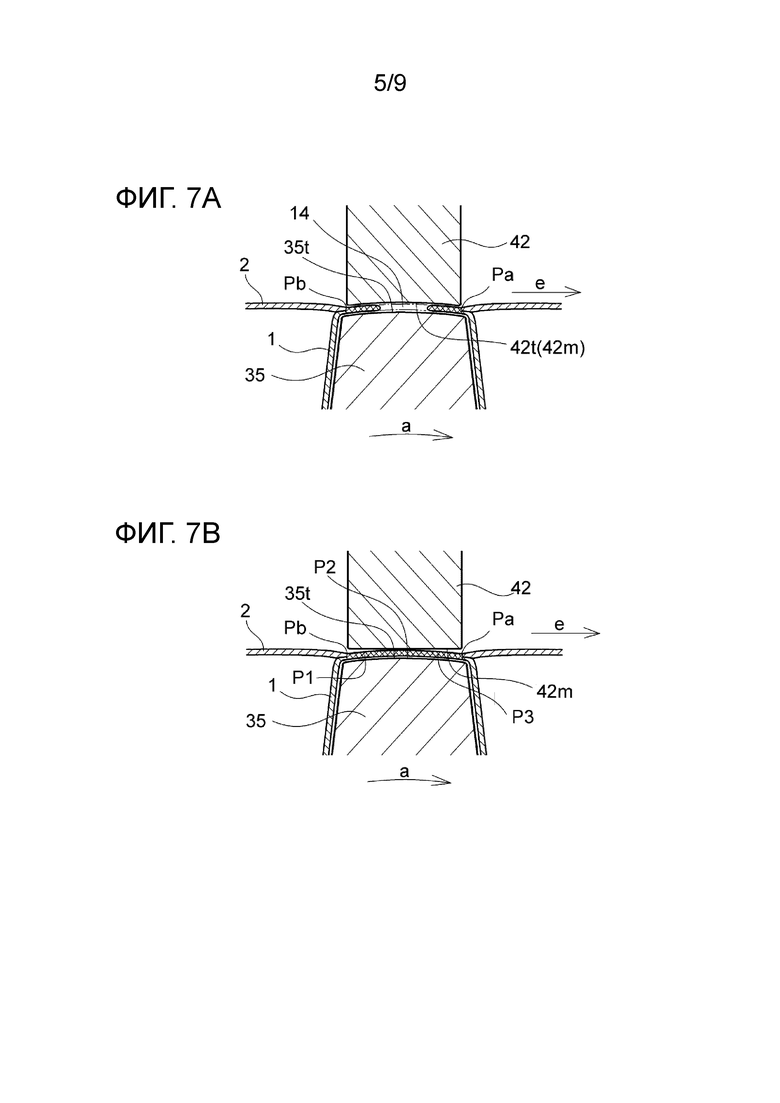
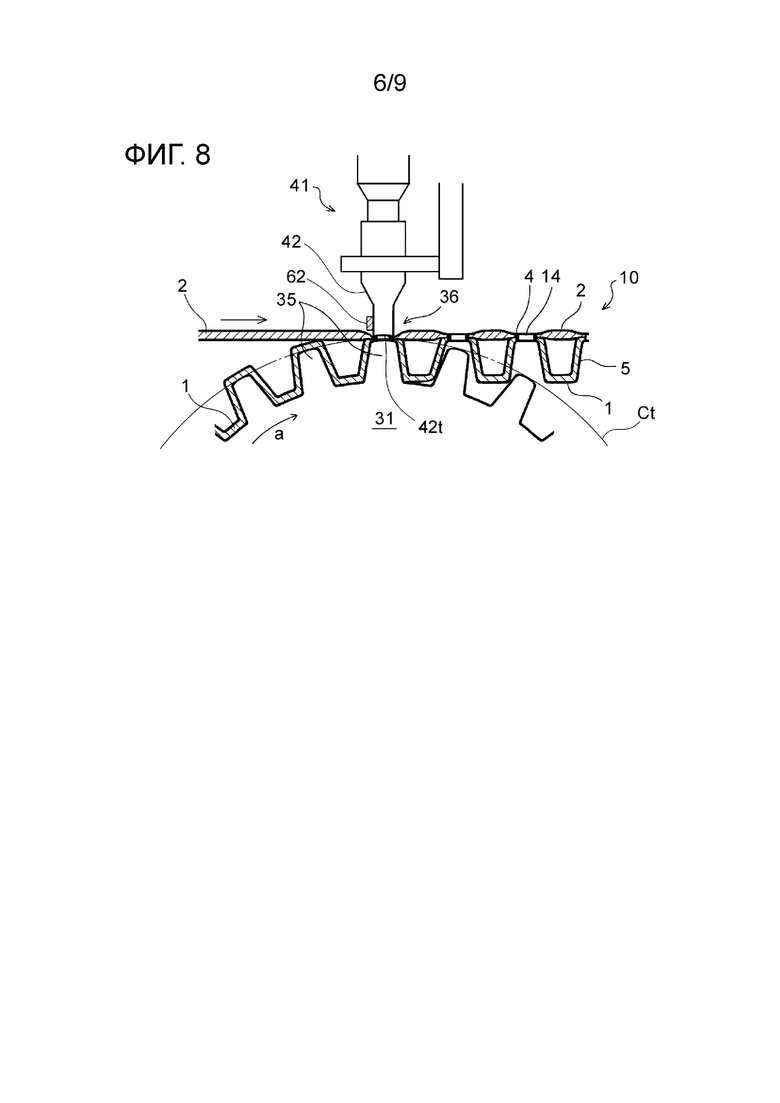
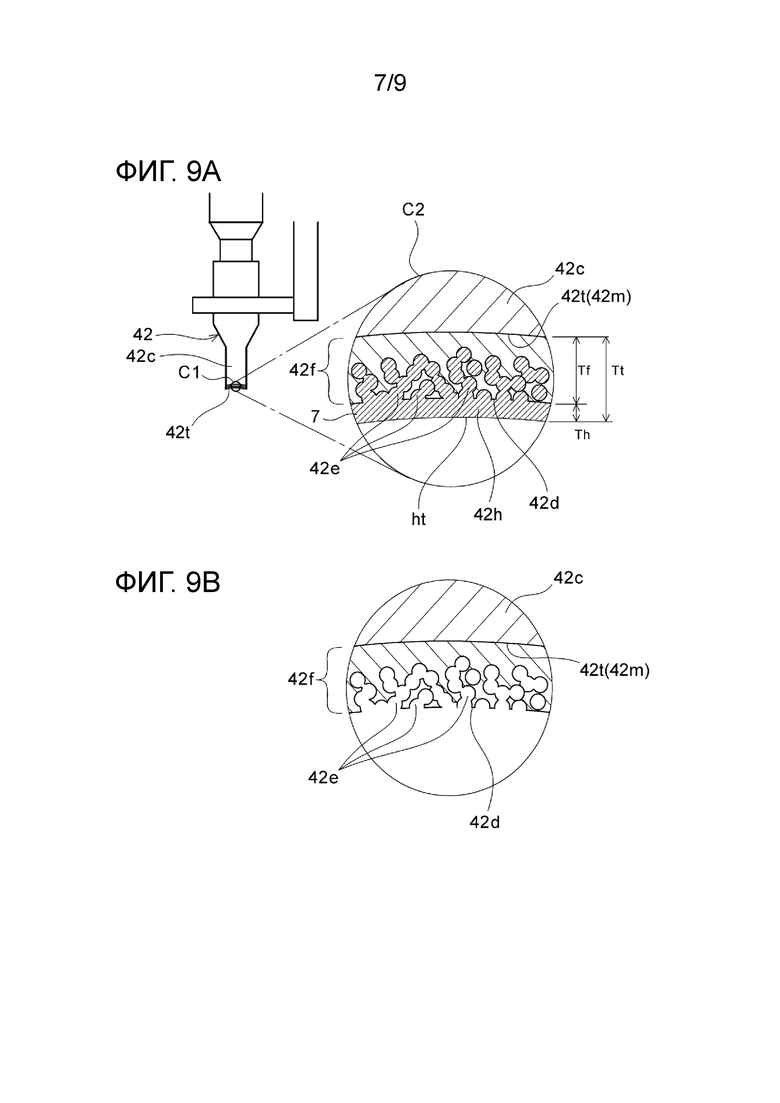
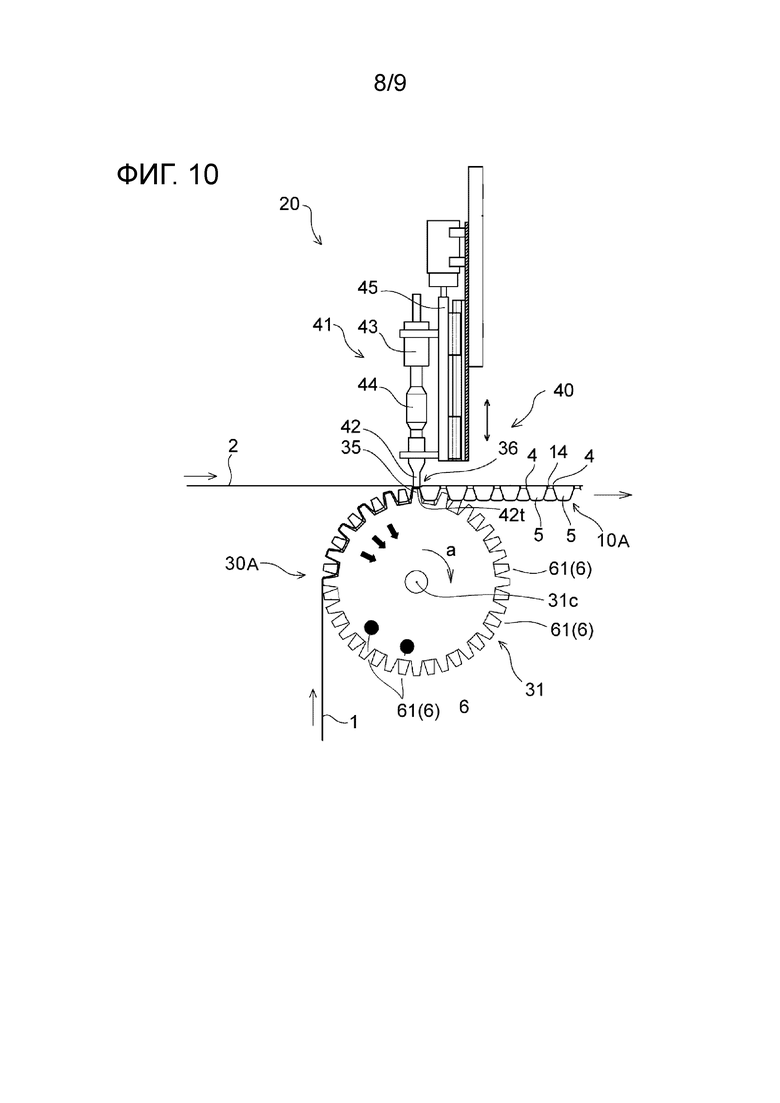
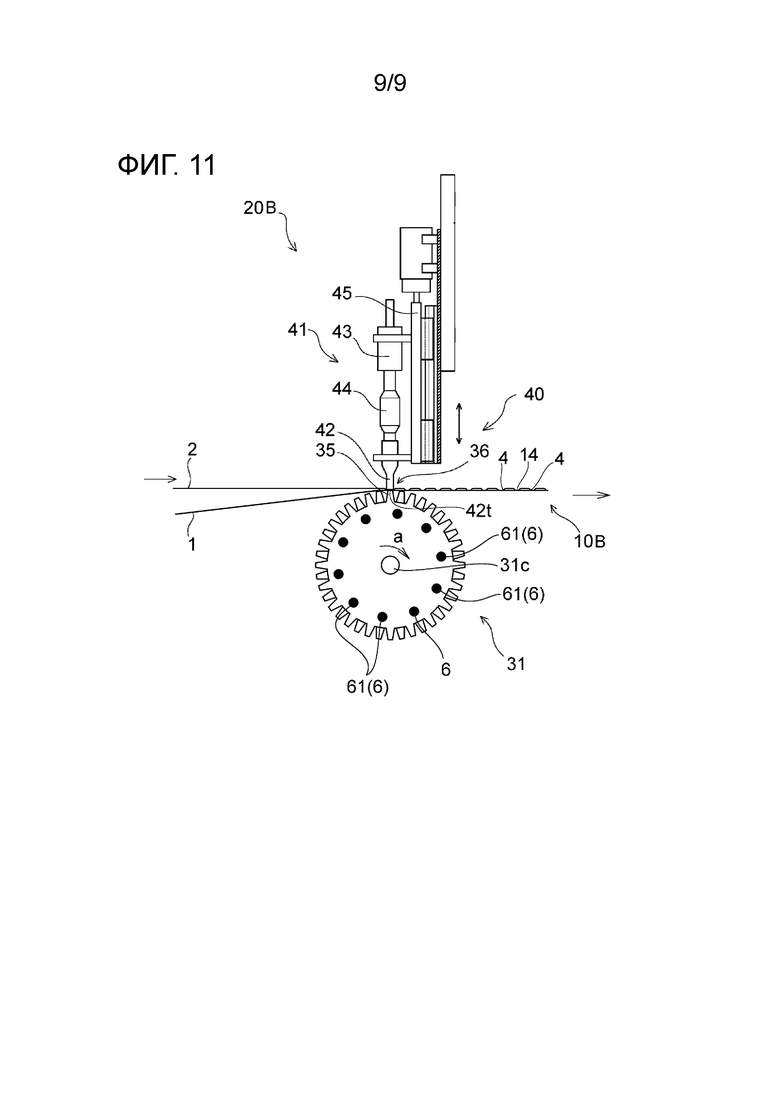
Изобретение относится к устройству и способу для производства композитного листа. Устройство включает в себя блок ультразвуковой обработки, включающий в себя ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом, и первый ролик, имеющий выступы и углубления на своей периферийной поверхности. Блок ультразвуковой обработки зажимает первый лист и второй лист, наложенные друг на друга, между ультразвуковым волноводом и выступами первого ролика и применяет ультразвуковую вибрацию к этим листам, формируя тем самым сквозные отверстия в этих листах. На концевой части ультразвукового волновода формируется поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала. Технический результат изобретения - обеспечение композитного листа, который дает превосходное тактильное ощущение и обладает превосходной способностью предотвращать диффузию жидкости, потому что на поверхности формируются выступы и углубления. 4 н. и 8 з.п. ф-лы, 11 ил.
1. Устройство для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавлены друг с другом, в котором сквозные отверстия сформированы в этих сплавленных частях,
причем устройство содержит: блок ультразвуковой обработки, включающий ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом; и первый ролик, имеющий выступы и углубления на своей периферийной поверхности,
причем блок ультразвуковой обработки выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, при помещении первого листа и второго листа между ультразвуковым волноводом и выступами первого ролика и приложении ультразвуковой вибрации к этим листам, и
на концевой части ультразвукового волновода сформирована поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
2. Устройство для производства композитного листа по п. 1,
в котором в композитном листе по меньшей мере одна из частей первого листа, отличная от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу,
причем устройство содержит блок формирования выступов и углублений, который выполнен с возможностью деформировать первый лист перед тем, как на него будет наложен второй лист, в форму с выступами и углублениями, используя выступы и углубления первого ролика, и
блок ультразвуковой обработки выполнен с возможностью прикладывать ультразвуковую вибрацию к первому листу и второму листу после того, как второй лист будет наложен на первый лист, который был деформирован в форму с выступами и углублениями.
3. Устройство для производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавлены друг с другом, в котором по меньшей мере одна из частей первого листа, отличная от сплавленных частей, формирует выступ, выступающий в направлении стороны, противоположной стороне второго листа, и в котором сквозные отверстия сформированы в сплавленных частях,
причем устройство содержит:
блок формирования выступов и углублений, имеющий первый ролик и второй ролик, которые имеют зацепляющиеся выступы и углубления на их периферийных поверхностях и выполнены с возможностью деформировать первый лист, вводимый в зацепляющуюся часть этих двух роликов, в форму с выступами и углублениями; и
блок ультразвуковой обработки, который содержит ультразвуковую сплавляющую машину, снабженную ультразвуковым волноводом, и выполнен с возможностью формировать сквозные отверстия и сплавленные части, имеющие сквозные отверстия, путем наложения второго листа на первый лист, который был деформирован в форму с выступами и углублениями, помещения этих двух листов между ультразвуковым волноводом и выступами первого ролика и приложения к этим листам ультразвуковой вибрации,
причем на концевой части ультразвукового волновода сформирована поверхность приложения вибрации, имеющая форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
4. Устройство для производства композитного листа по п. 1 или 3,
в котором поверхность приложения вибрации искривлена так, чтобы следовать круговой траектории концов выступов первого ролика.
5. Устройство для производства композитного листа по п. 1 или 3,
в котором выступы первого ролика имеют концевые поверхности, которые имеют форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, эта форма дуги является искривленной наружу от вращающегося вала, и радиус кривизны поверхности приложения вибрации составляет от 100% до 200% относительно радиуса кривизны концевых поверхностей выступов первого ролика.
6. Устройство для производства композитного листа по п. 1 или 3, содержащее:
средство предварительного нагрева, выполненное с возможностью предварительного нагрева по меньшей мере одного из первого листа и второго листа перед приложением к листам ультразвуковой вибрации.
7. Устройство для производства композитного листа по п. 1 или 3,
в котором слой сохранения тепла расположен на концевой части ультразвукового волновода.
8. Устройство для производства композитного листа по п. 7,
в котором слой сохранения тепла выполнен из синтетической смолы, обладающей термостойкостью и износостойкостью.
9. Устройство для производства композитного листа по п. 7,
в котором слой сохранения тепла прикреплен к концевой поверхности части основного корпуса ультразвукового волновода посредством соединительного слоя, формируемого термонапылением, причем часть основного корпуса выполнена из металла.
10. Способ производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляются друг с другом, в котором сквозные отверстия формируются в этих сплавленных частях,
содержащий:
стадию наложения при удерживании и транспортировке первого листа на первый ролик, имеющий выступы и углубления на своей периферийной поверхности, и наложения второго листа на транспортируемый первый лист; и
стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и приложении ультразвуковой вибрации к этим листам,
причем на стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем применения ультразвуковой вибрации с использованием такого ультразвукового волновода, в котором поверхность приложения вибрации формируется на концевой части ультразвукового волновода, причем поверхность приложения вибрации имеет форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
11. Способ производства композитного листа по п. 10,
в котором в композитном листе по меньшей мере одна из частей первого листа, отличных от сплавленных частей, формирует выступ, выступающий в направлении стороны, противоположной стороне второго листа,
причем этот способ содержит стадию формирования формы, заключающуюся в деформировании первого листа перед тем, как на него будет наложен второй лист, в форму с выступами и углублениями, используя выступы и углубления первого ролика, и
причем на стадии наложения второй лист накладывается на первый лист, который был деформирован в форму с выступами и углублениями.
12. Способ производства композитного листа, имеющего множество сплавленных частей, в которых первый лист и второй лист сплавляют друг с другом, в котором по меньшей мере одна из частей первого листа, отличная от сплавленных частей, формирует выступ, выступающий в сторону, противоположную второму листу, и в котором сквозные отверстия формируются в этих сплавленных частях,
причем способ содержит:
стадию формирования формы, заключающуюся в деформировании первого листа в форму с выступами и углублениями путем вращения первого ролика и второго ролика, которые имеют зацепляющиеся выступы и углубления на их периферийных поверхностях, и введения первого листа в зацепляющуюся часть этих двух роликов;
стадию наложения при удерживании и транспортировке первого листа, который был деформирован в форму с выступами и углублениями на первом ролике,
наложения второго листа на транспортируемый первый лист; и
стадию ультразвуковой обработки, заключающуюся в помещении наложенных друг на друга листов между ультразвуковым волноводом ультразвуковой сплавляющей машины и выступами первого ролика и применении ультразвуковой вибрации к этим листам,
причем на стадии ультразвуковой обработки сквозные отверстия и сплавленные части, имеющие сквозные отверстия, формируются путем приложения ультразвуковой вибрации с использованием такого ультразвукового волновода, в котором поверхность приложения вибрации формируется на концевой части ультразвукового волновода, причем поверхность приложения вибрации имеет форму дуги в поперечном сечении, перпендикулярном к вращающемуся валу первого ролика, причем эта форма дуги является искривленной внутрь в направлении от вращающегося вала.
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОГО ЛИСТА | 2013 |
|
RU2635153C2 |
| КОМПОЗИТНЫЙ ЛИСТ | 2008 |
|
RU2466872C2 |
| Абсорбирующие изделия, содержащие структурированные нетканые материалы | 2013 |
|
RU2636370C2 |
| JP 2015093391 A, 18.05.2015 | |||
| JP 2017064228 A, 06.04.2017 | |||
| JP 3146755 A, 21.06.1991. | |||

