Изобретение относится к трубосварочному производству, а точнее к производству электросварных труб большого диаметра из заготовок конечной длины.
Известен стан для сборки и сварки прямошовных труб (см. а.с. СССР №254452, М. кл. В21С 37/08, заявл. 10.07.67 г., опубл. 07.09.81 г.), содержащий установленные в технологической последовательности входной рольганг, сборочное устройство, цепной заталкиватель с упором, тянущую клеть, устройство для сварки и выходной рольганг.
Недостатком известного стана являются узкие технологические возможности. На его оборудовании отсутствует возможность как сварки второго продольного шва двухшовных труб, так сборки и сварки стыка одношовных труб.
Другими недостатками стана являются низкое качество сборки и сварки заготовок двухшовных труб из-за появления «нахлеста» кромок собираемых трубных заготовок и взаимное смещение их продольных кромок в поперечном сечении в процессе их осевого перемещения, обусловленное отсутствием внутренней роликовой оправки.
Из известных станов для сборки и сварки прямошовных труб наиболее близким по технической сущности является стан, описанный в книге «Совершенствование производства сварных труб» В.А.Рымов и др., М.: Металлургия, 1983 г., стр.270-271.
Этот стан для сборки и сварки прямошовных труб содержит установленные в технологической последовательности входные рольганги, сборочное устройство, цепной заталкиватель с упором, устройство для сварки и выходной рольганг. Устройство для сварки включает тянущие и сварочные клети, оправку и сварочные головки. Оправка располагается внутри трубы вдоль всего стана и снабжена роликовыми обоймами на участках сварочных клетей и горизонтальными валками в плоскости тянущих клетей.
Недостаток известной конструкции стана для сборки и сварки прямошовных труб заключается в узких технологических возможностях, обусловленных невозможностью сборки и сварки на нем второго продольного шва, а также сборки и сварки одношовных труб.
Наличие в стане трех сварочных клетей и шести одновременно работающих сварочных головок увеличивает его материало- и энергоемкость. Шесть одновременно работающих головок не обеспечивают необходимый в работе уровень надежности, а также качества сварных соединений в зоне перекрытия.
Для сборки и сварки второго стыка двухшовных труб и стыка одношовных сварных труб требуется дополнительная производственная площадь для размещения аналогичного стана, исключив из его состава оборудования только сборочное устройство парных заготовок.
Задача настоящего изобретения состоит в создании стана для сборки и сварки прямошовных труб, обладающего широкими технологическими возможностями и позволяющего производить качественную сборку и сварку как двухшовных, так и одношовных сварных труб большого диаметра из заготовок конечной длины.
Следующая задача изобретения состоит в уменьшении стоимости изготовления и эксплуатации оборудования стана, которая, в первую очередь, связана с его материало- и энергоемкостью и занимаемой производственной площадью.
Поставленная задача достигается тем, что стан для сборки и сварки прямошовных труб, содержащий установленные в технологической последовательности входные рольганги, сборочное устройство, цепной заталкиватель с подвижным упором, устройство для сварки и выходной рольганг, согласно изобретению снабжен расположенным параллельно оси стана транспортным рольгангом, установленными с возможностью перемещения перпендикулярно оси стана передаточными тележками, связывающими транспортный рольганг с входными и выходным рольгангами, и передаточным устройством портального типа со средством для захвата, подъема и передачи трубной заготовки, соединяющим транспортный рольганг с цепным заталкивателем, а также размещенным за цепным заталкивателем опускающимся упором с вращающимся ножом, а подвижный упор цепного заталкивателя выполнен с возможностью как парной сборки, так и проталкивания трубных заготовок двухшовных и одношовных сварных труб. Кроме того, подвижный упор цепного заталкивателя установлен шарнирно и выполнен в виде корпуса, несущего боковые и торцевые элементы для удержания продольных и торцевых кромок трубной заготовки в процессе парной сборки и заталкивания и имеющего спереди свободно подвешенный упор, а в нижней части - отверстие для размещения неподвижно закрепленного на заталкивателе консольного штыря с роликом.
Такое конструктивное выполнение стана для сборки и сварки прямошовных труб позволит производить качественную сборку и сварку как двухшовных, так и одношовных труб большого диаметра из заготовок конечной длины и, тем самым, расширить его технологические возможности. Кроме того, предлагаемый стан имеет меньшие габариты и материало- и энергоемкость.
Достигается это благодаря снабжению стана транспортным рольгангом, расположенным параллельно оси стана, передаточными тележками и передаточным устройством портального типа для захвата, подъема и передачи трубной заготовки, расположенными перпендикулярно оси стана, которые позволяют подавать на ось стана обратным ходом трубную заготовку двухшовной трубы для сборки и сварки второго шва, а также прямым ходом трубную заготовку одношовной трубы.
За счет конструктивного выполнения упора цепного заталкивателя с боковыми и торцевыми элементами обеспечивается качественная сборка двух половин трубной заготовки и осуществляется проталкивание собранных трубных заготовок двухшовной трубы при сборке и сварке первого шва в тянущие клети.
Выполнение подвижного упора в виде корпуса, несущего спереди свободно подвешенный упор, и наличие в нижней части корпуса отверстия для размещения неподвижно закрепленного на заталкивателе консольного штыря с роликом дают возможность осуществлять на стане сборку и сварку как второго стыка двухшовных труб, так и сборку и сварку стыка одношовных труб.
За счет размещения за цепным заталкивателем опускающегося упора с вращающимся ножом при проталкивании собранных трубных заготовок двухшовных труб (при сварке первого шва) в тянущие клети полностью исключаются задиры их механически обработанных продольных кромок.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен стан для сборки и сварки прямошовных труб, вид в плане;
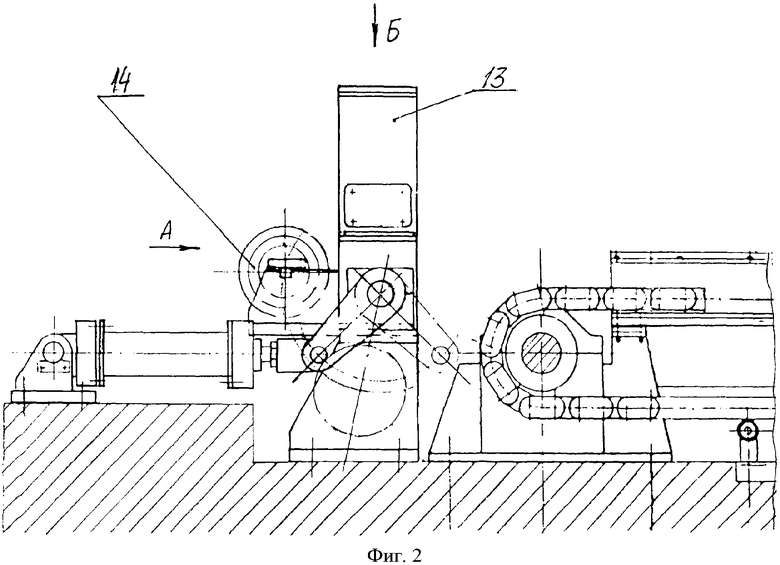
на фиг.2 - то же, вид сбоку на опускающийся упор с вращающимся ножом и цепной заталкиватель;
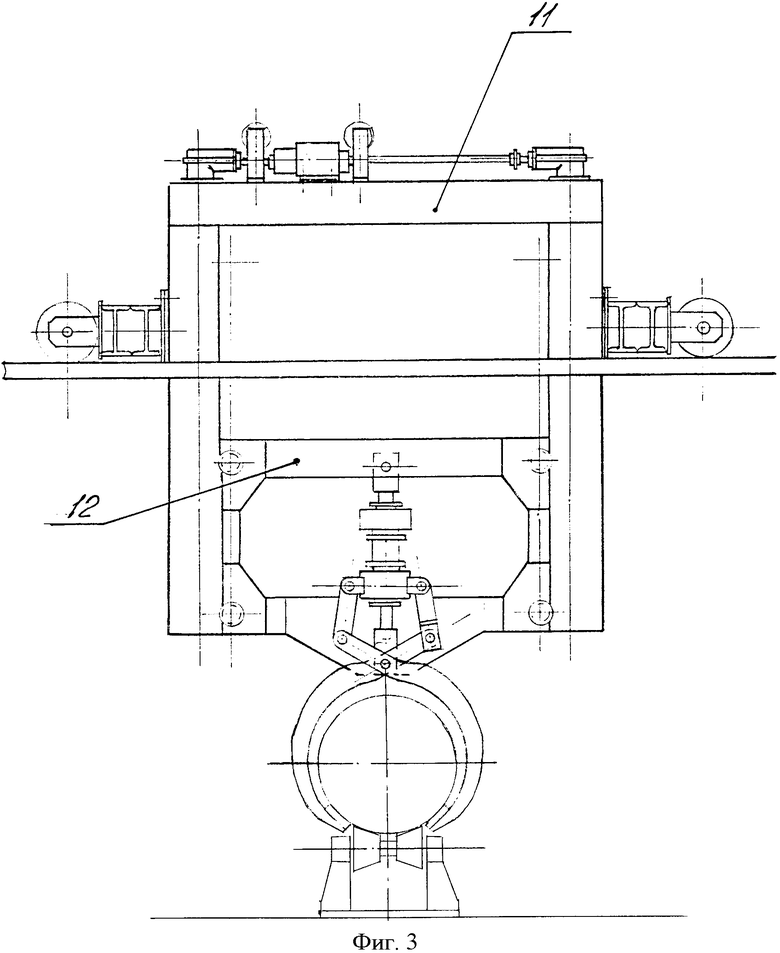
на фиг.3 - передаточное устройство портального типа со средством захвата, подъема и передачи трубной заготовки;
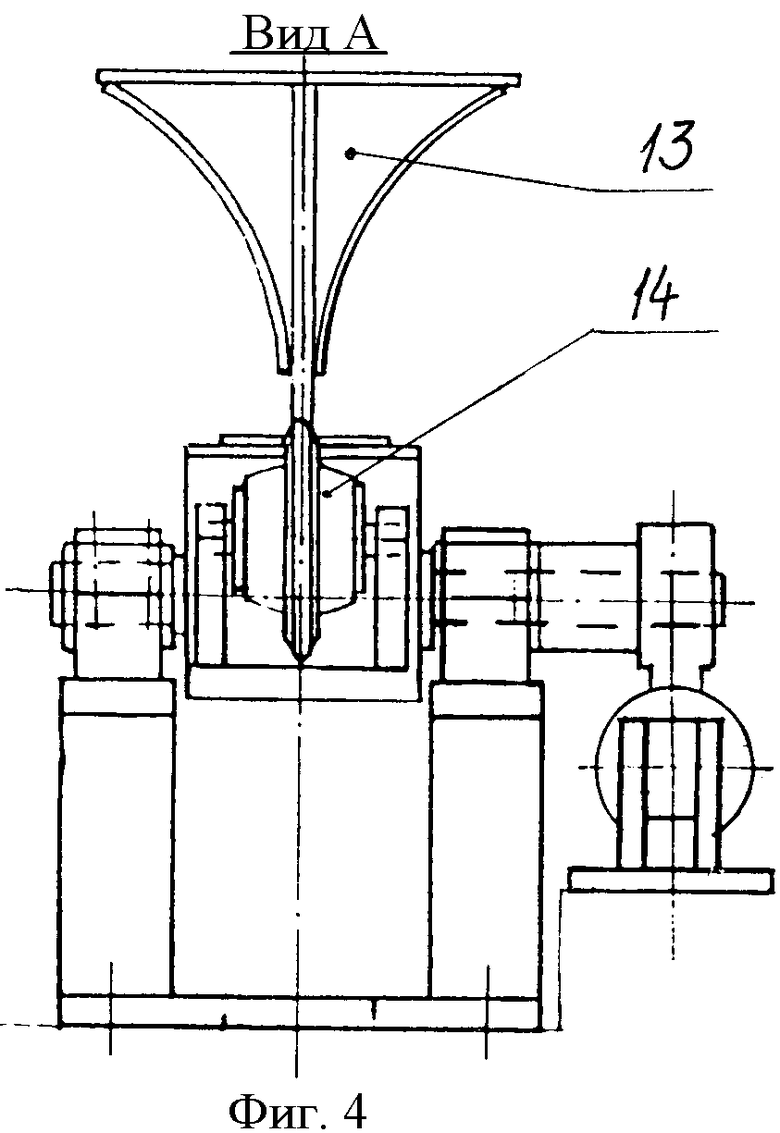
на фиг.4 - вид по стрелке А на фиг.2;
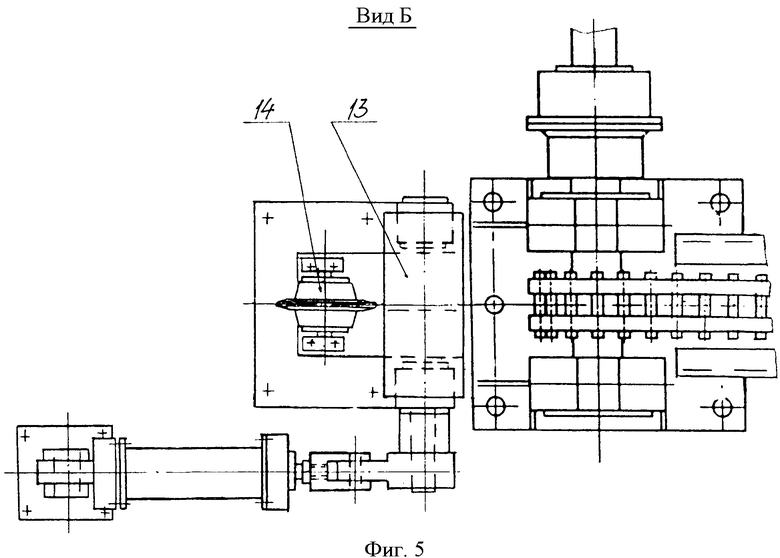
на фиг.3 - вид по стрелке Б на фиг.2;
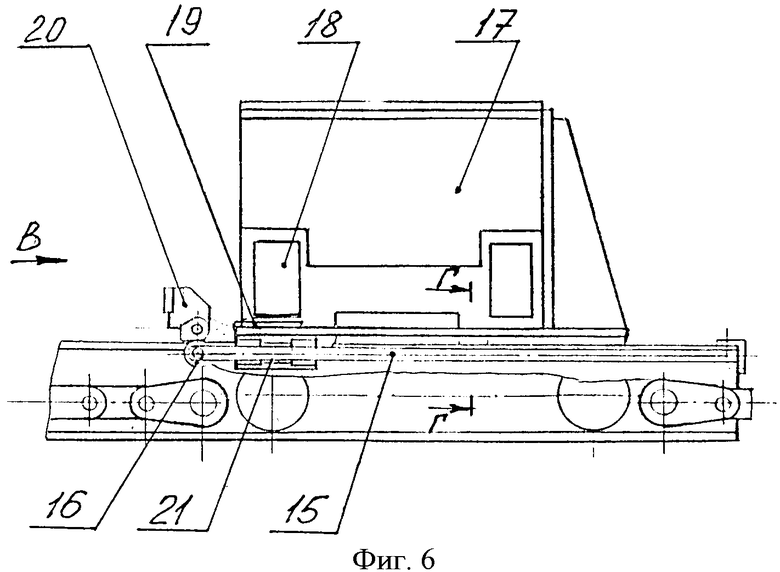
на фиг.6 - подвижный упор заталкивателя со свободно подвешенным упором и консольным штырем с роликом;
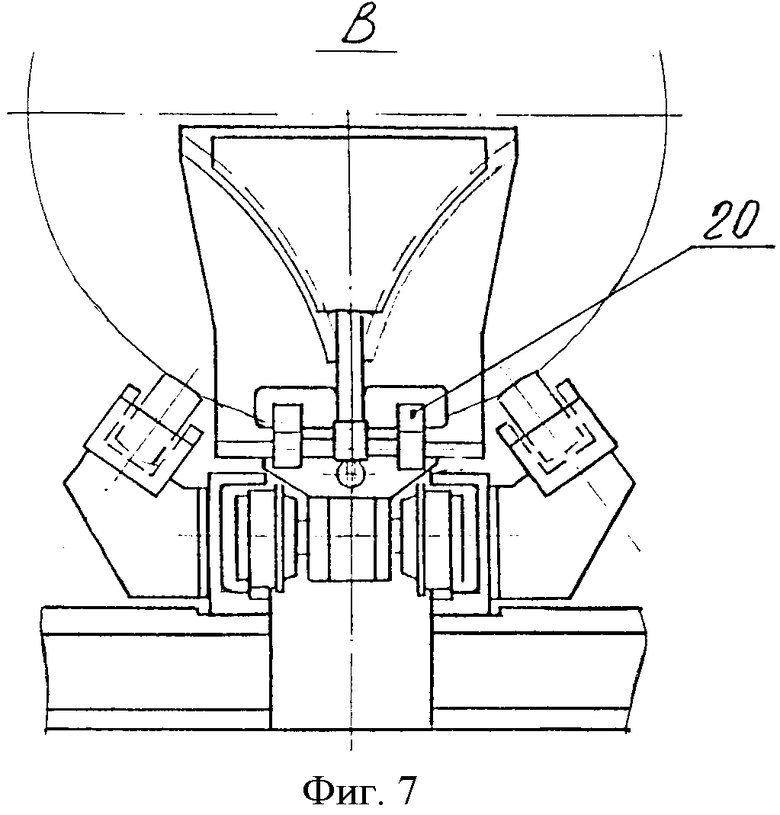
на фиг.7 - вид В на фиг.6;
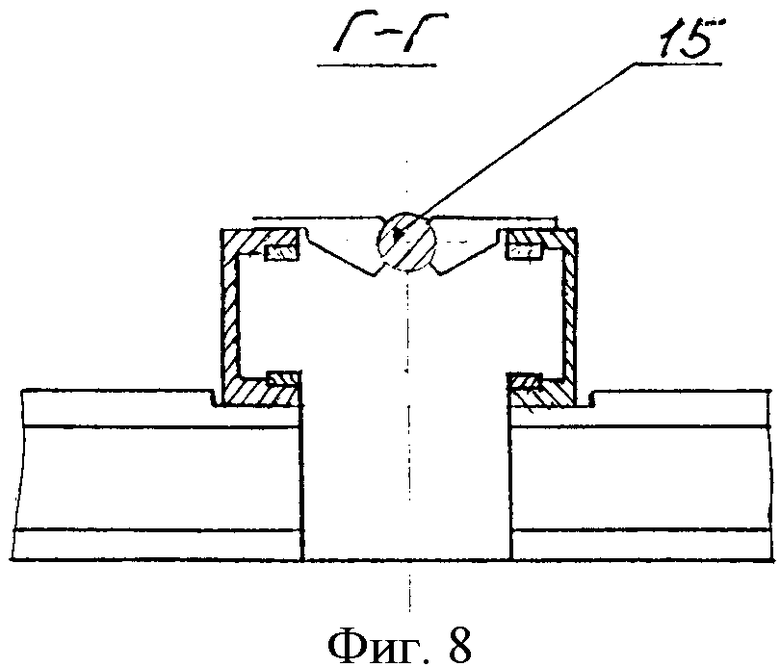
на фиг.8 - разрез Г-Г на фиг.6;
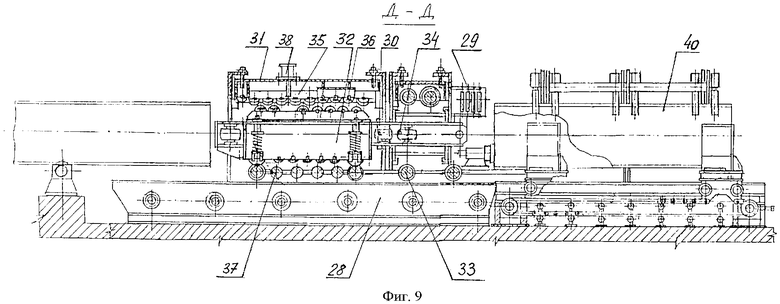
на фиг.9 - разрез Д-Д на фиг.1;
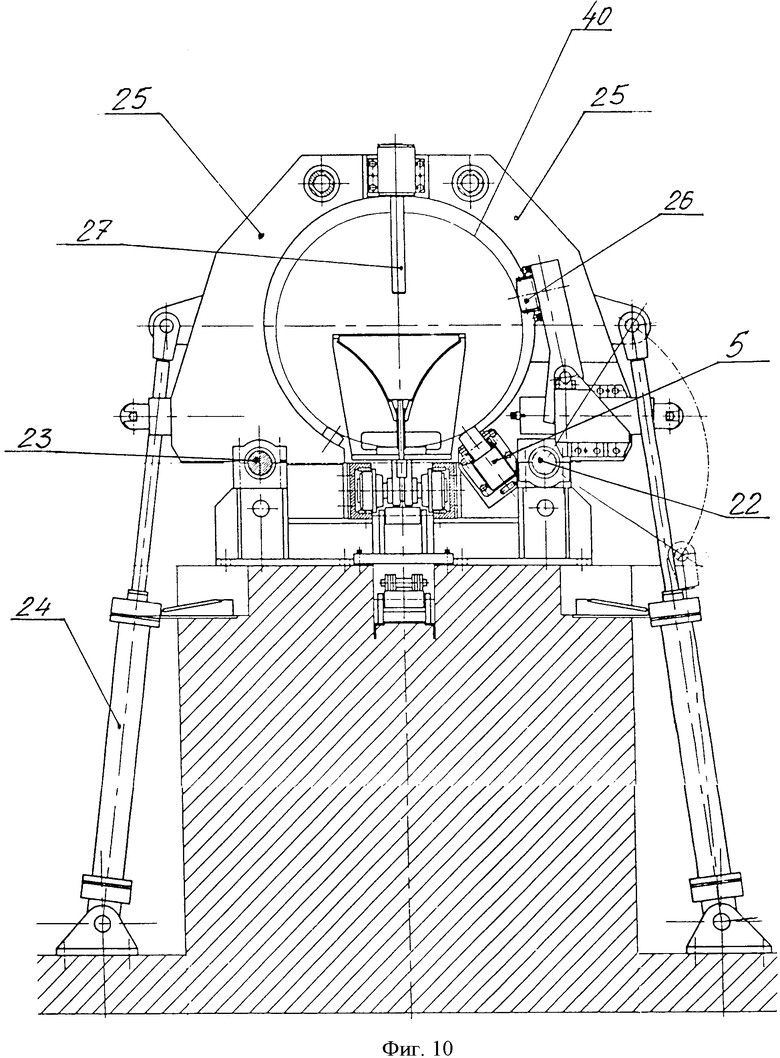
на фиг.10 - сборочное устройство, вид спереди.
Стан для сборки и сварки прямошовных труб содержит установленные в технологической последовательности входные рольганги 1 со стационарными упорами 2, сборочное устройство 3, цепной заталкиватель 4 с подвижным упором и поддерживающими роликами 5, устройство для сварки и выходной рольганг 6. Параллельно оси стана расположен транспортный рольганг 7, который связан с входными 1 и выходным 6 рольгангами передаточными тележками 8, 9, установленными с возможностью перемещения перпендикулярно оси стана и оснащенными транспортными роликами 10.
Стан снабжен передаточным устройством 11 портального типа со средством 12 для захвата, подъема и передачи трубной заготовки, соединяющим транспортный рольганг 7 с цепным заталкивателем 4. За цепным заталкивателем установлен опускающийся упор 13 с вращающимся ножом 14. На цепном заталкивателе 4 стационарно закреплен консольный штырь 15 с роликом 16.
Подвижный упор цепного заталкивателя 4 установлен шарнирно и выполнен в виде корпуса 17, несущего боковые 18 и торцевые 19 элементы для удерживания продольных и торцевых кромок трубной заготовки в процессе парной сборки и заталкивания. Кроме того, упомянутый корпус имеет спереди свободно подвешенный упор 20. В нижней части корпуса 17 выполнено отверстие 21 для размещения консольного штыря 15 с роликом 16.
Сборочное устройство 3 установлено между входными рольгангами 1 и выполнено в виде двух трансмиссий 22, 23 с приводами поворота 24, например пневмо- или гидроцилиндрами, и рычагов 25, снабженных установочными 26 и разделительными 27 роликами.
Устройство для сварки содержит смонтированные на общей раме 28 входную 29, тянущие 30 и сборочно-сварочную 31 клети. На входной клети 29 закреплена консольная внутренняя роликовая оправка 32, которая проходит через все валковые калибры входной 29 и сборочно-сварочной клетей 31, обеспечивая заданное положение кромок трубной заготовки. Внутри клети 29 смонтированы не менее одной пары радиально регулируемых горизонтальных 33 и не менее одной пары радиально регулируемых вертикальных 34 неприводных валков.
В сборочно-сварочной клети 31 смонтированы с возможностью вертикального перемещения, по крайней мере, шесть обойм 35 с роликами 36. В нижней части клети установлены поддерживающие ролики 37, а в ее верхней части, в углублении, смонтирован сварочный аппарат 38.
За сборочно-сварочной клетью 31 расположены подъемно-поворотные ролики 39.
Стан работает следующим образом.
Две полуцилиндрические заготовки 40 одновременно транспортируются входными рольгангами 1 до стационарных упоров 2 и останавливаются.
Включаются приводы 24 сборочного устройства 3, происходит поворот рычагов 25 и полуцилиндрические заготовки 40 поворачиваются рычагами до упора их торцев в верхней части в разделительные ролики 27 рычагов.
Включается привод цепного заталкивателя 4 и заготовки направляются во входную клеть 29 упором заталкивателя 4, при этом опускающийся упор 13 с вращающимся ножом 14 подняты, что обеспечивает качественную сборку полуцилиндрических заготовок и способствует сохранению зазора между нижними кромками полуцилиндров, не повреждая кромки.
Далее заготовки поступают во входную 29 и тянущую 30 клети, ролики 33, 34 которых вместе с роликами 36, размещенными на внутренней оправке 32, обеспечивают правильное ориентирование и постепенное схождение продольных кромок трубных заготовок. Находящиеся в одной плоскости ролики тянущих клетей вместе с роликами внутренней оправки обеспечивают необходимое тянущее усилие заготовкам, после того как упор 13 заталкивателя осуществит заданный ход заготовок.
По мере дальнейшего продвижения обоймы сборочно-сварочной клети 31 окончательно сводят горизонтальные кромки парных трубных заготовок.
Сварочный аппарат 38 сваривает первый технологический продольный шов (верхние торцы заготовок).
После того как задний торец собранных заготовок приблизится к плоскости, проходящей через торцы стационарных упоров 2, рычаги 25 сборочного устройства 3 возвращаются в исходное положение. После сварки первого продольного шва упор 13 с вращающимся ножом 14 опускаются с помощью, например, гидроцилиндра ниже трубной заготовки, а подвижный упор цепного заталкивателя 4 при возвращении перемещается дополнительно относительно исходного положения на 200 мм, при этом ролик 16, расположенный на консольном штыре 15, поднимает упор 20.
После сварки первого продольного шва трубная заготовка перемещается по выходному рольгангу 6 в зону подъемно-поворотных роликов 39, с помощью которых поворачивается на 180° и поступает на поперечную передаточную тележку 9, далее передается на транспортный рольганг 7, который транспортирует ее в зону передаточного устройства 11. Остановка переднего конца трубной заготовки с точностью ±25 мм обеспечивается фотодатчиком и замедлением скорости рольганга 7.
Передаточное устройство 11 со средством 12 захватывает, поднимает и перемещает трубную заготовку на ось стана и укладывает ее на поддерживающие ролики 5 заталкивателя 4. При этом вращающийся нож 14 и упор 13 опущены. Заталкиватель 4 при движении своим свободно подвешенным и поднятым упором 20 подает трубную заготовку во входную 29, тянущие 30 и сборочно-сварочную 31 клети. Производится сварка второго продольного шва. После этого труба транспортируется с помощью выходного рольганга 6 и передаточной тележки 9 на следующие технологические операции.
При сборке и сварке одношовных труб заготовка посредством тележки 8 передается на транспортный рольганг 7, который перемещает ее в зону передаточного устройства 11. Затем с помощью передаточного устройства 11 заготовка одношовной трубы, так же, как и трубная заготовка со сваренным первым швом двухшовной трубы, передается на цепной заталкиватель, с помощью которого она задается во входную 29, тянущие 30 и сборочно-сварочную 31 клети, где производится сборка и сварка шва. Выходной рольганг 6 транспортирует ее с линии стана.
Предложенный стан для сборки и сварки прямошовных труб по сравнению с известными позволит производить качественную сборку и сварку как двухшовных, так и одношовных труб большого диаметра из заготовок конечной длины и, тем самым, расширить его технологические возможности, а также уменьшить занимаемую площадь и снизить стоимость изготовления и эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБНЫХ ЗАГОТОВОК ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2006 |
|
RU2321484C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| Стан для изготовления прямошовных труб | 1990 |
|
SU1755991A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Сборочно-сварочный стан для производства труб | 2017 |
|
RU2668237C1 |
| СТАН ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2005 |
|
RU2291012C2 |
Изобретение относится к трубосварочному производству, а точнее к производству труб большого диаметра из заготовок конечной длины. Стан содержит установленные в технологической последовательности входные рольганги, сборочное устройство, цепной заталкиватель с подвижным упором, устройство для сварки и выходной рольганг. Параллельно оси стана расположен транспортный рольганг, который связан с входными и выходным рольгангами передаточными тележками, установленными с возможностью перемещения перпендикулярно оси стана. Стан снабжен передаточным устройством портального типа со средством для захвата, подъема и передачи трубной заготовки, соединяющим транспортный рольганг с цепным заталкивателем. За цепным заталкивателем размещен опускающийся упор с вращающимся ножом. Подвижный упор цепного заталкивателя выполнен с возможностью как парной сборки, так и проталкивания трубных заготовок двухшовных и одношовных сварных труб. Изобретение позволит производить качественную сборку и сварку как одношовных, так и двухшовных труб большого диаметра из заготовок конечной длины и тем самым расширить его технологические возможности, а также уменьшить занимаемую площадь и снизить стоимость изготовления и эксплуатации. 1 з.п. ф-лы, 10 ил.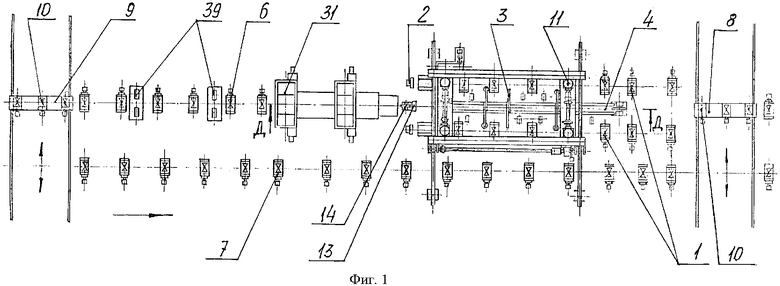
| Устройство для производства сварных двухшовных труб | 1967 |
|
SU254452A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ ТРУБНЫХ ЗАГОТОВОК из Д^КУХ ПОЛУЦИЛИНДРОВ | 0 |
|
SU356082A1 |
| Устройство для сборки и задачи в сварочную клеть полуцилиндрических трубных заготовок | 1976 |
|
SU617104A1 |
| Заталкивающее устройство трубосварочного стана | 1990 |
|
SU1733151A1 |
| Стан для изготовления прямошовных труб | 1990 |
|
SU1755991A1 |
| US 1952319 A1, 27.03.1934. | |||

