Изобретение относится к измерительным устройствам и может быть использовано в микроэлектромеханических системах при производстве интегральных датчиков первичных параметров.
Известен способ [1] соединения кремниевых пластин с использованием промежуточного слоя алюминия. По контуру соединяемых пластин наносят слой алюминия толщиной 1-2 мкм, соединяемые пластины сжимают с легким усилием в пакет, после чего пакет нагревают до температуры 600°С. Происходит диффундирование алюминия в кремний, в результате чего происходит сращивание кремниевых пластин.
Недостатком вышеуказанного является то, что в месте соединения слой алюминия имеет температурный линейный коэффициент расширения (ТЛКР) на порядок выше по сравнению с кремнием. По этой причине интегральные датчики, выполненные по данной технологии, имеют температурную нестабильность характеристик.
Наиболее близким к заявляемому способу является способ [2] соединения кремниевых пластин, при котором на одной из соединяемых кремниевых пластин выращивают слой двуокиси кремния (SiO2) толщиной порядка 10 мкм, в пластинах намечают точки соединения, и площадки в точках соединения помечают реперными знаками.
Недостатком вышеуказанного способа соединения является нестабильность размеров (особенно зазоров) в конструкциях с промежуточным слоем из двуокиси кремния между соединяемыми кремниевыми пластинами, что в результате приводит к снижению точности.
Технический результат заявленного изобретения заключается в повышении точности интегральных датчиков.
Задачей, на решение которой направлено заявленное изобретение, является обеспечение стабильности размеров и зазоров в процессе соединения кремниевых пластин.
Поставленная задача решается за счет того, что в способе соединения кремниевых пластин, заключающемся в том, что на соединяемых пластинах намечают точки соединения, в которых выполняют контактные площадки, контактные площадки в точках соединения намечают реперными знаками, согласно изобретению в точках соединения в пластинах вытравливают пирамидальные сквозные отверстия с внутренними стенками под углом 54,4°, вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм, соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°С.
Одним отличительным признаком заявленного способа является вытравливание пирамидальных сквозных отверстий с внутренними стенками под углом 54,4°.
Еще одним отличительным признаком заявленного способа является то, что вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм, соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°С.
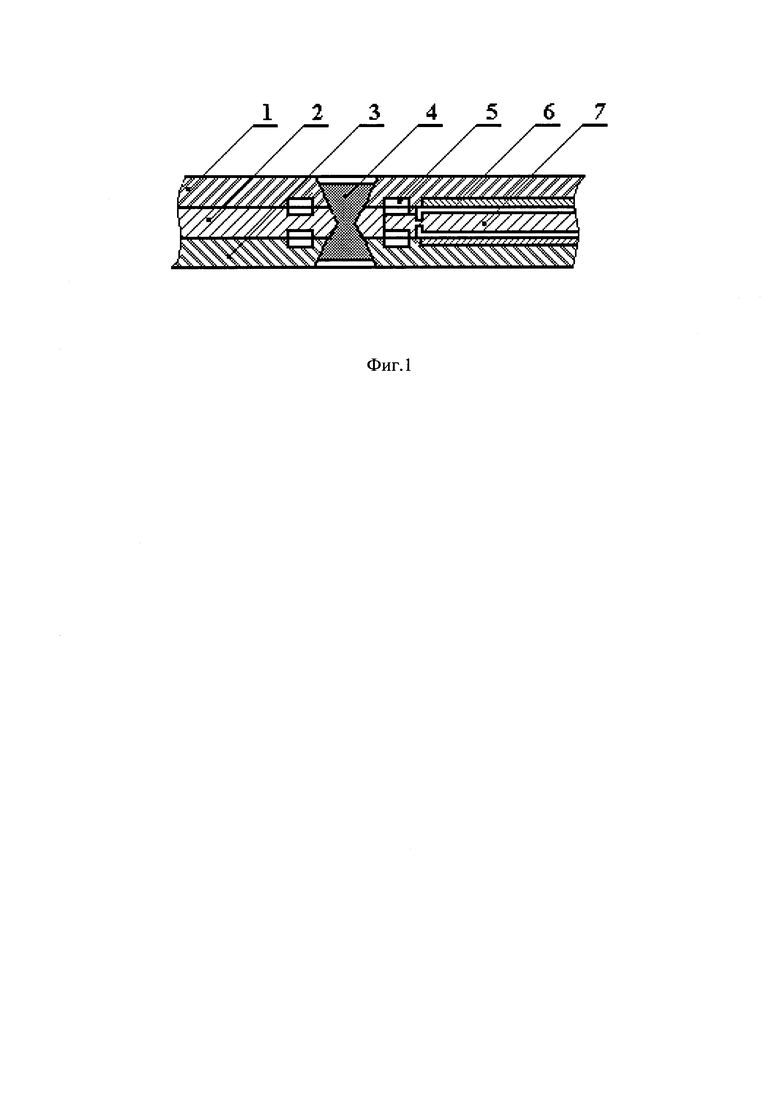
На фиг. 1 приведен эскиз узла соединения кремниевых пластин. Боковые пластины 1 и 3, а также центральная пластина 2 могут быть любой проводимости. Сквозные каналы пирамидальных отверстий заполнены силикатным клеем 4. Разгрузочные канавки 5 предназначены для снижения температурных напряжений в стенках пирамидальных сквозных отверстий. Проводящий маятник 7 выполняет роль подвижного электрода в емкостном датчике, а диффузии 6 против подвижного электрода выполняет роль неподвижных электродов.
Описанный способ реализуется следующим образом. Например, на соединяемых пластинах 1, 2, 3 намечают точки соединения. В точках соединения выполняют контактные площадки, которые намечают реперными знаками. Затем в точках соединения в пластинах вытравливают пирамидальные сквозные отверстия с внутренними стенками под углом 54,4°, после чего вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм. Соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°С.
Применение вышеописанного способа позволяет повысить точность интегральных датчиков за счет обеспечения стабильности размеров и зазоров в процессе соединения кремниевых пластин, а также уменьшения температурных напряжений.
Источники информации
1. Вавилов В.Д. Интегральные датчики. Изд-во НГТУ, Н. Новгород. 2003, 504 стр.
2. Вавилов В.Д. Микроэлектромеханические системы. Монография. Изд-во НГТУ. Н. Новгород. 2014, 630 стр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения кремниевых пластин | 2017 |
|
RU2680263C1 |
| Способ создания структуры - кремний на изоляторе | 2019 |
|
RU2704199C1 |
| Способ соединения кремниевых пластин | 2024 |
|
RU2830141C1 |
| СПОСОБ ВРЕМЕННОГО БОНДИНГА ДЛЯ ФОРМИРОВАНИЯ ТОНКИХ ПЛАСТИН | 2023 |
|
RU2808605C1 |
| СПОСОБ ВРЕМЕННОГО БОНДИНГА ДЛЯ ФОРМИРОВАНИЯ ТОНКИХ ПЛАСТИН | 2021 |
|
RU2772806C1 |
| МОЗАИЧНЫЙ ФОТОПРИЕМНИК С ПРЕДЕЛЬНОЙ ЭФФЕКТИВНОСТЬЮ ПРЕОБРАЗОВАНИЯ ИЗОБРАЖЕНИЙ: КОНСТРУКЦИИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2019 |
|
RU2731460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ СВЧ ПРИБОРОВ | 2013 |
|
RU2546856C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНЫХ ТЕНЗОПРЕОБРАЗОВАТЕЛЕЙ | 1994 |
|
RU2076395C1 |
| ДАТЧИК ПЕРЕМЕЩЕНИЯ ЖИДКОСТЕЙ И ГАЗОВ | 2004 |
|
RU2291447C2 |
| Способ изготовления фотопреобразователя на утоняемой германиевой подложке с выводом тыльного контакта на лицевой стороне полупроводниковой структуры | 2019 |
|
RU2703820C1 |
Изобретение относится к измерительным устройствам и может быть использовано в микроэлектромеханических системах при производстве интегральных датчиков первичных параметров. Задачей, на решение которой направлено заявленное изобретение, является обеспечение стабильности размеров и зазоров в процессе соединения кремниевых пластин. Способ соединения кремниевых пластин заключается в том, что на соединяемых пластинах намечают точки соединения, в которых выполняют контактные площадки, контактные площадки в точках соединения намечают реперными знаками, при этом согласно изобретению в точках соединения в пластинах вытравливают пирамидальные сквозные отверстия с внутренними стенками под углом 54,4°, вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм, соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°С. Изобретение обеспечивает повышение точности интегральных датчиков. 1 ил.
Способ соединения кремниевых пластин, заключающийся в том, что на соединяемых пластинах намечают точки соединения, в которых выполняют контактные площадки, контактные площадки в точках соединения намечают реперными знаками, отличающийся тем, что в точках соединения в пластинах вытравливают пирамидальные сквозные отверстия с внутренними стенками под углом 54,4°, вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм, соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°C.
| RU 93006293 A, 10.07.1993 | |||
| Способ соединения полупроводниковых пластин в стопу для изготовления высоковольтных диодов | 1987 |
|
SU1637965A1 |
| Способ нанесения делений и надписей на измерительные ленты | 1929 |
|
SU14398A1 |
| KR 1020040058144 A, 01.02.2006. | |||

