Изобретение относится к металлургическому производству, а именно к производству пил для резки гнутых профилей, труб и проката, может быть использовано в машиностроении и деревообработке.
Известен способ обработки инструмента плазмой газового разряда (1). Согласно этому способу реакционный газ ионизируют электронами, сепарируемыми из металлогазовой плазмы, создаваемой интегрально-холодными катодами электродугового разряда при подаче на изделие положительного или плавающего потенциала.
Недостатком известного способа обработки инструмента является трудность получения одинаково высокого качества обработки по всей режущей поверхности зуба пили. Учитывая, что режущая поверхность пилы имеет сложную форму, а газовый разряд локализуется в основном на выступающих частях - острие зуба, остальная, поверхность зуба практически не обрабатывается при использовании известного способа, что отрицательно влияет на качество обработки. Кроме того, этот процесс осуществляется в вакууме, имеет низкую производительность и ограничения по размерам изделия.
Известен также способ закалки зубьев стальных дисковых пил (2), используемых в металлургии для резки стального профиля и другого металлического полуфабриката. Этот способ осуществляется при помощи сдвоенной кислородно-ацетиленовой горелки, форсунки которой располагаются по обе стороны от подвергаемой закалке пилы таким образом, чтобы факел каждой из них был направлен на полотно пилы под углом 60-90 град. и обеспечивал нагрев до температуры аустенизации всего зуба. После закалки твердость на режущих гранях зубьев пилы составляет 55-64 HRS и твердость у основания зубьев около 48-58 HRS. При расходе ацетилена 200-600 л/час и расходе кислорода 200-700 л/час нагрев до температуры 800-950oC и аустенизация при этой температуре обеспечиваются для пил с толщиной полотна до 20 мм за время, рассчитанное исходя из коэффициента 0,2-0,8 с/см. Закалка осуществляется в проточной воде с температурой 5-20oC, расход которой составляет 350-700 л/час. После закалки проводят отпуск при температуре 200-400oC в течение времени, рассчитанного по толщине полотна пилы по коэффициенту 0,3-0,7 с/мм.
Этот известный способ осуществляет упрочнение (закалку) зуба пилы после нагрева пламенем газовой горелки, которая не может обеспечить высокую скорость нагрева и локализацию нагрева только до половины высоты зуба. Низкая скорость нагрева и, соответственно, охлаждения ограничивают производительность обработки, не способствуют образованию метастабильных ультродисперсных структур. Кроме того, закалка всего зуба обуславливает его выкрашивание при работе на удар в условиях металлургического производства.
Наиболее близким к предлагаемому изобретению является способ (3) плазменного упрочнения пилообразного режущего инструмента, в котором для достижения высокой твердости на зубьях, например, деревообрабатывающей пилы из стали 9ХМФ до 8500 МПа обработку плазменной струей ведут со стороны вершины зуба в направлении, составляющем с передней режущей кромкой угол 24- 45 град.
Этот способ включает в себя струйный плазменный нагрев зуба пилы со стороны его вершины, что обеспечивает нагрев зуба до половины его высоты. Охлаждение нагретого зуба осуществляется за счет теплоемкости изделия или с применением охлаждающей жидкости.
К недостаткам этого известного способа - прототипа относятся низкая производительность, обусловленная необходимостью нагрева каждого зуба в отдельности, а также низкое качество пили, обусловленное возможностью перегрева и оплавления вершины зуба.
Основной задачей, решаемой изобретением, является исправление указанных недостатков, а именно повышение производительности упрочняющей обработки и качества, а также снижение затрат материально-энергетических ресурсов на нагрев и упрочнение пилы.
Поставленная задача решается тем, что в известном способе упрочнения пилы, включающем плазменный нагрев зубьев пилы со стороны их вершины и последующее их охлаждение, плазменный нагрев зубьев производят до температуры, превышающей температуру фазовых превращений электролитной плазмой при включении чередующихся повышенного и пониженного электрических потенциалов путем введения зубьев пилы в электролит задней поверхностью по ходу их движения с обеспечением возможности размещения в электролите за время до переключения электрического потенциала не менее 1/4 всех одновременно нагреваемых зубьев, после чего производят выглаживание каждого нагретого зуба по задней поверхности неэлектропроводным индентором с одновременным введением в зону выглаживания легирующих элементов и пропускания электрического тока плотностью до 10 А/см2, а охлаждение зубьев осуществляют после их выглаживания путем подстуживания на воздухе до температуры мартенситных превращений и последующего воздействия электролитом при трении задней поверхности зуба об электропроводную поверхность электропроводного индентора, который выполняют из легирующих элементов и включают в электрическую цепь с потенциалом 30-50 В анодов через слой электролита.
Неэлектропроводный индентор может быть выполнен из керамики, а в качестве легирующих элементов для выполнения электропроводного индентора может быть использован твердый сплав на основе карбида вольфрама и кобальта.
В качестве легирующих элементов, вводимых в зону выглаживания зубьев, могут быть использованы гранулы ферросплава, которые размещают на аноде с обеспечением электрического контакта между ними.
В качестве ферросплава может быть использован ферробор.
Наличие в способе упрочнения пилы такого признака как ввод зубьев пилы в электролит задней поверхностью по ходу его движения так, чтобы за время до переключения электрического потенциала в электролит будет введено не меньше 1/4 всех одновременно нагреваемых зубьев, а также выглаживание по задней поверхности нагретых выше температуры фазовых превращений зубьев неэлектропроводным индентором с одновременным вводом в зону выглаживания легирующих элементов и пропускания электрического тока плотности до 10 А/см2, ведет к образованию нового технического эффекта совмещения по циклу поверхностного деформирования, легирования и охлаждения. Это обеспечивает высокое качество обработки и формирование мелкозернистой структуры поверхностного слоя, имеющей высокую твердость и износостойкость.
А охлаждение зуба путем подстуживания до температуры мартенситных превращений на воздухе и последующего воздействия электролитом при трении задней поверхности зуба об электропроводную поверхность индентора, выполненного из легирующих элементов и включенного в электрическую цепь потенциала 30 - 50 В анодом через слой электролита, обеспечивает направленное перемещение в поверхность легирующих элементов и одновременно с охлаждением электроискровое легирование карбидами вольфрама, что повышает красностойкость и твердость вершины зуба,
Использование вышеприведенных существенных признаков обуславливает высокое качество режущей части зуба, а также экономное расходование легирующих элементов и электрического тока, затрачиваемого на упрочнение.
Согласно изобретению способ упрочнения пилы осуществляется на электролитной-плазменной установке при постепенном окунании вершин зубьев пилы непосредственно в водный раствор кальцинированной соды - электролит. При этом вводится задней поверхностью одновременно несколько зубьев, от 8 до 16, и за время до переключения электрического потенциала в электролит вводится от 2 до 4 зубьев. Это позволяет обеспечить равномерный нагрев и охлаждение всех зубьев пилы.
Для диффузионного модифицирования и осаждения на нагретую поверхность зуба легирующих элементов их вводят в электролит. Электрическое поле напряженностью до 106 В/м обеспечивает транспорт элементов к нагретой поверхности и диффузию их в поверхность. Осаждение элементов на нагретую поверхность зуба и трение ее о поверхность керамического индентора при стимулирующем действии электрического токе обеспечивают аномальную скорость диффузии.
Ионы легирующих элементов в поверхностном слое зуба образуют твердые растворы и химические соединения в виде боридов, карбидов или нитридов.
Например, при размещении на сетку анода ферробора с содержанием углерода до 3% происходит выщелачивание бора и углерода, которые транспортируются к катоду - поверхности зуба, а железо окисляется продуктом элекролиза воды - кислородом, который транспортируется к аноду. Окислы железа постепенно коагулируют и выпадают в осадок, а ионы бора и углерода обогащают электролит и участвуют в технологии упрочнения.
После подстуживания зуба до температуры мартенситных превращений на воздухе осуществляется трение задней поверхности зуба об электропроводную поверхность индентора, выполненного из легирующих элементов и включенного в электрическую цепь потенциала 30 - 50 В анодом через слой электролита, это осуществляется одновременно с охлаждением электролитом.
Такая обработка обеспечивает направленное перемещение в поверхность легирующих элементов и электроискровое легирование твердыми сплавами, например карбидами вольфрама, что повышает красностойкость и твердость задней поверхности и вершины зуба.
Оптимальными являются такие режимы обработки: линейная скорость перемещения зубьев пилы 300 мм/мин, что обеспечивает перемещение одного зуба в секунду или при включении 280 В на 2 сек ввод двух зубьев при повышенном напряжении, и при одновременно обработке 12 зубьев три цикла повышения и три цикла понижения напряжения на каждый зуб.
Погружение зуба в злектролит от 0 до 3/4 его высоты обеспечивает его нагрев до половины высоты, но при этом температура нагрева неравномерная. Максимальная температура нагрева на режущей грани зуба на 100-150 град. выше температуры аустенизации стали, применяемой для изготовления пилы. В данном случае пила изготавливалась из стали 9ХС, что давало возможность перегреть режущую грань до 1200oC, а при вводе ее из электролита подстудить на воздухе до 300-450oC. При нагреве на поверхность зуба осаждались легирующие элементы (в основном бор и углерод), которые вводились в плазму электролита посредством выщелачивания ферробора, размещенного на сетке анода. Нагрев поверхности, осаждение и диффузия элементов осуществлялась при стимулирующем действии электрического тока, плотностью до 10 А/см2. Нагретый выше температуры аустенизации зуб пилы извлекался из электролита при одновременном выглаживании о твердый, холодный индентор, что также стимулировало диффузию. Кроме того, совмещение выглаживания с охлаждением обеспечивало выполнение режима механо-термической обработки с присущими для этой обработки эффектами.
После подстуживания зуба его задняя поверхность подвергалась электроискровому легированию при пониженном электрическом потенциале 30-50 B и ограничении по току до 0,1 - 0,3 А/см2. Ограничение тока обеспечивалось тем, что подвод электрического потенциала на электрод - твердосплавную пластину осуществлялся через электролит, что позволяло также осуществить охлаждение как зуба пилы, так и электрода до температуры электролита. Учитывая, что охлаждение осуществлялось погружением зуба в электролит на 3/4 его высоты, то при выводе зуба из электролита он нагревался до 100oC за счет тепла, аккумулированного в диске пилы, который не охлаждается.
Таким образом, изменяя скорость перемещения зубьев пилы, напряженность электрического поля и величины периода его переключения, можно обеспечить высокое качество нагрева на пилах, имеющих различный диаметр.
Способ осуществляется с использованием расходуемых элементов: водного раствора кальцинированной соды - 10 - 15%, электролита и слоя ферробора на сетке анода. Кроме того, расходуемым элементом является твердосплавный индентор из ВК-12 или ВК-8.
В зависимости от технологических требований зуб пилы можно прокаливать на различную глубину от 1/3 до 3/4 его высоты. При этом твердость и красностойкость режущей грани не изменяется.
Температура всей пилы после упрочнения зубьев повышается не более чем до 50oC. Скорость вращения пилы рассчитывается в зависимости от диаметра и напряженности электрического поля.
Для апробации способа была изготовлена специализированная установка, которая состоит из вращателя пилы с встроенным регулятором частоты вращения и электролитными ячейками. Пила на установке закреплялась на горизонтальном шпинделе так, чтобы ее зубья погружались в злектролит ячейки на технологически обусловленную глубину.
Под пилой устанавливалось две ячейки. Первая для нагрева и легировання зубьев. На аноде первой ячейки размещался легирующий элемент в виде ферросплава, а одна из ее стенок, по ходу перемещения зубьев, пилы, выполнялась упругой с встроенным керамическим индентором.
Вторая ячейка подключалась на пониженный потенциал 30-50 B и имела на своей упругой стенке, размещенной навстречу движения зубьев пилы, твердосплавный индентор. Площадь индентора, контактирующая с электролитом, и расстояние от анода до индентора регулируют плотность электрического тока при электроискровом легировании.
Расстояние между ячейками выбирается из условия нахождения зуба пилы на воздухе для его подстуживания до температуры мартенситных превращений - это, как правило, 20 - 30 мм.
При входе зуба пилы во вторую ячейку осуществляется одновременно две технологические операции: электроискровое легирование и охлаждение электролитом при наложении пониженного (30-50 B) электрического потенциала.
Пример 1.
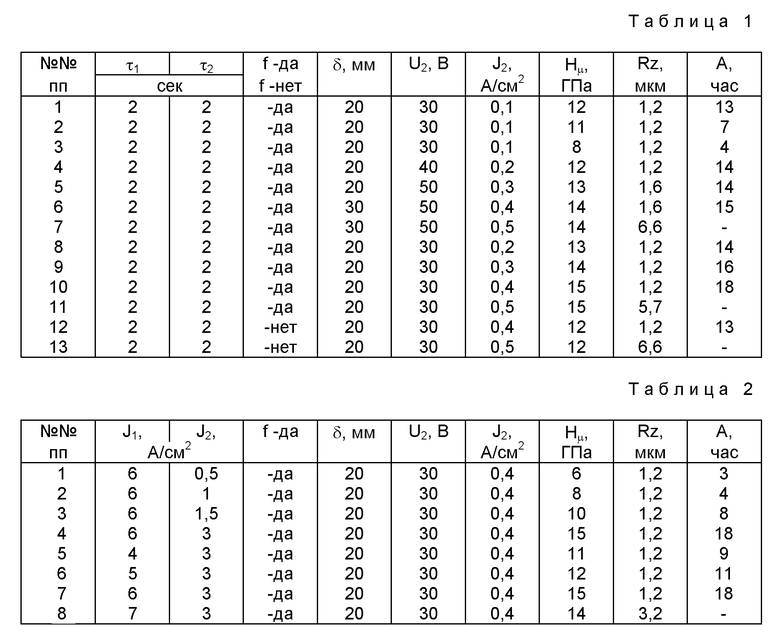
Осуществлялся способ упрочнения пилы при использовании электролитно-плазменного устройства для упрочнения. Технологические режимы упрочнения и конструктивные признаки устройства соответствуют вышеприведенным. В примере 1 изменялись следующие параметры: периоды включения потенциалов - τ1, τ2; наличие ферросплава на сетке анода f - да, f - нет; расстояние между ячейками δ; величина потенциала на аноде второй ячейки U2 и плотность тока при электроискровом легировании J2.
При эксперименте контролировали: твердость задней поверхности зуба Hμ; его шероховатость Rz и работоспособность пилы A (час).
Результаты эксперимента приведены в таблице 1 (табл. 1 и 2 см. в конце описания).
Эксперименты показали, что увеличение зазора между ячейками снижает эффективность упрочнения, это обусловлено подстуживанием зуба ниже точки мартенситных превращений. Кроме того, без использования ферросплава эффективность упрочнения также снижается, а электроискровое легирование при повышенной плотности тока дает высокую шероховатость поверхности режущей грани, что недопустимо для режущего инструмента (см. поз.7,11,13).
Пример 2.
Осуществлялось упрочнение зубьев пилы по режимам, приведенным в позиции 10 (таблица 1), изменялись величины плотности тока при повышенном и пониженном электрическом потенциале J1 и J2. Периоды включения и выключения потенциалов были приняты по 2 сек.
Результаты экспериментов показали, что при понижении потенциала, по-видимому, зуб не прогревается до температуры аустенизации и при охлаждении не полностью осуществляются мартенситные превращения.
Повышенные напряжения перегревают зуб почти до оплавления, что характеризуется увеличением шероховатости и отказами про причине образования заусенцев на торце изделия.
Результаты эксперимента приведены в таблице 2.
Предложенный способ упрочнения наряду с высокими показателями качества обладает еще и такими преимуществами: высокой производительностью и экологической чистотой. При его осуществлении, по сравнению с электроконтактной закалкой (метод Говелинга), производительность увеличивается почти в 30 раз.
Кроме того, заявляемый способ относится к ресурсосберегающим технологиям, так как имеет высокий коэффициент использования электрической энергии, почти 80%.
Источники, использованные при составлении описания.
1. А.С.СССР N 1706234, МКИ5 C 23 C 14/32. Способ обработки инструмента. Опубл. 05.07.89.
2. Патент ГДР N 270930, МКИ4 C 21 C 9/24. Vtrtahren zum Harten der Sagebiattrahne von Kreissageblattern
Способ закалки дисковых пил. Опубл. 16.08.89.
3. А.с. СССР N 1643621, МКИ5 C 21 D 9/24. Способ плазменного упрочнения пилообразного режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| СПОСОБ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2119538C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДИСКОВЫХ ПИЛ | 1997 |
|
RU2123535C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| ПОЛОТНО ПИЛЫ | 2004 |
|
RU2277459C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1997 |
|
RU2112053C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
Изобретение относится к металлургическому производству и может быть использовано при изготовлении пил для резки гнутых профилей, труб и проката. Зубья пилы нагревают электролитной плазмой до температуры, превышающей температуру фазовых превращений, при включении чередующихся повышенного и пониженного электрических потенциалов. Зубья пилы вводят в электролит задней поверхностью по ходу их движения. За время до переключения потенциала в электролите размещается не менее 1/4 всех одновременно нагреваемых зубьев. Затем нагретые зубья выглаживают по задней поверхности неэлектропроводным индентором. Одновременно в зону выглаживания вводятся легирующие элементы и пропускается электрический ток плотностью до 10 А/см2. Затем зубья охлаждают путем их подстуживания на воздухе до температуры мартенситных превращений и последующего воздействия электролитом. При этом производят трение задней поверхности зубьев об электропроводный индентор. Последний выполняют из легирующих элементов и включают в электрическую цепь с потенциалом 30-50 В анодом через слой электролита. В результате обеспечивается повышение производительности и качества упрочняющей обработки с одновременным снижением затрат на ее осуществление. 3 з.п. ф-лы, 2 табл.
| Способ плазменного упрочнения пилообразного режущего инструмента | 1988 |
|
SU1643621A1 |
| Способ плазменной закалки режущего инструмента | 1989 |
|
SU1680786A1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЬЕВ ПИЛЫ | 1992 |
|
RU2033437C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ДЕРЕВОРЕЖУЩИХ ПИЛ | 1991 |
|
RU2026372C1 |
| US 3592703 А, 13.07.71 | |||
| СПОСОБ ИЗМЕРЕНИЯ ЦВЕТА ПОВЕРХНОСТИ И ИЗМЕРИТЕЛЬ ЦВЕТА ПОВЕРХНОСТИ | 1990 |
|
RU2018793C1 |
| ИМПУЛЬСНАЯ СИСТЕМА ПИТАНИЯ БЕТАТРОНА С РАЗМАГНИЧИВАНИЕМ МАГНИТОПРОВОДА | 2002 |
|
RU2229772C1 |

