Изобретение относится к обработке металлов поверхностным пластическим деформированием и может быть применено для отделочно-упрочняющей обработки наружных цилиндрических поверхностей выглаживанием для получения необходимой шероховатости и упрочнения поверхностного слоя деталей машин и механизмов. Целью изобретения является повышение эффективности процесса обработки выглаживанием. Под эффективностью понимается повышение качества, производительности и стойкости инструмента.
Известен комбинированный способ отделочно-упрочняющей обработки алмазным выглаживанием, при котором выглаживание осуществляется двумя или большим числом алмазных инденторов с различными радиусами, расположенных в плоскости, перпендикулярной оси детали [1]. По такому способу обработки первый индентор, малого радиуса, обеспечивает упрочнение поверхности, а следующий, большего радиуса, - формирование наиболее благоприятного микрорельефа уже упрочненной поверхности.
Недостатком такого способа обработки является нерациональное использование рабочей части инструмента и его невысокая стойкость, так как в процессе обработки участвует вершина рабочей поверхности выглаживающего инструмента, выполненная в виде сферы, которая со временем изнашивается, и инструмент становится не пригоден для дальнейшего использования и подлежит переточке при том, что большая часть его рабочей поверхности не использована. Также недостатком данного способа обработки является невысокая производительность, которая ограничивается необходимой величиной подачи, обеспечивающей равномерную глубину упрочненного слоя по длине обрабатываемой поверхности.
Предлагаемое изобретение направлено на повышение качества обрабатываемой поверхности, производительности и стойкости выглаживающего инструмента.
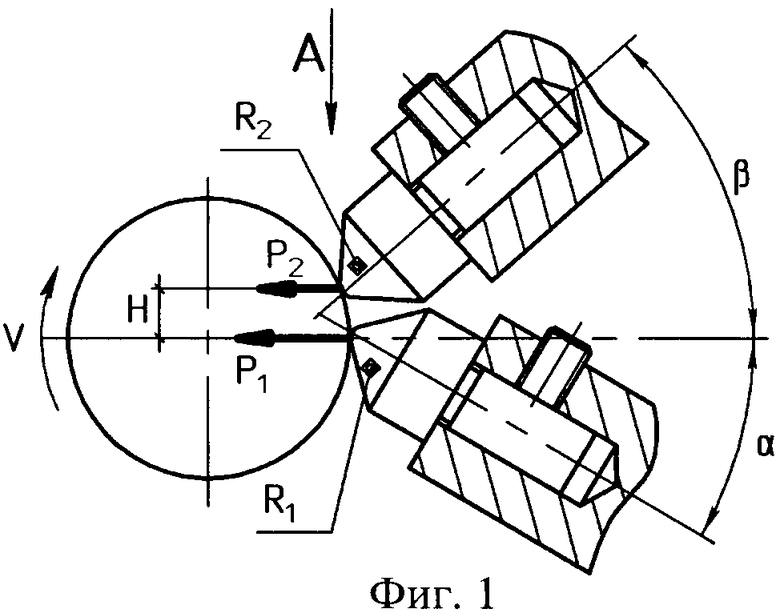
Предложен способ отделочно-упрочняющей обработки выглаживанием наружных цилиндрических поверхностей, включающий вращение детали и сообщение продольной подачи двум инструментам различного радиуса, которые внедряют в обрабатываемую поверхность с различными усилиями, при этом инструменты располагают под углами 30°-40° к направлению их внедрения в обрабатываемую поверхность, один из которых внедряют в обрабатываемую поверхность в направлении, перпендикулярном оси вращения детали, второй инструмент располагают смещенным относительно оси вращения детали и относительно первого инструмента в направлении продольной подачи из условия обеспечения перекрытия следов внедрения упомянутых инструментов при обработке.
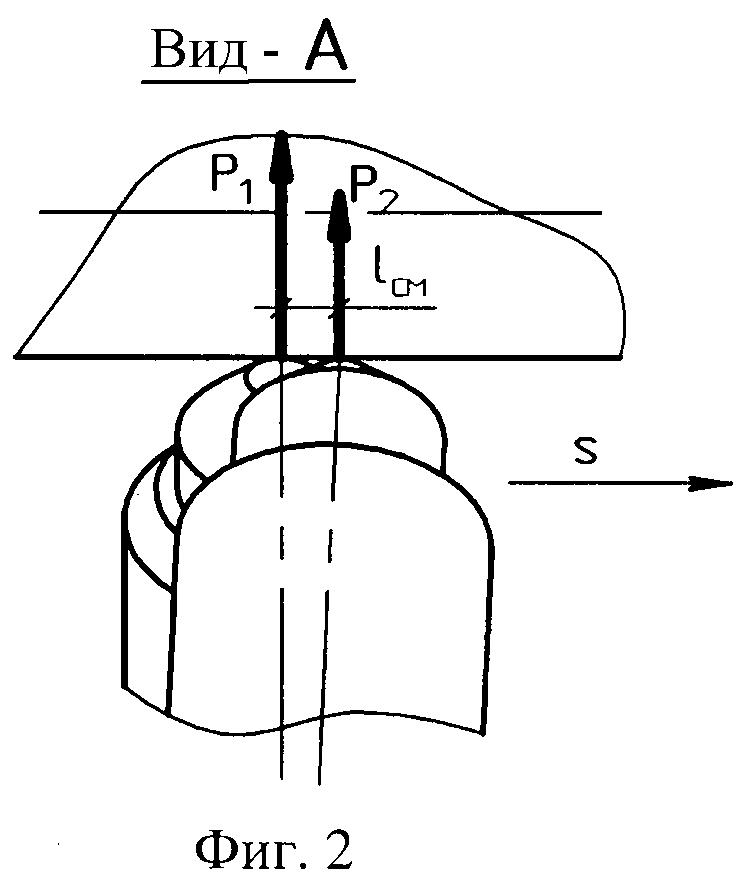
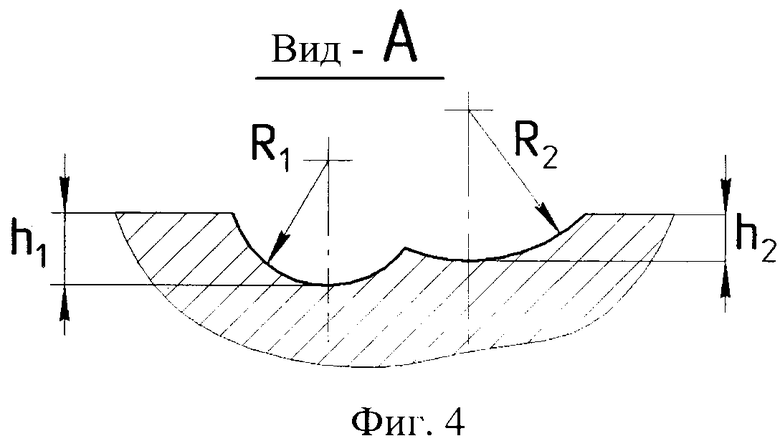
На фиг.1 изображен предлагаемый способ обработки, на фиг.2 - вид А фиг.1. Схемы перекрытий следов от внедрения инструмента 1 и инструмента 2 представлены на фиг.3, фиг.4. На фиг.4 показан вид А фиг.3.
При таком способе обработки, в результате расположения инструментов под углами к направлению их внедрения в обрабатываемую поверхность, использование рабочей части инструментов является более рациональным по сравнению с внедрением, когда ось инструмента совпадает с направлением его внедрения. В этом случае износ инструментов происходит на боковой поверхности сферического участка, в результате чего, другая, неизношенная часть может быть использована при дальнейшей обработке.
За счет того что один из инструментов (инструмент 2) смещен относительно оси вращения обрабатываемой детали, в результате перераспределения действия сил в контакте инструмента 2 с деталью происходит уменьшение силы трения, а за счет того, что инструменты внедряются с различными усилиями и инструмент 2 смещен относительно инструмента 1 в направлении подачи, инструмент 1 испытывает меньшую фронтальную нагрузку и, следовательно, будет меньше деформационная составляющая силы трения, в результате чего происходит повышение качества обработки и стойкости инструмента.
В результате перекрытия следов внедрения инструментов возможно увеличить продольную подачу, повысив тем самым производительность обработки без потери качества. Кроме того, возможно регулировать величину перекрытия следов внедрения инструментов, что позволяет формировать на поверхности определенный микропрофиль.
Источники информации
1. Михайлов А.А. Повышение эффективности алмазного выглаживания / А.А.Михайлов, В.В.Плешаков, В.В.Андрианов, Ю.Н.Савицкий // Вестник машиностроения. - 1983. - №4. - С.59-61.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| Способ поверхностного пластического деформирования | 1985 |
|
SU1243934A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2011 |
|
RU2482953C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2019 |
|
RU2703072C1 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |

Изобретение относится к обработке металлов поверхностным пластическим деформированием и может быть использовано для отделочно-упрочняющей обработки наружных цилиндрических поверхностей выглаживанием. Осуществляют вращение детали и сообщают продольную подачу двум инструментам различного радиуса, которые внедряют в обрабатываемую поверхность с различными усилиями. Располагают инструменты под углами 30°-40° к направлению их внедрения в обрабатываемую поверхность. Один из инструментов внедряют в обрабатываемую поверхность в направлении, перпендикулярном оси вращения детали. Второй инструмент располагают смещенным относительно оси вращения детали и относительно первого инструмента в направлении продольной подачи из условия обеспечения перекрытия следов внедрения упомянутых инструментов при обработке. В результате повышается эффективность обработки. 4 ил.
Способ отделочно-упрочняющей обработки выглаживанием наружных цилиндрических поверхностей, включающий вращение детали и сообщение продольной подачи двум инструментам различного радиуса, которые внедряют в обрабатываемую поверхность с различными усилиями, отличающийся тем, что располагают инструменты под углами 30-40° к направлению их внедрения в обрабатываемую поверхность, один из которых внедряют в обрабатываемую поверхность в направлении, перпендикулярном оси вращения детали, второй инструмент располагают смещенным относительно оси вращения детали и относительно первого инструмента в направлении продольной подачи из условия обеспечения перекрытия следов внедрения упомянутых инструментов при обработке.
| Михайлов А.А | |||
| и др | |||
| Повышение эффективности алмазного выглаживания, Вестник машиностроения, 1983, №4, с.с.59-61 | |||
| ВЫГЛАЖИВАТЕЛЬ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВИДЕ ТЕЛ ВРАЩЕНИЯ НА ТОКАРНЫХ СТАНКАХ | 2005 |
|
RU2307019C1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063324C1 |
| Устройство для выглаживания поверхностейдЕТАлЕй | 1979 |
|
SU818838A1 |
| Способ многоинструментальной чистовой обработки деталей типа вала | 1989 |
|
SU1756124A1 |
| Прибор для записи работы и простоя станков | 1929 |
|
SU26470A1 |
| US 2002189312 A1, 19.12.2002 | |||
| JP 60021139 А, 02.02.1985. | |||

