Данное изобретение в целом относится к установке для изготовления и упаковки стальных прутков и профилей. Точнее, изобретение относится к системе и способу непрерывного изготовления и упаковки полос и/или стальных профилей из жидкого металла, содержащим стальной блок, составленный из печи переплава для скрапа и внепечной металлургии, блок литья, для конкретных заготовок, блок извлечения, прокатный блок и финишный блок для упаковки полос в пакеты заданного веса, готовые для продажи, где все вышеуказанные блоки находятся в одной линии.
Уже известны мощности для производства полос и/или стальных профилей из жидкого металла поточными механизмами и/или контрольные точки поточной линии, согласно которым полосы, у которых могут быть разные поперечные сечения, изготавливаются путем наслоения и затем разрезаются и упаковываются.
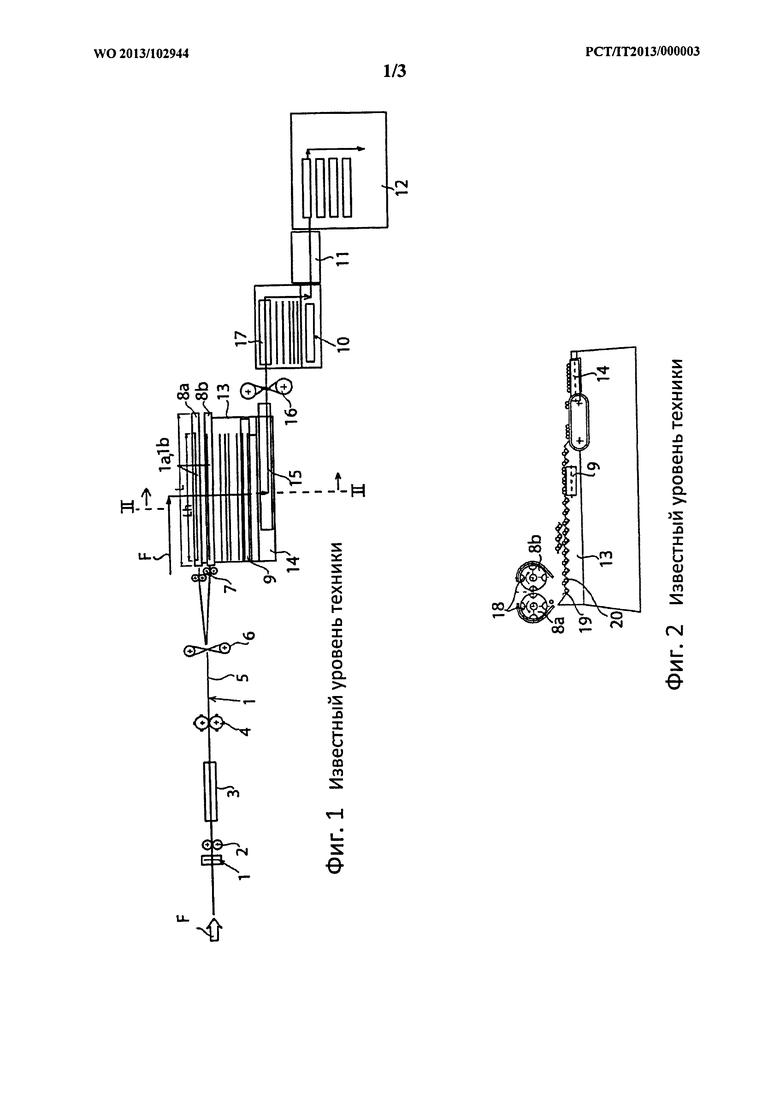
Пример установки для изготовления и упаковки стальных полос традиционного типа, осуществленной тем же заявителем, показан на блок-схеме прилагаемых фигур 1 и 2 (фигура 2 представляет собой вид в разрезе, взятый по линии II-II Фигуры 1), где 1 обозначает полосу неопределенной длины, присутствующую вначале поточной линии, номер 2 означает участок проката, номером 3 показан охлаждающий участок, номером 4 показан участок отделения скрапа, номером 5 обозначено устройство отклонения, тогда как номером 6 показаны режущие ножницы для разрезания полосы 1 на фиксированную длину Lh (равную максимальной серийной длине) или длины, в один или более раза превышающие эту длину Lh, а номером 7 обозначено устройство изменения скорости (устройство торможения), способное транспортировать части 1a, 1b полос в таком скоростном режиме, что части 1a, 1b полос могут быть помещены в соответственные пазы или гнездо 18 (длиной L) обеспеченные на наружной поверхности, соответственно, каждого барабана или вращающегося цилиндра 8a, 8b.
Таким образом, подробно, каждая полоса 1 неопределенной длины на входе линейной системы разделяется ножницами 6 на полосы 1a, 1b фиксированной длины Lh или имеющие длину, в один или более раза больше фиксированной длины Lh, тогда как 5 устройство отклонения направляет полосы 1a, 1b, поочередно и соответственно, во вращающийся цилиндр 8a и 8b во вращающийся цилиндр, и устройство 7 изменения скорости позволяет задерживать полосы 1a, 1b, так что они достигают скорости, которая может позволять им вставляться (согласно направлению потока F) внутрь соответствующих гнезд 18, фиксированной длины L, на латеральной поверхности каждого вращающегося цилиндра 8a, 8b.
В частности, фиксированная длина L каждого гнезда 18 вращающихся цилиндров 8a, 8b больше или равняется максимальной серийной длине или фиксированной длине Lh каждой полосы 1a, 1b.
Положения полос 1a, 1b внутри гнезд 18 одинаковы, как для вращающегося цилиндра 8a, так и для вращающегося цилиндра 8b, и, следовательно, таким путем, цилиндр 8a загружает первую 1a полосу первого седла 19 холодильной плиты или платформы 13, которая имеет средства для транспортирования полосы 1a, такие как движущиеся ножи или лезвия.
Затем движущиеся ножи передвигают первую полосу следующего седла 20 холодильной плиты 13, и вращающийся цилиндр 8b загружает полосу 1b в первое седло 19 холодильной плиты 13, перед тем как движущиеся ножи далее перенесут полосу 1b на следующее седло 20. Процесс продолжается таким путем, пока полосы 1a, 1b не прибудут на надлежащие выравнивающие валки 9, где они удерживаются на месте, чтобы быть загруженными в транспортер 14 таким образом, чтобы образовать соответствующий слой 15, составленный из множества полос 1a, 1b длины Lh.
В этот момент, слой 15 передвигается к режущим ножницам 16, которые, при необходимости, разрезают полосы 1a, 1b фиксированной длины Lh на дальнейшую фиксированную длину.
Так образуется слой полос 17 фиксированной длины, который передвигается на участки 10 обертывания, на участки 11 обвязывания и на участки 12 упаковки. Описанное оборудование, равно как и производственные мощности известного типа, которые предоставляют установку для упаковки полос, помещенных ниже по ходу линии прокатки, имеет некоторые недостатки, включая то, что не допускается высокая скорость упаковки полос, нельзя работать с разными профилями и оборудование является недостаточно компактным, что также делает его дорогим.
Поэтому, с учетом вышеуказанных требований, целью данного изобретения является избегать упомянутых технических недостатков и, в частности, предоставить установку для изготовления и упаковки полос и стальных профилей, которая позволяет получить компактную, надежную, эффективную поточную линию, длина которой существенно уменьшена, по сравнению с предшествующим уровнем техники.
Другой целью изобретения является предоставить установку для изготовления и упаковки полос и стальных профилей, которая, по сравнению с предшествующим уровнем техники, была бы чрезвычайно гибкой, что дало бы сокращение времени и затрат на осуществление и помогло бы избежать захлестывания полос на плите или холодильной платформе.
Дальнейшей целью данного изобретения является предоставить установку для изготовления и упаковки полос и стальных профилей, которая снижает как вложения, так и затраты на эксплуатацию установки, тем самым сокращая время изготовления и повышая скорость упаковки полос и, следовательно, продуктивность. Эти и другие цели достигаются путем предоставления установки для изготовления и упаковки полос и стальных профилей согласно пункту 1 прилагаемой формулы изобретения.
Другие подробные технические признаки раскрываются в зависимых пунктах формулы изобретения.
Выгодным является то, что системная цель данного изобретения особенно компактна и многофункциональна, поскольку она делает возможным непрерывное изготовление, обработку и упаковку полос и/или профилей различной длины, всегда поддерживая эффективную скорость изготовления, и не требуя предоставления долгих периодов ожидания в складских помещениях. В частности, ряд вращающихся цилиндров имеет соответственные седла, образованные на латеральной поверхности цилиндра, приспособленные размещать полосы и/или профили серийной длины, одну за другой и с разными скоростями, таким образом, что задержание упомянутых полос в направлении, перпендикулярном направлению вращения цилиндров, происходит в разные моменты по отношению к соответственному цилиндру, никаким образом не вызывая нахлестывания полос, когда они выгружаются на холодильную плиту.
В качестве примера и без ограничивающих или исчерпывающих целей, области использования фиксирующей системы изобретения следующие:
Цели и преимущества, упомянутые выше, а также другие, о которых речь пойдет далее, становятся более понятными из следующего описания, относящегося к предпочтительным вариантам осуществления изобретения, представленным в качестве примера и являющихся предпочтительными, но не ограничивающими, и прилагаемых графических материалов, на которых:
Фигура 1 показывает блок-схему установки для изготовления и упаковки полос и стальных профилей, осуществленной согласно предшествующему уровню техники;
Фигура 2 представляет собой схематический вид в разрезе, взятый по линии II-II Фигуры 1;
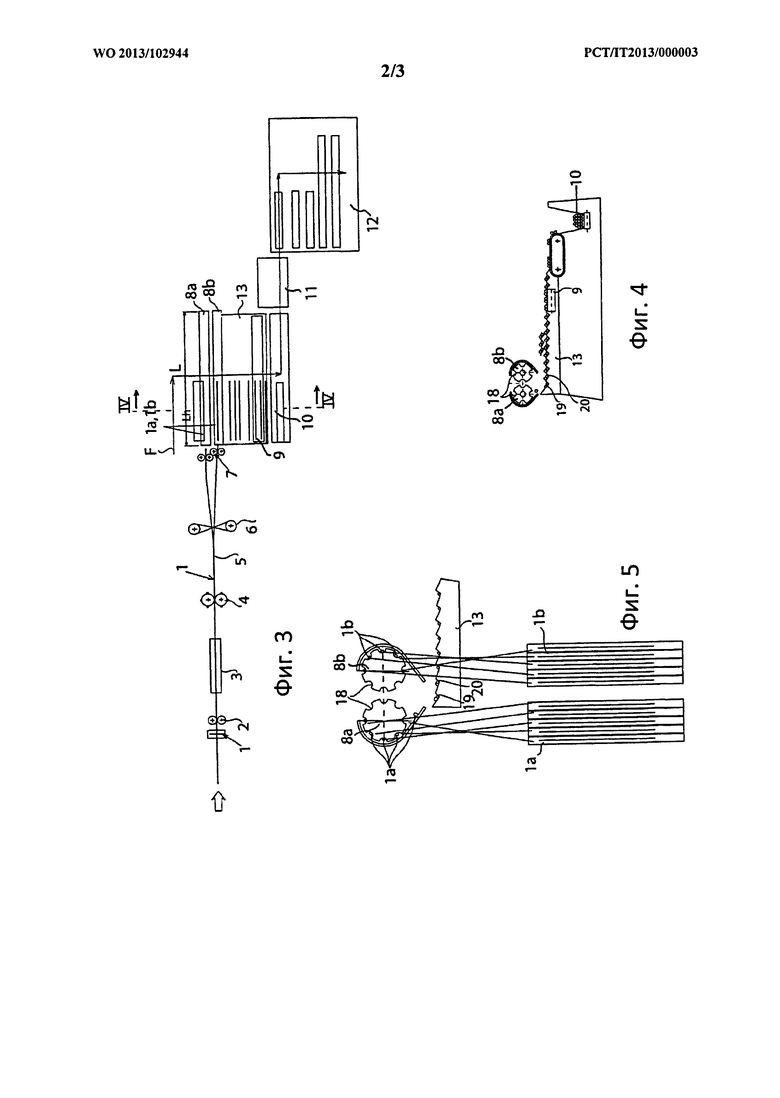
Фигура 3 показывает блок-схему первого варианта осуществления установки для изготовления и упаковки полос и стальных профилей согласно данному изобретению;
Фигура 4 представляет собой схематический вид в разрезе, взятый по линии IV-IV Фигуры 3;
Фигура 5 представляет собой схематический вид способа размещения полос на плите или холодильной платформе, применяемый в системе по Фигуре 3, согласно данному изобретению;
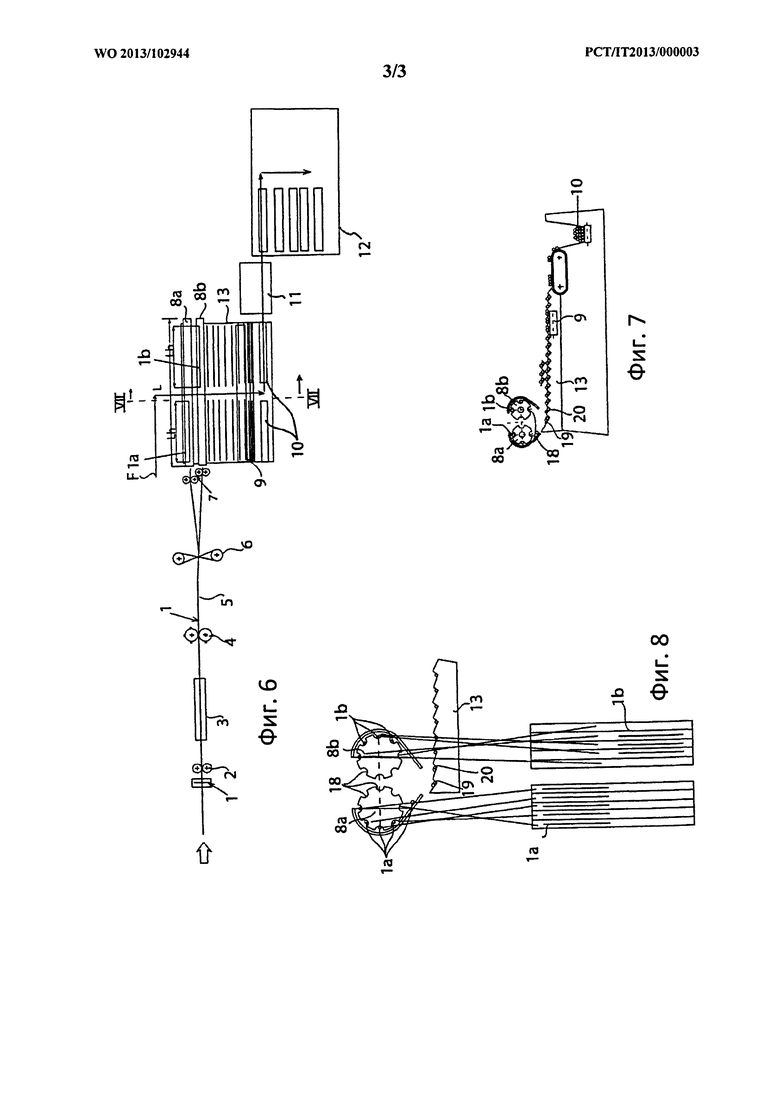
Фигура 6 показывает блок-схему дальнейшего варианта осуществления установки для изготовления и упаковки полос и стальных профилей согласно данному изобретению;
Фигура 7 представляет собой схематический вид в разрезе, взятый по линии VII-VII Фигуры 6;
Фигура 8 представляет собой схематический вид способа размещения полос на плите или холодильной платформе, применяемый в установке согласно фигуре 6, согласно данному изобретению. Касательно, в частности, упомянутых фигур 3-5, где те же элементы Фигур 1 и 2 обозначены с использованием тех же ссылочных позиций, причем номер 1 указывает на полосу или профиль неопределенной длины, который помещен вначале линии, номером 2 обозначен один прокатный участок, номер 3 указывает на охлаждающий участок, номер 4 указывает на участок отделения скрапа, номером 5 обозначено устройство отклонения, тогда как номер 6 указывает на режущие ножницы для разрезания полосы 1 на фиксированную длину Lh (равную максимальной серийной длине) или длины, в один или более раз превышающие фиксированную длину Lh, и номером 7 обозначено устройство изменения скорости (устройство торможения), способное передвигать части 1a, 1b полос фиксированной длины в скоростном режиме, способном тормозить и располагать сами полосы 1a, 1b в каждом гнезде 18 (длины L, причем L больше фиксированной длины Lh), обеспеченном на наружной поверхности, соответственно, каждого вращающегося барабана или цилиндра 8a, 8b. Гнезда 18 составлены таким же количеством пазов, обеспеченных в латеральной поверхности вращающихся цилиндров 8a, 8b, размещенных горизонтально и вращающихся вокруг оси цилиндра.
Пазы вращающихся цилиндров 8а, 8b, помещенных выше, принимают соответственные части 1a, 1b полос с прокатного участка 2, тогда как нижние пазы выгружают части 1a, 1b полос, которые ранее были приняты в высоком положении, на холодильную плиту 13.
Далее устройство 7 изменения скорости, установленное перед каждым вращающимся цилиндром 8а, 8b, поддерживает части 1a, 1b полос с пригодной скоростью, чтобы остановить и удобно разместить указанные части 1a, 1b полос в гнездах 18 вращающихся цилиндров или барабанов 8а, 8b, тогда как устройство отклонения 5 направляет части 1a, 1b полос к пазам вращающихся цилиндров 8а, 8b. Затем каждая полоса 1 неопределенной длины на входе линейной системы разделяется режущими ножницами 6, на части 1a, 1b полос серийной длины Lh, которые размещаются внутри гнезда 18 длины L (причем L>Lh и L больше, чем длина серийной полосы), тогда как устройство 5 отклонения направляет полосы 1a, 1b, поочередно и соответственно, на вращающийся цилиндр 8а и вращающийся цилиндр 8b, и устройство 7 изменения скорости позволяет задерживать полосы 1a, 1b, так что они достигают скорости, которая может позволять им вставляться (в направлении потока F) внутрь соответственных гнезд 18 на латеральной поверхности каждого вращающегося цилиндра 8а, 8b.
Положение частей 1a, 1b полос внутри седел 18 одинаково для вращающегося цилиндра 8а и вращающегося цилиндра 8b.
В частности, ожидается, что полосы 1a, 1b расположены в гнездах 18 каждого прокатного цилиндра соответственно 8а, 8b, всегда в одних и тех же положениях, таким образом, что, во время проведения выгрузки указанных полос 1a, 1b на плиту или холодильную платформу 13, они не перекрывают друг друга.
Подробнее, каждый из цилиндров - 8а и 8b - выгружает часть 1a, 1b первой полосы на первый приемник 19 холодильной плиты 13, которая имеет средства для транспортировки частей 1a, 1b полос, такие как движущиеся ножи или лезвия.
Затем движущиеся ножи передвигают части 1a, 1b полос на второе седло 2 0 холодильной плиты 13 только после того, как полосы 1a, 1b выгрузятся из соответственных цилиндров 8а, 8b.
Процесс продолжается таким путем, пока части 1a, 1b полос не прибудут на соответствующий выравнивающие валки 9, где они удерживаются на месте, чтобы быть выгруженными на участок 10 обертывания и на участок 11 обвязывания и на участок 12 упаковки.
Чтобы лучше использовать вместимость (ограниченную) гнезда холодильной плиты 13, возможно использовать систему изготовления и упаковки полос и/или профилей, такую как показано на прилагаемых Фигурах 6-8, согласно которым режущие ножницы 6 подразделяют прутки 1 неопределенной длины на части 1a, 1b полос фиксированной длины Lh (длина Lh такова, что возможно поместить 2 или более частей 1a, 1b полос в пределах длины L, причем L равно длине гнезда 18 каждого вращающегося цилиндра 8а, 8b, и, в частности, Lh<½ L), и устройство 5 отклонения направляет части 1a, 1b полос, поочередно и соответственно, к цилиндру 8а и к цилиндру 8b. Далее устройство 7 изменения скорости, установленное перед соответствующим вращающимся цилиндром 8а, 8b поддерживает соответственные полосы сначала с такой скоростью, что вышеупомянутые первые полосы могут быть размещены в гнездах 18 вращающегося цилиндра 8а, тогда как устройство 7 изменения скорости, установленное перед вращающимся цилиндром 8b поддерживает соответственные части 1b полос с такой скоростью, что указанные части 1b полос могут быть размещены в гнездах 18 вращающегося цилиндра 8b, которые приближены или близки к, но отличаются, по сравнению с соответствующими гнездами 18 вращающегося цилиндра 8а, так чтобы части 1a, 1b полос не захлестывались на холодильную плиту 13.
Затем положения частей 1a, 1b полос всегда одинаковы, как внутри вращающегося цилиндра 8а, так и внутри цилиндра 8b (как подробно показано на прилагаемой Фигуре 8), и вращающиеся цилиндры 8а и 8b выгружают части 1a, 1b полос сначала на первое седло 19 холодильной плиты 13.
В частности, положения полос 1a, 1b внутри соответственных цилиндров 8а, 8b таковы, что, когда указанные полосы 1a, 1b выгружаются на холодильную плиту 13, они не захлестывают друг друга и, в частности, ожидается, что сначала полосы всегда помещаются в гнездо 18 вращающихся цилиндров 8а, 8b, в последовательных положениях, один ряд за другим, и не мешают друг другу внутри указанного гнезда 18 (как подробно показано на прилагаемой Фигуре 8). Таким путем загружается, циклически и поочередно, сначала все гнездо 18 первого вращающегося цилиндра 8а, и потом другое гнездо 18 второго вращающегося цилиндра 8b.
В этот момент и, следовательно, только после того, как части 1a полос, идущие с вращающегося цилиндра 8а, так и части полос 1b, идущие с вращающегося цилиндра 8b, помещаются в седло 19 холодильной плиты 13, причем движущиеся лезвия холодильной плиты 13 обеспечивают перенос частей 1a, 1b полос внутри седла 20, следующего и смежного с седлом 19, холодильной плиты 13. Когда части 1a, 1b полос прибывают на выравнивающие валки 9, они удерживаются на месте, чтобы сделать возможной упаковку и, в частности, полосы сначала размещают на входе выравнивающих валков 9, тогда как части 1b полос помещают с наружной стороны выравнивающих валков 9.
На участке 10 обертывания, размещенном перед участками 11 обвязывания и участком 12 упаковки, одновременно образуется два пакета полос.
Из вышеприведенного описания становятся ясными технические характеристики установки для изготовления и упаковки полос и стальных профилей, цель данного изобретения, а также преимущества.
Наконец, ясно, что могут быть выполнены разные варианты обсуждаемой установки, не отходя от принципов новизны, присущих идее изобретения, согласно прилагаемой формуле, равно как ясно и то, что в практическом варианте осуществления изобретения, материалы, формы и размеры технических деталей могут быть любыми согласно требованиям и в то же время могут заменяться другими элементами, которые им технически эквивалентны.
Изобретение относится к области изготовления и упаковки полос и стальных профилей. Способ включает прокатку прутков и профилей (1) неопределенной длины, транспортировку их на охлаждающий участок (3), участок (4) отделения скрапа, устройство (5) отклонения, к режущим ножницам (6) для разрезания на части (1a, 1b), имеющие фиксированную длину (LH). Перемещение производят посредством устройства (7) изменения скорости в таком скоростном режиме, что они могут быть помещены в соответственные пазы или гнезда (18) на наружной поверхности по меньшей мере одного цилиндра или вращающегося барабана (8а, 8b), каждый из которых связан с устройством (7) изменения скорости, так что гнездо (18) принимает части (1a, 1b) полос с разными скоростями, в зависимости от принадлежности указанного гнезда (18) одному первому (8а) или по меньшей мере второму вращающемуся цилиндру (8b), чтобы избежать нахлеста частей (1a, 1b) полос, когда они выгружаются на холодильную плиту (13). 8 з.п. ф-лы, 8 ил.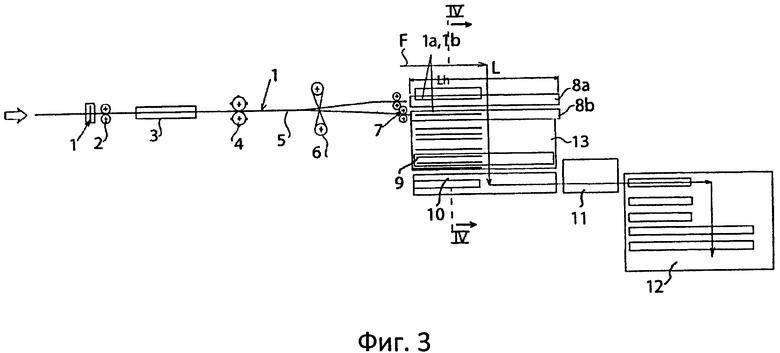
1. Способ изготовления стального проката в виде полос или прутков и профилей, включающий следующие этапы:
прокатка полос, прутков или профилей (1) неопределенной длины,
отделение скрапа полос, прутков или профилей (1),
отклонение полос, прутков или профилей (1),
разрезание указанных полос, прутков или профилей (1) на части (1a, 1b), имеющие по меньшей мере первую фиксированную длину (LH),
транспортирование частей полос, прутков или профилей с изменением скорости посредством устройства (7) для изменения скорости, к по меньшей мере двум вращающимся цилиндрам (8а, 8b),
при этом каждый из по меньшей мере двух вращающихся цилиндров (8а, 8b) имеет внешнюю поверхность, в которой выполнены пазы или гнезда (18), которые во время вращения проходят из верхнего положения, в котором пазы или гнезда (18) принимают части (1a, 1b) полос, прутков или профилей в нижнее положение, в котором пазы или гнезда (18) выгружают части (1a, 1b) полос, прутков или профилей,
причем пазы или гнезда (18) имеют вторую фиксированную длину (L), большую, чем указанная первая фиксированная длина (LH), и большую, чем серийная длина полос, прутков или профилей,
указанные части (1a, 1b) полос, прутков или профилей транспортируют посредством устройства изменения скорости в установленном скоростном режиме, с обеспечением возможности размещения указанных частей в соответствующие пазы или гнезда (18) при условии, что пазы или гнезда (18) в верхнем положении принимают части (1a, 1b) полос, тогда как пазы или гнезда (18) в нижнем положении выгружают части (1a, 1b) полос, ранее принятые в верхнем положении, на по меньшей мере одну холодильную плиту (13),
при этом каждый вращающийся цилиндр (8а, 8b) связывают с отдельным устройством (7) для изменения скорости, с обеспечением возможности приема указанными пазами или гнездами (18) разных вращающихся цилиндров (8а, 8b) указанных частей (1a, 1b) полос, прутков или профилей с разными скоростями в зависимости от принадлежности указанных пазов или гнезд (18) одному первому (8а) или по меньшей мере одному второму вращающемуся цилиндру (8b), при этом задержание указанных частей (1a, 1b) полос в направлении, перпендикулярном направлению вращения указанных цилиндров (8а, 8b), производят в разные моменты по отношению к соответствующему цилиндру для исключения нахлеста полос, прутков или профилей при выгрузке на холодильную плиту, отличающийся тем, что указанные части (1a, 1b) стального проката в виде полос, прутков или профилей имеют одинаковые положения внутри указанных гнезд (18) для указанного первого вращающегося цилиндра (8а) и для указанного второго вращающегося цилиндра (8b), так что указанные части (1a, 1b) расположены в указанных пазах или гнездах (18) всегда в одних и тех же положениях, при этом используют первое устройство (7) для изменения скорости, установленное перед соответствующим первым вращающимся цилиндром (8а), которое сначала поддерживает такую скорость соответственной указанной первой части (1а), которая обеспечивает возможность размещения вышеупомянутой первой части (1а) в первом гнезде (18) первого вращающегося цилиндра (8а), тогда как второе устройство (7) для изменения скорости, установленное перед соответствующим вторым вращающимся цилиндром (8b), поддерживает такую скорость соответственной указанной второй части (1b), при которой указанная вторая часть (1b) может быть размещена во втором гнезде (18) второго вращающегося цилиндра (8b), которое приближено или близко к соответствующему первому гнезду (18) первого вращающегося цилиндра (8а), причем отстоит от него с исключением нахлеста первых и вторых указанных частей (1a, 1b) при выгрузке на холодильную плиту (13).
2. Способ по п. 1, отличающийся тем, что указанные части (1а, 1b) проката в виде полос, прутков или профилей направляют, соответственно и поочередно, в первый (8а) и во второй вращающийся цилиндр (8b).
3. Способ по п. 1, отличающийся тем, что указанные части (1а, 1b) перемещают от первого седла (19) ко второму седлу (20), смежному с указанным первым седлом (19) холодильной плиты (13).
4. Способ по п. 3, отличающийся тем, что этап перемещения указанных частей (1a, 1b) с указанного первого седла (19) на указанное второе седло (20), смежное с указанным первым седлом (19) холодильной плиты (13) производят только после выгрузки по меньшей мере одной указанной части (1a, 1b) из каждого вращающегося цилиндра (8а, 8b).
5. Способ по п. 1, отличающийся тем, что указанные части (1а, 1b), которые выгружают из указанных вращающихся цилиндров (8а, 8b) и которые передвигают на указанную холодильную плиту (13), перемещают к соответствующим выравнивающим валкам (9), в которых указанные части (1a, 1b) удерживают на месте для загрузки на участок (10) обертывания, на участок (11) обвязывания и на участок (12) упаковки.
6. Способ по п. 5, отличающийся тем, что некоторые из указанных частей (1а) располагают с впускной стороны указанных выравнивающих валков (9), а другие части (1b) - с выпускной стороны указанных выравнивающих валков (9), с возможностью одновременного образования по меньшей мере двух пакетов полос на участке (10) обертывания.
7. Способ по п. 1, отличающийся тем, что посредством указанного устройства (7) для изменения скорости поддерживают скорость перемещения соответствующих указанных частей (1b) проката, обеспечивающую возможность размещения указанных соответствующих частей (1b) в пазах или гнездах (18) по меньшей мере одного первого вращающегося цилиндра (8b), которые приближены или близки к пазам или гнездам (18) по меньшей мере одного второго вращающегося цилиндра (8th), причем отстоят от них с исключением нахлеста указанных частей (1a, 1b) на холодильной плите (13).
8. Способ по п. 1, отличающийся тем, что указанные первые части (1а) и указанные вторые части (1b) размещают внутри одного и того же паза или гнезда (18) указанного вращающегося цилиндра (8а, 8b).
9. Способ по одному из пп. 1-8, отличающийся тем, что первый паз или гнездо (18) первого вращающегося цилиндра (8а), а затем второй паз или гнездо (18) второго вращающегося цилиндра (8b) загружают циклически и поочередно.
| WO 2005123292 A1, 29.12.2005 | |||
| WO 2007003331 A1, 11.01.2007 | |||
| Устройство для передачи круглого проката | 1978 |
|
SU697219A1 |
| Устройство для поштучной выдачи гибких длинномерных стержней | 1988 |
|
SU1615103A1 |

