Уровень техники
Взвешивающие устройства для взвешивания штучных предметов, перемещаемых на ленточных транспортерах, в принципе известны.
Однако всем известным решениям присуще множество проблем. Так, часто необходимо четко заданное и максимально точное управление скоростью транспортировки предметов. В распространенных технических решениях, предусматривающих полностью или частично совместное с ленточным транспортером взвешивание штучного предмета, что обусловливает высокую базовую нагрузку весов, пригодны лишь весы, способные измерять достаточно высокие массы и поэтому ограниченные в своих возможностях, что касается точности и универсальности. Кроме того, восприимчивость весов к внешним вредным воздействиям требует в соответствующих конструкциях заключения весов в корпус, вследствие чего они занимают большую площадь, а из-за большого времени успокоения и тарирования весы имеют большую длительность цикла.
Раскрытие изобретения
В основу изобретения была положена задача устранения указанных выше недостатков уровня техники. Эта задача решается взвешивающим устройством для штучных предметов, содержащим ленточный транспортер и по меньшей мере одни расположенные под ленточным транспортером весы с подставкой для взвешиваемого штучного предмета, причем весы установлены неподвижно, ленточный транспортер имеет по меньшей мере две транспортерные ленты, подставка для взвешиваемого штучного предмета снабжена по меньшей мере одним выступом, способным проходить между транспортерными лентами ленточного транспортера, а транспортерные ленты ленточного транспортера способны, по меньшей мере частично, перемещаться по направлению к весам таким образом, чтобы выступы подставки, не совершая собственного перемещения, проходили между транспортерными лентами с возможностью снятия с транспортерных лент находящегося на них штучного предмета и его взвешивания весами.
Изобретение кратко характеризуется следующим образом:
1. Взвешивающее устройство для взвешивания штучных предметов, содержащее ленточный транспортер и по меньшей мере одни расположенные под ленточным транспортером весы с подставкой для взвешиваемого штучного предмета, причем весы установлены неподвижно, ленточный транспортер имеет по меньшей мере две транспортерные ленты, подставка для взвешиваемого штучного предмета снабжена по меньшей мере одним выступом, способным проходить между транспортерными лентами ленточного транспортера, а транспортерные ленты ленточного транспортера способны, по меньшей мере частично, перемещаться по направлению к весам таким образом, чтобы выступы подставки, не совершая собственного перемещения, проходили между транспортерными лентами с. возможностью снятия с транспортерных лент находящегося на них штучного предмета и его взвешивания весами.
2. Взвешивающее устройство по пункту 1, в котором расположенный над весами ленточный транспортер установлен с возможностью перемещения по направлению к весам.
3. Взвешивающее устройство по пункту 1 или 2, в котором подставка имеет несколько выступов.
4. Взвешивающее устройство по одному или нескольким из пунктов 1-3, содержащее несколько транспортерных лент.
5. Взвешивающее устройство по одному или нескольким из пунктов 1-4, в котором выступы подставки расположены двумя или тремя рядами, проходящими поперек направления транспортирования ленточного транспортера.
6. Взвешивающее устройство по одному или нескольким из пунктов 1-5, в котором ленточный транспортер содержит от двух до двадцати транспортировочных лент.
7. Взвешивающее устройство по одному или нескольким из пунктов 1-6, в котором перемещение ленточного транспортера завершается плавной остановкой в крайнем положении.
8. Взвешивающее устройство по пункту 7, в котором плавная остановка перемещения выполняется механическими или электронными средствами.
9. Взвешивающее устройство по пункту 7 или 8, в котором плавная остановка перемещения выполняется механически посредством кулачка.
10. Взвешивающее устройство по одному или нескольким из пунктов 1-9, в котором перемещение ленточного транспортера выполняется гидравлическим, пневматическим или электрическим приводом.
11. Взвешивающее устройство по одному или нескольким из пунктов 1-10, содержащее датчик для определения нахождения транспортируемого штучного предмета на ленточном транспортере и расположения штучного предмета над выступами подставки.
12. Взвешивающее устройство по одному или нескольким из пунктов 1-11, в котором вертикальное перемещение является направленным, в частности посредством направляющей, выбранной из группы, состоящей из шариковой направляющей, скользящей направляющей, цилиндрической шариковой направляющей и их комбинаций.
13. Взвешивающее устройство по одному или нескольким из пунктов 1-12, содержащее двое, трое или четверо весов.
14. Взвешивающее устройство по одному или нескольким из пунктов 1-13, в котором весы заключены в свой корпус и защищены от вредных внешних воздействий.
15. Взвешивающее устройство по одному или нескольким из пунктов 1-14, в котором ленточный транспортер имеет одну или несколько направляющих шин для правильной подачи подлежащего взвешиванию штучного предмета.
16. Способ взвешивания штучных предметов с помощью устройства по одному из предыдущих пунктов, включающий:
- подачу подлежащего взвешиванию штучного предмета в подходящее для взвешивания положение над выступами подставки;
- остановку ленточного транспортера;
- выполняемое при необходимости тарирование одних или нескольких весов;
- опускание штучного предмета на выступы подставки путем уменьшения натяжения транспортерных лент или путем по меньшей мере частичного опускания ленточного транспортера;
- определение веса штучного предмета по его силовому воздействию на весы;
- снятие штучного предмета с выступов подставки путем увеличения натяжения транспортерных лент или путем по меньшей мере частичного подъема ленточного транспортера;
- отвод штучного предмета.
17. Способ по пункту 16, в котором штучный предмет представляет собой автомобильный каталитический нейтрализатор отработавших газов, монолитный носитель для изготовления автомобильного каталитического нейтрализатора отработавших газов, их полуфабрикат, упаковку из картона, пластмассы, металла или их комбинаций или емкость для пищевых продуктов.
18. Применение взвешивающего устройства по одному или нескольким из пунктов 1-15 при осуществлении способа изготовления автомобильных каталитических нейтрализаторов отработавших газов.
19. Установка для нанесения покрытий на носители автомобильных каталитических нейтрализаторов отработавших газов, включающая в себя позицию нанесения покрытия на носители для каталитических нейтрализаторов, по меньшей мере одно первое взвешивающее устройство, расположенное перед позицией нанесения покрытия, а также второе взвешивающее устройство, расположенное за позицией нанесения покрытия, причем по меньшей мере одно из взвешивающих устройств является взвешивающим устройством по одному из пунктов 1-15.
20. Установка по пункту 19, в которой за вторым взвешивающим устройством расположена позиция коррекции.
21. Установка по пункту 19 или 20, в которой за позицией коррекции расположено третье взвешивающее устройство, выполненное согласно изобретению.
22. Установка по одному из пунктов 19-21, в которой между взвешивающими устройствами, позицией нанесения покрытия и позицией коррекции расположены ленточные транспортеры.
23. Установка по одному из пунктов 19-21, в которой взвешивающие устройства связаны с устройством управления технологическими процессами или с компьютером, выполняющим вычисления, необходимые для осуществления способа, и управляющим различными компонентами установки.
Взвешивающее устройство предназначено для взвешивания штучных предметов, причем под штучными предметами в принципе понимаются любые отдельные товары, изделия, заготовки, которые нужно взвешивать. Это могут быть автомобильные каталитические нейтрализаторы отработавших газов и их носители (т.е. носители обеспечивающих нейтрализацию катализаторов), бутылки или консервные банки, перед их заполнением и/или после заполнения и т.п.
Штучные предметы перемещают на одном или нескольких ленточных транспортерах и в отношении этих предметов на различных позициях обработки проводят любые другие технологические операции, в качестве лишь некоторых примеров которых можно назвать заполнение, нанесение покрытия, откачивание, шлифование, сваривание и очищение.
Взвешивающее устройство содержит ленточный транспортер и по меньшей мере одни расположенные под ленточным транспортером весы. В качестве весов можно использовать одни или несколько серийно выпускаемых весов, которые обычно снабжены подставкой для взвешиваемого штучного предмета, т.е. опорой, воспринимающей вес штучного предмета и передающей его на весы.
В конструкции взвешивающего устройства весы установлены неподвижно, т.е. весы в процессе взвешивания не перемещаются. Ленточный транспортер имеет по меньшей мере две транспортерные ленты, но в другом варианте могут использоваться и два отдельных ленточных транспортера. Подставка для взвешиваемого штучного предмета снабжена по меньшей мере одним выступом, способным проходить между транспортерными лентами ленточного транспортера или ленточных транспортеров.
Очевидно, что использование двух ленточных транспортеров хотя и возможно, но вследствие сопутствующего усложнения конструкции должно применяться только в том случае, когда это безусловно необходимо, например, если того требует размер подлежащего взвешиванию штучного предмета.
Выступы подставки могут представлять собой, например, одну или несколько металлических стенок или ребер, способных проходить через промежуток между транспортерными лентами. Вместе с тем, также могут использоваться цилиндрические или стержневидные выступы либо выступы любых иных форм. Благодаря такой конструкции исключается необходимость полного или частичного взвешивания ленточного транспортера вместе со взвешиваемым предметом, что позволяет уменьшить базовую нагрузку весов. В зависимости от размера и формы выступов подставки могут использоваться не только одиночные выступы, но и множество таких выступов. Таким образом можно исключить ситуацию, в которой взвешиваемый предмет поднимется только с одной стороны и, наклонившись, свалится, или же ситуацию, в которой выступы подставки пройдут мимо мелкого предмета: в обоих случаях взвешивание штучного предмета не состоится. Таким образом можно также обходиться без центрирующих элементов, предназначенных для той же цели. Хорошо показало себя применение подставки с выступами в количестве от 1 до 20, или от 3 до 15, или от 5 до 12. Очевидно, что в один ряд, проходящий перпендикулярно направлению транспортирования ленточного транспортера, можно расположить лишь столько выступов подставки, сколько имеется промежутков между транспортерными лентами, так что число транспортерных лент находится в определенном соотношении с числом расположенных рядом друг с другом выступов подставки. Поэтому может использоваться несколько транспортерных лент, причем в большинстве случаев применения достаточно использовать от 2 до 20, или от 3 до 16, или от 4 до 12, или от 6 до 10 транспортерных лент.
Выступы подставки могут быть расположены несколькими рядами, проходящими поперек направления транспортирования ленточного транспортера. При этом в целом оказалось целесообразным использование от 1 до 5 или от 2 до 4 таких рядов, например 3 или 4 ряда. Таким образом, варьируя число и ширину транспортерных лент, число рядов выступов подставки и число самих выступов подставки, взвешивающее устройство можно приспособить к большому числу разнообразных штучных предметов.
Транспортерные ленты ленточного транспортера способны, по меньшей мере частично, перемещаться по направлению к весам таким образом, чтобы выступы подставки, не совершая собственного перемещения, проходили между транспортерными лентами с возможностью снятия с транспортерных лент находящегося на них штучного предмета и его взвешивания весами.
Благодаря этой конструкции весы механически отделены от ленточного транспортера, причем такая механическая развязка позволяет при небольших затратах уменьшить воздействие на весы вредных факторов, связанных с работой ленточного транспортера, и исключить взвешивание ленточного транспортера вместе со взвешиваемым изделием.
Перемещение транспортерных лент по направлению к весам служит цели переноса веса штучного предмета с транспортерных лент на выступы подставки весов, что позволяет взвесить штучный предмет. Перемещение транспортерных лент по направлению к весам обеспечивается опусканием всей конструкции ленточного транспортера, т.е. опусканием ленточного транспортера целиком. В зависимости от того, где расположены весы и выступы подставки, может быть достаточным опускать только часть ленточного транспортера, например один его конец, настолько, чтобы перенести вес штучного предмета на выступы подставки, т.е. чтобы выступы подставки сняли с транспортерных лент находящийся на них на штучный предмет. В компактных взвешивающих устройствах, в которых длина ленточного транспортера лишь ненамного больше длины весов и выступов подставки, часто целесообразно опускать транспортерные ленты или ленточный транспортер по всей длине, поскольку это в большинстве случаев возможно без дополнительного усложнения и удорожания конструкции. Величина пути опускания зависит от подлежащего взвешиванию штучного предмета и конструктивных особенностей взвешивающего устройства. На практике хорошо показало себя опускание (и повторный подъем) на величину от 3 до 30 мм, в частности на величину от 5 до 20 мм или от 8 до 12 мм. Такое вертикальное перемещение транспортерных лент или ленточного транспортера предпочтительно является направленным. В качестве направляющих для этого вообще могут использоваться известные и проверенные конструктивные элементы, в частности шариковые направляющие, скользящие направляющие, цилиндрические шариковые направляющие, а также их комбинации. Подобные компоненты известны как обладающие легкостью хода и прочностью и предлагаются на рынке в виде шарикоподшипников и направляющих профилей под марками NSK или INA, направляющих или кареток под марками NSK или INA.
Таким образом, в особом варианте осуществления изобретения ленточный транспортер опускают целиком.
Опускание ленточного транспортера может выполняться различными приводами. Для этого подходят, например, пневматические, гидравлические или электрические приводы. Такой привод поднимает ленточный транспортер и снова опускает его. При этом в качестве передачи в большинстве случаев может использоваться механическая система, состоящая, например, из рычагов.
В еще одном особом варианте осуществления изобретения перемещение ленточного транспортера при его опускании плавно останавливают в крайнем положении, т.е. перемещение ленточного транспортера завершается его плавной остановкой. Плавная остановка может выполняться - в зависимости от вида привода - механическими или электронными средствами, причем во втором случае плавная остановка ленточного транспортера выполняется путем электронного воздействия на движение электрического привода, например, изменения скорости вращения вала электродвигателя, или на регулирование движения магнитного привода. Это обеспечивается, например, путем контроля подаваемого электрического напряжения.
Плавная остановка также может выполняться механически независимо от вида привода. В особом варианте осуществления изобретения плавная остановка перемещения выполняется механически посредством кулачка. В этом варианте привод, например пневматический или гидравлический привод, такой как пневмоцилиндр, может быть связан посредством передаточного рычага с валом, на котором расположен по меньшей мере один кулачок. Поворот этого кулачка вызывает опускание и подъем ленточного транспортера.
Технический эффект плавной остановки перемещения заключается в минимизации толчков, испытываемых штучными предметами при достижении ленточным транспортером крайнего положения в результате его опускания, благодаря чему даже при быстром опускании и подъеме ленточного транспортера успокоение или тарирование весов не требуется или занимает минимальное время.
Поскольку весы и ленточный транспортер механически отделены друг от друга, т.е. перемещения ленточного транспортера не оказывают влияния на весы, весы не перемещаются, оставаясь неподвижными, и при прохождении выступов подставки между транспортерными лентами, поскольку это обеспечивается исключительно перемещением ленточного транспортера. Кроме того, ни работа ленточного транспортера, ни его перемещение не создают помех измерению. Скорость движения ленты при транспортировке также не оказывает влияния на результат измерения. Кроме того, положительным эффектом разделения весов и ленточного транспортера является то, что ленточный транспортер не опирается на весы и не взвешивается вместе со штучным предметом, и поэтому на весы действует меньшая предварительная нагрузка. Поэтому также можно использовать весы с высокой точностью, но с более узкими диапазонами измерения, чем достигаются повышенные показатели точности. Тогда для расширения диапазона измерения можно использовать несколько весов, которые могут быть расположены, например, друг над другом. Если весы снабжены механическим устройством защиты от перегрузки, их можно просто поставить друг на друга. Для расширения диапазона взвешивания в большинстве случаев достаточно использовать двое, трое или четверо поставленных друг на друга весов, каждые из которых покрывают свой диапазон взвешивания. Таким образом можно получить взвешивающее устройство, способное взвешивать штучные предметы, вес которых составляет от 0,1 до 60 кг. Такое взвешивающее устройство может работать в диапазоне от 0,1 до 6 кг с весовым допуском ±0,2 г и в диапазоне от 6 до 60 кг с весовым допуском ±2 г. Таким образом, с помощью подобного взвешивающего устройства можно взвешивать штучные предметы, сильно различающиеся по весу, без переделки взвешивающего устройства или внесения в него конструктивных изменений. Для защиты весов от внешних вредных воздействий, например сквозняков или загрязнений, весы, входящие в состав взвешивающего устройства, могут быть заключены в свой корпус.
Для автоматического взвешивания также целесообразно использовать датчик для определения нахождения транспортируемого и подлежащего взвешиванию штучного предмета на ленточном транспортере и обеспечения надлежащего расположения штучного предмета над выступами подставки. Датчиком может служить, например, камера, регистрирующая система с одной или несколькими фотоячейками или емкостными датчиками, чтобы определять или регистрировать положение штучного предмета, когда он должным образом расположен над выступами подставки.
Для обеспечения правильной подачи подлежащего взвешиванию штучного предмета также могут использоваться направляющие шины.
Взвешивание осуществляется следующим образом. Подлежащий взвешиванию штучный предмет перемещают ленточным транспортером, и как только штучный предмет достигнет надлежащего положения над выступами подставки, ленточный транспортер останавливают, чтобы штучный предмет оказался над выступами подставки, но по-прежнему поддерживался транспортерными лентами и прилегал к ним. Теперь можно оттарировать весы. Затем включают привод, который обеспечивает опускание ленточного транспортера, в результате чего штучный предмет также опускается и тем самым снимается с транспортерных лент, т.е. ''подхватывается'', выступами подставки, за счет чего выступы подставки передают силовое воздействие, создаваемое штучным предметом, на весы. Затем должно пройти некоторое - часто небольшое - время ожидания порядка нескольких секунд, в частности от 0,5 до 10, или от 1 до 7, или от 2 до 5, или от 0,6 до менее чем 5 секунд. После определения веса на весах взвешивание закончено, привод включают снова, поднимая ленточный транспортер таким образом, чтобы штучный предмет снова оказался лежащим на транспортерных лентах. Путем пуска ленточного транспортера взвешенный штучный предмет отводят. Движение опускания штучного предмета на выступы подставки завершается плавной остановкой, т.е. вначале это движение происходит с большей скоростью, чем непосредственно перед посадкой штучного предмета на выступы подставки. Это позволяет уменьшить силу толчка, действующего на весы, благодаря чему взвешивание завершается быстрее. Таким образом, объектом изобретения также является способ взвешивания штучных предметов с помощью предлагаемого в изобретении устройства, включающий:
- подачу подлежащего взвешиванию штучного предмета в подходящее для взвешивания положение над выступами подставки;
- остановку ленточного транспортера;
- выполняемое при необходимости тарирование весов;
- опускание штучного предмета на выступы подставки путем по меньшей мере частичного опускания ленточного транспортера;
- определение веса штучного предмета по его силовому воздействию на весы;
- снятие штучного предмета с выступов подставки путем по меньшей мере частичного подъема ленточного транспортера;
- отвод штучного предмета.
В качестве штучных предметов при осуществлении описанного выше способа могут использоваться автомобильный каталитический нейтрализатор отработавших газов, монолитный носитель для изготовления автомобильного каталитического нейтрализатора отработавших газов, их полуфабрикаты или емкость для пищевых продуктов, например консервные банки, пластиковые стаканчики или чашки, а также коробки. С помощью предлагаемого в изобретении взвешивающего устройства также можно взвешивать упаковки из картона, пластмассы, металла или их комбинации любого назначения, например для регулирования количества содержимого при заполнении упаковки или для определения веса по иным соображениям.
Объектом изобретения также является применение взвешивающего устройства при осуществлении способа изготовления автомобильных каталитических нейтрализаторов отработавших газов. В этом отношении предлагаемое в изобретении взвешивающее устройство хорошо подходит для его использования в способах изготовления автомобильных каталитических нейтрализаторов отработавших газов, в которых для обеспечения качества производимой продукции или для контроля количества нанесенного покрытия в ходе производственного процесса взвешивают автомобильные каталитические нейтрализаторы отработавших газов или их полуфабрикаты, например не имеющие покрытия монолитные носители для изготовления автомобильных каталитических нейтрализаторов отработавших газов. Такие способы описаны, например, в публикациях ЕР 1620200 А, ЕР 1817107 A, US 3959520 или US 4208454, содержание которых включено в настоящее описание путем ссылки.
Способ изготовления автомобильных каталитических нейтрализаторов отработавших газов может выполняться следующим образом. Керамические или металлические носители, не имеющие покрытия, подают к взвешивающему устройству и затем помещают в подходящее для взвешивания положение над выступами подставки. Ленточный транспортер останавливают и при необходимости тарируют одни или несколько весов. Затем путем по меньшей мере частичного опускания ленточного транспортера опускают носитель на выступы подставки и определяют вес штучного предмета по его силовому воздействию на весы. Этот вес запоминают. Далее путем по меньшей мере частичного подъема ленточного транспортера снимают штучный предмет с выступов подставки. После этого носитель перемещают дальше к позиции нанесения покрытия, где внутрь носителя вводят образующую покрытие суспензию. Носители могут выполняться в виде фильтров с проницаемыми пористыми стенками или в виде проточных сотовых элементов, такие носители имеют в своей основе цилиндрическое тело с двумя торцами и боковой поверхностью и выполнены с множеством каналов, предназначенных для прохода через них текучей среды. Основание цилиндрического тела может быть круглым, овальным, треугольным или трапециевидным и имеет, как правило, закругленные углы.
Введение образующей покрытие суспензии обычно выполняют путем погружения нижнего торца носителя в указанную суспензию и создания разрежения на верхнем торце носителя; путем подачи образующей покрытие суспензии к верхнему торцу носителя, для чего, например, на поверхности устанавливают дозирующее устройство, подающее суспензию (в частности определенное количество этой суспензии) к верхнему торцу носителя, с последующим созданием разрежения на нижнем торце носителя; или путем введения образующей покрытие суспензии, например ее закачки, с нижнего торца носителя и последующей вытяжки (отсасывания) введенной суспензии с нижнего торца. При этом стенки проточных каналов носителя могут смачиваться суспензией по всей длине носителя, а значит, по всей длине его проточных каналов, или же только по части длины. Затем носитель, покрытый, т.е. снабженный покрытием, описанным выше образом, подают к взвешивающему устройству и затем помещают в подходящее для взвешивания положение над выступами подставки. Ленточный транспортер останавливают и при необходимости тарируют одни или несколько весов. Затем путем по меньшей мере частичного опускания ленточного транспортера опускают носитель на выступы подставки и определяют вес покрытого носителя по его силовому воздействию на весы. Этот вес запоминают. Теперь вес, ранее определенный для носителя без покрытия, вычитают из определенного после нанесения покрытия веса покрытого носителя, получая количество покрытия. Это количество покрытия сравнивают с предварительно заданным значением покрытия, имеющим нижний минимальный предел и верхний максимальный предел. При различии фактического и заданного значений излишек суспензии удаляют на этапе повторной вытяжки суспензии, для чего покрытый носитель помещают на позицию вытяжки и создают на нижнем торце носителя разрежение. В случае недостатка образующей покрытие суспензии покрытый носитель может быть снабжен дополнительным покрытием путем дозирования образующей покрытие суспензии, например путем распыления этой суспензии на верхний торец и последующего или одновременного создания разрежения на нижнем торце покрытого носителя. Затем путем повторного взвешивания определяют фактически нанесенное количество суспензии, для чего носитель, покрытый описанным выше образом, подают к взвешивающему устройству и затем помещают в подходящее для взвешивания положение над выступами подставки. Ленточный транспортер останавливают и при необходимости тарируют одни или несколько весов. Затем путем по меньшей мере частичного опускания ленточного транспортера опускают носитель на выступы подставки и определяют вес покрытого носителя по его силовому воздействию на весы. Этот вес запоминают. Теперь вес, ранее определенный для носителя без покрытия, вычитают из определенного после нанесения покрытия веса покрытого носителя, получая количество покрытия. Условия коррекции, т.е. длительность и/или интенсивность вытяжки суспензии, количество суспензии, распыляемой на торец носителя, также запоминают и берут за основу при проведении корректирующих действий в отношении носителей, покрываемых в дальнейшем.
На основании сохраненных в памяти значений условий коррекции количество добавляемой суспензии либо интенсивность или длительность вытяжки суспензии регулируют целесообразным образом, чтобы как можно точнее подогнать эти значения к подлежащему удалению избыточному количеству суспензии или к подлежащему добавлению количеству суспензии. При этом можно использовать либо множество ранее полученных данных, что обеспечивает возможность максимально точной подгонки к установленному заданному количеству суспензии, либо значения условий коррекции, проводившейся в отношении непосредственно предыдущего носителя. Второй из указанных методов имеет то преимущество, что в процессе нанесения покрытий на многие носители на определение условий коррекции оказывают влияние постепенно происходящие изменения, например изменение состава образующей покрытие суспензии. Вместе с тем, также можно использовать взвешенное включение множества ранее полученных данных совместно с условиями коррекции, проводившейся в отношении непосредственно предыдущего носителя.
Объектом изобретения также является установка для нанесения покрытий на носители автомобильных каталитических нейтрализаторов отработавших газов, включающая в себя позицию нанесения покрытия на носители для каталитических нейтрализаторов, по меньшей мере одно первое взвешивающее устройство, выполненное в соответствии с изобретением и расположенное перед позицией нанесения покрытия, а также второе взвешивающее устройство, выполненное в соответствии с изобретением и расположенное за позицией нанесения покрытия. Как возможный вариант, за вторым взвешивающим устройством может быть расположена позиция коррекции, на которой могут выполняться, например, проводимые после нанесения покрытия вытяжка или нанесение дополнительного покрытия. В принципе, эти стадии также могут выполняться на позиции нанесения покрытия, хотя при этом увеличивается длительность цикла. Как возможный вариант, за позицией коррекции может быть расположено третье взвешивающее устройство, выполненное согласно изобретению. Как возможный вариант, между взвешивающими устройствами, позицией нанесения покрытия и позицией коррекции могут быть расположены ленточные транспортеры. Взвешивающие устройства связаны с устройством управления технологическими процессами или компьютером, выполняющим вычисления, необходимые для осуществления способа, и управляющим различными компонентами установки для нанесения покрытий.
Осуществление изобретения
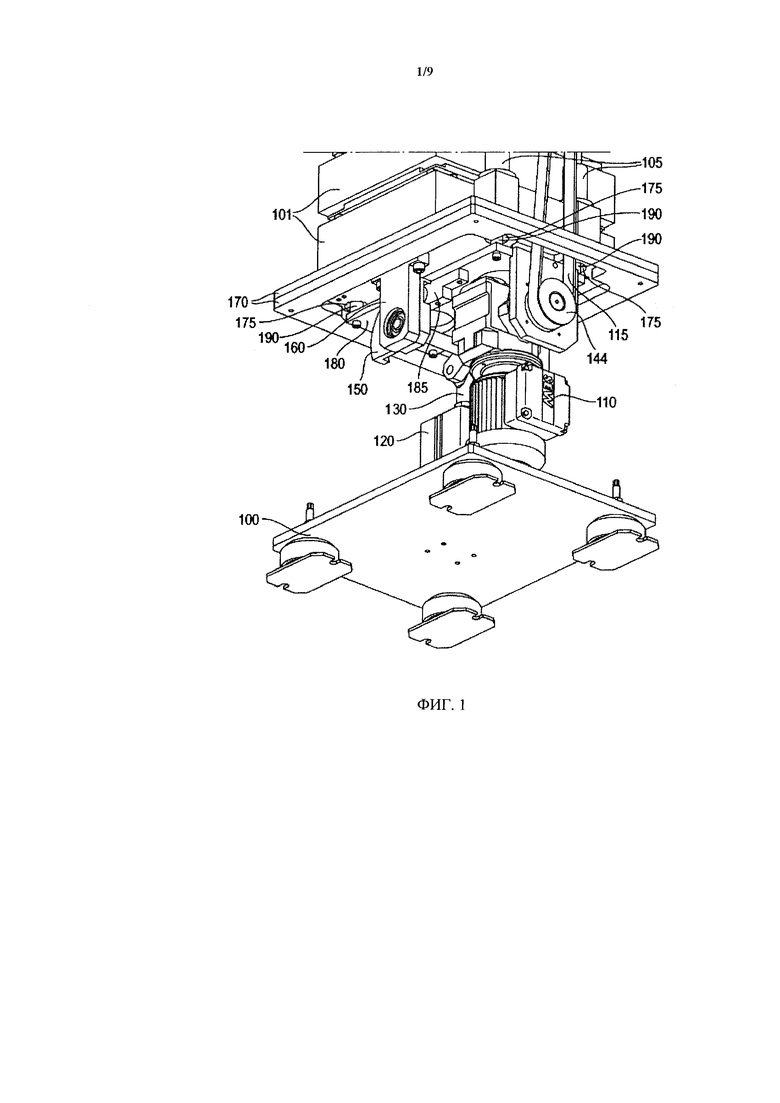
На фиг. 1 показан фрагмент взвешивающего устройства с плитой 100 основания, на которой закреплен привод 120. Привод 120 посредством рычажной системы 130 приводит в движение кулачок 150, установленный с возможностью поворота в опоре 160. Сама опора 160 во время работы не перемещается ни вверх, ни вниз. В кулачке 150 перемещается направляющая 185 несущей плиты 180. Таким образом, при повороте кулачка 150 несущая плита 180 перемещается вверх или вниз. Кроме того, на несущей плите 180 установлен приводной двигатель 110, который через ведущий ролик 144 приводит в движение приводной ремень 115 и транспортерные ленты ленточного транспортера. На несущей плите 180 также закреплены соединительные элементы 190, соединяющие несущую плиту 180 с не показанным на чертеже ленточным транспортером. Соединительные элементы пропущены через отверстия 175 в монтажной плите 170. Монтажная плита 170 установлена неподвижно относительно плиты основания, на ее нижней стороне закреплены опоры 160, а на верхней стороне установлены весы 101. На чертеже также показано, что на монтажной плите 170 смонтированы направляющие 105 для соединительных элементов 190, в которых эти соединительные элементы установлены. Монтажная плита 170 во время работы не перемещается и может быть жестко соединена с плитой 100 основания, например раскосами, стойками или корпусом.
На фиг. 2 взвешивающее устройство показано в другом ракурсе. Как и на фиг. 1, здесь изображены плита 200 основания, на которой закреплен привод 220. Изображенная рычажная система 230 поворачивает смонтированные на оси 235 кулачки 250, установленные в опоре 260. Направляющие 285 перемещаются кулачками 250 и соединены с несущей плитой 280, на которой закреплен приводной двигатель 210 для привода транспортерных лент 245 ленточного транспортера. Кроме того, на несущей плите своей нижней стороной закреплены соединительные элементы 290, проходящие через отверстия 275 в монтажной плите 270 и направляемые установленными на монтажной плите 270 направляющими 205. Своим верхними концами соединительные элементы 290 соединены с корпусом ленточного транспортера 240. На монтажной плите 270 установлены поставленные друг на друга весы 201. На подставке 203 верхних весов смонтированы выступы 207, проходящие через отверстия в корпусе ленточного транспортера 240.
На фиг. 3 взвешивающее устройство показано в другом ракурсе. На монтажной плите 370, на которой закреплена опора 360 кулачка, установлено двое весов 301. Двигатель через ведущий ролик воздействует на приводной ремень 315, который направляется отводным роликом 341 и натяжным роликом 343 и посредством приводного ролика 342 приводит в движение передаточную ось 346, снабженную несколькими передаточными роликами 347, каждый из которых сообщает движение соответствующей транспортерной ленте 345 ленточного транспортера. В корпусе ленточного транспортера 340 имеются отверстия 308, в которых находятся выступы 307, расположенные на подставке 303 весов 301. В процессе взвешивания корпус ленточного транспортера 340 опускается вдоль этих выступов 307 подставки. При этом соединительные элементы 390, соединенные с корпусом ленточного транспортера 340, совершают направляемое направляющими 305 перемещение вниз.
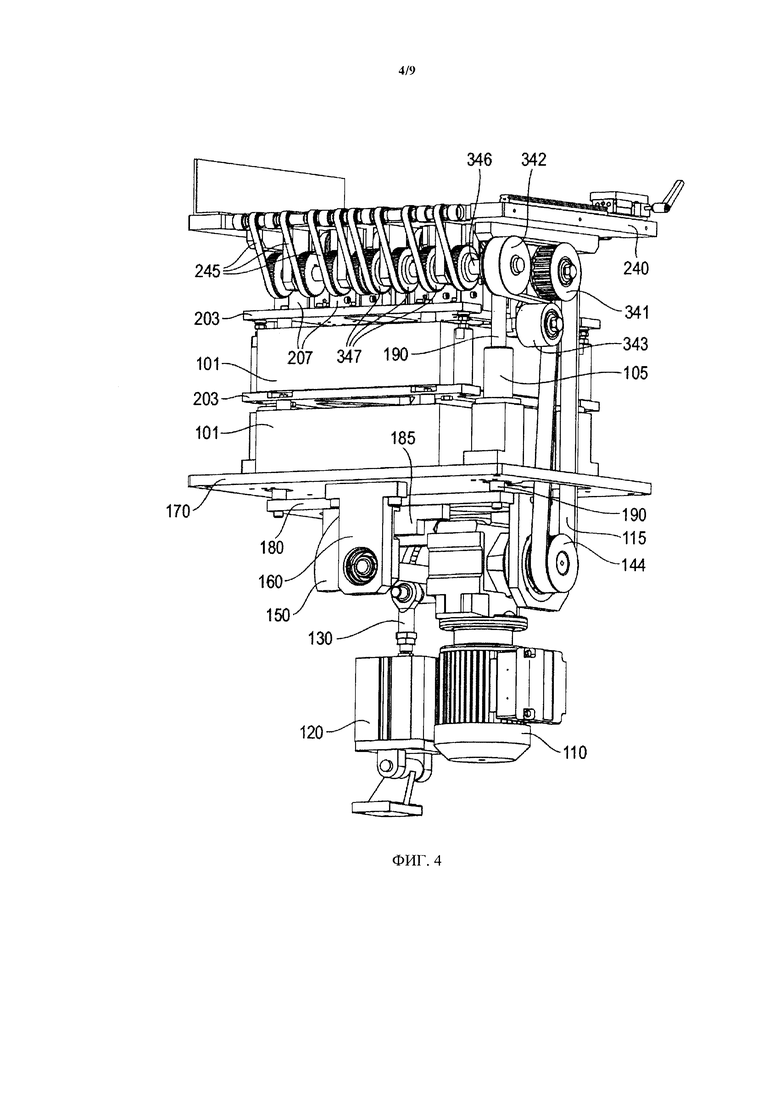
На фиг. 4 и 5 взвешивающее устройство показано в ракурсе, схожем с представленным на фиг. 1 и 2, но без корпусных частей и под другим углом зрения.
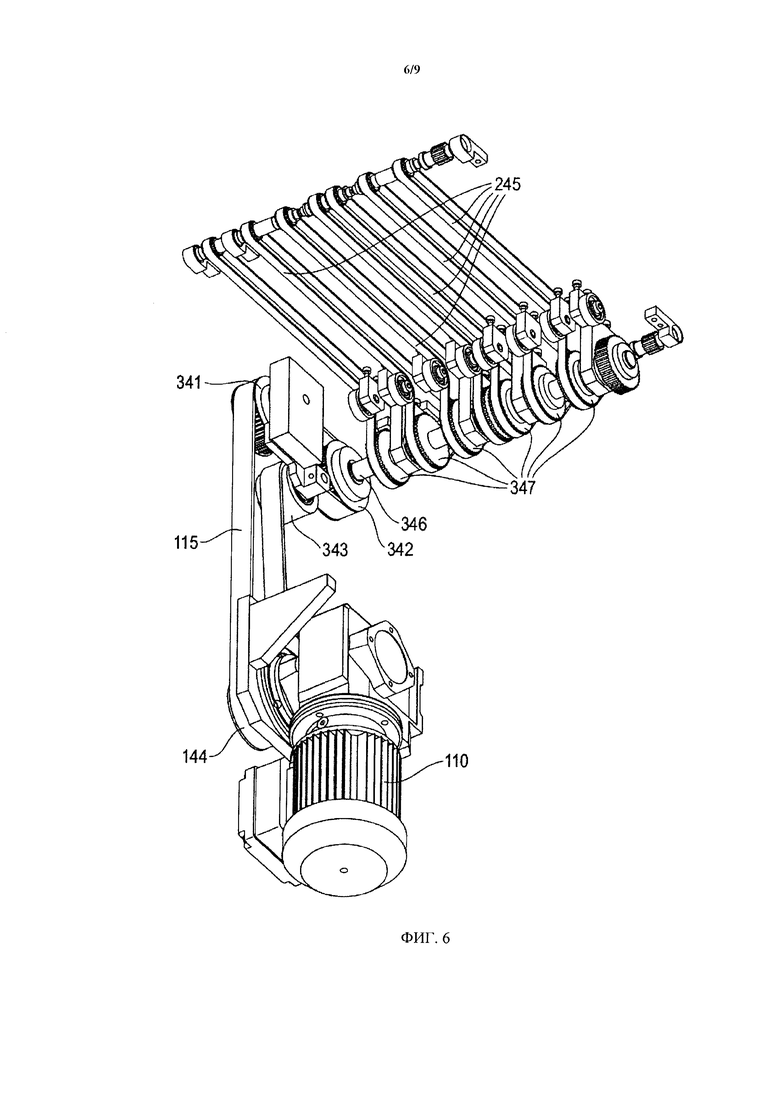
На фиг. 6 показан подвижный ленточный транспортер без других частей взвешивающего устройства и без корпуса ленточного транспортера 240.
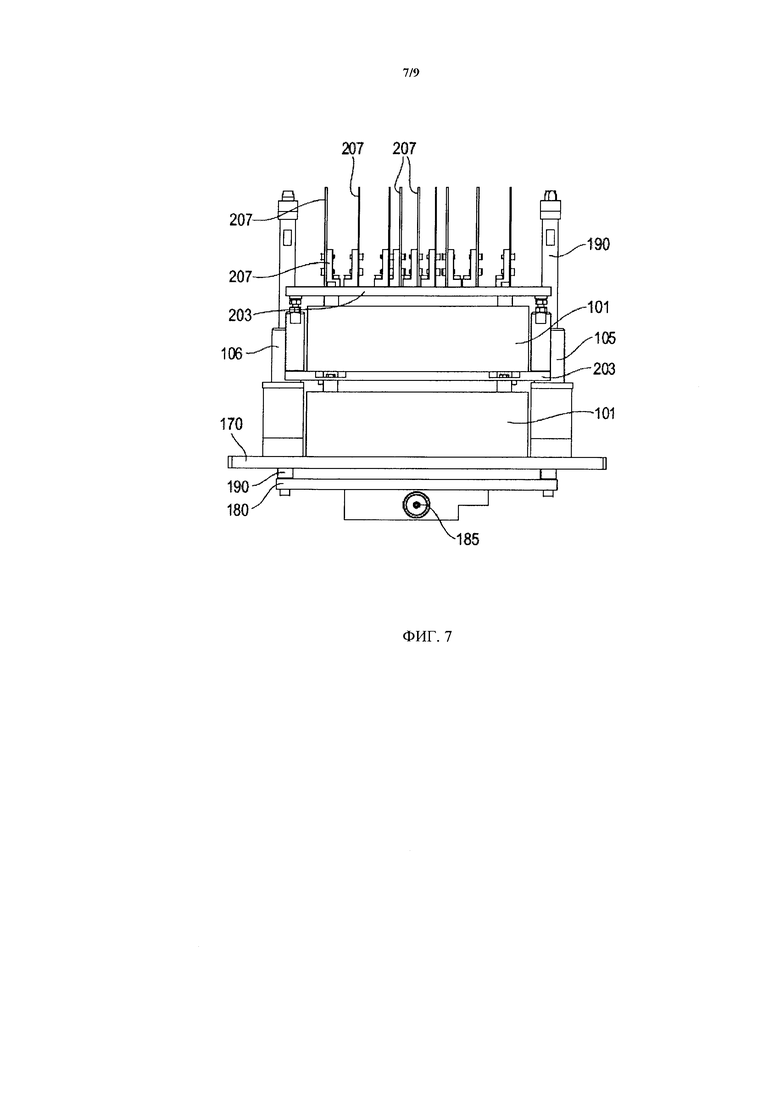
На фиг. 7 взвешивающее устройство показано без ленточного транспортера и без корпуса ленточного транспортера 240, но с деталями механизма для подъема и опускания ленточного транспортера.
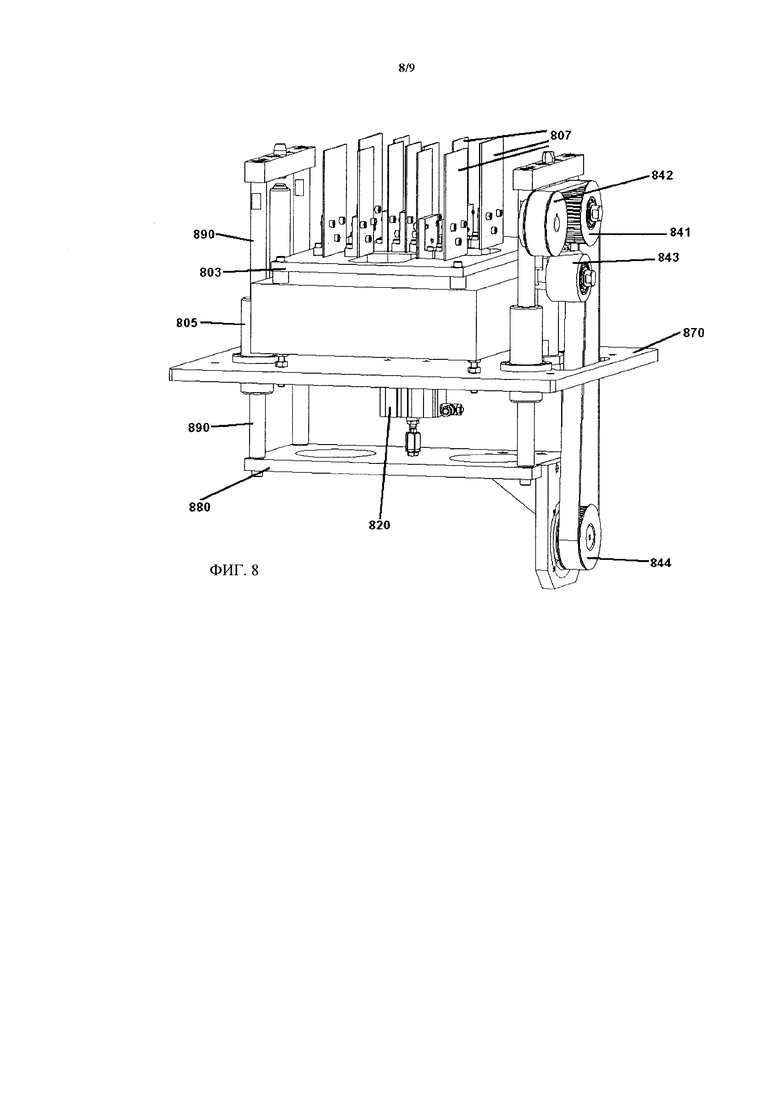
На фиг. 8 конструкция показана совсем без ленточного транспортера, который устанавливается на соединительных элементах 890. В данном случае не показаны рычажная система и средство плавной остановки перемещения (в крайнем положении), например кулачок.
На фиг. 9 показана возможная конструкция установки для нанесения покрытий, подходящей для осуществления предлагаемого в изобретении способа. Установка для нанесения покрытий включает в себя позицию 920 нанесения покрытия, предназначенную для образования исходного (сырого) покрытия. С этой целью подлежащий покрытию носитель 91 устанавливают на предусмотренных для этого удерживающих элементах. Надувая надувную резиновую манжету 921, носитель 91 фиксируют и герметизируют на позиции нанесения покрытия. Также может быть предусмотрена вторая уплотнительная манжета 922, устанавливаемая на верхний торец носителя 91 для герметичной фиксации перелива 923. Над переливом 923 расположен(-ы) датчик уровня и/или дозирующее сопло 925 для распыления образующей покрытие суспензии, причем посредством датчика уровня регистрируют достаточность заполнения носителя 91, а посредством дозирующего сопла на верхний торец носителя дозированно подают образующую покрытие суспензию. Датчик уровня может выдавать сигнал в блок управления устройством для нанесения покрытия или в систему регулирования установки для нанесения покрытий.
Для нанесения исходного покрытия образующую покрытие суспензию можно закачивать снизу в носитель через подводящий трубопровод 924, пока датчик уровня не сообщит о достижении заданного уровня заполнения носителя суспензией.
В качестве альтернативы этому варианту, образующую покрытие суспензию можно дозированно подавать посредством дозирующего сопла 925 на верхний торец носителя в перелив, чтобы избежать неконтролируемого вытекания суспензии.
Затем из каналов носителя 91 удаляют излишек образующей покрытие суспензии, для чего ее отсасывают (предварительная вытяжка), открывая управляющую вытяжкой, или дроссельную, заслонку 926, либо всасывают дозированно поданную на верхний торец носителя суспензию и при этом вытягивают ее возможный излишек.
Для этого соединяют трубопровод с вакуумным резервуаром (на чертеже не показан) и туманоуловителем. Вакуумный резервуар соединен с компрессором, поддерживающим разрежение в интервале, например, между 50 и 500 мбар или разрежение, составляющее 300 мбар. Интенсивность и длительность предварительной вытяжки можно регулировать с помощью дроссельной заслонки 926. Эти параметры определяют количество исходного (сырого) покрытия, остающееся на носителе. Кроме того, это процесс служит для открытия каналов, которые при нанесении покрытия могут оказаться закупоренными суспензией.
На фиг. 9 показана также позиция 930 взвешивания, на которой покрытый носитель 91 взвешивают на предлагаемом в изобретении взвешивающем устройстве 931. Таким образом можно определять количество находящейся в носителе 91 суспензии, используемой на нанесения покрытия. Дополнительно может быть предусмотрена позиция 910 взвешивания, расположенная перед позицией 920 нанесения покрытия и оснащенная предлагаемым в изобретении взвешивающим устройством 911, определяющим вес носителя 91 перед нанесением покрытия.
Если теперь на позиции 930 взвешивания будет установлено, что содержащееся в носителе 91 количество образующей покрытие суспензии слишком велико, носитель перемещают на позицию 940 коррекции, на которой излишек этой суспензии удаляют. Аналогично позиции 920 нанесения покрытия, на позиции 940 коррекции находится уплотнительная манжета 941, герметично фиксирующая носитель 91 на устройстве повторной вытяжки. При этом количеством отсасываемой суспензии управляют, или это количество регулируют, посредством управляющей вытяжкой заслонки 946. Если же на позиции взвешивания будет установлено, что нанесенное количество покрытия уже находится ниже порогового значения, то носитель можно без проведения повторной вытяжки вывести из установки для нанесения покрытий и направить на не показанную на чертеже позицию сушки и прокаливания.
Позиция 940 коррекции, изображенная на фиг. 9, выполнена таким образом, чтобы удалять излишек нанесенного покрытия путем повторной вытяжки соответствующей суспензии. В качестве альтернативы такому выполнению, позиция 940 коррекции также может быть выполнена идентично позиции 920 нанесения покрытия и, соответственно, может иметь подводящий трубопровод 924 для подачи образующей покрытие суспензии и/или может быть оснащена второй уплотнительной манжетой 922, устанавливаемой на верхний торец носителя 91, переливом 923 и/или датчиком уровня и/или дозирующим соплом 925 для распыления образующей покрытие суспензии. Если используется, например, дозирующее сопло 925 для распыления образующей покрытие суспензии или другая возможность введения такой суспензии в носитель, то корректирующие мероприятия, выполняемые на позиции 940 коррекции, разумеется, также могут включать в себя устранение недостатка нанесенного покрытия.
После коррекции количества покрытия путем повторной вытяжки образующей покрытие суспензии или введения ее дополнительного количества в особенно предпочтительном варианте осуществления изобретения проводят еще одно взвешивание носителя 91, выполняемое на позиции 930 взвешивания или на дополнительной позиции 950 взвешивания с помощью предлагаемого в изобретении взвешивающего устройства 951, как это показано на фиг. 9. Если при дальнейшем контроле количества образующей покрытие суспензии, содержащегося в носителе 91, будет установлено что это количество в носителе 91 по-прежнему слишком велико, носитель может быть еще раз направлен на позицию 940 коррекции. В ином случае носитель отводят с позиции нанесения покрытия и подают на позицию сушки и прокаливания.
Как уже было отмечено, позиции 930 и 950 взвешивания могут быть совмещены в зависимости от требуемой гибкости или производительности установки в целом. Кроме того, позиция 930, 950 взвешивания может быть объединена с устройством 940 дополнительной вытяжки или с позицией 920 нанесения покрытия.
Номера позиций на фиг. 4-7 идентичны номерам позиций на фиг. 1-3.
Перечень номеров позиций:


Примеры
Взвешивали десять носителей для автомобильных каталитических нейтрализаторов отработавших газов и измеряли длительность взвешивания. Для этого использовали взвешивающее устройство, в котором предусмотрена плавная остановка перемещения ленточного транспортера в крайнем положении посредством кулачка, как показано на фиг. 1-7; для сравнительных экспериментов использовали взвешивающее устройство без плавной остановки перемещения ленточного транспортера в крайнем положении. В качестве привода во всех случаях использовали пневмоцилиндр. Определяли продолжительность цикла взвешивания каждого носителя, полученные данные в секундах приведены ниже.
Определение длительности цикла для полного цикла взвешивания

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА НОСИТЕЛЬ | 2004 |
|
RU2349382C2 |
| ТУННЕЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2495346C2 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ОБЪЕКТОВ ВО ВРЕМЯ ТРАНСПОРТИРОВКИ | 1988 |
|
RU2045003C1 |
| УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ И СПОСОБ С ИСПОЛЬЗОВАНИЕМ ДЕЛИТЕЛЬНО-ПОВОРОТНОГО СТОЛА ДЛЯ АВТОМОБИЛЬНЫХ И ХИМИЧЕСКИХ КАТАЛИЗАТОРОВ НА МОНОЛИТНОЙ ОСНОВЕ | 2009 |
|
RU2508168C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2015 |
|
RU2677989C2 |
| ТРАНСПОРТЕРНАЯ СИСТЕМА | 2017 |
|
RU2718759C1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕГЕРМЕТИЧНОСТИ ПРИ ИЗГОТОВЛЕНИИ КАТАЛИТИЧЕСКИХ НЕЙТРАЛИЗАТОРОВ | 2014 |
|
RU2666177C1 |
| Устройство для взвешивания штучных грузов | 1985 |
|
SU1434270A1 |
| ПОДЛОЖКА НОСИТЕЛЯ КАТАЛИЗАТОРА, ПОКРЫТАЯ КОМПОЗИЦИЕЙ ГРУНТОВКИ, СОДЕРЖАЩЕЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ | 2005 |
|
RU2400301C2 |
| Штанговый конвейер для транспортировки штучных предметов | 1981 |
|
SU977313A1 |




Изобретения относятся к весоизмерительной технике, к взвешивающему устройству и способу его использования для взвешивания штучных предметов. Взвешивающее устройство содержит ленточный транспортер и по меньшей мере одни расположенные под ленточным транспортером весы с подставкой для взвешиваемого штучного предмета. При этом весы установлены неподвижно, ленточный транспортер имеет по меньшей мере две транспортерные ленты, подставка для взвешиваемого штучного предмета снабжена по меньшей мере одним выступом, способным проходить между транспортерными лентами ленточного транспортера. Транспортерные ленты ленточного транспортера способны перемещаться по направлению к весам таким образом, чтобы выступы подставки, не совершая собственного перемещения, проходили между транспортерными лентами с возможностью снятия с транспортерных лент находящегося на них штучного предмета и его взвешивания весами. Расположенный над весами ленточный транспортер способен целиком перемещаться по направлению к весам, перемещение ленточного транспортера завершается плавной остановкой в крайнем положении. Перемещение ленточного транспортера осуществляется посредством одного привода, и используются по меньшей мере двое весов с различными диапазонами взвешивания. Также описана установка для нанесения покрытий на носители автомобильных каталитических нейтрализаторов отработавших газов, содержащая соответствующее взвешивающее устройство. 4 н. и 13 з.п. ф-лы, 3 ил., 2 табл.
1. Взвешивающее устройство для взвешивания штучных предметов, содержащее ленточный транспортер и по меньшей мере одни расположенные под ленточным транспортером весы с подставкой для взвешиваемого штучного предмета, причем весы установлены неподвижно, ленточный транспортер имеет по меньшей мере две транспортерные ленты, подставка для взвешиваемого штучного предмета снабжена по меньшей мере одним выступом, способным проходить между транспортерными лентами ленточного транспортера, а транспортерные ленты ленточного транспортера способны перемещаться по направлению к весам таким образом, чтобы выступы подставки, не совершая собственного перемещения, проходили между транспортерными лентами с возможностью снятия с транспортерных лент находящегося на них штучного предмета и его взвешивания весами, причем расположенный над весами ленточный транспортер способен целиком перемещаться по направлению к весам, перемещение ленточного транспортера завершается плавной остановкой в крайнем положении, перемещение ленточного транспортера осуществляется посредством одного привода, и используются по меньшей мере двое весов с различными диапазонами взвешивания.
2. Взвешивающее устройство по п. 1, в котором транспортерные ленты ленточного транспортера полностью расположены над приводом и весами с возможностью своего направленного движения.
3. Взвешивающее устройство по п. 1, в котором подставка имеет несколько выступов.
4. Взвешивающее устройство по п. 1, содержащее несколько транспортерных лент.
5. Взвешивающее устройство по п. 3, в котором выступы подставки расположены двумя или тремя рядами, проходящими поперек направления транспортирования ленточного транспортера.
6. Взвешивающее устройство по п. 4, в котором ленточный транспортер содержит от двух до двадцати транспортировочных лент.
7. Взвешивающее устройство по п. 2, в котором плавная остановка перемещения выполняется механическими или электронными средствами.
8. Взвешивающее устройство по п. 7, в котором плавная остановка перемещения выполняется механически посредством кулачка.
9. Взвешивающее устройство по п. 2, в котором перемещение ленточного транспортера выполняется гидравлическим, пневматическим или электрическим приводом.
10. Взвешивающее устройство по п. 1, содержащее датчик для определения нахождения транспортируемого штучного предмета на ленточном транспортере и расположения штучного предмета над выступами подставки.
11. Взвешивающее устройство по п. 1, в котором вертикальное перемещение является направленным, в частности посредством направляющей, выбранной из группы, состоящей из шариковой направляющей, скользящей направляющей, цилиндрической шариковой направляющей и их комбинаций.
12. Взвешивающее устройство по п. 1, содержащее двое, трое или четверо весов.
13. Взвешивающее устройство по п. 1, в котором весы заключены в свой корпус и защищены от вредных внешних воздействий.
14. Способ взвешивания штучных предметов с помощью устройства по одному из предыдущих пунктов, включающий:
- подачу подлежащего взвешиванию штучного предмета в подходящее для взвешивания положение над выступами подставки;
- остановку ленточного транспортера;
- опускание штучного предмета на выступы подставки путем опускания всего ленточного транспортера;
- определение веса штучного предмета по его силовому воздействию на весы;
- снятие штучного предмета с выступов подставки путем подъема всего ленточного транспортера;
- отвод штучного предмета.
15. Способ по п. 14, дополнительно включающий тарирование одних или нескольких весов.
16. Применение взвешивающего устройства по одному из пп. 1-13 при осуществлении способа изготовления автомобильных каталитических нейтрализаторов отработавших газов.
17. Установка для нанесения покрытий на носители автомобильных каталитических нейтрализаторов отработавших газов, включающая в себя позицию нанесения покрытия на носители для каталитических нейтрализаторов, по меньшей мере одно первое взвешивающее устройство, расположенное перед позицией нанесения покрытия, а также второе взвешивающее устройство, расположенное за позицией нанесения покрытия, причем по меньшей мере одно из взвешивающих устройств является взвешивающим устройством по одному из пп. 1-13.
| US 3955665 A, 11.05.1976 | |||
| US 4711314 A, 08.12.1987 | |||
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ОБЪЕКТОВ ВО ВРЕМЯ ТРАНСПОРТИРОВКИ | 1988 |
|
RU2045003C1 |

