Настоящее изобретение относится к туннельной печи для термической обработки деталей поточным методом в процессе их изготовления.
Туннельные или проходные печи обычно состоят из нескольких прифланцованных одна к другой секций. Такие секции образуют туннель, через который пригодным для этого ленточным конвейером перемещаются обрабатываемые изделия. Загрузка обрабатываемых изделий на ленточный конвейер и разгрузка с него обработанных изделий происходят соответственно на загрузочной и разгрузочной позициях. Для нагрева туннельных печей используют либо горелки, либо электронагревательные элементы.
В DE 2344138, US 2330984, BE 557592 и ЕР 0090790 А1 описаны туннельные печи, в которых горячий воздух, нагнетаемый воздуходувкой, циркулирует поперечно направлению перемещения термообрабатываемых деталей. Циркуляционный поток нагретого воздуха подается при этом таким образом, что он в одном направлении обтекает находящиеся на ленточном конвейере детали по всей его ширине. Обратный поток нагретого воздуха проходит через соответствующие свободные пространства, имеющиеся в туннельной печи по обе стороны ленточного конвейера.
В ЕР 1106947 А1 описана туннельная печь для нагрева печатных плат. Такая печь имеет помимо прочего два параллельных ленточных конвейера для перемещения печатных плат.
Туннельные печи используются также при изготовлении автомобильных каталитических нейтрализаторов отработавших газов (ОГ) для сушки и прокаливания керамических носителей в виде неспеченных заготовок или нанесенного на инертные носители каталитического покрытия. Туннельные печи для прокаливания керамических сотовых элементов описаны, например, в US 6048199, US 6089860 и US 6325963 B1.
Настоящее изобретение относится прежде всего к туннельной печи для изготовления автомобильных каталитических нейтрализаторов ОГ. В соответствии с этим под термообрабатываемыми деталями преимущественно подразумеваются монолитные носители со свеженанесенным на них покрытием из каталитического материала, которые в виде так называемых сотовых элементов из керамики или металла используются для изготовления автомобильных каталитических нейтрализаторов ОГ. Каталитическое покрытие необходимо подвергать сушке и прокаливанию. Очевидно, что предлагаемая в изобретении туннельная печь может использоваться и для обработки иных деталей и изделий.
Каталитическое покрытие на сотовые элементы обычно наносят из суспензии оксидных материалов-носителей в воде. Такая суспензия может также содержать соединения-предшественники каталитически активных благородных металлов и промоторов. Речь при этом часто идет о нитратах или хлоридах этих благородных металлов или промоторов, переводимых лишь путем прокаливания в туннельной печи в собственно каталитически активные компоненты. В процессе сушки и прокаливания высвобождаются водяной пар и оксиды азота или хлорсодержащие соединения, которые вместе с частью печного воздуха необходимо выводить из туннельной печи с одновременной заменой свежим воздухом и при необходимости подавать в качестве отходящих газов на очистку от вредных веществ.
С загрузочной позиции сотовые элементы обычно сначала подаются в сушильную зону, где они подвергаются сушке при температуре в пределах примерно от 100 до 200°С. После прохождения сушильной зоны сотовые элементы поступают в зону прокаливания, где они подвергаются термообработке при температуре в пределах от 300 до 600°С. Далее сотовые элементы выходят из туннельной печи, попадая на разгрузочную позицию.
В основу настоящего изобретения была положена задача разработать туннельную печь, которая имела бы компактную конструкцию и которая позволяла бы оптимально использовать затрачиваемую на нагрев энергию и тем самым способствовала бы ее экономии.
Указанная задача решается с помощью туннельной печи для термической обработки деталей, имеющей туннелеобразное рабочее пространство, через которое обрабатываемые детали перемещаются в направлении их перемещения и состоящей из нескольких прифланцованных одна к другой и расположенных в направлении перемещения деталей туннельных секций. Такая туннельная печь отличается тем, что каждая туннельная секция снабжена по меньшей мере одной воздуходувкой и по меньшей мере одним нагревательным элементом, а также имеет всасывающий канал для подачи свежего воздуха и газоотводный канал для отвода отходящего воздуха с содержащимися в нем отходящими газами и водяным паром, при этом воздуходувка(-и) расположена(-ы) в туннельных секциях с возможностью создания ею(ими) циркуляционного потока с направленными поперечно направлению перемещения деталей нисходящей и восходящей ветвями, в которых предусмотрено два параллельных друг другу ленточных конвейера для перемещения деталей.
Согласно изобретению в туннельных секциях воздуходувкой или воздуходувками создается направленный поперечно направлению перемещения деталей циркуляционный поток, через который обрабатываемые детали перемещаются с выходной и входной сторон воздуходувок. Тем самым создаваемый газовый поток оптимально используется для обработки деталей. В зависимости от расположения воздуходувок нисходящая или восходящая ветвь циркуляционного потока находится с выходной либо входной стороны воздуходувок или наоборот.
В предпочтительном варианте каждая туннельная секция имеет прямоугольное поперечное сечение и ограничена днищем из листового металла, сводом и двумя боковыми стенками, при этом воздуходувки выступают в рабочее пространство печи снизу через днище. С целью облегчить проведение общих работ по профилактическому обслуживанию и ремонтных работ боковые стенки туннельных секций могут быть выполнены откидными.
В рабочем пространстве печи для направления воздушного потока можно расположить потоконаправляющие перегородки и перфорированные пластины или пластины с прорезями, обеспечивающие равномерное обтекание обрабатываемых деталей воздушным потоком и при определенных условиях равномерное прохождение воздушного потока через них. Помимо этого потоконаправляющие перегородки могут способствовать формированию требуемого циркуляционного потока.
Для нагрева рабочего пространства печи пригодны газовые горелки или мазутные форсунки либо электронагревательные элементы. Предпочтительно же использовать электронагревательные элементы.
Для сокращения тепловых потерь газоотводный канал предпочтительно располагать внутри рабочего пространства печи. Газоотводный канал предназначен для сбора отходящего воздуха отдельных циркуляционных потоков и его подачи наружу в централизованное место его сбора. При необходимости отходящий воздух можно направлять в качестве отходящих газов на очистку от вредных веществ.
Расположенные внутри туннельных секций воздуходувки требуют периодического технического обслуживания или ремонта. Поэтому в одном из предпочтительных вариантов выполнения предлагаемой в изобретении туннельной печи воздуходувки для возможности их легкой замены прифланцованы к части днища или боковой стенки туннельной секции.
Для перемещения деталей через туннельную печь можно использовать тележки либо ленточные конвейеры. Предпочтительно же использовать ленточные конвейеры. В этом случае обрабатываемые детали перемещаются с входной и выходной сторон воздуходувок сквозь циркуляционные потоки на двух параллельных ленточных конвейерах. Для упрощения оба конвейера можно снабдить общим приводом.
Предлагаемая в изобретении туннельная печь используется, например, для сушки и прокаливания керамических или металлических сотовых элементов с каталитическими покрытиями в процессе изготовления автомобильных каталитических нейтрализаторов ОГ. С этой целью путем управления нагревательными элементами настраивают требуемый температурный профиль вдоль направления перемещения деталей в туннельной печи. Обрабатываемые детали перемещают на параллельных друг другу ленточных конвейерах сквозь нисходящую и восходящую ветви циркуляционного потока, часть которого при этом для удаления отходящих газов и водяного пара, высвобождающихся при термической обработке деталей, отводят из печи и заменяют соответствующим количеством свежего воздуха.
Модульная конструкция предлагаемой в изобретении туннельной печи позволяет располагать между составляющими ее туннельными секциями другие позиции, такие, например, как позиция для восстановительной обработки деталей, например, защитным газом из смеси водорода и азота. Помимо этого в выбранных туннельных секциях нагрев при необходимости можно заменить на охлаждение.
При необходимости обработки лишь небольших партий деталей в печи может оказаться предпочтительным соорудить камерную печь на основе только одной туннельной секции, заменив ленточные конвейеры на соответствующие несущие решетки.
В указанных в начале описания туннельных печах с созданием циркуляционного потока поперечно направлению перемещения обрабатываемых деталей горячий воздух обтекает их только в одном направлении. Обратный же поток всегда проходит снаружи деталей вокруг них. Сказанное означает, что отдельные туннельные секции должны иметь большую ширину в поперечном сечении, чем это фактически необходимо для перемещения деталей. В отличие от этого согласно настоящему изобретению для обработки деталей используется также обратная ветвь циркуляционного потока. Благодаря этому отдельные туннельные секции удается выполнить соответственно компактнее. По данным исследований, проведенных авторами настоящего изобретения, было установлено, что предлагаемое в изобретении решение позволяет уменьшить площадь наружной поверхности туннельной секции на величину, достигающую 30%. Сказанное свидетельствует о возможности значительной экономии листовой стали и теплоизоляции. Помимо этого соответственно уменьшенной площади наружной поверхности туннельной секции сокращается и тепловое излучение, которого невозможно полностью избежать несмотря на эффективную теплоизоляцию. Тем самым предлагаемая в изобретении туннельная печь способствует также значительной экономии энергии.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи, на которых показано:
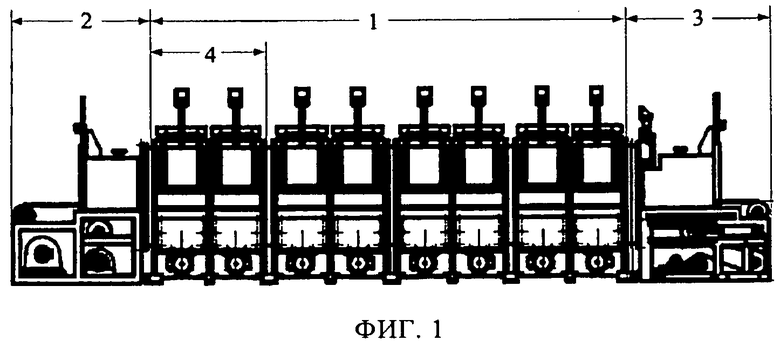
на фиг.1 - вид сбоку туннельной печи и
на фиг.2 - вид туннельной секции в поперечном разрезе.
На фиг.1 показана принципиальная конструкция туннельной печи 1. В начале туннельной печи находится загрузочная позиция 2 для загрузки обрабатываемых деталей в туннельную печь, а в ее конце соответственно находится разгрузочная позиция 3 для разгрузки обработанных деталей. Туннельная печь состоит из нескольких прифланцованных одна к другой образующих ее туннельных секций 4. Для сушки и прокаливания автомобильных каталитических нейтрализаторов ОГ необходим нагрев до температуры в пределах от 100 до 600°C, предпочтительно от 100 до 500°C. Модульная конструкция туннельной печи позволяет настраивать температуру обработки в каждой туннельной секции практически независимо от соседних туннельных секций. Так, в частности, температуру в той секции печи, которая непосредственно следует за загрузочной позицией и которая предназначена для сушки влажных каталитических нейтрализаторов, можно устанавливать на значение в пределах от 100 до 200°C. Лишь после прохождения этой сушильной зоны температуру в печи для последующего прокаливания в ней каталитического покрытия повышают, например, до уровня в пределах от 300 до 600°C.
На фиг.2 в сечении плоскостью, перпендикулярной направлению перемещения обрабатываемых деталей, в качестве примера показана одна туннельная секция 10. Туннельная секция имеет прямоугольную форму в поперечном сечении и ограничена днищем 24 из листового металла, сводом 25, а также двумя боковыми стенками 26 и 27. Туннельная печь в своем поперечном сечении разделена вертикальной потоконаправляющей перегородкой 13 из листового металла на две половины. В каждой половине туннельной печи находится по ленточному конвейеру 11, 11′ для перемещения деталей 12, 12′ по туннелю. Ленточные конвейеры целесообразно выполнять с перфорированными транспортерными лентами для сведения сопротивления циркуляционному потоку до минимально возможного. На фиг.2 продольная протяженность ленточных конвейеров ориентирована перпендикулярно плоскости чертежа. Снизу к туннельной печи прифланцована воздуходувка 15, предназначенная для создания циркуляционного потока 23. Воздуходувка приводится в действие двигателем 16. Газовые потоки в туннельной секции обозначены на фиг.2 стрелками, показанными штриховыми линиями. С входной стороны воздуходувки по всасывающему каналу 19 всасывается свежий воздух 18. Далее свежий воздух 20 нагревается нагревательным элементом 17 до требуемой температуры термической обработки деталей. Для охлаждения двигателя воздуходувки его предпочтительно размещать во всасывающем канале, по которому подается свежий воздух. Горячий отходящий воздух 21 с отходящими газами отводится по газоотводному каналу 22 и подается на центральную позицию очистки. Для полезного использования тепла отходящих газов газоотводный канал 22 предпочтительно сместить внутрь туннельных секций. На характер перемещения газовых потоков в туннельной секции можно влиять с помощью пригодных для этой цели потоконаправляющих пластин и экранов с целью обеспечить максимально равномерное обтекание обрабатываемых деталей газовыми потоками. На фиг.2 в качестве примера показана только одна такая дополнительная потоконаправляющая пластина 14. Для сохранения наглядности изображения, приведенного на фиг.2, на ней не показана необходимая теплоизоляция стенок туннельной секции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для термической обработки кускового или мелкозернистого материала | 1979 |
|
SU932999A3 |
| Способ регенерации закоксованного катализатора и устройство для его реализации | 2016 |
|
RU2635924C1 |
| ПРОМЫШЛЕННАЯ ТУННЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2631433C2 |
| Промышленная туннельная печь | 2013 |
|
RU2746370C1 |
| Туннельная сушилка | 1984 |
|
SU1170248A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕДВАРИТЕЛЬНОГО НАГРЕВА ШИХТОВЫХ МАТЕРИАЛОВ ДЛЯ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086869C1 |
| СПОСОБ ОЧИСТКИ ОТХОДЯЩЕГО ГАЗА СПЕКАТЕЛЬНЫХ УСТАНОВОК И УСТАНОВОК ОКОМКОВЫВАНИЯ | 2007 |
|
RU2508159C2 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВОЛОКНА | 2012 |
|
RU2574530C1 |
| Способ нагрева чугунного скрапа перед плавкой и устройство для его осуществления | 1990 |
|
SU1830084A3 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ БИТУМА | 2013 |
|
RU2562483C9 |
Изобретение относится к туннельным печам, предназначенным для термической обработки деталей поточным методом в производственном процессе. Туннельная печь с рабочим пространством характеризуется направлением перемещения в ней подвергаемых термической обработке деталей (12, 12′) и состоит из нескольких соединенных друг с другом фланцами и расположенных в направлении перемещения деталей туннельных секций (10). Печь в поперечном сечении разделена вертикальной потоконаправляющей перегородкой (13) из листового металла на две половины, каждая туннельная секция снабжена по меньшей мере одной воздуходувкой (15) и по меньшей мере одним нагревательным элементом (17), а также имеет всасывающий канал (19) для подачи свежего воздуха и газоотводный канал (22) для отвода отходящего воздуха с содержащимися в нем отходящими газами и водяным паром. Каждая воздуходувка расположена в туннельной секции с возможностью создания ею циркуляционного потока (23) с направленными поперечно направлению перемещения деталей нисходящей и восходящей ветвями, в которых предусмотрено два параллельных друг другу ленточных конвейера (11, 11′) для перемещения деталей. Технический результат заключается в уменьшении монтажного объема печи. 4 н. и 10 з.п. ф-лы, 2 ил.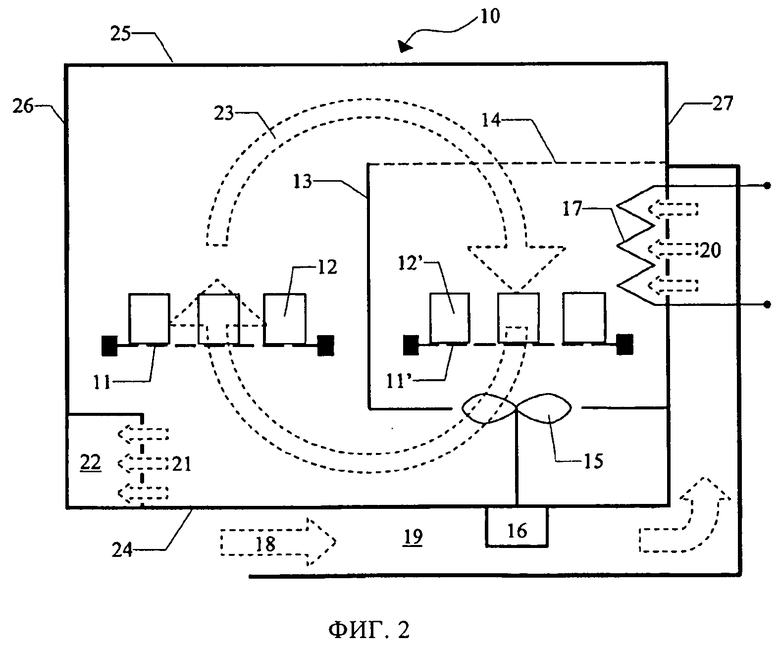
1. Печь туннельная с рабочим пространством, через которое подвергаемые термической обработке детали (12, 12′) перемещаются в направлении их перемещения, состоящая из нескольких соединенных друг с другом фланцами и расположенных в направлении перемещения деталей туннельных секций (10), отличающаяся тем, что она в поперечном сечении разделена вертикальной потоконаправляющей перегородкой (13) из листового металла на две половины, каждая туннельная секция снабжена по меньшей мере одной воздуходувкой (15) и по меньшей мере одним нагревательным элементом (17), а также имеет всасывающий канал (19) для подачи свежего воздуха и газоотводный канал (22) для отвода отходящего воздуха с содержащимися в нем отходящими газами и водяным паром, при этом каждая воздуходувка расположена в туннельной секции с возможностью создания ею циркуляционного потока (23) с направленными поперечно направлению перемещения деталей нисходящей и восходящей ветвями, в которых предусмотрено два параллельных друг другу ленточных конвейера (11, 11′) для перемещения деталей.
2. Печь по п.1, отличающаяся тем, что каждая туннельная секция имеет прямоугольное поперечное сечение и ограничена днищем (24), сводом (25) и двумя боковыми стенками (26, 27), при этом воздуходувка выступает в рабочее пространство печи снизу через днище.
3. Печь по п.2, отличающаяся тем, что в ее рабочем пространстве расположены потоконаправляющие перегородки (13) для направления воздушного потока и перфорированные пластины (14) или пластины (14) с прорезями, обеспечивающие равномерное обтекание обрабатываемых деталей воздушным потоком.
4. Печь по п.3, отличающаяся тем, что нагревательные элементы (17) представляют собой электронагревательные элементы.
5. Печь по п.4, отличающаяся тем, что газоотводный канал (22) предназначен для сбора отходящего воздуха отдельных циркуляционных потоков и его подачи наружу в централизованное место его сбора.
6. Печь по п.5, отличающаяся тем, что боковые стенки туннельных секций выполнены откидными для облегчения проведения работ по техническому обслуживанию и ремонтных работ.
7. Печь по п.1, отличающаяся тем, что оба ленточных конвейера имеют общий привод.
8. Печь по п.1, отличающаяся тем, что воздуходувка (15) приводится в действие двигателем (16), расположенным во всасывающем канале (19), по которому подается свежий воздух (18).
9. Печь по п.1, отличающаяся тем, что газоотводный канал (22) расположен внутри туннельных секций.
10. Применение туннельной печи по одному из предыдущих пунктов для сушки и прокаливания керамических или металлических сотовых элементов с каталитическими покрытиями.
11. Способ термической обработки деталей в печи туннельной по одному из пп.1-9, в котором путем управления каждым из нагревательных элементов настраивают требуемый температурный профиль вдоль направления перемещения деталей в туннельной печи и обрабатываемые детали перемещают на параллельных друг другу ленточных конвейерах сквозь нисходящую и восходящую ветви циркуляционного потока, часть которого при этом для удаления отходящих газов и водяного пара, высвобождающихся при термической обработке деталей, отводят из печи и заменяют соответствующим количеством свежего воздуха.
12. Печь камерная с рабочим пространством для термической обработки деталей, отличающаяся тем, что она в поперечном сечении разделена вертикальной потоконаправляющей перегородкой из листового металла на две половины и снабжена по меньшей мере одной воздуходувкой и по меньшей мере одним нагревательным элементом, а также имеет всасывающий канал для подачи свежего воздуха и газоотводный канал для отвода отходящего воздуха с содержащимися в нем отходящими газами и водяным паром, при этом воздуходувка(-и) расположена(-ы) в рабочем пространстве печи с возможностью создания ею(ими) в нем циркуляционного потока с нисходящей и восходящей ветвями, в каждой из которых находятся обрабатываемые детали, причем часть циркуляционного потока для удаления отходящих газов и водяного пара, высвобождающихся при термической обработке деталей, отводится из печи по газоотводному каналу и заменяется соответствующим количеством свежего воздуха.
13. Печь по п.12, отличающаяся тем, что воздуходувка (15) приводится в движение двигателем (16), расположенным во всасывающем канале (19), по которому подается свежий воздух (18).
14. Печь по п.12, отличающаяся тем, что газоотводный канал (22) расположен внутри рабочего пространства печи.
| US 3884667 А, 20.05.1975 | |||
| МНОГОЗОННАЯ ГОРИЗОНТАЛЬНАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ С ПОПЕРЕЧНОЙ ЦИРКУЛЯЦИЕЙ ВОЗДУХА ДЛЯ НАГРЕВАИЗДЕЛИЙ | 0 |
|
SU347357A1 |
| DE 1251470 В, 05.10.1967 | |||
| US 1488910 А, 01.04.1924 | |||
| SU 886591 A1, 10.12.2004. | |||

