Настоящее изобретение относится к приборостроению, а именно к технологии производства пластичных электронных устройств и межсоединений, которые обладают способностью компенсировать большие деформации (растяжение и сжатие), сохраняя при этом функциональное состояние, и способу получения таких пластичных устройств и межсоединений для технологии производства радиоэлектронных узлов.
Известен способ изготовления пластичного межсоединения электронного устройства для связи двух или более электронных устройств, включающий формирование коммутации между двумя устройствами методом фотолитографии. При этом проводник для межсоединения имеет предпочтительно спиралевидную форму [1]. Пластичные межсоединения выполняются V-образной формы на предварительно закрепленном основании, после снятия закрепления и поворота основания проводники должны образовывать спиралевидную форму. Недостатками данного способа являются сложность технологического процесса, необходимость изготовления сложной оснастки для закрепления основания, большая трудоемкость, длительность технологического формирования слоев и высокая себестоимость ее изготовления.
Наиболее близким к заявленному техническому решению является способ изготовления пластичного электронного устройства, принятый нами за прототип, включающий изготовление основания, соединение слоя коммутации с жестким основанием и формирование топологического рисунка [2]. Слой коммутации усиливается промежуточным гибким слоем и имеет предварительно определенную форму.
Недостатками данного способа является большое количество операций, относительно невысокая надежность и плохая ремонтопригодность, так как при повторном монтаже электронных компонентов участки упрочняющего материала легко могут быть повреждены. Так изготавливаемый образец необходимо закрепить по всей поверхности к технологическому основанию, это требует дополнительных операций (в том числе высокотемпературных) и сложных материалов. Кроме того, это влечет за собой создание напряженных областей в местах формирования проводников и контактов, которые после удаления технологического основания и перед нанесением последующих топологических слоев может привести к разрыву созданных электрических соединений. Приклеивание осуществляется после формирования топологического рисунка на одной из сторон. А это повышает риск повреждения контактов и соединений. Кроме того требуется дополнительные операции для подготовки к приклеиванию и операции по удалению слоя адгезива. Еще одним недостатком является необходимость изготовления специальных литейных форм под каждое отдельное устройство, что существенно влияет на трудоемкость и себестоимость.
Задачей, на решение которой направлено заявляемое изобретение, является снижение трудоемкости изготовления, расширение функциональных возможностей и повышение надежности пластичных радиоэлектронных узлов и межсоединений.
Для достижения указанной задачи в способе изготовления пластичных радиоэлектронных узлов и межсоединений, включающем изготовление основания, соединение слоя коммутации с жестким основанием, формирование топологического рисунка и усиление слоя коммутации промежуточным гибким слоем, изготавливают жесткое основание - опорное металлическое кольцо, закрепляют металлическую фольгу на опорном металлическом кольце, наносят промежуточный гибкий слой на одной стороне металлической фольги, формируют в нем рисунок фотолитографией, наносят первый слой кремнийорганического полимера на сформированный фотолитографией рисунок, формируют топологический рисунок фотолитографией на другой стороне металлической фольги, травят насквозь металлическую фольгу, наносят второй слой кремнийорганического полимера на полученный топологический рисунок.
Признаками, отличающими заявленный способ от известного является то, что изготавливают жесткое основание - опорное металлическое кольцо. Закрепляют металлическую фольгу на опорном металлическом кольце. Наносят фоточувствительный материал на одной стороне металлической фольги. Формируют топологический рисунок фотолитографией в слое фоточувствительного материала. Наносят первый слой кремнийорганического полимера на сформированный фотолитографией рисунок. Формируют топологический рисунок фотолитографией на другой стороне металлической фольги. Травят насквозь металлическую фольгу. Наносят второй слой кремнийорганического полимера на полученный топологический рисунок.
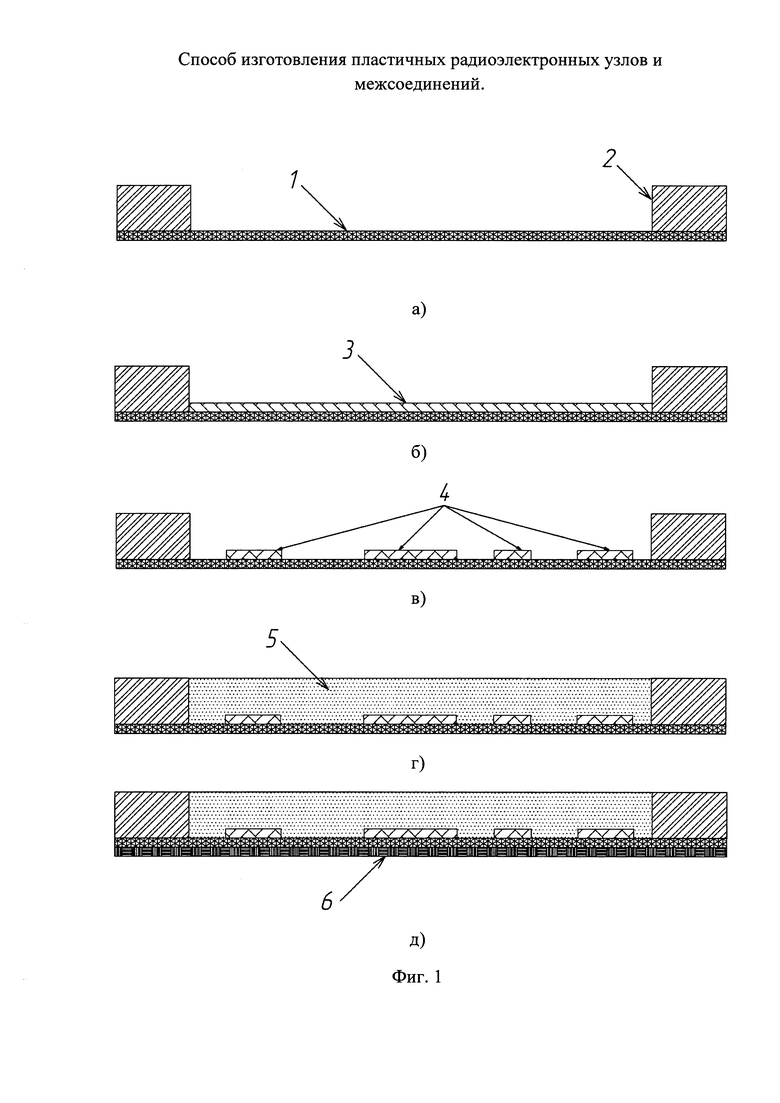
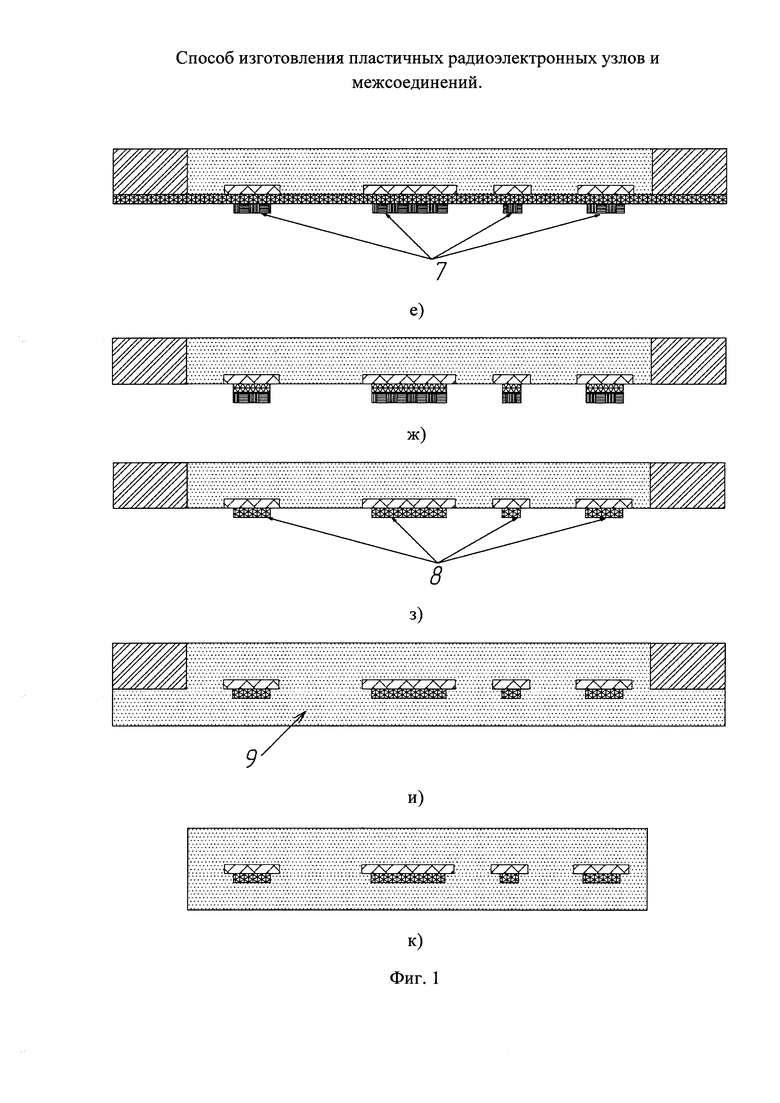
Предлагаемое изобретение иллюстрируется чертежами фиг. 1 (а, б, в, г, д, е, ж, з, и, к) - последовательность технологических операций способа изготовления пластичных радиоэлектронных узлов и межсоединений,
где:
1 - слой металлической фольги,
2 - жесткое опорное кольцо,
3 - фоточувствительный материал,
4 - топологический рисунок в слое фоточувствительного материала,
5 - первый слой кремнийорганического полимера,
6 - слой фоторезиста,
7 - сформированный в слое фоторезиста рисунок,
8 - топологический рисунок в слое металла,
9 - второй слой кремнийорганического полимера.
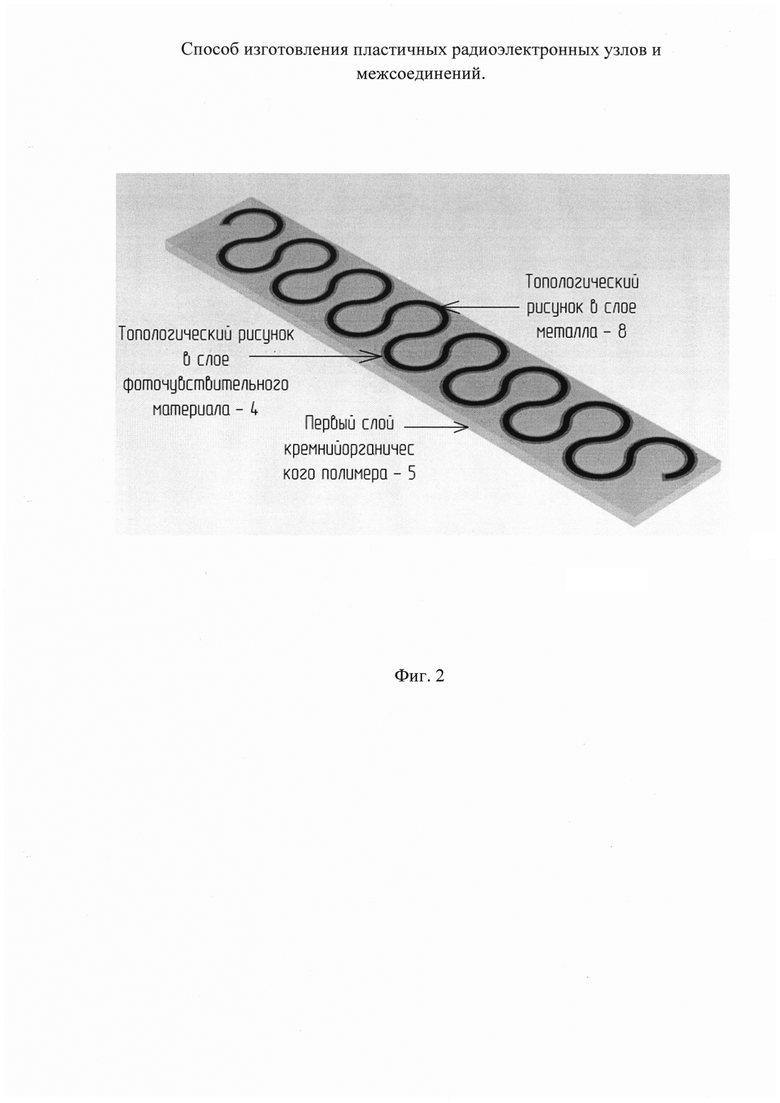
На фиг. 2 изображен пластичный радиоэлектронный узел со сформированными S-образными проводящими каналами изготовленный предлагаемым способом.
Способ реализуется следующим образом. Процесс изготовления пластичных радиоэлектронных узлов и межсоединений начинается с изготовления и подготовки специальной оснастки в виде жесткого опорного кольца 2. Кольцо может изготавливаться из любого температуро- и химически стойкого к травителям, применяемым в последующих операциях материала, предпочтительно из металла. Способ изготовления жесткого опорного кольца не имеет значения. В случае необходимости рабочая сторона опорного кольца механически обрабатывается в целях получения гладкой поверхности с низкой шероховатостью. Использование жесткого опорного металлического кольца позволяет закрепить проводящий слой металла - фольгу, которая используется для изготовления пластичных оснований (печатных плат) для микроэлектронных устройств и сформировать форму под наносимый далее кремнийорганический полимер, который в данном способе играет роль конструкционного основания.
Следующим шагом является закрепление металлический фольги 1, позднее выступающей в роли коммутационного слоя, на жесткое опорное кольцо (фиг. 1а). Крепление можно проводить с помощью различных адгезивов приклеиванием с приложением требуемого давления. В зависимости от способа закрепления и применяемого адгезива выбираются определенные режимы сушки для достижения надежного закрепления.
На металлическую фольгу 1 с внутренней стороны опорного кольца 2 наносится фоточувствительный материал 3 (фиг. 1б). В роли материала может выступать фоточувствительный материал, обладающий диэлектрическими свойствами и высокой прочностью на разрыв. Наиболее оптимальный способ получения равномерного слоя фоточувствительного материала - центрифугирование, однако может быть использован любой другой хорошо известный метод. В зависимости от вязкости подобранного материала подбирается оптимальный режим нанесения. Затем выполняется сушка материала в конвекционной печи по температурным режимам, указанным в ТУ выбранного материала. Данный материал выступает в роли буферного слоя между слоями коммутации и пластичного конструкционного основания. Он предотвращает чрезмерные растяжения, придает необходимую жесткость и обладает высокой адгезией, как к металлам, так и к кремнийорганическим полимерам.
Методом фотолитографии формируется топологический рисунок в слое фоточувствительного материала 3 (фиг. 1в), также в слое формируются реперные знаки для последующего совмещения слоев.
Наносится первый слой кремнийорганического полимера 5 на сформированный в фоточувствительном материале рисунок (фиг. 1г). Полимер может наноситься любым известным способом - пульверизацией, центрифугированием, окунанием, поливом. Применение в качестве конструкционного материала кремнийорганического полимера, обладающего уникальными электрофизическими и механическими параметрами, обеспечивает пластичным многослойным коммутационным платам высокие технологические и эксплуатационные характеристики. Применение кремнийорганического полимера расширяет функциональные возможности изготавливаемых таким способом пластичных печатных плат для микроэлектронных устройств с высокой степенью интеграции, то есть фактически имеют неограниченные возможности размещения микроэлектронных компонентов в заданном объеме прибора - возможность адаптации формы. Такие пластичные печатные платы для микроэлектронных устройств могут растягиваться, сгибаться и скручиваться вместе с объектом, на котором они установлены. Кроме того, резко повышается уровень влагозащиты и устойчивость к вибрациям. Предлагаемый способ позволяет снизить массогабаритные параметры. Увеличивается надежность, повышается вибростойкость, термостойкость и влагозащита узлов радиоэлектронной аппаратуры. Кроме того, использование предлагаемого способа позволяет улучшить контролеспособность, воспроизводимость и надежность соединений в пластичном электронном устройстве.
На другую поверхность фольги 1 наносится фоторезист 6 (фиг. 1д). В слое фоторезиста формируется рисунок методом фотолитографии (фиг. 1е). Травится металл (фиг. 1ж). Снимается фоторезист (фиг. 1з). Процессы формирования рисунка и травления металла являются типовыми и не отличаются от таковых в процессах формирования, к примеру, традиционных печатных плат. В результате имеем пластичный микроэлектронный узел со сформированными S-образными проводящими каналами (фиг. 2). Такая форма проводников обуславливается необходимостью растяжения и сжатия изготовленного образца по осям X и Y. В связи с непластичной природой металлов коммутационный рисунок традиционных форм приведет к возникновению дефектов и разрывов в проводящих цепях. После рассмотрения и проведения теоретических исследований различных форм проводников, была выявлена оптимальная S-образная форма. Она позволяет достичь растяжений до 100% без возникновения разрывов и других дефектов. Так же для повышения надежности коммутационный рисунок рекомендуется выполнять из нескольких дублирующих проводящих линий меньшей толщины (например, вместо проводящей линии толщиной 100 мкм рекомендуется выполнить 4 проводящих линии толщиной 20 мкм с небольшими зазорами).
На полученный проводящий топологический рисунок наносят второй слой кремнийорганического полимера 9 (фиг. 1и). При наличии необходимости проведения процессов пайки или сварки для монтажа компонентов, сначала проводится пайка/сварка, затем наносится второй слой кремнийорганического полимера. Кроме того, возможно формирование последующих слоев коммутации и создание многослойного основания. Для создания межслойных переходов можно применять различные виды жидкостного и/или сухого травления. Формирование последующих слоев коммутации можно проводить аддитивными методами с последующим процессом фотолитографии в целях получения рисунка. После завершения всех процессов формирования слоев изготовленный образец отделяется от оснастки (фиг. 1к).
Пример
Рассмотренный ниже пример описывает процесс формирования пластичного соединителя (шлейфа) на основе кремнийорганического материала марки СИЭЛ. Изготавливают жесткое опорное металлическое кольцо из листа нержавеющей стали AISI304 (ст. 08Х12Н10) 0,8×250×500 диаметром 100 мм с внутренним диаметром 80 мм.
Затем на кольцо из нержавеющей стали с помощью термостойкого эпоксидного клея приклеивается медная фольга ДПРНТ M1 0,015×210 ГОСТ 5638-75. Для достижения качественного неразъемного соединения на образец прикладывается давление 10 Н и ставиться в конвекционную печь для сушки клея.
На медную фольгу с внутренней стороны кольца наносится фоточувствительный полиимидный лак. Для получения равномерного по толщине и бездефектного покрытия, лак наносится на центрифуге при режиме 2500 об/мин на протяжении 30 с. Полиимидный слой выступает в качестве буферного. Промежуточный слой позволяет снизить напряжения на слой металла при последующих растяжениях и сжатиях изготовленных устройств, кроме того, полиимид обладает высокой адгезией к металлу и к кремнийорганическому материалу. После нанесения образец помещается в конвекционную печь для сушки фотолака. Необходимо соблюдать температурный профиль сушки во избежание дальнейших сложностей с экспонированием и проявлением фоточувствительного лака.
Затем фоточувствительный лак экспонируют через фотошаблон. Режим экспонирования:
Время экспонирования - 22 сек; Мощность лампы - 25 мВт/см2.
Далее лак проявляется при следующих режимах:
Время проявки - 20 сек; Промывка в деионизованной воде - 40 сек; Обдув азотом, сушка от влаги - 50 сек; Температура раствора – комнатная.
После этого наносят кремнийорганический полимер «СИЭЛ». Полимер наносится на внутреннюю сторону образца. Примерная толщина полимера - 0,65 мм, полимер заливается до грани кольца из нержавеющей стали. Сушка кремнийорганического полимера может проводится в различных режимах как при комнатной температуре так и при повышенных температурах, в данном примере был применен режим: 60 мин при комнатной температуре, 60 мин при 100°С в конвекционной печи. Данный слой в дальнейшем и будет служить в качестве конструкционного основания.
Далее на поверхность меди наносится фоторезист, экспонируется, проявляется с помощью проявителя. Образец погружают в травитель для травления меди.
Режим травления и снятия фоторезиста.
Образец погружается в травитель для меди на 6 сек, затем промывается в деионизованной воде и сушится от влаги в потоке горячего воздуха с обеих сторон. Затем снимается фоторезист, используется растворитель диметилформамид. Снятие фоторезиста проводят при следующих режимах.
Время снятия - 10±2 мин; Промывка в деионизованной воде - 10-20 мин.
На сторону с проводящим рисунком наносится кремнийорганический полимер для дополнительной защиты и герметизации образца. Нанесение можно проводить как ручным методом, так и на центрифуге. В связи с тем, что материал самонивелирующийся, достаточно равномерно нанести материал по всей поверхности и оставить на время, чтобы материал растекся равномерно по всей поверхности. Сушка проводится при ранее указанном режиме.
Таким образом, изготовленные предлагаемым способом изделия позволяют использовать их в широком диапазоне рабочих температур, широком спектре воздействия вибраций по сравнению с прототипом. Изготовленные таким способом радиоэлектронные узлы обладают высокой пластичностью, гибкостью, прочностью по сравнению с прототипом, что расширяет их функциональные возможности. Способ предназначен для монтажа электронных компонентов или для изготовления и подключения пластичного шлейфа к другим приборам или печатным платам, а также используемые при их формировании материалы и покрытия, также позволяют осуществлять высокоплотное межъячеечное соединение в электронной аппаратуре. Изготовленные по предложенному способу изделия позволяют создавать устройства одного размера и затем изменять их форму и размеры до необходимой, это позволит создавать устройства, встраиваемые в корпуса сложной формы и формирование 3Д структур. Возможность деформации в необходимую форму позволяет создавать нательные устройства и носимые устройства. Кроме того, появляется возможность создания различных датчиков и сенсоров.
Полученное в результате изделие обладает уникальными свойствами с возможностью растяжения, сжатия и принятия необходимой формы, при этом сохраняя свои функциональные свойства и обладая повышенной надежностью, вибростойкостью.
Источники информации
Патент США №2002/0094701,
Патент WO №2010/086416 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОЭЛЕКТРОННОГО УЗЛА НА ПЛАСТИЧНОМ ОСНОВАНИИ | 2015 |
|
RU2597210C1 |
| Способ изготовления многослойных печатных плат | 1978 |
|
SU780237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2010355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2007 |
|
RU2329621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2014 |
|
RU2556697C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОВОДЯЩИХ ДОРОЖЕК В ПОРИСТОЙ ПОЛИМЕРНОЙ ПЛЕНКЕ | 2008 |
|
RU2390978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2005 |
|
RU2291598C2 |
| Коммутационная плата на нитриде алюминия для силовых и мощных СВЧ полупроводниковых устройств, монтируемая на основании корпуса прибора | 2018 |
|
RU2696369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
Настоящее изобретение относится к приборостроению, а именно к технологии производства пластичных электронных устройств и межсоединений, которые обладают способностью компенсировать большие деформации (растяжение и сжатие), сохраняя при этом функциональное состояние, и способу получения таких пластичных устройств и межсоединений для технологии производства радиоэлектронных узлов. Технический результат - снижение трудоемкости изготовления, расширение функциональных возможностей и повышение надежности пластичных радиоэлектронных узлов и межсоединений. Достигается тем, что способ изготовления пластичных радиоэлектронных узлов и межсоединений включает изготовление жесткого основания в виде опорного металлического кольца. Далее закрепляют металлическую фольгу на опорном металлическом кольце. Наносят фоточувствительный материал на одной стороне металлической фольги и формируют в этом слое топологический рисунок фотолитографией. После этого наносят первый слой кремнийорганического полимера на сформированный фотолитографией рисунок. Затем формируют топологический рисунок фотолитографией на другой стороне металлической фольги и травят насквозь металлическую фольгу. В завершении наносят второй слой кремнийорганического полимера на полученный топологический рисунок. 11 ил.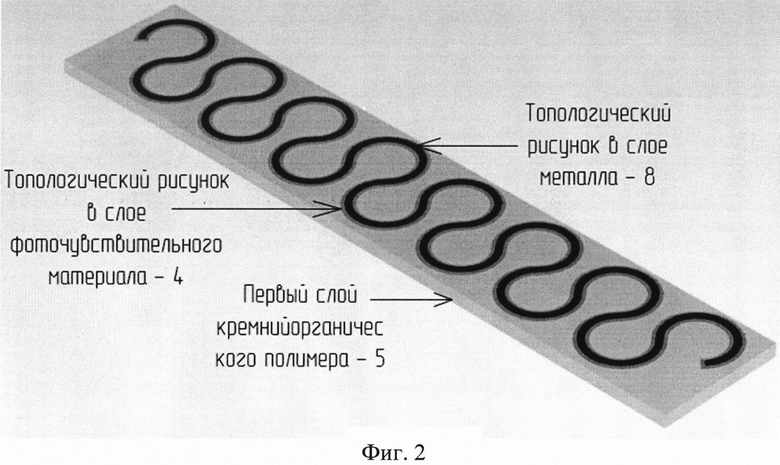
Способ изготовления пластичных радиоэлектронных узлов и межсоединений, включающий изготовление основания, соединение слоя коммутации с жестким основанием, формирование топологического рисунка и усиление слоя коммутации промежуточным гибким слоем, отличающийся тем, что изготавливают жесткое основание - опорное металлическое кольцо, закрепляют металлическую фольгу на опорном металлическом кольце, наносят промежуточный гибкий слой на одной стороне металлической фольги, формируют в нем рисунок фотолитографией, наносят первый слой кремнийорганического полимера на сформированный фотолитографией рисунок, формируют топологический рисунок фотолитографией на другой стороне металлической фольги, травят насквозь металлическую фольгу, наносят второй слой кремнийорганического полимера на полученный топологический рисунок.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 6743982 B2, 01.06.2004 | |||
| КОНСТРУКЦИЯ ФОТОЭЛЕКТРИЧЕСКОГО ГИБКОГО МОДУЛЯ | 2012 |
|
RU2492553C1 |
| ТОНКОПЛЕНОЧНЫЙ ЭЛЕКТРИЧЕСКИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2049365C1 |
| МЕТАЛЛИЧЕСКАЯ СЕТОЧНАЯ СТРУКТУРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2421833C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2009 |
|
RU2458492C2 |

