Изобретение относится к приборостроению, а именно к технологии производства многокристальных модулей, микросборок и модулей с внутренним монтажом компонентов.
Известен способ изготовления электронного узла, в котором в проводящем слое несущей пленки узла создаются отверстия под размещения столбиковых выводов, сформированных на контактных площадках электронного компонента [1]. Затем компонент устанавливается на пленку таким образом, чтобы столбиковые вывода входили в отверстия проводящего слоя, с обратной стороны от столбиковых выводов компонент частично встраивается в диэлектрический слой. После чего несущий слой пленки удаляется, оставляя столбиковые выводы открытыми, а затем происходит формирование слоя металлизации с контактированием столбиковых выводов.
Недостатком этого способа является необходимость создания столбиковых выводов на контактных площадках полупроводниковых компонентов, что ведет к увеличению числа технологических операций и, соответственно, к увеличению стоимости производства электронных узлов.
Известен способ изготовления микроэлектронного узла на основе гибко-жестких печатных плат, включающий размещение на основании микроэлектронных компонентов, их герметизацию, металлизацию и формирование необходимых слоев [2].
Монтаж микроэлектронных компонентов проводится без использования припоя и олова и проблем, связанных с термообработкой. Микроэлектронные компоненты устанавливаются первыми, затем изготавливаются слои схемы. Стандартной платы не требуется, сокращается время производственного цикла, уменьшаются затраты, а также снижаются проблемы надежности платы. Недостатком данного способа является то, что на изготовленные таким способом микроэлектронные узлы при эксплуатации изделий существенное влияние оказывают колебания рабочих температур и воздействие вибраций. Другим недостатком изготовленных таким способом микроэлектронных узлов является отсутствие пластичности, а это ограничивает их область применения. Так, с развитием биомедицины, робототехники микроэлектронные узлы имеют все более сложную форму и требуют высокую степень интеграции. Реальные объекты имеют сложные криволинейные формы, где гибко-жесткие микромодули имеют ограниченное применение и существенно увеличивают массогабаритные параметры, при этом снижают надежность микроузлов в условиях эксплуатации от воздействия положительных и отрицательных температур, влаги, вибрации, пыли.
Задачей изобретения является уменьшение трудоемкости изготовления, расширение функциональных возможностей и повышение надежности микроэлектронных узлов.
Для достижения указанной задачи в способе изготовления микроэлектронного узла на пластичном основании, включающем формирование топологического рисунка для ориентации бескорпусных кристаллов и чип-компонентов их размещение на круглом металлическом основании герметизацию, металлизацию и формирование слоев, перед установкой бескорпусных кристаллов и чип-компонентов соединяют круглую пластину по внешней ее части с опорным металлическим кольцом, наносят тонкий слой кремнийорганического полимера, подсушивают, устанавливают бескорпусные кристаллы и чип-компоненты ориентируясь на ранее сформированный топологический рисунок, проводят вулканизацию, герметизируют кремнийорганическим полимером бескорпусные кристаллы и чип-компоненты, достигая толщины полимера, равной высоте кольца, стравливают основание - круглую металлическую пластину, закрепляют дополнительную круглую металлическую пластину с обратной стороны микроэлектронного узла, формируют отверстия в полиимидном лаке до контактных площадок бескорпусных кристаллов и чип-компонентов, проводят коммутацию вакуумным напылением металлов через тонкую съемную маску или фотолитографией после вакуумного осаждения металлов, наносят слой диэлектрика, формируют в нем окна, наносят второй слой металлизации, наносят защитный слой кремнийорганического полимера, наносят паяльную пасту на выходные площадки микроэлектронного узла, удаляют дополнительную круглую металлическую пластину с кольцом - проводят вырезку микроэлектронного узла из технологической оснастки. Использование металлического кольца позволяет сформировать форму под наносимый далее кремнийорганический полимер, который в способе используется для создания пластичного конструкционного основания. Применение кремнийорганического полимера расширяет функциональные возможности изготавливаемых таким способом микроэлектронных узлов с пластичным основанием с высокой степенью интеграции, то есть фактически имеют неограниченные возможности размещения микроэлектронных компонентов в заданном объеме прибора - возможность адаптации формы. Такие микроэлектронные узлы могут растягиваться, сгибаться и скручиваться вместе с объектом, на котором они установлены. Кроме того, резко повышается уровень влагозащиты и устойчивость к вибрациям. Герметизация кремнийорганическим полимером бескорпусных кристаллов и чип-компонентов, достигая при этом толщины полимера, равной высоте кольца, необходима для обеспечения абсолютной защиты всего изготавливаемого микроэлектронного узла. Так как предварительно высота кольца подбирается таким образом, чтобы перекрыть самые большие габаритные размеры устанавливаемых бескорпусных кристаллов и чип-компонентов. При нанесении кремнийорганического полимера меньше высоты кольца, то есть частично накрывающие, устанавливаемые бескорпусные кристаллы и чип-компоненты, и при последующем удалении кольца с вырезкой микроэлектронного узла, и установке микроэлектронного узла на объект возникают дефекты между устанавливаемыми бескорпусными кристаллами и кремнийорганическим полимером. При дальнейшей эксплуатации это приведет к разгерметизации микроэлектронного узла, а при воздействии вибраций к его разрушению.
Предлагаемый способ позволяет снизить массогабаритные параметры. Увеличивается надежность, повышается вибростойкость, термостойкость и влагозащита узлов радиоэлектронной аппаратуры.
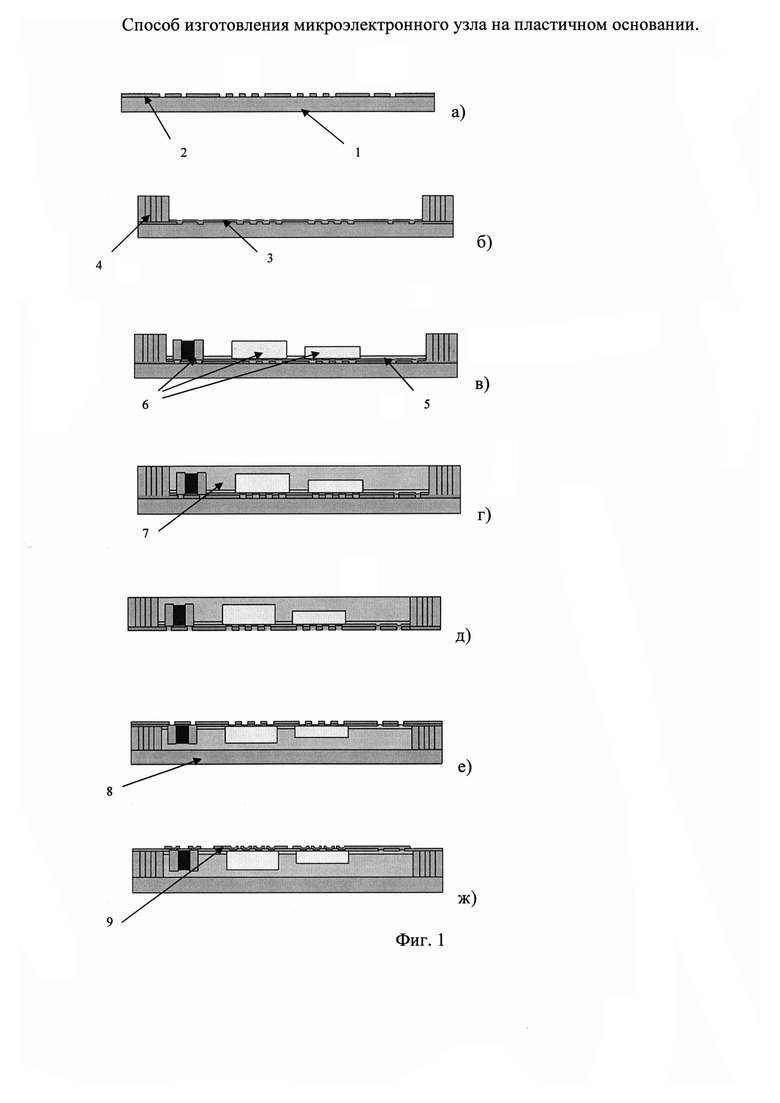
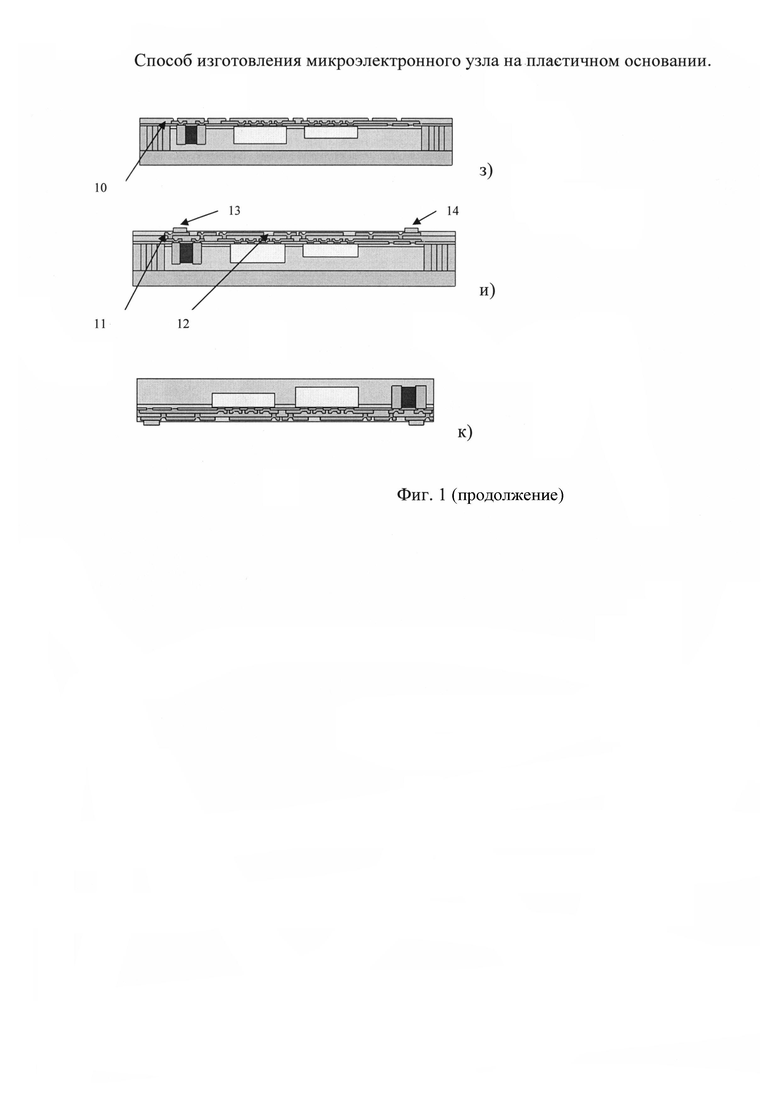
Предлагаемое изобретение иллюстрируется чертежами фиг. 1 (а, б, в, г, д, е, ж, з, и, к) - последовательность технологических операций способа монтажа микроэлектронных компонентов,
где:
1 - металлическая круглая пластина,
2 - топологический рисунок,
3 - полиимидный лак,
4 - металлическое опорное кольцо,
5 - тонкий слой кремнийорганичекского полимера,
6 - бескорпусные кристаллы и чип-компоненты,
7 - слой кремнийорганического полимера при герметизации бескорпусных кристаллов и чип-компонентов,
8 - дополнительная металлическая пластина,
9 - первый слой коммутации,
10 - слой диэлектрика,
11 - второй слой коммутации,
12 - защитное покрытие из кремнийорганического полимера,
13, 14 - выходные площадки микроэлектронного узла.
Способ реализуется следующим образом. На одну из внешних поверхностей металлической круглой пластины 1 наносят топологический рисунок 2 (фиг. 1а). Наносят полиимидный лак 3, лак сушат и задубливают, соединяют круглую пластину 1 по внешней ее части с опорным металлическим кольцом 4 (фиг. 1б). Наносят тонкий слой кремнийорганического полимера 5 (фиг. 1в). Подсушивают. Устанавливают бескорпусные кристаллы и чип-компоненты 6 (фиг. 1в), ориентируясь на ранее сформированный топологический рисунок 2. Проводят вулканизацию. Герметизируют кремнийорганическим полимером 7 бескорпусные кристаллы и чип-компоненты 6, достигая толщины полимера 7, равной высоте кольца 4 (фиг. 1г). Стравливают основание - круглую металлическую пластину 1 (фиг. 1д). Закрепляют дополнительную круглую металлическую пластину 8 с обратной стороны микроэлектронного узла (фиг. 1е). Формируют отверстия в полиимидном лаке 3 до контактных площадок бескорпусных кристаллов и чип-компонентов 6. Проводят коммутацию 9 методом вакуумного напыления металлов через тонкую съемную маску или фотолитографией после вакуумного осаждения металлов (фиг. 1ж). Наносят слой диэлектрика 10 (фиг. 1з). Формируют в нем окна. Наносят второй слой металлизации 11 (фиг. 1и). Наносят защитный слой кремнийорганического полимера 12 (фиг. 1и). Наносят паяльную пасту на выходные площадки 13, 14 микроэлектронного узла (фиг. 1и). Удаляют круглую дополнительную металлическую пластину 8 с кольцом 4, проводят вырезку микроэлектронного узла из технологической оснастки (фиг. 1к).
Пример.
На алюминиевую пластину АМг 3М толщиной 0,8 мм, диаметром 100 мм наносят топологический рисунок. Наносят полиимидный лак, лак сушат и задубливают (ПИ-ЛК-1 ТУ 2224-444-00209349-2004 (НИИ «Пластмасс)) (метод нанесения - центрифугирование, толщина 5 мкм) (задубливание идет до 250°С). Соединяют круглую алюминиевую пластину по внешней ее части с опорным металлическим кольцом. Наносят тонкий слой кремнийорганического полимера «Универсал» ТУ 2229-021-07550073-04 («Центральное конструкторское бюро спецматериалов»). Подсушивают. Устанавливают бескорпусные кристаллы и чип-компоненты, ориентируясь на ранее сформированный топологический рисунок. Проводят вулканизацию при температуре не выше 60°C. Герметизируют кремнийорганическим полимером «Универсал» 7. Стравливают алюминиевое основание АМг 3М толщиной 0,8 мм, диаметром 100 мм. Закрепляют дополнительную круглую алюминиевую пластину АМг 3М толщиной 0,8 мм, диаметром 100 мм. Формируют отверстия в полиимидном лаке до контактных площадок бескорпусных кристаллов и чип-компонентов. Проводят коммутацию методом вакуумного напыления металлов, затем через тонкую съемную маску фотолитографией после вакуумного осаждения металлов, причем минимум из двух слоев, послойно осаждают хром, затем наносят медь 2 мкм (способ нанесения - магнетронное напыление). Наносят слой диэлектрика. Формируют в нем окна. Наносят второй слой металлизации из структуры слоев хром 0,05 мкм, медь 2 мкм, никель 0,2 мкм. Наносят защитный слой кремнийорганического полимера «Универсал». Наносят паяльную пасту на выходные площадки (через трафарет). Удаляют круглую дополнительную металлическую пластину с кольцом - проводят вырезку микроэлектронного узла из технологической оснастки.
Таким образом, изготовленные предлагаемым способом изделия позволяют использовать их в широком диапазоне рабочих температур, широком спектре воздействия вибраций по сравнению с прототипом. Изготовленные таким способом микроэлектронные узлы обладают высокой пластичностью, гибкостью, прочностью по сравнению с прототипом, что расширяет их функциональные возможности. Кроме того, кремнийорганические полимеры безопасны, что позволяет создать устройства, «носимые» на теле человека и даже внедряемые в тело человека, что недопустимо для прототипа.
Источники информации
1. Патент США 20130015572.
2. Патент США №8193042 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОГО УЗЛА | 2014 |
|
RU2581155C1 |
| СПОСОБ МОНТАЖА МИКРОЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2015 |
|
RU2571880C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧНЫХ РАДИОЭЛЕКТРОННЫХ УЗЛОВ И МЕЖСОЕДИНЕНИЙ | 2016 |
|
RU2636575C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2651543C1 |
| ПЕЧАТНАЯ ПЛАТА С ВНУТРЕННИМ МОНТАЖОМ ЭЛЕМЕНТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2639720C2 |
| ИНТЕРПОЗЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2584575C1 |
| Двунаправленный тепловой микромеханический актюатор и способ его изготовления | 2015 |
|
RU2621612C2 |
| Шаблон для рентгеновской литографиии СпОСОб ЕгО изгОТОВлЕНия | 1979 |
|
SU824345A1 |
Изобретение относится к технологии производства многокристальных модулей, микросборок с внутренним монтажом компонентов. Технический результат - уменьшение трудоемкости изготовления, расширение функциональных возможностей и повышение надежности микроэлектронных узлов. Достигается тем, что в способе изготовления микроэлектронного узла на пластичном основании перед установкой бескорпусных кристаллов и чип-компонентов соединяют круглую пластину по внешней ее части с опорным металлическим кольцом, наносят тонкий слой кремнийорганического полимера. Устанавливают бескорпусные кристаллы чип-компоненты, ориентируясь на ранее сформированный топологический рисунок, герметизируют кремнийорганическим полимером, достигая толщины полимера равной высоте кольца. Удаляют основание - круглую металлическую пластину, закрепляют дополнительную круглую металлическую пластину с обратной стороны микроэлектронного узла. Проводят коммутацию методом вакуумного напыления металлов или фотолитографией. Наносят слой диэлектрика, второй слой металлизации, защитный слой кремнийорганического полимера. Наносят паяльную пасту на выходные площадки микроэлектронного узла, удаляют дополнительную круглую металлическую пластину с кольцом - проводят вырезку микроэлектронного узла из технологической оснастки. 1 ил.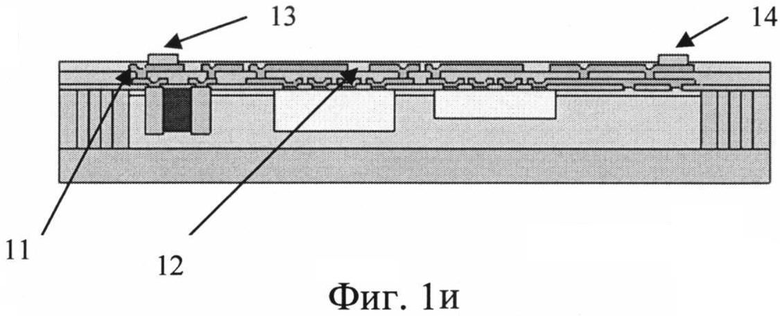
Способ изготовления микроэлектронного узла на пластичном основании, включающий формирование топологического рисунка для ориентации бескорпусных кристаллов и чип-компонентов, их размещение на круглом металлическом основании, герметизацию, металлизацию и формирование слоев, отличающийся тем, что перед установкой бескорпусных кристаллов и чип-компонентов соединяют круглую пластину по внешней ее части с опорным металлическим кольцом, наносят тонкий слой кремнийорганического полимера, подсушивают, устанавливают бескорпусные кристаллы и чип-компоненты, ориентируясь на ранее сформированный топологический рисунок, проводят вулканизацию, герметизируют кремнийорганическим полимером бескорпусные кристаллы и чип-компоненты, достигая толщины полимера, равной высоте кольца, стравливают основание - круглую металлическую пластину, закрепляют дополнительную круглую металлическую пластину с обратной стороны микроэлектронного узла, формируют отверстия в полиимидном лаке до контактных площадок бескорпусных кристаллов и чип-компонентов, проводят коммутацию вакуумным напылением металлов через тонкую съемную маску или фотолитографией после вакуумного осаждения металлов, наносят слой диэлектрика, формируют в нем окна, наносят второй слой металлизации, наносят защитный слой кремнийорганического полимера, наносят паяльную пасту на выходные площадки микроэлектронного узла, удаляют дополнительную круглую металлическую пластину с кольцом - проводят вырезку микроэлектронного узла из технологической оснастки.
| US 8193042 B2, 05.06.2012 | |||
| US 8975116 B2, 10.03.2015 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПО РАЗМЕРАМ КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ | 2008 |
|
RU2410793C2 |
| МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА С КОМПОНЕНТАМИ | 1992 |
|
RU2010462C1 |
| СПОСОБ ВСТРАИВАНИЯ КОМПОНЕНТА В ОСНОВАНИЕ | 2003 |
|
RU2327311C2 |
| СПОСОБ КОРПУСИРОВАНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2012 |
|
RU2503086C1 |

