В настоящем изобретении предлагается термоформуемая, необязательно биодеградируемая композиция, предпочтительно и в основном на основе биологического сырья, содержащая
a) в качестве термоформуемой, биодеградируемой смолы по крайней мере один поли-L-лактид, содержащий менее 1 мол. % звеньев D-молочной кислоты (PLLA), или по крайней мере один поли-L-лактид, содержащий от 1 мол. % до 5 мол. % звеньев D-молочной кислоты (PLA), и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас. % по крайней мере одного поли-D-лактида, содержащего в расчете на суммарное количество термоформуемой смолы а) менее 1 мол. % звеньев L-молочной кислоты (PDLA), в качестве компонента α 1), или от 0,5 до 5 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в расчете на суммарное количество термоформуемой смолы a), предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас. % неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы a), и
γ) от 0,1 до 30 мас. % по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, в расчете на суммарное количество термоформуемой смолы a),
а также предлагается термоформуемые, необязательно биодеградируемые контейнеры, в основном на основе биологического сырья, формованные из композиций по настоящему изобретению.
Пищевые контейнеры, такие как чашки, которые должны выдерживать температуры вблизи температуры кипения воды, так как их используют для горячих напитков, таких как чай, кофе или суп, обычно не изготавливают из полилактидов, хотя известно, что полилактиды являются биодеградируемыми полимерами, которые разлагаются под действием микроорганизмов и ферментов на молочную кислоту, диоксид углерода и воду.
Одна из основных причин, по которой полилактиды являются непригодными для изготовления таких чашек, заключается в низкой температуре стеклования этих полимеров, что приводит к размягчению материала уже приблизительно при 50°C, то есть более чем на 40°C ниже температуры назначения этих полимеров.
Другой важный недостаток полилактидов заключается в кристаллизационных свойствах таких полимеров. Хотя гомополимеры PDLA и соответственно PLLA являются кристаллическими, скорость кристаллизации таких полимеров относительно медленная и такие полимеры характеризуются поведением, практически аналогичным свойствам некристаллической смолы.
В связи с таким относительно длительным временем кристаллизации композиции, содержащие PLA, хотя они и относятся к гомополимерам, не кристаллизуются в достаточной степени в течение обычно коротких времен обработки, используемых для получения термоформуемых изделий, например, при литьевом термоформовании термопластов. Следовательно, применение таких биодеградируемых полимеров является скорее является недостаточным.
И, следовательно, значительная часть пищевых контейнеров, прежде всего чашек для горячих напитков и предпочтительно чашек для одноразового применения, все еще изготавливают из пластмасс, полученных из органических источников, а не из пластмасс, полученных из возобновляемого сырья, хотя термоформуемые PLA, PLLA и PDLA получают из возобновляемого сырья и следовательно они являются материалами на основе биологического сырья, а также биодеградируемыми материалами.
Чтобы получать контейнеры для горячих напитков, прежде всего чашки для одноразового применения, изготовленные из биодеградируемых полимеров, на основе биологического сырья, таких как PLLA или PLA, необходимо преодолеть указанные выше недостатки этих полимеров. Прежде всего, для обеспечения коротких времен обработки для получения таких контейнеров, прежде всего чашек, необходимо повысить скорость кристаллизации и сопротивление деформации при повышенных температурах, прежде всего если такие контейнеры, прежде всего чашки, предназначены для горячих напитков, таких как кофе или чай.
Следовательно, цель настоящего изобретения заключалась в получении термоформуемых композиций, содержащих в качестве полимеров на основе биологического сырья - поли-L-лактид, содержащий менее 1 мол. % звеньев D-молочной кислоты (PLLA), или поли-L-лактид, содержащий от 1 мол. % до 5 мол. % звеньев D-молочной кислоты (PLA), которые гарантируют скорость кристаллизации, обеспечивающую обычные короткие времена обработки и получение таких пищевых термоформуемых контейнеров, прежде всего чашек, которые характеризуются чрезвычайно высокими механическими свойствами при температурах вплоть до 100°C.
Указанная цель достигается при получении термоформуемой и необязательно биодеградируемой композиции предпочтительно и в основном на основе биологического сырья, содержащей
а) в качестве термоформуемой, биодеградируемой смолы по крайней мере один поли-L-лактид, содержащий менее 1 мол. % звеньев D-молочной кислоты (PLLA), или по крайней мере один поли-L-лактид, содержащий от 1 мол. % до 5 мол. % звеньев D-молочной кислоты (PLA), и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас. % по крайней мере одного поли-D-лактида, менее 1 мол. % звеньев L-молочной кислоты (PDLA), в качестве компонента α 1), или от 0,5 до 5 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в расчете на суммарное количество термоформуемой смолы а), предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас. % неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы а), и
γ) от 0,1 до 30 мас. % по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, в расчете на суммарное количество термоформуемой смолы а).
Другой объект настоящего изобретения относится к термоформуемому и необязательно биодеградируемому контейнеру и в основном на основе биологического сырья, формованному из термоформуемой композиции по настоящему изобретению, содержащей:
а) в качестве термоформуемой, биодеградируемой смолы по крайней мере один PLLA или PLA, и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас. % по крайней мере одного поли-D-лактида, содержащего менее 1 мол. % звеньев L-молочной кислоты (PDLA), в расчете на суммарное количество термоформуемой смолы а), в качестве компонента α 1), или от 0,5 до 5 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA, предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас. % неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы а), и
γ) от 0,1 до 30 мас. % по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, в расчете на суммарное количество термоформуемой смолы а).
Термин «PLLA», использованный в данном контексте, означает поли-L-лактид, содержащий менее 1 мол. % звеньев D-молочной кислоты.
Термин «PLA», использованный в данном контексте, означает поли-L-лактид, содержащий от 1 мол. % до 5 мол. % звеньев D-молочной кислоты.
Термин «PDLA», использованный в данном контексте, означает поли-D-лактид, содержащий менее 1 мол. % звеньев L-молочной кислоты.
Термин «биодеградируемый», использованный в данном контексте означает, что такие биодеградируемые полимер, сополимер или пластмасса соответствуют европейскому стандарту EN 13432 по компостируемости. Этот термин означает, что по крайней мере 90% органического углерода в материале (полимере, сополимере, пластмассе) превращается в течение исследуемого периода максимально вплоть до 180 дней в CO2, воду, энергию и биомассу.
Термин «в основном биодеградируемый», используемый в данном контексте, означает, что по крайней мере 70 мас. % такого изделия (контейнера, чашек) соответствует европейскому стандарту EN 13432 по компостируемости.
Термин «на основе биологического сырья», используемый в данном контексте, означает, что изделие (контейнер, чашки) изготовлено из соединений, полученных полностью из возобновляемого сырья.
Термин «в основном на основе биологического сырья», используемый в данном контексте, означает, что изделие (контейнер, чашки) изготовлено по крайней мере из 60 мас. % компонентов, полученных из возобновляемого сырья.
Термоформуемая композиция по настоящему изобретению, из которой изготовлен термоформуемый контейнер в основном на основе биологического сырья по настоящему изобретению, кроме затравочной композиции б) включает в качестве термоформуемой смолы а) на основе биологического сырья по крайней мере один PLLA или PLA, причем PLA представляет собой предпочтительно сополимер, содержащий звенья L-молочной кислоты и от 1 до 5 мол. % звеньев D-молочной кислоты.
Такие биодергадируемые PLLA на основе биологического сырья, соответственно PLA или PDLA, можно получить в процессе известной в данной области техники полимеризации с открытием цикла димеров соответствующей молочной кислоты.
Среднемассовая молекулярная масса таких биодеградируемых полимеров на основе биологического сырья предпочтительно составляет по крайней мере 30000, более предпочтительно по крайней мере 60000, наиболее предпочтительно по крайней мере 90000 г/моль. Среднемассовая молекулярная масса биодеградируемых полимеров PLLA предпочтительно составляет по крайней мере 300000 г/моль. При использовании композиций по настоящему изобретению, включающих полимеры со среднемассовой молекулярной массой менее нижнего предела, становятся недостаточными механические свойства формованных из таких композиций контейнеров по настоящему изобретению, такие как модуль деформации и модуль упругости, и наоборот, при использовании молекулярной массы выше верхнего предела становится недостаточной способность к формованию термоформуемой композиции по настоящему изобретению.
Термоформуемые композиции по настоящему изобретению, используемые для получения термоформуемых, необязательно бидеградируемых контейнеров в основном на основе биологического сырья по настоящему изобретению, включают затравочную композицию б), состоящую из трех компонентов α), β) и γ), которые гарантируют не только достаточно высокую скорость кристаллизации в сочетании с независимо от нее широким окном термоформования и, следовательно, достаточно высокой скоростью термоформования с коротким временем обработки, но также достаточно высокое сопротивление деформации при температурах вплоть до 100°C, и при этом позволяют поддерживать достаточную жесткость для применения контейнеров по настоящему изобретению, предпочтительно чашек, которые изготавливают при термоформовании термоформуемой композиции по настоящему изобретению, включающей затравочную комбинацию б).
Используемый в качестве компонента α 1) биодеградируемый полимер PDLA на основе биологического сырья, который включен в термоформуемую композицию по настоящему изобретению в количестве от 1 до 10 мас. %, предпочтительно от 1 до 6 мас. % в расчете на общее количество термоформуемой смолы а), представляет собой поли-D-лактид, который является сополимером, содержащим звенья D-молочной кислоты и менее 1 мол. % звеньев L-молочной кислоты, как уже было определено выше. Среднемассовая молекулярная масса PDLA предпочтительно находится в интервале, уже определенном ранее для термоформуемой смолы PLLA. Однако, предпочтительно среднемассовая молекулярная масса используемой смолы PDLA отличается от среднемассовой молекулярной массы используемой смолы PLLA.
В термоформуемые композиции по изобретению в качестве компонента α 2), вместо компонента α 1), можно включать стереокомплексные кристаллиты PLLA/PDLA или PLA/PDLA в молярном соотношении 1:1 и в количестве от 0,5 до 5 мас. %, предпочтительно от 1 до 3 мас. %, в расчете на общую массу термоформуемой смолы а). Эти стереокомплексные кристаллиты можно получить отдельно перед добавлением в термоформуемую композицию по настоящему изобретению при расплавлении смеси предпочтительно в равных количествах PLLA и PDLA при температуре выше 180°C вплоть до 230°C, предпочтительно вплоть до 190°C, а затем при охлаждении расплавленной смеси в процессе кристаллизации или при нагревании термоформуемой композиции, содержащей затравочную композицию б), которая включает в качестве компонента α) компонент α 1), при температуре выше температуры плавления PLLA, PLA, соответственно PDLA, и при охлаждении смеси в процессе кристаллизации.
В качестве дополнительного компонента β) в затравочной комбинации б) присутствует известный неорганический затравочный агент, предпочтительно в форме частиц, прежде всего с соотношением длины к ширине от 1 до 150, (средний размер частиц предпочтительно в интервале от 0,5 до 15 мкм по данным измерения на анализаторе размера частиц Седиграфа согласно рекомендациям ISO 13317-3), предпочтительно в форме компактных частиц, в количестве от 0,1 до 25 мас. %, предпочтительно от 1 до 20 мас. % в расчете на общую массу термоформуемой смолы а), если он присутствует. Такой агент, предпочтительно тальк, используют в количестве от 1 до 20% в расчете на общую массу термоформуемой смолы а). Соотношение длины к ширине частиц такого талька составляет от 2 до 150 (средний размер частиц может изменяться в интервале от 0,5 до 15 мкм по данным измерения указанным выше методом Седиграфа). Такой неорганический затравочный агент, предпочтительно тальк, поставляют предпочтительно в виде концентрата в PDLA, PLLA или PLA.
Такой компонент β) должен присутствовать в затравочной композиции, если в качестве биодеградируемой, термоформуемой смолы а) на основе биологического сырья используют PLA, и предпочтительно присутствует, если используют PLLA, чтобы обеспечить требуемую высокую скорость кристаллизации.
Затравочная комбинация б) содержит также в качестве компонента γ) по крайней мере один неорганический наполнитель со слоистой структурой, предпочтительно слоистого глинистого минерала, более предпочтительно слоистого силиката алюминия, в количестве от 0,1 до 30 мас. %, предпочтительно от 10 до 25 мас. %, в расчете на суммарное количество термоформуемой смолы а). Предпочтительно в качестве слоистого силиката алюминия используют каолин в виде множества частиц, предпочтительно в форме хлопьев, который добавляют в термоформуемую смолу а) предпочтительно в виде концентрата в PDLA, PLLA или PLA. Указанный компонент γ) всегда должен представлять собой другое соединение в отличие от любого неорганического затравочного соединения, используемого в качестве компонента β).
Неожиданно было установлено, что компонент γ), прежде всего каолин, не влияет на скорость кристаллизации, но улучшает скорость извлечения из формы и механические свойства, такие как жесткость при высоких температурах.
В предпочтительном варианте осуществления настоящего изобретения предлагается термоформуемая и необязательно биодеградируемая композиция предпочтительно и в основном на основе биологического сырья, содержащая
а) в качестве термоформуемой, биодеградируемой смолы по крайней мере один PLLA, и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас. %, предпочтительно от 1 до 6 мас. % по крайней мере одного PDLA, в расчете на суммарное количество термоформуемой смолы а), в качестве компонента α 1), или от 0,5 до 5 мас. %, предпочтительно от 0,5 до 3 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в расчете на суммарное количество термоформуемой смолы а), предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас. %, предпочтительно от 1 до 20 мас. % неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы а), и
γ) от 0,1 до 30 мас. %, предпочтительно от 5 до 25 мас. % по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, предпочтительно каолина, в расчете на суммарное количество термоформуемой смолы а).
В другом предпочтительном варианте осуществления настоящего изобретения предлагается термоформуемый и необязательно биодеградируемый контейнер в основном на основе биологического сырья, формованный из термоформуемой композиции по настоящему изобретению, содержащей:
а) в качестве термоформуемой, биодеградируемой смолы по крайней мере один PLLA или PLA, и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас. %, предпочтительно от 1 до 6 мас. % по крайней мере одного PDLA, в расчете на суммарное количество термоформуемой смолы а), в качестве компонента α 1), или от 0,5 до 5 мас. %, предпочтительно от 0,5 до 3 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в расчете на суммарное количество термоформуемой смолы а), предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас. %, предпочтительно от 1 до 20 мас. % неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы а), и
γ) от 0,1 до 30 мас. %, предпочтительно от 5 до 25 мас. % по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, предпочтительно каолина, в расчете на суммарное количество термоформуемой смолы а).
Термоформуемая композиция по настоящему изобретению при необходимости может содержать дополнительные добавки при условии, что они не оказывают значительное влияние или совсем не оказывают влияние на свойства композиции. Соответственно, термоформуемая композиция по изобретению может включать УФ-стабилизаторы, термостабилизаторы, антиоксиданты, огнестойкие добавки, модификаторы ударопрочности, пластификаторы, модификаторы вязкости, антистатики, смазки для форм, смазывающие вещества или дегазирующие агенты.
Темоформуемую композицию по настоящему изобретению, содержащую термоформуемую смолу а) и затравочную комбинацию б), можно использовать для изготовления контейнеров, прежде всего пищевых контейнеров, таких как чашки.
В данном уровне техники известно, что полилактиды, также как все сложные полиэфиры, проявляют высокую чувствительность к влаге. Следовательно, такие полимеры необходимо хранить в упаковках с защитным слоем от влаги и при необходимости обрабатывать их в очень сухих условиях. Соответственно, все компоненты, предназначенные для смешивания с полилактидной смолой, должны быть высушены, чтобы исключить любую деградацию полилактида в процессе плавления термоформуемой смеси, например, в экструдере.
Более подробно, для получения термоформуемых композиций по изобретению и для изготовления из них контейнера по изобретению, перед формованием расплавленного материала в отверждаемые лист или пленку термоформуемую смолу а) и затравочную комбинацию б) следует смешивать и расплавлять в сухих условиях. На этих стадиях пластикации температура плавления должна составлять по крайней мере 170°C, предпочтительно от 180°C до 200°C, то есть выше температуры плавления PDLA, PLA и соответственно PLLA, но ниже температуры плавления стереокомплексных кристаллитов. Следовательно, не следует превышать верхний предел температуры плавления, так как стереокомплексные кристаллиты плавятся при температуре приблизительно ≥230° и при высоких температурах можно повредить полилактид.
Как было указано выше, эти стереокомплексные кристаллиты можно получить отдельно при смешивании эквивалентных количеств PLLA и PDLA или PLA и PDLA, при нагревании смеси до 190°C, то есть выше температуры плавления этих полилактидных полимеров, и при охлаждении смеси в процессе кристаллизации.
Можно также получить стереокомплексные кристаллиты уже распределенными в композиции по изобретению при нагревании композиции, содержащей в качестве термопластичной смолы а) либо PLLA, либо PLA, и в качестве затравочной комбинации б) только компонент α 1), и необязательно компоненты β) и γ), до температуры 190°C, при охлаждении композиции для кристаллизации, добавляя при необходимости компоненты β) и γ).
Известно, что применение стереокомплексных кристаллитов повышает скорость кристаллизации термоформуемой смолы а), что обеспечивает более короткие времена обработки при изготовлении формованных контейнеров.
Приемлемое время формования листа при температуре термоформования приблизительно 95°C должно составлять предпочтительно ≥ от 1 до 5 с, предпочтительно менее 5 с, при температуре формования и соответственно пресс-формы приблизительно 100°C. При снижении времени формования термоформуемого контейнера менее нижнего предела становится недостаточной кристаллизация термоформуемых листа или пленки, содержащих PLLA или PLA и затравочную композицию, и наоборот, при превышении верхнего предела становятся недостаточно короткими времена обработки.
Более подробно, термоформуемые и необязательно биодеградируемые контейнеры в основном на основе биологического сырья, прежде всего пищевые контейнеры, такие как чашки или крышки, используемые для укупорки, предпочтительно дополняющие крышки для контейнеров по изобретению, предпочтительно для чашек, изготавливают следующим образом.
Термоформуемую композицию по изобретению, содержащую термоформуемую смолу a), PLLA или PLA, и затравочную комбинацию б), которые хранят в сухих условиях и смешивают в экструдере, подвергают экструзионному формованию через щелевую экструзионную головку. При этом получают лист или необязательно многослойную пленку методом плоскощелевой экструзии предпочтительно при температуре максимум до 180°C. Такие лист или пленку либо непосредственно хранят и затем подвергают термоформованию, либо сразу подвергают термоформованию в одной технологической линии в контейнеры, предпочтительно чашки, предпочтительно методом глубокой вытяжки по известным технологиям, таким как глубокая вытяжка в вакууме или глубокая вытяжка под давлением, необязательно с использованием пуансона.
Что касается многослойной пленки для изготовления пищевых контейнеров, прежде всего чашек, многослойную пленку, предпочтительно двухслойную пленку получают методом плоскощелевой экструзии термоформуемой композиции по изобретению, содержащей термоформуемую смолу а) и затравочную композицию б), в качестве одного слоя, и предпочтительно в качестве второго слоя - слой термоформуемой смолы, содержащей PLLA или PLA, которые после термоформования становятся внутренней поверхностью контейнеров по изобретению, прежде всего чашек, и соответственно внутренней поверхностью крышек, которые также формуют из указанной пленки. После термоформования методом глубокой вытяжки контейнеры или крышки отделяют, предпочтительно вырезают из оставшихся листа или пленки и получают отдельные продукты, а именно контейнеры, такие как чашки, или крышки.
Согласно процессу термоформования, предпочтительно методом плоскощелевой экструзии, экструдированные лист или соответственно пленку охлаждают предпочтительно по крайней мере до 100°C, более предпочтительно до температуры в интервале от приблизительно 65°C до приблизительно 50°C, предпочтительно при быстром охлаждении, перед термоформованием методом глубокой вытяжки в контейнеры по изобретению, предпочтительно чашки, которые отделяют от оставшегося листа вырезанием, предпочтительно в непрерывном режиме.
Термоформуемые, в основном биодеградируемые контейнеры, предпочтительно чашки или крышки, предпочтительно термоформуемые дополняющие крышки, не только представляют собой необязательно деградируемые изделия в основном на основе биологического сырья, но также проявляют высокое сопротивление деформации до температуры по крайней мере 93°C и, следовательно, их можно использовать для горячих жидких напитков без искажения формы чашек.
Чтобы улучшить обращение с контейнером по изобретению, прежде всего с чашкой по изобретению, наполненной горячими или холодными жидкостями, прежде всего напитками, по крайней мере часть внешней поверхности боковой стенки, предпочтительно по крайней мере участок для удерживания контейнера, прежде всего чашки, в руке, повергают термоформованию по всей окружности для формирования ребристой поверхности с волнообразным рисунком прямых линий, расположенных в вертикальном направлении в отношении придонной части контейнера, предпочтительно чашки, для упрощения удерживания и улучшения кольцевого растяжения. Предпочтительно, высота максимума каждой «волны» непрерывно уменьшается в направлении от участка удерживания до придонной части контейнера, прежде всего чашки.
Можно также изготовить контейнер по изобретению, прежде всего чашку, с приспособлением для обращения, располагая внешнюю манжету с такой ребристой поверхностью по всей окружности по крайней мере в части боковой стенки контейнера по изобретению, прежде всего чашки по изобретению, как описано выше. Ребристая поверхность такой манжеты выполняет функцию внешней поверхности контейнера, соответственно чашки, после соединения манжеты с контейнером. Такую манжету можно изготовить методом термоформования композиции по изобретению, описанной выше, содержащей только PLLA или PLA, или картона.
Совершенно неожиданно было установлено, что термоформуемые контейнеры по изобретению можно изготовить из композиций по изобретению со значительно повышенным выходом, например, с выходом продукта вплоть до 20%, прежде всего при температуре приблизительно 100°C пуансона, так как термоформуемая композиция по изобретению, содержащая термоформуемую смолу а) и затравочную композицию б), обеспечивает не только повышение скорости кристаллизации, но также обеспечивает более (по крайней мере в интервале приблизительно от 20 до 30%) широкое окно для термоформования по сравнению с термоформуемой смолой а), не содержащей любую затравочную комбинацию, причем более широкое окно для термоформования позволяет улучшить короткие времена обработки.
Примеры
а) Изготовление контейнера
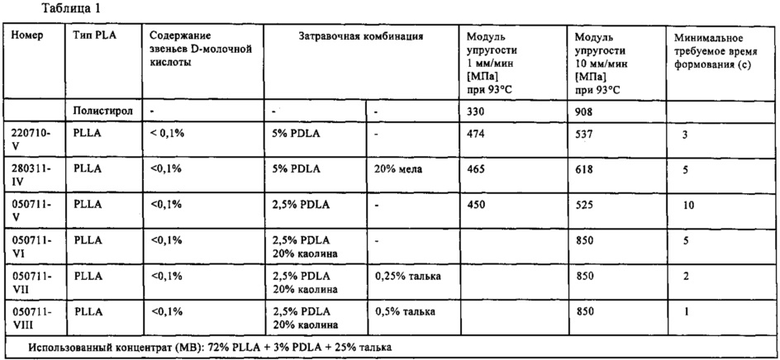
Каждую из указанных в следующих таблицах 1 и 2 термоформуемых композиций смешивают и формуют в экструдере при температуре приблизительно 190°C из подающего устройства в плоскощелевую головку, через которую каждую формуемую композицию экструдируют в виде листа и охлаждают до приблизительно 50°C с помощью каландеров, при этом получают лист толщиной 900 мкм. Из каждого листа формуют чашки на горизонтальной машине для глубокой вытяжки. Таким образом из листа термоформуют чашки при приблизительно 95°C на машине для глубокой вытяжки при температуре пуансона 100°C.
Термоформованные чашки обрезают от оставшегося листа в непрерывном режиме на стандартном оборудовании.
б) Физические свойства полученных контейнеров
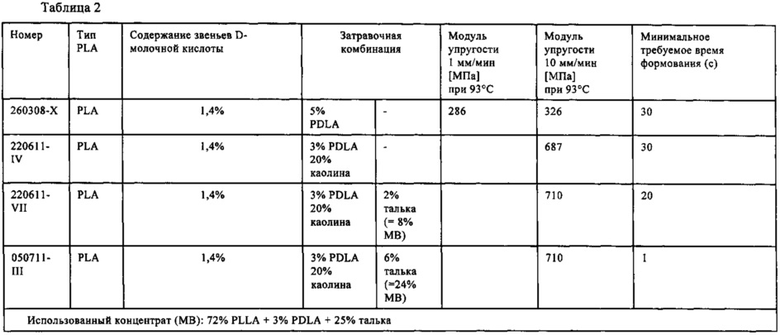
Для каждой термоформуемой композиции, указанной в таблицах 1 и 2, определяли модуль упругости.
Модуль упругости определяли согласно инструкциям ISO 294-1. Из каждой композиции получали эластичные бруски (4×10×80 мм) методом литья под давлением на малогабаритной машине DEMAC Ergotech NC IV 25-80. При этом использовали стандартные рабочие параметры. Образцы кондиционировали при 20°C и 50% ОВ в течение 1 недели, а затем их отжигали в течение 4 ч при 110°C (между железными пластинами). Затем образцы устанавливали в испытательную камеру при 93°C для кондиционирования перед испытаниями в течение 1 ч. Модуль упругости (трехточечный изгиб) определяли с использованием механической испытательной машины Zwick Allround line 10 кН согласно инструкциям ISO 178 в следующих условиях:
- температура: 93°C
- скорость перемещения нагрузки (E-модуля): 1 мм/мин
- скорость при испытании нагрузки: 10 мм/мин.
Соответствующие результаты также представлены в таблицах 1 и 2.
в) Использованные полимеры
Содержание звеньев D-молочной кислоты в использованном PLLA составляет менее 1%, среднечисловая масса (Mn) составляет 152×103 г/моль (относительно стандартов для гель-проникающей хроматографии) по данным гель-проникающей хроматографии в хлороформе, а величина индекса текучести расплава (MFI) составляет 4,5 +/-0,3 г/10 мин (190°C/2,16 кг) согласно инструкциям ASTM-D 1238.
Содержание звеньев L-молочной кислоты в использованном PDLA составляет менее 1%, среднечисловая масса (Mn) составляет 120×103 г/моль (относительно стандартов для гель-проникающей хроматографии) по данным гель-проникающей хроматографии в хлороформе, а величина индекса текучести расплава (MFI) составляет 7,5 +/-0,2 г/10 мин (190°C/2,16 кг) согласно инструкциям ASTM-D 1238.
Использованный PLA определен в табл. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СМЕСИ ПРОИЗВОДНЫХ ЛАКТИДОВ | 2009 |
|
RU2541567C2 |
| КАРТРИДЖ, МАШИНА И СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ И СПОСОБ ИЗГОТОВЛЕНИЯ КАРТРИДЖА | 2014 |
|
RU2694919C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИМЕРА, ВКЛЮЧАЮЩАЯ ЦИКЛИЧЕСКИЙ КАРБОДИИМИД | 2009 |
|
RU2538602C2 |
| ПОЛИМЕРНЫЙ НАНОКОМПОЗИТ, СОДЕРЖАЩИЙ ПОЛИМОЛОЧНУЮ КИСЛОТУ, АРМИРОВАННУЮ МОДИФИЦИРОВАННЫМ ФИЛЛОСИЛИКАТОМ | 2011 |
|
RU2575284C2 |
| БИОСОВМЕСТИМЫЙ КОМПОЗИТ И ЕГО ПРИМЕНЕНИЕ | 2010 |
|
RU2527340C2 |
| ПОЛИЛАКТИДНЫЕ ВОЛОКНА | 2012 |
|
RU2621104C2 |
| КОМПОЗИЦИЯ ПОЛИМЕРА МОЛОЧНОЙ КИСЛОТЫ И ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ДАННОЙ КОМПОЗИЦИИ | 2009 |
|
RU2485144C2 |
| МОДИФИКАТОР СПОСОБНОСТИ ОТЛАМЫВАНИЯ ДЛЯ БИОРАЗЛАГАЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ | 2015 |
|
RU2708850C2 |
| ЧУВСТВИТЕЛЬНЫЙ К СТИМУЛАМ МАТЕРИАЛ И МЕДИЦИНСКИЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ЕГО | 2013 |
|
RU2625761C2 |
| Стент с лекарственным покрытием и способ его получения | 2021 |
|
RU2775427C1 |
Изобретение относится к термоформуемой, необязательно биодеградируемой, композиции в основном на основе биологического сырья, а также к необязательно биодеградируемым контейнерам, формованным из этой композиции. Термоформуемая композиция содержит а) в качестве термоформуемой смолы по крайней мере один поли-L-лактид, содержащий менее 1 мол.% звеньев D-молочной кислоты (PLLA), или по крайней мере один поли-L-лактид, содержащий от 1 до 5 мол.% звеньев D-молочной кислоты (PLA), и б) затравочную комбинацию. Затравочная композиция состоит из α) от 1 до 10 мас.% по крайней мере одного поли-D-лактида, содержащего менее 1 мол.% звеньев L-молочной кислоты (PDLA), в расчете на суммарное количество термоформуемой смолы а), в качестве компонента α 1), или от 0,5 до 5 мас.% стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA, предпочтительно в молярном соотношении 1:1, в качестве компонента α 2), β) от 0,1 до 25 мас.% неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы α) и γ) от 0,1 до 30 мас.% по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, в расчете на суммарное количество термоформуемой смолы а). Термоформуемые, необязательно биодеградируемые, контейнеры в основном на основе биологического сырья получены формованием из указанной термоформуемой композиции. Изобретение позволяет получить термоформуемые композиции, которые гарантируют скорость кристаллизации, обеспечивающую обычные короткие времена обработки, получение пищевых термоформуемых контейнеров, которые характеризуются высокими механическими свойствами при температурах вплоть до 100°С. 4 н. и 9 з.п. ф-лы, 2 табл.
1. Термоформуемая композиция, содержащая
а) в качестве термоформуемой, биодеградируемой, смолы по крайней мере один поли-L-лактид, содержащий менее 1 мол.% звеньев D-молочной кислоты (PLLA), или по крайней мере один поли-L-лактид, содержащий от 1 до 5 мол.% звеньев D-молочной кислоты (PLA), и
б) затравочную комбинацию, состоящую из
α) от 1 до 10 мас.% по крайней мере одного поли-D-лактида, содержащего в расчете на суммарное количество термоформуемой смолы а) менее 1 мол.% звеньев L-молочной кислоты (PDLA) в качестве компонента α 1), или от 0,5 до 5 мас.% стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в расчете на суммарное количество термоформуемой смолы а), предпочтительно в молярном соотношении 1:1, в качестве компонента α 2),
β) от 0,1 до 25 мас.% неорганического затравочного агента, предпочтительно талька, в расчете на суммарное количество термоформуемой смолы а) и
γ) от 0,1 до 30 мас.% по крайней мере одного неорганического наполнителя со слоистой структурой, предпочтительно слоистого глинистого минерала, в расчете на суммарное количество термоформуемой смолы а),
где компонент γ) всегда должен представлять собой другое соединение в отличие от любого неорганического затравочного соединения, используемого в качестве компонента β).
2. Термоформуемая композиция по п. 1, где термоформуемая смола PLA представляет собой сополимер, содержащий звенья L-молочной кислоты и вплоть до 2,5 мол.% звеньев D-молочной кислоты.
3. Термоформуемая композиция по п. 1 или 2, где затравочная комбинация б) состоит из от 1 до 6 мас.% PDLA в качестве компонента α 1) или от 0,5 до 3 мас. % стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в молярном соотношении 1:1 в качестве компонента α 2), от 1 до 20 мас.% талька в качестве компонента β) и от 10 до 25 мас.% по крайней мере одного слоистого глинистого минерала в качестве компонента γ), в каждом случае в расчете на суммарное количество термоформуемой смолы а).
4. Термоформуемая композиция по п. 1, где частицы талька характеризуются отношением длины к ширине от 2 до 150.
5. Термоформуемая композиция по п. 1 или 2, где затравочная комбинация б) состоит из от 0,5 до 3 мас.% стереокомплексных кристаллитов PLLA/PDLA или PLA/PDLA в молярном соотношении 1:1 в качестве компонента α 2), от 1 до 20 мас.% талька в качестве компонента β) и от 10 до 25 мас.% по крайней мере одного слоистого глинистого минерала в качестве компонента γ), в каждом случае в расчете на суммарное количество термоформуемой смолы а).
6. Термоформуемая композиция по п. 1, где слоистый глинистый минерал представляет собой слоистый алюминиевый минерал, предпочтительно каолин.
7. Термоформуемый, в основном биодеградируемый, контейнер, формованный из термоформуемой композиции по любому из пп. 1-6.
8. Термоформуемый контейнер по п. 7, причем контейнер характеризуется сопротивлением деформации при температуре вплоть до 100°С.
9. Термоформуемый контейнер, предпочтительно чашка, по п. 7 или 8, полученная формованием, предпочтительно методом плоскощелевой экструзии, термоформуемой композиции по любому из пп. 1-6 при температуре максимально 180°С в лист или необязательно в многослойную пленку и при термоформовании указанного листа или пленки методом глубокой вытяжки в вакууме или глубокой вытяжки под давлением в контейнеры, предпочтительно в пищевые контейнеры, наиболее предпочтительно в чашки и необязательно в дополняющие крышки для закрывания контейнеров.
10. Термоформуемый контейнер по п. 7, где контейнер представляет собой в основном биодеградируемый контейнер, предпочтительно в основном биодеградируемую чашку.
11. Термоформуемый контейнер по п. 7, где пластиковый контейнер представляет собой чашку, предпочтительно для горячих напитков, таких как кофе, чай или суп, предпочтительно имеющую форму внешней поверхности или приспособление на ее поверхности для упрощения удерживания и улучшения кольцевого растяжения, необязательно в комбинации с дополняющей крышкой для закрывания.
12. Термоформуемая, в основном биодеградируемая крышка, формованная из термоформуемой композиции по любому из пп. 1-6.
13. Применение термоформуемой крышки по п. 12 для закрывания термоформуемого контейнера, предпочтительно чашки по любому из пп. 7-11.
| JP2005281331 A 13.10.2005 | |||
| US2009186178 A1 23.07.2009 | |||
| WO1990001521 A1 22.02.1990 | |||
| WO1992004413 A1 19.03.1992 | |||
| US20090261510 A1 22.10.2009 | |||
| WO2009130205 A1 22.10.2009 | |||
| БИОРАЗЛАГАЕМЫЕ ПЛЕНКИ, ПРОНИЦАЕМЫЕ ДЛЯ ВОЗДУХА И ВОДЯНОГО ПАРА, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2001 |
|
RU2256673C2 |

