ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка испрашивает приоритет на основе Предварительных Патентных Заявок США №№: 61/711865, поданной 10 октября 2012 под названием «Композиции для нанесения покрытия и способы их изготовления», и 61/863697, поданной 8 августа 2013 под названием «Способ нанесения покрытия на трубу». Таким образом, содержание указанных патентных заявок явным образом включено в подробное описание данной заявки посредством ссылок.
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к композициям для нанесения покрытия, способам их изготовления и способам нанесения этих композиций для нанесения покрытий. Кроме того, данное изобретение относится к способу и устройству для нанесения покрытия на металлическую основу, например, на удлиненную металлическую трубчатую основу, такую как трубу. Наиболее конкретно, данное покрытие можно использовать в качестве антикоррозионного покрытия на трубе, предназначенной для использования в трубопроводах для нефти, газа и воды.
УРОВЕНЬ ТЕХНИКИ
В качестве антикоррозионного покрытия на трубах часто применяют наплавляемое эпоксидное покрытие (НЭП). НЭП состоит из твердой эпоксидной смолы, которую наносят на чистую, горячую трубу, обычно с использованием технологии напыления порошковых материалов. При контакте с горячей трубой порошок НЭП плавится, образуя в целом однородную поверхность пленки. Покрытия НЭП обеспечивают превосходные антикоррозионные свойства, но обладают плохими изгибаемостью при низких температурах и стойкостью к ударным нагрузкам, когда их применяют в качестве однослойного покрытия и, таким образом, они склонны к повреждениям при ударах в ходе транспортировки. Однослойные покрытия НЭП склонны также поглощать воду при воздействии повышенных температур (выше 50°С) в горячих и влажных средах; это, в свою очередь, может привести к вспучиванию покрытия, если при формировании монтажных соединений применяют индукционный нагрев. НЭП можно наносить в виде двухслойного покрытия, чтобы обеспечить износоустойчивые физические свойства и свести к минимуму повреждения в ходе эксплуатации, транспортирования и монтажа. Однако двухслойные покрытия НЭП являются неконкурентоспособными по цене.
Патент США 5178902, выданный на имя автора данной заявки, описывает композиционное покрытие для труб с высокими характеристиками, включающее три слоя материала, а именно покрытие НЭП, на которое нанесен адгезионный слой, с последующим поверхностным слоем из полиолефина. Поверхностный слой из полиолефина представляет собой несшитый полиолефин и обеспечивает очень хорошую ударопрочность. Он также предотвращает проникновение влаги и стоек к повышенным температурам окружающей среды (например, выше 50°С, но ниже 80°С) в горячих и влажных средах. Основной задачей промежуточного адгезионного слоя является связать полиолефиновый слой с покрытием НЭП. Обычно, без использования такого адгезионного слоя, могут возникнуть некоторые сложности в получении прочной и надежной связи между покрытием НЭП и верхним полиолефиновым покрытием. Кроме того, при таком подходе стоимость такой системы может быть значительно выше, чем у основной конкурирующей системы, которая представляет собой только однослойное покрытие НЭП.
Другие подходы существующего уровня техники включают «совмещение» верхнего покрывающего полиолефинового слоя с покрытием НЭП с использованием в верхнем покрывающем слое смеси эпоксидного соединения и полиолефина. Такие подходы существующего уровня техники можно найти в Патентах США 5198497 (Mathur), 5709948 (Perez et al.) и WO 2007/022031, опубликованном 22 февраля 2007 (Perez et al.). При смешивании композиции требуются относительно высокие температуры, чтобы полимеризировать компонент эпоксидной смолы. Тот факт, что полимеризация происходит в ходе смешивания двух компонентов, то есть в присутствии полиолефина, создает так называемую «взаимопроникающую полимерную сеть». Такие высокие температуры требуют применения высших полиолефинов, таких как полипропилен. Также Perez et al., Патенты США 8231943 и 7790288 и патентная публикация 2007/0034316, описывают взаимопроникающие полимерные сети, содержащие полиолефин (во всех случаях полипропилен) и эпоксидную смолу. Однако, хотя эти композиции на основе взаимопроникающих полимерных сетей, по-видимому, хорошо работают, для их изготовления требуется значительная квалификация, затраты и высокие температуры, из-за требований к взаимопроникающей полимерной сети. В особенности для полимеризации по меньшей мере одного компонента из полиолефина и эпоксидной смолы в присутствии другого с целью получения взаимопроникающей сети требуется значительно более высокая температура и сложное оборудование.
Другие покрытия существующего уровня техники включают смеси полиолефина и эпоксидной смолы, предложенные в Патенте США 4345004 (Miyake et al.). Однако смеси, приведенные в качестве примера в патенте Miyake et al., не являются столь стабильными, как это можно считать желательным, поскольку эпоксидный компонент стремится отделиться в виде фазы, отдельной от полиолефинового компонента, или же для нанесения этих смесей необходимы растворители. Последнее обстоятельство создает проблемы пористости покрытия, в результате выделения газообразных остатков растворителя.
Недавно было обнаружено, что желательно получать сшитый наружный полиолефиновый слой. Сшитые полиолефины обеспечивают значительно улучшенную термостойкость, являются значительно более ударопрочными и обычно более износостойкими, чем их несшитые эквиваленты. Однако, что присуще их природе, плавление сшитого полиолефина требует значительно более высокой температуры, что может привести к невозможности или непрактичности его экструдирования непосредственно на трубу, или, что еще хуже, на покрытие НЭП, которое уже нанесено на трубу, так как температура, при которой можно экструдировать сшитый полиолефин, часто превышает температуру плавления слоя НЭП.
Таким образом, было бы желательно обеспечить покрытие для трубы, которое преодолевает одну или большее количество проблем существующего уровня техники. Также было бы желательно обеспечить способ нанесения на трубу покрытия, который преодолевает такие проблемы и/или является более эффективным в экономическом отношении, чем способы существующего уровня техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном аспекте данное патентное описание относится к способу нанесения покрытия на удлиненное металлическое трубчатое изделие, включающему:
(a) нагревание удлиненного металлического трубчатого изделия;
(b) нанесение на удлиненное металлическое трубчатое изделие наплавляемого эпоксидного покрытия;
(c) нанесение на наплавляемое эпоксидное покрытие композиции для нанесения покрытия;
где композиция для нанесения покрытия представляет собой расплавленную смесь следующих компонентов:
(i) эпоксидного концентрата А,
(ii) концентрата В наполнителя,
(iii) полиолефина, и, возможно
(iv) силана в качестве усилителя адгезии;
где эпоксидный концентрат А находится в твердом виде и содержит в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме;
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из: (i) усиливающего совместимость полимера, то есть модифицированного полиолефина; или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердом состоянии; и где эпоксидный концентрат не содержит отверждающего агента; и
где концентрат наполнителя В находится в твердой форме и содержит в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
(В3) отверждающий агент, способный отверждать эпоксидную смолу; при этом концентрат В наполнителя не содержит эпоксидной смолы.
В другом аспекте данное описание относится к способу нанесения покрытия на удлиненное металлическое трубчатое изделие, включающему:
(a) нагревание удлиненного металлического трубчатого изделия;
(b) нанесение на удлиненное металлическое трубчатое изделие наплавляемого эпоксидного покрытия;
(c) нанесение на наплавляемое эпоксидное покрытие композиции покрытия;
где композиция покрытия представляет собой расплавленную смесь следующих компонентов:
(i) эпоксидного концентрата А,
(ii) концентрата В наполнителя,
(iii) концентрата С отверждающего агента,
(iv) полиолефина, и, возможно,
(v) силана в качестве усилителя адгезии;
где эпоксидный концентрат А находится в твердой форме и содержит в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме;
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердой форме; и где эпоксидный концентрат не содержит отверждающего агента; и
где концентрат В наполнителя находится в твердой форме и содержит в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему; и где концентрат наполнителя не содержит отверждающего агента; и
где концентрат С отверждающего агента находится в твердой форме и содержит в виде смеси:
(С1) содержащий полиолефин компонент, включающий по меньшей мере один из (i) полиолефина; (ii) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; причем указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к компоненту наполнителя; и
(С2) отверждающий агент, способный отверждать эпоксидную смолу; при этом концентрат отверждающего агента не содержит эпоксидной смолы.
В дополнительном аспекте данное патентное описание относится к эпоксидному концентрату А для применения в раскрытом здесь способе, который содержит в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме; и
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердой форме;
при этом эпоксидный концентрат А не содержит отверждающего агента.
В еще одном аспекте данное патентное описание относится к концентрату В наполнителя для использования в раскрытом в тексте данного описания способе, который содержит в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
(В3) отверждающий агент, способный отверждать эпоксидную смолу;
при этом концентрат не содержит эпоксидной смолы.
В еще одном дополнительном аспекте данное патентное описание относится к концентрату В наполнителя для использования в раскрытом в тексте данного описания способе, который содержит в виде смеси:
(B1) компонент наполнителя в виде порошка; и
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
при этом концентрат не содержит эпоксидной смолы.
В еще одном аспекте данное патентное описание относится к концентрату В наполнителя для использования в раскрытом в тексте данного описания способе, состоящему в основном из смеси следующих компонентов, (в % масс.,): примерно 28% полиэтилена; примерно 2% привитого полиэтилена; примерно 1% силана; примерно 68% порошка наполнителя; и примерно 1% отверждающего агента.
В другом дополнительном аспекте данное патентное описание относится к концентрату С отверждающего агента для использования в раскрытом в тексте данного описания способе, содержащему в виде смеси:
(С1) содержащий полиолефин компонент, включающий по меньшей мере один из (i) полиолефина; (ii) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему; и
(С2) отверждающий агент, способный отверждать эпоксидную смолу; при этом концентрат отверждающего агента не содержит эпоксидной смолы.
В еще одном дополнительном аспекте данное патентное описание относится к комплекту для изготовления композиции для нанесения покрытия, включающему:
[a] эпоксидный концентрат А, описанный в данном тексте;
[b] концентрат В наполнителя, описанный в данном тексте;
[c] инструкции по осуществлению раскрытого здесь способа, для изготовления композиции для нанесения покрытия, причем указанные инструкции включают инструкции по объединению эпоксидного концентрата с концентратом наполнителя, полиолефином и, возможно, усилителем адгезии/добавкой, усиливающей совместимость, и расплавлению указанной комбинации с получением композиции для нанесения покрытия.
В еще одном дополнительном аспекте данное патентное описание относится к комплекту, включающему:
[a] эпоксидный концентрат А, описанный в данном тексте;
[b] концентрат В наполнителя, описанный в данном тексте;
[c] концентрат С отверждающего агента, описанный в данном тексте;
[d] инструкции по осуществлению описанного здесь способа, для изготовления композиции для нанесения покрытия, причем указанные инструкции включают инструкции по объединению эпоксидного концентрата, концентрата наполнителя, концентрата отверждающего агента, полиолефина и, возможно, усилителя адгезии/добавки, усиливающей совместимость, а также расплавлению указанной комбинации с получением композиции для нанесения покрытия.
В другом аспекте данное описание относится к способу получения композиции для нанесения покрытия, включающему:
- объединение эпоксидного концентрата А, описанного в данном тексте, концентрата В наполнителя, описанного в данном тексте, полиолефина и, возможно, силана в качестве усилителя адгезии, с получением по существу однородной смеси;
- расплавление по существу однородной смеси с получением композиции для нанесения покрытия.
В дополнительном аспекте данное описание относится к способу нанесения покрытия на удлиненное металлическое трубчатое изделие, имеющее внешнюю и внутреннюю поверхности, который включает, в единой последовательности: (а) нанесение на внешнюю поверхность композиции сшиваемого полиолефина, включающей отверждаемую эпоксидную смолу, усиливающий совместимость полимер, отверждающий агент, способный отверждать эпоксидную смолу, (i) порошок наполнителя и/или (ii) полые микрошарики и/или стеклянные микросферы, с получением на ней полиолефинового покрытия; (b) воздействие на это полиолефиновое покрытие посредством источника энергии, таким образом сшивая полиолефиновое покрытие, превращая полиолефиновое покрытие в сшитое полиолефиновое покрытие; и (с) быстрое охлаждение сшитого полиолефинового покрытия.
В одном из примеров воплощения изобретения нанесение композиции сшиваемого полиолефина включает экструзию на внешнюю поверхность горячей, расплавленной композиции сшиваемого полиолефина.
В дополнительном примере воплощения изобретения нанесение композиции сшиваемого полиолефина включает нанесение на внешнюю поверхность порошкового покрытия из композиции сшиваемого полиолефина.
В еще одном примере воплощения изобретения нанесение композиции сшиваемого полиолефина включает и нанесение на внешнюю поверхность порошкового покрытия из композиции сшиваемого полиолефина, и экструзию на внешнюю поверхность горячей, расплавленной композиции сшиваемого полиолефина.
В одном из примеров воплощения изобретения композиция сшиваемого полиолефина является несшитой.
В дополнительном примере воплощения изобретения композиция сшиваемого полиолефина является частично сшитой, и сшитое полиолефиновое покрытие содержит более высокий процент сшитого полиолефина, чем композиция сшиваемого полиолефина.
В одном примере воплощения изобретения источник энергии представляет собой источник инфракрасной энергии, источник ультрафиолетовой энергии, электронный пучок, источник микроволновой энергии, индукционную катушку, источник горячего воздуха и/или конвекционную печь.
В еще одном примере воплощения изобретения быстрое охлаждение сшитого полиолефинового покрытия включает быстрое охлаждение холодной водой.
В еще одном примере воплощения изобретения быстрое охлаждение в холодной воде включает быстрое охлаждение внутренней поверхности.
В дополнительном примере воплощения изобретения быстрое охлаждение холодной водой включает быстрое охлаждение внешней поверхности. В некоторых примерах воплощения быстрое охлаждение внешней поверхности включает быстрое охлаждение ламинарным потоком.
В еще одном примере воплощения изобретения способ дополнительно включает, в единой последовательности и перед стадией (a):(d) очистку внешней поверхности. В некоторых примерах воплощения очистка включает обдувку сжатым воздухом и//или промывку кислотой указанной внешней поверхности.
В одном из примеров воплощения изобретения способ дополнительно включает, в единой последовательности и перед стадией (а):(е) нагревание внешней поверхности. В дополнительном примере воплощения изобретения способ дополнительно включает, в единой последовательности перед стадией (а) и после стадии (d):(е) нагревание внешней поверхности. В некоторых примерах воплощения нагревание проводят до температуры от 160 до 240°С.
В еще одном примере воплощения изобретения способ дополнительно включает, в единой последовательности перед стадией (a):(f) нанесение антикоррозионного слоя. В одном из примеров воплощения изобретения способ дополнительно включает, в единой последовательности перед стадией (а) и после стадии (d):(f) нанесение антикоррозионного слоя. В дополнительном примере воплощения изобретения способ дополнительно включает, в единой последовательности перед стадией (а) и после стадии (е):(f) нанесение антикоррозионного слоя. В некоторых примерах воплощения антикоррозионный слой представляет собой наплавленное эпоксидное соединение, а нанесение антикоррозионного слоя представляет собой нанесение покрытия напылением. В некоторых других примерах воплощения антикоррозионный слой представляет собой жидкую эпоксидную смолу, а нанесение антикоррозионного слоя проводят напылением или покраской.
В дополнительном примере воплощения изобретения способ дополнительно включает, в единой последовательности перед стадией (а):(g) нанесение адгезионного слоя. В одном примере воплощения изобретения способ дополнительно включает, в единой последовательности, перед стадией (а) и после стадии (d):(g) нанесение адгезионного слоя. В еще одном примере воплощения изобретения способ дополнительно включает, в единой последовательности, перед стадией (а) и после стадии (е):(g) нанесение адгезионного слоя. В дополнительном примере воплощения изобретения способ дополнительно включает, в единой последовательности, перед стадией (а) и после стадии (f):(g) нанесение адгезионного слоя. В некоторых примерах воплощения нанесение адгезионного слоя проводят методом экструзии адгезива на указанную внешнюю поверхность. В некоторых других примерах воплощения нанесение адгезионного слоя проводят путем напыления адгезива на указанную внешнюю поверхность.
В еще одном примере воплощения изобретения композиция сшиваемого полиолефина содержит полиэтилен или полипропилен.
В еще одном аспекте патентное описание относится к устройству для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие, которое включает: (а) блок экструзионной головки; (b) блок источника энергии; (с) блок охлаждающего устройства; и (d) транспортирующее устройство, для перемещения удлиненного металлического трубчатого изделия между блоками.
В одном из примеров воплощения изобретения блок экструзионной головки включает плоскую экструзионную головку или экструзионную головку с круглым сечением.
В дополнительном примере воплощения изобретения блок источника энергии включает источник инфракрасной энергии, источник ультрафиолетовой энергии, электронный пучок, источник микроволновой энергии, индукционную катушку, источник горячего воздуха и/или конвекционную печь.
В еще одном примере воплощения изобретения блок охлаждающего устройства включает систему распределения воды, которая распределяет холодную воду по удлиненному металлическому трубчатому изделию. В некоторых примерах воплощения система распределения воды распределяет холодную воду по внешней поверхности удлиненного металлического трубчатого изделия. В некоторых примерах воплощения система распределения воды распределяет холодную воду по внутренней поверхности удлиненного металлического трубчатого изделия.
В одном из примеров воплощения изобретения устройство дополнительно включает блок очистки. В некоторых примерах воплощения блок очистки включает струйное устройство и/или устройство для промывки кислотой.
В дополнительном примере воплощения изобретения устройство дополнительно включает блок предварительного нагрева. В некоторых примерах воплощения блок предварительного нагрева включает нагреватель.
В еще одном примере воплощения изобретения устройство дополнительно включает блок нанесения антикоррозионного слоя. В некоторых примерах воплощения блок нанесения антикоррозионного слоя включает устройство для нанесения покрытия распылением, или устройство для нанесения порошка.
В одном из примеров воплощения изобретения устройство дополнительно включает блок нанесения адгезионного слоя. В некоторых примерах воплощения блок нанесения адгезионного слоя включает устройство для нанесения адгезионного слоя.
Изобретение дополнительно обеспечивает устройство для нанесения покрытия на стационарное удлиненное металлическое трубчатое изделие, включающее: (а) направляющую, проходящую вблизи удлиненного металлического трубчатого изделия и, главным образом, параллельно ему; (b) систему каретки, помещенную на направляющую и включающую экструзионную головку, источник энергии и охлаждающее устройство; и (с) транспортную систему, для перемещения системы каретки вдоль направляющей.
В одном из примеров воплощения изобретения экструзионная головка представляет собой плоскую экструзионную головку или экструзионную головку с круглым сечением.
В дополнительном примере воплощения изобретения источник энергии представляет собой источник инфракрасной энергии, источник ультрафиолетовой энергии, электронный пучок, источник микроволновой энергии, индукционную катушку, источник горячего воздуха и/или конвекционную печь.
В еще одном примере воплощения изобретения охлаждающее устройство включает систему распределения воды, которая распределяет холодную воду по удлиненному металлическому трубчатому изделию. В некоторых примерах воплощения система распределения воды распределяет холодную воду по внешней поверхности удлиненного металлического трубчатого изделия. В некоторых примерах воплощения система распределения воды распределяет холодную воду по внутренней поверхности удлиненного металлического трубчатого изделия.
В одном примере воплощения изобретения устройство дополнительно включает блок очистки. В некоторых примерах воплощения блок очистки включает струйное устройство и/или устройство для промывки кислотой.
В дополнительном примере воплощения изобретения устройство дополнительно включает нагреватель.
В еще одном примере воплощения изобретения устройство дополнительно включает устройство для нанесения антикоррозионного слоя. В некоторых примерах воплощения устройство для нанесения антикоррозионного слоя представляет собой устройство для нанесения покрытия распылением или устройство для нанесения порошка.
В одном из примеров воплощения изобретения устройство дополнительно включает устройство для нанесения адгезионного слоя.
В дополнительном примере воплощения данного изобретения система каретки включает единственную каретку.
В еще одном примере воплощения изобретения система каретки включает множество кареток. В некоторых примерах воплощения транспортная система может независимо перемещать множество кареток вдоль направляющей.
В одном из примеров воплощения изобретения удлиненное металлическое трубчатое изделие является направляющей.
КРАТКОЕ ОПИСАНИЕ ЧЕРЕЖЕЙ
Теперь обратимся, в качестве примеров, к сопровождающим чертежам, на которых изображены примеры воплощения данного изобретения, в которых:
Фиг. 1 представляет собой схематическое изображение устройства по изобретению для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие.
Фиг. 2 представляет собой схематическое изображение устройства по изобретению для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие.
Фиг. 3 представляет собой схематическое изображение устройства по изобретению для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие.
Фиг. 4 представляет собой схематическое изображение устройства по изобретению для нанесения покрытия на неподвижное удлиненное металлическое трубчатое изделие.
Фиг. 5 представляет собой схематическое изображение устройства по изобретению для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие.
Для обозначения сходных компонентов на различных чертежах могли быть использованы одинаковые численные сноски.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Данное изобретение включает две, или, в некоторых примерах воплощения, три композиции «концентратов», которые объединяют на месте с полиэтиленом из локального источника, а возможно и с усилителем адгезии, для формирования смешанной композиции для нанесения покрытия. Эту композицию для нанесения покрытия получают легко и по низкой стоимости; и она представляет собой смесь составляющих ее компонентов, а не взаимопроникающую сеть ее компонентов, так как в момент смешивания концентратов, или после их смешивания, не происходит полимеризации в заметной степени. «Концентраты» можно приготовить за пределами рабочей площадки и сформировать из них стабильные, по существу инертные гранулы, которые удобно и легко транспортировать, отмерять и смешивать. Композицию для нанесения покрытия, включающую применение концентратов, можно приготовить на месте, в пункте нанесения покрытия на трубу, с использованием дешевого и доступного оборудования; и это не требует высокого уровня квалификации рабочих или осторожности. В тексте данного описания концентраты будут обозначен как концентрат А, концентрат В и, там, где его применяют, концентрат С.
В одном из предпочтительных примеров воплощения способ нанесения на трубу покрытия с помощью композиции по данному изобретению включает смешивание, например, в стандартном смесителе для цементных растворов или в барабанном смесителе, композиций концентратов совместно с полиэтиленом из локального источника, а возможно и с усилителем адгезии. Затем смешанный твердый продукт загружают в однокомпонентный экструдер с горячим расплавом и соответствующей плоской головкой для нанесения покрытия на трубу. Трубу можно предварительно покрыть эпоксидной смолой, чтобы сформировать двухкомпонентную композицию для нанесения покрытия. Можно также дополнительно нанести на композицию для нанесения покрытия «верхний слой покрытия», например, из сложного полиэфира, для создания трехслойного, стойкого к ультрафиолетовому излучению покрытия.
Концентрат А
В одной из форм данного изобретения один из концентратов, «концентрат А», содержит: полиолефин (предпочтительно полиэтилен, полипропилен или смесь полиэтилена и полипропилена; более предпочтительно полиэтилен и модифицированный полиэтилен, такой, как полиэтилен с привитыми фрагментами малеинового ангидрида, такой как Fusabond М603 (Dupont) или другой описанный ниже); твердую эпоксидную смолу; и улучшающую совместимость добавку и/или усилитель адгезии, например, твердый силан или другое соединение, описанное ниже. Как может быть понятно специалисту, концентрат А должен содержать столько полиолефина и усилителя адгезии, сколько необходимо для совмещения с твердой эпоксидной смолой; при этом целью является использовать как можно больше твердой эпоксидной смолы, в массовых процентах от общей массы концентрата А. В предпочтительных примерах воплощения все компоненты концентрата А находятся в твердом виде.
Таким образом, по меньшей мере один из полиолефинов, применяемых в концентрате А, обладает функцией улучшающего совместимость сополимера, для совмещения эпоксидной смолы с полиолефином.
Полиолефины и модифицированные полиолефины, пригодные в качестве улучшающих совместимость сополимеров в концентрате А по данному изобретению, хорошо известны специалистам в данной области.
Примеры модифицированных полиолефинов включают полиэтиленовый воск, привитый малеиновым ангидридом, например Licocene (торговая марка) РЕ-МА 4351, поступающим в продажу от Clariant International Ltd., Muttenz, Швейцария, или Ovevac (торговая марка) 18365S, поступающим в продажу от Arkema Inc., Филадельфия, Пенсильвания, США, а также полиэтилен, привитый фрагментами малеинового ангидрида, например Fusabond (торговая марка) EMB265D или М603, поступающими в продажу от Dupont Company, Вилмингтон, Делавер, США; Amplify (торговая марка) марки GR204, поступающий в продажу от Dow Chemical Company, Мидлэнд, Мичиган, США, и А-С 573А, поступающий в продажу от Honeywell, Морристаун, Нью Джерси, США. Дополнительные примеры включают сополимеры этилена и акриловой кислоты, например Primacor (торговая марка) 3150 от Dow, или А-С 540 от Honeywell, или сополимеры этилена и метакриловой кислоты, например Nucrel (торговая марка) 599, поступающий в продажу от Dupont Company. Другие дополнительные примеры включают тройные сополимеры, например тройной сополимер этилена, акрилового сложного эфира и малеинового ангидрида, такой как Lotader (торговая марка) 4210, или тройной сополимер этиленметакрилата и глицидилметакрилата, такой как Lotader АХ 8840, оба от Arkema Inc.
В то время как для использования в качестве полиолефина в концентрате А в высокой степени предпочтителен полиэтилен, конечно, можно использовать и другие полиолефины, их гомополимеры и сополимеры, которые, как известно, обеспечивают стойкость к проникновению влаги. Примеры подходящих полиолефинов хорошо известны специалистам и включают полипропилен, сополимеры этилена с пропиленом и сополимеры на основе пар этилен-бутен, этилен-гексен, этилен-октен и т.п.
Примеры подходящих отверждаемых эпоксидных смол в твердой форме включают, не ограничиваясь этим, смолы, полученные при реакции эпихлоргидрина и бисфенола А, такие как DER 6155, 664UE и 667Е, все от Dow Chemicals, и EPON 1004F и 2005 от Hexion Specialty Chemicals Inc., Хьюстон, Техас.Также можно использовать отверждаемую эпоксидную смолу, полученную при реакции между жидкой эпоксидной смолой и бисфенолом А, например, EPON 1007F от вышеуказанной фирмы Hexion. Кроме того, можно также использовать отверждаемые модифицированные новолаком твердые эпоксидные смолы, такие как DEN 438 и DEN 439 от Dow Chemicals, или отверждаемые твердые смолы, содержащие новолачные фенольные эпоксидные смолы, такие как EPON 2014. Кроме того, можно применять смеси из одной или большего количества твердых эпоксидных смол, или смол, содержащих бисфенол F и фрагменты крезола. Предпочтительно используют твердую эпоксидную смолу.
В некоторых примерах воплощения концентрат А может также содержать окрашивающие агенты, такие как концентрат на основе черного полиэтилена (т.е. полиэтилена с добавкой сажи), чтобы можно было легко отличить его от концентрата В или других компонентов или продуктов, конкурирующих в этой области, и чтобы дополнительно стабилизировать покрытие. В некоторых предпочтительных примерах воплощения концентрат А может также содержать привитой полиэтилен и/или УФ-стабилизатор. В некоторых примерах воплощения концентрат А может содержать свыше 50%, предпочтительно свыше 55% масс. более предпочтительно свыше 58% масс. твердой эпоксидной смолы. В некоторых примерах воплощения концентрат А может содержать от 20 до 40% полиэтилена, предпочтительно от 20 до 30%, наиболее предпочтительно около 25% полиэтилена. В некоторых примерах воплощения концентрат А содержит от 0,1 до 1% масс. порошка твердого усилителя адгезии. В некоторых примерах воплощения концентрат А содержит от 10 до 15% привитого полиэтилена.
Для того, чтобы поддерживать совместимость, желательно, чтобы полиэтилен и твердая эпоксидная смола в концентрате А имели одинаковые температуры плавления. Например, желательно, чтобы и полиэтилен, и твердая эпоксидная смола в концентрате А имели температуру плавления примерно от 115 до 130°С.
В предпочтительном примере воплощения концентрат А содержит около 25% полиэтилена (Novacor RMS-539, Nova Chemicals, Альберта, Канада), около 12% привитого полиэтилена (Fusabond М603, DuPont), около 0,5% порошка усилителя адгезии, около 60% твердой эпоксидной смолы (D.E.R. 6155) и около 2,5% концентрата на основе черного полиэтилена (19717, Ampacet, Тэрритаун, Нью-Йорк).
Для получения концентрата А все компоненты тщательно смешивают и соединяют в экструдере с горячим расплавом. Полученный экструдат представляет собой смешанный продукт, из которого можно сформировать гранулы.
Концентрат В
В одной из форм данного изобретения один из концентратов, «концентрат В», может содержать: полиолефин (предпочтительно полиэтилен), наполнитель, отверждающий агент, пригодный для отверждения эпоксидной смолы концентрата А, и усилитель адгезии/добавку, усиливающую совместимость, такую, как силан. В предпочтительных примерах воплощения все компоненты находятся в твердой форме.
Как может быть понятно специалисту, концентрат В должен содержать столько полиолефина и усилителя адгезии, сколько необходимо для обеспечения совместимости с наполнителем, учитывая задачу иметь как можно больше наполнителя, в массовых процентах от общей композиции. В некоторых примерах воплощения, как дополнительно описано ниже, концентрат В также содержит достаточно отверждающего агента, чтобы при объединении концентратов А и В отвердить эпоксидную смолу концентрата А за желаемое количество времени. Следует отметить, что в некоторых примерах воплощения усилитель адгезии/добавка, усиливающая совместимость, если он присутствует в достаточных количествах, может действовать как отверждающий агент для эпоксидной смолы в концентрате А; соответственно, отдельного отверждающего агента не требуется.
Также в концентрате В не требуется отверждающих агентов, когда композиция для нанесения покрытия использует три концентрата (концентраты А, В и С). В примерах воплощения с двумя концентратами концентрат А и концентрат В объединяют с полиолефином из локального источника и, возможно, с усилителем адгезии, для создания композиции для нанесения покрытия по данному изобретению. Однако, в некоторых случаях, отверждающий агент желательно иметь в качестве составляющей части третьего концентрата, то есть концентрата С. Таким образом, из этого следует, что в примерах воплощения, использующих концентрат С, концентрат В не будет содержать отверждающего агента, так как вместо этого отверждающий агент будет находиться в концентрате С.
Полиолефины и модифицированные полиолефины, пригодные в качестве усиливающих совместимость сополимеров в концентрате В по данному изобретению, хорошо известны специалистам в данной области, и представляют собой полиолефины, описанные выше для концентрата А.
Примеры пригодных отверждающих агентов включают термически неактивные отверждающие агенты, хорошо известные специалистам, и, как очевидно для специалистов, их предпочтительно выбирают, принимая во внимание время пребывания и температурный профиль в смешивающем оборудовании. Примерами таких пригодных отверждающих агентов являются цианогуанидины (обычно известные как DICY), поступающие в продажу от CVC Speciality Chemicals Inc. под торговым наименованием DDA 10 или от Air Products and Chemical Inc., Allentown PA, под торговым наименованием Amicure CG 1200. Также в качестве отверждающих агентов можно использовать гидразидные соединения и гидразины, такие как дигидразиды адипиновой кислоты (ADH) и дигидразид изофталевой кислоты (IDH), оба поступающие в продажу от А&С Catalysts Inc Linden NJ; фенольные отвердители, такие как линия продуктов DEH (DEH 85) от DOW Chemicals; ангидриды, такие как ангидрид метилгексагидрофталевой кислоты, ангидрид метилнадиковой кислоты и ангидрид метилтетрагидрофталевой кислоты, поступающие в продажу от Dixie Chemical Company Inc. Houston TX. Также можно использовать алифатические и ароматические первичные и вторичные амины и продукты их реакции с эпоксидными смолами, которые, как хорошо известно, действуют в качестве отверждающих агентов для эпоксидных смол, и которые нет необходимости подробно обсуждать в тексте данного описания.
Как отмечено выше, функцией наполнителя в концентрате В является улучшение физических свойств композиции для нанесения покрытия, особенно ее ударопрочности, твердости и усадки (то есть уменьшение усадки). Пригодные наполнители, которые можно использовать в вышеописанной композиции для этих целей, хорошо известны специалистам и включают карбонат кальция, сульфат кальция, сульфат бария, глины, например монтмориллонит и бентонит, стеклянные шарики и полые стеклянные шарики, измельченные стеклянные волокна, микросферы и слюду, оксид кремния, полевой шпат и метасиликат кальция, известный также как волластонит.
В некоторых примерах воплощения концентрат В также может содержать окрашивающие агенты, такие как концентрат на основе черного полиэтилена, чтобы можно было легко отличить его в этой области от концентрата А. Конечно, как может быть очевидно специалисту в данной области, концентрация или количество добавленного черного концентрата в концентрате А должны отличаться по сравнению с концентратом В, так, чтобы цвет каждого из концентратов отличался от другого, чтобы их легче было различить. В некоторых примерах воплощения концентрат В также может содержать привитой полиэтилен и/или УФ-стабилизатор. В некоторых примерах воплощения концентрат В может содержать свыше 50%, предпочтительно свыше 55% масс., более предпочтительно свыше 60% масс., еще более предпочтительно свыше 65% масс. наполнителя. В некоторых примерах воплощения концентрат В может содержать от 20 до 40% полиэтилена, предпочтительно 20-30%, наиболее предпочтительно около 28% полиэтилена. В некоторых примерах воплощения концентрат В содержит от 0,5 до 1,5% масс. порошка твердого усилителя адгезии. В некоторых примерах воплощения концентрат В содержит 1-5% привитого полиэтилена. В некоторых примерах воплощения концентрат В содержит от 0,5 до 1,5% масс. УФ-стабилизатора. В некоторых примерах воплощения концентрат В может содержать достаточное количество отверждающего агента для отверждения эпоксидной смолы концентрата А. В некоторых примерах воплощения концентрат В содержит около 1% масс. отверждающего агента.
Для усиления совместимости желательно, чтобы полиэтилен и порошок наполнителя в концентрате В имели сходные физические и химические свойства, и чтобы полиолефин легко смачивал наполнитель и обеспечивал концентрату достаточную текучесть. Желательно также, чтобы полиолефин, применяемый в концентрате В, был совместим с полиолефином, применяемым в концентрате А; например, эти два полиолефина должны иметь сходные показатели текучести расплава, сходные температуры плавления и должны хорошо смешиваться друг с другом. В предпочтительных примерах воплощения и в концентрате А, и в концентрате В используют один и тот же полиолефин.
В предпочтительном примере воплощения концентрат В содержит 20-30%, например около 25% полиэтилена (Novacor RMS-539, Nova Chemicals, Alberta, Канада), 1-4%, например около 2%, привитого полиэтилена (Fusabond М603, DuPont), 55-75%, например около 65%, порошка наполнителя (Wollastonite NYAD-400, NYCO, NY, США), 0,5-1,5%, например около 0,8%, УФ-стабилизатора (Tinuvin 144, BASF), 0,5-1,5, например, около 1%, порошка усилителя адгезии и 0,5-1,5, например, около 1%, отверждающего агента (дициандиамид Omnicure DDA-10, CVC Thermoset Specialties, NJ, США) (все процентные составы даны в массовых процентах).
Для того, чтобы изготовить концентрат В, все компоненты тщательно смешивают и соединяют друг с другом в экструдере с горячим расплавом, который экструдирует смешанный продукт в виде гранул.
Концентрат С
В некоторых примерах воплощения предпочтительно выделять отверждающий агент в отдельный концентрат, «концентрат С». В композициях для нанесения покрытия, применяющих концентрат С, соответствующий концентрат В не будет содержать отверждающего агента. Композиции для нанесения покрытия, применяющие концентрат С, имеют преимущества, так как пользователь может выбрать из перечня различные концентраты С, имеющие разные концентрации или типы отверждающих агентов, в зависимости от условий окружающей среды, таких как температура, влажность и т.д., в том географическом местоположении, где следует осуществить нанесение покрытия. Таким образом, концентраты А и В могут оставаться постоянными, а концентрат С выбирают с учетом желаемого отверждающего агента. Это приводит к более низким требованиям по составу концентратов А и В, что является желательным, так как основная доля по стоимости и массе приходится на концентраты А и В.
Таким образом, композиции концентрата С включают полиолефин и отверждающий агент. Желательно, чтобы полиолефин концентрата С имел температуру плавления и показатель текучести расплава, сходные с полиолефином, применяемым в концентратах А и/или В. В предпочтительных примерах воплощения в композициях всех трех концентратов применяют один и тот же полиолефин или смесь полиолефинов. Композиции концентрата С могут включать до 50% отверждающего агента. В предпочтительных примерах воплощения композиции концентрата С содержат около 30%, например, 15-30%, отверждающего агента; остальное составляет полиолефин. Примеры отверждающих агентов, пригодных для композиций концентрата С, описаны выше для концентрата В.
Композиции для нанесения покрытия
Одним из преимуществ предложенных композиций концентратов А и В является то, что они не требуют жидкой добавки, усиливающей совместимость, для введения наполнителя/эпоксидной смолы в полиэтилен.
В то время как вышеописанные концентраты, в одной из форм, могут быть успешно обеспечены в виде сухой смеси компонентов в форме мелких частиц, пригодных для нанесения напылением, в предпочтительной форме композицию перерабатывают при расплавлении, с получением гранулированной, твердой, предпочтительно по существу однородной смеси, в которой все компоненты распределены по существу однородно. В вышеописанных концентратах эпоксидную смолу обеспечивают в твердой форме, а не в форме жидкой эпоксидной смолы, как в патентах США, выданных на имя Mathur и Perez et al. и в публикации WO (Perez et al.), указанных выше. В то время как в предложениях, использующих жидкую эпоксидную смолу, необходимы более высокие температуры, чтобы дополнительно полимеризировать эту жидкую эпоксидную смолу, например, с образованием взаимопроникающей сети, в вышеописанной композиции при смешивании композиции можно использовать более низкие температуры, так как нет необходимости полимеризировать эпоксидную смолу (или формировать взаимопроникающую сеть) и, соответственно, в содержащем полиолефин компоненте можно использовать полиэтилен, один или большее количество сополимеров полиэтилена, или их смесь, так как применяют относительно низкие температуры переработки.
В предпочтительной форме, чтобы избежать чрезмерной склонности для того или другого компонента отделяться от смеси, когда ее подвергают компаундированию и переработке при расплавлении, предпочтительно, чтобы в концентрате А существенная доля полиолефина имела температуру плавления, близкую к температуре плавления существенной доли отверждаемой эпоксидной смолы в твердой форме. Сходным образом, предпочтительно, чтобы в концентрате В (и в концентрате С, там, где его используют), существенная доля полиолефина имела температуру плавления, близкую к температуре плавления существенной доли полиолефина из концентрата А.
В предпочтительной форме, как отмечено выше, по меньшей мере 50% масс. каждого компонента из полиолефина и отверждаемой эпоксидной смолы в твердой форме (в концентрате А) обладают различиями температур плавления в пределах предпочтительных максимумов, описанных выше. Композиции, имеющие менее 50% содержащего полиолефин компонента или отверждаемой эпоксидной смолы в твердой форме (в концентрате А), имеющие различия температур плавления в пределах предпочтительных максимумов, обеспечивают покрытия, которые являются приемлемыми для некоторых применений. Однако они имеют тенденцию проявлять более высокую степень гетерогенности, в результате несколько повышенного фазового разделения между полиолефином, сополимером полиолефина и частицами эпоксидной смолы (в случае концентрата А). Более предпочтительно, часть на основе полиолефина и часть на основе эпоксидной смолы, удовлетворяющие вышеприведенным предпочтительным максимумам различий температур плавления, составляют по меньшей мере 60% масс., еще более предпочтительно по меньшей мере 70% масс., еще более предпочтительно по меньшей мере 80% масс., и наиболее предпочтительно по меньшей мере 90% масс.
В некоторых композициях по данному изобретению компонент полиолефина и/или отверждаемой эпоксидной смолы включает смесь полимеров, например, полиолефин включает смесь различных полимеров на основе полиолефина, или отверждаемая эпоксидная смола включает смесь различных отверждаемых эпоксидных смол в твердой форме. В таком случае предпочтительно, чтобы по меньшей мере 50% масс. соответствующего компонента имело температуры плавления в пределах вышеуказанных параметров, по сравнению с температурами плавления другого компонента.
В предпочтительной форме концентраты А, В и С обеспечивают в сухой форме, по существу полностью без растворителя. В этом случае термин «растворитель» относится к растворителю, который является жидким при комнатной температуре, то есть при 20°С. Наличие растворителей приводит к нежелательной пористости конечного покрытия, из-за пор, образованных путем испарения растворителя в ходе или после завершения процедуры нанесения покрытия.
Более предпочтительно, чтобы облегчить нанесение композиции покрытия и сделать каждый из концентратов А, В и С соответствующими ее ингредиентами, их соединяют вместе с получением текучей смеси. В предпочтительной форме эта текучая смесь образует по существу однородную смесь. По существу однородную смесь экструдируют в виде гранул. Важно отметить, что ингредиенты смешивают, но, поскольку полимеризация проходит до того, как эти ингредиенты хотя бы вступают в контакт друг с другом, взаимопроникающая сеть не образуется.
Процедуры, используемые для смешивания способных расплавляться полимерных компонентов при повышенной температуре, например, с целью получения по существу однородной смеси, хорошо известны специалистам, и нет необходимости подробно описывать их в данном тексте. Примеры подходящих технологий описаны в вышеуказанном патенте США 5198497 (Mathur), описание которого включено в данное патентное описание посредством ссылки.
Три концентрата (концентрат А, В и С, как описано выше) достаточно инертны; они стабильны при комнатной температуре и в пределах достаточно большого температурного диапазона в течение продолжительных периодов времени. Таким образом, их можно изготовить на централизованном предприятии и доставить на рабочее место, где желательно нанести покрытие на трубу. После доставки на рабочее место очень легко смешать соответствующие количества двух концентратов (или, если это необходимо, трех концентратов), добавить полиолефин, предпочтительно полиолефин из локального источника, более предпочтительно полиэтилен из локального источника в гранулах, имеющих размер, сходный с размером гранул концентратов. Полиолефин из локального источника предпочтительно имеет показатель текучести расплава и/или температуры плавления, сходные с параметрами полиолефинов, применяемых в концентратах, а более конкретно полиолефин из локального источника предпочтительно имеет показатель текучести расплава 3-6 г/10 мин при 190°С. Подобно соотношению между концентратами А и В, описанными выше, в предпочтительной форме, для того, чтобы избежать чрезмерной склонности того или другого компонента отделяться от композиции для нанесения покрытия, когда ее подвергают компаундированию или переработке при расплавлении, предпочтительно, чтобы в полиолефине из локального источника существенная часть полиолефина обладала показателем текучести расплава, близким к показателю текучести расплава концентратов А, В и (если его применяют) С. Предпочтительно различие показателя текучести расплава между указанной существенной частью полиолефина из локального источника и концентратами А, В и/или С, составляет менее 40%, более предпочтительно менее 20%. В еще более предпочтительном примере воплощения состав полиолефина из локального источника и полиолефина, применяемого в концентратах А, В и С, является одинаковым.
Возможно и предпочтительно добавлять также твердый усилитель адгезии/добавку, усиливающую совместимость, например, полиэтилен, привитый малеиновым ангидридом, такой как Fusabond.
Компоненты (концентрат А, концентрат В, возможно, концентрат С, полиолефин и, возможно, усилитель адгезии) можно тщательно смешать, что довольно легко сделать, используя известные способы, например, в смесителе для цементных растворов или в барабанном смесителе, а затем пропустить через стандартный, известный на существующем уровне техники, экструдер с горячим расплавом, работающий при соответствующей температуре расплава, например, около 170-190°С. Это обеспечивает по существу однородную композицию для нанесения покрытия, подходящую для нанесения покрытия на трубу, с очень небольшим разделением фаз или неоднородностью, или при их отсутствии. Расплавленную композицию для нанесения покрытия можно нанести на трубу или другой объект, на который желательно нанести покрытие, с использованием известных средств, например, с помощью технологий обычной экструзии с Т-образной головкой или обертывания (side wrap). Затем композиции для нанесения покрытия дают охладиться и затвердеть на трубе или другой основе, с получением на ней защитного покрытия.
В альтернативном случае композицию для нанесения покрытия можно отвердить, измельчить до частиц малого размера и нанести на основу напылением, с использованием известных способов.
В предпочтительных формах данного изобретения нанесенные таким образом композиции обеспечивают превосходные защитные свойства, включая превосходную стойкость к проникновению влаги (которую обеспечивает полиолефиновый компонент), повышенную стойкость к коррозии и адгезию к трубе (что обеспечивает эпоксидный компонент), а также превосходную стойкость к повреждению покрытия, вызванному ударом; повышенную твердость и пониженную усадку покрытия (что обеспечивает наполнитель).
В некоторых предпочтительных формах массовый процент каждого компонента композиции для нанесения покрытия составляет: концентрат А: 15-20%, предпочтительно около 17%; концентрат В: 25-35%, предпочтительно около 30%; полиэтилен из локального источника: 45-55%, предпочтительно около 50%; и усилитель адгезии/добавка, усиливающая совместимость: 2-5%, предпочтительно около 3%.
В других предпочтительных формах, где используют концентрат С, массовый процент каждого компонента композиции для нанесения покрытия составляет: концентрат А: 15-30%, предпочтительно около 15%; концентрат В: 18-42%, предпочтительно около 42%; концентрат С: 2-5%, предпочтительно около 3%; полиэтилен из локального источника: 35-60%, предпочтительно около 38%; и усилитель адгезии/добавка, усиливающая совместимость: 2-6%, предпочтительно около 2%.
После нанесения композиции для нанесения покрытия по данному изобретению покрытие, которое остается способным к отверждению благодаря присутствию компонента отверждаемой эпоксидной смолы и отверждающего агента, можно дополнительно отвердить, например, путем нагревания; или же его можно оставить отверждаться при температуре окружающей среды. Для того, чтобы сократить время отверждения, композиция, а более конкретно компоненты концентратов В или С этой композиции, может включать ускоритель отверждения для эпоксидной смолы. Примерами таких ускорителей отверждения являются: замещенные ароматическими функциональными группами мочевины, например U24M от CVC Speciality Chemicals Inc., аминовые аддукты, например EPIKURE Р-101 от Hexion Specialty Chemicals Inc., Houston, Техас, и имидазолы, например IMICURE AMI-1 от Air Products and Chemicals Inc.
Композиция для нанесения покрытия можно предоставлять для продажи в виде комплекта; и этот комплект содержит концентрат А, концентрат В и, возможно, концентрат С, каждый из них в отдельном контейнере или в предварительно смешанном виде; и или в предварительно отмеренных количествах, или большими партиями; и инструкции по объединению концентратов А и В (и С, где это необходимо) с полиолефином, предпочтительно полиолефином из локального источника, более предпочтительно полиэтиленом из локального источника; и, возможно, с усилителем адгезии. Эти инструкции могут включать указания по смешиванию гранул с получением относительно однородной смеси, и затем по совместному расплавлению гранул, с получением композиции для нанесения покрытия. Возможно, комплект может также включать усилитель адгезии, или в большом объеме, или в предварительно отмеренном количестве. Возможно, комплект может также включать полиолефин, или в большом объеме, или в предварительно отмеренном количестве. В одном из примеров воплощения комплект может содержать все компоненты, предварительно отмеренные и готовые к объединению, расплавлению и экструдированию на рабочем месте. В альтернативном случае комплект может включать указания по поводу соответствующих массовых отношений каждого концентрата и т.д., для приготовления композиций для нанесения покрытия, которые иначе подробно указаны в тексте данного описания. В некоторых примерах воплощения концентрат С может продаваться отдельно, вместо того, чтобы входить в состав комплекта или в дополнение к нему.
Композиции для нанесения покрытия по изобретению предназначены для обеспечения лучших характеристик по сравнению с ранее известными однослойными НЭП покрытиями, при цене, которая являются конкурентоспособной по сравнению с ценой однослойных покрытий НЭП.
Например, предпочтительные примеры воплощения данного изобретения предназначены для обеспечения улучшения характеристик по сравнению с однослойным НЭП в отношении улучшенной стойкости к проникновению влаги и повреждениям, вызванным ударами. Его также можно нанести на основу в виде одного слоя, с получением свойств, приемлемых для большинства применений.
По сравнению с высококачественным композиционным покрытием предпочтительные примеры воплощения данного изобретения являются менее дорогими, в то же время обеспечивая упрощенный способ нанесения.
Одним из преимуществ предпочтительных примеров воплощения данного изобретения является то, что значительная часть покрытия, например, около 50% масс., может представлять собой полиолефин из локального источника. Это значительно снижает стоимость; например, стоимость транспортировки покрытия, если покрытие на трубы наносят на месте.
Дополнительное преимущество некоторых предпочтительных примеров воплощения данного изобретения заключается в том, что нанесение композиции на трубу можно осуществить на месте, с использованием очень простых, легко доступных, однокомпонентных, низкотемпературных экструдеров, посредством использования заранее приготовленных концентратов.
Способ нанесения покрытия
Как отмечено выше, данное патентное описание раскрывает также новый способ нанесения покрытия на металлическое изделие. Этот способ позволяет, например, нанести на металлическое удлиненное изделие, например на стальную трубу, применяемую в нефтяных, газовых и водных трубопроводах, покрытие из сшитого, или частично сшитого, полиолефина, которое обеспечивает превосходную стойкость в отношении влаги, ударов и коррозии. Общий процесс нанесения покрытия можно осуществить «в единой последовательности», в некоторой последовательности стадии на одном и том же производственном оборудовании, например, на одном и том же устройстве для перемещения труб.
Способ включает стадии нанесения сшиваемого полиолефина на внешнюю поверхность трубы, сшивания полиолефина на месте, посредством применения одного или большего количества источников энергии, например источника инфракрасной энергии, с последующим быстрым охлаждением покрытия. Способ обеспечивает легкость нанесения полиолефина, так как его наносят в несшитой форме, и таким образом его можно нанести при относительно низкой температуре, которая является все еще достаточно высокой для того, чтобы расплавить несшитую форму. Способ также обеспечивает превосходную, твердую, прочную и стойкую в отношении удара и влаги поверхность из сшитого полиолефина. Способ обеспечивает легкость и низкую стоимость, так как процесс сшивки может (возможно) происходить до того, как покрытие успевает охладиться.
Нанести сшиваемый полиолефин можно, например, посредством процесса экструзии горячего расплава, в ходе которого сшиваемый полиолефин нагревают, а затем экструдируют на трубу, при температуре около 180°С или ниже, с использованием плоской головки, или, в альтернативном случае, окружающей трубу кольцевой головки. Таким образом на трубу наносят равномерное покрытие из горячего, расплавленного, сшиваемого полиолефина, которое покрывает трубу. Трубу предварительно можно обработать или нанести на нее покрытие. Например, трубу предварительно можно покрыть наплавляемой эпоксидной смолой, или жидкой эпоксидной смолой, или адгезивом; или и эпоксидной смолой, и адгезивом, или слоями, или в виде смеси. В случае плоской головки, она может вращаться вокруг трубы, или, в альтернативных конфигурациях, сама труба может вращаться по мере прохождения головки.
Термин «сшиваемый», как его употребляют в тексте данного описания, означает несшитый или частично сшитый материал, который можно дополнительно сшить под воздействием энергии, например инфракрасного тепла, гамма-излучения, УФ-излучения, или применения электронного пучка, или их комбинации.
Термин «сшитый», когда его применяют в тексте данного описания, означает частично или полностью сшитый полиолефиновый материал. Сшивка может быть однородной, когда весь объем полимера имеет примерно одинаковую плотность поперечных связей, или неоднородной, например, градиентной сшивкой, когда часть сшитого материала, расположенная ближе всего к трубе, имеет меньшую плотность поперечных связей, чем материал, расположенный дальше от трубы. Например, для получения градиентной сшивки можно применять форму энергии, которая не проходит через все покрытие.
Применяемым источником энергии может быть любой источник энергии, который приводит к увеличению плотности сшивки сшиваемого полиолефина. Например, этот источник может быть источником инфракрасной энергии, источником ультрафиолетовой энергии, электронным пучком, источником микроволновой энергии, индукционной катушкой, источником горячего воздуха или даже стандартной конвекционной печью. Также можно использовать комбинацию источников. Например, источником энергии может быть инфракрасный нагревательный элемент. Инфракрасный нагревательный элемент, например инфракрасная пушка, организован для нагревания покрытия до температуры выше 200°С, обычно до 220-240°С, предпочтительно 220-225°С, в течение 5-30 секунд.
В одном из примеров воплощения обеспечен способ с датчиком температуры, чтобы определять температуру композиции для нанесения покрытия и гарантировать, что температуру поддерживают в диапазоне, установленном требованиями технологии нанесения для сшивки полиолефина. В дополнительном примере воплощения можно обеспечить контур обратной связи совместно с соответствующими средствами контроля. Контур обратной связи соединяет датчик температуры с источником энергии. В то время, как органы контроля позволяют управлять источником энергии, чтобы гарантировать, что параметры процесса сшивки композиции для нанесения покрытия поддерживают в диапазоне, соответствующем технологии процесса нанесения и применяемым компонентам.
В дополнительном примере воплощения согласно данному патентному описанию можно также провести охлаждение или быстрое охлаждение. Быстрое охлаждение может быть быстрым охлаждением холодной водой, или путем подачи потока воды к внешней поверхности покрытой трубы, и/или к ее внутренней поверхности. В некоторых примерах воплощения поток воды представляет собой ламинарный поток воды, подаваемый на внешнюю поверхность трубы. Применение такого ламинарного потока воды уменьшает дефекты поверхности, вызываемые водой при охлаждении горячей поверхности полиолефина.
Во многих примерах воплощения внешнюю поверхность удлиненного металлического изделия можно очистить перед нанесением сшиваемого полиолефина. Очистку можно проводить для удаления поверхностных загрязнений, песка или ржавчины, и она может включать промывку горячей водой, струйную обработку и/или промывку поверхности кислотой. Промывку кислотой можно проводить фосфорной кислотой при концентрации 4-15%, обычно 5%, со временем выдержки от 15 до 30 секунд, с последующей промывкой деионизированной водой при высоком давлении (минимум 8,27 МПа (1200 фунтов/кв. дюйм)), чтобы гарантировать отсутствие остаточной кислоты на поверхности трубы. Предпочтительно очистку также проводят в единой последовательности, непосредственно перед нанесением сшиваемого полиолефина, или непосредственно перед нанесением первого покрытия на металлическую поверхность, в случае, когда между металлической поверхностью и сшиваемым полиолефином имеется покрытие, как дополнительно описано ниже.
Предпочтительно поверхность трубы также нагревают непосредственно перед нанесением покрытия из сшиваемого полиолефина (и/или непосредственно перед нанесением первого покрытия на металлическую поверхность, когда между металлической поверхностью и сшиваемым полиолефином имеется покрытие, как дополнительно описано ниже). Нагревание трубы позволяет лучше соединить горячий расплавленный сшиваемый полиолефин с поверхностью трубы и предотвратить локальное охлаждение и схватывание сшиваемого полиолефина по мере того, как он достигает поверхности трубы. Предпочтительно трубу нагревают до температуры внешней поверхности 220-240°С, хотя для некоторых применений также может быть желателен предварительный нагрев до более низкой температуры, такой как 160-220°С, например, при использовании в качестве первого покрытия наплавляемого эпоксидного слоя с низкой температурой нанесения (НЭП НТН).
В некоторых примерах воплощения на металлической трубе желательно иметь многослойное покрытие, при этом покрытие из сшитого полиолефина является внешним покрытием и наружной поверхностью многослойного покрытия. Например, перед нанесением сшиваемого полиолефина может быть желательно нанести на внешнюю поверхность трубы антикоррозионный слой, например, слой эпоксидного покрытия, который может представлять собой наплавляемую эпоксидную смолу или жидкую эпоксидную смолу. Это опять-таки можно сделать в единой последовательности путем покраски жидкой эпоксидной смолой или ее напыления; или путем нанесения напылением наплавляемой эпоксидной смолы на горячую трубу, с использованием обычных способов, предпочтительно за 10-20 секунд до нанесения сшиваемого полиолефина (или слоя адгезива, как дополнительно описано ниже). Для нанесения покрытия напылением труба должна быть горячей, например, 220-240°С для традиционной наплавляемой эпоксидной смолы или 160-220°С для покрытия наплавляемым эпоксидным слоем с низкой температурой нанесения.
Вместо эпоксидного покрытия или в дополнение к нему может быть желательно нанести слой адгезива, в качестве части многослойного покрытия, или между эпоксидным покрытием и покрытием из сшитого полиолефина, или между металлом трубы и покрытием из сшитого полиолефина, в примерах воплощения, которые не включают слой эпоксидного покрытия. Здесь слой адгезива снова можно экструдировать или напылить на внешнюю поверхность трубы (или на эпоксидное покрытие, если применимо), в единой последовательности, с использованием обычных способов, непосредственно перед нанесением сшиваемого полиолефина. Применение слоя адгезива является особенно предпочтительным, если металлическая труба имеет спиральный сварной шов.
Фиг. 1 схематически изображает устройство, осуществляющее один из примеров воплощения данного способа. Металлическую трубу 2 перемещают в направлении 1 вдоль обычного транспортера, который включает каркас 26 конвейера и транспортирующие ролики 24. В данном конкретном примере воплощения металлическую трубу перемещают без значительного вращательного движения. Трубу 2 перемещают через кольцевую экструзионную головку 8, через которую на поверхность трубы 2 экструдируют поток расплавленного, несшитого полиолефина 12, чтобы получить покрытие 4 из несшитого полиолефина. Затем трубу 2 перемещают через инфракрасный нагреватель 14, смонтированный на каркасе 16 инфракрасного нагревателя и окружающий трубу 2. Инфракрасный нагреватель 14 подает на покрытие 4 из несшитого полиолефина инфракрасную энергию в течение 5-25 секунд, сшивая его с образованием покрытия 6 из сшитого полиолефина. Затем трубу 2, имеющую покрытие 6 из сшитого полиолефина, направляют через систему 18 распределения воды, которая подает холодную воду 19 на трубу 2, быстро охлаждая покрытие 6 из сшитого полиолефина. Следует учитывать, что толщина покрытия 4 из несшитого полиолефина будет зависеть от скорости перемещения трубы 2, скорости/интенсивности подачи несшитого полиолефина 12, который экструдируют через головку 8, и ширины отверстия в головке 8. Кроме того, скорость перемещения трубы 2, интенсивность, длина волны и близость энергии, передаваемой инфракрасным нагревателем 14, и длина инфракрасного нагревателя 14 - все эти параметры будут влиять на степень сшивки в покрытии 6 из сшитого полиолефина. Все эти параметры легко и просто можно регулировать, чтобы получить желаемые характеристики покрытия трубы.
Фиг. 2 схематично изображает устройство, осуществляющее дополнительный пример воплощения данного способа. Металлическую трубу 2 перемещают вдоль обычного транспортера, который включает каркас 26 конвейера и транспортирующие ролики 24. В данном конкретном примере воплощения металлическую трубу перемещают без значительного вращательного движения. Трубу 2 направляют через предварительный нагреватель 27, который предварительно нагревает трубу до необходимой температуры. Затем трубу 2 направляют через устройство 7 для нанесения порошка, которое, в свою очередь, соединено с источником наплавляемой эпоксидной смолы 5 в виде порошка. Устройство 7 для нанесения порошка наносит порошкообразную наплавляемую эпоксидную смолу на горячую трубу 2, чтобы получить поверхность трубы, покрытую наплавленной эпоксидной смолой, или покрытие 3 из наплавленной эпоксидной смолы. Затем трубу 2 направляют через кольцевую экструзионную головку 8, через которую на поверхность трубы 2 экструдируют поток расплавленного несшитого полиолефина 12, чтобы сформировать покрытие 4 из несшитого полиолефина. Затем трубу 2 направляют через инфракрасный нагреватель 14, смонтированный на каркасе 16 инфракрасного нагревателя и окружающий трубу 2. Инфракрасный нагреватель 14 подает на покрытие 4 из несшитого полиолефина инфракрасную энергию в течение 5-25 секунд, сшивая его с образованием покрытия 6 из сшитого полиолефина. Затем трубу 2, имеющую покрытие 6 из сшитого полиолефина, направляют через систему 18 распределения воды, которая подает холодную воду 19 на трубу 2, быстро охлаждая покрытие 6 из сшитого полиолефина. Следует учитывать, что толщина покрытия 4 из несшитого полиолефина будет зависеть от скорости перемещения трубы 2, скорости/интенсивности подачи несшитого полиолефина 12, экструдируемого через головку 8, и ширины отверстия в головке 8. Кроме того, скорость перемещения трубы 2, величина, длина волны и близость энергии, передаваемой инфракрасным нагревателем 14, и длина инфракрасного нагревателя 14 - все эти параметры будут влиять на степень сшивки в покрытии 6 из сшитого полиолефина. Также следует учитывать, что и скорость перемещения трубы 2, и скорость, с которой НЭП напыляют на трубу с помощью устройства 7 нанесения порошка, будут влиять на толщину покрытия 3 из наплавляемой эпоксидной смолы. Все эти параметры легко и просто можно регулировать, чтобы получить желаемые характеристики покрытия на трубе.
Фиг. 3 схематически изображает устройство, осуществляющее дополнительный пример воплощения данного способа. Металлическую трубу 2 перемещают в направлении 1 вдоль обычного транспортера, который включает каркас 26 конвейера и транспортирующие ролики 24. В данном конкретном примере воплощения металлическую трубу перемещают как в продольном направлении, так и вращая ее, то есть труба вращается по мере того, как ее перемещают вперед, вдоль транспортера. Трубу 2 перемещают через плоскую экструзионную головку 38, через которую на поверхность трубы 2 экструдируют поток расплавленного, несшитого полиолефина 12. Так как труба вращается, поток расплавленного несшитого полиолефина 12 образует покрытие на всей поверхности трубы 2 - покрытие 4 из несшитого полиолефина. Затем трубу 2 перемещают через инфракрасный нагреватель 40, который в течение 5-25 секунд подает инфракрасную энергию на часть покрытия 4 из несшитого полиолефина, сшивая его с образованием покрытия 6 из сшитого полиолефина. Затем трубу 2, имеющую покрытие 6 из сшитого полиолефина, перемещают через систему 18 распределения воды, которая подает холодную воду 19 на трубу 2, быстро охлаждая покрытие 6 из сшитого полиолефина. Следует учитывать, что толщина покрытия 4 из несшитого полиолефина будет зависеть от скорости перемещения и вращения трубы 2, скорости/интенсивности подачи несшитого полиолефина 12, экструдируемого через головку 8, и ширины отверстия в головке 8. Кроме того, скорость перемещения и вращения трубы 2, величина, длина волны и близость энергии, передаваемой инфракрасным нагревателем 14, и длина инфракрасного нагревателя 14 - все эти параметры будут влиять на степень сшивки в покрытии 6 из сшитого полиолефина. Все эти параметры легко и просто можно регулировать, чтобы получить желаемые характеристики покрытия на трубе.
Также следует учитывать, что в способе с вращающейся трубой, описанном на Фиг. 3, можно также применять дополнительные элементы, изображенные на Фиг. 2 (предварительный нагреватель, устройство нанесения порошка и т.д.).
Фиг. 4 схематически изображает устройство, осуществляющее дополнительный пример воплощения данного способа. Пример воплощения, изображенный на Фиг. 4, особо применяют при нанесении покрытия на трубу, уже находящуюся в полевых условиях, или в случае, когда труба имеет такую длину, что ее невозможно перемещать, как это описано в способах Фиг. 1-3. В этом способе труба остается неподвижной. Вблизи трубы и в целом параллельно ей помещают направляющую 28. На направляющую 28 помещают множество кареток (каретка 30 предварительного нагревателя, каретка 32 экструдера, каретка 34 ИК-нагревателя и охлаждающая каретка 36). Каждая из кареток (30, 32, 34, 36) включает ролики 25, которые позволяют перемещать каретки (30, 32, 34, 36) вдоль направляющей 28. Таким образом, каретки 30, 32, 34, 36 можно перемещать сбоку от трубы 2 по ее длине, и в целом параллельно ей. Каретка 30 представляет собой каретку предварительного нагревателя, содержащую предварительный нагреватель 27. Предварительный нагреватель 27 закреплен на кронштейне 29 и имеет две конфигурации: открытую конфигурацию и (как показано) закрытую конфигурацию. Кронштейн 29 можно поворачивать на шарнире и регулировать. Таким образом, когда каретка 30 предварительного нагревателя находится на направляющей 28, предварительный нагреватель 27 можно установить так, чтобы он окружал трубу 2 и перемещался вдоль трубы 2 при смещении каретки 30 по направляющей 28. Подобным образом, каретка 32 экструдера содержит кольцевую экструзионную головку 8, которая может быть выполнена так, что она окружает трубу 2, и через которую на поверхность трубы 2 экструдируют поток расплавленного несшитого полиолефина, чтобы сформировать покрытие 4 из несшитого полиолефина. Каретка 32 экструдера включает также экструдер 13, в котором помещен несшитый полиолефин, для пластификации. Горячий, расплавленный, несшитый полиолефин вытесняют из экструдера 13 через кольцевую экструзионную головку 8 по трубопроводу 15. Каретка 34 ИК-нагревателя также включает инфракрасный нагреватель 14, закрепленный на раме 16, которую можно регулировать. Инфракрасный нагреватель 14 имеет две конфигурации: открытую конфигурацию и (как показано) закрытую конфигурацию. Раму 16 можно поворачивать на шарнире и регулировать. Таким образом, когда каретка 34 ИК-нагревателя находится на направляющей 28, инфракрасный нагреватель 14 можно установить таким образом, что он окружает трубу 2 и перемещается вдоль трубы 2, если каретка 34 перемещается по направляющей 28. Наконец, Фиг. 4 схематически изображает охлаждающую каретку 36, которая содержит систему 18 распределения воды, присоединенную к кронштейну 20. Система 18 распределения воды подает холодную воду 19 на трубу 2, быстро охлаждая покрытие 6 из сшитого полиолефина. Также изображен вход 22 для воды.
Как может оценить специалист, изображенную на Фиг. 4 систему можно использовать в полевых условиях, на предварительно установленной трубе. Ее также можно использовать на трубах с длиной нестандартного размера, например, для нанесения покрытия на небольшие участки труб, которые иначе невозможно установить на транспортер Фиг. 1-3, или на изогнутые трубы, или трубы нестандартной формы. Как следует учитывать, хотя показано, что предварительный нагреватель 27, инфракрасный нагреватель 14 и экструзионная головка 8 имеют две конфигурации для помещения их на трубу, это является возможным примером воплощения; можно сделать более простое устройство, в котором эти компоненты имеют только одну конфигурацию (закрытую, как показано), и их помещают на трубу, пропуская конец трубы через них.
Как может оценить специалист, применение отдельных кареток, как показано на Фиг. 4 позволяет получить в данном способе высокую степень гибкости. Например, в применениях, в которых желательно получить наплавляемое эпоксидное покрытие, можно поместить каретку нанесения порошка (не показана), выполненную с возможностью напыления покрытия из наплавляемого эпоксидного порошка, между кареткой 30 предварительного нагревателя и кареткой 32 экструдера. В альтернативном случае несколько процессов можно объединить на одной каретке - например, одна и та же каретка может содержать компоненты как экструдера, так и инфракрасного нагревателя.
Фиг. 5 схематически изображает устройство, осуществляющее дополнительный пример воплощения данного способа. Металлическую трубу 2 перемещают в направлении 1 вдоль обычного транспортера, который включает каркас 26 конвейера и транспортирующие ролики 24. В этом конкретном примере воплощения металлическую трубу как перемещают в продольном направлении, так и вращают, то есть труба вращается по мере того, как она движется вперед вдоль транспортера. Трубу 2 перемещают через предварительный нагреватель 27, который предварительно нагревает трубу до необходимой температуры. Затем трубу 2 перемещают через устройство 7 для нанесения порошка, которое в свою очередь соединено с источником порошкообразной наплавляемой эпоксидной смолы 5. Устройство 7 для нанесения порошка наносит порошкообразную наплавляемую эпоксидную смолу на горячую трубу 2, чтобы получить поверхность трубы, покрытую наплавляемой эпоксидной смолой, или покрытие 3 из наплавляемой эпоксидной смолы. Затем трубу 2 перемещают через устройство 42 для нанесения покрытия напылением, которое, в свою очередь, соединено с источником адгезива 44. Устройство 42 для нанесения покрытия напылением наносит/экструдирует адгезив на горячую трубу 2, чтобы получить покрытую адгезивом поверхность трубы, или покрытие 46 из адгезива. Затем трубу 2 перемещают через плоскую экструзионную головку 38, через которую на поверхность трубы 2 экструдируют поток расплавленного несшитого полиолефина 12. Так как труба вращается, поток расплавленного несшитого полиолефина 12 образует покрытие на всей поверхности трубы 2 - покрытие 4 из несшитого полиолефина. Затем трубу 2 перемещают через инфракрасный нагреватель 14, смонтированный на каркасе 16 инфракрасного нагревателя и окружающий трубу 2. Инфракрасный нагреватель 14 в течение 5-25 секунд подает инфракрасную энергию на покрытие 4 из несшитого полиолефина, сшивая его с образованием покрытия 6 из сшитого полиолефина. Трубу 2, имеющую покрытие 6 из сшитого полиолефина, затем перемещают через систему 18 распределения воды, которая подает холодную воду 19 на трубу 2, быстро охлаждая покрытие 6 из сшитого полиолефина. Следует учитывать, что толщина покрытия 4 из несшитого полиолефина будет зависеть от скорости перемещения и вращения трубы 2, скорости/интенсивности подачи несшитого полиолефина 12, экструдируемого через головку 38, и ширины отверстия в головке 38. Кроме того, скорость перемещения и вращения трубы 2, величина, длина волны и близость энергии, передаваемой инфракрасным нагревателем 14, и длина инфракрасного нагревателя 14 - все эти параметры будут влиять на степень сшивки в покрытии 6 из сшитого полиолефина. Также следует учитывать, что и скорость перемещения и вращения трубы 2, и скорость, при которой на трубу напыляют НЭП с помощью устройства 7 для напыления порошка, будут влиять на толщину покрытия 3 из наплавляемой эпоксидной смолы. Дополнительно следует учитывать, что скорость перемещения и вращения трубы 2 и скорость, с которой на трубу напыляют адгезив с помощью устройства 42 для напыления покрытия, будут влиять на толщину покрытия 46 из адгезива. Все эти параметры можно легко и просто регулировать, чтобы получить желаемые характеристики покрытия трубы.
Пример 1: Получение ряда композиций из сшиваемых полиолефинов для использования при получении полиолефинового покрытия на трубе
Две или, в некоторых примерах воплощения, три композиции «концентрата», как описано ниже, можно смешать на месте с полиэтиленом из локального источника, и, возможно, с усилителем адгезии, чтобы получить смешанную композицию для нанесения покрытия. Эту смесь затем можно экструдировать на трубу.
(i) Изготовление концентрата А
(а) Полиэтилен
Три композиции «концентрата А», «МВА1», «МВА2» и «МВА3», соответственно, были получены следующим образом.
Смешивающее устройство (конкретно пластикатор или одношнековый компаундер с весовыми дозаторами, хотя также можно использовать двухшнековый эктрудер) приводили в действие таким образом, что твердые гранулы полиэтилена, черного концентрата и привитого полиэтилена загружали в весовой дозатор в начале барабана. Примерно на половине пути ниже по барабану в направлении потока к гранулятору использовали второй весовой дозатор, для подачи примерно половины хлопьев эпоксидной смолы. Третий и четвертый весовые дозаторы, расположенные примерно на 2/3-3/4 пути вниз, применяли для подачи остальных хлопьев эпоксидной смолы и порошка усилителя адгезии с наполнителем. Весовые дозаторы представляли собой дозаторы Brabender с двойными шнеками с низким усилием сдвига, для подачи порошков, хлопьев; и с одним шнеком для подачи гранул, в случае необходимости.
Полученные композиции имели компоненты и их количества, указанные ниже в Таблице 1. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата А.
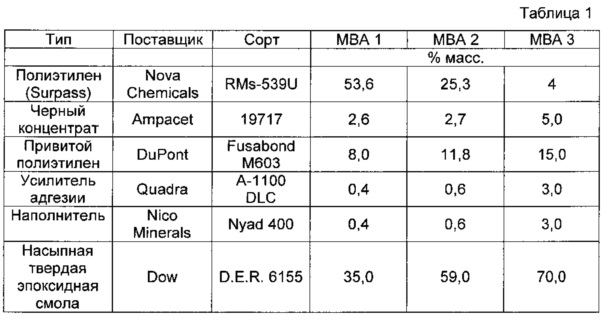
Масса композиции состояла из массы твердой эпоксидной смолы, к которой была добавлена улучшающая совместимость добавка в форме привитого полиэтилена.
Выходящую из барабана компаундера перемешанную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили примерно при 75°С примерно в течение 3 часов и хранили в герметично закрытых контейнерах.
(b) Полипропилен
Аналогично композициям концентрата А, полученным с полиэтиленом, как указано выше, приготовили три композиции концентрата А, «МВА 4», «МВА 5» и МВА 6», соответственно, но используя полипропилен в качестве полиолефина. Следует заметить, что, поскольку вместо полиэтилена используют полипропилен, можно применять более высокие температуры плавления (по отношению к тем, которые требуются для п. (а) выше).
Полученные композиции содержат компоненты и их количества, описанные в Таблице 2 ниже. Было приготовлено 226,8 (500 фунтов) каждой композиции концентрата А.
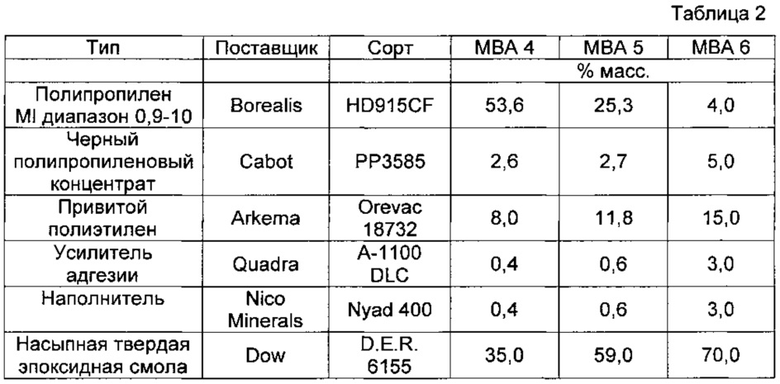
(с) полиолефиновая смесь
Аналогично композициям концентрата А, полученным с полиэтиленом, описанным выше, но с использованием в качестве полиолефинов сочетания полиэтилена и полипропилена, приготовляют три композиции концентрата «А», «МВА 7», «МВА 8» и «МВА 9», соответственно.
Полученные композиции содержат компоненты и их количества, описанные в Таблице 3 ниже. Было приготовлено 226,8 (500 фунтов) каждой композиции концентрата А.
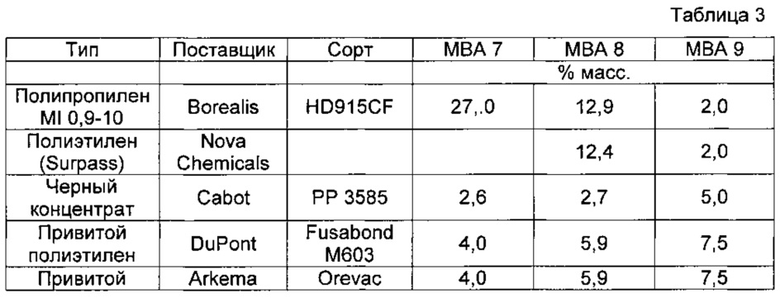
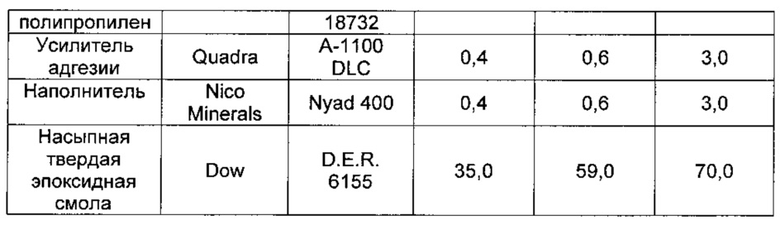
Следует отметить, что все «смешанные» композиции полиэтилен/полиолефин, описанные в Таблице 3, описывают композиции, в которых примерно 50% масс. полиолефина составляет полипропилен и примерно 50% масс. полиолефина составляет полиэтилен. Однако следует понимать, и это очевидно для специалиста, что можно применять широкий диапазон отношений полиэтилен : полипропилен, и также можно применять другие сочетания полиолефинов, при различных отношениях, в зависимости от характеристик желаемого конечного продукта, не влияя на объем изобретения.
(ii) Изготовление концентрата В
(а) Полиэтилен
Три композиции «Концентрата В», «МВВ 1», «МВВ 2» и «МВВ 3», соответственно, были получены следующим образом.
Смешивающее устройство, предпочтительно пластикатор или одношнековый компаундер с четырьмя весовыми дозаторами (хотя можно использовать и двухшнековый экструдер) приводили в действие таким образом, что твердые гранулы полиэтилена и привитого полиэтилена подавали в начале барабана, а примерно на половине пути вниз по барабану, в направлении потока к гранулятору, применяли второй весовой дозатор, для подачи примерно половины порошка наполнителя, других порошков и частиц малого размера (порошка усилителя адгезии, УФ-стабилизатора и отверждающего агента). Третий и/или четвертый весовой дозатор, находящиеся примерно на расстоянии от 2/3 до 3/4 пути сверху вниз, применяют для оставшегося порошка наполнителя, другого порошка и мелких частиц. Устройство предпочтительно работает при температуре 170-190°С или менее. Весовые дозаторы были типа Brabender; двухшнековые дозаторы с низким усилием сдвига для порошков и одношнековые дозаторы для гранул.
Полученные композиции содержали компоненты и их количества, описанные в Таблице 4 ниже. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата В.
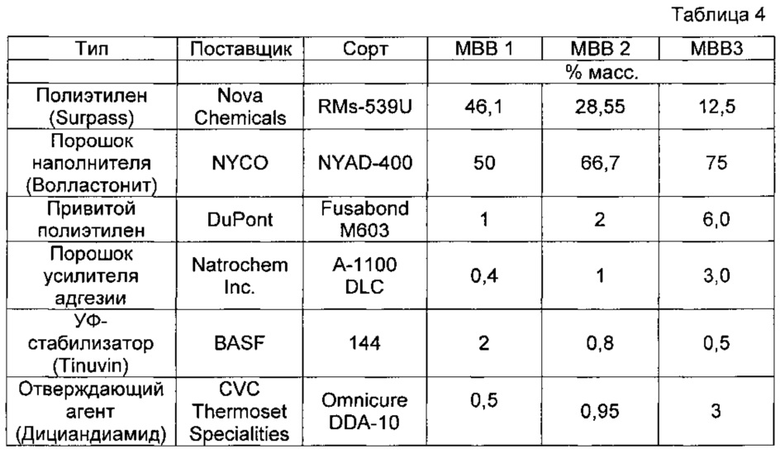
Как показано, основной объем композиции состоял из наполнителя (Волластонита), к которому была добавлена улучшающая совместимость добавка в форме привитого полиэтилена.
Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили при 75°С в течение 3 часов и хранили в герметичных контейнерах.
(b) Полиэтилен, без отверждающего агента
Неожиданно было обнаружено, что некоторые усилители адгезии, если они присутствуют в соответствующих количествах, могут обеспечить достаточное количество амида для отверждения эпоксидной смолы концентрата А, не нуждаясь в отдельном, специально для этого предназначенном отверждающем агенте. Это было желательно, помимо прочего, из-за того, что это позволяет проводить обработку при более высокой температуре, без риска воздействия на отверждающий агент, так как отверждающий агент не обязательно должен присутствовать. Соответственно, были приготовлены композиции «концентрата В» с повышенным содержанием усилителя адгезии и при отсутствии более традиционного отверждающего агента, следующим образом.
Смешивающее устройство, предпочтительно пластикатор или одношнековый компаундер (хотя можно также использовать и двухшнековый экструдер) приводили в действие подобно тому, что описано выше для случая (а).
Приготовленные композиции содержали компоненты и их количества, описанные в Таблице 5 ниже. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата В (концентраты В 4, 5 и 6 соответственно).
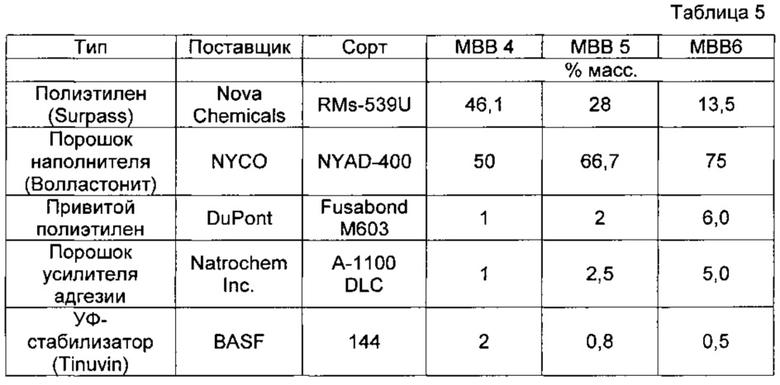
После выхода из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметичных контейнерах.
(с) Полиэтилен для использования в концентрате С
Как описано ранее, эти способы и композиции можно использовать или с отверждающим агентом, который входит в состав концентрата В, или с отверждающим агентом в отдельном концентрате С, как описано ниже. Из этого следует, что для композиций, использующих отдельный концентрат С, для концентрата В не требуется отверждающего агента, или избытка усилителя адгезии/добавки, усиливающей совместимость, как описано выше. Соответственно, получение концентрата В, не содержащего специального отверждающего агента, проводили следующим образом.
Смешивающее устройство применяли, как это описано в примере (а) выше. Полученные композиции содержали компоненты и их количества, описанные в Таблице 6 ниже. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата В (концентраты В 7, 8, 9, 9А и 9В, соответственно). В МВВ 9А добавляли полые микрошарики (которые можно заменить стеклянными микросферами или другим подобным материалом), в качестве заменителя части наполнителя и полиэтилена; в МВВ 9В полые микрошарики добавляли только для замены части наполнителя. Было обнаружено, что при смешивании с другими концентратами в определенной пропорции полые микрошарики можно (в качестве варианта или дополнительно) добавлять извне, также с помощью дополнительного дозатора, в пластикатор, или двухшнековый экструдер, или модифицированный одношнековый экструдер с весовыми дозаторами, чтобы получить содержание полых микрошариков в конечном продукте в диапазоне от 20 до 25%. Было обнаружено, что добавление таким образом полых микрошариков и/или стеклянных микросфер приводит к образованию синтактической матрицы, что обеспечивает покрытию улучшенные изолирующие свойства.
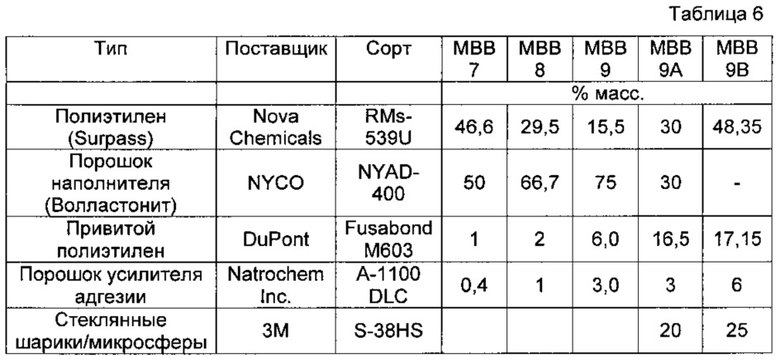

Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметично закрытых контейнерах.
(d) Полипропилен
Три композиции «концентрата В», «МВВ 10», «МВВ 11» и «МВВ 12», соответственно, были получены подобно тому, как это было сделано в примерах выше, но с использованием полипропилена. Как может понять специалист, для полипропилена требовались более высокие рабочие температуры по сравнению с полиэтиленом.
Полученные композиции содержали компоненты и их количества, описанные в Таблице 7 ниже. Было получено 226,8 кг (500 фунтов) каждой композиции концентрата В (концентраты В 10, 11 и 12 соответственно).

Как показано, основной объем композиции состоял из наполнителя (Волластонита), к которому была добавлена усиливающая совместимость добавка в форме привитого полипропилена.
Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметично закрытых контейнерах.
(е) Полипропилен, без отверждающего агента
Неожиданно было обнаружено, что усилитель адгезии, если он присутствует в соответствующих количествах, может обеспечить достаточное количество амида для отверждения эпоксидной смолы концентрата А. Это было желательно, помимо прочего, так как это позволяет проводить обработку при более высокой температуре, без риска воздействия на отверждающий агент. Соответственно, были приготовлены композиции «концентрата В» с увеличенным содержанием усилителя адгезии и без отверждающего агента, как описано выше, но с компонентами, приведенными ниже.
Полученные композиции содержали компоненты и их количества, описанные в Таблице 8 ниже. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата В (концентраты В 4, 5 и 6 соответственно).

Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметично закрытых контейнерах.
(f) Полипропилен для использования с концентратом С
Как описано ранее, данные способы и композиции можно использовать или с отверждающим агентом, входящим в состав концентрата В, или с отверждающим агентом в отдельном концентрате С, как описано ниже. Из этого следует, что для композиций, использующих отдельный концентрат С, концентрат В может не содержать отверждающего агента. Соответственно, не содержащие отвердителя препараты концентрата В были получены, как описано выше, но с составом, описанным ниже.
Полученные композиции содержали компоненты и их количества, описанные в Таблице 9 ниже. Было приготовлено 226,8 кг (500 фунтов) каждой композиции концентрата (концентраты В 16, 17, 18, 19 и 20, соответственно). В МВВ 19, подобно МВВ9А, описанному выше, добавляли полые микрошарики (которые можно было заменить стеклянными микросферами или другим подобным материалом), в качестве замены части наполнителя и полипропилена; в МВВ 20, подобно МВВ9 В, описанному выше, полые микрошарики добавляли только в качестве замены части наполнителя. Было обнаружено, что при смешивании с другими концентратами в определенной пропорции полые микрошарики можно (в качестве варианта или дополнительно) добавлять извне, также с помощью дополнительного дозатора, в пластикатор, или двухшнековый экструдер, или модифицированный одношнековый экструдер с весовыми дозаторами, чтобы получить содержание полых микрошариков в конечном продукте в диапазоне от 20 до 25%. Было обнаружено, что добавление таким образом полых микрошариков и/или стеклянных микросфер приводит к образованию синтактической матрицы, что обеспечивает покрытию улучшенные изолирующие свойства.
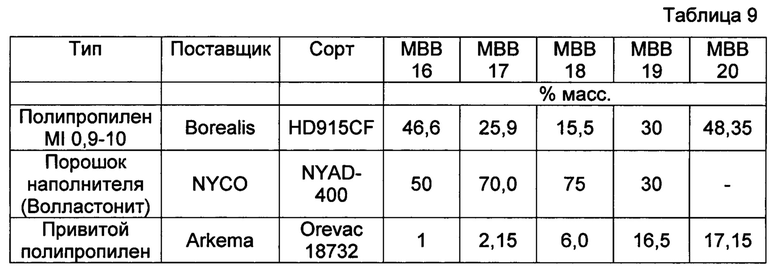

Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметично закрытых контейнерах.
(g) Полиолефиновая смесь
Как может быть понятно специалисту, вышеприведенные полиолефиновые композиции примеров (a)-(f) можно изготовить со смесью полиолефинов, вместо одного лишь полипропилена и/или полиэтилена. Например, можно сделать смесь 50% масс. полиэтилена и 50% масс. полипропилена, или 75% полипропилена/25% полиэтилена, или 25% полипропилена/75% полиэтилена, используя сходные технологии и, в других случаях, сходные ингредиенты, как описано выше. Таким образом, композиции концентрата «В» получают подобно вышеуказанным композициям концентрата В, полученным с полиэтиленом, но с использованием в качестве полиолефинов комбинации полиэтилена и полипропилена.
Понятно, что можно использовать широкий диапазон отношений полиэтилен : полипропилен, в зависимости от желаемых характеристик конечного продукта, не влияя на объем данного изобретения.
(iii) Изготовление концентрата С
(а) Полиэтилен
Как описано выше, в некоторых случаях желательно иметь «Концентрат С», содержащий только полиолефин и отверждающий агент. Его можно объединить с концентратами В (не содержащими отверждающего агента) и концентратом А, как описано ниже. Преимущество наличия отдельного «отверждающего» концентрата С заключается в том, что легко можно выбрать различные отверждающие агенты, просто выбирая другой концентрат С. Различные отверждающие агенты желательны для различных желаемых скоростей отверждения, различных температурных условий окружающей среды и т.д.
Композиции «концентрата С» были получены следующим образом.
Смешивающее устройство, предпочтительно пластикатор или одношнековый смеситель (хотя также возможно применять и двухшнековый экструдер), приводили в действие таким образом, что твердые гранулы полиэтилена подавали в начале барабана и примерно на половине пути ниже по ходу барабана, в направлении движения потока к гранулятору, в весовом дозаторе. Второй и третий весовые дозаторы, расположенные на расстоянии от половины до двух третей ниже по ходу барабана, применяли для подачи предварительно смешанного отверждающего агента. Устройство предпочтительно работало при температуре 170-180°С или менее.
Полученные композиции содержали компоненты и их количества, описанные ниже в Таблице 10.
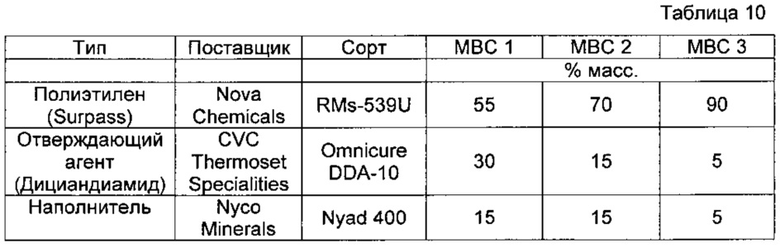
Выходящую из барабана смесителя компаундированную смесь гранулировали и охлаждали в подводном грануляторе. После охлаждения гранулы сушили и хранили в герметично закрытых контейнерах.
Также изготавливают подобные полипропиленовые концентраты С4, 5 и 6, заменяя полиэтилен полипропиленом в соответствии с Таблицей 10.
Подобным образом можно сделать смешанные композиции концентрата С из полипропилена/полиэтилена, в значительной степени так же, как это указано выше в качестве примера для концентратов А и В.
Пример 2 - изготовление и нанесение композиций для нанесения покрытия
(а) Концентрат А и В (без концентрата С)
Концентраты А и В, приготовленные, как описано выше, добавляли к гранулам полиэтилена из локального источника и к порошку усилителя адгезии (Fusabond), с получением композиций «СС1», «СС2», «СС3» и «СС4» в количествах, указанных в Таблице 11 ниже, до общего количества материала 226,8 кг (500 фунтов):
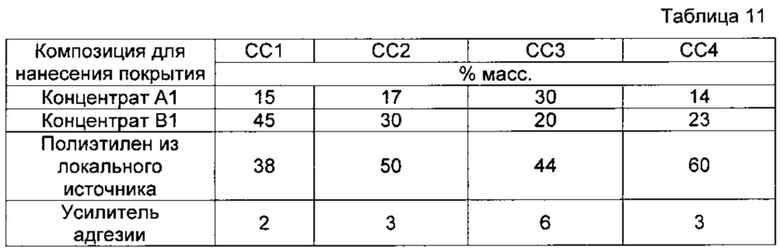
Применяемый полиэтилен из локального источника имеет показатель текучести расплава в диапазоне 3-6 г/10 мин при 190°С/при нагрузке 2,16 кг.
Четыре ингредиента смешивали по существу до однородности, в твердом виде, с использованием смесителя для цементных растворов. Затем полученную смесь подавали в экструдер с горячим расплавом, для расплавления и нанесения на участок металлической трубы. Участок металлической трубы очищали и предварительно нагревали до температуры 180-240°С, например, 200°С, покрывали наплавляемой эпоксидной грунтовкой с применением известных и обычных средств, а затем наносили горячую расплавленную композицию для нанесения покрытия посредством обычной экструзии с Т-образной или поперечной головкой, на внешнюю поверхность. Непосредственно после нанесения покрытия и в единой последовательности с ним нанесенное на трубу покрытие одновременно отверждали и сшивали, путем пропускания трубы через инфракрасный нагреватель, который подавал инфракрасную энергию примерно в течение 5-25 секунд.
Подобные композиции для нанесения покрытия СС5, СС6, СС7, СС8, СС9, СС10 и СС11 получены с использованием МВА 2 и МВА 3, а также МВВ 2, 3, 4, 5 и 6, например, как это подробно указано в Таблице 12 ниже.
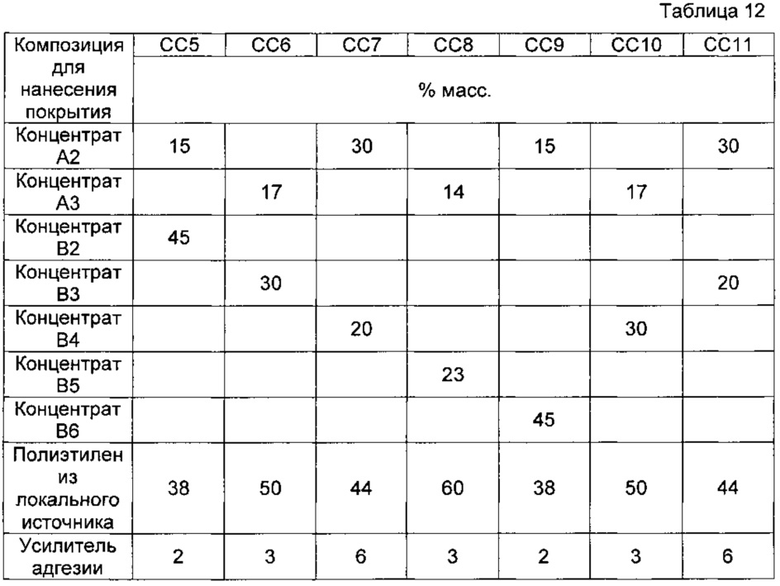
Подобным образом получены полипропиленовые композиции СС12-СС18 для нанесения покрытия, с использованием сходного протокола, смешивая концентраты в соответствии с пропорциями, приведенными в Таблице 13 ниже:

(b) Концентраты А, В и С
Концентраты А, В и С, приготовленные как описано выше, добавляют к гранулам полиэтилена из локального источника и к порошку усилителя адгезии (Fusabond), а также к черному концентрату, в количествах, указанных ниже в Таблице 14, с получением композиций СС19-СС22 для нанесения покрытия, до общего количества материала 226,8 кг (500 фунтов):
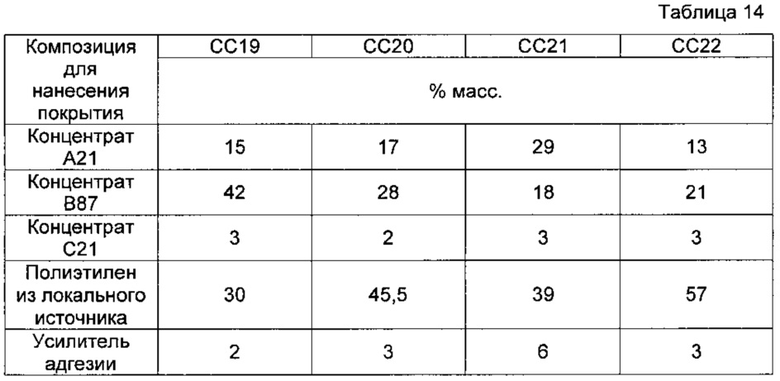

Применяемый полиэтилен из локального источника имел показатель текучести расплава в диапазоне 3-6 граммов/10 минут при 190°С /при нагрузке 2,16 кг.
Пять ингредиентов смешивали в твердой форме, с использованием барабанного смесителя, по существу до однородного состояния. Затем полученную смесь подавали в экструдер с горячим расплавом, для расплавления и нанесения на участок металлической трубы. Участок металлической трубы очищали и предварительно нагревали до температуры 180-240°С, например, до 200°С; добавляли покрытие из наплавляемой эпоксидной смолы, и горячую расплавленную композицию для нанесения покрытия наносили на уже предварительно нанесенное наплавляемое покрытие из эпоксидной смолы, с помощью обычного экструдера с Т-образной головкой, на внешнюю поверхность трубы, покрытую эпоксидной грунтовкой. Сразу после нанесения покрытия и в единой последовательности с ним покрытие на трубе одновременно отверждали и сшивали, путем пропускания трубы через инфракрасный нагреватель, который подавал инфракрасную энергию приблизительно в течение 5-25 секунд.
Сходные композиции СС23-СС29 для нанесения покрытия получают, используя МВА 2 и МВА 3, а также МВВ 2, 3, 4, 5, 6 и МВС 2 и 3, например, как это подробно указано в Таблице 15 ниже.
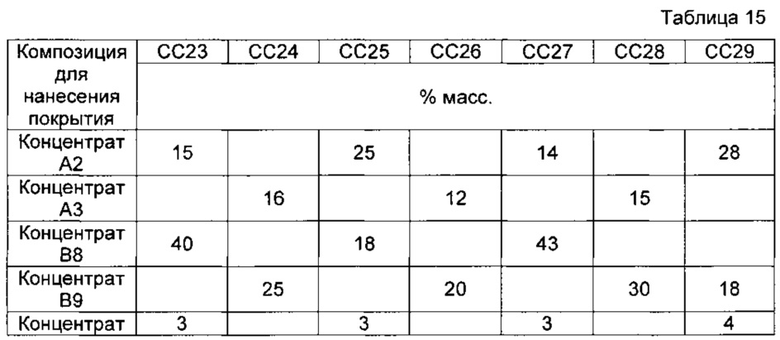
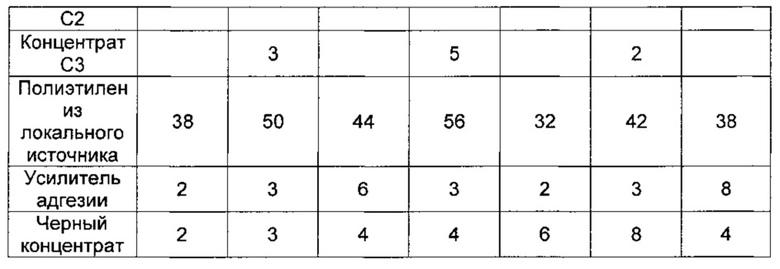
Подобным образом получают полипропиленовые композиции СС30-СС36 для нанесения покрытий, применяя сходный протокол, смешивая концентраты в соответствии с отношениями, приведенными в Таблице 16 ниже:
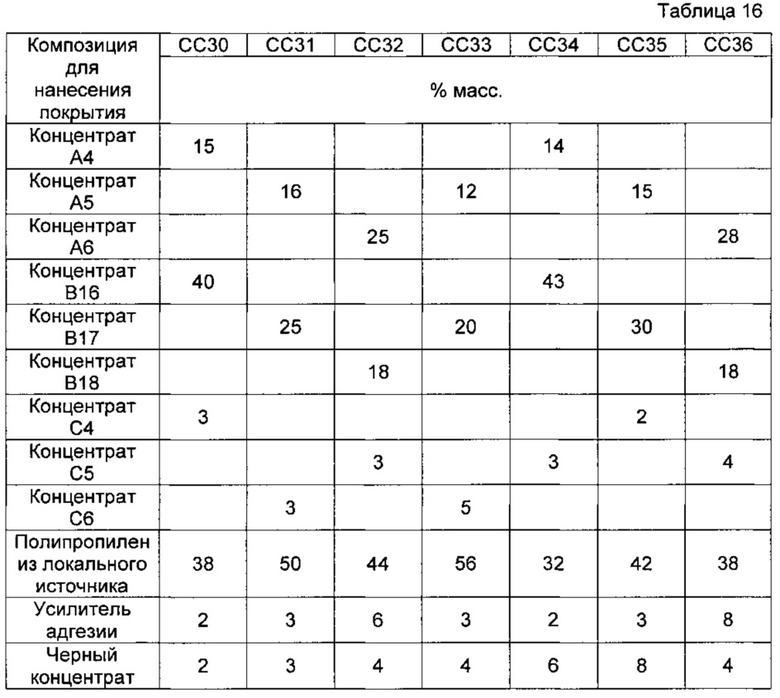
Также получают сходные композиции для нанесения покрытий, содержащие смесь полиэтилен/полипропилен, используя концентрат А7, 8 и 9 и соответствующий концентрат В и/или С, подобно примерам, описанным выше. Подобные композиции для нанесения покрытий со смесью полиэтилен/полипропилен получают также, используя формулы МВВ9А, МВВ9В, МВВ19 и МВВ20 с добавлением полых микрошариков.
Пример 3: нанесение покрытия на трубу
Композиции СС1-СС36 для нанесения покрытия используют для нанесения покрытия на трубу в соответствии со следующим способом.
Металлическую трубу предварительно нагревают, подвергают струйной обработке, затем нагревают до температуры, подходящей для нанесения наплавляемого эпоксидного покрытия. Для традиционного (в форме порошка) нанесения наплавляемого эпоксидного покрытия этот предварительный нагрев составляет 225-235°С. Однако можно наносить жидкую эпоксидную смолу; в этом случае достаточным является предварительный нагрев до 170-200°С, что приводит к значительной экономии средств и времени. Затем трубу покрывали эпоксидной смолой, или с помощью известных способов напыления порошка (для эпоксидной смолы в форме порошка), или путем распыления или распределения жидкой эпоксидной смолы (для жидкой эпоксидной смолы), с использованием традиционной и известной процедуры для такого нанесения покрытия. Любую из композиций СС1-СС36 для нанесения покрытия, описанных выше, получают с использованием вышеописанной методологии и экструдируют на внешнюю поверхность горячего, покрытого НЭП участка трубы, с помощью Т-образной или щелевой головки. Композиция для нанесения покрытия обычно контактирует с трубой в пределах 3-20 секунд после нанесения эпоксидной смолы. Обычно труба имеет температуру 185-190°С во время нанесения композиции покрытия на трубу, покрытую жидкой эпоксидной смолой, или около 225°С - во время нанесения на трубу, покрытую порошкообразной эпоксидной смолой. Затем композиции для нанесения покрытия дают охладиться и затвердеть на эпоксидном покрытии. Охлаждение может быть активным, например, путем быстрого охлаждения водой. Отверждение композиции для нанесения покрытия проводят соответствующим способом отверждения на основе применяемого отверждающего агента. Например, для композиций СС1-СС18 участок покрытой трубы нагревают при температуре 190-240°С, с использованием источника инфракрасного тепла, чтобы ускорить отверждение. Сразу же после отверждения и в единой последовательности с ним покрытие на трубе сшивали путем пропускания ее через инфракрасный нагреватель, который подавал инфракрасную энергию.
После завершения нанесения покрытия на покрытие можно дополнительно нанести, например, внешнее ударопрочное покрытие из полиолефина или стойкое к УФ-излучению покрытие, с применением известных способов.
Пример 4: Свойства нанесенного покрытия
Были проведены испытания свойств покрытий, нанесенных на трубу в соответствии с Примером 3; результаты сведены в Таблице 17 следующим образом:
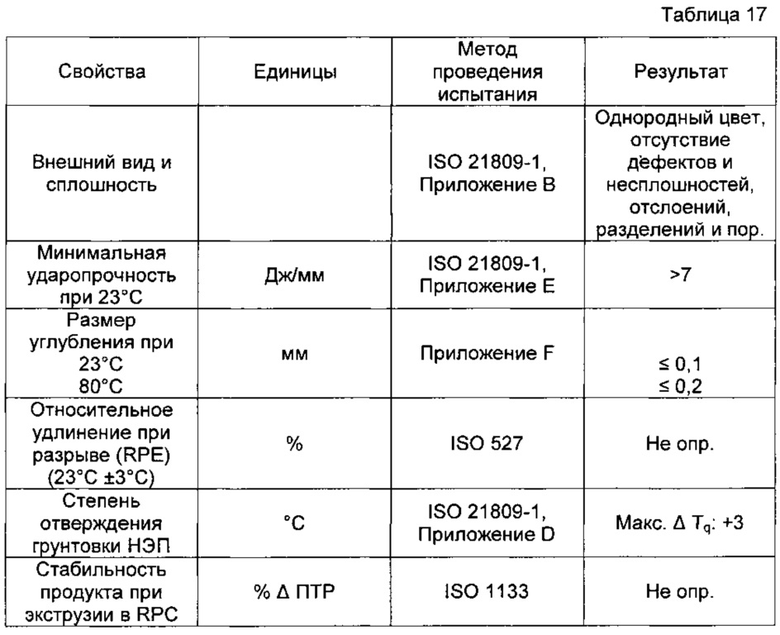
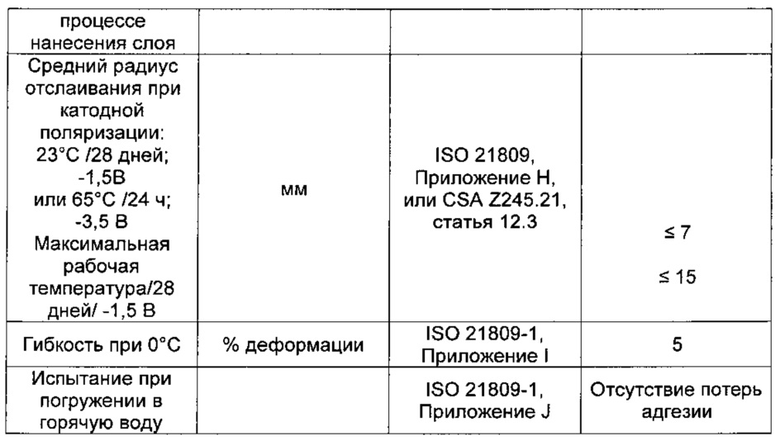
Хотя данное изобретение было описано со ссылкой на иллюстративные примеры воплощения, следует понимать, что оно не ограничено этими конкретными примерами воплощения, и специалист может осуществить в нем различные изменения и модификации. Предполагают, что прилагаемая формула изобретения охватывает все такие изменения и модификации.
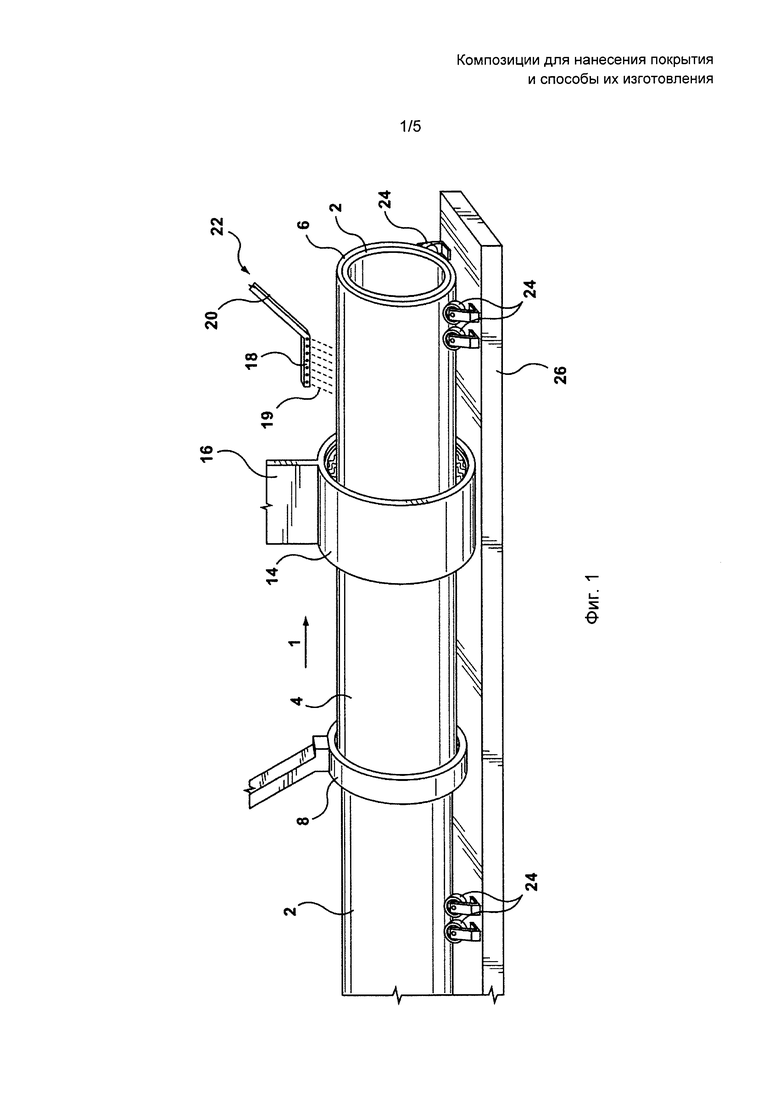
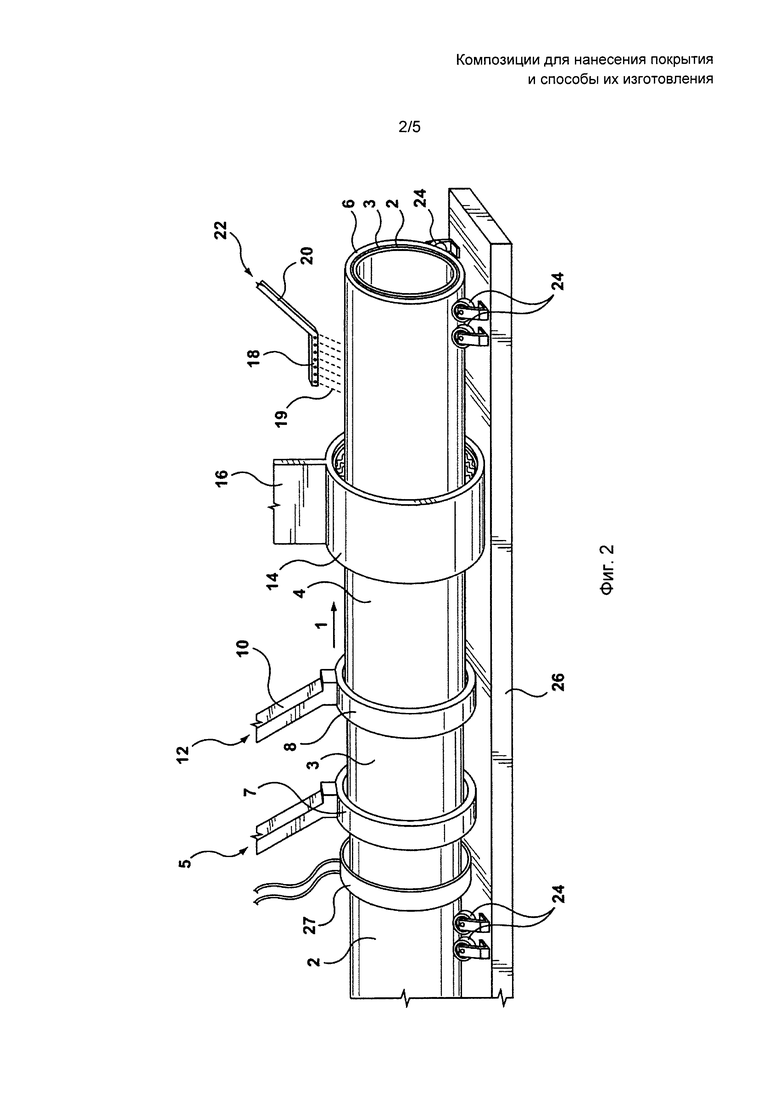
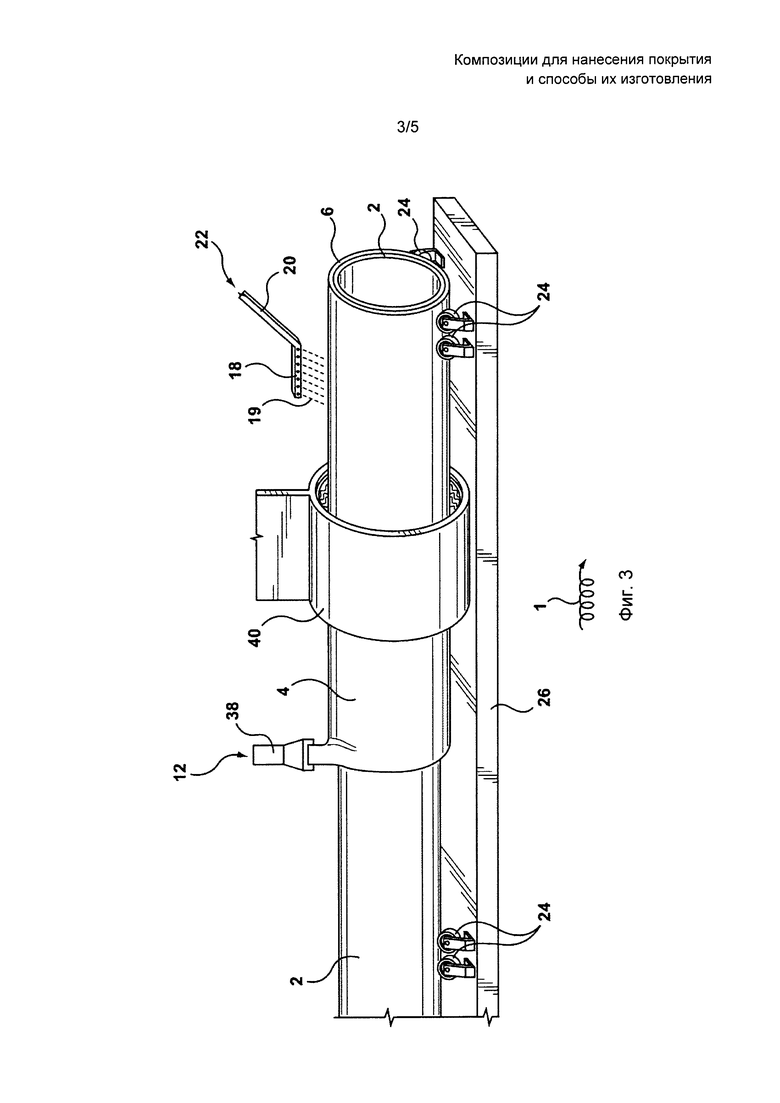
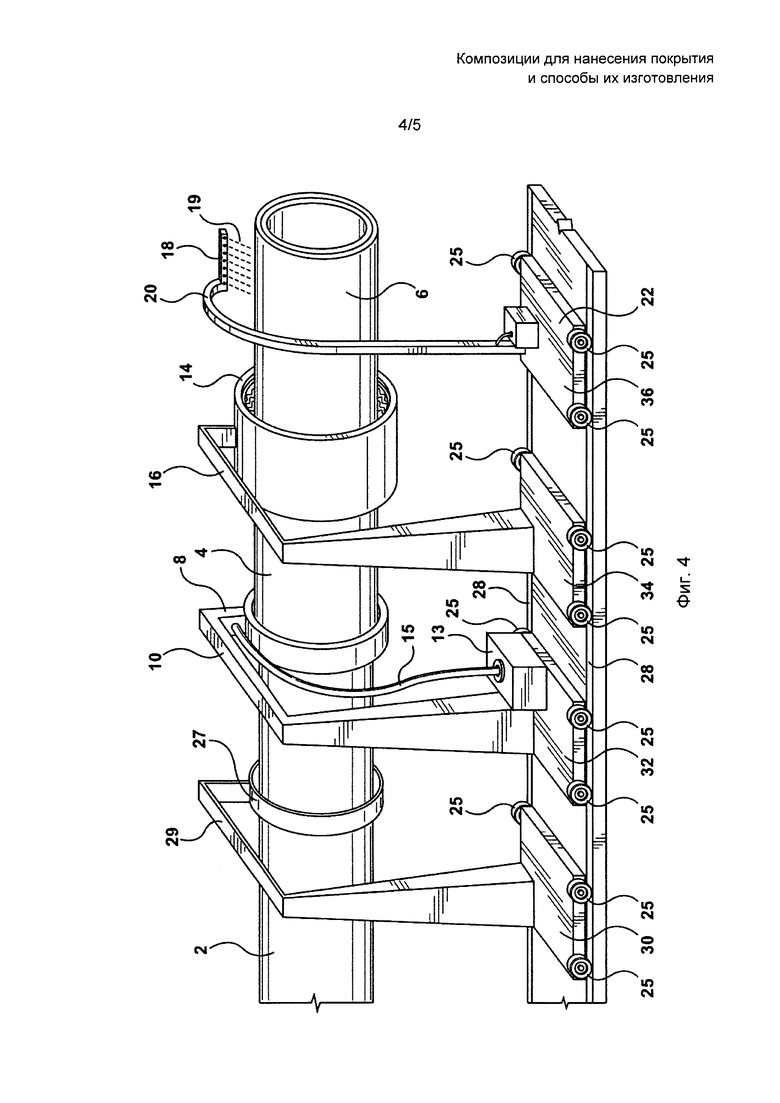
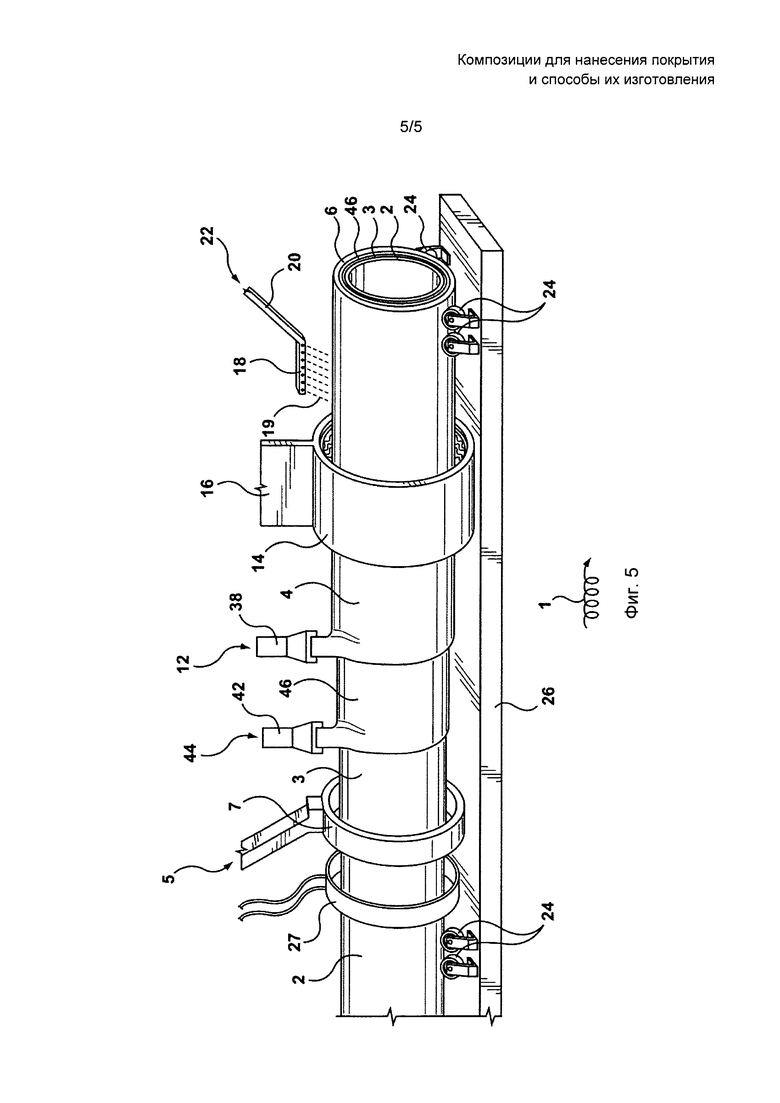
Изобретение относится к способу нанесения покрытия на удлиненное металлическое трубчатое изделие (трубу) и его вариантам с использованием композиции для покрытия на основе эпоксидного концентрата, объединенного с концентратом наполнителя и полиолефином, к способу изготовления композиции для нанесения покрытия, к устройству для нанесения покрытия на удлиненное металлическое трубчатое изделие и его вариантам, к комплекту для изготовления композиции для нанесения покрытия и его вариантам, а также к эпоксидному концентрату, концентратам наполнителя, отверждающего агента для применения их в способах для нанесения указанных покрытий. Используемая в способах для нанесения покрытия композиция содержит эпоксидный концентрат А, концентрат В наполнителя, полиолефин (содержащий полиолефин компонент), возможно, силан в качестве усилителя адгезии, концентрат отверждающего агента. Указанное изобретение можно использовать при нанесении антикоррозионного покрытия на трубе, и предназначенного для применения в нефтяных, газовых и водных трубопроводах. 15 н. и 16 з.п. ф-лы, 5 ил., 17 табл., 4 пр.
1. Способ нанесения покрытия на удлиненное металлическое трубчатое изделие, включающий:
(a) нагревание удлиненного металлического трубчатого изделия;
(b) нанесение на удлиненное металлическое трубчатое изделие наплавляемого покрытия из эпоксидной смолы;
(c) нанесение на наплавляемое покрытие из эпоксидной смолы композиции для нанесения покрытия,
(d) возможно, отверждение композиции для нанесения покрытия, где указанное отверждение предпочтительно включает нагревание композиции для нанесения покрытия инфракрасным нагревателем,
(e) возможно, нанесение наружного покрытия на покрытие из указанной композиции для нанесения покрытия, предпочтительно полиэфирного наружного покрытия,
где композиция для нанесения покрытия представляет собой расплавленную смесь:
(i) эпоксидного концентрата А;
(ii) концентрата В наполнителя;
(iii) полиолефина и, возможно,
(iv) силана в качестве усилителя адгезии;
где эпоксидный концентрат А находится в твердой форме и содержит в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме;
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) улучшающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и улучшающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердой форме; и где эпоксидный концентрат не содержит отверждающего агента; и
где концентрат В наполнителя находится в твердой форме и содержит в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) улучшающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и улучшающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
(B3) отверждающий агент, способный отверждать эпоксидную смолу; и где концентрат В наполнителя не содержит эпоксидной смолы.
2. Способ нанесения покрытия на удлиненное металлическое трубчатое изделие, включающий:
(a) нагревание удлиненного металлического трубчатого изделия;
(b) нанесение на удлиненное металлическое трубчатое изделие наплавляемого покрытия из эпоксидной смолы;
(c) нанесение на наплавляемое покрытие из эпоксидной смолы композиции для нанесения покрытия,
(d) возможно, отверждение композиции для нанесения покрытия, где указанное отверждение предпочтительно включает нагревание композиции для нанесения покрытия инфракрасным нагревателем,
(e) возможно, нанесение наружного покрытия на покрытие из указанной композиции для нанесения покрытия, предпочтительно полиэфирного наружного покрытия,
где композиция для нанесения покрытия представляет собой расплавленную смесь:
(i) эпоксидного концентрата А;
(ii) концентрата В наполнителя;
(iii) концентрата С отверждающего агента;
(iv) полиолефина и, возможно,
(v) силана в качестве усилителя адгезии;
где эпоксидный концентрат А находится в твердой форме и содержит в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме;
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) улучшающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и улучшающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердой форме; и где эпоксидный концентрат не содержит отверждающего агента; и
где концентрат В наполнителя находится в твердой форме и содержит в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством в нему; и где концентрат В наполнителя не содержит отверждающего агента; и
где концентрат С отверждающего агента находится в твердой форме и содержит в виде смеси:
(С1) содержащий полиолефин компонент, включающий по меньшей мере один из (i) полиолефина; (ii) усиливающего совместимость полимера, то есть модифицированного полиолефина или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к компоненту наполнителя; и
(С2) отверждающий агент, способный отверждать эпоксидную смолу; и где концентрат отверждающего агента не содержит эпоксидной смолы.
3. Эпоксидный концентрат А для применения в способе по любому из пп. 1 или 2, включающий в виде смеси:
(А1) отверждаемую эпоксидную смолу в твердой форме;
(А2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, предпочтительно привитого полиэтилена, или (ii) смеси полиолефина, предпочтительно полиэтилена, и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, реакционноспособные по отношению к отверждаемой эпоксидной смоле в твердой форме;
(A3) возможно, силан в качестве усилителя адгезии/добавки, усиливающей совместимость, предпочтительно в виде твердого порошка; и
(А4) возможно, концентрат на основе черного полиэтилена;
(А5) возможно, УФ-стабилизатор;
где эпоксидный концентрат А не содержит отверждающего агента.
4. Эпоксидный концентрат по п. 3, в котором различие температур плавления содержащего полиолефин компонента и отверждаемой эпоксидной смолы составляет менее 40%, предпочтительно менее 20%, более предпочтительно менее 10% и еще более предпочтительно менее 5%.
5. Эпоксидный концентрат по п. 3, в котором: (а) привитой полиэтилен представляет собой Fusabond М603; (b) полиэтилен представляет собой Novacor RMS-539; и/или (с) силан представляет собой A-1100-DLC или А-1120-DLC, предпочтительно в количестве от 0,1 до 1%, предпочтительно примерно 0,6% масс.
6. Эпоксидный концентрат по п. 3, содержащий свыше 50%, предпочтительно свыше 55%, более предпочтительно свыше 58%, еще более предпочтительно примерно 59% масс. отверждаемой эпоксидной смолы в твердой форме; и/или от 20 до 40%, предпочтительно от 20 до 30%, более предпочтительно примерно 25%, более предпочтительно 25,9% масс. полиэтилена; и/или от 10 до 15%, предпочтительно примерно 12% масс. привитого полиэтилена.
7. Эпоксидный концентрат по п. 3, в котором твердую эпоксидную смолу выбирают из группы, состоящей из DER 6155, DER 664UE, DER 667Е, EPON 1004F, EPON 2005, EPON 1007F, DEN 438, DEN 439 и EPON 2014; предпочтительно она представляет собой DER 6155.
8. Эпоксидный концентрат А для применения в способе по любому из пп. 1, 2, состоящий по существу из смеси следующих компонентов, % масс.: примерно 26% полиэтилена; примерно 14,5% привитого полиэтилена; примерно 0,5% силана; и примерно 59% твердой эпоксидной смолы, и, возможно, также включающий достаточное количество концентрата на основе черного полиэтилена для того, чтобы придать эпоксидному концентрату легко воспринимаемую окраску.
9. Эпоксидный концентрат по п. 8, состоящий по существу из: примерно 26% полиэтилена; примерно 12% привитого полиэтилена; примерно 0,3% силана; примерно 59% твердой эпоксидной смолы; и примерно 2,7% концентрата на основе черного полиэтилена.
10. Концентрат В наполнителя для применения в способе по п. 1, включающий в виде смеси:
(B1) компонент наполнителя в виде порошка;
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, предпочтительно привитого полиэтилена, более предпочтительно Fusabond М603, или (ii) смеси полиолефина, предпочтительно полиэтилена, более предпочтительно Novacor RMS-539, и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
(B3) отверждающий агент, способный отверждать эпоксидную смолу;
(B4) возможно, силан в качестве усилителя адгезии/добавки, усиливающей совместимость, предпочтительно в виде твердого порошка, более предпочтительно А-1100-DLC или А-1120-DLC; и
(B5) возможно, концентрат на основе черного полиэтилена;
(B6) возможно, УФ-стабилизатор;
где указанный концентрат не содержит эпоксидной смолы.
11. Концентрат В наполнителя для применения в способе по п. 2, включающий в виде смеси:
(B1) компонент наполнителя в виде порошка; и
(B2) содержащий полиолефин компонент, включающий по меньшей мере один из (i) усиливающего совместимость полимера, то есть модифицированного полиолефина, предпочтительно привитого полиэтилена, более предпочтительно Fusabond М603, или (ii) смеси полиолефина, предпочтительно полиэтилена, более предпочтительно Novacor RMS-539, и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему;
(B3) возможно, силан в качестве усилителя адгезии/добавки, усиливающей совместимость, предпочтительно в виде порошка, более предпочтительно А-1100-DLC или A-1120-DLC;
(B4) возможно, концентрат на основе черного полиэтилена;
(B5) возможно, УФ-стабилизатор;
где указанный концентрат не содержит эпоксидной смолы.
12. Концентрат наполнителя по любому из пп. 10, 11, содержащий свыше 50%, предпочтительно свыше 55%, более предпочтительно свыше 60%, еще более предпочтительно свыше 65% и еще более предпочтительно примерно 67% масс. порошка наполнителя; и/или от 20 до 40%, предпочтительно от 20 до 30%, еще более предпочтительно примерно 29% масс. полиэтилена; и/или от 1 до 5%, предпочтительно примерно 2% масс. привитого полиэтилена; и/или от 0,1 до 2%, предпочтительно примерно 1% масс. силана; и/или от 0,5 до 1,5%, предпочтительно примерно 0,8%, УФ-стабилизатора.
13. Концентрат наполнителя по любому из пп. 10, 11, в котором (а) наполнитель выбирают из группы, состоящей из карбоната кальция, сульфата кальция, сульфата бария, глины (например, монтмориллонита или бентонита), стеклянных шариков и полых стеклянных шариков, микросфер, слюды, оксида кремния, полевого шпата и метасиликата кальция (например, волластонита), предпочтительно волластонита; и/или (b) отверждающий агент выбирают из группы, состоящей из цианогуанидина, гидразидного соединения, гидразина, фенольного отвердителя, ангидрида, алифатического первичного амина, ароматического первичного амина, алифатического вторичного амина и ароматического вторичного амина, предпочтительно дициандиамида Omicure DDA-10.
14. Концентрат наполнителя для применения в способе по п. 1, состоящий, по существу, из смеси следующих компонентов, % масс.: примерно 28% полиэтилена; примерно 2% привитого полиэтилена; примерно 1% силана; примерно 68% порошка наполнителя; и примерно 1% отверждающего агента, возможно, включающий также достаточное количество концентрата на основе черного полиэтилена для того, чтобы придать концентрату наполнителя легко воспринимаемую окраску.
15. Концентрат С отверждающего агента для применения в способе по п. 2, включающий в виде смеси:
(С1) содержащий полиолефин компонент, включающий по меньшей мере один из: (i) полиолефина; (ii) усиливающего совместимость полимера, то есть модифицированного полиолефина, или (ii) смеси полиолефина и усиливающего совместимость полимера, то есть модифицированного полиолефина; при этом указанный модифицированный полиолефин содержит функциональные группы, совместимые с компонентом наполнителя и/или обладающие сродством к нему; и
(С2) отверждающий агент, способный отверждать эпоксидную смолу; и где концентрат отверждающего агента не содержит эпоксидной смолы, где предпочтительно отверждающий агент составляет 15% масс. или более; предпочтительно 25% масс. или более; более предпочтительно 45% масс. или более, концентрата отверждающего агента.
16. Концентрат отверждающего агента по п. 15, в котором отверждающий агент выбирают из группы, состоящей из цианогуанидина, гидразидного соединения, гидразина, фенольного отвердителя, ангидрида, алифатического первичного амина, ароматического первичного амина, алифатического вторичного амина и ароматического вторичного амина; предпочтительно из дициандиамида Omicure DDA-10.
17. Комплект для изготовления композиции для нанесения покрытия, включающий:
[a] эпоксидный концентрат А по любому из пп. 3-9;
[b] концентрат В наполнителя по любому из пп. 10 и 12-14;
[c] возможно, силан в качестве усилителя адгезии;
[d] инструкции по осуществлению способа по п. 1, для изготовления композиции для нанесения покрытия; при этом указанные инструкции включают инструкции по объединению эпоксидного концентрата с концентратом наполнителя, полиолефином и, возможно, усилителем адгезии/добавкой, усиливающей совместимость, и расплавлению указанного сочетания с получением композиции для нанесения покрытия, например указанные инструкции включают указания массовой доли эпоксидного концентрата, концентрата наполнителя, полиолефина и, возможно, концентрата отверждающего агента и/или усилителя адгезии, подлежащие объединению, где предпочтительно массовые доли составляют: 50% полиолефина, 30% концентрата наполнителя, 17% эпоксидного концентрата и 3% усилителя адгезии.
18. Комплект для изготовления композиции для нанесения покрытия, включающий:
[a] эпоксидный концентрат А по любому из пп. 3-9;
[b] концентрат В наполнителя по любому из пп. 11-14;
[c] концентрат С отверждающего агента по любому из пп. 15, 16;
[d] возможно, силан в качестве усилителя адгезии;
[e] инструкции по осуществлению способа по п. 2, для изготовления композиции для нанесения покрытия; при этом указанные инструкции включают инструкции по объединению эпоксидного концентрата, концентрата наполнителя, концентрата отверждающего агента, полиолефина и, возможно, усилителя адгезии/добавки, усиливающей совместимость, и расплавлению указанного сочетания с получением композиции для нанесения покрытия, например указанные инструкции включают указания массовой доли эпоксидного концентрата, концентрата наполнителя, полиолефина и, возможно, концентрата отверждающего агента и/или усилителя адгезии, подлежащие объединению, где предпочтительно массовые доли составляют: 50% полиолефина, 30% концентрата наполнителя, 17% эпоксидного концентрата и 3% усилителя адгезии.
19. Комплект по любому из пп. 17, 18, дополнительно включающий полиолефин.
20. Способ изготовления композиции для нанесения покрытия, включающий:
- объединение эпоксидного концентрата А по любому из пп. 3-9, концентрата В наполнителя по любому из пп. 10-14, полиолефина и, возможно, силана в качестве усилителя адгезии, с получением по существу однородной смеси;
- расплавление по существу однородной смеси с получением композиции для нанесения покрытия.
21. Способ нанесения покрытия на трубу, включающий нанесение расплавленной композиции для нанесения покрытия по п. 20 на предварительно нагретую поверхность покрытой эпоксидной смолой трубы, после чего указанной композиции для нанесения покрытия дают охладиться примерно до комнатной температуры, возможно, дополнительно включающий стадию отверждения полимерной композиции по мере того, как она охлаждается примерно до комнатной температуры, или после охлаждения, в котором предпочтительно отверждение проводят с помощью инфракрасного нагревателя, перед тем, как указанная композиция для нанесения покрытия достигает комнатной температуры, и, возможно, дополнительно включающий дополнительное нанесение на трубу наружного покрытия, предпочтительно полиэфирного наружного покрытия, после нанесения на трубу покрытия из композиции для нанесения покрытия.
22. Способ нанесения покрытия на удлиненное металлическое трубчатое изделие, имеющее внешнюю поверхность и внутреннюю поверхность, включающий в единой последовательности следующие стадии:
(a) возможно, очистку внешней поверхности, предпочтительно с использованием струйной обработки и/или промывки кислотой указанной внешней поверхности;
(b) возможно, нагревание внешней поверхности;
(c) возможно, нанесение антикоррозионного слоя, предпочтительно наплавляемой эпоксидной смолы или жидкой эпоксидной смолы, где нанесение предпочтительно проводят методом напыления, распыления или покраски;
(d) возможно, нанесение адгезионного слоя, где нанесение адгезионного слоя предпочтительно осуществляют экструзией или напылением адгезива на указанную внешнюю поверхность;
(e) нанесение на указанную внешнюю поверхность композиции сшиваемого, предпочтительно несшитого, полиолефина, включающей отверждаемую эпоксидную смолу, усиливающий совместимость полимер, отверждающий агент, способный отверждать эпоксидную смолу, (i) порошок наполнителя и/или (ii) полые микрошарики и/или стеклянные микросферы, с получением на ней полиолефинового покрытия предпочтительно путем экструзии горячей расплавленной композиции сшиваемого полиолефина на указанную внешнюю поверхность и/или нанесения порошкового покрытия из указанной композиции сшиваемого полиолефина на указанную внешнюю поверхность;
(f) воздействие на полиолефиновое покрытие посредством источника энергии, предпочтительно источника инфракрасной энергии, источника ультрафиолетовой энергии, электронного пучка, источника микроволновой энергии, индукционной катушки, источника горячего воздуха и/или конвекционной печи, предпочтительно до температуры от 160 до 240°С, таким образом сшивая указанное полиолефиновое покрытие, с получением сшитого полиолефинового покрытия; и
(g) быстрое охлаждение указанного сшитого полиолефинового покрытия, предпочтительно посредством быстрого охлаждения холодной водой, более предпочтительно включающее быстрое охлаждение внутренней поверхности и/или внешней поверхности, например, быстрым охлаждением ламинарным потоком.
23. Способ по п. 22, в котором композиция сшиваемого полиолефина является частично сшитой, а покрытие из сшитого полиолефина содержит более высокий процент сшитого полиолефина, чем композиция сшиваемого полиолефина.
24. Способ по п. 22, в котором композиция сшиваемого полиолефина включает полиэтилен или полипропилен.
25. Способ по п. 22, в котором полые микрошарики и/или стеклянные микросферы образуют синтактическую матрицу в композиции сшиваемого полиолефина.
26. Устройство для нанесения покрытия на движущееся удлиненное металлическое трубчатое изделие с использованием способа по любому из пп. 1, 2, 21 и 22-25, включающее:
(a) блок экструзионной головки, предпочтительно включающий плоскую экструзионную головку или кольцевую экструзионную головку;
(b) блок источника энергии, предпочтительно включающий источник инфракрасной энергии, источник ультрафиолетовой энергии, электронный пучок, источник микроволновой энергии, индукционную катушку, источник горячего воздуха и/или конвекционную печь;
(c) блок охлаждающего устройства, предпочтительно включающий систему распределения воды, которая подает холодную воду на удлиненное металлическое трубчатое изделие, предпочтительно на внешнюю и/или внутреннюю поверхность удлиненного металлического трубчатого изделия;
(d) транспортирующее устройство для перемещения удлиненного металлического трубчатого изделия между блоками;
(e) возможно, блок очистки, предпочтительно включающий устройство для струйной обработки и/или промывки кислотой;
(f) возможно, блок предварительного нагрева, предпочтительно включающий нагреватель;
(g) возможно блок нанесения антикоррозионного слоя, предпочтительно включающий устройство для нанесения покрытия распылением или устройство для нанесения порошка;
(h) возможно, блок нанесения адгезионного слоя, предпочтительно включающий устройство для нанесения адгезионного слоя.
27. Устройство для нанесения покрытия на стационарное удлиненное металлическое трубчатое изделие с использованием способа по любому из пп. 1, 2, 21 и 22-25, включающее:
(a) направляющую, проходящую вблизи удлиненного металлического трубчатого изделия и, главным образом, параллельно ему;
(b) систему каретки, помещенную на направляющую и включающую экструзионную головку, предпочтительно плоскую экструзионную головку или кольцевую экструзионную головку, источник энергии, предпочтительно включающий источник инфракрасной энергии, источник ультрафиолетовой энергии, электронный пучок, источник микроволновой энергии, индукционную катушку, источник горячего воздуха и/или конвекционную печь; и охлаждающее устройство, предпочтительно включающее систему распределения воды, которая подает холодную воду на удлиненное металлическое трубчатое изделие, предпочтительно на внешнюю или на внутреннюю поверхность;
(c) транспортную систему для перемещения системы каретки вдоль направляющей;
(d) возможно, блок очистки, предпочтительно включающий устройство для струйной обработки и/или промывки кислотой;
(e) возможно, нагреватель;
(f) возможно, устройство для нанесения антикоррозионного слоя, предпочтительно включающее устройство для нанесения покрытия напылением или устройство для нанесения порошка; и
(g) возможно, устройство для нанесения адгезионного слоя.
28. Устройство по п. 27, в котором система каретки включает единственную каретку.
29. Устройство по п. 27, в котором система каретки включает множество кареток.
30. Устройство по п. 27, в котором транспортная система может независимо перемещать множество кареток вдоль направляющей.
31. Устройство по любому из пп. 27-30, в котором указанное удлиненное металлическое трубчатое изделие является направляющей.
| ЕА 200901399 А1, 30.04.2010 | |||
| US 2011152408 A1, 21.06.2011 | |||
| US 2007036982 A1, 15.02.2007 | |||
| US 5300336 A, 05.04.1994 | |||
| КОНЦЕНТРАТ, ПРИГОДНЫЙ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛИЗИРОВАННЫХ ПОЛИОЛЕФИНОВ, СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРАТА, СПОСОБЫ ФУНКЦИОНАЛИЗАЦИИ ГОМОПОЛИМЕРОВ И СОПОЛИМЕРОВ ОЛЕФИНОВ, ФУНКЦИОНАЛИЗИРОВАННЫЙ ПОЛИОЛЕФИН | 1993 |
|
RU2138524C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ, ПОЛИОЛЕФИНОВАЯ КОМПОЗИЦИЯ, ПЛЕНКА, ЛЕНТА ИЛИ ПОЛОСКА | 1994 |
|
RU2144051C1 |
| Способ обезвоживания кристаллической соды | 1928 |
|
SU16663A1 |

