ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к стентам, которые являются внутрипросветными эндопротезными устройствами, имплантированными в сосуды в теле пациента, такие как кровеносные сосуды, для поддерживания и удерживания сосудов открытыми или фиксации и поддерживания других эндопротезов в сосудах.
УРОВЕНЬ ТЕХНИКИ
[0002] Известны различные стенты. Как правило, стенты в целом имеют трубчатую форму и являются расширяющимися от относительно небольшого нерасширенного диаметра до увеличенного расширенного диаметра. Во время имплантации стент с его относительно небольшим нерасширенным диаметром обычно устанавливают и удерживают на конце катетера. С использованием катетера нерасширенный стент доставляют сквозь просвет к намеченному участку имплантации. После доставки к намеченному участку имплантации стент расширяется обычно под действием внутренней силы, например, путем наполнения баллона, размещенного внутри стента, или путем обеспечения возможности саморасширения стента, например путем удаления втулки, размещенной вокруг саморасширяющегося стента, в результате чего стента расширяется в наружном направлении. Некоторые саморасширяющиеся стенты дополнительно расширяются до их конечного диаметра посредством баллона. Во всех этих случаях расширенный стент препятствует тенденции сосуда к сужению и, таким образом, поддерживает раскрытое состояние сосуда.
[0003] Стенты могут быть выполнены из трубок или из плоского листа металла, что также равноправно относится и к настоящей заявке, такого как плоский лист металла, который сворачивают и фиксируют, например, сваркой, механической защелкой или иным способом, для формирования трубчатой структуры стента.
[0004] Некоторые примеры патентов, относящихся к конструкциям стента, включают: патент США №4733665 (Palmaz); патенты США №4800882 и № 5282824 (Gianturco); патенты США №4856516 и №5116365 (Hillstead); патенты США №4886062 и №4969458 (Wiktor); патент США №5019090 (Pinchuk); патент США №5102417 (Palmaz и Schatz); патент США №5104404 (Wolff); патент США №5161547 (Tower); патент США №5383892 (Cardon и др.); патент США №5449373 (Pinchasik и др.); и патент США №5733303 (Israel и др).
[0005] Один тип стента известен как спиральный или свернутый в спираль стент. Такая конструкция стента описана, например, в патентах США №6503270 и №6355059, которые полностью включены в настоящую заявку посредством ссылки. Стент, имеющий такую конструкцию, выполнен как спиральный стент, в котором спираль сформирована из свернутой полосы ячеек, формирующих змеевидную форму, содержащую набор изгибов. Также известны и другие подобные конструкции спирально свернутых стентов.
[0006] Одна задача известных конструкций стента состоит в обеспечении достаточной радиальной прочности стента, когда он находится в расширенном положении, таким образом, чтобы он мог в достаточной степени поддерживать просвет. Однако стенты с высокой радиальной прочностью также имеют тенденцию к повышенной продольной жесткости, чем сосуд, в который стент имплантирован. Если стент имеет более высокую продольную жесткость, чем сосуд, в который он имплантирован, увеличивается вероятность травмирования сосуда в концах стента из-за концентрации напряжений по причине несоответствия между стентированными и нестентированными секциями сосуда, или, иными словами, жесткий стент может препятствовать естественной тенденции сосуда к изгибу и растяжению. Наоборот, стенты с повышенной гибкостью часто недостаточно хорошо и/или неравномерно осуществляют радиальную поддержку стенки сосуда. Таким образом, имеется постоянная потребность в стенте, имеющем гармоничное сочетание хорошей радиальной прочности и высокой продольной гибкости.
[0007] Другая проблема уровня техники состоит в упрощении процесса изготовления стента для сокращения затрат и исключения производственных дефектов с одновременным обеспечением однородной высокой гибкости и достаточной радиальной прочности стента.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0008] В настоящем изобретении предложен спиральный стент, который отличается продольной гибкостью, так что может быть легко продвинут в извилистые просветы, и который не изменяет в значительной степени податливость сосуда после развертывания стента, причем стент является относительно прочным, так что предотвращает изгибы или скручивания сосуда, которые потенциально сужают просвет, и сокращает значительную часть неподдержанных областей стенки сосуда. Стент согласно настоящему изобретению содержит спиральную структуру, поддерживаемую слоем полимерного волокна или другим крепежным средством. Кроме того, данный стент отличается радиальной прочностью, свойственной металлической структуре, в сочетании с высокой продольной гибкостью, податливостью и усталостной прочностью при продольных повторяющихся изгибах, сжатиях и скручиваниях, которые намного превышают подобные показатели, достижимые металлическими стентами.
[0009] Один из вариантов реализации настоящего изобретения содержит основной компонент стента в сочетании со слоем полимерного волокна, таким как например, биологически совместимый материал, причем слой полимерного волокна поддерживает трубчатую форму стента, в то время как основной компонент обеспечивает структурную поддержку сосуда и слоя полимерного волокна для предотвращения провисания полимерного слоя в просвет после развертывания стента.
[0010] Основной компонент стента может быть сформирован из полосы или ленты в качестве непрерывного удлиненного компонента, предпочтительно имеющего разделенные волнообразные части, формирующие периодические петельные части. Волнообразные части следует понимать как части, имеющие в целом синусоидальную или зигзагообразную форму. Полоса может быть спирально свернута для изготовления спиральной трубчатой структуры, которая после ее расширения может удерживать кровеносный сосуд в открытом состоянии. Полоса предназначена для естественного формирования спиральной трубчатой структуры после спирального свивания, так что отдельные циклы спиральных витков, определенные длиной полосы, требуемой для пересечения всей окружности результирующей трубчатой структуры в спиральном направлении, разнесены вдоль продольной оси трубчатой структуры. Стент также может содержать две или большее количество одновременно свернутых полос, так что витки различных полос взаимно меняются или чередуются вдоль стента, или частично или полностью перекрываются.
[0011] Согласно другому варианту реализации основной компонент стента или спирально ориентированная полоса могут быть изготовлены из трубки, из которой необходимая трубчатая конструкция может быть вытравлена или вырезана лазером в форме спирально свернутой структуры согласно настоящему изобретению.
[0012] Основной компонент стента образует трубчатую структуру из спиральных витков. Расстояние вдоль продольной оси стента между циклами спиральных витков может изменяться по длине в зависимости от требований к конкретному стенту.
[0013] Согласно другому варианту реализации основной компонент стента может быть сконструирован таким образом, что каждый волнообразный виток непосредственно сближен с соседним волнообразным витком спиральной структуры таким образом, что пространство между циклами является минимальным; т.е. волнообразная форма принимается в соседний по существу подобной волнообразной формой в различных циклах спиральных витков. Таким образом, спиральные витки стента обеспечивают улучшенный охват стенки просвета без потери общей гибкости стента. Поскольку спиральные витки могут быть приняты друг в друга без непосредственного контакта между ними, общая гибкость сформированного стента не ухудшается из-за близости различных циклов спиральных витков. Такое расположение также предотвращает потенциальное провисание полимерного слоя, соединяющего спираль. Принятие друг в друга элементов соседних витков может быть обеспеченно или совмещением волнообразных структур, описанных выше, или совмещением соединенных элементов любого типа, связанных с волнообразной структурой. Эти элементы могут быть прямыми, подобными стержню элементами, выровненными с продольным направлением стента или наклонными или изогнутыми относительно продольного направления стента.
[0014] Основной компонент стента может содержать боковые полосы и концевые полосы. Боковые полосы проходят параллельно вдоль основного компонента стента. Каждая из полос предпочтительно содержит волнообразную форму, которая может пересекаться непосредственно с одной или большим количеством соседних боковых полос или поперечных распорок. Концевые полосы могут проходить от любого конца полосы и могут быть расположены под углом к боковым полосам, которые формируют центральную часть полосы. Эти концевые полосы могут быть предназначены для формирования периферийной полосы или кольца вкруг трубчатой структуры в любом конце или в обоих концах стента после формирования. Концевые полосы могут быть сужены и/или скреплены с использованием дополнительных средств, таких как зацепы, полимеры, сварка или тому подобное для скрепления концов спиральной трубчатой структуры. Согласно другому варианту реализации концевые полосы могут быть сформированы продолжением длины боковой полосы, так что одиночная волнообразная форма проходит в любом продольном направлении основного компонента стента. Основной компонент стента дополнительно может содержать один или большее количество зацепов, проходящих от любой боковой полосы или от обеих боковых полос под углом, выбранным с возможностью выравнивания с концевой полосой после формирования трубчатого стента. После формирования стента, например, спиральной навивкой основного компонента стента, зацеп может быть соединен с концевой полосой с использованием сварки или другими средствами для формирования замкнутой полосы или кольца вокруг стента; полоса или кольцо могут быть ориентированы приблизительно у ствола прямого цилиндра, ось которого совпадает с продольной осью стента.
[0015] Основной компонент стента может быть сформирован из аморфных металлических сплавов, металлов с регулярной кристаллической решеткой или других биологически совместимых материалов. Аморфные металлические стенты согласно настоящему изобретению могут быть сформированы из одного или большего количества плоских листов спирально свернутого металла. Поскольку аморфные металлические сплавы являются трудно свариваемыми без возвращения металла к нежелательной кристаллической форме, в настоящем изобретении рассматривается обертывание спирально свернутого основного компонента стента, выполненного из аморфного металлического сплава, слоем полимерного волокна или встраивание указанного компонента стента в слой полимерного волокна, такого как биологически совместимый неметаллический материал, и, таким образом, формирование гибридного стента, в котором признак "гибридный" означает, что механические свойства стента являются гибридом прочной радиальной структуры, типичной для металла, и мягкой, гибкой и долговечной продольной структуры, типичной для неметаллических материалов.
[0016] Согласно одному варианту реализации основной компонент стента может быть удержан в своей навитой спиральной форме полимерным слоем без необходимости скрепления спирально свернутой полосы сваркой или иным способом. Второй компонент стента, т.е. крепежное средство, может быть использован для обеспечения продольной жесткости и структурной поддержки трубчатой формы основного компонента стента с одновременным обеспечением продольной гибкости стента. Крепежное средство ориентировано и прикреплено к основному компоненту стента таким образом, что после расширения или изгиба стента крепежное средство способствует общей гибкости стента и в то же время способствует поддерживанию трубчатой формы основного компонента стента. Крепежное средство может содержать волокна, проволоки, нити, полосы, полосы, полимеры, сетки или тому подобные материалы. Согласно другому варианту реализации спиральная форма основного компонента стента удерживается сваркой или взаимозацепляющими элементами спиральных витков для поддерживания надлежащей цилиндрической формы указанной конструкции. Подобным образом, описаны варианты реализации, согласно которым комбинируются полимер и другие крепежные средства для поддерживания спиральной структуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
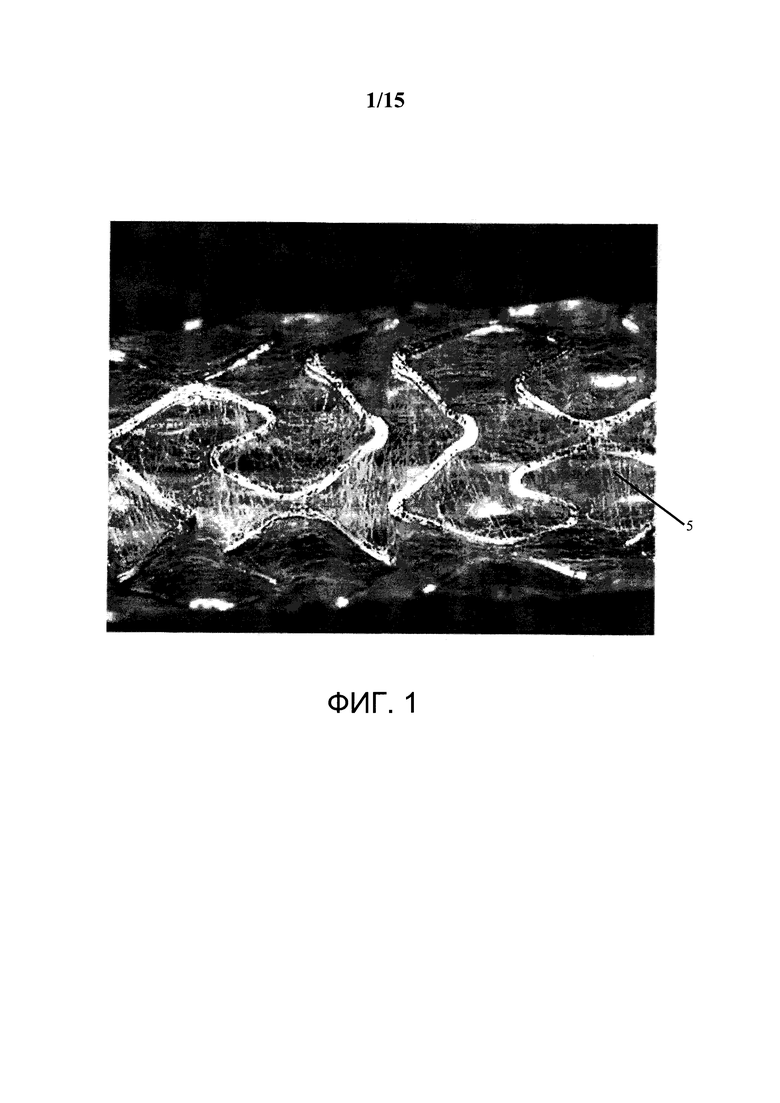
[0017] На фиг. 1 показана микрофотография элементов стента, соединенных пористой полимерной волокнистой структурой.
[0018] На фиг. 2 показан стент, содержащий схематический спиральный компонент, соединенный волокнистой полимерной структурой.
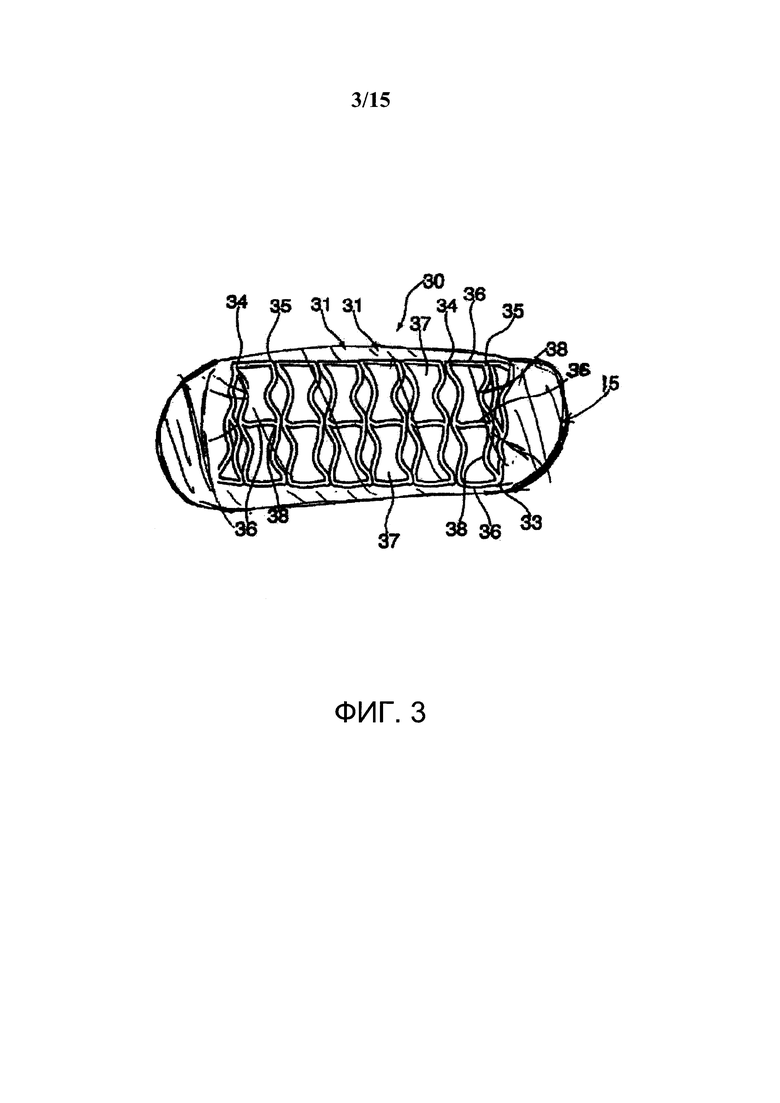
[0019] На фиг. 3 показан один из вариантов реализации основного компонента стента, соединенного волокнистой полимерной структурой.
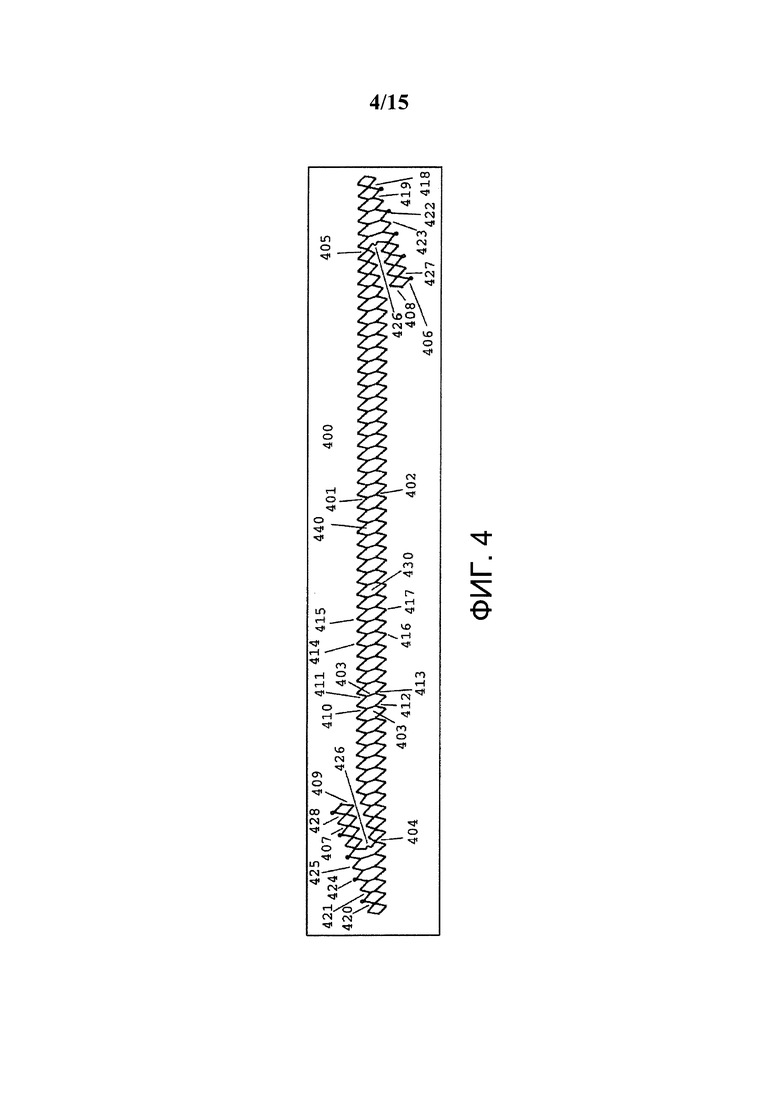
[0020] На фиг. 4 показан плоский или уплощенный полосочный основной компонент стента, сформированный согласно одному из вариантов реализации настоящего изобретения.
[0021] На фиг. 5 показан спиральный основной компонент стента согласно настоящему изобретению, имеющий изменяемые расстояния между спиральными витками.
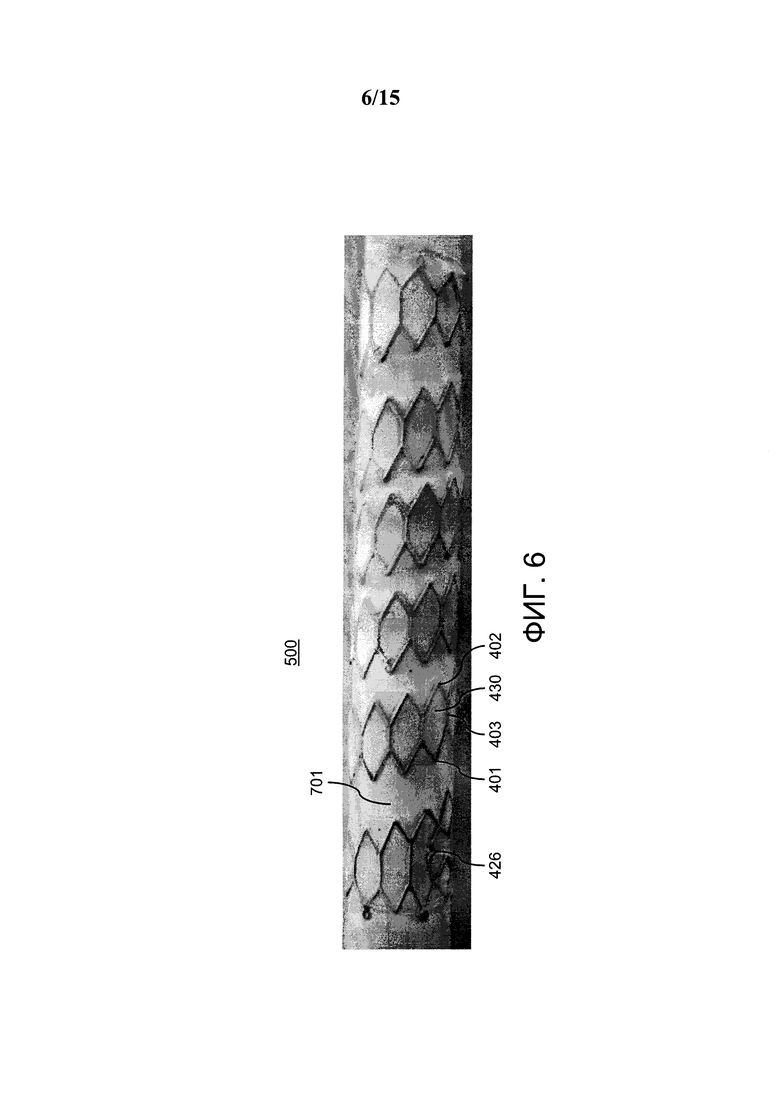
[0022] На фиг. 6 показан другой вариант реализации настоящего изобретения, содержащий спиральный основной компонент стента, имеющий боковые полосы и концевые полосы, с подробно показанными изменяющимися поперечными распорками, встроенный в полимер.
[0023] На фиг. 7 показан еще один вариант реализации настоящего изобретения, в котором витки спирального основного компонента стента приняты друг в друга.
[0024] На фиг. 8 показан один из вариантов реализации основного компонента стента, составленного из плоской полосы, содержащей формированную полосу и распорки с одной или более окончатых структур.
[0025] На фиг. 8А показано увеличенное изображение концевой полосы основного компонента стента, показанного на фиг. 8.
[0026] На фиг. 9 показан плоский вид полосы основного компонента стента, имеющей периодические неравномерности и содержащей распорки с одной или более окончатых структур.
[0027] На фиг. 9А показан увеличенный плоский вид первой концевой полосы, показанной на фиг. 9.
[0028] На фиг. 9В показан увеличенный плоский вид второй концевой полосы, показанной на фиг. 9.
[0029] На фиг. 10 показана фотография структуры крепежного средства и основного компонента стента.
[0030] На фиг. 11 показан один из вариантов реализации спирального основного компонента стента, встроенного в несколько крепежных средств полосы.
[0031] На фиг. 12 показан спиральный основной компонент стента, поддержанный множеством спиральных крепежных средств, закрепленных в дискретных точках.
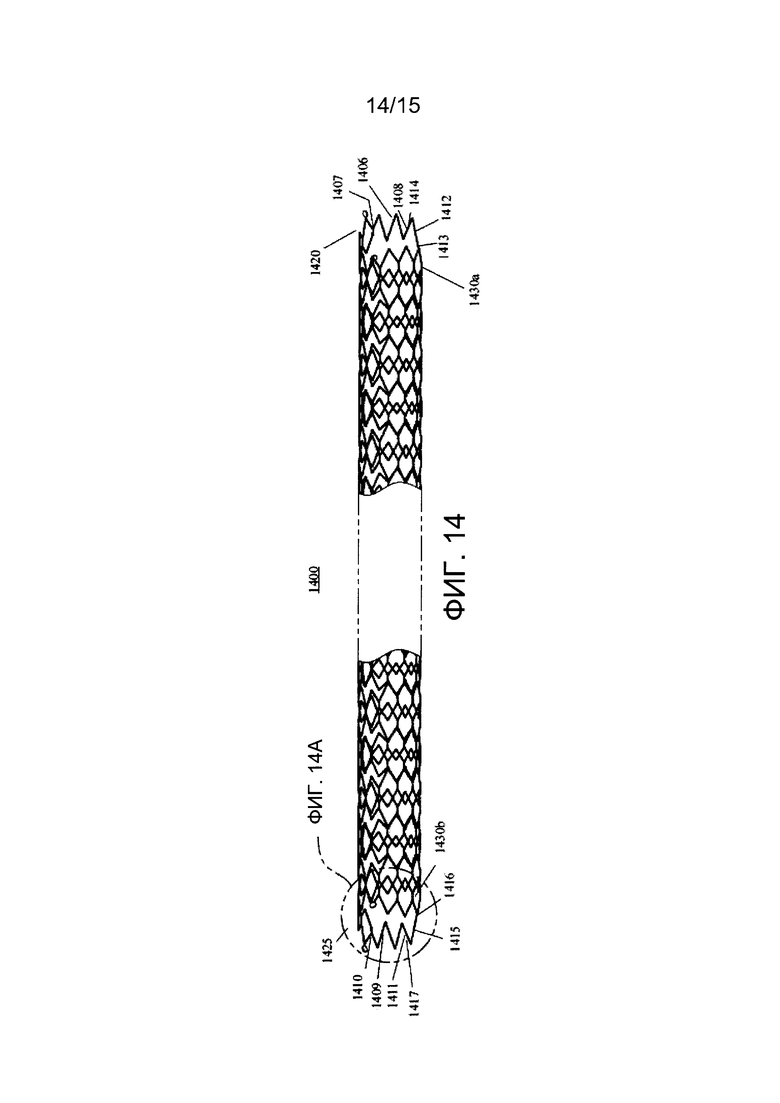
[0032] На фиг. 13 показан плоский или уплощенный вид полосы основного компонента стента, имеющего боковые полосы с периодическими неравномерностями, с концевыми полосами, имеющими периодические неравномерности, проходящие от любого конца боковых полос, а также зацепы, проходящие от каждой из боковых полос.
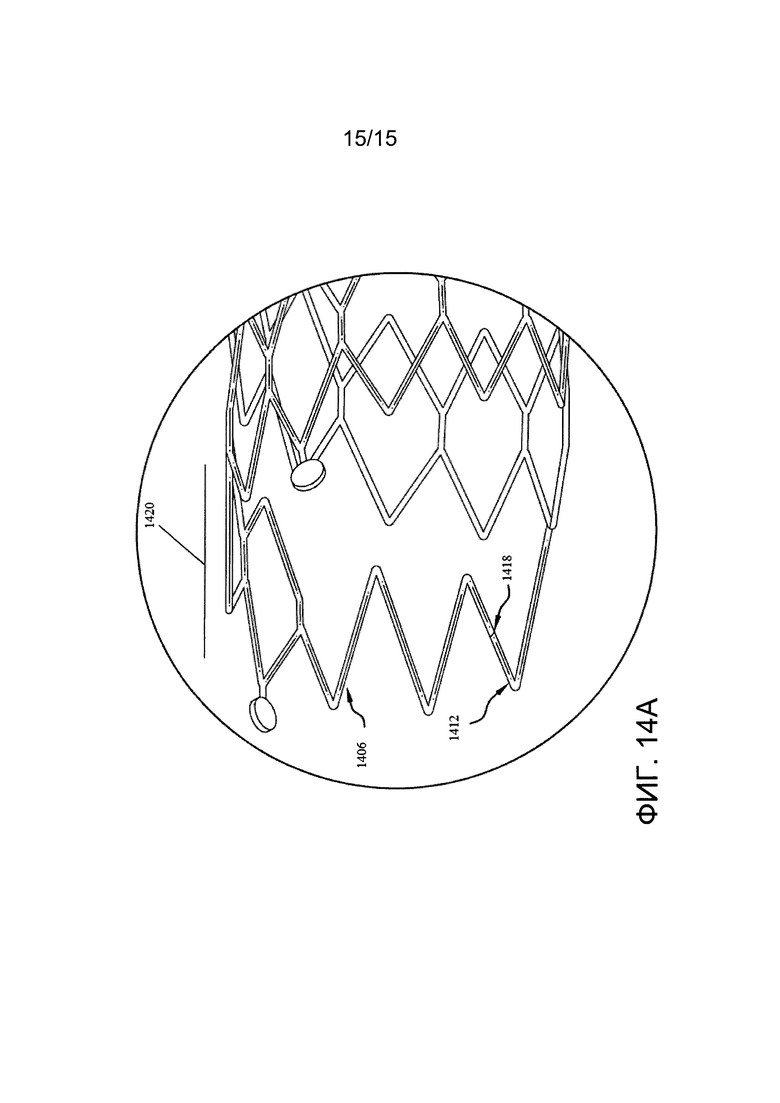
[0033] На фиг. 14 показан трубчатый вид спирального основного компонента стента, показанного на фиг. 13.
[0034] На фиг. 14А показан увеличенный частичный вид стента, показанного на фиг. 14.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0035] В настоящем изобретении предложен новый класс внутрипросветных протезных устройств, определенных как спиральные гибридные стенты. В частности, стенты согласно настоящему изобретению содержат основной компонент стента в форме спиральной трубчатой структуры. Основной компонент стента может быть удержан в своем свернутом в спираль положении вторым компонентом, скрепляющим спиральные витки в трубчатую структуру. Второй компонент может быть одним или большим количеством различных средств для удерживания основного компонента стента в трубчатой форме. Второй компонент может быть, например, сварными точками, взаимозацепляющими средствами и/или полимером. Согласно одному варианту реализации второй компонент содержит полимер или полимерные волокна, которые обернуты вокруг основного компонента стента или встроены в свернутый в спираль основной компонент стента. Диапазон упругого деформирования слоя полимерного волокна должен быть достаточным для обеспечения возможности расширения стента и максимального изгиба во время имплантации и после нее, не достигая предела упругости.
[0036] Стент согласно настоящему изобретению может быть расширяющимся посредством баллона или саморасширяющимся, или сначала саморасширяющимся и затем дополнительно расширяющимся посредством баллона. Если для доставки стента используется система с расширяющимся посредством баллона стентом, стент устанавливают на баллоне, и узел катетера размещают на участке имплантации. Затем баллон наполняют, в результате чего к стенту прикладывается сила, действующая в радиальном направлении, и стент расширяется до его расширенного диаметра. Согласно другому варианту реализации стент может быть саморасширяющимся, если отсутствует необходимость использования баллона для облегчения расширения и доставки стента.
[0037] Благодаря возможности формирования стента с одиночным основным компонентом стента вместо отдельных компонентов, настоящее изобретение обеспечивает простоту изготовления всей структуры стента без необходимости формирования множества компонентов и последующего соединения с ними для формирования стента. Настоящее изобретение также обеспечивает возможность изготовления стента, сформированного из двух или большего количества одновременно свернутых в спираль основных компонентов стента, которые могут быть выполнены из того же самого или другого материала или иметь ту же самую или другую конструкцию, так что витки различных полос могут меняться местами или чередоваться вдоль длины стента. Настоящее изобретение также обеспечивает возможность формирования стента из плохо свариваемых материалов, таких как аморфный металл, без необходимости фиксации отдельных колец.
[0038] Настоящее изобретение относится к стенту, содержащему непрерывный основной компонент стента, имеющий боковые полосы, содержащие регулярный набор периодических неравномерностей, расположенных спирально, например, подобно виткам в спиральной трубчатой форме. Основной компонент стента может быть сформирован из одной или большего количества плоских металлических полос. Согласно другому варианту реализации основной компонент стента может быть выполнен в форме трубки, в которой вытравлена или прорезана лазером спирально свернутая форма. В любом случае, спиральный стент имеет форму, напоминающую свернутую в спираль полосу или полосы, причем каждая полоса содержит две или большее количество параллельных боковых полос, каждая из которых имеет волнообразную форму. Боковые полосы объединены непосредственно и/или посредством поперечных распорок.
[0039] Основной компонент стента дополнительно может содержать концевые полосы, которые представляют собой волнообразные полосы, проходящие под углом от каждого конца основного компонента стента, причем концевые полосы проходят в общем направлении боковых полос. Каждая из концевых полос в этой ориентации проходит вдоль периферийной оси спирально свернутой трубчатой структуры. Согласно другому варианту реализации концевые полосы могут проходить в направлении, в целом параллельном боковым полосам основного компонента стента и ориентированном для выравнивания после спирального формирования стента, с зацепами, проходящими под углом от основного компонента стента. Кроме того, боковые полосы могут быть сужены без прибегания к использованию дополнительных концевых полос. Концевые полосы и сужение концов основного компонента стента обеспечивают возможность фактического выпрямления концов готового стента; т.е. позволяют стенту формировать прямой цилиндр, в котором каждый из концов цилиндрического стента лежит в плоскости, перпендикулярной продольной оси стента.
[0040] Поперечные распорки могут быть прямыми соединителями или могут иметь одну или большее количество петель между точками соединения с боковыми полосами и/или концевыми полосами. Кроме того, отдельные поперечные распорки могут соединять концевую полосу с расположенной рядом боковой полосой, в то время как другие поперечные распорки соединяют одну с другой две расположенные рядом концевые полосы или две расположенные рядом боковые полосы.
[0041] Волнообразные формы боковых полос и концевых полос выполнены таким образом, что в спирально свернутой форме расположенные рядом боковые полосы и/или концевые полосы могут быть по существу параллельными друг другу. Волнообразные формы следует понимать как имеющие вершины и впадины. Впадины могут быть определены точками соединения с поперечными распорками или впадинами ближайшей боковой полосы или концевой полосы. Концевые полосы расположены под углом, так что проходят вокруг периферийной оси спирально свернутого основного компонента стента.
[0042] Концевые секции могут быть сформированы из той же самой полосы, из которой сформированы боковые полосы. Концевые секции поддерживают свернутую в спираль структуру. Согласно другому варианту реализации спиральные витки основного компонента стента могут быть соединены отдельными элементами концевой полосы, выровненными с продольным направлением стента или расположенные с наклоном относительно продольного направления стента.
[0043] Полоса может быть сформирована с возможностью обеспечения ячеистой конструкции стента. Спиральный основной компонент стента может иметь любую конструкцию, которая имеет постоянную длину, обеспечивающую возможность радиального расширения. Примеры таких конкретных конструкций описаны помимо прочего в патенте США №6,723,119, который полностью включен в настоящую заявку посредством ссылки. Другим примером конструкции является форма стента, описанная в патенте США №7,141,062 (далее '062). Стент, описанный в патенте '062, содержит треугольные ячейки, а именно подразумевается ячейка, сформированная из трех секций, каждый из которых имеет петельную часть и три соответствующие точки для формирования путем соединения каждой ячейки. Один или большее количество рядов таких ячеек могут быть собраны в полосу, которая может быть спирально свернута из двух или большего количества боковых полос для формирования основного компонента стента. Подобным образом, ячейки в стенте, описанном в патенте США №5,733,303 (Israel и др.) (далее '303), могут быть использованы для основного компонента стента, но спирально свернутые. В патенте '303 описан стент, имеющий ячейки, сформированные из четырех секций, каждая из которых имеет петельную часть и четыре соответствующие точки для формирования путем соединения каждой ячейки, также обозначенные как квадратные ячейки. Такие квадратные ячейки могут быть сформированы с боковыми полосами и поперечными распорками спирально свернутой полосы согласно настоящему изобретению. Каждая из этих конструкций полностью включена в настоящую заявку посредством ссылки. Другие известные приспосабливаемые подобным образом ячеистые конструкции стента с легкостью могут быть использованы в спиральном стенте согласно настоящему изобретению.
[0044] Применение легкого и пористый или полимерного волокнистого материала в стентах согласно настоящему изобретению обеспечивает различные преимущества. Например, волокнистый материал обеспечивает возможность создания продольной структуры, которая повышает общую гибкость стентового устройства. Такой материал может быть включен в трубчатый стент непрерывным или прерывистым образом в зависимости от конкретных потребностей рассматриваемой структуры. Полимерный материал может формировать пористую волокнистую сетку, которая является прочным полимером. Продольная полимерная структура реализует по меньшей мере две функции. Во-первых, продольная полимерная структура отличается повышенной продольной гибкостью чем традиционная металлическая структура. Во-вторых, полимерный материал представляет собой непрерывную структуру с небольшим межволоконным расстоянием и может быть использован в качестве матрицы для элюирования медикамента, которая может обеспечить более унифицированное элюционное ложе. Другое преимущество использования этих материалов состоит в том, что непрерывное покрытие, обеспеченное материалом после развертывания стента в сосуде, как полагают, блокирует или уменьшает риск эмболизации. Еще одно преимущество состоит в предотвращении явления "ограничения стента" или осложнения при прохождении в боковые ветви, закрытые стентом. Дополнительное преимущество состоит в повышенной усталостной прочности полимерных структур, обладающих широким диапазоном упругого деформирования.
[0045] Полимерный слой может быть расположен в междоузлиях стента и/или встроен в стент. Полимерный слой может скреплять части конструкции стента или может полностью охватывать весь стент. Полимерный слой выполнен из биологически совместимого материала. Биологически совместимый материал может быть долговечным полимером, таким как полиэфиры, полиангидриды, полиэтилены, полиортоэфиры, полифосфазены, полиуретан, поликарбонат уретана, силиконы, полиолефины, полиамиды, поликапролактамы, полиимиды, поливиниловые спирты, акриловые полимеры и сополимеры, полиэфиры, целлюлозные полимеры и любые из их сочетаний в смесях или в качестве сополимеров. Примером практического использования может быть поликарбонат уретана с модифицированной силиконом основной цепью и/или расширенный политетрафторэтилен (ePTFE).
[0046] На фиг. 1 показана микрофотография типичного стента, показывающая элементы стента, соединенные пористым полимерным слоем. Стент, показанный на фиг. 1, соединен полимерным слоем 5, представленным на микрофотографии как пористая продольная структура, расположенная вдоль продольной оси стента. Показанный на фиг. 1 полимерный слой 5 является пористой прочной сеткой из волокна. Полимерный слой 5 образует непрерывную структуру, имеющую небольшие межволоконные расстояния и формирующую матрицу. Данная матрица может быть использована для элюирования медикамента и может формировать унифицированное элюционное ложе согласно известным способам. Кроме того, полимерный слой 5 может удерживать основной компонент стента в трубчатой форме и предотвращать раскручивание при расширении и изгибе. Кроме того, полимерный слой 5 обеспечивает продольную гибкость структуры стента.
[0047] Продольная структура биологически совместимого полимерного слоя может быть пористой, или она может быть выполнена в форме трубки с окончатыми структурами или набор волокон с полостями между ними для способствования прорастания неоинтимы, которая покроет стент и зафиксирует его в данном положении. Окончатые структуры также могут способствовать улучшенной стабилизации стента. Форма окончатой структуры может иметь любые необходимые размеры, форму или количество.
[0048] На фиг. 2 показана типичная спирально свернутая полоса 12, расположенная в полимерном слое, таком как пористая волокнистая сетка 10. Как показано на фиг. 2, стент выполнен в форме спирально свернутой полосы, имеющей концы 13 и витки 11. В зависимости от варианта реализации витки 11 полосы 12 являются относительно стойкими к продольному смещению или наклону благодаря ширине полосы 12. Сетка 10, вместе с тем, что обеспечивает продольную гибкость стента, дополнительно усиливает сопротивление стента продольному смещению или наклону. Полоса 12 сконструирована с возможностью поддерживания спиральной трубчатой формы.
[0049] На фиг. 3 показан змеевидный свернутый в спираль лестничный стент 30 согласно настоящему изобретению. Змеевидный свернутый в спираль лестничный стент 30, показанный на фиг. 3, содержит пористую волокнистую сетку 15, расположенную вокруг стента.
[0050] Змеевидный свернутый в спираль лестничный стент 30 согласно варианту реализации, показанному на фиг. 3, выполнен в форме спирального стента, в котором витки сформированы из спиральной полосы ячеек 37, причем стороны ячеек 37 являются змеевидными или содержат периодические неравномерности. Стент, показанный на фиг. 3, состоит из полосы, свернутой в набор спиральных витков 31, причем основной компонент стента сформирован из двух боковых полос 34, 35, соединенных друг с другом, например, набор поперечных распорок 36. Каждая боковая полоса 34, 35 сформирована в соответствии со змеевидной формой, содержащей набор периодических неравномерностей 38. После расширения стента периодические неравномерности 38 боковых полос 34, 35 раскрываются для увеличения длины каждой из отдельных ячеек 37 в спиральном направлении. Таким образом, удлинение полосы в спиральном направлении обеспечивает возможность расширения стента 30 без значительного разматывания полосы или сокращения в перспективе. В нерасширенном положении боковые полосы сжаты и формируют змеевидную сплошную среду.
[0051] В показанном на фиг. 3 варианте реализации поперечные распорки 36, соединяющие боковые полосы 34, 35 друг с другом, являются прямыми и проходят в направлении, в целом, перпендикулярном спиральному направлению, в котором намотана полоса. Согласно другому варианту реализации поперечные распорки могут иметь один или большее количество изгибов, и/или они могут проходить между указанными двумя боковыми полосами под другими углами. В показанном на чертеже варианте реализации поперечные распорки 36 соединяют обращенные в противоположных направлениях периодические неравномерности 38 на боковых полосах 34, 35, и они прикреплены к боковым полосам 34, 35 в каждой второй периодической неравномерности 38. Согласно другому варианту реализации поперечные распорки 36 могут быть присоединены в других местах и могут повторяться чаще или реже без отступления от общего принципа настоящего изобретения. Боковые полосы 34, 35 и поперечные распорки 36 формируют периметр каждой ячейки. Согласно другому варианту реализации стент может быть сформирован без поперечных распорок 36, например, путем периодического соединения двух змеевидных боковых полос 34, 35 непосредственно друг с другом в расположенных рядом точках.
[0052] Кроме того, как показано на фиг. 3, концы 33 змеевидного основного компонента стента могут быть сужены. Сужение концов 33 основного компонента стента позволяет сделать концы готового стента прямыми, т.е., указанное сужение обеспечивает возможность придания стенту формы прямого цилиндра, причем каждый из концов цилиндрического стента лежит в плоскости, перпендикулярной продольной оси стента. Концы 33 основного компонента стента могут быть соединены с соответствующими расположенными рядом витками 31 путем использования пористой волокнистой сетки 15 для соединения концов 33, например, если стент выполнен из аморфного металла.
[0053] На фиг. 4 показан один из вариантов реализации настоящего изобретения, в котором основной компонент стента показан в форме плоской полосы. Основной компонент 400 стента показан в размотанном положении, т.е. двумерном или плоском. Как показано на фиг. 4, основной компонент 400 стента имеет волнообразную конструкцию в продольном направлении. Волнообразная конструкция содержит первую боковую полосу 401, имеющую волнообразную форму, и вторую боковую полосу 402, имеющую волнообразную форму. Первая боковая полоса 401 и вторая боковая полоса 402 в целом расположены параллельно, за исключением обоих концов боковых полос, где первая боковая полоса сужается в направлении к второй боковой полосе, и вторая боковая полоса сужается в направлении к первой боковой полосе. Соответственно, если основной компонент 400 стента расположен плоско, как показано на фиг. 4, периодические неравномерности первой боковой полосы 401 содержат впадины (например, 410, 411), которые обращены в направлении к второй боковой полосе 402, и вершины (например, 414, 415), которые обращены в направлении от второй боковой полосы 402. Подобным образом, периодические неравномерности второй боковой полосы 402 содержат впадины (например, 412, 413), которые обращены в направлении к первой боковой полосе 401, и вершины (например, 416, 417), которые обращены в направлении от первой боковой полосы 401. Первая боковая полоса 401 и вторая боковая полоса 402 соединены друг с другом множеством первых поперечных распорок 403 для формирования ячеек 440. В частности, например, по меньшей мере одна впадина (например, 410) первой боковой полосы 401 соединена с соответствующей впадиной (например, 412) второй боковой полосы 402 посредством первого поперечного распоркой 403. Таким образом, формируется набор ячеек, каждая из которых индивидуально образована соединением расположенных рядом боковых полос для формирования замкнутого пространства поперечными распорками. Например, как показано на фиг. 4, ячейка образована частью первой боковой полосы между впадинами 410 и 411, частью второй боковой полосы между впадинами 412 и 413 и первыми поперечными распорками 403 соответственно соединяющих впадины 410 и 412 и внутренние вершины 411 и 413.
[0054] Как показано на фиг. 4, первые поперечные распорки 403 соединяют первую боковую полосу 401 и вторую боковую полосу 402 с регулярными интервалами, в частности, в соседних впадинах и, таким образом, формуют ячейки, например, 430. Согласно другим вариантам реализации количество первых поперечных распорок 403 может отличаться от показанного на фиг. 4. Например, первые поперечные распорки 403 могут соединять первую полосу 401 и вторую полосу 402 с регулярными интервалами, например, в каждой второй впадине или каждой третьей впадине, или каждой четвертой впадине и т.п., и, таким образом, формировать большие ячейки. Согласно другим вариантам реализации первые поперечные распорки 403 могут соединять первую боковую полосу 401 и вторую боковую полосу 402 с изменяющимися интервалами, например, формой с изменяющимися интервалами может быть следующая форма: соседняя впадина, третья впадина, соседняя впадина, четвертая впадина, соседняя впадина, третья впадина, и т.п. (не показано), или другая форма, подходящая для конкретного использования, с формированием, таким образом, множества имеющих различный размер ячеек вдоль основного компонента стента. Каждый из первых поперечных распорок 403 может иметь ту же самую ширину относительно друг друга и боковых полос 401, 402, как показано на фиг. 4.
Согласно другому варианту реализации, первые поперечные распорки 403 могут иметь ширину, отличающуюся от ширины первой и второй боковых полос 401, 402, или могут отличаться друг от друга по ширине, в зависимости от конкретного использования. Кроме того, первые поперечные распорки 403 могут содержать прямой элемент или могут содержать одну или большее количество петель и, таким образом, формировать квадратные ячейки, подобные описанным в патенте '303, или треугольные ячейки, как описано в патенте '062. Поперечные распорки могут соединять соседние или смещенные впадины первых и вторых боковых полос 401, 402. Как показано на фиг. 4, в конструкции одного и того же стента могут быть использованы поперечные распорки, имеющие различные формы, или согласно другому варианту реализации конструкция стента может не иметь поперечных распорок, в зависимости от конкретного использования стента, так что может быть сформирован стент с ячейками, имеющими различные формы.
[0055] Основной компонент 400 стента согласно варианту реализации, показанному на фиг. 4, сужается в каждом конце. В частности, длина поперечных распорок 403 сокращается в направлении к каждому концу основного компонента 400 стента таким образом, что первая и вторая полосы 401, 402 сближаются и в конечном счете соединяются вместе непосредственно в точках 404 и 405 соединения. Согласно другому варианту реализации без поперечных распорок периодические неравномерности могут становиться меньше для создания суженного конца уплощенной полосы основного компонента стента.
[0056] Концевые полосы 406 и 407 проходят от конца боковой полосы 401 и 402, как показано на фиг 4. Таким образом, первая концевая полоса 406 проходит от конца первой боковой полосы 401 в направлении, смещенном от общего направления первой боковой полосы 401. Вторая концевая полоса 407 проходит от конца второй боковой полосы 402 в общем направлении, смещенном от общего направления второй боковой полосы 402 и противоположном направлению первой концевой полосы. Каждая из первой концевой полосы 406 и второй концевой полосы 407 имеет волнообразную форму. Первая концевая полоса 406 имеет впадины (например, 418, 419), которые обращены к первой боковой полосе 401, и вершины (например, 422, 423), которые обращены от первой боковой полосы 401. Аналогично, вторая концевая полоса 407 имеет впадины (например, 420, 421), которые обращены к второй боковой полосе, и вершины (например, 424, 425), которые обращены от второй боковой полосы 402. Первая концевая полоса 406 присоединена непосредственно к первой боковой полосе 401, например, в области впадины 418; однако, поскольку первая концевая полоса 406 проходит под углом от первой боковой полосы, вторые поперечные распорки 426 соединяют первую концевую полосу 406 с первой боковой полосой 401. Аналогично, вторая концевая полоса 407 присоединена непосредственно к второй боковой полосе 402, например, в области впадины 420; однако, поскольку вторая концевая полоса 407 проходит под углом от второй боковой полосы, вторые поперечные распорки 426 соединяют вторую концевую полосу 407 с второй боковой полосой 402. Как показано на фиг. 4, вторые поперечные распорки 426 могут содержать одну или большее количество петель между точками соединения с соседними концевыми полосами и/или боковыми полосами. Вершины первой концевой полосы 406 и второй концевой полосы 407 дополнительно могут иметь добавочные круглые структуры, проходящие от вершин (например, 423, 424) как показано на фиг. 4.
[0057] Кроме того, третья концевая полоса 408 расположена в целом параллельно первой концевой полосе 406, с впадинами, обращенными к впадинам первой концевой полосы, и присоединена непосредственно, например, в точках 427 к указанной первой концевой полосе. Четвертая концевая полоса 409 расположена в целом параллельно второй концевой полосе 407, с впадинами, обращенными к впадинам второй концевой полосы, и присоединена непосредственно, например, в точках 428 к указанной второй концевой полосе. Каждая из третьей концевой полосы 408 и четвертой концевой полосы 409 имеет волнообразную форму.
[0058] На фиг. 5 показан спирально свернутый стент, в котором основной компонент 400 стента формирует трубчатую структуру, и концевые полосы прикреплены к концам трубчатой структуры. Волнообразная конструкция основного компонента 400 стента формирует спиральную трубчатую структуру, в которой витки спирали самоупорядочиваются для создания изменяющегося и/или унифицированного разнесения вдоль продольной оси трубчатой структуры, например, 431, 432, между спиральными циклами, например, 433, 434, 435, как показано на фиг. 5. Поскольку стент 400 формирует спираль, первая боковая полоса 401 и вторая боковая полоса 402 полосы могут быть разнесены на различные расстояния.
[0059] Спиральный основной компонент 500 стента также может быть скреплен встраиванием трубчатой структуры в продольный полимерный слой, как показано на фиг. 5 и/или на фиг. 6, вместо использования только защелочных механизмов или сварки. Продольный полимерный слой содержит биологически совместимый материал. Стент, показанный на фиг. 6, немного повернут по сравнению с показанным на фиг. 5 таким образом, что видна вторая поперечная распорка 426, имеющая петлю. Также видны первая полоса 401, вторая полоса 402, первая поперечная распорка 403 и ячейка 430.
[0060] На фиг. 7 показан стент согласно настоящему изобретению, в котором спиральные витки расположены таким образом, что между циклами спиральных витков существует небольшое или минимальное продольное пространство. Таким образом, как показано на фиг. 7, вершины (например, 414, 415) первой боковой полосы 401 приняты в периферийную область, образованную вершинами (например, 416, 417) второй боковой полосы таким образом, что вершины 414, 415 первой боковой полосы 401 приближены к впадинам 412, 413 второй боковой полосы 402; тем не менее первая боковая полоса 401 остается по существу параллельной второй боковой полосе 402. Аналогично, вершины (например, 416, 417) второй боковой полосы 402 приняты в периферийную область, созданную вершинами (например, 414, 415) таким образом, что вершины 416, 417 второй боковой полосы 402 находятся в непосредственной близости к впадинам 410, 411 первой боковой полосы 401. Может быть желательным расположить принятые боковые полосы таким образом, чтобы между первой боковой полосой 401 и второй боковой полосой 402 отсутствовал прямой контакт. Поскольку первая боковая полоса 401 и вторая боковая полоса 402 имеют по существу подобную конструкцию, первая боковая полоса 401 и вторая боковая полоса 402 могут быть сближены друг с другом указанным способом по всей длине сформированного стента. Таким образом, первая боковая полоса 401 и вторая боковая полоса 402 могут быть описаны как принятые друг в друга. Стент, показанный на фиг. 7, имеет дополнительное преимущество, состоящее в том, что форма принятых друг в друга соседних первой и второй боковых полос минимизирует количество неподдерживаемых областей стенок сосуда и/или полимерного слоя для предотвращения провисания полимерного слоя в просвет после расширения без потери гибкости стента. Кроме того, совмещение спиральных витков по отдельности облегчает поддерживание трубчатой формы конструкции.
[0061] На фиг. 8 показан дополнительный вариант реализации, в котором основной компонент 1300 стента находится в плоской форме, т.е. развернут. Как показано на чертеже, основной компонент 1300 стента содержит формированную полосу, проходящую в продольном направлении. Подобно варианту реализации, показанному на фиг. 4, конструкция основного компонента 1300 стента, показанного на фиг. 8, содержит первую боковую полосу 1301, вторую боковую полосу 1302, первую концевую полосу 1306, вторую концевую полосу 1307, третью концевую полосу 1308 и четвертую концевую полосу 1309. Свернутые в трубчатую форму, боковые полосы 1301 и 1302 образуют непрерывную спираль, навитую вдоль центральной части тела стента, в то время как первая и вторая концевые полосы 1306 и 1307 формируют цилиндры перпендикулярно продольной оси стента для концевых колец стента. В первой концевой полосе первый край 1350 соединен со вторым краем 1351, в то время как во второй концевой полосе первый край 1352 соединен с вторым краем 1353. Основной компонент 1300 стента содержит распорки, образующие одну или большее количество окончатых структур, в которых может быть размещено лечебное вещество.
[0062] Каждая полоса сформирована со распорками достаточной ширины для включения одной или большего количества окончатых структур, как показано, например, на фиг. 8. Окончатые распорки основного компонента 1300 стента могут иметь любую геометрическую форму, включая, помимо прочего, круглую, овальную или прямоугольную. Кроме того, окончатые структуры могут проходить сквозь всю толщину распорки (сквозные окончатые структуры) или могут проходить только частично (частичные окончатые структуры) и быть открытыми только с одной стороны распорки (внутрипросветными или внепросветными в трубчатой форме). Кроме того, стент может иметь распорки, содержащие окончатые структуры, имеющие изменяющиеся размер, количество и форму на одной распорке или между различными распорками. В настоящем изобретении рассматриваются распорки, имеющие сквозные и/или частичные окончатые структуры в любой одной или обеих боковых и/или концевых полосах. Распорки, определяющие вершины и впадины боковых полос, могут изменяться по длине вдоль основного компонента стента для придания заданной формы результирующей спирально свернутой структуре стента и определения количества окончатых структур. Например, как показано на фиг. 8А, распорки 1358 и 1359 боковой полосы отличаются друг от друга по длине, также как и распорки 1356 и 1357 концевой полосы. Окончатые распорки соединены петлями или витками 1370, которые являются зауженными по сравнению с окончатыми распорками для обеспечения улучшенной гибкости.
[0063] На фиг. 9 показан еще один вариант реализации настоящего изобретения, в котором основной компонент 1200 стента находится в плоской форме, т.е. развернут. Как показано на чертеже, основной компонент 1200 стента представляет собой одиночную боковую полосу 1201, проходящую в продольном направлении в плоском расположении. Боковая полоса 1201 прикреплена к первой концевой полосе 1202 и второй концевой полосе 1203 поперечными распорками 1240 и 1241 соответственно. Боковая полоса 1201 содержит форму чередующихся вершин (например, 1210, 1212) и впадин (например, 1211, 1213), определенный распорками, имеющими те же самые или изменяющиеся длины. Каждая боковая и концевая полосы сформированы с распорками, имеющими достаточную ширину для включения в них одной или большего количества сквозных или частичных окончатых структур, как описано выше со ссылкой на фиг. 8, которые также применимы к компоненту стента, показанному на фиг. 9. Окончатые распорки соединены петлями или витками 1270, которые являются более узкими по сравнению с окончатыми распорками для обеспечения улучшенной гибкости. Как показано на фиг. 9А, распорки имеют изменяющуюся длину и изменяются по количеству окончатых структур, содержащихся в каждой распорке. Например, распорка 1217 имеет иные длину и количество окончатых структур по сравнению с распоркой 1215. Распорка 1216 имеет отличающуюся длину, но то же самое количество окончатых структур по сравнению с распоркой 1215. Распорки 1214 и 1215 имеют те же самые длины и количество окончатых структур. В стенте, показанном на фиг. 9А, распорки (например, 1217) рядом с концами первой боковой полосы 1201 могут иметь различные длины по сравнению с распорками 1214 и 1215 и сконфигурированы для облегчения спиральной навивки.
[0064] Концевые полосы 1202 и 1203 при сворачивании в свою трубчатую форму образуют периферийные концевые кольца. Первая концевая полоса 1202 и вторая концевая полоса 1203 проходят от концов боковой полосы 1201 в направлении с угловым смещением относительно общего направления боковой полосы 1201. Концевые полосы 1202 и 1203 сконфигурированы с возможностью формирования концов прямого цилиндра в концах стента для ограничения спиральных витков центрального тела стента после сворачивания структуры в стент. Первая концевая полоса 1202 имеет первый край 1250 и второй край 1251. В трубчатой форме первый край 1250 соединен со вторым краем 1251 для формирования цилиндра, пропускное сечение которого перпендикулярно продольной оси стента. Вторая концевая полоса 1203 имеет первый край 1252 и второй край 1253. В трубчатой форме первый край 1252 соединен с вторым краем 1253 для формирования цилиндра, пропускное сечение которого перпендикулярно продольной оси стента. Как подробно описано ниже, края (1250 и 1251; 1252 и 1253) могут быть постоянно скреплены вместе или согласно другому варианту реализации могут удерживаться в нужном положении крепежным средством, которое может удерживать указанные два края плотно сближенными для поддерживания прямого цилиндра вокруг продольной оси стента.
[0065] Как показано на фиг. 9А, первая концевая полоса 1202 содержит набор периодических неравномерностей. Направление первой концевой полосы 1202 ориентировано под углом относительно направления боковой полосы 1201. Как показано на фиг. 9А, первая концевая полоса проходит от боковой полосы под углом меньше 45° относительно центрального тела стента, когда стент развернут в плоское положение. Волнообразная форма первой концевой полосы 1202 содержит чередующиеся вершины (например, 1219, 1221) и впадины (например, 1220, 1222). Впадины (1220, 1222) первой концевой полосы проходят в направлении к боковой полосе, в то время как вершины (1219, 1221) обращены в направлении от боковой полосы. Первая концевая полоса 1202 также может содержать распорки, имеющие окончатые структуры. Как показано на фиг. 9А, поперечные перемычки 1240 и 1242, например, соединяют боковую полосу с первой концевой полосой. Поперечные перемычки 1240 и 1242 проходят от впадин первой концевой полосы к вершине боковой полосы. Поперечные перемычки, проходящие между боковой полосой и первой концевой полосой, являются гибкими соединителями, имеющими одну или большее количество изогнутых частей. В настоящем изобретении также предполагается использование одного из вариантов реализации, в котором поперечные перемычки могут содержать одну или большее количество петель.
[0066] Как показано на фиг. 9В, вторая концевая полоса 1203 также содержит набор периодических неравномерностей. Направление второй концевой полосы 1203 ориентировано с угловым смещением относительно направления боковой полосы 1201. Предпочтительно вторая концевая полоса проходит от боковой полосы под углом меньше чем 45° относительно центрального тела стента, когда стент развернут в плоском положении. Волнообразная форма второй концевой полосы 1203 содержит чередующиеся вершины (например, 1223, 1225) и впадины (например, 1224, 1226). Впадины (1224, 1226) второй концевой полосы обращены в направлении к боковой полосе, в то время как вершины (1223, 1225) обращены в направлении от боковой полосы. Вторая концевая полоса 1203 может содержать распорки, имеющие окончатые структуры. Как показано на фиг. 9В, поперечная перемычка 1241 соединяет боковую полосу со второй концевой полосой. Поперечная перемычка 1241 проходит от впадины второй концевой полосы к впадине боковой полосы. Поперечные перемычки, проходящие между боковой полосой и второй концевой полосой, являются гибкими соединителями, имеющими одну или большее количество изогнутых частей. Поперечные перемычки, соединяющие боковую полосу со второй концевой полосой, могут содержать по меньшей мере одну петлю.
[0067] Кроме того, в настоящем изобретении могут быть использованы другие концевые полосы, подобные по конструкции первой и второй концевым полосам и соединенные с первой или с второй концевыми полосами для облегчения спиральной навивки и равномерного охвата. Как показано на фиг. 9В, третья концевая полоса 1204, имеющая окончатые распорки, соединена с второй концевой полосой поперечной перемычкой 1243. Как показано на фиг. 5А, 8А и 58В, в настоящем изобретении используются первая и вторая концевые полосы, которые не идентично соединены с волнообразными или формированными боковыми полосами и которые не идентичны друг другу. Подобно боковой полосе, любая или все концевые полосы могут содержать распорки, достаточно широкие для приема одной или большего количества сквозных или частичных окончатых структур, которые соединены с петлями, имеющими уменьшенное поперечное сечение, чем окончатые распорки.
[0068] Основной компонент стента может быть удержан в спиральном положении вторым компонентом, скрепляющим спиральные витки в трубчатую структуру. Второй компонент, обозначенный в настоящей заявке как крепежное средство, может представлять собой одно или большее количество различных средств для фиксации основного компонента стента в трубчатой форме. Второй компонент может быть, например, сварными точками, взаимозацепляющими средствами и/или полимером. Крепежное средство поддерживает форму спиральной намотки центрального тела стента и/или формирование прямых цилиндров концевыми полосами. Согласно одному варианту реализации крепежное средство включает структуру в форме волокон, листов, резьбы или полос, которые обернуты вокруг свернутого в спираль основного компонента стента или непосредственно встроены в него. Согласно другому варианту реализации проволоки или полосы, сформированные из металлического или неметаллического материала, поддерживают трубчатую конфигурацию основного компонента стента. Крепежное средство содержит материал, который придает гибкость и способность к расширению спиральному основному компоненту стента без разрыва или разделения крепежного средства и обеспечивает возможность перемещения витков свернутого в спираль основного тела стента относительно друг друга. Такой материал может быть включен в трубчатый стент непрерывным или прерывистым образом в зависимости от конкретных требований к рассматриваемой структуре.
[0069] Предпочтительно крепежное средство обеспечивает возможность расширения стента и максимальный изгиб во время и после имплантации без достижения предела упругости. Диапазон упругого деформирования может быть задан собственной упругостью используемого материала, такого как некоторые полимеры, или определен включением резервного отрезка неэластичного материала между точками соединения с основным компонентом стента. Еще одно преимущество крепежного средства состоит в устранении эффекта ограничения стента или осложнении прохождения в боковые ветви, закрытые стентом. Дополнительное преимущество состоит в повышенной усталостной прочности конкретных структур крепежного средства с большим диапазоном упругого деформирования.
[0070] Согласно одному варианту реализации крепежное средство представляет собой полимер, который является биологически совместимым материалом. Биологически совместимый материал может быть долговечным, таким как полиэфиры, полиангидриды, полиэтилены, полиортоэфиры, полифосфазены, полиуретан, поликарбонат уретана, силиконы, полиолефины, полиамиды, поликапролактамы, полиимиды, поливиниловые спирты, акриловые полимеры и сополимеры, полиэфиры, целлюлозные полимеры и любые их сочетания в смесях или в качестве сополимеров. Примером практического использования может быть поликарбонат уретана с модифицированной силиконом основной цепью и/или расширенный политетрафторэтилен (ePTFE). Любой полимер, имеющий высокий коэффициент упругости (высокий коэффициент удлинения в пределах диапазона упругого деформирования), является наиболее подходящим для крепежного средства. Полимер также может быть пористым. Согласно некоторым вариантам реализации полимер представляет собой непрерывную структуру с небольшим межволоконным расстоянием, который также может быть использован в качестве матрицы для элюирования медикамента и, таким образом, обеспечения унифицированного ложа для элюирования. Пористое крепежное средство такого типа может быть включено в стент любой другой конструкции.
[0071] На фиг. 10 показан свернутый в спираль основной компонент 600 стента, показанный на фиг. 8 и описанный выше, в котором пористое и долговечное полимерное крепежное средство 601 наложено поверх основного компонента 600 стента. Две соседние распорки первой боковой полосы соединены друг с другом изогнутым элементом 602, который имеет "впадину". Включение впадины в изогнутые элементы представляет собой дополнительную особенность в зависимости от необходимых свойств результирующего стента. На фиг. 10 также показан изогнутый элемент 603, который не имеет впадины и используется согласно данному варианту реализации в точках, в которых поперечные распорки соединяют первую боковую полосу со второй боковой полосой.
[0072] Полимерные крепежные средства, как описано выше, также могут быть использованы в форме нитей, проволок или полос, фиксируя, таким образом, основной компонент стента посредством, например, набора точек соединения с основным компонентом стента. Одна или большее количество крепежных нитей, проволок или полос могут быть намотаны вокруг стента спирально в направлении, отличающемся от направления основного компонента стента. В частности, нить, проволока или полоса могут быть намотаны вокруг стента в направлении, противоположном направлению намотки спирально свернутой полосы. Согласно другому варианту реализации крепежные средства могут быть расположены вдоль продольной оси стента. Каждая нить, проволока или полоса, проходящие в любом направлении, непараллельном направлению намотки основного компонента стента, могут перекрываться с основным компонентом стента в регулярной форме вдоль длины стента и могут эффективно фиксировать спиральную структуру тела стента. Крепежные средства, проволока или полоса могут быть прикреплены к основному компоненту стента в одной или большем количестве точек перекрытия различными способами, например, сваркой, пайкой, встраиванием, сплетением, вязанием, обжимкой, обвязкой, запрессовкой или подобными способами, включая также соединение адгезионными средствами, например, склеивание, покрытие окунанием, покрытие напылением или тому подобное. Полимерное крепежное средство также может быть введено в литейную форму со стентом или без него и, таким образом, интегрировано в стент. Нити, проволоки или полосы поддерживают трубчатую форму стента, в то время как продольная гибкость полимерного материала, описанного выше, улучшает общую гибкость стента.
[0073] На фиг. 11 показан спирально свернутый стент, в котором основной компонент 800 стента формирует спирально ориентированную трубчатую структуру, которая зафиксирована на месте двумя полосами 801. Полосы 801 выполнены из полимерного материала, который проходит вдоль стента. Полосы могут быть прикреплены к наружной или внутренней поверхности стента или могут быть встроены в спирально свернутый основной компонент стента. Как показано на фиг. 11, основной компонент 800 стента встроен в каждую полосу 801 в точках, в которых пересекаются основной компонент 800 стента и каждая вторая составляющая полоса 801.
[0074] На фиг. 12 показан спирально свернутый стент, в котором основной компонент 1000 стента формирует трубчатую структуру, подобную показанной на фиг. 5, и одна или большее количество крепежных проволок 1001 намотаны в спиральном направлении, отличающемся от спирального направления свернутой центральной корпусной части стента. Крепежные проволоки 1001 прикреплены к основному компоненту 1000 стента в различных точках соединения 1002 вдоль стента и, таким образом, поддерживают спиральную трубчатую структуру.
[0075] В дополнение к полимерным крепежным средствам любой другой подходящий материал, включая металлы и/или неметаллы, может быть использован в качестве крепежных средств в форме нитей, проволок или полос для фиксации основного компонента стента. Металлическая или неметаллическая крепежная проволока, нить или полоса могут быть прикреплены к основному компоненту стента, на котором они перекрывают один или большее количество различных средств, описанных выше. Если материал, используемый, для изготовления второго компонента, имеет уменьшенную продольную гибкость, чем это необходимо, повышенная гибкость может быть достигнута путем увеличения длины нити, проволоки или полосы между точками соединения, в результате чего может быть создан резервный отрезок второго компонента, который может расширяться после расширения или изгиба основного компонента стента.
[0076] На фиг. 13 показан один из вариантов реализации настоящего изобретения, в котором основной компонент стента изображен только с иллюстративной целью в форме выпрямленной полосы. Основной компонент 1400 стента имеет ячеистую конструкцию, содержащую первую боковую полосу 1401, имеющую волнообразную форму, и вторую боковую полосу 1402, имеющую волнообразную форму. Первая боковая полоса 1401 и вторая боковая полоса 1402 расположены в целом параллельно друг другу, за исключением любого конца боковых полос, причем один конец первой боковой полосы сужается в направлении к второй боковой полосе, и другой конец второй боковой полосы сужается в направлении к первой боковой полосе. Первая боковая полоса 1401 и вторая боковая полоса 1402 соединены распорками 1403 для формирования ячеек 1430. От конца любой боковой полосы 1401 и 1402, как показано на фиг. 13, проходят концевые полосы 1406 и 1409. Таким образом, первая концевая полоса 1406, содержащая набор распорок, формирующих первую волнообразную форму, проходит от конца первой боковой полосы 1401 в направлении, в целом параллельном первой боковой полосе 1401. Первая концевая полоса 1406 имеет первый конец 1407, расположенный в точке, в которой вторая боковая полоса 1402 сужается для соединения с первой боковой полосой 1401, и второй конец 1408 с множеством периодических неравномерностей между указанными концами. Вторая концевая полоса 1409, содержащая набор распорок, формирующих вторую волнообразную форму, проходит от конца второй боковой полосы 1402 в направлении, в целом параллельном второй боковой полосе 1402. Вторая концевая полоса 1409 имеет первый конец 1410, расположенный в точке, в которой первая боковая полоса 1401 сужается для соединения с второй боковой полосой 1402, и второй конец 1411 с множеством периодических неравномерностей между указанными концами. Каждая из первой концевой полосы 1406 и второй концевой полосы 1409 формирует волнообразную форму.
[0077] От основного компонента стента проходят первый зацеп 1412 и второй зацеп 1415. Первый зацеп 1412 проходит непосредственно от второй боковой полосы 1402 и имеет первый конец 1413, который присоединен непосредственно к ячейке 1430а рядом с одним концом основного компонента 1400 стента. Первый зацеп 1412 дополнительно имеет второй конец 1414. Второй зацеп 1415 проходит непосредственно от первой боковой полосы 1401 и имеет первый конец 1416, который присоединен непосредственно к ячейке 1430b рядом с концом основного компонента 1400 стента, противоположным ячейке 1430а. Второй зацеп дополнительно имеет второй конец 1417. Первый зацеп 1412 и второй зацеп 1415 проходят в противоположных направлениях относительно основного компонента 1400 стента. Первый зацеп 1412 расположен и ориентирован таким образом, что второй конец 1414 первого зацепа 1412 выровнен с вторым концом 1408 первой концевой полосы 1406, когда стент находится в трубчатой форме. Второй зацеп 1415 расположен и ориентирован таким образом, что второй конец 1417 второго зацепа 1415 выровнен с вторым концом 1411 второй концевой полосы 1409, когда стент находится в трубчатой форме.
[0078] Ячейки 1430 основного компонента 1400 стента могут быть сформированы с различными размерами и формой. На фиг. 13 показан один из вариантов реализации настоящего изобретения, в котором основной компонент 1400 стента имеет ячейки 1430, уменьшающиеся в обоих концах в соответствии с сужением первой боковой полосы 1401 в направлении к второй боковой полосе 1402 в одном конце и с сужением второй боковой полосы 1402 в направлении к первой боковой полосе 1401 в другом конце.
[0079] На фиг. 14 показан основной компонент 1400 стента в трубчатой форме, например в спирально свернутой форме. На фиг. 14А показана увеличенную часть стента, показанного на фиг. 14, в которой первая концевая полоса 1406 соединена с первым зацепом 1412 в соединительной точке 1418, например, сваркой. Таким образом, первая концевая полоса 1406 и первый зацеп 1412 формируют в одном конце стента первый цилиндр 1420, который является примерно прямым цилиндром. Аналогично, вторая концевая полоса 1409 и второй зацеп 1415 формируют в другом конце стента второй цилиндр 1425, который также является примерно прямым цилиндром.
[0080] Согласно другому варианту реализации концевые полосы можно рассматривать как продолжения боковых полос, так что, например, первая концевая полоса 1406 является продолжением первой боковой полосы 1401, сформированным волнообразной формой, проходящей отточки 1407 соединения, в которой вторая боковая полоса 1402 сужается для соединения с первой боковой полосой 1401. Аналогично, вторую боковую полосу 1409 можно рассматривать как продолжение второй боковой полосы 1402, сформированное волнообразной формой, проходящей отточки 1410 соединения, в которой первая боковая полоса 1401 сужается для соединения с второй боковой полосой 1402.
[0081] Если стент согласно настоящему изобретению содержит аморфный металлический сплав, он обеспечивает дополнительное преимущество, состоящее в повышенном сопротивлении коррозии, сопротивлении нежелательной постоянной деформации и повышенной прочности при заданной толщине металла. Стенты согласно настоящему изобретению, содержащие аморфные металлические сплавы, имеют значительно сниженную проводимость или являются непроводящими по сравнению с их кристаллическими или поликристаллическими аналогами. Указанные улучшенные физические и химические свойства могут обеспечить значительные преимущества в различных случаях медицинского использования предложенных стентов. Один из вариантов реализации настоящего изобретения относится к внутрипросветным протезным устройствам, содержащим по меньшей мере один аморфный металлический сплав, комбинированный с компонентами, выполненными из других материалов, отвечающих требованиям биологической совместимости. Данный вариант реализации настоящего изобретения может содержать один или большее количество аморфных металлических сплавов. Такие сплавы обеспечивают повышение предела прочности, улучшение упругой деформации и снижение потенциальной коррозионности устройств.
[0082] Аморфные металлические сплавы, также известные как металлическое стекло (метглас), представляют собой разупорядоченные металлические сплавы, которые не имеют кристаллической структуры дальнего порядка. Известны различные аморфные металлические сплавы, имеющие различный состав, включая двухкомпонентные, трехкомпонентные, четырехкомпонентные и даже пятикомпонентные сплавы. Аморфные металлические сплавы и их свойства являются предметом многочисленных обзоров (см., например, "Amorphous Metal Alloys", под редакцией F.E. Luborsky, Butterworth & Со, 1983, и приведенные ссылки). Согласно некоторым вариантам реализации аморфные металлические сплавы могут содержать металлоид, неограничивающие примеры которого включают силикон, бор и фосфор. Одним возможным примером аморфного металлического сплава является сплав Fe-Cr-B-P. Множество других подобных сплавов являются подходящими и известными специалисту.
[0083] Стенты согласно настоящему изобретению могут содержать аморфные металлические сплавы, изготовленные способом непрерывного горячего прессования, как описано в настоящей заявке, которые обладают физическими и химическими свойствами, делающими их предпочтительными для применения в медицинских устройствах. Например, аморфные металлические сплавы могут иметь предел прочности, который десятикратно превышает предел прочности традиционных кристаллических или поликристаллических металлических аналогов. Кроме того, аморфные металлические сплавы могут иметь десятикратно превышающую ширину диапазона упругого деформирования, т.е. диапазона местной деформации до появления постоянной деформации. Они являются важными особенностями в медицинских устройствах, обеспечивающими расширенный усталостнопрочный срок службы устройств, которые подвергаются повторным деформациям в теле пациента. Кроме того, эти особенности обеспечивают возможность изготовления уменьшенных или утоньшенных устройств, которые отличаются такой же прочностью, как и их более крупные известные аналоги.
[0084] Согласно другим вариантам реализации устройство может содержать один или большее количество неаморфных металлов. Например, устройство может содержать компоненты, выполненные из нержавеющей стали, хромо-кобальтового сплава ("CoCr"), сплава NiTi или других известных материалов. В отношении сплава NiTi, рассмотренный компонент может быть сформирован травлением плоского листа из сплава NiTi в соответствии с необходимой формой. Плоский лист формируют прокатыванием вытравленного листа в трубчатую форму и дополнительным свариванием краев листа для создания трубчатого стента. Подробности этого способа, который имеет некоторые преимущества, описаны в патентах США №№5,836,964 и 5,997,973, которые полностью включены в настоящую заявку посредством ссылки. Для изготовления стента согласно настоящему изобретению также могут быть использованы другие способы, известные специалистам, такие как лазерное прорезание трубки или протравливание трубки. Стент из сплава NiTi, например, может быть обработан тепловым способом, известным специалистам, для использования преимуществ свойств материалов с памятью формы и/или их сверхупругости.
[0085] Аморфный металлический сплав или другие неаморфные металлические компоненты настоящего изобретения также могут быть комбинированы или собраны с другими компонентами, аморфным металлом или иным материалом для формирования внутрипросветных стентов. Например, аморфный металлический сплав или другие неаморфные металлические компоненты могут быть комбинированы с полимерным слоем, таким как биологически совместимый полимер, лечебный препарат (например, стимулятор заживления, как описано в настоящей заявке), или другим изделием из металла или металлического сплава (имеющего кристаллическую или аморфную микроструктуру).
[0086] Способ объединения или соединения аморфных металлических сплавов или других неаморфных металлических компонентов с другими компонентами может быть реализован с использованием известных способов. В частности, в случае неаморфных металлов спирально свернутый основной компонент стента может быть прикреплен или иным способом сплетен или соединен в концах соседних спиральных витков. Например, биологически совместимый полимерный слой, покрывающий весь основной компонент стента или его часть, может быть использован для фиксации спиральных витков в трубчатой форме для размещения и расширения в просвете. Другие неограничивающие примеры способов крепления включают физическое соединение (например, плетение, ткачество, обжимку, обвязку и запрессовку) и соединение адгезионными способами (например, склеивание, покрытие окунанием и покрытие напылением). Сочетания этих способов также входят в объем защиты настоящего изобретения.
[0087] В качестве дополнительного преимущества настоящего изобретения, биологически совместимая структура может быть встроена с медикаментом, который блокирует или уменьшает пролиферацию ячейки или уменьшает рестеноз. Неограничивающие примеры таких медикаментов включают, например, сиролимус, рапамицин, эверолимус и паклитаксел, и их аналоги. Кроме того, стент может быть обработан с возможностью содержания поверхностно-активных или поверхностно-пассивных компонентов, такие как медикаменты, которые действуют предпочтительно в течение длительного времени после встраивания стента в стенку сосуда.
[0088] Известны различные способы изготовления аморфных металлических сплавов, примеры которых подробно описаны ниже. Не смотря на то, что ниже показаны и описаны предпочтительные варианты реализации, могут быть сделаны различные модификации и изменения без отступления от идеи и объема защиты настоящего изобретения. Соответственно, следует подразумевать, что настоящее изобретение описано в настоящей заявке в качестве примера, но не ограничения.
СПОСОБЫ ИЗГОТОВЛЕНИЯ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ СПЛАВОВ
[0089] Для формирования аморфных металлических сплавов могут использоваться различные способы. Предпочтительный способ изготовления медицинских устройств согласно настоящему изобретению включает процесс, известный как горячая экструзия, в результате которой может быть получен типичный продукт, являющийся непрерывным изделием, таким как проволока или полоса. Процесс не включает добавки, обычно используемые в объемном процессе, которые могут придать продуктному аморфному металлическому сплаву биологическую несовместимость и даже токсичность. Таким образом, процесс позволяет изготовлять исключительно биологически совместимые материалы. В предпочтительных вариантах реализации изделия из непрерывного аморфного металлического сплава изготовляют способом горячей экструзии, известным как закалка из расплава. Двумя общими способами закалки из расплава, с использованием которых изготавливают аморфные металлические изделия из сплава, подходящие для медицинских устройств согласно настоящему изобретению, являются свободное струйное формование из расплава и литье плоским потоком. В процессе свободного струйного формования из расплава расплавленный сплав выбрасывают под давлением газа из форсунки для формирования свободной струи расплава, которая воздействует на поверхность подложки. В способе литья плоским потоком тигель для эжекции расплава удерживается рядом с движущейся поверхностью подложки, в результате чего расплав одновременно находится в контакте с форсункой и движущейся подложкой. Этот захваченный поток расплава демпфирует отклонения потока расплава и, таким образом, улучшает однородность готовой полосы (см. например, Liebermann, Н. и др., "Technology of Amorphous Alloys", Chemtech, июнь 1987). Соответствующие поверхности подложек, используемых в указанных способах, включают внутренние поверхности барабанов или колес, наружные стороны колес, промежуточные части спаренных роликов и поверхности полос, как известно в уровне техники.
[0090] Подходящее способы свободного струйного формования из расплава и литья плоским потоком, используемые для изготовления из аморфного металлического сплава компонентов для медицинских устройств согласно настоящему изобретению описаны в Патентах США №№4,142,571; 4,281,706; 4,489,773; и 5,381,856, все из которых полностью включены в настоящую заявку посредством ссылки. Например, способ литья плоским потоком может включать этапы, согласно которым нагревают сплав в резервуаре до температуры 50-100°С выше температуры его плавления для формирования расплава, выпускают расплавленный сплав сквозь отверстие путем создания давления в резервуаре примерно 0,5-2,0 фунтов на кв. дюйм индикаторных (3,45-13,8 кПа) и наносят расплавленный сплав на поверхность холодной подложки, которая перемещается мимо отверстия со скоростью 300-1600 м/мин и расположена на расстоянии 0,03-1 мм от отверстия. Согласно различным вариантам реализации способ свободного струйного формования из расплава может включать этапы, согласно которым нагревают сплав в резервуаре до температуры выше точки плавления сплава, выбрасывают расплавленный сплав сквозь отверстие в резервуаре для формирования потока расплава со скоростью 1-10 м/сек и наносят потока расплава на поверхность холодной подложки, которая перемещается мимо отверстия со скоростью 12-50 м/сек.
[0091] Помимо закалки расплавленного металла (например, способом струйного формования из расплава), аморфные металлические сплавы могут быть сформированы распыляющим осаждением металлов на подложку, ионной имплантацией и реакцией в твердой фазе. Каждый из этих способов имеет свои преимущества и недостатки. Выбор конкретного способа изготовления зависит от множества параметров, таких как совместимость процесса и необходимого конечного использования изделия из аморфного металлического сплава.
[0092] В некоторых вариантах реализации настоящего изобретения аморфные металлические сплавы могут быть использованы для изготовления компонентов стентов. Эти компоненты могут быть изготовлены различными способами. Например, компонент может быть изготовлен механической обработкой или переработкой заготовки из аморфного металлического сплава (например, проволоки, полосы, стержня, трубки, диска и т.п.). В таких целях может быть использована заготовка из аморфного металлического сплава, изготовленная способом струйного формования из расплава.
[0093] Разумеется, приведенное выше описание представлено только в качестве иллюстративных примеров вариантов реализации. Для удобства читателя, приведенное выше описание сфокусировано на показательном образце возможных вариантов реализации, который иллюстрирует принципы настоящего изобретения. Другие варианты реализации могут следовать из различного сочетания частей различных вариантов реализации. Описание не предназначено для исчерпывающего перечисления всех возможных модификаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2545751C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2010 |
|
RU2683206C2 |
| Гибкий стент и система катетер - стент | 2014 |
|
RU2750637C1 |
| Стент повышенной гибкости | 2014 |
|
RU2635474C1 |
| СТЕНТ | 2010 |
|
RU2566225C2 |
| ВНУТРИСОСУДИСТЫЙ СТЕНТ (ВАРИАНТЫ) | 2022 |
|
RU2824284C2 |
| СТЕНТЫ | 2019 |
|
RU2787460C2 |
| РАЗВЕТВЛЕННОЕ И В ВЫСОКОЙ СТЕПЕНИ ПРИСПОСАБЛИВАЕМОЕ МЕДИЦИНСКОЕ УСТРОЙСТВО, ВЫПОЛНЕННОЕ С ВХОДОМ ДЛЯ ОТВЕТВЛЕНИЯ | 2010 |
|
RU2563435C2 |
| СТЕНТ-ГРАФТ | 2016 |
|
RU2714460C2 |
| Стент внутрисосудистый (варианты) | 2022 |
|
RU2818475C2 |









Группа изобретений относится к области медицинской техники, а именно к стентам, которые являются внутрипросветными эндопротезными устройствами, имплантированными в сосуды в теле пациента, такие как кровеносные сосуды, для поддерживания и удерживания сосудов открытыми или фиксации и поддерживания других эндопротезов в сосудах. Спиральный стент содержит спиральный основной компонент стента и полимерный материал. Основной компонент стента содержит первую боковую полосу, вторую боковую полосу, первую концевую полосу, вторую концевую полосу, первый зацеп и второй зацеп. Вторая боковая полоса соединена с первой боковой полосой для формирования множества ячеек. Каждая из первой и второй боковых полос имеет волнообразную форму. Первый конец первой боковой полосы сужается в направлении ко второй боковой полосе. Первый конец второй боковой полосы сужается в направлении к первой боковой полосе. Первая концевая полоса содержит набор распорок, образующих продолжение первой боковой полосы. Первый конец первой концевой полосы соединен с первым концом первой боковой полосы. Вторая концевая полоса содержит наборы распорок, образующих продолжение второй боковой полосы. Первый конец второй концевой полосы соединен с первым концом второй боковой полосы. Второй конец первой концевой полосы соединен с первым зацепом, проходящим от первой боковой полосы. Первый зацеп проходит от первой боковой полосы и выполнен с возможностью выравнивания со вторым концом первой концевой полосы. Второй зацеп проходит от второй боковой полосы и выполнен с возможностью выравнивания со вторым концом второй концевой полосы. Способ изготовления вышеуказанного спирального стента включает этапы, на которых выравнивают второй конец первой концевой полосы с первым зацепом спирального основного компонента стента, соединяют второй конец первой концевой полосы с первым зацепом, выравнивают второй конец второй концевой полосы со вторым зацепом, соединяют второй конец второй концевой полосы со вторым зацепом и наносят указанный полимерный материал. В соответствии с альтернативным вариантом выполнения основной компонент стента содержит первую боковую полосу и вторую боковую полосу, соединенные друг с другом поперечными распорками, а также первый и второй зацепы. Первый конец первой боковой полосы сужается в направлении ко второй боковой полосе в первой точке соединения. Первый конец второй боковой полосы сужается в направлении к первой боковой полосе во второй точке соединения. Второй конец первой боковой полосы проходит в том же направлении, что и первая боковая полоса, а второй конец второй боковой полосы проходит в том же направлении, что и вторая боковая полоса. Первый зацеп проходит от первой боковой полосы и соединен со вторым концом второй боковой полосы. Второй зацеп проходит от второй боковой полосы и соединен со вторым концом первой боковой полосы. Предложенный спиральный стент отличается продольной гибкостью, так что может быть легко продвинут в извилистые просветы, и не изменяет в значительной степени податливость сосуда после развертывания стента, причем стент является относительно прочным, так что предотвращает изгибы или скручивания сосуда, которые потенциально сужают просвет, и сокращает значительную часть неподдержанных областей стенки сосуда. 4 н. и 35 з.п. ф-лы, 14 ил.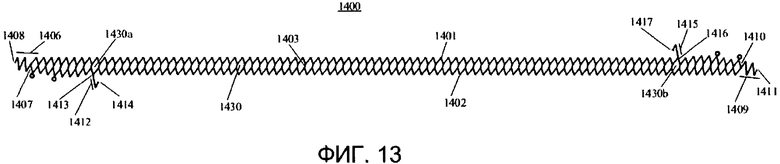
1. Спиральный стент, содержащий спиральный основной компонент стента и полимерный материал, причем указанный основной компонент стента содержит:
a) первую боковую полосу, имеющую первый конец и второй конец, и вторую боковую полосу, имеющую первый конец и второй конец, соединенную с первой боковой полосой для формирования множества ячеек, причем каждая из первой и второй боковых полос имеет волнообразную форму, и первый конец первой боковой полосы сужается в направлении ко второй боковой полосе, а первый конец второй боковой полосы сужается в направлении к первой боковой полосе;
b) первую концевую полосу, содержащую набор распорок, образующих продолжение первой боковой полосы, причем указанная первая концевая полоса имеет первый конец и второй конец, и первый конец указанной первой концевой полосы соединен с первым концом первой боковой полосы, и вторую концевую полосу, содержащую наборы распорок, образующих продолжение второй боковой полосы, причем указанная вторая концевая полоса имеет первый конец и второй конец, и первый конец второй концевой полосы соединен с первым концом второй боковой полосы;
c) при этом второй конец указанной первой концевой полосы соединен с первым зацепом, проходящим от первой боковой полосы.
2. Стент по п. 1, в котором первый зацеп и первая концевая полоса образуют первый цилиндр, который является приблизительно прямым цилиндром.
3. Стент по п. 1 или 2, в котором первый зацеп соединен со вторым концом первой концевой полосы сваркой.
4. Стент по п. 1 или 2, который дополнительно содержит второй зацеп, проходящий от второй боковой полосы, причем второй зацеп и вторая концевая полоса образуют второй цилиндр, который является приблизительно прямым цилиндром.
5. Стент по п. 4, в котором второй зацеп соединен со вторым концом второй концевой полосы сваркой.
6. Стент по п. 1 или 2, в котором первая боковая полоса и вторая боковая полоса соединены поперечными распорками.
7. Стент по п. 1 или 2, в котором по меньшей мере одна из указанных ячеек имеет размер, отличающийся от по меньшей мере одной другой из указанных ячеек.
8. Стент по п. 1 или 2, в котором размер ячеек уменьшается вблизи любого конца основного компонента стента.
9. Стент по п. 1 или 2, в котором полимерным материалом является волокнистая сетка.
10. Стент по п. 1 или 2, в котором полимерный материал является пористым материалом.
11. Стент по п. 1 или 2, в котором полимерный материал является долговечным материалом.
12. Стент по п. 1 или 2, в котором полимерный материал проходит по всей длине основного компонента стента.
13. Стент по п. 1 или 2, в котором полимерный материал покрывает конец основного компонента стента.
14. Стент по п. 1 или 2, в котором полимерный материал имеет ячеистые структуры.
15. Стент по п. 1 или 2, в котором полимерным материалом является экспандированный политетрафторэтилен (ePTFE).
16. Стент по п. 1 или 2, в котором полимерный материал обеспечивает стенту продольную жесткость.
17. Стент по п. 1 или 2, в котором полимерный материал обеспечивает опорную конструкцию для стента.
18. Основной компонент стента, содержащий:
a) первую боковую полосу, имеющую первый конец и второй конец, и вторую боковую полосу, имеющую первый конец и второй конец, соединенную с первой боковой полосой поперечными распорками, причем каждая из первой и второй боковых полос имеет волнообразную форму, и первый конец первой боковой полосы сужается в направлении ко второй боковой полосе, а первый конец второй боковой полосы сужается в направлении к первой боковой полосе;
b) первую концевую полосу, содержащую наборы распорок, формирующих продолжение указанной первой боковой полосы, причем
указанная первая концевая полоса имеет первый конец и второй конец, при этом первый конец указанной первой концевой полосы соединен с первым концом первой боковой полосы, и вторую концевую полосу, содержащую наборы распорок, образующих продолжение второй боковой полосы, причем указанная вторая концевая полоса имеет первый конец и второй конец, и первый конец второй концевой полосы соединен с первым концом второй боковой полосы; и
с) первый зацеп, проходящий от первой боковой полосы и выполненный с возможностью выравнивания со вторым концом первой концевой полосы, и второй зацеп, проходящий от второй боковой полосы и выполненный с возможностью выравнивания со вторым концом второй концевой полосы.
19. Способ изготовления спирального стента по п. 4, согласно которому:
a) выравнивают второй конец первой концевой полосы с первым зацепом спирального основного компонента стента,
b) соединяют указанный второй конец первой концевой полосы с первым зацепом,
c) выравнивают второй конец второй концевой полосы со вторым зацепом,
d) соединяют указанный второй конец второй концевой полосы со вторым зацепом и
e) наносят указанный полимерный материал.
20. Способ по п. 19, согласно которому дополнительно осуществляют сварку первого зацепа со вторым концом первой концевой полосы.
21. Способ по п. 19, согласно которому дополнительно осуществляют сварку второго зацепа со вторым концом второй концевой полосы.
22. Способ по п. 19, согласно которому при нанесении указанного полимерного материала осуществляют электропрядение.
23. Стент, содержащий спиральный основной компонент стента и полимерный материал, причем указанный основной компонент стента содержит:
a) первую боковую полосу, имеющую первый конец и второй конец, и вторую боковую полосу, имеющую первый конец и второй конец, причем каждая из первой и второй боковых полос имеет волнообразную форму, и указанные полосы соединены друг с другом поперечными распорками, при этом первый конец первой боковой полосы сужается в направлении ко второй боковой полосе в первой точке соединения, а первый конец второй боковой полосы сужается в направлении к первой боковой полосе во второй точке соединения, причем второй конец первой боковой полосы проходит в том же направлении, что и первая боковая полоса, а второй конец второй боковой полосы проходит в том же направлении, что и вторая боковая полоса; и
b) первый зацеп, проходящий от первой боковой полосы и соединенный со вторым концом второй боковой полосы, и второй зацеп, проходящий от второй боковой полосы и соединенный со вторым концом первой боковой полосы.
24. Стент по п. 23, который дополнительно содержит первую концевую полосу, содержащую ряды распорок, образующих продолжение первой боковой полосы, причем первая боковая полоса имеет первый конец и второй конец, и первый конец первой концевой полосы соединен с первым концом первой боковой полосы, при этом первый зацеп и первая концевая полоса образуют первый цилиндр, который является приблизительно прямым цилиндром.
25. Стент по п. 24, в котором первый зацеп соединен со вторым концом первой концевой полосы сваркой.
26. Стент по п. 23 или 24, который дополнительно содержит вторую концевую полосу, содержащую ряды распорок, образующих продолжение второй боковой полосы, и вторая концевая полоса имеет первый конец и второй конец, причем первый конец второй концевой полосы соединен с первым концом второй боковой полосы, при этом второй зацеп и вторая концевая полоса образуют второй цилиндр, который является приблизительно прямым цилиндром.
27. Стент по п. 26, в котором второй зацеп соединен со вторым концом второй концевой полосы сваркой.
28. Стент по п. 23 или 24, в котором первая боковая полоса и вторая боковая полоса соединены поперечными распорками.
29. Стент по п. 23 или 24, в котором по меньшей мере одна из указанных ячеек имеет размер, отличающийся от по меньшей мере одной другой из указанных ячеек.
30. Стент по п. 23 или 24, в котором размер ячеек уменьшается вблизи любого конца основного компонента стента.
31. Стент по п. 23 или 24, в котором полимерным материалом является волокнистая сетка.
32. Стент по п. 23 или 24, в котором полимерный материал является пористым материалом.
33. Стент по п. 23 или 24, в котором полимерный материал является долговечным материалом.
34. Стент по п. 23 или 24, в котором полимерный материал проходит по всей длине основного компонента стента.
35. Стент по п. 23 или 24, в котором полимерный материал покрывает конец основного компонента стента.
36. Стент по п. 23 или 24, в котором полимерный материал имеет ячеистые структуры.
37. Стент по п. 23 или 24, в котором полимерным материалом является экспандированный политетрафторэтилен (ePTFE).
38. Стент по п. 23 или 24, в котором полимерный материал обеспечивает стенту продольную жесткость.
39. Стент по п. 23 или 24, в котором полимерный материал обеспечивает опорную конструкцию для стента.
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПИРАЛЬНЫЙ СТЕНТ-ГРАФТ | 2007 |
|
RU2460495C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 6503270 B1, 07.01.2003. | |||

