Изобретение относится к области идентификации и предназначен для создания идентификационных меток с помощью дугового разряда.
Известен способ нанесения буквенно-цифрового кода на плоские поверхности металла [1]. Однако сам по себе этот способ не может создавать идентификационную метку
Известен способ создания идентификационной метеки [2]. Однако он предназначен для создания идентификационных меток на бумаге и не использует режем дугового разряда].
В качестве прототипа выбран способ [3] создания идентификационной метки, который без нанесения информационной сетки и буквенно-цифрового кода малоэффективен и с помощью которого нельзя создать обширную базу данных идентификационных меток.
Предложенный способ нанесения идентификационной метки заключается в том, что что на указанный объект с помощью электроэрозионного воздействия наносят информационную сетку и буквенно-цифровой код с использованием электродов, подключенных к источнику питания при сварке в режиме дугового разряда, после нанесения информационной сетки указанного кода дополнительно на поверхность объекта наносят как минимум 3-5 сварочных швов, являющихся неповторимыми по дефектам и стохастически разбросанные по идентификационной метки точечные контакты, а полученные в режиме дугового разряда сварки, информация об идентификационной метки, указанном коде, дефектах и стохастически разброс данных точечных контактов, используют при идентификации указанной идентификационной метки.
Предложенное устройство отличатся тем, что содержит электроды, подключенные к источнику питания, соответственно для нанесения информационной сетки, буквенно-цифрового кода, сварочных швов и точечных контактов, устройство снабжено блоком управления с генератором случайного перемещения электродов по поверхности информационной сетки, а сам электрод снабжен диэлектрической втулкой.
нанесение информационной сетки с помощью электроэрозионного воздействия и буквенно-цифрового кода электрическими процессами с помощью электродов, подключенных к источнику питания.
Особенность предлагаемого способа заключается в том, что после нанесения информационной сетки и буквенно-цифрового кода, на поверхности объекта наносят как минимум - неповторимых сварочных швов со всеми своими дефектами и стохастически разбросанных по идентификационной метке точечных контактов, полученных в режиме дугового разряда, а процесс идентификации осуществляют путем сравнения всех невоспроизводимых результатов нанесения волновых и точечных контактов на объекте, полученных в результате дугового разряда, с аналогичной информацией в базе данных.
Предложенное устройство для идентификации плоских объектов, содержит электроды, подключенные к источнику питания.
Особенность устройства заключается в том, что в качестве источника питания выбран сварочный источник питания, устройство снабжено блоком управления и генератором случайного перемещения электродов по поверхности информационной сетки.
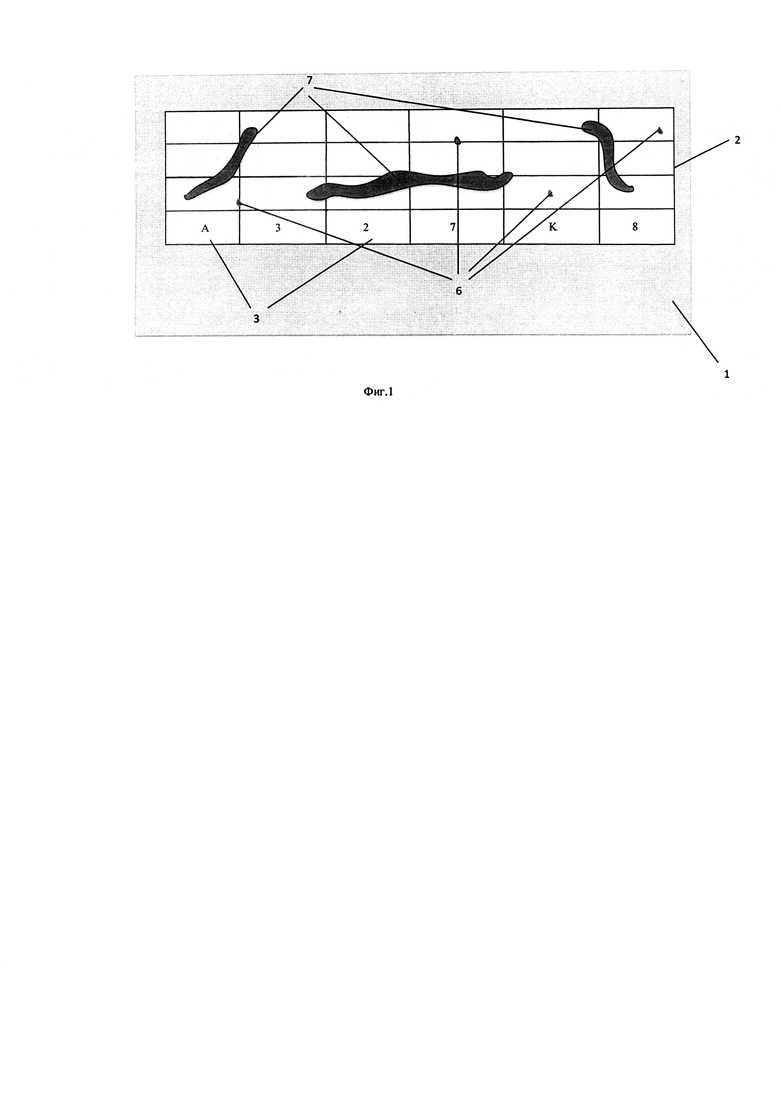
На фиг. 1 схематично изображен плоский объект 1 из металла с нанесенной информационной сеткой 2 полученной с помощью электроэрозионного воздействия {Способ нанесения на идентификационную метку координатной сетки и цифрового кода. Патент Республики Молдова №4071} и буквенно-цифровые коды 3 нанесенными электрическими процессами с помощью электродов, подключенных к источнику питания, {подробно описано в заявке РФ №2016136463 на Способ нанесения буквенно-цифровых кодов на идентификационную метку из металла}. Все это [5-6] во вновь подаваемой заявке находится в ограничительной части формулы изобретения.
Особенность вновь предлагаемого способа заключается в том, что после нанесения информационной сетки 2 и буквенно-цифрового кода 3, на поверхности объекта 1 наносят как минимум 3-5 неповторимых сварочных швов 6 со всеми своими дефектами и стохастически разбросанных по идентификационной метке точечных контактов 7, полученных в режиме дугового разряда, а процесс идентификации осуществляют путем сравнения всех невоспроизводимых результатов нанесения волновых и точечных контактов на объекте, полученных в результате дугового разряда, с аналогичной информацией в базе данных.
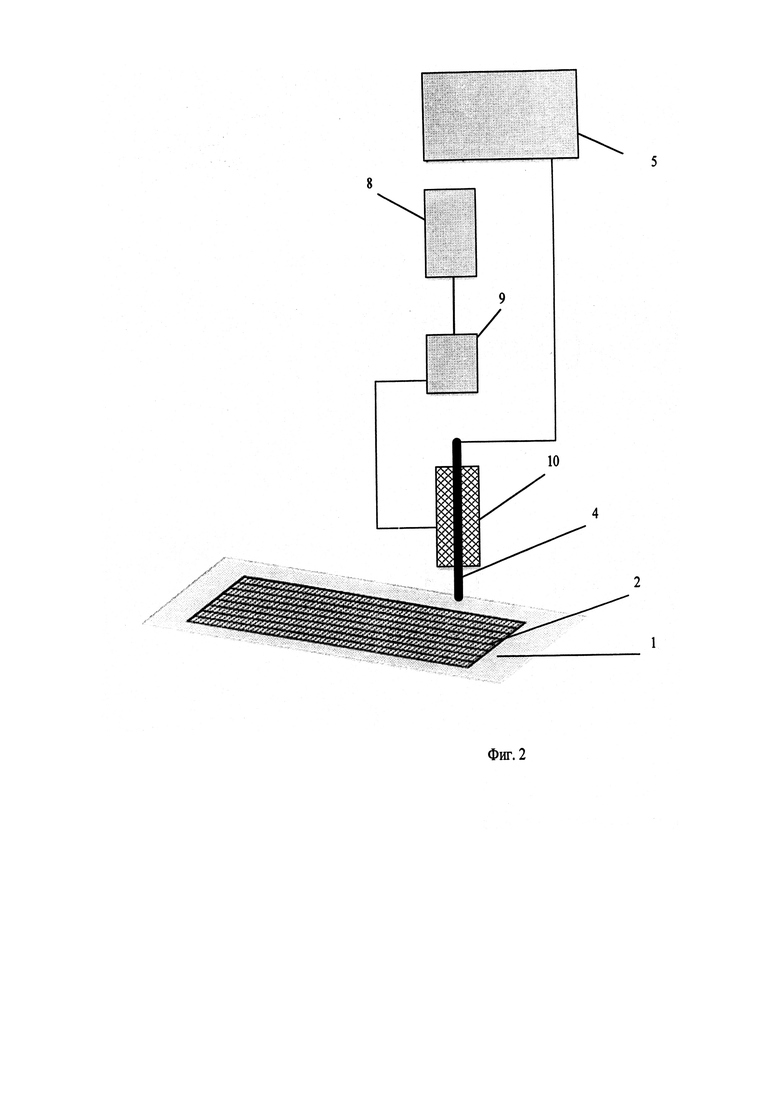
На фиг. 2 приведено устройство у которого в качестве источника питания выбран сварочный источник питания 5, устройство снабжено блоком управления 8 и генератором случайного перемещения электродов 9 по поверхности информационной сетки 2, а сам электрод 4 снабжен диэлектрической втулкой 10.
Втулка 10 служит диэлектрической развязкой между блоком питания 5 и блоком управления 8 и генератором случайного перемещения электродов 9.
Отдельно отметим, что блоки питания для нанесения информационной сетки 2, буквенно-цифровых кодов 3 и сварочных швов 6 и точечных контактов 7 - это разные специализированные блоки питания 5.
В данном способе нет идентификационных меток, функцию меток выполняет сам объект 2 с информационной сеткой 2, буквенно-цифровым кодом 3 и со всеми особенностями сварочных швов 6 и точечных контактов 7.
Процесс идентификации многостадийный. На первом этапе сравнивают информационную сетку 2 и буквенно-цифровые коды 3, а на заключительном этапе сравнивают все особенности сварочных неповторимых швов 6 и точечных контактов 7 на объекте с аналогичной информацией в базе данных.
Источники патентной информации
1. Патент RU №2481643.
2. Патент US №5484099.
3. Патент RU №2544714.
4. Патент US №4935279.
5. Патент РМ №4071.
6. Заявка РФ №2016136463.
7. Положительное решение по заявке №2016112283 на Способ установки идентификационной метки.
Патентная информация
1. Патент RU №2661530 на Способ нанесения буквенно-цифрового кода на идентификационную метку из металла и устройства для его осуществления/
2. Патент MD 4071/
3. Патент RU №2370377, полученный на Майкрософт Корпорейшн 20.10.2009. с. 3 строки 35-51. фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки идентификационной метки | 2016 |
|
RU2644060C2 |
| Способ создания идентификационной метки на металлическом носителе | 2016 |
|
RU2650460C1 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2656622C2 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ И ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИДЕНТИФИКАЦИОННОЙ МЕТКИ | 2016 |
|
RU2657261C2 |
| Способ сварки тонколистовых материалов | 2016 |
|
RU2638090C1 |
| СПОСОБ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2677421C1 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА МЕТАЛЛИЧЕСКОМ ФИЛЬТРЕ | 2016 |
|
RU2661127C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| Способ идентификации электропроводящего объекта и устройство для его осуществления | 2016 |
|
RU2653377C2 |
Изобретение относится к области идентификации и может использоваться для конечной идентификации сложного изделия, в частности из металла, преимущественно плоского. Технический результат заключается в расширении арсенала средств идентификации плоских объектов из металла. В способе после нанесения информационной сетки и буквенно-цифрового кода, на поверхности объекта наносят как минимум 3-5 неповторимых сварочных швов со всеми своими дефектами и стохастически разбросанных по идентификационной метке точечных контактов, полученных в режиме дугового разряда. В процессе идентификации осуществляют сравнение всех невоспроизводимых результатов нанесения волновых и точечных контактов на объекте, полученных в результате дугового разряда, с аналогичной информацией в базе данных. В устройстве в качестве источника питания выбирают сварочный источник питания, устройство снабжают блоком управления и генератором случайного перемещения электродов по поверхности информационной сетки, а сам электрод снабжают диэлектрической втулкой. 1 з.п. ф-лы, 2 ил.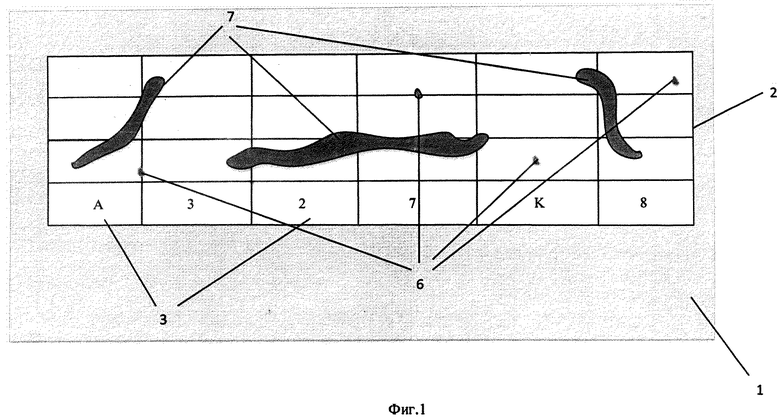
1. Способ нанесения идентификационной метки на плоские объекты из металла, заключающийся в том, что на указанный объект с помощью электроэрозионного воздействия наносят информационную сетку и буквенно-цифровой код с использованием электродов, подключенных к источнику питания при сварке в режиме дугового разряда, после нанесения информационной сетки указанного кода дополнительно на поверхность объекта наносят как минимум 3-5 сварочных швов, являющихся неповторимыми по дефектам, и стохастически разбросанные по идентификационной метке точечные контакты, а полученные в режиме дугового разряда сварки, информацию об идентификационной метке, указанном коде, дефектах и стохастическом разбросе данных точечных контактов используют при идентификации указанной идентификационной метки.
2. Устройство по п. 1, отличающееся тем, что содержит электроды, подключенные к источнику питания, соответственно для нанесения информационной сетки, буквенно-цифрового кода, сварочных швов и точечных контактов, устройство снабжено блоком управления с генератором случайного перемещения электродов по поверхности информационной сетки, а сам электрод снабжен диэлектрической втулкой.
| RU 2016112283 A, 03.10.2017 | |||
| НЕ ПОДДАЮЩИЕСЯ ПОДДЕЛКЕ И ФАЛЬСИФИКАЦИИ ЭТИКЕТКИ СО СЛУЧАЙНО ВСТРЕЧАЮЩИМИСЯ ПРИЗНАКАМИ | 2005 |
|
RU2370377C2 |
| US5484099 A, 16.01.1996 | |||
| Устройство для автоматического пуска в ход и остановки асинхронного трехфазного двигателя | 1926 |
|
SU4071A1 |
| US 6176434 B1, 23.01.2001 | |||
| КРАЙНЕВ А | |||
| Механика машин | |||
| Фундаментальный словарь, Москва, Машиностроение, 2000, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |

