Изобретение относится к области информационных технологий и предназначено для создания идентификационных меток, полученных с помощью стохастических процессов, точнее с помощью турбулентных газодинамических потоков.
Известен способ создания идентификационных меток с использованием электроразрядных технологий [1]. Но такой способ применим только для создания идентификационных меток на металле. К недостаткам такого способа можно отнести то, что для его реализации требуется высоковольтное оборудование и особые требования к поддержанию безопасности.
Известен еще один способ [2], основанный на электроразрядной технологии. Но и этот способ обладает теми же недостатками.
В качестве прототипа использован способ создания идентификационной метки на диэлектрике и металле путем предварительного нанесения на нее информационной сетки, присвоения цифрового кода и обдува ее высокоскоростным потоком газа, содержащим частицы [3].
Предлагаемый способ предполагает создание идентификационной метки на диэлектрике и металле путем предварительного нанесения на нее информационной сетки, присвоения цифрового кода и обдува ее высокоскоростным потоком газа, содержащим частицы.
Особенностью предлагаемого способа является то, что обдув поверхности идентификационной метки осуществляют в две стадии, на первой стадии осуществляют обдув полидисперсным порошком из металла, сканируют поверхность идентификационной метки и вносят ее в базу данных, а на второй стадии осуществляют обдув неметаллическим полидисперсным порошком, при этом поверхность метки разогревают до температуры плавления с последующим сканированием и введением в базу данных.
К другим особенностям можно отнести то, что места внедрения в идентификационную метку металлических и неметаллических частиц выделяют в базе данных под разными цветами, например металлические - красным, а неметаллические - синим цветом, и то, что обдув идентификационной метки разными частицами производят на разных участках идентификационной метки. К особенностям можно отнести и то, что обдув идентификационной метки разными частицами производят с частичным перекрытием поверхностей внедрения частиц.
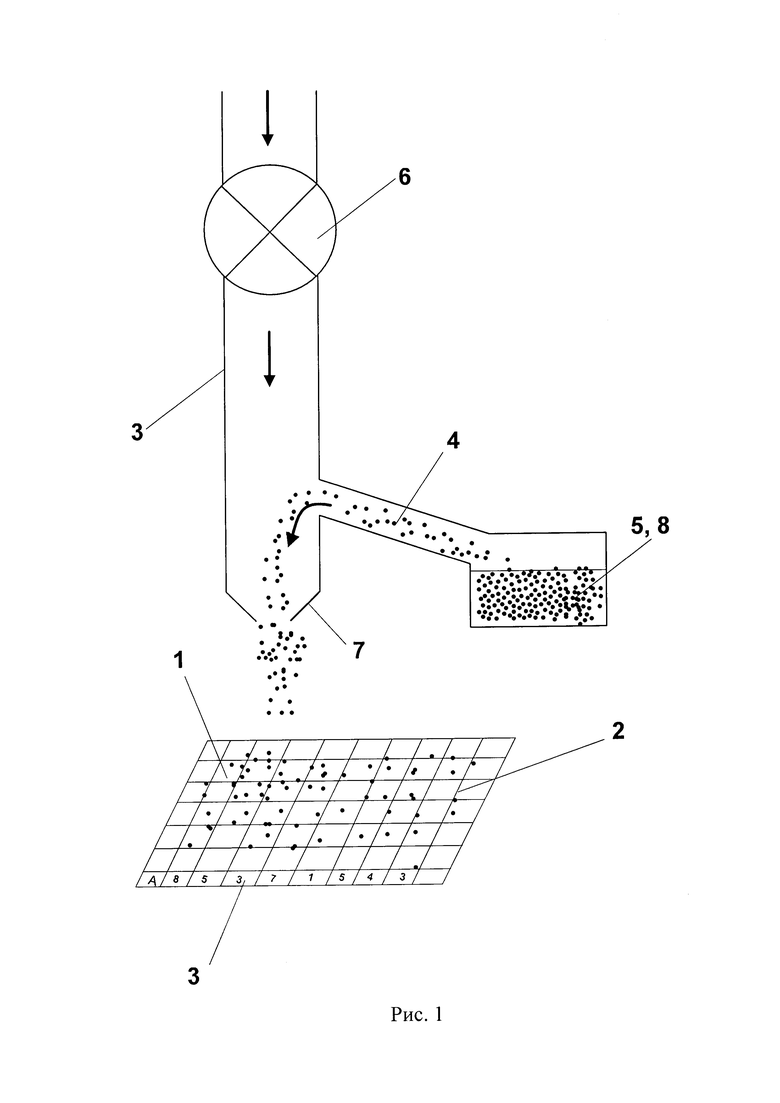
На рис. 1 схематично изображена схема, работающая по предлагаемому способу создания идентификационной метки 1 на диэлектрике и металле путем предварительного нанесения на нее информационной сетки 2, присвоения цифрового кода 3 и обдува ее высокоскоростным потоком газа, содержащим частицы 4. Благодаря эжекторному эффекту частицы 5 засасываются благодаря компрессору 6 и разгоняются в сопле 7 до больших скоростей.
Обдув поверхности идентификационной метки 1 осуществляют в две стадии, на первой стадии осуществляют обдув полидисперсным порошком 5 из металла, сканируют поверхность идентификационной метки 1 и вносят ее в базу данных, а на второй стадии осуществляют обдув неметаллическим полидисперсным порошком 8 с последующим сканированием и введением в базу данных.
Другой особенностью можно признать то, что места внедрения в идентификационную метку металлических и неметаллических частиц 5 или 8 выделяют в базе данных под разными цветами, например металлические - красным, а неметаллические 8 - синим цветом, и тем, что обдув идентификационной метки 1 разными частицами производят на разных участках идентификационной метки 1
К особенностям можно отнести также и то, обдув идентификационной метки 1 разными частицами производят с частичным перекрытием поверхностей внедрения частиц.
Предложенный способ позволит без применения высоких напряжений, характерных для электроразрядной идентификации, гораздо дешевле и безопаснее создавать идентификационные метки на металле и мягких металлах.
Источники информации
1. Способ электроразрядной идентификации. Патент Республики Молдова №3390.
2. Электроразрядный способ изготовления невоспроизводимой идентификационной метки. Патент РФ №24521308.
3. Способ газодинамической идентификации. Патент Республики Молдова №3389.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания идентификационной метки | 2016 |
|
RU2656622C2 |
| Химический способ идентификации объекта | 2016 |
|
RU2637978C1 |
| Идентификационный патрон | 2016 |
|
RU2644183C2 |
| Способ создания идентификационной метки на металлическом носителе | 2016 |
|
RU2650460C1 |
| СПОСОБ СОЗДАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА МЕТАЛЛИЧЕСКОМ ФИЛЬТРЕ | 2016 |
|
RU2661127C2 |
| Способ создания идентификационной метки | 2016 |
|
RU2650356C1 |
| Способ идентификации металлической детали | 2016 |
|
RU2661128C2 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
| Способ идентификации объектов из металла и устройство для его осуществления | 2017 |
|
RU2679177C1 |
| Способ трехмерной идентификации твердого объекта | 2016 |
|
RU2654460C1 |
Изобретение относится к области информационных технологий и предназначено для создания идентификационных меток, полученных с помощью стохастических процессов, точнее с помощью турбулентных газодинамических потоков. Заявлен газодинамический способ создания идентификационной метки 1 на диэлектрике и металле путем предварительного нанесения на нее информационной сетки 2, присвоения цифрового кода 3 и обдува ее высокоскоростным потоком газа, содержащим частицы 4, причем обдув поверхности идентификационной метки 1 осуществляют в две стадии, на первой стадии осуществляют обдув полидисперсным порошком 5 из металла, сканируют поверхность идентификационной метки 1 и вносят ее в базу данных, а на второй стадии осуществляют обдув неметаллическим полидисперсным порошком 8 с последующим сканированием и введением в базу данных. Технический результат заключается в обеспечении возможности без применения высоких напряжений, характерных для электроразрядной идентификации, обеспечить увеличение безопасности при создании идентификационных меток на металле и мягких металлах. 3 з.п. ф-лы, 1 ил.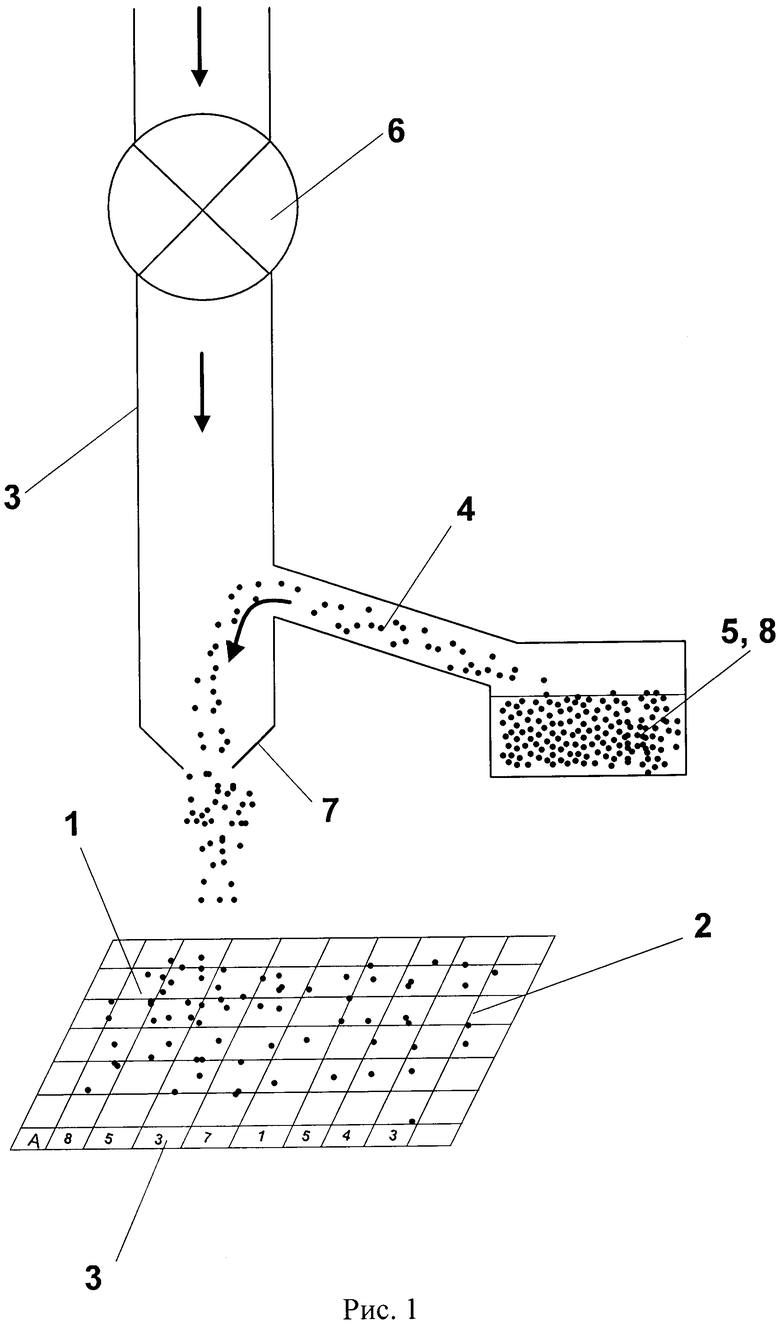
1. Газодинамический способ создания идентификационной метки 1 на диэлектрике и металле путем предварительного нанесения на нее информационной сетки 2, присвоения цифрового кода 3 и обдува ее высокоскоростным потоком газа, содержащим частицы 4, отличающийся тем, что обдув поверхности идентификационной метки 1 осуществляют в две стадии, на первой стадии осуществляют обдув полидисперсным порошком 5 из металла, сканируют поверхность идентификационной метки 1 и вносят ее в базу данных, а на второй стадии осуществляют обдув неметаллическим полидисперсным порошком 8 с последующим сканированием и введением в базу данных.
2. Способ по п. 1, отличающийся тем, что места внедрения в идентификационную метку металлических и неметаллических частиц 5 выделяют в базе данных под разными цветами, например металлические - красным, а неметаллические - синим цветом.
3. Способ по п. 1, отличающийся тем, что обдув идентификационной метки 1 разными частицами производят на разных участках идентификационной метки 1.
4. Способ по п. 1, отличающийся тем, что обдув идентификационной метки 1 разными частицами производят с частичным перекрытием поверхностей внедрения частиц.
| Часы, автоматически включающие и выключающие ток в осветительной печи | 1925 |
|
SU4007A1 |
| СЦЕПЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ К БОНАМ И Т.П. | 1923 |
|
SU3390A1 |
| ЭЛЕКТРОРАЗРЯДНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ НЕВОСПРОИЗВОДИМОЙ ИДЕНТИФИКАЦИОННОЙ МЕТКИ НА ЭЛЕКТРОПРОВОДЯЩИХ ДЕТАЛЯХ | 2007 |
|
RU2421308C2 |
| CN 101364254 A, 11.02.2009. | |||

