Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к форме с мелким рельефом для формования разделителя топливного элемента, способу изготовления разделителя топливного элемента с использованием этой формы и разделителю топливного элемента.
Уровень техники
[0002]
В настоящее время топливные элементы с полимерным электролитом применяются в автомобилях, в которых в качестве движущей силы используется электроэнергия, а также для систем генерации электроэнергии небольшого масштаба и т.п. Основными компонентами топливного элемента с полимерным электролитом являются электроды и разделители, имеющие каналы в виде вогнутых частей/выпуклых частей небольшого размера, которые обеспечивают подачу газа, служащего топливом (реакционного газа). Разделитель изготавливают посредством прессования тонкой металлической пластины с использованием формы с мелким вогнуто-выпуклым рельефом.
[0003]
Чтобы уменьшить контактное сопротивление и облегчить протекание реакционного газа (водорода и воздуха), каналы разделителя в предпочтительном случае имеют поперечное сечение прямоугольной формы с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка, расположенная между вогнутой частью и выпуклой частью, является вертикальной.
[0004]
По соображениям коррозионной стойкости и долговечности в качестве тонкой металлической пластины для разделителя обычно используется тонкая пластина из титана или тонкая пластина из нержавеющей стали; однако на тонкой металлической пластине технически трудно образовать вогнутые части/выпуклые части (каналы), имеющие указанные выше предпочтительное прямоугольное поперечное сечение, с использованием вогнуто-выпуклой формы при одновременном предотвращении возникновения трещин, связанного с уменьшением толщины тонкой металлической пластины, и недопущении "прогиба" из-за упругого восстановления после прессования; в то же время к настоящему моменту предложено несколько технологий с использованием вогнуто-выпуклой формы для обработки тонкой металлической пластины посредством прессования с образованием вогнутых частей/выпуклых частей (каналов).
[0005]
В Патентном документе 1 предлагается способ обработки материала в виде пластины посредством прессования, который включает в себя образование посредством прессования множества выступов на пластически деформируемом материале в виде пластины, причем способ включает в себя первый этап, на котором используют первую пресс-форму для образования выступающей части в той области, где предполагается образовать выступ, и второй этап, на котором используют вторую пресс-форму для выдавливания внутренней части, расположенной ближе к центру, чем к периферийной области выступающей части, которая образована на первом этапе, и, таким образом, завершают образование выступа.
[0006]
В способе обработки посредством прессования по Патентному документу 1 можно не допустить прогиба материала пластины после образования выступов; но в связи с тем, что не предусмотрено обеспечение вертикальности образуемой стоячей стенки выступа, нельзя получить выступ, имеющий прямоугольное поперечное сечение с четко выраженными углами, где верх выступа является плоским, а стоячая стенка выступа является вертикальной.
[0007]
В Патентном документе 2 предлагается способ изготовления разделителя для топливного элемента с полимерным электролитом, который имеет плоскую область на периферии, а также выпуклые части/вогнутые части, служащие каналами для газа, в области, отличающейся от периферии, причем этот способ включает в себя формование материала с получением поперечного сечения в виде повторяющихся выпуклых частей и вогнутых частей, в качестве предварительного формования, и последующее формование материала с получением окончательного поперечного сечения в виде повторяющихся выпуклых частей и вогнутых частей.
[0008]
Однако в способе изготовления по Патентному документу 2, так как не предусмотрено обеспечение у выпуклой части плоского верха, нельзя получить прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной.
[0009]
В Патентном документе 3 предлагается устройство для изготовления разделителя для топливного элемента с полимерным электролитом, имеющего плоскую область на периферии, а также выпуклые части/вогнутые части, служащие каналами для газа, в области, отличающейся от периферии, в котором зазор с (мм) области стоячей стенки в выпукло-вогнутой части, радиус r (мм) перехода, глубина d (мм) канавки и шаг р (мм) канавки удовлетворяют заданному соотношению, содержащему толщину t (мм) пластины обрабатываемого материала.
[0010]
Однако даже при использовании устройства для изготовления, соответствующего Патентному документу 3, нельзя получить прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной.
[0011]
В Патентном документе 4 предлагается способ изготовления металлического разделителя для топливного элемента, и, когда металлический разделитель для топливного элемента, имеющий каналы для газа с вогнуто-выпуклым поперечным сечением c углом наклона, меньше или равным 50°, и внутренним радиусом, меньше или равным 0,5 мм, изготавливается посредством прессования материала пластины разделителя, в котором электропроводные включения выступают на поверхности, то этот способ включает в себя основное формование материала пластины, заключающееся в формовании выступа для газового канала на площади поверхности, больше или равной 80% от целевой пощади поверхности газового канала, с использованием формы, в которой формующая часть для выступающей области имеет форму R, и последующее дополнительное формование материала пластины, заключающееся в прессовании с получением окончательной формы газового канала.
[0012]
Однако способ изготовления по Патентному документу 4 не дает определенности в отношении окончательной формы газового канала и не является способом образования газового канала, имеющего прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклою частью является вертикальной.
[0013]
В Патентном документе 5 предлагается способ формования каналов в металлических разделителях, которые располагают один над другим в ячейке топливного элемента и которые в ячейке образуют каналы для газа, служащего топливом, и каналы для окисляющего газа, посредством образования вогнутых частей/выпуклых частей посредством прессования, причем этот способ включает в себя первый этап, на котором посредством прессования на металлической пластине плоской формы образуют продольные вогнутые части и выпуклые части, второй этап, на котором вогнутую нижнюю область вогнуто-выпуклого рельефа, образованного на первом этапе, продавливают с ее наружной стороны и выпуклую верхнюю область вогнуто-выпуклого рельефа продавливают с ее наружной стороны, в результате чего из вогнутой нижней области и выпуклой верхней области образуют вогнутую криволинейную область, продолжающуюся в продольном направлении вогнуто-выпуклого рельефа, и третий этап, на котором вогнутую нижнюю область, образованную на втором этапе, продавливают с ее внутренней стороны и криволинейную часть выпуклой верхней области продавливают с внутренней стороны этой области, в результате чего из вогнутой нижней области и выпуклой верхней области образуют плоскую область.
[0014]
В способе формования по Патентному документу 5 после предварительного формования на первом этапе на втором этапе образуют криволинейную область в выпуклой части и на третьем этапе эту криволинейную область уплощают с получением плоской области; однако уплощение оставляет метку на поверхности, и поверхность становится шероховатой, как следствие, нельзя образовать прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной. Кроме того, в способе формования по Патентному документу 5, так как требуется третий этап, заключающийся в уплощении криволинейной области выпуклой части, производительность является низкой.
[0015]
В Патентном документе 6 предлагается способ изготовления разделителя для топливного элемента с полимерным электролитом, в котором обеспечивают материал в виде пластины из металлического стекла с толщиной от 0,02 до 0,5 мм, выполняют прессование материала в виде пластины из металлического стекла в состоянии его нагрева до температуры в диапазоне от температуры перехода в стеклообразное состояние до температуры кристаллизации, когда имеется переохлажденная жидкость, чтобы образовать вогнутые части/выпуклые части, служащие газовыми каналами, и затем образуют пленку из оксида и/или нитрида в той области, где образованы вогнутые части/выпуклые части.
[0016]
Способ изготовления по Патентному документу 6 представляет собой способ изготовления разделителя из металлического стекла, и в Патентном документе 6 проиллюстрирована только вогнутая форма верха. Поэтому посредством способа изготовления по Патентному документу 6 нельзя образовать прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклою частью является вертикальной.
[0017]
В Патентном документе 7 приведено описание способа изготовления разделителя, в котором выполняют формование материала разделителя для образования в нем вогнутых частей/выпуклых частей, чтобы получить волнообразное поперечное сечение, а затем выполняют частичную штамповку, в результате чего предотвращается возникновение трещин, коробления и прогиба.
[0018]
В способе изготовления по Патентному документу 7 штамповку выполняют после формования с получением волнообразного поперечного сечения; если попытаться выполнить штамповку на первом этапе, течение материала в поперечном сечении прекращается и, как следствие, растяжение становится слишком большим, и возникает трещина. Поэтому необходимо несколько этапов, и стоимость изготовления увеличивается. Если штамповка используется для получения прямоугольного поперечного сечения с четко выраженными углами, при котором угол стоячей стенки является прямым или почти прямым, растяжение в стоячей стенке во время формования посредством штамповки становится большим, и может возникнуть трещина.
Список литературы
Патентная литература
[0019]
Патентный документ 1: JP 2000-317531A
Патентный документ 2: JP 2002-313354A
Патентный документ 3: JP 2004-265856A
Патентный документ 4: JP 2005-243252A
Патентный документ 5: JP 2006-120497A
Патентный документ 6: JP 2007-066817A
Патентный документ 7: JP 2007-48616A
Сущность изобретения
Техническая проблема
[0020]
Как описано выше, поперечное сечение каналов в разделителе в предпочтительном случае является прямоугольным поперечным сечением с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной, чтобы уменьшить сопротивление в месте контакта разделителя и мембраны из полимерного электролита и облегчить протекание реакционного газа (водорода и воздуха). Причины приведены далее.
[0021]
Разделитель контактирует с мембраной из полимерного электролита и работает как электрод; поэтому предпочтительно, чтобы контактное сопротивление было низким, и для этого необходимо сделать верх канала (выпуклой части) плоским и обеспечить максимально возможную площадь контакта.
[0022]
Так как требуется, чтобы разделитель обеспечивал равномерную подачу реакционного газа по каналу, необходимо сделать вертикальной стоячую стенку в канале с прямоугольным сечением и обеспечить максимально возможное проходное сечение канала. Кроме того, так как топливный элемент представляет собой многоярусную конструкцию, необходимо сделать стоячую стенку канала как можно более близкой к вертикальной и обеспечить прочность разделителя на сжатие и, таким образом, получить многоярусную конструкцию, коробление которой затруднено.
[0023]
Однако, как описано выше, технически трудно образовать вогнутые части/выпуклые части (каналы), имеющие указанное выше предпочтительное прямоугольное поперечное сечение, с использованием вогнуто-выпуклой формы при одновременном предотвращении возникновения трещин, связанного с уменьшением толщины тонкой металлической пластины, и недопущении "прогиба" из-за упругого восстановления после прессования.
[0024]
Таким образом, с учетом имеющихся условий в обычных технологиях целью настоящего изобретения, при выполнении прессования тонкой металлической пластины для изготовления разделителя топливного элемента с использованием формы, имеющей формующую поверхность, на которой чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа, является образование вогнутых частей/выпуклых частей (каналов), имеющих поперечное сечение с четко выраженными углами, при котором верх выпуклых частей и вогнутых частей является плоским, а стоячая стенка между вогнутой частью и выпуклою частью является вертикальной, при одновременном предотвращении возникновения трещин, связанного с уменьшением толщины тонкой металлической пластины, и недопущении "прогиба" из-за упругого восстановления после прессования; и задачей настоящего изобретения является предложить форму, которая обеспечивает достижение этой цели, способ изготовления разделителя топливного элемента с использованием этой формы в качестве верхней и нижней форм и разделитель топливного элемента.
Решение проблемы
[0025]
Авторы настоящего изобретения провели обширные исследования в поисках способа достижения указанной выше цели. В результате авторы настоящего изобретения обнаружили, что вогнутые части/выпуклые части (каналы), имеющие прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной, можно получить на тонкой металлической пластине при одновременном предотвращении возникновения трещин, связанного с уменьшением толщины этой пластины, и недопущении "прогиба" из-за упругого восстановления после прессования, если выполнять прессование тонкой металлической пластины с использованием формы, имеющей формующую поверхность, на которой чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа и на которой в верхней области вогнуто-выпуклого рельефа образован дугообразный плавный вогнутый участок и в нижней области вогнуто-выпуклого рельефа образован дугообразный плавный выпуклый участок.
[0026]
Настоящее изобретение образовано на основе указанной выше обнаруженной информации, и суть настоящего изобретения является следующей.
[0027]
[1] Форма с мелким рельефом для формования разделителя топливного элемента посредством прессования тонкой металлической пластины, предназначенной для разделителя топливного элемента, с целью изготовления такого разделителя, которая содержит:
- формующую поверхность, на которой с заданным шагом чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа;
- дугообразный плавный вогнутый участок в верхней области вогнуто-выпуклого рельефа и
- дугообразный плавный выпуклый участок в нижней области вогнуто-выпуклого рельефа.
[0028]
[2] Форма с мелким рельефом для формования разделителя топливного элемента по абзацу [1], в которой глубина D дугообразного плавного вогнутого участка удовлетворяет приведенной ниже Формуле (1):
0,1×R < D < R, (1)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
[0029]
[3] Форма с мелким рельефом для формования разделителя топливного элемента по абзацу [1] или абзацу [2], в которой высота Н дугообразного плавного выпуклого участка удовлетворяет приведенной ниже Формуле (2):
0,1×R < Н < R, (2)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
[0030]
[4] Форма с мелким рельефом для формования разделителя топливного элемента по абзацу [2] или абзацу [3], в которой R удовлетворяет приведенной ниже Формуле (3):
R (мм)=α×t, (3)
где
α - постоянная,
t - толщина тонкой металлической пластины для разделителя топливного элемента.
[0031]
[5] Форма с мелким рельефом для формования разделителя топливного элемента по любому абзацу с [1] по [4], которая представляет собой пресс-форму.
[0032]
[6] Форма с мелким рельефом для формования разделителя топливного элемента по любому абзацу с [1] по [4], которая представляет собой формовочный валок.
[0033]
[7] Способ изготовления разделителя топливного элемента посредством прессования тонкой металлической пластины, предназначенной для разделителя топливного элемента, включающий в себя следующие этапы, на которых:
- выполняют предварительное формование посредством прессования тонкой металлической пластины таким образом, чтобы в поперечном сечении тонкая металлическая пластина приняла волнообразную форму с заданным шагом; и затем
- выполняют прессование тонкой металлической пластины, имеющей поперечное сечение волнообразной формы с заданным шагом, используя в качестве верхней и нижней форм форму с мелким рельефом для формования разделителя топливного элемента по любому абзацу с [1] по [6], имеющую формующую поверхность, на которой вогнутые части и выпуклые части чередуются с соблюдением того же заданного шага.
[0034]
[8] Способ изготовления разделителя топливного элемента по абзацу [7], в котором как верхняя, так и нижняя форма представляет собой пресс-форму.
[0035]
[9] Способ изготовления разделителя топливного элемента по абзацу [7], в котором как верхняя, так и нижняя форма представляет собой формовочный валок.
[0036]
[10] Разделитель топливного элемента, изготовленный посредством способа изготовления разделителя топливного элемента по любому абзацу с [7] по [9], содержащий поперечное сечение с четко выраженными углами газового канала и не содержащий прогиба.
[0037]
[11] Разделитель топливного элемента по абзацу [10], в котором прогиб имеет показатель Z прогиба, меньше или равный 3,0, который определен Формулой (4):
Показатель Z прогиба=(Hs/L) × 100, (4)
где
Hs - высота прогиба (мм),
L - длина разделителя (мм).
Преимущества при реализации изобретения
[0038]
Согласно настоящему изобретению можно обеспечить разделитель топливного элемента, который не имеет "прогиба", имеет высокую прочность на сжатие и небольшое сопротивление в месте контакта с мембраной из полимерного электролита и может обеспечить равномерную подачу реакционного газа (водорода и воздуха).
Краткое описание чертежей
[0039]
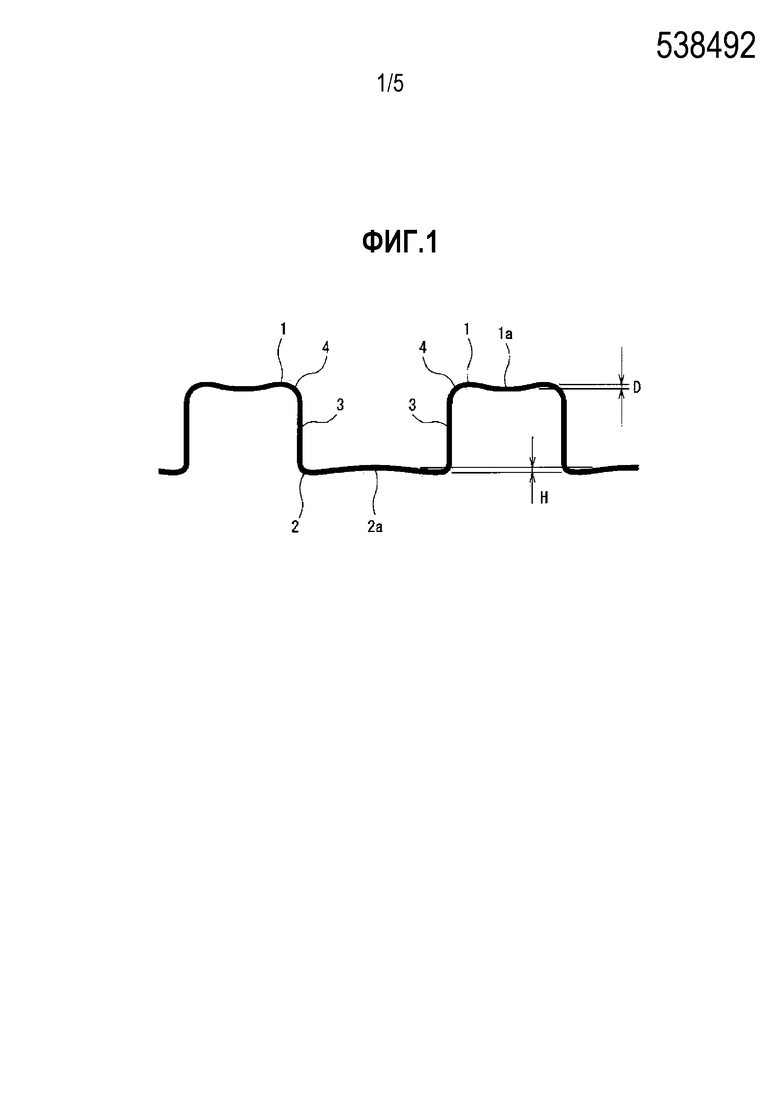
На фиг.1 показан вариант осуществления формующей поверхности формы с мелким рельефом для формования разделителя топливного элемента.
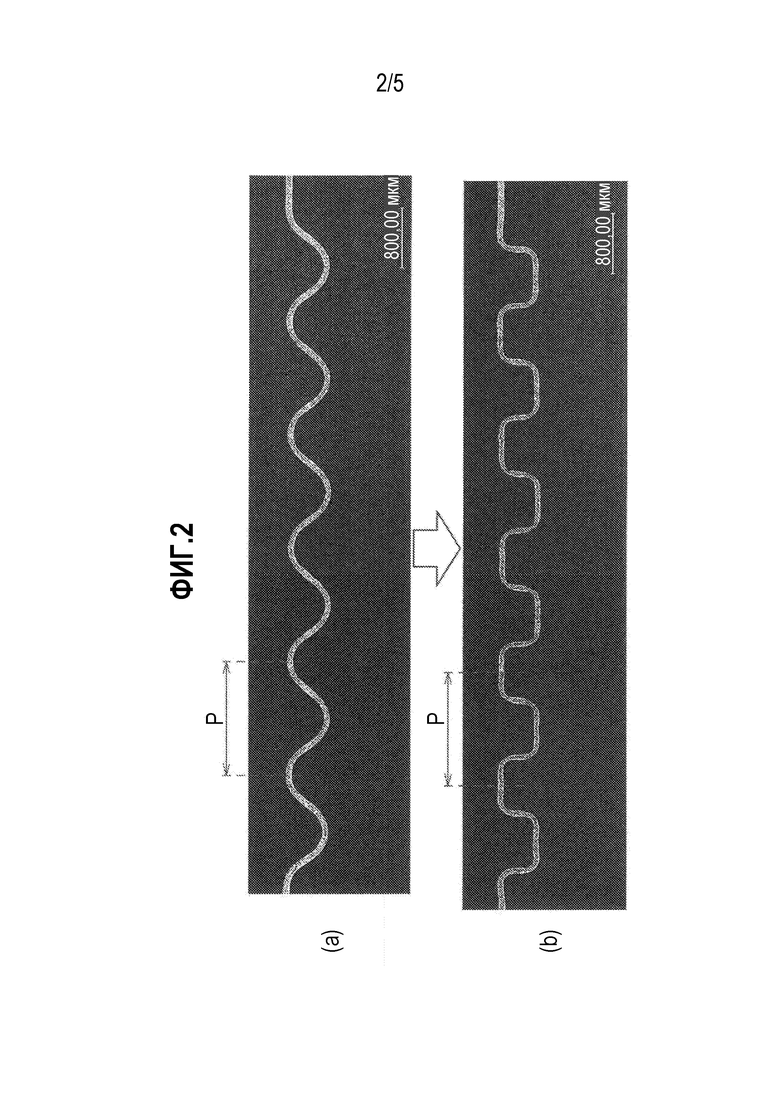
На фиг.2 показано изменение поперечного сечения тонкой металлической пластины в процессе изготовления разделителя топливного элемента. На чертеже (а) показано волнообразное поперечное сечение с шагом р после прессования (предварительного формования), и на чертеже (b) показано вогнуто-выпуклое поперечное сечение с шагом р тонкой металлической пластины для разделителя топливного элемента.
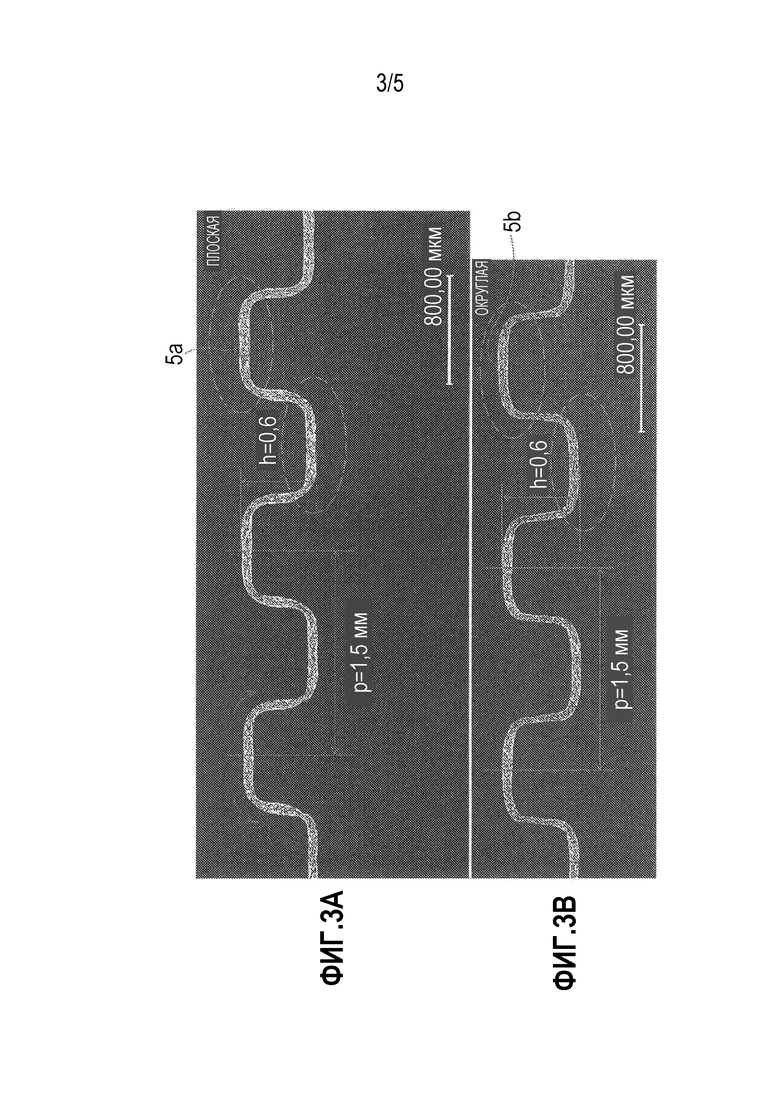
На фиг.3 показаны поперечные сечения тонкой металлической пластины для разделителя топливного элемента, соответствующего настоящему изобретению, и обычной тонкой металлической пластины для разделителя топливного элемента. На фиг.3А показано вогнуто-выпуклое поперечное сечение, получаемое при прессовании тонкой металлической пластины, имеющей волнообразное поперечное сечение с шагом р=1,5 мм, когда в качестве верхней и нижней форм используются формы, каждая из которых имеет формующую поверхность, имеющую дугообразный плавный вогнутый участок в верхней области вогнуто-выпуклого рельефа и дугообразный плавный выпуклый участок в нижней области вогнуто-выпуклого рельефа, и на фиг.3В показано выпукло-вогнутое поперечное сечение, получаемое при прессовании тонкой металлической пластины, имеющей волнообразное поперечное сечение с шагом р=1,5 мм, когда в качестве верхней и нижней форм используются формы, каждая из которых имеет обычную формующую поверхность, не имеющую дугообразного плавного вогнутого участка в верхней области вогнуто-выпуклого рельефа и дугообразного плавного выпуклого участка в нижней области вогнуто-выпуклого рельефа.
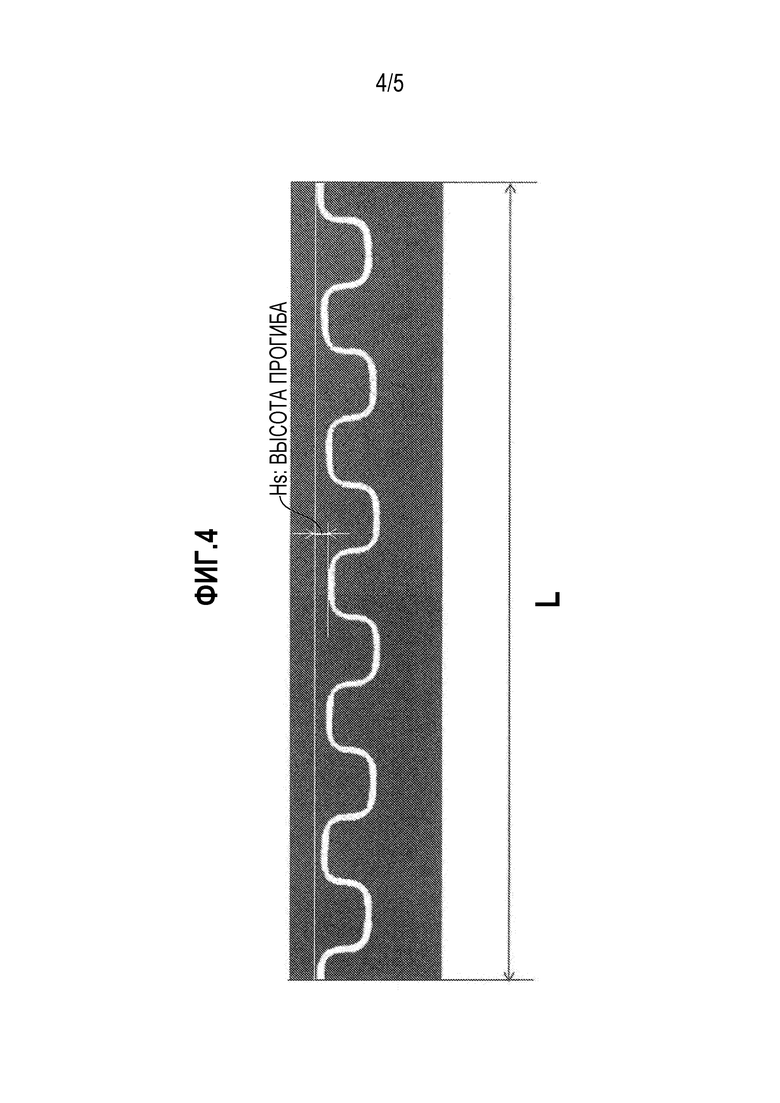
Фиг.4 иллюстрирует технический смысл показателя прогиба.
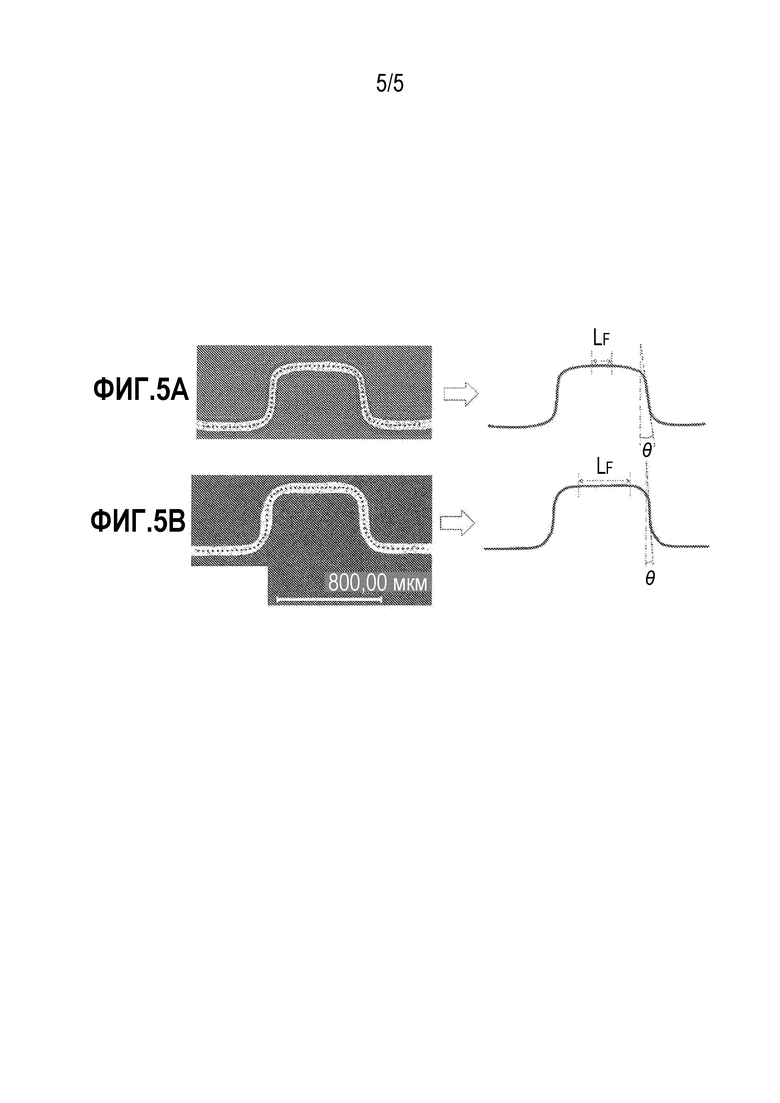
На фиг.5 показаны вогнуто-выпуклые поперечные сечения разделителей, изготовленных в качестве примеров; на фиг.5А показан сравнительный пример и на фиг.5В - пример настоящего изобретения.
Описание предпочтительных вариантов осуществления изобретения
[0040]
Форма с мелким рельефом для формования разделителя топливного элемента, соответствующая настоящему изобретению (далее может называться "формой по настоящему изобретению"), представляет собой форму, посредством которой выполняют прессование для получения тонкой металлической пластины, предназначенной для разделителя топливного элемента, с целью изготовления такого разделителя, и она имеет формующую поверхность, на которой чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа, а также имеет:
- дугообразный плавный вогнутый участок в верхней области вогнуто-выпуклого рельефа и
- дугообразный плавный выпуклый участок в нижней области вогнуто-выпуклого рельефа.
[0041]
Способ изготовления разделителя топливного элемента, соответствующий настоящему изобретению (далее может называться "способом изготовления по настоящему изобретению"), представляет собой способ, посредством которого выполняют прессование тонкой металлической пластины, предназначенной для разделителя топливного элемента, с получением такого разделителя, и этот способ включает в себя следующие этапы, на которых:
- выполняют прессование (предварительное формование) тонкой металлической пластины таким образом, чтобы в поперечном сечении тонкая металлическая пластина приняла волнообразную форму с заданным шагом; и затем
- выполняют прессование тонкой металлической пластины, имеющей поперечное сечение волнообразной формы с заданным шагом, используя в качестве верхней и нижней форм формы по настоящему изобретению, каждая из которых имеет формующую поверхность, на которой вогнутые части и выпуклые части чередуются с соблюдением того же заданного шага.
[0042]
Разделитель топливного элемента, соответствующий настоящему изобретению (далее может называться "разделителем по настоящему изобретению"), представляет собой разделитель топливного элемента, изготовленный посредством способа изготовления по настоящему изобретению.
[0043]
Сначала на основе чертежей описана форма по настоящему изобретению.
[0044]
На фиг.1 показан вариант осуществления формующей поверхности формы с мелким рельефом для формования разделителя топливного элемента (формы по настоящему изобретению). Как показано на фиг.1, на формующей поверхности формы с чередованием с заданным шагом образованы вогнутые части и выпуклые части (вогнуто-выпуклый рельеф), которые образуют вогнуто-выпуклые каналы на тонкой металлической пластине, предназначенной для разделителя топливного элемента (далее может называться просто "тонкой металлической пластиной"). То есть на формующей поверхности формы вогнутые части и выпуклые части с заданным шагом образованы таким образом, что верхняя область 1 и нижняя область 2 связаны друг с другом посредством вертикальной области 3 и перехода 4.
[0045]
В верхней области 1 выпукло-вогнутого рельефа формующей поверхности образован дугообразный плавный вогнутый участок 1а, и, аналогичным образом, в нижней области 2 выпукло-вогнутого рельефа обрабатывающей поверхности образован дугообразный плавный выпуклый участок 2а. Это является конструктивной особенностью формы по настоящему изобретению.
[0046]
Указанная тонкая металлическая пластина конкретным образом не ограничивается тонкой металлической пластиной для определенного разделителя топливного элемента, и она может представлять собой, например, в предпочтительном случае тонкую пластину из титана или тонкую пластину из нержавеющей стали аустенитного класса.
[0047]
Авторы настоящего изобретения обнаружили, что при прессовании тонкой металлической пластины, которая ранее была подвергнута прессованию с получением волнообразного поперечного сечения, с использованием в качестве верхней и нижней форм таких форм, каждая из которых имеет формующую поверхность, показанную на фиг.1, на тонкой металлической пластине можно образовать вогнутые части/выпуклые части (каналы), имеющие прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной, и при этом предотвращается возникновение трещин, связанное с уменьшением толщины тонкой металлической пластины, и не допускается "прогиб" из-за упругого восстановления после прессования. Именно это открытие лежит в основе формы по настоящему изобретению.
[0048]
Авторы настоящего изобретения предполагают, что причина того, что при использовании формы по настоящему изобретению можно получать вогнутые части/выпуклые части (каналы), имеющие прямоугольное поперечное сечение с четко выраженными углами, при котором верх выпуклой части является плоским, а стоячая стенка между вогнутой частью и выпуклой частью является вертикальной, при одновременном предотвращении возникновения трещин, связанного с уменьшением толщины тонкой металлической пластины, и недопущении "прогиба" из-за упругого восстановления после прессования, является следующей.
[0049]
Во время прессования дугообразный плавный вогнутый участок, образованный в верхней области вогнуто-выпуклого рельефа формующей поверхности, и дугообразный плавный выпуклый участок, образованный в нижней области вогнуто-выпуклого рельефа обрабатывающей поверхности, будут работать так, чтобы направить пластическое течение металла в тонкой пластине к стоячей стенке (переходу) и, таким образом, завершить пластическую деформацию. В результате в верхней и нижней областях будут возникать равномерные сжимающие напряжения и в максимальной степени будет не допускаться деформация из-за упругого восстановления после прессования, что позволяет образовать каналы, имеющие прямоугольное поперечное сечение с четко выраженными углами.
[0050]
В форме с мелким рельефом, имеющей формующую поверхность, которая показана на фиг.1 (форме по настоящему изобретению), глубина D дугообразного плавного вогнутого участка, образованного в верхней области вогнуто-выпуклого рельефа обрабатывающей поверхности, в предпочтительном случае удовлетворяет приведенной ниже Формуле (1):
0,1×R < D < R, (1)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
[0051]
Если глубина D дугообразного плавного вогнутого участка меньше или равна 0,1×R, пластическое течение металла тонкой пластины в направлении стоячей стенки (перехода) не возникает и верх не может быть сделан достаточно плоским, поэтому глубину D задают больше 0,1×R. В более предпочтительном случае глубина D больше или равна 0,2×R.
[0052]
С другой стороны, если глубина D больше или равна R, толщина верхней области канала получается неравномерной или из-за излишнего уплощения возникает трещина, поэтому глубину D задают меньше R. В более предпочтительном случае глубина D меньше или равна 0,5×R.
[0053]
В форме с мелким рельефом, имеющей обрабатывающую поверхность, которая показана на фиг.1 (форме по настоящему изобретению), высота Н дугообразного плавного выпуклого участка, образованного в нижней области вогнуто-выпуклого рельефа обрабатывающей поверхности, в предпочтительном случае удовлетворяет приведенной ниже Формуле (2):
0,1×R < Н < R, (2)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
[0054]
Причина, по которой высота Н дугообразного плавного выпуклого участка задается в указанном выше диапазоне, является той же, что причина, по которой глубина D дугообразного плавного вогнутого участка задается в указанном выше диапазоне.
[0055]
Более предпочтительным диапазоном, как и в случае глубины D дугообразного плавного вогнутого участка, является 0,2×R < Н < 0,5×R, и причина, по которой задается этот диапазон, является той же.
[0056]
Подходящее значение R, которое указано в приведенных выше Формуле (1) и Формуле (2) (радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область), авторы настоящего изобретения обнаружили экспериментальным путем исходя из недопущения возникновения трещин в переходе и образования вертикальной стоячей стенки, и, что касается его связи с толщиной тонкой металлической пластины, значение R должно находиться в оптимальном диапазоне, который указан в приведенной ниже Формуле (3):
R (мм)=α×t, (3)
где
α - постоянная,
t - толщина (мм) тонкой металлической пластины для разделителя топливного элемента,
α представляет собой постоянную, которая определяется экспериментальным путем и составляет от 0,5 до 1,5.
[0057]
Так как толщина тонкой металлической пластины обычно составляет от 50 до 200 мкм, R (мм) предпочтительно выбирают в диапазоне (0,5 ÷ 1,5) × (0,05 ÷ 0,2) (мм). Если α меньше 0,5, имеется вероятность возникновения трещины в переходе, и, если α превышает 1,5, величина округлого перехода получается большой и становится трудно получить вертикальную стоячую стенку. В предпочтительном случае α удовлетворяет неравенствам α ≥ 0,7 и α ≤ 1,3.
[0058]
Форма по настоящему изобретению может представлять собой пресс-форму или формовочный валок.
[0059]
Далее описан способ изготовления разделителя топливного элемента с использованием в качестве верхней формы и нижней формы этих форм с мелким рельефом для формования разделителя топливного элемента.
[0060]
Способ изготовления разделителя топливного элемента, соответствующий настоящему изобретению (далее может называться "способом изготовления по настоящему изобретению"), представляет собой способ, посредством которого выполняют прессование тонкой металлической пластины, предназначенной для разделителя топливного элемента, с получением такого разделителя, и этот способ включает в себя следующие этапы, на которых:
- выполняют прессование (предварительное формование) тонкой металлической пластины таким образом, чтобы в поперечном сечении тонкая металлическая пластина приняла волнообразную форму с заданным шагом; и затем
- выполняют прессование тонкой металлической пластины, имеющей поперечное сечение волнообразной формы с заданным шагом, используя в качестве верхней и нижней форм формы по настоящему изобретению, каждая из которых имеет формующую поверхность, на которой вогнутые части и выпуклые части чередуются с соблюдением того же заданного шага.
[0061]
На фиг.2 показано изменение поперечного сечения тонкой металлической пластины в процессе изготовления разделителя топливного элемента. На фиг.2(а) показано волнообразное поперечное сечение с шагом Р после прессования (предварительного формования), и на фиг.2(b) показано вогнуто-выпуклое поперечное сечение с шагом Р тонкой металлической пластины для разделителя топливного элемента.
[0062]
Используя форму, имеющую волнообразную формующую поверхность с заданным шагом Р, прессование тонкой металлической пластины для разделителя топливного элемента выполняют таким образом, чтобы она имела поперечное сечение, показанное на фиг.2(а) (предварительное формование). Затем прессование тонкой металлической пластины, имеющей волнообразное поперечное сечение с шагом Р, выполняют, используя в качестве верхней и нижней форм формы по настоящему изобретению, каждая из которых имеет формующую поверхность, на которой вогнутые части и выпуклые части чередуются с шагом Р. Поперечное сечение тонкой металлической пластины, которая была подвергнута прессованию, показано на фиг.2(b).
[0063]
При этом на фиг.3 показаны поперечные сечения тонкой металлической пластины для разделителя топливного элемента, соответствующей настоящему изобретению, и обычной тонкой металлической пластины для разделителя топливного элемента. На фиг.3А показано вогнуто-выпуклое поперечное сечение с высотой h 0,6 мм, которое образовано посредством прессования тонкой металлической пластины, имеющей волнообразное поперечное сечение с шагом р=1,5 мм, с использованием в качестве верхней и нижней форм таких форм, каждая из которых имеет формующую поверхность с дугообразным плавным вогнутым участком в верхней области вогнуто-выпуклого рельефа и дугообразным плавным выпуклым участком в нижней области вогнуто-выпуклого рельефа (форма по настоящему изобретению).
[0064]
На фиг.3В показано вогнуто-выпуклое поперечное сечение с высотой h 0,6 мм, которое образовано посредством прессования тонкой металлической пластины, имеющей волнообразное поперечное сечение с шагом р=1,5 мм, с использованием в качестве верхней и нижней форм обычных форм, каждая из которых имеет формующую поверхность без дугообразного плавного вогнутого участка в верхней области вогнуто-выпуклого рельефа и без дугообразного плавного выпуклого участка в нижней области вогнуто-выпуклого рельефа.
[0065]
Если сравнить вогнуто-выпуклое поперечное сечение, показанное на фиг.3А, и вогнуто-выпуклое поперечное сечение, показанное на фиг.3В, можно видеть, что верхняя поверхность 5b вогнуто-выпуклого поперечного сечения, показанного на Фиг.3В, имеет "округлость", и это сечение в общем не имеет формы с четко выраженными углами, в то время как верхняя поверхность 5а вогнуто-выпуклого поперечного сечения, показанного на Фиг.3А, является "плоской", и это сечение в общем имеет форму с четко выраженными углами.
[0066]
Предполагается, что причиной того, что верхняя область вогнуто-выпуклого поперечного сечения, полученного с использованием форм по настоящему изобретению в качестве верхней и нижней форм, является "плоской", и это сечение имеет форму с четко выраженными углами, является то, что, как описано выше, во время прессования дугообразный плавный вогнутый участок, образованный в верхней области вогнуто-выпуклого рельефа формующей поверхности, и дугообразный плавный выпуклый участок, образованный в нижней области вогнуто-выпуклого рельефа обрабатывающей поверхности, в форме по настоящему изобретению работают таким образом, что пластическое течение металла тонкой пластины направлено к стоячей стенке (переходу) и, таким образом, пластическая деформация завершается; как следствие, в верхней и нижней областях возникают равномерные сжимающие напряжения и в максимальной степени не допускается деформация из-за упругого восстановления после прессования, в результате чего возникает вогнуто-выпуклое поперечное сечение с четко выраженными углами.
[0067]
Кроме того, предполагается, что, так как за счет действия дугообразного плавного вогнутого участка, образованного в верхней области вогнуто-выпуклого рельефа формующей поверхности, и дугообразного плавного выпуклого участка, образованного в нижней области вогнуто-выпуклого рельефа обрабатывающей поверхности, вогнуто-выпуклое поперечное сечение с четко выраженными углами возникает во всей тонкой металлической пластине, то не допускается "прогиб" из-за упругого восстановления после прессования.
[0068]
Далее описан разделитель по настоящему изобретению. В разделителе по настоящему изобретению, так как поперечное сечение газовых каналов представляет собой вогнуто-выпуклое поперечное сечение с четко выраженными углами, то, по существу, отсутствует "прогиб", прочность на сжатие является высокой, сопротивление в месте контакта с мембраной из полимерного электролита является небольшим, и реакционный газ (водород и воздух) может подаваться равномерно.
[0069]
Авторы настоящего изобретения ввели показатель прогиба, задаваемый посредством приведенной ниже Формулы (4), чтобы оценить "прогиб" разделителя по настоящему изобретению:
Показатель Z прогиба=(Hs/L) × 100, (4)
где
Hs - высота прогиба (мм),
L - длина разделителя (мм).
[0070]
Фиг.4 иллюстрирует технический смысл показателя прогиба. Как показано на фиг.4, в разделителе, который с одной стороны прогнулся по длине L, в качестве высоты прогиба Hs задается максимальное расстояние выпуклой поверхности вогнуто-выпуклого канала от плоскости, которую задают четыре конца разделителя (показана линией, соединяющей два края чертежа). Как видно из фиг.4, показатель Z прогиба в предпочтительном случае должен быть минимально возможным.
Примеры
[0071]
Далее рассмотрены примеры настоящего изобретения; условия в примерах представляют собой только примерные условия, используемые для подтверждения возможности реализации настоящего изобретения и его эффекта, и это изобретение не ограничивается примерными условиями. В настоящем изобретении могут использоваться различные условия, пока они не выходят за пределы сущности этого изобретения и пока выполняется задача этого изобретения.
[0072]
Примеры
Фольга из нержавеющей стали аустенитного класса, имеющая толщину 100 мкм, у которой посредством обычного прессования было образовано волнообразное поперечное сечение с шагом 1,5 мм, была подвергнута прессованию с использованием форм, приведенных в Таблице 1, в качестве верхней и нижней форм, что позволило получить вогнуто-выпуклые каналы с высотой 0,6 мм, в результате чего был изготовлен разделитель топливного элемента. Размеры разделителя топливного элемента был заданы равными 250 × 150 мм, а размеры области с вогнуто-выпуклыми каналами были заданы равными 100 × 200 мм.
[0073]
Таблица 1
[0074]
Визуально было изучено поперечное сечение вогнуто-выпуклых каналов в разделителе топливного элемента, и "прогиб" был оценен посредством показателя прогиба; образец с Z, меньше или равным 3,0%, был оценен как хороший, и образец с Z больше 3,0% был оценен как плохой. Результаты приведены в Таблице 2. В примерах размер разделителя в продольном направлении составляет 250 мм; если показатель прогиба меньше или равен 3%, высота прогиба меньше или равна 7,5 мм. Если высота прогиба меньше или равна 7,5 мм, разделители можно собирать без проблем, когда их укладывают друг на друга с использованием болтов, имеющих высокую прочность на растяжение, и краевых пластин, имеющих достаточную жесткость.
[0075]
Таблица 2
[0076]
Из Таблицы 2 можно видеть, что в примерах были получены разделители топливных элементов, каждый из которых имеет вогнуто-выпуклое поперечное сечение с четко выраженными углами и не имеет "прогиба". Как показано на фиг.5, степень плоскостности верхней и нижней поверхностей и степень вертикальности стоячей стенки в вогнуто-выпуклом поперечном сечении были оценены количественно посредством проведения центральной линии по толщине пластины разделителя в вогнуто-выпуклом поперечном сечении и использования формы этой линии. Что касается степени плоскостности, сравнивались длины LF плоских участков на верхней и нижней поверхностях; и длина LF в примерах была приблизительно в 2,5 раза больше, чем длина LF в Обычных примерах, и обеспечила хорошую плоскую форму. Что касается высоты стоячей стенки, сравнивались углы θ областей со стоячей стенкой; и θ в примерах был меньше, чем θ в Обычных примерах, приблизительно на 4 градуса, и обеспечил хорошую форму стоячей стенки.
[0077]
Таким образом, разделитель по настоящему изобретению представляет собой разделитель топливного элемента, который имеет небольшое сопротивление в месте контакта с мембраной из полимерного электролита и может обеспечить равномерную подачу реакционного газа.
Промышленная применимость
[0078]
Как описано выше, настоящее изобретение может обеспечить разделитель топливного элемента, который не имеет "прогиба", имеет высокую прочность на сжатие, небольшое сопротивление в месте контакта с мембраной из полимерного электролита и может обеспечить равномерную подачу реакционного газа. При использовании этого разделителя топливного элемента повышается КПД топливного элемента; таким образом, настоящее изобретение имеет высокую применимость в области производства батарей.
Список ссылочных обозначений
[0079]
1 - Верхняя область вогнуто-выпуклого рельефа
1а - Дугообразный плавный вогнутый участок
2 - Нижняя область вогнуто-выпуклого рельефа
2а - Дугообразный плавный выпуклый участок
3 - Вертикальная область
4 - Переход
5а, 5b - Верхняя поверхность выпуклой части
d - Глубина дугообразного плавного вогнутого участка
h - Высота дугообразного плавного выпуклого участка
R - Радиус кривизны перехода
Hs - Высота прогиба
L - Длина разделителя
Изобретение относится к форме с мелким рельефом для формования разделителя топливного элемента. Форма с мелким рельефом для формования разделителя топливного элемента посредством прессования тонкой металлической пластины, предназначенной для разделителя топливного элемента, с целью изготовления такого разделителя, содержит: формующую поверхность, на которой с заданным шагом чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа; дугообразный плавный вогнутый участок в верхней области вогнуто-выпуклого рельефа и дугообразный плавный выпуклый участок в нижней области вогнуто-выпуклого рельефа, причем глубина дугообразного вогнутого участка и/или высота дугообразного выпуклого участка меньше, чем радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область. Изобретение позволяет обеспечить разделитель топливного элемента, который не имеет "прогиба", имеет высокую прочность на сжатие и небольшое сопротивление в месте контакта с мембраной из полимерного электролита. 3 н. и 11 з.п. ф-лы, 2 табл., 5 ил.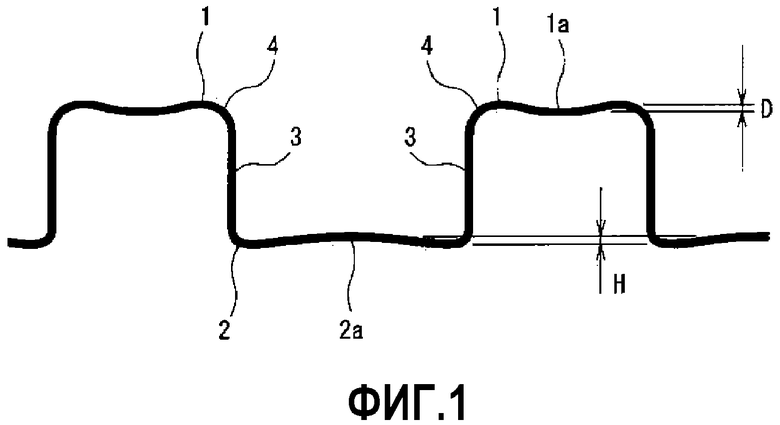
1. Форма с мелким рельефом для формования разделителя топливного элемента посредством прессования тонкой металлической пластины, предназначенной для разделителя топливного элемента, с целью изготовления такого разделителя, которая содержит:
- формующую поверхность, на которой с заданным шагом чередуются вогнутые части и выпуклые части вогнуто-выпуклого рельефа;
- дугообразный вогнутый участок в верхней области вогнуто-выпуклого рельефа и
- дугообразный выпуклый участок в нижней области вогнуто-выпуклого рельефа, причем
глубина дугообразного вогнутого участка и/или высота дугообразного выпуклого участка меньше, чем радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
2. Форма по п.1, в которой глубина D дугообразного вогнутого участка удовлетворяет приведенной ниже Формуле (1):
0,1*R<D<R, (1)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
3. Форма по п.1, в которой высота Н дугообразного выпуклого участка удовлетворяет приведенной ниже Формуле (2):
0,1*R<Н<R, (2)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
4. Форма по п.2, в которой высота Н дугообразного выпуклого участка удовлетворяет приведенной ниже Формуле (2):
0,1*R<Н<R, (2)
где R - радиус кривизны перехода, соединяющего верхнюю область или нижнюю область вогнуто-выпуклого рельефа и вертикальную область.
5. Форма по п.2, в которой R удовлетворяет приведенной ниже Формуле (3):
R (мм)=α*t, (3)
где α - постоянная,
t - толщина тонкой металлической пластины для разделителя топливного элемента.
6. Форма по п.3, в которой R удовлетворяет приведенной ниже Формуле (3):
R (мм)=α*t, (3)
где α - постоянная,
t - толщина тонкой металлической пластины для разделителя топливного элемента.
7. Форма по п.4, в которой R удовлетворяет приведенной ниже Формуле (3):
R (мм)=α*t, (3)
где α - постоянная,
t - толщина тонкой металлической пластины для разделителя топливного элемента.
8. Форма по любому из пп.1-7, которая представляет собой пресс-форму.
9. Форма по любому из пп.1-7, которая представляет собой формовочный валок.
10. Способ изготовления разделителя топливного элемента посредством прессования тонкой металлической пластины, предназначенной для разделителя топливного элемента, включающий в себя следующие этапы, на которых:
- выполняют предварительное формование посредством прессования тонкой металлической пластины таким образом, чтобы в поперечном сечении тонкая металлическая пластина приняла волнообразную форму с заданным шагом; и затем
- выполняют прессование тонкой металлической пластины, имеющей поперечное сечение волнообразной формы с заданным шагом, используя в качестве верхней и нижней форм форму с мелким рельефом для формования разделителя топливного элемента по любому из пп.1-6, имеющую формующую поверхность, на которой вогнутые части и выпуклые части чередуются с соблюдением того же заданного шага.
11. Способ по п.10, в котором как верхняя, так и нижняя форма представляет собой пресс-форму.
12. Способ по п.10, в котором как верхняя, так и нижняя форма представляет собой формовочный валок.
13. Разделитель топливного элемента, изготовленный посредством способа изготовления разделителя топливного элемента по любому из пп.10-12, содержащий поперечное сечение с четко выраженными углами газового канала и не содержащий прогиб.
14. Разделитель по п.13, в котором прогиб имеет показатель Z прогиба, меньше или равный 3,0, определенный Формулой (4):
Показатель Z прогиба=(Hs/L)*100, (4)
где Hs - высота прогиба (мм),
L - длина разделителя (мм).
| JP 2006120497 A, 11.05.2006 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА, ИСПОЛЬЗУЕМОГО В ПОЛИМЕРЭЛЕКТРОЛИТНОМ ТОПЛИВНОМ ЭЛЕМЕНТЕ | 2009 |
|
RU2459318C1 |
| JP 2007048616 A, 22.02.2007. | |||

