ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу и устройству для изготовления сепаратора для полимерэлектролитного топливного элемента.
УРОВЕНЬ ТЕХНИКИ
[0002] Обычно в полимерэлектролитном топливном элементе в качестве топлива используют чистый водород или газообразный водород, полученный посредством преобразования спиртов, а электричество вырабатывают посредством электрохимического управления реакцией водорода с кислородом в воздухе.
[0003] Полимерэлектролитный топливный элемент, в котором в качестве электролита использована твердая органическая мембрана с избирательной проницаемостью в отношении ионов водорода, может быть выполнен компактным по сравнению с традиционными щелочными, фосфорнокислыми, расплавными карбонатными, твердотельными окисными или другими топливными элементами, использующими в качестве электролита водосодержащий электролит, электролит на основе расплава солей или другой текучей среды, и разрабатывается для электромобилей и иных целей.
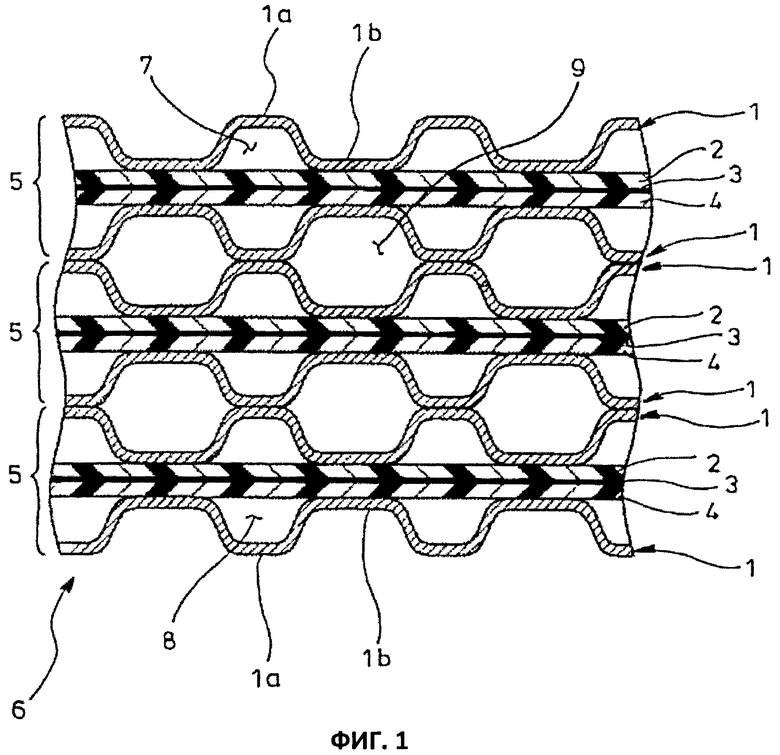
[0004] Применяемый полимерэлектролитный топливный элемент, как показано на фиг.1, содержит ячейки 5, каждая из которых имеет многослойную структуру, полученную посредством перекрытия сепаратора 1, содержащего формованные или профилированные выпуклости и вогнутости 1a и 1b; кроме того, указанный топливный элемент содержит водородный электрод 2, полиэлектролитную мембрану 3, воздушный (кислородный) электрод 4 и сепаратор 1 с формованными или профилированными выпуклостями и вогнутостями 1a и 1b. Ячейки 5 уложены в стопу 6 для формирования канала 7 для водорода, ограниченного сепаратором 1 и водородным электродом 2, находящимся в контакте с указанным сепаратором, канала 8 для воздуха (кислорода), ограниченного сепаратором 1 и воздушным электродом 4, находящимся в контакте с указанным сепаратором, и охлаждающего водяного канала 9, ограниченного частично перекрытыми сепараторами 1.
[0005] Известно, что сепаратор 1 содержит плоскую кромку и центральное утолщение с выпуклостями и вогнутостями 1a и 1b, сформированными посредством штамповки. Однако практически применяемая обработка материала, выполненного из листового металла для формования, показала, что штамповка листового металла с целью получения вышеописанной формы может привести к вязкому разрушению указанного утолщения с выпуклостями и вогнутостями 1a и 1b. Кроме того, стремление к серийному изготовлению сепараторов 1 посредством штамповки снижает эффективность производства.
[0006] Для устранения вышеуказанных недостатков недавно предложен способ размещения друг напротив друга двух валков, имеющих поверхности с формующими участками с выполненными на них выпуклостями и вогнутостями, а также введения и прессования между указанными валками материала, выполненного из листового металла для формования, благодаря чему происходит непрерывное изготовление сепаратора 1, содержащего каналы (канал 7 для водорода, канал 8 для воздуха и охлаждающий водяной канал 9), сформированные в соответствии с выпуклостями и вогнутостями указанных валков.
[0007] Известная из уровня техники технология устройства для изготовления сепаратора 1, используемого в полимерэлектролитном топливном элементе, показанном на фиг.1, раскрыта, например, в патентном документе №1.
[0008] Перечень ссылок
Патентный документ №1: JP 2002-190305 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения
[0009] Однако, до сих пор остается потребность в формовании или придании формы материала, выполненного из нержавеющей стали или другого листового металла, предназначенного для формования, с получением минимальной толщины (примерно 0,1 мм) при высокой точности для сепаратора 1. При использовании только установки для прокатывания валками невозможно достичь требуемой точности по причине люфта между корпусом для валков и осевыми втулками главных подшипников и люфта между валками и главными подшипниками.
[0010] Настоящее изобретение было разработано с учетом вышеизложенного и его задачей является обеспечение способа и устройства для изготовления сепаратора для полимерэлектролитного топливного элемента, способных осуществлять формование материала, выполненного из листового металла для формования, с высокой точностью и без ухудшения эффективности производства, и высокоточное эффективное изготовление сепаратора.
Решение задачи
[0011] Настоящее изобретение предлагает способ изготовления сепаратора для полимерэлектролитного топливного элемента, согласно которому
материал, выполненный из листового металла для формования, вводят и прессуют между парой валков, содержащих с чередованием по окружности формующий участок с созданными на поверхности вогнутостями и выпуклостями и неформующий участок без вогнутостей и выпуклостей, и таким образом обеспечивают непрерывное изготовление сепаратора с каналами, сформованными в соответствии с вогнутостями и выпуклостями валков,
отличающийся тем, что
перед началом формования, устраняют люфт для указанных валков в вертикальном и горизонтальном направлениях между корпусом и осевыми втулками главных подшипников посредством люфтоустраняющих цилиндров полного рабочего цикла, удерживают зазор между валками большим, чем заданное значение и устраняют люфт между валками и главными подшипниками посредством люфтоустраняющих цилиндров цикла неформования;
в этом состоянии выдвигают поднимающие цилиндры для установки между валками зазора заданного значения и
после генерирования формующей нагрузки вследствие введения материала между валками, которое расценивают как вхождение в формующий участок, формируют указанный материал давлениями люфтоустраняющих цилиндров цикла неформования, установленными на 0;
после обращения формующих нагрузок в 0, что расценивается как вхождение в неформующий участок, упомянутые поднимающие цилиндры втягивают для создания между валками зазора, превышающего заданное значение, и устраняют люфт между валками и главными подшипниками посредством люфтоустраняющих цилиндров цикла неформования;
затем вновь между валками устанавливают зазор заданного значения выдвижением поднимающих цилиндров и после генерирования формующей нагрузки, что расценивается как вхождение в формующий участок, материал формуют давлениями люфтоустраняющих цилиндров цикла неформования, установленными на 0;
далее повторяют устранение люфта между валками и главными подшипниками на неформующем участке и формование материала на формующем участке с одновременным постоянным устранением люфта между корпусом и осевыми втулками главных подшипников.
[0012] Настоящее изобретение также предлагает устройство для изготовления сепаратора для полимерэлектролитного топливного элемента, выполненное с возможностью введения и прессования материала, выполненного из листового металла для формования, между парой валков, содержащих с чередованием по окружности формующий участок с созданными на поверхности вогнутостями и выпуклостями и неформующий участок без вогнутостей и выпуклостей, и тем самым непрерывного изготовления сепаратора с каналами, сформованными в соответствии с вогнутостями и выпуклостями валков,
отличающееся тем, что
указанное устройство для изготовления сепаратора, содержит
поднимающие цилиндры, выполненные с возможностью регулирования зазора между указанными валками,
люфтоустраняющие цилиндры полного рабочего цикла, расположенные между корпусом для указанных валков и осевыми втулками главных подшипников и выполненные с возможностью устранения люфта в вертикальном и горизонтальном направлениях,
вспомогательные подшипники, прикрепленные к шейкам указанных валков,
люфтоустраняющие цилиндры цикла неформования, размещенные между указанными вспомогательными подшипниками и выполненные с возможностью устранения люфта между указанными валками и главными подшипниками,
датчики нагрузки, выполненные с возможностью восприятия формующих нагрузок и
контроллер, выполненный с возможностью выдачи операционных сигналов на поднимающие цилиндры, люфтоустраняющие цилиндры полного рабочего цикла и люфтоустраняющие цилиндры цикла неформования, соответственно, на основе формующих нагрузок, воспринимаемых указанными датчиками нагрузки, посредством чего обеспечена возможность устранения люфта между валками и главными подшипниками на неформующем участке и повторного формования материала на формующем участке с одновременным постоянным устранением люфта между корпусом и осевыми втулками главных подшипников.
[0013] Согласно вышеуказанным средствам достигаются нижеследующие результаты.
[0014] Люфт между корпусом и осевыми втулками главных подшипников для валков устраняется работой люфтоустраняющих цилиндров полного рабочего цикла, а люфт между указанными валками и главными подшипниками устраняется работой люфтоустраняющих цилиндров цикла неформования; а зазор между валками может с высокой точностью удерживаться в установленном значении. В результате, даже если материал изготавливается из очень тонкого листового металла, требуемая для формования точность все равно достигается, обеспечивая эффективное и высокоточное изготовление сепаратора.
[0015] В устройстве для изготовления сепаратора, предназначенного для полимерэлектролитного топливного элемента, оси валков предпочтительно напрямую соединены с отдельными серводвигателями через редукторы, содержащие соответствующие механизмы волновой передачи и напрямую соединены с соответствующими осевыми втулками главных подшипников с целью передачи вращательной силы на валки, при этом предел отклонения системы передачи вращательной силы сведен к минимуму в направлении вращения.
Преимущественные эффекты изобретения
[0016] Способ и устройство для изготовления сепаратора для полимерэлектролитного топливного элемента по настоящему изобретению могут достигать превосходных результатов, заключающихся в том, что материал, выполненный из листового металла для формования, может подвергаться высокоточному формованию без ухудшения эффективности производства, и, таким образом, можно реализовать эффективное и высокоточное производство сепаратора.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] На фиг.1 показано увеличенное сечение полимерэлектролитного топливного элемента, приведенного в качестве примера;
На фиг.2 показан общий вид с боку в разрезе, демострирующий вариант реализации изобретения;
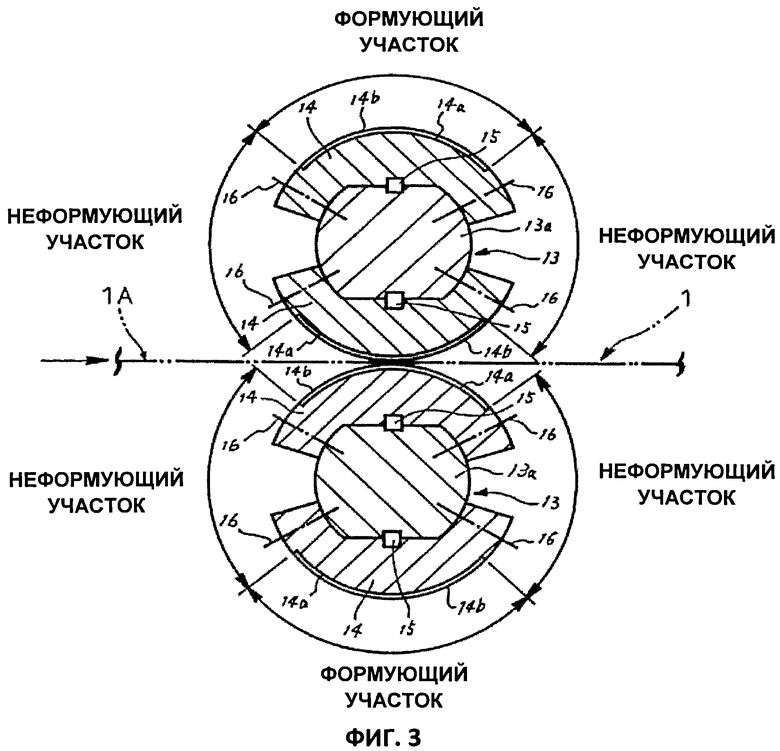
На фиг.3 показано сечение валков по варианту реализации изобретения, соответствующий сечению, выполненному по линии III-III на фиг.2;
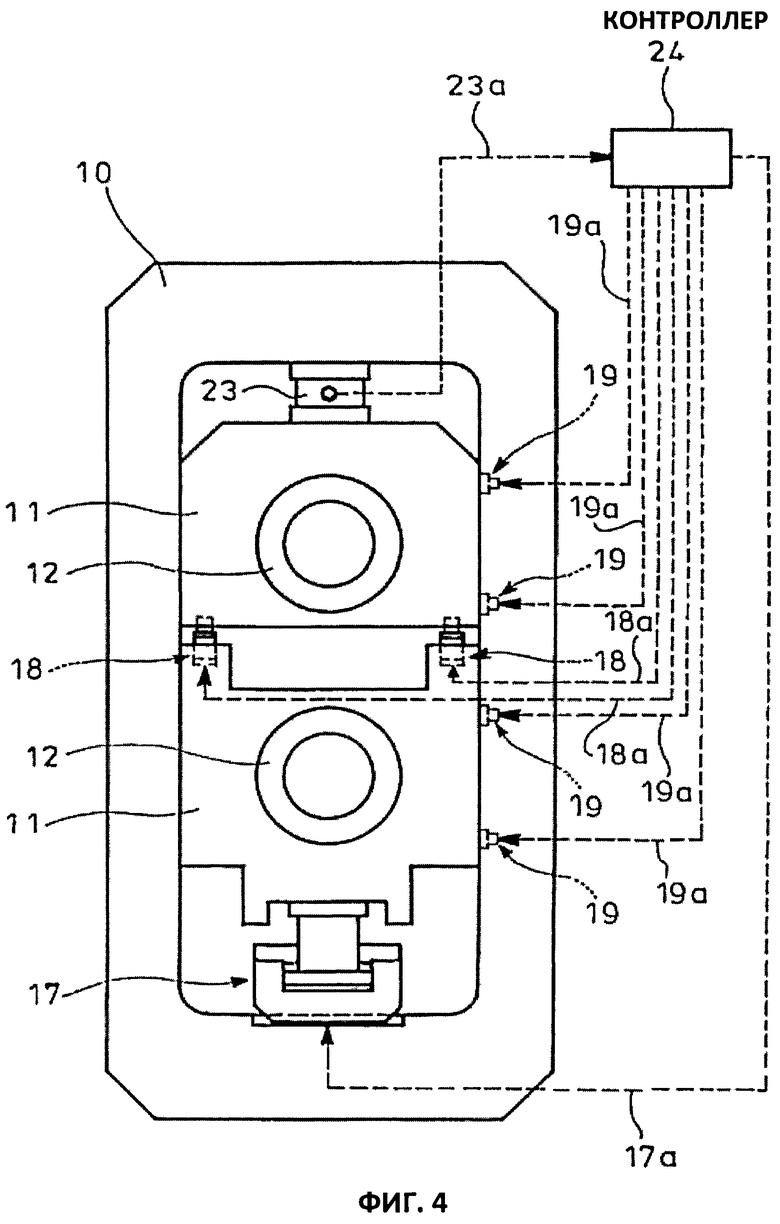
На фиг.4. показана схема люфтоустраняющих цилиндров полного рабочего цикла, которые устраняют люфт между валками и главными подшипниками, согласно варианту реализации изобретения, соответствующая виду по линии IV-IV на фиг.2;
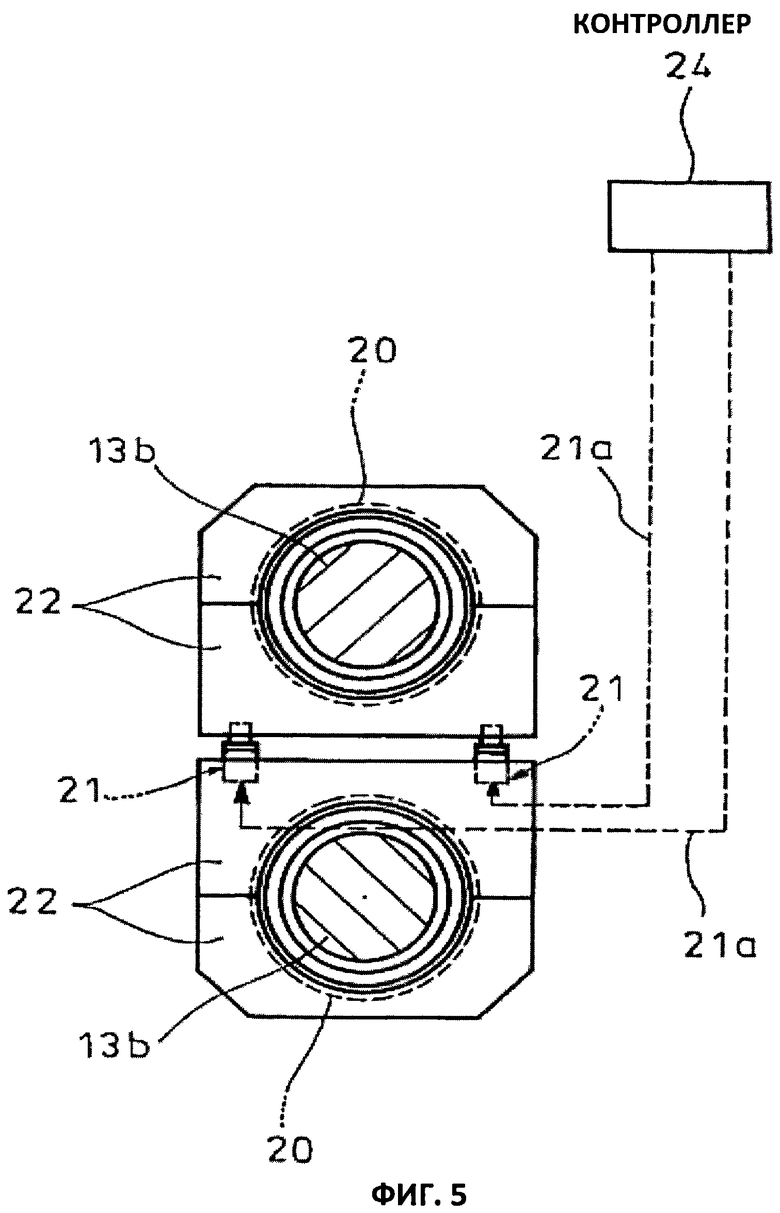
На фиг.5 показана схема люфтоустраняющих цилиндров цикла неформования, устраняющих люфт между валками и главными подшипниками в соответствии с одним вариантом реализации, а также вспомогательные подшипники; схема представлена в соответствии с видом по линии V-V на фиг.2;
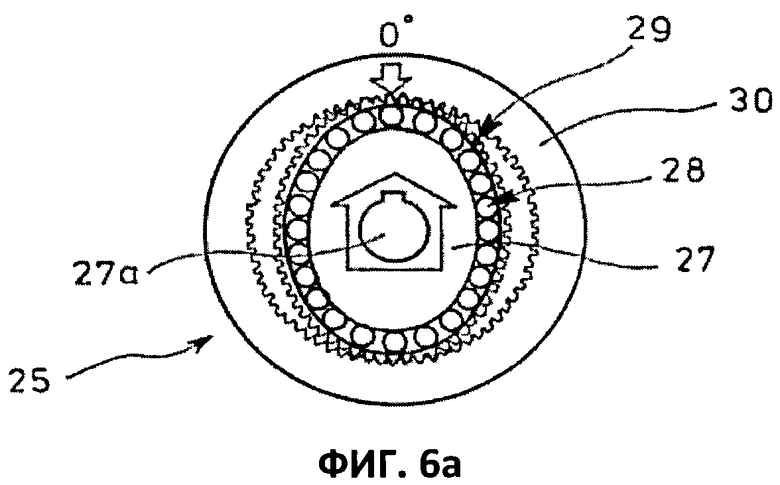
На фиг.6a показан вид для объяснения принципа механизма волновой передачи редуктора, используемого в устройстве для изготовления сепаратора для полимерэлектролитного топливного элемента, показанного на фиг.2; здесь показано состояние перед началом вращения волнового генератора;
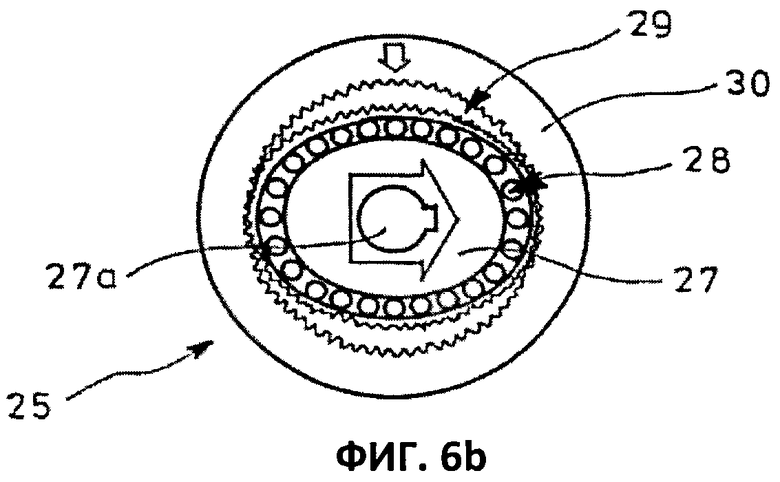
На фиг.6b показан вид для объяснения принципа механизма волновой передачи редуктора, используемого в устройстве для изготовления сепаратора для полимерэлектролитного топливного элемента, показанного на фиг.2; здесь показано состояние, когда волновой генератор повернут по часовой стрелке на 90°;
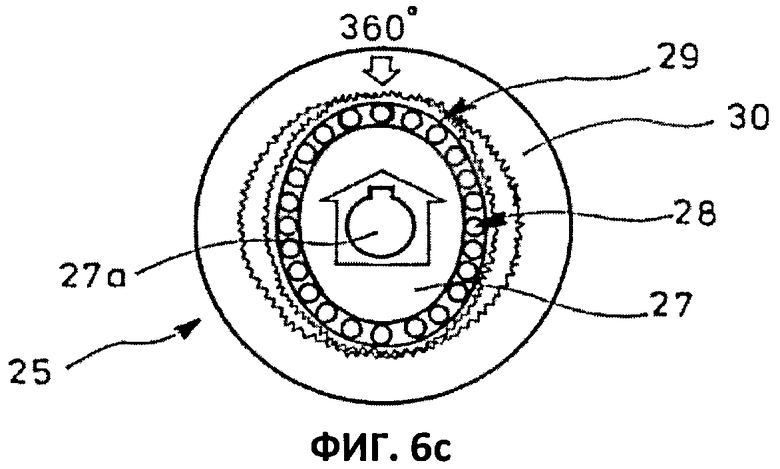
На фиг.6c показан вид для объяснения принципа механизма волновой передачи редуктора, используемого в устройстве для изготовления сепаратора для полимерэлектролитного топливного элемента, показанного на фиг.2; здесь показано состояние, когда волновой генератор повернут по часовой стрелке на 360°;
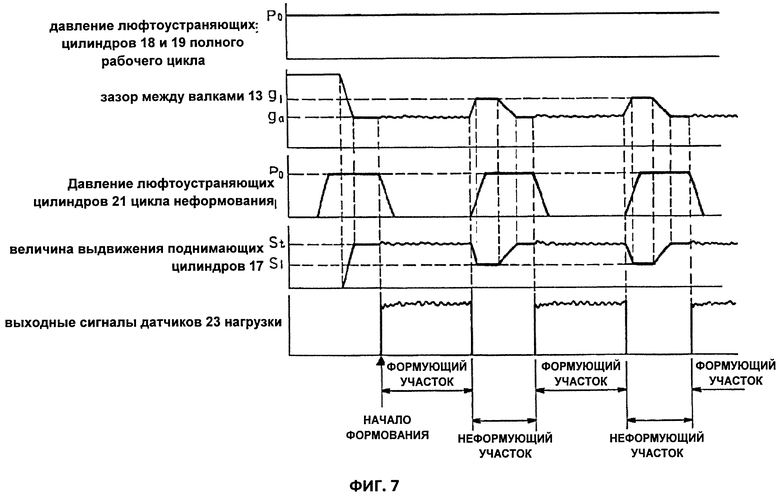
На фиг.7 показана контрольная схема взаимозависимости между выходными данными от датчиков нагрузки, рабочими состояниями люфтоустраняющих цилиндров полного рабочего цикла, люфтоустраняющих цилиндров цикла неформования и поднимающих цилиндров, и зазором между валками перед началом формования материала, а также на формующих и неформующих участках в соответствии с одним вариантом реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА РЕАЛИЗАЦИИ
[0018] Далее, со ссылкой на сопроводительные чертежи будет описан вариант реализации по настоящему изобретению.
[0019] На Фиг.2-7 показан вариант реализации изобретения. Ссылочная позиция 10 обозначает корпус; ссылочная позиция 11 - осевые втулки главных подшипников, расположенные в корпусе 10; позицией 12 обозначены главные подшипники, расположенные в осевых втулках 11 главных подшипников, и ссылочная позиция 13 обозначает пару валков, расположенных по вертикали противоположно друг другу и поддерживаемых с возможностью вращения относительно корпуса 10 главными подшипниками 12. Как показано на фиг.2 и 3 валки 13 содержат с чередованием по окружности формующий участок с созданными на поверхности вогнутостями 14a и выпуклостями 14b и неформующий участок без вогнутостей 14a и выпуклостей 14b.
[0020] В этом варианте реализации, формующие и неформующие участки сформированы с чередованием по окружности на валках 13 посредством прикрепления двух дугообразных штампов 14, каждый из которых имеет формующий участок с созданными на поверхности вогнутостями 14a и выпуклостями 14b, к поверхности корпуса 13a валка 13 посредством шпонок 15 и болтов или других крепежных деталей 16.
[0021] В нижней части корпуса 10 размещены поднимающие цилиндры 17, выполненные с возможностью регулирования зазора между валками 13 посредством подъема и опускания осевых втулок 11 главных подшипников валков 13 на нижней стороне. Между корпусом 10 и осевыми втулками 11 главных подшипников валков 13 размещены люфтоустраняющие цилиндры 18 и 19 полного рабочего цикла (см. фиг.2 и 4), которые выполнены с возможностью устранения люфтов в вертикальном и горизонтальном направлениях. К шейкам 13b валков 13 прикреплены вспомогательные подшипники 20. Между вспомогательными подшипниками 20 размещены люфтоустраняющие цилиндры 21 цикла неформования (см. фиг.2 и 5), которые выполнены с возможностью устранения люфтов между валками 13 и главными подшипниками 12. В верхней части корпуса 10 размещены динамометрические элементы или другие датчики 23 нагрузки, воспринимающие формующие нагрузки 23a. Контроллер 24 выполнен с возможностью выдачи операционных сигналов 17a, 18a, 19a и 21a соответственно на поднимающие цилиндры 17, люфтоустраняющие цилиндры 18 и 19 полного рабочего цикла и люфтоустраняющие цилиндры 21 цикла неформования на основе формующих нагрузок 23a, воспринимаемых датчиками 23 нагрузки.
[0022] Люфтоустраняющий цилиндр 21 цикла неформования размещен между разъемными крышками 22 вспомогательных подшипников, выполненных с возможностью закрытия внешних окружностей вспомогательных подшипников 20.
[0023] Оси 13c соответствующих валков 13 соединены напрямую с отдельными серводвигателями 26 через редукторы 25 с соответствующими механизмами волновой передачи, которые являются так называемыми гармоническими редукторами (harmonic drive - зарегистрированный товарный знак), причем редукторы 25 соединены напрямую с соответствующими осевыми втулками 11 главных подшипников.
[0024] Как показано на фиг.6a-6c, редуктор 25 с механизмом волновой передачи содержит волновой генератор 27, имеющий эллиптическую внешнюю окружность, упруго деформируемое гибкое зубчатое колесо 29, имеющее внешнюю окружность с внешними зубьями и посаженное поверх волнового генератора 27 посредством подшипника 28, причем изменяемые по окружности позиции зубчатого колеса 29 последовательно изменяются вследствие вращения волнового генератора 27, как показано на фиг.6b и 6c, и невращающееся жесткое колесо 30, размещенное по окружности гибкого зубчатого колеса 29 и имеющее внутренние зубья, приводимые в зацепление с внешними зубьями зубчатого колеса 29, причем позиции внутренних зубьев указанного жесткого колеса, приведенных в зацепление с внешними зубьями жесткого зубчатого колеса, изменяются по мере изменения изменяемых позиций гибкого зубчатого колеса 29. Волновой генератор 27 содержит осевое отверстие 27a, в которое вставлена ось 26a серводвигателя 26 (см. фиг.2), а зубчатое колесо 29 соединено с осью 13c валка 13. Количество внешних зубьев зубчатого колеса 29 немного меньше, чем количество внутренних зубьев жесткого колеса 30.
[0025] Например, когда волновой генератор 27 вращается по часовой стрелке вследствие приведения в действие серводвигателем 26, как показано на фиг.6a, зубчатое колесо 29 упруго деформируется; внешние зубья гибкого зубчатого колеса 29 приходят в зацепление с внутренними зубьями жесткого колеса 30 в частях большой оси эллипса волнового генератора 27, при этом внешние зубья зубчатого колеса 29 полностью отходят от внутренних зубьев жесткого колеса 30 в частях малой оси эллипса волнового генератора 27; в результате позиции зацепления внешних зубьев зубчатого колеса 29 с внутренними зубьями жесткого колеса 30 последовательно перемещаются по окружности (по часовой стрелке) (см. фиг.6b); и когда волновой генератор 27 совершает один оборот, позиции зацепления между внешними зубьями зубчатого колеса 29 и внутренними зубьями жесткого колеса 30 перемещаются с позиций, которые были в начале вращения (см. фиг.6c). В результате зубчатое колесо 29 оказывается смещенным до позиций, которые были в начале вращения, на количество внешних зубьев, которое меньше, чем количество внутренних зубьев жесткого колеса 30 (см. фиг.6c) и, следовательно, зубчатое колесо 29 перемещается в направлении, противоположном направлению вращения волнового генератора 27 (в направлении против часовой стрелки на фиг.6c), что воспринимается осью 13c валка 13 как вращательная выходная мощность.
[0026] Зазор по окружности самого редуктора 25, который оказывает непосредственное влияние на вращательные отклонения валка 13, должен быть минимальным. Согласно настоящему изобретению, поскольку редуктор 25 с механизмом волновой передачи является редуктором, имеющим самый минимальный зазор по окружности, как описано выше, пределы отклонений системы передачи вращательной силы (изменения во вращательной разности фаз) уменьшены посредством редуктора 25 до ничтожно малого уровня.
[0027] Дополнительно в этом варианте реализации, как показано на фиг.7, перед началом формования контроллер 24 выдает операционные сигналы 18a и 19a, которые устанавливают давление люфтоустраняющих цилиндров 18 и 19 полного рабочего цикла на P0; после устранения люфтов в вертикальном и горизонтальном направлениях между корпусом 10 и осевыми втулками 11 главных подшипников для валков 13, контроллер 24 выдает операционные сигналы 17a на втягивание поднимающих цилиндров 17, чтобы задать зазор между валками 13 больший, чем заданное значение ga, а также выдает операционные сигналы 21a, устанавливающие давление люфтоустраняющих цилиндров 21 цикла неформования на P0 с целью устранения люфтов между валками 13 и главными подшипниками 12. В этом состоянии контроллер 24 выдает операционные сигналы 17a, устанавливающие величину выдвижения поднимающих цилиндров 17 на St, чтобы установить зазор между валками 13 на заданное значение ga. Когда материал 1A, выполненный из листового металла, предназначенного для формования (см. фиг.3), вводится между валками 13 и формующие нагрузки 23a генерируются и воспринимаются датчиками 23 нагрузок, это расценивается как вхождение на формующий участок и контроллер 24 выдает операционные сигналы 21a, изменяющие давление люфтоустраняющих цилиндров 21 цикла неформования с P0 на 0, чтобы вызвать формование материала 1A. Когда формующие нагрузки 23a обращаются в ноль, это расценивается как вхождение на неформующий участок и контроллер 24 выдает операционные сигналы 17a на втягивание поднимающих цилиндров 17, чтобы изменить величину выдвижения с St на S1 с целью увеличения зазора между валками 13 до значения g1, которое больше, чем заданное значение ga, и выдает операционные сигналы 21a, устанавливающие давление люфтоустраняющих цилиндров 21 цикла неформования на P0 с целью устранения люфтов между валками 13 и главными подшипниками 12. Контроллер 24 выдает операционные сигналы 17a, вновь увеличивающие величину выдвижения поднимающих цилиндров 17 с S1 до St, чтобы установить зазор между валками 13 на заданное значение ga. Когда возникают формующие нагрузки 23a, это расценивается как вхождение на формующий участок и контроллер 24 выдает операционные сигналы 21a, изменяющие заданное давление люфтоустраняющих цилиндров 21 цикла неформования с P0 на 0, чтобы вызвать формование материала 1A. В дальнейшем устранение люфта между валками 13 и главными подшипниками 12 на неформующем участке, а также формование материала 1A на формующем участке повторяются при одновременном постоянном устранении люфта между корпусом 10 и осевыми втулками 11 главных подшипников для валков 13.
[0028] Ниже описан рабочий процесс в соответствии с этим вариантом реализации.
[0029] Во-первых, в подготовительной стадии, перед началом формования, контроллер 24 выдает операционные сигналы 18a и 19a, которые устанавливают давление люфтоустраняющих цилиндров 18 и 19 полного рабочего цикла на P0; после устранения люфтов в вертикальном и горизонтальном направлениях между корпусом 10 и осевыми втулками 11 главных подшипников для валков 13 контроллер 24 выдает операционные сигналы 17a на втягивание поднимающих цилиндров 17, чтобы удержать зазор между валками 13 большим, чем заданное значение ga, а также выдает операционные сигналы 21a, устанавливающие давление люфтоустраняющих цилиндров 21 цикла неформования на P0 с целью устранения люфтов между валками 13 и главными подшипниками 12. В этом состоянии контроллер 24 выдает операционные сигналы 17a, устанавливающие величину выдвижения поднимающих цилиндров 17 на St, чтобы установить зазор между валками 13 на заданное значение ga.
[0030] Когда материал 1A, выполненный из листового металла, предназначенного для формования (см. фиг.3), на следующей стадии вводят между валками 13 для начала формования, возникают формующие нагрузки 23a, воспринимаемые датчиками 23 нагрузок; этот момент расценивают как вхождение на формующий участок и контроллер 24 выдает операционные сигналы 21a, изменяющие давление люфтоустраняющих цилиндров 21 цикла неформования с P0 на 0, чтобы вызвать формование материала 1A.
[0031] Когда формующие нагрузки 23a обращаются в ноль, это расценивается как вхождение материала на неформующий участок и контроллер 24 выдает операционные сигналы 17a на втягивание поднимающих цилиндров 17, чтобы изменить величину выступания с St на S1 с целью увеличения зазора между валками 13 до значения g1, которое больше, чем заданное значение ga, и выдает операционные сигналы 21a, устанавливающие заданное давление люфтоустраняющих цилиндров 21 цикла неформования на P0 с целью устранения люфтов между валками 13 и главными подшипниками 12. Далее контроллер 24 выдает операционные сигналы 17a, вновь увеличивающие величину выдвижения поднимающих цилиндров 17 с S1 до St, чтобы установить зазор между валками 13 на заданное значение ga.
[0032] Когда возникают формующие нагрузки 23a, это расценивают как вхождение материала 1A на формующий участок и контроллер 24 выдает операционные сигналы 21a, изменяющие заданное давление люфтоустраняющих цилиндров 21 цикла неформования с P0 на 0, чтобы вызвать формование материала 1A. Далее циклически выполняют устранение люфтов между валками 13 и главными подшипниками 12 на неформующем участке, а также формование материала 1A на формующем участке, при этом всегда устраняют люфты между корпусом 10 и осевыми втулками 11 главных подшипников для валков 13.
[0033] Таким образом, люфт между корпусом 10 и осевыми втулками 11 главных подшипников для валков 13 устраняют посредством работы люфтоустраняющих цилиндров 18 и 19 полного рабочего цикла; люфт между валками 13 и главными подшипниками 12 устраняют посредством работы люфтоустраняющих цилиндров 21 цикла неформования; и обеспечена возможность удержания зазора между валками 13 в заданном значении ga с высокой точностью. В результате, даже если материал 1A выполнен из очень тонкого листового металла, обеспечена необходимая точность формования и высокая производительность при изготовлении сепараторов 1 (см. фиг.1), имеющих каналы (канал 7 для водорода, канал 8 для воздуха и охлаждающий водяной канал 9), которые выполнены с высокой точностью в соответствии с вогнутостями 14a и выпуклостями 14b.
[0034] Кроме того, оси 13c валков 13 соединены напрямую с отдельными серводвигателями 26 через редукторы 25, содержащие соответствующие механизмы волновой передачи, и редукторы 25 соединены напрямую с соответствующими осевыми втулками 11 главных подшипников. Таким образом, когда серводвигатели 26 приведены в движение, их вращательные силы передают через оси 26a на редукторы 25, содержащие механизмы волновой передачи, затем скорость вращения замедляют и передают силы на оси 13c валков 13, и в результате валки 13 вращаются независимо. Поскольку серводвигатели 26 имеют нижнее значение отклонения скорости порядка +0,01% и вследствие этого их вибрации уменьшены, и поскольку оси 26a серводвигателей 26 напрямую соединены с редукторами 25, содержащими механизмы волновой передачи, и не возникает люфта, например, из-за зазора по окружности зубчатого колеса, или из-за зазора в месте соединения, вращательные силы с уменьшенной вибрацией оказываются переданными на редукторы 25, содержащие механизмы волновой передачи. Поскольку редуктор 25, содержащий механизм волновой передачи, является редуктором, имеющей самый минимальный зазор по окружности, благодаря чему вращательная сила серводвигателя 26 оказывается переданной на валок 13 при максимально подавленной вибрации, валок 13 стабильно вращается без вибрации.
[0035] Возможно применение контролирующей схемы, чтобы продольный объем формования материала 1A был постоянным, а другой объем, вводимый на формующий участок, зависел от другой упругой деформации на формующем участке благодаря иному прикреплению дугообразного штампа 14. Например, в случае, когда штамп 14 плотно прикреплен к уплощенной наружной окружной части валка 13, как показано на фиг.5, и когда материал 1A формуют в центральной части штампа прямо под шпонкой 15, что вызывает большую нажимную деформацию из-за низкой динамической жесткости указанной части штампа, может быть использован нажимной механизм с подходящей нажимной конфигурацией, чтобы увеличить величину выступания поднимающих цилиндров 17, сделав ее выше St, и уменьшить зазор между валками 13, сделав его ниже обычного заданного значения ga.
[0036] Следовательно, материал 1A, выполненный из листового металла для формования, может формоваться с высокой точностью, не ухудшая эффективность производства, и сепараторы 1 могут эффективно изготавливаться с высокой точностью.
[0037] Специалисты в данной области техники должны понимать, что способ и устройство для изготовления сепаратора для полимерэлектролитного топливного элемента не ограничены вышеописанным вариантом реализации, и что различные изменения и модификации могут быть выполнены, не отступая от объема настоящего изобретения.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ
1 сепаратор
1A материал для формования
1a выпуклость
1b вогнутость
7 канал для водорода (канал)
8 канал для воздуха (канал)
9 охлаждающий водяной канал (канал)
10 корпус
11 осевая втулка главного подшипника
12 главный подшипник
13 валок
13a главная часть валка
13b шейка
13c ось валка
14 штамп
14a вогнутость
14b выпуклость
17 поднимающий цилиндр
17a операционный сигнал
18 люфтоустраняющий цилиндр полного рабочего цикла
18a операционный сигнал
19 люфтоустраняющий цилиндр полного рабочего цикла
19a операционный сигнал
20 вспомогательный подшипник
21 люфтоустраняющий цилиндр цикла неформования
21a операционный сигнал
22 крышка вспомогательного подшипника
23 датчик нагрузки
23a формующая нагрузка
24 контроллер
25 редуктор
26 серводвигатель
27 волновой генератор
29 гибкое зубчатое колесо
30 жесткое колесо
Предложенное изобретение относится к области электротехники, а именно, к способу изготовления из листового материала сепаратора для топливного элемента, содержащего формованные или профилированные выпуклости и вогнутости, и устройству для изготовления указанного сепаратора. В предложенном способе предусмотрено устранение люфта между валками (13) и главными подшипниками (12) на не формуемом участке и формование подлежащего формованию материала на формующем участке, повторяются при одновременном постоянном устранении люфта между корпусом (10) для валков (13) и осевыми втулками (11) главных подшипников, что обеспечивает возможность изготовления сепаратора из очень тонкого листового материала с повышением точности его размеров и является техническим результатом изобретения. Предложенное устройство для изготовления сепаратора выполнено с возможностью устранения люфта между валками в вертикальном и горизонтальном направлениях и с контролем формующих нагрузок. 2 н. и 1 з.п. ф-лы, 9 ил.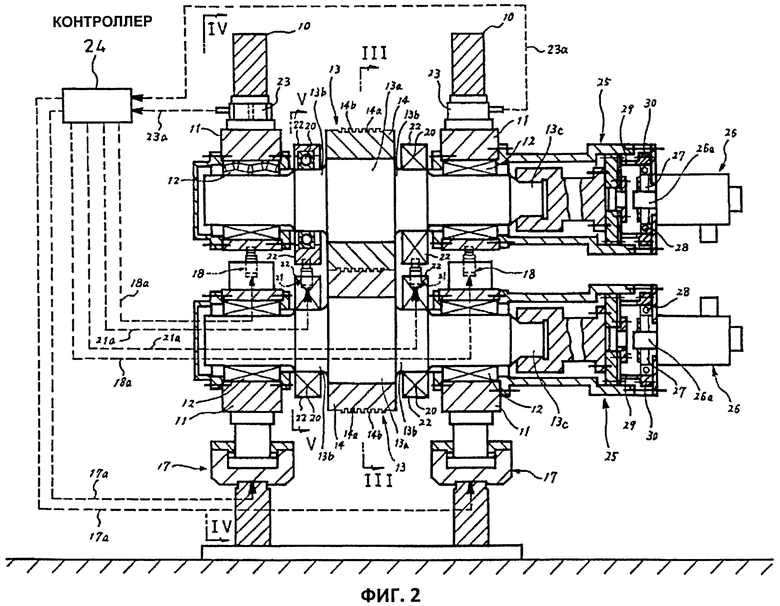
1. Способ изготовления сепаратора для полимерэлектролитного топливного элемента, согласно которому
материал, выполненный из листового металла для формования, вводят и прессуют между парой валков, содержащих с чередованием по окружности формующий участок с созданными на поверхности вогнутостями и выпуклостями и неформующий участок без вогнутостей и выпуклостей, и таким образом обеспечивают непрерывное изготовление сепаратора с каналами, сформованными в соответствии с вогнутостями и выпуклостями валков,
отличающийся тем, что
перед началом формования при устранении люфта для указанных валков в вертикальном и горизонтальном направлениях между корпусом и осевыми втулками главных подшипников посредством люфтоустраняющих цилиндров полного рабочего цикла зазор между валками удерживают большим, чем заданное значение, и устраняют люфт между валками и главными подшипниками посредством люфтоустраняющих цилиндров цикла неформования;
в этом состоянии выдвигают поднимающие цилиндры для установки между валками зазора заданного значения и
после генерирования формующей нагрузки вследствие введения материала между валками, которое расценивают как вхождение в формующий участок, формируют указанный материал давлениями люфтоустраняющих цилиндров цикла неформования, установленными на 0;
после обращения формующих нагрузок в 0, которое расценивают как вхождение в неформующий участок, упомянутые поднимающие цилиндры втягивают для создания между валками зазора, превышающего заданное значение, и устраняют люфт между валками и главными подшипниками посредством люфтоустраняющих цилиндров цикла неформования;
затем вновь между валками устанавливают зазор заданного значения выдвижением поднимающих цилиндров и после генерирования формующей нагрузки, которое расценивают как вхождение в формующий участок, материал формуют давлениями люфтоустраняющих цилиндров цикла неформования, установленными на 0;
далее повторяют устранение люфта между валками и главными подшипниками на неформующем участке и формование материала на формующем участке с одновременным постоянным устранением люфта между корпусом и осевыми втулками главных подшипников.
2. Устройство для изготовления сепаратора для полимерэлектролитного топливного элемента, выполненное с возможностью введения и прессования материала, выполненного из листового металла для формования, между парой валков, содержащих с чередованием по окружности формующий участок с созданными на поверхности вогнутостями и выпуклостями и неформующий участок без вогнутостей и выпуклостей, и таким образом непрерывного изготовления сепаратора с каналами, сформованными в соответствии с вогнутостями и выпуклостями валков,
отличающееся тем, что
указанное устройство для изготовления сепаратора содержит
поднимающие цилиндры, выполненные с возможностью регулирования зазора между указанными валками,
люфтоустраняющие цилиндры полного рабочего цикла, расположенные между корпусом для указанных валков и осевыми втулками главных подшипников и выполненные с возможностью устранения люфта в вертикальном и горизонтальном направлениях,
вспомогательные подшипники, прикрепленные к шейкам указанных валков,
люфтоустраняющие цилиндры цикла неформования, размещенные между указанными вспомогательными подшипниками и выполненные с возможностью устранения люфта между указанными валками и главными подшипниками,
датчики нагрузки, выполненные с возможностью восприятия формующих нагрузок, и
контроллер, выполненный с возможностью выдачи операционных сигналов на поднимающие цилиндры, люфтоустраняющие цилиндры полного рабочего цикла и люфтоустраняющие цилиндры цикла неформования, соответственно, на основе формующих нагрузок, воспринимаемых указанными датчиками нагрузки, посредством чего обеспечена возможность устранения люфта между валками и главными подшипниками на неформующем участке и повторного формования материала на формующем участке с одновременным постоянным устранением люфта между корпусом и осевыми втулками главных подшипников.
3. Устройство по п.2, в котором оси валков соединены напрямую с отдельными серводвигателями через редукторы, содержащие соответствующие механизмы волновой передачи и соединенные напрямую с соответствующими осевыми втулками главных подшипников.
| JP 2006075900 A, 23.03.2006 | |||
| JP 2005193243 A, 21.07.2005 | |||
| JP 2008307587 A, 25.12.2008 | |||
| СЕПАРАТОР НИЗКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2180977C2 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ, ИСПОЛЬЗУЮЩИЙ ИНТЕГРАЛЬНУЮ ТЕХНОЛОГИЮ ПЛАСТИН ДЛЯ РАСПРЕДЕЛЕНИЯ ЖИДКОСТИ | 1995 |
|
RU2174728C2 |

