Данная заявка испрашивает приоритет на основании заявки США №61/725286, поданной 12 ноября 2012 года.
Уровень техники
Когда олигомеризация легких олефинов проводится на нефтеперерабатывающем заводе, часто существует желание иметь возможность производить бензин с высоким октановым числом, дизельное топливо с высоким цетановым числом, или и то и другое. Однако катализаторы, которые используются в производстве высокооктанового бензина, как правило, дают продукт, который является сильно разветвленным и находится в пределах диапазона точек кипения бензина. Этот продукт очень нежелателен для дизельного топлива. В дополнение к этому, катализаторы, которые используются в производстве высокоцетанового дизельного топлива, как правило, дают продукт, который является более линейным и находится в пределах диапазона точек кипения дистиллята. Это приводит к уменьшению количества и ухудшению качества бензина в связи с более линейным характером продукта, который имеет более низкое октановое число.
Олигомеризация бутенов часто связана с желанием получить высокий выход высококачественного бензинового продукта. Как правило, существует предел того, что можно достичь при олигомеризации бутенов. При олигомеризации бутенов желательна димеризация для получения материала бензиновой фракции. Однако, может происходить тримеризация и олигомеризация большего числа компонентов, что приведет к образованию более тяжелого материала, чем бензин, такого как дизельное топливо. Попытки получения дизельного топлива с помощью олигомеризации не обеспечивают высокого выхода, за исключением использования нескольких проходов.
При олигомеризации олефинов из установки каталитического крекинга с псевдоожиженным катализатором (FCC) часто существует желание сохранить жидкую фазу в реакторах олигомеризации. Жидкая фаза способствует стабильности катализатора, действуя в качестве растворителя для промывки катализатора от образованных более тяжелых соединений. Кроме того, жидкая фаза обеспечивает более высокую концентрацию олефинов на поверхности катализатора для достижения более высокой активности катализатора. Как правило, данная жидкая фаза в реакторе поддерживается гидрированием некоторого количества тяжелого олефинового продукта и рециркуляцией данного парафинового продукта к входу в реактор.
Для максимального увеличения получения пропилена в установке FCC нефтепереработчики могут предусмотреть олигомеризацию олефинов FCC с получением более тяжелых олигомеров и рециркуляцию более тяжелых олигомеров в установку FCC. Однако некоторые тяжелые олигомеры могут быть устойчивы к крекингу до пропилена.
Продукты олигомеризации олефинов обычно представляют собой смеси, например, олефиновых димеров, тримеров и высших олигомеров. Кроме того, каждый олефиновый олигомер сам по себе обычно является смесью изомеров, как скелетных, так и изомеров положения двойной связи. Сильно разветвленные изомеры являются менее реакционноспособными, чем линейные или слегка разветвленные вещества, во многих последующих реакциях, для которых олигомеры используются в качестве сырья. Это также справедливо для изомеров, в которых доступ к двойной связи пространственно затруднен. Олефиновые типы олигомеров могут определяться в соответствии со степенью замещения двойной связи, как изложено ниже:
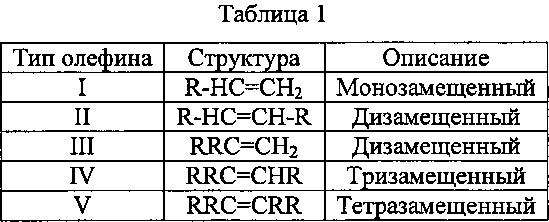
где R представляет собой алкильную группу, причем каждый R является одинаковым или различным. Соединения типа I иногда описываются как α- или винилолефины, a типа III - как винилиденолефины. Тип IV иногда подразделяется на тип IVA, в котором доступ к двойной связи менее затруднен, и тип IVB, в котором он более затруднен.
Раскрытие изобретения
Авторы настоящего изобретения обнаружили, что с помощью рециркулирования потока, содержащего C8 олигомеры, в зону олигомеризации для олигомеризации с С4 олефинами, могут быть получены олигомеры дизельной фракции. Поток дизельного топлива может быть отделен от потока бензина, который может быть рециркулирован в зону олигомеризации на олигомеризацию, для получения большего количества дизельного топлива.
Целью изобретения является получение дополнительного дизельного топлива из бензина.
Краткое описание чертежей
На фиг. 1 представлено схематическое изображение настоящего изобретения.
На фиг. 2 представлено альтернативное схематическое изображение настоящего изобретения.
На фиг. 3 представлен график селективности в отношении С8-С11 олефинов в зависимости от конверсии нормального бутена.
На фиг. 4 представлен график селективности в отношении С12+ олефинов в зависимости от конверсии нормального бутена.
На фиг. 5 представлен график конверсии реагента в зависимости от конверсии всего количества бутенов.
На фиг. 6 представлен график конверсии нормального бутена в зависимости от температуры реактора.
На фиг. 7 и фиг. 8 представлены графики конверсии бутена в зависимости от конверсии всего количества бутенов.
На фиг. 9 представлен график селективности в зависимости от максимальной температуры слоя реактора.
На фиг. 10-12 представлены столбчатые диаграммы конверсии и выхода для трех различных катализаторов.
На фиг. 13 представлен график выхода С3 олефинов в зависимости от конверсии VGO.
Определения
Используемое в настоящем документе выражение «поток» может включать в себя различные углеводородные молекулы и другие вещества. Кроме того, выражение «поток, содержащий Сх углеводороды» или «поток, содержащий Сх олефины» может включать поток, содержащий молекулы углеводорода или олефина, соответственно, с числом «x» атомов углерода, в подходящем случае поток с большей частью углеводородов или олефинов, соответственно, с числом «x» атомов углерода и, предпочтительно, поток с по меньшей мере 75% масс, углеводородных или олефиновых молекул, соответственно, с числом «x» атомов углерода. Кроме того, выражение «поток, содержащий Сx+ углеводороды» или «поток, содержащий Сx+ олефины» может включать поток, содержащий большую часть углеводородных или олефиновых молекул, соответственно, с числом атомов углерода, превышающим или равным «x», и в подходящем случае с менее 10% масс, и предпочтительно менее 1% масс, углеводородных или олефиновых молекул, соответственно, с числом атомов углерода «х-1». Наконец, выражение «Сх- поток» может включать поток, содержащий большую часть углеводородных или олефиновых молекул, соответственно, с числом атомов углерода, меньшим или равным «x», и в подходящем случае с менее 10% масс, и предпочтительно менее 1% масс, углеводородных или олефиновых молекул, соответственно, с числом атомов углерода «х+1».
Термин «зона», используемый в изобретении, может относиться к области, которая включает одну или несколько единиц оборудования и/или одну или несколько подзон. Единицы оборудования могут включать один или несколько реакторов или реакторных емкостей, нагревателей, теплообменников, трубопроводов, насосов, компрессоров, регуляторов и колонн. Кроме того, единица оборудования, такая как реактор, осушитель или емкость, может дополнительно включать в себя одну или более зону или подзону.
Используемое в настоящем документе выражение «по существу» может означать количество по меньшей мере обычно 70%, предпочтительно 80% и оптимально 90%, по массе, соединения или класса соединений в потоке.
Используемое в настоящем документе выражение «бензин» может включать углеводороды, имеющие точку кипения в диапазоне от 25°С до 200°С при атмосферном давлении.
Используемое в настоящем документе выражение «дизельное топливо» или «дистиллят» может включать углеводороды, имеющие точку кипения в диапазоне от 150°С до 400°С и предпочтительно от 200°С до 400°С.
Используемое в настоящем документе выражение «вакуумный газойль» (VGO) может включать углеводороды, имеющие температуру кипения в диапазоне от 343°С до 552°С.
Используемое в настоящем документе выражение «пар» может означать газ или дисперсную систему, которая может включать в себя или состоять из одного или более углеводородов.
Используемое в настоящем документе выражение «головной поток» может означать поток, отводимый по месту или вблизи верхней части емкости, такой как колонна.
Используемое в настоящем документе выражение «нижний поток» может означать поток, отводимый по месту или вблизи дна емкости, такой как колонна.
Изображенные на фигурах линии технологического потока могут называться взаимозаменяемо, например, трубопроводами, трубами, подачами, газами, продуктами, отводами, частями, порциями или потоками.
Используемое в настоящем документе выражение «обходное пропускание» применительно к емкости или зоне означает, что поток не проходит через обходимую зону или емкость, хотя он может проходить через емкость или зону, которые не определяются как обходимые.
Выражение «сообщение» означает, что при функционировании между перечисленными компонентами осуществляется течение вещества.
Выражение «в сообщении ниже по потоку» означает, что по меньшей мере часть вещества, текущая к объекту, с которым осуществляется сообщение ниже по потоку, может при функционировании вытекать из объекта, с которым она сообщается.
Выражение «в сообщении выше по потоку» означает, что по меньшей мере часть вещества, вытекающая из объекта, находящегося в сообщении выше по потоку, может при функционировании протекать к объекту, с которым она сообщается.
Выражение «прямое сообщение» означает, что поток из компонента, расположенного выше по потоку, входит в компонент ниже по потоку без изменения состава из-за физического разделения или химического превращения.
Выражение «колонна» означает ректификационную колонну или колонны для разделения одного или более компонентов с различными летучестями. Если не указано иное, каждая колонна включает в себя конденсатор в верхней части колонны, чтобы конденсировать и подавать в качестве орошения часть головного потока обратно в верхнюю часть колонны, и ребойлер в нижней части колонны, чтобы выпаривать и направлять часть нижнего потока обратно в нижнюю часть колонны. Исходное сырье, поступающее в колонны, может быть предварительно нагрето. Верхнее давление представляет собой давление отводимых с верха колонны паров на выходе колонны. Температура нижней части равна температуре жидкости на выходе из нижней части. Трубопроводы для головного погона и трубопроводы для нижнего продукта относятся к сетевым трубопроводам, выходящим из колонны ниже по потоку относительно мест отвода на орошение или повторное кипячение.
Используемое в настоящем документе выражение «температура кипения» означает эквивалентную точку кипения при атмосферном давлении (АЕВР), которую рассчитывают из наблюдаемой температуры кипения и давления дистилляции с использованием уравнений, представленных в стандарте ASTM D1160, приложение А7, озаглавленное «Практика приведения наблюдаемой температуры паров к эквивалентной температуре при атмосферном давлении» ("Practice for Converting Observed Vapor Temperatures to Atmospheric Equivalent Temperatures").
Используемое в настоящем документе выражение «отбор потока из» означает, что исходный поток частично или полностью отбирается.
Осуществление изобретения
Настоящее изобретение представляет собой установку и способ, которые могут использоваться в первом режиме работы преимущественно для получения бензина, во втором режиме работы преимущественно для получения дизельного топлива, и в третьем режиме работы преимущественно для получения пропилена. Бензин, дизельное топливо и пропилен получают во всех трех режимах работы, но каждый режим максимально увеличивает основной целевой продукт. Установка и способ могут быть описаны со ссылкой на четыре компонента, показанные на фиг. 1: зону 20 каталитического крекинга с псевдоожиженным катализатором (FCC), зону 100 извлечения FCC, зону 110 очистки, зону 130 олигомеризации и зону 200 извлечения олигомеризата. Возможно множество конфигураций настоящего изобретения, но конкретные варианты осуществления представлены в настоящем описании в качестве примера. Все другие возможные варианты осуществления, предназначенные для реализации настоящего изобретения, считаются попадающими в объем настоящего изобретения.
Зона 20 каталитического крекинга с псевдоожиженным катализатором может содержать первый реактор 22 FCC, емкость 30 регенератора и необязательный второй реактор 70 FCC.
Традиционное исходное сырье FCC и более высококипящее углеводородное сырье являются подходящим углеводородным сырьем 24 FCC, подаваемым в первый реактор FCC. Наиболее распространенным из такого традиционного сырья является VGO. Более высококипящее углеводородное сырье, для которого может быть применено настоящее изобретение, включает тяжелые остатки сырой нефти, тяжелую битуминозную сырую нефть, сланцевую нефть, экстракт нефтеносных песков, деасфальтированный остаток, продукты сжижения угля, отбензиненную нефть атмосферной и вакуумной перегонки и их смеси. Подаваемое сырье 24 FCC может включать в себя рециркуляционный поток 280, который будет описан позже.
Первый реактор 22 FCC может включать в себя первый лифт-реактор 26 и емкость 28 первого реактора. Труба 32 регенератора катализатора доставляет регенерированный катализатор из емкости 30 регенератора в лифт-реактор 26. Среда псевдоожижения, такая как водяной пар из распределителя 34, стимулирует прохождение потока регенерированного катализатора снизу вверх через первый лифт-реактор 26. По меньшей мере один распределитель подаваемого сырья нагнетает первое подаваемое углеводородное сырье, находящееся в трубопроводе 24 для первого подаваемого углеводородного сырья, предпочтительно совместно с инертным газом распыления, таким как водяной пар, сквозь текущий поток частиц катализатора, распределяя подаваемое углеводородное сырье в первом лифт-реакторе 26. При контактировании подаваемого углеводородного сырья с катализатором в первом лифт-реакторе 26 более тяжелое углеводородное сырье подвергается крекингу с образованием более легких газообразных продуктов крекинга, при этом кокс осаждается на частицах катализатора с образованием отработанного катализатора.
Получающаяся в результате смесь из газообразных углеводородных продуктов и отработанного катализатора продолжает движение снизу вверх через первый лифт-реактор 26 и принимается в емкости 28 первого реактора, в которой отработанный катализатор и газообразный продукт разделяются. Выводящие рукава отводят смесь газа и катализатора из верха первого лифт-реактора 26 через выпускные отверстия 36 в емкость 38 отделения, которая осуществляет частичное отделение газов от катализатора. По транспортировочному каналу переносятся пары углеводородов, отпаривающая среда и захваченный катализатор к одному или нескольким циклонам 42 в емкости 28 первого реактора, которые отделяют отработанный катализатор от потока углеводородных газообразных продуктов. Каналы для газа доставляют отделенные газообразные потоки крекированных углеводородов из циклонов 42 в сборную камеру 44 для прохождения потока продукта крекинга в трубопровод 46 первого продукта крекинга через выпускное сопло и, в конечном счете, в зону 100 извлечения FCC для извлечения продукта.
Катализатор по опускным трубам выгружается из циклонов 42 в нижний слой в емкости 28 первого реактора. Катализатор с адсорбированными или захваченными углеводородами, в конечном счете, может проходить из нижнего слоя в отпарную секцию 48 через отверстия, выполненные в стенке емкости 38 отделения. Катализатор, отделенный в емкости 38 отделения, может пройти непосредственно в отпарную секцию 48 через слой. Распределитель псевдоожижения доставляет инертный газ псевдоожижения, обычно водяной пар, в отпарную секцию 48. Отпарная секция 48 содержит перегородки или другое оборудование, способствующее контактированию отпаривающего газа с катализатором. Подвергнутый отпариванию отработанный катализатор покидает отпарную секцию 48 емкости 38 отделения в емкости 28 первого реактора лишенным углеводородов. Первая часть отработанного катализатора, предпочтительно подвергнутая отпариванию, покидает емкость 38 отделения в емкости 28 первого реактора через канал 50 для отработанного катализатора и поступает в емкость 30 регенератора. Вторая часть отработанного катализатора может быть рециркулирована по рециркуляционному трубопроводу 52 из емкости 38 отделения обратно в нижнюю часть первого лифт-реактора 26 с расходом, регулируемым с помощью вентиля-задвижки, для повторного контактирования с подаваемым сырьем без прохождения регенерации.
Первый лифт-реактор 26 может работать при любой подходящей температуре и, как правило, работает при температуре от 150°С до 580°С на выходе 36 из лифт-реактора. Давление в первом лифт-реакторе составляет от 69 до 517 кПа (изб.) (от 10 до 75 фунт/кв. дюйм изб.), но обычно менее 275 кПа (изб.) (40 фунт/кв. дюйм изб.). Отношение катализатор/масло, полученное в расчете на массу катализатора и подаваемого углеводородного сырья, поступающего в лифт-реактор, может достигать 30:1, но обычно находится в диапазоне от 4:1 до 10:1. Водяной пар может подаваться в первый лифт-реактор 26 и емкость 28 первого реактора в количестве от 2 до 7% масс, для максимального получения бензина, и от 10 до 15% масс.- для максимального получения легких олефинов. Среднее время пребывания катализатора в лифт-реакторе может составлять менее 5 с.
Катализатор в первом реакторе 22 может быть представлен одним катализатором или смесью разных катализаторов. Обычно катализатор включает два катализатора, а именно первый катализатор FCC и второй катализатор FCC. Такая смесь катализаторов описана, например, в US 7312370 В2. Обычно первый катализатор может содержать любой из хорошо известных катализаторов, которые используются в области FCC. Предпочтительно первый катализатор FCC содержит крупнопористый цеолит, такой как цеолит Y-типа, активное вещество оксида алюминия, связующее вещество, включающее диоксид кремния или оксид алюминия, и инертный наполнитель, такой как каолин.
Как правило, цеолиты, подходящие для первого катализатора FCC, имеют крупный средний размер пор, обычно с отверстиями, эффективный диаметр которых превышает 0,7 нм, образованными более чем 10- или, как правило, 12-членными кольцами. Подходящие крупнопористые цеолитные компоненты могут включать синтетические цеолиты, такие как Х- и Y-цеолиты, морденит и фожазит. Часть первого катализатора FCC, такого как цеолит, может содержать любое подходящее количество редкоземельного металла или оксида редкоземельного металла.
Второй катализатор FCC может включать в себя средне- или мелкопористый цеолитный катализатор, примером которого является по меньшей мере один из ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других аналогичных материалов. Другие подходящие цеолиты со средними или более мелкими порами включают ферриерит и эрионит. Предпочтительно второй компонент содержит цеолит со средними или более мелкими порами, диспергированный в матрице, включающей материал связующего, такой как диоксид кремния или оксид алюминия, и материал инертного наполнителя, такой как каолин. Данные катализаторы могут иметь содержание кристаллического цеолита от 10 до 50% масс, или более, и содержание матричного материала от 50 до 90% масс. Катализаторы, содержащие по меньшей мере 40% масс, кристаллического цеолитного материала, являются типичными, и могут использоваться катализаторы с более высоким содержанием кристаллического цеолита. Обычно средне- и более мелкопористые цеолиты характеризуются наличием эффективного диаметра отверстий не более 0,7 нм, и колец, содержащих 10 или менее членов. Предпочтительно, компонентом второго катализатора FCC является цеолит MFI, имеющий отношение кремния к алюминию более 15. В одном иллюстративном варианте осуществления отношение кремния к алюминию может составлять от 15 до 35.
Совокупная смесь катализаторов в первом реакторе 22 может содержать от 1 до 25% масс, второго катализатора FCC, включающего кристаллический цеолит с размером пор от среднего до мелкого, при этом предпочтительным является содержание второго катализатора FCC не менее 7% масс. Когда второй катализатор FCC содержит 40% масс, кристаллического цеолита, а остальную часть составляет материал связующего, инертный наполнитель, такой как каолин, и необязательно активный компонент оксида алюминия, смесь катализаторов может содержать от 0,4 до 10% масс, кристаллического цеолита с размером пор от среднего до мелкого, при этом предпочтительное содержание составляет, по меньшей мере, 2,8% масс. Первый катализатор FCC может составлять остальную часть каталитической композиции. Высокая концентрация средне- и более мелкопористого цеолита в качестве второго катализатора FCC катализаторной смеси может повышать селективность в отношении легких олефинов. В одном иллюстративном варианте осуществления второй катализатор FCC может быть цеолитом ZSM-5, и катализаторная смесь может включать в себя от 0,4 до 10% масс, цеолита ZSM-5, исключая любые другие компоненты, такие как связующее и/или наполнитель.
Емкость 30 регенератора находится ниже по потоку в сообщении с емкостью 28 первого реактора. В емкости 30 регенератора выжигается кокс из части отработанного катализатора, доставленного в емкость 30 регенератора, в контакте с кислородсодержащим газом, таким как воздух, для регенерации катализатора. По каналу 50 для отработанного катализатора отработанный катализатор поступает в емкость 30 регенератора. Отработанный катализатор из емкости 28 первого реактора обычно содержит углерод в количестве от 0,2 до 2% масс, присутствующий в виде кокса. Кислородсодержащий газ для сжигания, обычно воздух, поступает в нижнюю камеру 54 емкости 30 регенератора через канал и распределяется распределителем 56. При поступлении газа для сжигания в нижнюю камеру 54, он вступает в контакт с отработанным катализатором, поступающим из канала 50 для отработанного катализатора, и поднимает катализатор при поверхностной скорости газа для сжигания в нижней камере 54, составляющей, возможно, по меньшей мере 1,1 м/с (3,5 фут/с), в условиях течения при быстром псевдоожижении. В варианте осуществления плотность катализатора в нижней камере 54 может составлять от 48 до 320 кг/м3 (от 3 до 20 фунт/фут3), и поверхностная скорость газа может составлять от 1,1 до 2,2 м/с (от 3,5 до 7 фут/с). Кислород в газе для сжигания вступает в контакт с отработанным катализатором и выжигает углеродистые отложения из катализатора с по меньшей мере частичной регенерацией катализатора и образованием дымового газа.
Смесь из катализатора и газа для сжигания в нижней камере 54 поднимается через переходную секцию в форме усеченного конуса к транспортировочной секции стояка нижней камеры 54. Смесь из частиц катализатора и дымового газа отводится из верхней части секции стояка в верхнюю камеру 60. По существу полностью или частично регенерированный катализатор может выходить через верх транспортировочной секции стояка. Отведение производится через отделяющее устройство 58, которое отделяет большую часть регенерированного катализатора от дымового газа. Катализатор и газ выходят сверху вниз из отделяющего устройства 58. Внезапная потеря кинетической энергии и изменение течения потока на обратное в направлении сверху вниз вызывают падение большей части более тяжелого катализатора в плотный слой катализатора и подъем более легкого дымового газа и меньшей части катализатора, все еще удерживаемой в нем, снизу вверх в верхнюю камеру 60. Циклоны 62 дополнительно отделяют катализатор от поднимающегося газа и осаждают катализатор через опускные трубы в плотный слой катализатора. Дымовой газ выходит из циклонов 62 через канал для газа и собирается в камере 64 для прохождения к выпускному соплу емкости 30 регенератора. Плотность катализатора в плотном катализаторном слое обычно поддерживается в диапазоне от 640 до 960 кг/м3 (40-60 фунт/фут3).
Емкость 30 регенератора обычно имеет температуру от 594°С до 704°С (от 1100°F до 1300°F) в нижней камере 54, и от 649°С до 760°С (от 1200°F до 1400°F) в верхней камере 60. Регенерированный катализатор из плотного слоя катализатора транспортируется по трубопроводу 32 регенерированного катализатора из емкости 30 регенератора через регулировочный клапан обратно, в первый лифт-реактор 26, где он снова контактирует с первым подаваемым сырьем в трубопроводе 24 по мере продолжения процесса FCC. Поток первого продукта крекинга в трубопроводе 46 первого продукта крекинга из первого реактора 22, относительно свободный от частиц катализатора и включающий отпаривающую текучую среду, выходит из емкости 28 первого реактора через выпускное сопло. Поток первых продуктов крекинга в трубопроводе 46 может быть подвергнут дополнительной обработке для удаления мелких частиц катализатора или для дополнительной подготовки потока перед фракционированием. Трубопровод 46 транспортирует поток первых продуктов крекинга в зону 100 извлечения FCC, которая находится ниже по потоку в сообщении с зоной 20 FCC. Зона 100 извлечения FCC обычно включает в себя основную ректификационную колонну и секцию извлечения газа. Зона извлечения FCC может включать в себя множество ректификационных колонн и другое сепарационное оборудование. В зоне 100 извлечения FCC из потока продукта крекинга в трубопроводе 46 первого продукта крекинга может извлекаться, среди прочего, поток пропиленового продукта по трубопроводу 102 пропилена, поток бензина по трубопроводу 104 бензина, поток легких олефинов по трубопроводу 106 легких олефинов и поток легкого рециклового газойля (LCO) по трубопроводу 107 LCO. Поток легких олефинов в трубопроводе 106 легких олефинов включает в себя поток сырья для олигомеризации, содержащий С4 углеводороды, в том числе С4 олефины, и, возможно, содержащий С5 углеводороды, в том числе С5 олефины.
Рециркуляционный поток FCC в рециркуляционном трубопроводе 280 доставляет рециркуляционный поток FCC в зону 20 FCC. Рециркуляционный поток FCC направляется в первый рециркуляционный трубопровод 202 FCC при открытом на нем регулировочном клапане 202'. В одном аспекте рециркуляционный поток FCC может быть направлен в необязательный второй рециркуляционный трубопровод 204 FCC при открытом на нем регулировочном клапане 204'. Первый рециркуляционный трубопровод 202 FCC доставляет первый рециркуляционный поток FCC в первый реактор 22 FCC, в одном из аспектов - в лифт-реактор 26 на высоте над первым подаваемым углеводородным сырьем в трубопроводе 24. Второй рециркуляционный трубопровод 204 FCC доставляет второй рециркуляционный поток FCC во второй реактор 70 FCC. Как правило, оба регулировочных клапана 202' и 204' не будут открыты одновременно, так что рециркуляционный поток FCC проходит только по одному трубопроводу из первого рециркуляционного трубопровода 202 FCC и второго рециркуляционного трубопровода 204 FCC. Однако подача через оба трубопровода предусмотрена.
Второй рециркуляционный поток FCC может быть подан во второй реактор 70 FCC по второму рециркуляционному трубопроводу 204 FCC через распределитель 72 подаваемого сырья. Второй реактор 70 FCC может включать в себя второй лифт-реактор 74. Второй рециркуляционный поток FCC приводится в контакт с катализатором, доставляемым во второй лифт-реактор 74 по возвратной трубе 76 катализатора для получения улучшенных продуктов крекинга. Катализатор может быть приведен в псевдоожиженное состояние инертным газом, таким как водяной пар из распределителя 78. Обычно второй реактор 70 FCC может работать в условиях, подходящих для конверсии второго рециркуляционного потока FCC во вторые продукты крекинга, такие как этилен и пропилен. Емкость 80 второго реактора находится ниже по потоку в сообщении со вторым лифт-реактором 74 для приема вторых продуктов крекинга и катализатора из второго лифт-реактора. Смесь газообразных вторых углеводородных продуктов крекинга и катализатора продолжает движение снизу вверх через второй лифт-реактор 74 и принимается в емкости 80 второго реактора, в которой катализатор и газообразные вторые продукты крекинга разделяются. Пара выводящих рукавов может обеспечивать тангенциальную и горизонтальную выгрузку смеси из газа и катализатора из верха второго лифт-реактора 74 через одно или несколько выпускных отверстий 82 (показано только одно) в емкость 80 второго реактора, которая осуществляет частичное отделение газов от катализатора. Катализатор может падать в плотный слой катализатора в емкости 80 второго реактора. Циклоны 84 в емкости 80 второго реактора могут дополнительно отделять катализатор от вторых продуктов крекинга. После этого, поток вторых продуктов крекинга может быть удален из второго реактора 70 FCC через выпускное отверстие в трубопроводе 86 вторых продуктов крекинга, расположенном ниже по потоку в сообщении со вторым лифт-реактором 74. Поток вторых продуктов крекинга по трубопроводу 86 подается в зону 100 извлечения FCC, предпочтительно отдельно от первых продуктов крекинга, для разделения и извлечения этилена и пропилена. Отделенный катализатор может быть рециркулирован из емкости 80 второго реактора через возвратную трубу 76 для катализатора, регулируемую регулировочным клапаном, обратно во второй лифт-реактор 74 для приведения в контакт со вторым рециркуляционным потоком FCC.
В некоторых вариантах осуществления второй реактор 70 FCC может содержать смесь из первого и второго катализаторов FCC, как описано выше для первого реактора 22 FCC. В одном предпочтительном варианте осуществления второй реактор 70 FCC может содержать менее 20% масс, предпочтительно менее 5% масс, первого катализатора FCC, и по меньшей мере 20% масс, второго катализатора FCC. В другом предпочтительном варианте осуществления второй реактор 70 FCC может содержать только второй катализатор FCC, предпочтительно цеолит ZSM-5.
Второй реактор 70 FCC находится ниже по потоку в сообщении с емкостью 30 регенератора и получает из нее регенерированный катализатор по трубопроводу 88. В варианте осуществления первый реактор 22 FCC и второй реактор 70 FCC совместно используют одну и ту же емкость 30 регенератора. Трубопровод 90 подает отработанный катализатор из емкости 80 второго реактора в нижнюю камеру 54 емкости 30 регенератора. Регенератор катализатора находится ниже по потоку в сообщении со вторым реактором 70 FCC через трубопровод 90.
Одна и та же каталитическая композиция может использоваться в обоих реакторах 22, 70. Однако если во втором реакторе 70 FCC желательна более высокая доля второго катализатора FCC из цеолита с размером пор от мелкого до среднего, чем первого катализатора FCC, состоящего из крупнопористого цеолита, замещающий катализатор, добавляемый во второй реактор 70 FCC, может содержать более высокую долю второго катализатора FCC. Поскольку второй катализатор FCC не теряет активность так быстро, как первый катализатор FCC, меньшее количество второго катализатора должно быть подано в регенератор 30 катализатора по трубопроводу 90 из емкости 80 второго реактора, но большее количество катализатора может быть рециркулировано в лифт-реактор 74 по возвратной трубе 76 без регенерации для сохранения высокого уровня второго катализатора FCC во втором реакторе 70.
Второй лифт-реактор 74 может работать в любых подходящих условиях, таких как температура от 425°С до 705°С, предпочтительно температура от 550°С до 600°С, и давление от 140 кПа до 400 кПа, предпочтительно давление от 170 кПа до 250 кПа. Как правило, время пребывания во втором лифт-реакторе 74 может быть менее 3 с и предпочтительно составляет менее 1 с. Примеры лифт-реакторов и рабочих условий описаны, например, в US 2008/0035527 A1 и US 7261807 В2.
Перед тем, как продукты крекинга могут быть поданы в зону 130 олигомеризации, потоку легких олефинов в трубопроводе 106 легких олефинов может потребоваться очистка. Множество примесей в потоке легких олефинов в трубопроводе 106 легких олефинов могут отравлять катализатор олигомеризации. Диоксид углерода и аммиак могут атаковать кислотные центры катализатора. Серосодержащие соединения, оксигенаты и нитрилы могут наносить вред катализатору олигомеризации. Ацетилены и диолефины могут полимеризоваться и образовывать смолы на катализаторе или оборудовании. Следовательно, поток легких олефинов, который включает в себя поток сырья для олигомеризации в трубопроводе 106 легких олефинов, может быть очищен в необязательной зоне 110 очистки.
Поток легких олефинов в трубопроводе 106 легких олефинов может вводиться в необязательную установку 112 экстракции меркаптанов для удаления меркаптанов до более низких концентраций. В установке 112 экстракции меркаптанов подаваемое сырье легких олефинов может быть предварительно промыто в необязательной емкости для предварительного промывания, содержащей водный раствор щелочи для превращения любого имеющегося сероводорода в сульфидную соль, которая растворима в водном щелочном потоке. Поток легких олефинов, теперь лишенный какого-либо сероводорода, приводится в контакт с более концентрированным водным щелочным потоком в емкости экстрактора. Меркаптаны в потоке легких олефинов вступают в реакцию с щелочью с образованием меркаптидов. Прошедший экстракцию поток легких олефинов, обедненный меркаптанами, поступает в головной погон из экстракционной колонны и может быть смешан с растворителем, который удаляет COS на пути в необязательный отстойник растворителя COS. COS удаляется вместе с растворителем из нижней части отстойника, в то время как головной поток легких олефинов может подаваться в дополнительную емкость водной промывки для удаления остатков щелочи и образования обедненного серой потока легких олефинов в трубопроводе 114. Щелочь, обогащенная меркаптидом из емкости экстрактора, принимает впрыскиваемые воздух и катализатор, такой как фталоцианин, по мере прохождения из емкости экстрактора в емкость окисления для регенерации. Окисление меркаптидов до дисульфидов с использованием катализатора обеспечивает регенерацию щелочного раствора. Сепаратор дисульфида принимает обогащенную дисульфидом щелочь из емкости окисления. Сепаратор дисульфида обеспечивает выпуск избыточного воздуха и декантацию дисульфидов из щелочного раствора до того, как регенерированная щелочь будет слита, промыта с маслом для удаления оставшихся дисульфидов и возвращена в емкость экстрактора. Дополнительное удаление дисульфидов из регенерированного щелочного потока также предусматривается. Дисульфиды пропускают через песочный фильтр и удаляют из процесса. Для получения более подробной информации об экстракции меркаптанов может быть сделана ссылка на US 7326333 В2.
Чтобы предотвратить полимеризацию и образование смолы в реакторе олигомеризации, которые могут уменьшать производительность оборудования и катализатора, желательно привести к минимуму содержание диолефинов и ацетиленов в подаваемом сырье легких олефинов в трубопроводе 114. Конверсия диолефинов в моноолефиновые углеводороды может быть осуществлена с помощью селективного гидрирования обедненного серой потока в традиционном реакторе 116 селективного гидрирования. Водород может добавляться к очищенному потоку легких олефинов по трубопроводу 118.
Катализатор селективного гидрирования может содержать материал носителя из оксида алюминия, предпочтительно с общей площадью поверхности более 150 м2/г, при этом большая часть общего объема пор катализатора представлена порами со средним диаметром более 600 ангстрем, и содержит осажденные на поверхности никель от 1,0 до 25,0% масс, и серу от 0,1 до 1,0% масс, как описано в US 4695560. Сферы, имеющие диаметр от 0,4 до 6,4 мм (1/64 и 1/4 дюйма), могут быть получены с помощью добавления по каплям в масло загущенного золя оксида алюминия. Золь оксида алюминия может быть получен с помощью растворения металлического алюминия в водном растворе 12% масс, хлороводорода с получением золя хлорида алюминия. Компонент никеля может быть добавлен к катализатору во время образования сфер или с помощью погружения прокаленных сфер из оксида алюминия в водный раствор соединения никеля с последующей сушкой, прокаливанием, очисткой и восстановлением. Затем никельсодержащие сферы оксида алюминия могут быть сульфидированы. Палладиевый катализатор также может использоваться в качестве катализатора селективного гидрирования.
Процесс селективного гидрирования, как правило, осуществляется в относительно мягких условиях гидрирования. Эти условия, как правило, приводят к присутствию углеводородов в виде жидкофазных веществ. Реагенты, как правило, поддерживают при минимальном давлении, достаточном для поддержания реагентов в виде жидкой фазы углеводородов, которые позволяют водороду растворяться в подаваемом сырье легких олефинов. Широкий диапазон подходящих рабочих давлений, таким образом, составляет от 276 кПа изб. (40 фунт/кв. дюйм изб.) до 5516 кПа изб. (800 фунт/кв. дюйм изб.). Должна использоваться относительно умеренная температура, в пределах от 25°С (77°F) до 350°С (662°F). Часовая объемная скорость жидкости реагентов через катализатор селективного гидрирования должна быть выше 1,0 ч-1. Предпочтительно, она составляет от 5,0 ч-1 до 35,0 ч-1. Отношение водорода к диолефиновым углеводородам может поддерживаться от 0,75:1 до 1,8:1. Реактор гидрирования предпочтительно является цилиндрическим, с неподвижным слоем катализатора, через который реагенты перемещаются в вертикальном направлении.
Очищенный поток легких олефинов, обедненный серосодержащими соединениями, диолефинами и ацетиленами, выходит из реактора 116 селективного гидрирования по трубопроводу 120. Необязательно обедненный серой и диолефинами поток легких олефинов в трубопроводе 120 может быть введен в необязательную установку удаления нитрила (NRU), такую как установка 122 водной промывки, для уменьшения концентрации оксигенатов и нитрилов в потоке легких олефинов в трубопроводе 120. Воду подают в установку водной промывки по трубопроводу 124. Обогащенный оксигенатом и нитрилами водный поток в трубопроводе 126 покидает установку 122 водной промывки и может дополнительно обрабатываться. Осушитель может быть расположен после установки 122 водной промывки. Вместо установки водной промывки могут использоваться другие устройства NRU. NRU может состоять из группы регенерируемых слоев, которые адсорбируют нитрилы и другие азотные компоненты из обедненного диолефинами потока легких олефинов. Примеры NRU можно найти в US 4831206, US 5120881 и US 5271835.
Очищенный подаваемый на олигомеризацию сырьевой поток легких олефинов, возможно обедненный серосодержащими соединениями, диолефинами и/или оксигенатами и нитрилами, подается в трубопровод 128 подаваемого на олигомеризацию потока сырья. Подаваемый на олигомеризацию сырьевой поток легких олефинов в трубопроводе 128 может быть получен из потока продуктов крекинга в трубопроводах 46 и/или 86, так что он может находиться ниже по потоку в сообщении с зоной 20 FCC. Поток сырья для олигомеризации не обязательно должен быть получен из потока крекированных продуктов FCC, но может быть получен и из другого источника. Реактор 116 селективного гидрирования находится выше по потоку в сообщении с трубопроводом 128 подаваемого на олигомеризацию потока сырья. Поток сырья для олигомеризации может содержать С4 углеводороды, такие как бутены, т.е. С4 олефины, и бутаны. Бутены включают нормальные бутены и изобутен. Поток сырья для олигомеризации в трубопроводе 128 может содержать С5 углеводороды, такие как пентены, т.е. С5 олефины, и пентаны. Пентены включают нормальные пентены и изопентены. Обычно поток сырья для олигомеризации содержит от 20 до 80% масс, олефинов, и в подходящем случае, - от 40 до 75% масс, олефинов. В одном аспекте от 55 до 75% масс, олефинов может быть бутенами, и от 25 до 45% масс, олефинов может быть пентенами. Как минимум 10% масс, в подходящем случае 20% масс, обычно 25% масс, и наиболее типично 30% масс, сырья для олигомеризации может быть С5 олефинами.
Трубопровод 128 сырья для олигомеризации подает поток сырья для олигомеризации в зону 130 олигомеризации, которая может находиться ниже по потоку в сообщении с зоной 100 извлечения FCC. Поток сырья для олигомеризации в трубопроводе 128 сырья для олигомеризации может быть смешан с рециркуляционными потоками из трубопровода 226 или 246 перед входом в зону 130 олигомеризации с обеспечением потока сырья для олигомеризации в трубопроводе 132 сырья для олигомеризации. Реакторная зона 140 олигомеризации находится ниже по потоку в сообщении с трубопроводом 132 сырья для олигомеризации.
В одном аспекте, возвратный поток олигомеризата в возвратном трубопроводе 231 для олигомеризата, который описан в дальнейшем в данном документе, может быть смешан с потоком сырья для олигомеризации из трубопровода 132 сырья для олигомеризации в трубопроводе 133 первого смешанного сырья для олигомеризации. Поток сырья для олигомеризации в трубопроводе 133 может содержать от 10 до 50% масс. олефинов и в подходящем случае от 25 до 40% масс, олефинов, если возвратный поток олигомеризата из возвратного трубопровода 231 для олигомеризата смешивается с потоком сырья для олигомеризации. Соответственно, поток сырья для олигомеризации может содержать не более 38% масс, бутена, и в другом аспекте, поток сырья для олигомеризации может содержать не более 23% масс, пентена. Поток сырья для олигомеризации в зону 130 олигомеризации в трубопроводе 133 смешанного сырья для олигомеризации может содержать по меньшей мере 10% масс, бутена, по меньшей мере 5% масс, пентена и предпочтительно не более 1% масс, гексена. В еще одном аспекте поток сырья для олигомеризации может содержать не более 0,1% масс, гексена и не более 0,1% масс, пропилена. По меньшей мере 40% масс, бутена в потоке сырья для олигомеризации может быть нормальным бутеном. В одном аспекте не более 70% масс, потока сырья для олигомеризации представляет собой нормальный бутен. По меньшей мере 40% масс, пентена в потоке сырья для олигомеризации может быть нормальным пентеном. В одном аспекте не более 70% масс, потока сырья для олигомеризации в трубопроводе 133 смешанного сырья для олигомеризации может быть нормальным пентеном.
Реакторная зона 140 олигомеризации содержит первый реактор 138 олигомеризации. Первому реактору олигомеризации может предшествовать необязательный защитный слой для удаления каталитических ядов, который не показан. Первый реактор 138 олигомеризации содержит катализатор олигомеризации. Поток сырья для олигомеризации может предварительно нагреваться перед подачей в первый реактор 138 олигомеризации в реакторной зоне 140 олигомеризации. Первый реактор 138 олигомеризации может содержать первый слой 142 катализатора олигомеризации. Первый реактор 138 олигомеризации может быть реактором с восходящим потоком для обеспечения равномерного фронта подачи через слой катализатора, но предусмотрены и другие конфигурации потока. В одном аспекте первый реактор 138 олигомеризации может содержать дополнительный слой или слои 144 катализатора олигомеризации. С4 олефины в потоке сырья для олигомеризации олигомеризуются над катализатором олигомеризации с образованием олигомеризата, содержащего димеры и тримеры С4 олефинов. С5 олефины, которые могут присутствовать в потоке сырья для олигомеризации, олигомеризуются над катализатором олигомеризации с образованием олигомеризата, содержащего димеры и тримеры С5 олефинов, и совместно олигомеризуются с С4 олефинами с образованием С9 олефинов. Олигомеризация приводит к образованию и других олигомеров с дополнительными числами атомов углерода.
Авторы настоящего изобретения обнаружили, что добавление С5 олефинов в сырье в реактор олигомеризации уменьшает олигомеризацию в более тяжелое вещество дистиллятной фракции. Это является неожиданным, поскольку можно было ожидать, что более тяжелые С5 олефины приведут к образованию большего количества вещества дистиллятной фракции. Однако, когда С5 олефины димеризуются между собой или совместно димеризуются с С4 олефинами, образованные С9 олефины и С10 олефины не продолжают олигомеризовываться так же быстро, как С8 олефины, образованные в результате димеризации С4 олефинов. Таким образом, чистый выход бензина может быть увеличен. В дополнение к этому, образующиеся в продукте С9 олефины и С10 олефины имеют очень высокое октановое число.
Выходящий поток олигомеризации из первого слоя 142 необязательно может быть закален жидкостью, такой как рециркулированный олигомеризат, перед вхождением в дополнительный слой 144, и/или выходящий поток олигомеризации из дополнительного слоя 144 катализатора олигомеризации также может быть закален жидкостью, такой как рециркулированный олигомеризат, чтобы избежать чрезмерного повышения температуры. Жидкий олигомеризат может также содержать олигомеризованные олефины, которые могут вступать в реакцию с С4 олефинами и С5 олефинами в сырье и с другими олигомеризованными олефинами, если они присутствуют, с образованием олефинов дизельной фракции. Олигомеризованный продукт, иначе называемый олигомеризатом, выходит из первого реактора 138 олигомеризации по трубопроводу 146.
В одном аспекте реакторная зона олигомеризации может включать в себя один или несколько дополнительных реакторов 150 олигомеризации. Выходящий поток олигомеризации может быть нагрет и подан в необязательный дополнительный реактор 150 олигомеризации. Предусмотрено, что первый реактор 138 олигомеризации и дополнительный реактор 150 олигомеризации могут работать в режиме с переключением слоя, позволяющим отсоединить один реактор для технического обслуживания или регенерации или замены катализатора, в то время как другой реактор остается подключенным. В одном аспекте дополнительный реактор 150 олигомеризации может содержать первый слой 152 катализатора олигомеризации. Дополнительный реактор 150 олигомеризации также может быть реактором с восходящим потоком для обеспечения равномерного фронта подачи через слой катализатора, но предусмотрены и другие конфигурации потока. В одном аспекте дополнительный реактор 150 олигомеризации может содержать дополнительный слой или слои 154 катализатора олигомеризации. Оставшиеся С4 олефины в потоке сырья для олигомеризации олигомеризуются над катализатором олигомеризации с образованием олигомеризата, содержащего димеры и тримеры С4 олефинов. Оставшиеся С5 олефины, если присутствуют в потоке сырья для олигомеризации, олигомеризуются над катализатором олигомеризации с образованием олигомеризата, содержащего димеры и тримеры С5 олефинов, и совместно олигомеризуются с С4 олефинами с образованием С9 олефинов. Более 90% масс. С4 олефинов в потоке сырья для олигомеризации может олигомеризоваться в реакторной зоне 140 олигомеризации. Более 90% масс. С5 олефинов в потоке сырья для олигомеризации может олигомеризоваться в реакторной зоне 140 олигомеризации. Если используется более одного реактора олигомеризации, конверсия достигается по всем реакторам 138, 150 олигомеризации в реакторной зоне 140 олигомеризации.
Выходящий поток олигомеризации из первого слоя 152 может быть закален жидкостью, такой как рециркулированный олигомеризат, перед вхождением в дополнительный слой 154, и/или выходящий поток олигомеризации из дополнительного слоя 154 катализатора олигомеризации также может быть закален жидкостью, такой как рециркулированный олигомеризат, чтобы избежать чрезмерного повышения температуры. Рециркулированный олигомеризат может также содержать олигомеризованные олефины, которые могут вступать в реакцию с С4 олефинами и С5 олефинами в сырье и другими олигомеризованными олефинами для увеличения выхода олефинов дизельной фракции.
Трубопровод 156 для олигомеризата, находящийся в сообщении с реакторной зоной 140 олигомеризации, отводит поток олигомеризата из реакторной зоны 140 олигомеризации. Трубопровод 156 для олигомеризата может находиться ниже по потоку в сообщении с первым реактором 138 олигомеризации и дополнительным реактором 150 олигомеризации.
Реакторная зона 140 олигомеризации может содержать катализатор олигомеризации. Катализатор олигомеризации может содержать цеолитный катализатор. Цеолит может составлять от 5 до 95% масс, катализатора. Подходящие цеолиты включают в себя цеолиты, имеющие структуру одного из следующих типов: MFI, MEL, SFV, SVR, ITH, IMF, TUN, FER, EUO, BEA, FAU, BPH, MEI, MSE, MWW, UZM-8, MOR, OFF, MTW, TON, MTT, AFO, ATO и AEL. Эти трехбуквенные коды для типов структуры назначаются и поддерживаются Структурной комиссией Международной цеолитной ассоциации в Атласе типов цеолитных структур (Atlas of Zeolite Framework Types), который доступен на http://www.iza-structure.org/databases/. В предпочтительном аспекте катализатор олигомеризации может содержать цеолит с каркасом, имеющим пористую структуру из 10-членных колец. Примеры подходящих цеолитов, имеющих пористую структуру из 10-членных колец, включают цеолиты TON, MTT, MFI, MEL, AFO, AEL, EUO и FER. В другом предпочтительном аспекте катализатор олигомеризации, содержащий цеолит, имеющий пористую структуру из 10-членных колец, может включать в себя одномерную пористую структуру. Одномерная пористая структура указывает на цеолиты, содержащие непересекающихся поры, которые, по существу, параллельны одной из осей кристалла. Поры предпочтительно проходят через кристалл цеолита. Подходящие примеры цеолитов, имеющих одномерную пористую структуру из 10-членных колец, могут включать МТТ. В еще одном аспекте катализатор олигомеризации содержит цеолит МТТ.
Катализатор олигомеризации может быть получен объединением цеолита со связующим и последующим формованием катализатора в гранулы. Гранулы могут быть необязательно обработаны фосфорным реагентом для образования цеолита, имеющего фосфорный компонент в количестве от 0,5 до 15% масс, обработанного катализатора. Связующее используется для придания катализатору твердости и прочности. Связующее включает оксид алюминия, фосфат алюминия, диоксид кремния, диоксид кремния-оксид алюминия, диоксид циркония, диоксид титана и сочетания этих оксидов металлов, и другие тугоплавкие оксиды, и глины, такие как монтмориллонит, каолин, палыгорскит, смектит и аттапульгит. Предпочтительным связующим является связующее на основе алюминия, такое как оксид алюминия, фосфат алюминия, диоксид кремния-оксид алюминия и глины.
Одним из компонентов связующего катализатора, используемого в настоящем изобретении, является оксид алюминия. Источником оксида алюминия может быть любой из различных водных оксидов алюминия или гелей оксида алюминия, такой как альфа-оксид алюминия-моногидрат со структурой бемита или псевдобемита, альфа-оксид алюминия-тригидрат со структурой гиббсита, бета-оксид алюминия-тригидрат со структурой байерита, и тому подобное. Подходящий оксид алюминия доступен от UOP LLC под товарным знаком Versal. Предпочтительный оксид алюминия доступен от Sasol North America Alumina Product Group под товарным знаком Catapal. Данный материал представляет собой чрезвычайно высоко чистый альфа-оксид алюминия-моногидрат (псевдобемит), который после прокаливания при высокой температуре, как было показано, дает высокочистый гамма-оксид алюминия.
Подходящий катализатор олигомеризации получают с помощью смешивания пропорциональных объемов цеолита и оксида алюминия для достижения желаемого отношения цеолита к оксиду алюминия. В варианте осуществления подходящий нанесенный на носитель катализатор содержит от 5 до 80% масс, обычно от 10 до 60% масс, в подходящем случае от 15 до 40% масс, и предпочтительно от 20 до 30% масс, цеолита МТТ, при этом остальное составляет порошок оксида алюминия. Носитель из диоксида кремния также предусмотрен.
Одноосновная кислота, такая как азотная кислота или муравьиная кислота, может быть добавлена к смеси в водный раствор, чтобы пептизировать оксид алюминия в связующем. Дополнительное количество воды может быть добавлено к смеси, чтобы обеспечить достаточную влажность для образования тестообразной массы достаточной консистенции для экструдирования или распылительной сушки. Также могут быть добавлены способствующие экструдированию вещества, такие как порошки простого эфира целлюлозы. Предпочтительное способствующее экструдированию вещество доступно от The Dow Chemical Company под товарным знаком Methocel.
Паста или тестообразная масса могут быть приготовлены в виде твердых частиц определенной формы, при этом предпочтительным способом является экструдирование тестообразной массы через головку экструдера, имеющую отверстия желаемого размера и формы, после чего экструдируемый материал разделяется на экструдаты желаемой длины и высушивается. Может использоваться дополнительная стадия прокаливания для придания экструдату дополнительной прочности. Обычно прокаливание проводят в потоке воздуха при температуре от 260°С (500°F) до 815°С (1500°F). Катализатор МТТ не селективирован для нейтрализации поверхностных кислотных центров, например, амином.
Экструдированные частицы могут иметь любую подходящую форму поперечного сечения, т.е. симметричную или асимметричную, но чаще всего имеют симметричную форму поперечного сечения, предпочтительно сферическую, цилиндрическую или многодольчатую форму. Диаметр поперечного сечения частиц может находиться в пределах 40 мкм; однако обычно диаметр составляет от 0,635 мм (0,25 дюймов) до 12,7 мм (0,5 дюйма), предпочтительно от 0,79 мм (1/32 дюйма) до 6,35 мм (0,25 дюйма) и наиболее предпочтительно от 0,06 мм (1/24 дюйма) до 4,23 мм (1/6 дюйма).
В варианте осуществления катализатор олигомеризации может представлять собой твердый фосфорнокислотный (SPA) катализатор. SPA-катализатор относится к твердым катализаторам, которые содержат в качестве основного ингредиента кислоту на основе фосфора, такую как орто-, пиро- или тетрафосфорная кислота. SPA-катализатор обычно получают путем смешивания кислоты на основе фосфора с кремнистым твердым носителем для образования влажной пасты. Эта паста может быть прокалена и затем измельчена с получением частиц катализатора, или паста может быть экструдирована или гранулирована перед прокаливанием для получения более однородных частиц катализатора. Носитель предпочтительно представляет собой природный пористый кремнийсодержащий материал, такой как кизельгур, каолин, инфузорная земля и диатомовая земля. Небольшое количество различных добавок, таких как минеральный тальк, фуллерова земля и соединения железа, включая оксид железа, может быть добавлено в носитель для повышения его прочности и жесткости. Комбинация носителя и добавок предпочтительно составляет 15-30% масс, катализатора, при этом остальную часть составляет фосфорная кислота. Добавки могут составлять 3-20% масс, от общей массы материала носителя. Возможны изменения данного состава, в частности более низкое содержание фосфорной кислоты. Более подробная информация по составу и получению SPA-катализаторов может быть получена из US 3050472, US 3050473 и US 3132109. Сырье, подаваемое в реакторную зону 140 олигомеризации, содержащую SPA-катализатор, должно оставаться сухим, за исключением начальной фазы запуска.
Условия реакции олигомеризации в реакторах 138, 150 олигомеризации в реакторной зоне 140 олигомеризации устанавливаются для сохранения реагирующих текучих сред в жидкой фазе. При рециркуляции жидкого олигомеризата необходимы более низкие давления для поддержания жидкой фазы. Рабочие давления составляют от 2,1 МПа (300 фунт/кв.дюйм абс.) до 10,5 МПа (1520 фунт/кв.дюйм абс), в подходящем случае от 2,1 МПа (300 фунт/кв.дюйм абс.) до 6,9 МПа (1000 фунт/кв.дюйм абс.) и предпочтительно от 2,8 МПа (400 фунт/кв.дюйм абс.) до 4,1 МПа (600 фунт/кв.дюйм абс). Могут использоваться более низкие давления, если реакция поддерживается в жидкой фазе.
Для цеолитного катализатора температурные условия реакторной зоны 140 олигомеризации, выраженные максимальной температурой слоя, находятся в диапазоне от 150°С до 300°С. Если желательно получение дизельного олигомеризата, максимальная температура слоя должна быть от 200°С до 250°С, предпочтительно от 215°С или 225°С до 245°С, или от 220°С до 240°С. Объемная скорость должна быть от 0,5 ч-1 до 5 ч-1.
Для SPA-катализатора температура олигомеризации в реакторной зоне 140 олигомеризации должна быть в диапазоне от 100°С до 250°С, и в подходящем случае от 150°С до 200°С.Часовая объемная скорость жидкости (LHSV) должна быть от 0,5 ч-1 до 5 ч-1.
В пределах одного слоя катализатора олигомеризации экзотермическая реакция будет вызывать повышение температуры. Следовательно, реактор олигомеризации должен работать таким образом, чтобы позволить температуре на выходе быть более чем на 25°С больше, чем температура на входе.
Реакторная зона 140 олигомеризации с катализатором олигомеризации может работать в режиме высокой конверсии, с более чем 95% конверсией подаваемого олефинового сырья в высококачественные дизельный продукт и бензиновый продукт. Конверсия нормального бутена может превышать 80%. Кроме того, конверсия нормального пентена может превышать 80%.
Авторы настоящего изобретения обнаружили, что когда С5 олефины присутствуют в потоке сырья для олигомеризации, они димеризуются или совместно димеризуются с другими олефинами, но, как правило, подавляют дальнейшую олигомеризацию над цеолитом с одномерной пористой структурой из 10-членных колец. Наилучшее подавление дальнейшей олигомеризации происходит, когда С5 олефины составляют от 15% масс, или 30% масс, до 70% масс, и предпочтительно от 20% масс, или 40% масс, до 50% масс, или 60% масс, олефинов в сырье для олигомеризации. Следовательно, поток олигомеризата в трубопроводе 156 для олигомеризата может содержать менее 80% масс С9+ углеводородов, когда С5 олефины присутствуют в сырье для олигомеризации в этих соотношениях. Кроме того, указанный олигомеризат может содержать менее 60% масс. С12+ углеводородов, когда С5 олефины присутствуют в сырье для олигомеризации в этих соотношениях. Кроме того, чистый выход бензина может составлять по меньшей мере 40% масс, когда С5 олефины присутствуют в сырье для олигомеризации.
Однако если желательно получение дизельного топлива, зона олигомеризации с катализатором олигомеризации может работать для олигомеризации легких олефинов, т.е. С4 олефинов в вещество дистиллятной фракции, с выходом более 70% масс, за один проход через реакторную зону 140 олигомеризации. В одном аспекте по меньшей мере 70% масс, олефинов в сырье для олигомеризации конвертируется в С9+ олигомерный продукт, кипящий при точке отсечки свыше 150°С (302°F) при одном проходе через зону олигомеризации. С12+ олигомер из зоны олигомеризации, кипящий свыше 200°С (392°F), может иметь цетановое число по меньшей мере 30 и предпочтительно по меньшей мере 40.
По составу олигомеризат в трубопроводе 156 для олигомеризата может быть олефиновой углеводородной композицией, содержащей C8 олефины. Олефиновая углеводородная композиция может включать бензин. В одном варианте осуществления композиция может иметь среднее содержание дизамещенных олефинов II типа и высокое содержание тризамещенных олефинов IV типа. В одном аспекте композиция олигомеризата может иметь отношение дизамещенных C8 олефинов II типа к монозамещенным C8 олефинам I типа более 2. В дополнительном аспекте доля дизамещенных С8 олефинов II типа в общем количестве C8 олефинов в олигомеризате может составлять от 7% масс до 18% масс. В еще одном дополнительном аспекте доля тризамещенных C8 олефинов IV типа в общем количестве C8 олефинов может быть не менее 40% масс В еще одном аспекте среднее количество разветвлений на одну молекулу C8 углеводорода в олигомеризате может составлять менее 2. Олигомеризат может иметь цетановое число более 30 и предпочтительно более 40. Олигомеризат может иметь плотность менее 0,83 кг/м3, предпочтительно менее 0,81 кг/м3, менее 20 масс.ч./млн серы или менее чем 1 об. % ароматических соединений. Олигомеризат может иметь отношение триметилпентена к общему количеству C8 олефинов не более 50 и предпочтительно не более 40.
Зона 200 извлечения олигомеризата находится ниже по потоку в сообщении с зоной 130 олигомеризации и трубопроводом 156 для олигомеризата. Трубопровод 156 для олигомеризата отводит поток олигомеризата из зоны 130 олигомеризации.
Зона 200 извлечения олигомеризата может включать в себя колонну-дебутанизатор 210, которая разделяет поток олигомеризата между паровой и жидкой фазами, на первый легкий головной поток парообразного олигомеризата, содержащий С4 олефины и углеводороды, в трубопроводе 212 первого головного погона, и первый нижний поток жидкого олигомеризата, содержащий С5+ олефины и углеводороды, в трубопроводе 214 первого нижнего потока. Если желательно максимальное образование дистиллята, либо для получения продукта дизельного топлива либо для повторного крекинга дизельного топлива в зоне 20 FCC для получения большего количества пропилена, давление в верху колонны-дебутанизатора 210 может составлять от 300 до 350 кПа (изб.), и температура в нижней части может составлять от 250°С до 300°С. Если желательно максимальное образование бензина, давление в верху колонны-дебутанизатора 210 может составлять от 525 до 575 кПа (изб.), и температура в нижней части может составлять от 90°С до 140°С. Первый легкий головной поток парообразного олигомеризата, содержащий С4 углеводороды, может быть выведен из технологического процесса и направлен на дополнительную переработку для извлечения полезных компонентов.
Желательно сохранять жидкую фазу в реакторах олигомеризации. Это обычно достигается с помощью насыщения олефиновых продуктов и их рециркуляции в реактор олигомеризации в виде жидкости. Однако, если олефиновый продукт рециркулируют в зону 20 FCC или зону 130 олигомеризации, насыщение олефинов будет инактивировать рециркулирующее сырье. В зоне 130 олигомеризации олефиновый рециркулят может быть только дополнительно олигомеризован, и в зоне 20 FCC предпочтительно происходит дополнительный крекинг подаваемого олефинового сырья с образованием пропилена.
Жидкая фаза может сохраняться в зоне 130 олигомеризации с помощью включения в подаваемое сырье потока С5 из зоны 200 извлечения олигомеризата. Зона 200 извлечения олигомеризата может включать в себя колонну-депентанизатор 220, к которой по трубопроводу 214 может подаваться первый нижний поток жидкого олигомеризата, содержащий С5+ углеводороды. Колонна-депентанизатор 220 может разделять первый нижний поток жидкого олигомеризата между паровой и жидкой фазами, на промежуточный поток, содержащий C5 олефины и углеводороды, в трубопроводе 222 для промежуточного потока, и поток жидкого олигомеризованного нижнего продукта, содержащий С6+ олефины, в трубопроводе 224 нижнего продукта. Если желательно максимальное образование дистиллята, либо для получения продукта дизельного топлива либо для повторного крекинга дизельного топлива в зоне 20 FCC для получения большего количества пропилена, давление в верху колонны-депентанизатора 220 может составлять от 10 до 60 кПа (изб.), и температура в нижней части может составлять от 225°С до 275°С. Если желательно максимальное образование бензина, давление в верху колонны-депентанизатора 220 может составлять от 250 до 300 кПа (изб.), и температура в нижней части может составлять от 150°С до 200°С.
Промежуточный поток в трубопроводе 222 для промежуточного потока может содержать по меньшей мере 30% масс, и в подходящем случае по меньшей мере 40% масс. C5 углеводородов, которые могут затем выступать в качестве растворителя в реакторной зоне 140 олигомеризации для поддержания в ней жидкой фазы. Головной промежуточный поток, содержащий С5 углеводороды, должен иметь менее 10% масс. С4 или С6 углеводородов и, предпочтительно, менее 1% масс. С4 или С6 углеводородов.
Промежуточный поток может быть сконденсирован и рециркулирован в зону 130 олигомеризации в виде первого промежуточного рециркуляционного потока в трубопроводе 226 для промежуточного рециркулята для поддержания жидкой фазы в реакторах 138, 150 олигомеризации, работающих в зоне 130 олигомеризации. Головной поток С5 может содержать С5 олефины, которые могут быть олигомеризованы в зоне олигомеризации. Присутствие С5 углеводородов в зоне олигомеризации поддерживает реакторы олигомеризации в условиях жидкой фазы. Пентаны легко отделяются от более тяжелых олефиновых продуктов, как например, в колонне-депентанизаторе 220. Пентан, рециркулирующий в зону олигомеризации, также разбавляет подаваемое сырье олефинов, способствуя ограничению роста температуры в реакторе из-за экзотермичности реакции.
Авторы настоящего изобретения обнаружили, что диметилсульфид кипит вместе с С5 углеводородами и дезактивирует цеолит с одномерной пористой структурой из 10-членных колец, который может представлять собой катализатор олигомеризации. Установка 112 экстракции меркаптанов не удаляет достаточное количество диметилсульфида, чтобы избежать дезактивации катализатора олигомеризации. Следовательно, рециркуляцию С5 углеводородов в реакторную зону 140 олигомеризации с катализатором олигомеризации следует исключить, сохраняя клапан 226' закрытым, за исключением тех случаев, когда диметилсульфид может быть успешно удален из потока олигомеризата, или катализатор олигомеризации не является цеолитом с одномерной пористой структурой из 10-членных колец. Однако диметилсульфид по существу не вредит твердому фосфорнокислотному катализатору, так что рециркуляция С5 углеводородов в реакторную зону 140 олигомеризации допустима, если катализатор олигомеризации представляет собой SPA.
В одном аспекте промежуточный поток в трубопроводе 222 для промежуточного потока, содержащий С5 углеводороды, может быть разделен на сбрасываемый поток в выпускном трубопроводе 228, и первый промежуточный рециркуляционный поток, содержащий С5 углеводороды, в трубопроводе 226 для первого промежуточного рециркулята. В одном аспекте первый промежуточный рециркуляционный поток в трубопроводе 226 для первого промежуточного рециркулята, отводимый из промежуточного потока в трубопроводе 222 для промежуточного потока, рециркулируют в зону олигомеризации 130, расположенную ниже по потоку от реактора 116 селективного гидрирования. Промежуточный поток в трубопроводе 222 для промежуточного потока и первый промежуточный рециркуляционный поток в трубопроводе 226 для промежуточного рециркулята рассматриваются в качестве сконденсированных головных потоков. Промежуточный рециркуляционный поток, содержащий С5 углеводороды, может быть рециркулирован в зону 130 олигомеризации при массовом расходе, который по меньшей мере является таким же, и в подходящем случае не более чем в три раза превышает массовый расход потока сырья для олигомеризации в трубопроводе 128 сырья для олигомеризации, подаваемого к указанной зоне 130 олигомеризации без добавления каких-либо рециркуляционных потоков, таких как в трубопроводе 246, что будет объяснено далее. Расход рециркулята может регулироваться по мере необходимости для поддержания жидкой фазы в реакторах олигомеризации и контроля повышения температуры, и для максимального повышения селективности по отношению к бензиновой фракции олигомерных продуктов.
Сбрасываемый поток, содержащий С5 углеводороды, отбираемый из промежуточного потока, может быть выведен из технологического процесса по трубопроводу 228, чтобы избежать накопления С5 в процессе. Сбрасываемый поток, содержащий С5 углеводороды, в трубопроводе 228 может быть подвергнут дальнейшей переработке для извлечения полезных компонентов или может быть смешан в парке смешения бензина.
Три потока могут отбираться из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта. Рециркуляционный поток олигомеризованного продукта, содержащий С6+ олефины, может отводиться по рециркуляционному трубопроводу 230 олигомеризованного продукта из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта. Поток жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта может иметь такой же состав, как описано для Се олефинов олигомеризата в трубопроводе 156 для олигомеризата. Поток жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта может содержать более 10% масс, изоолефинов. Поток через рециркуляционный трубопровод 230 можно регулировать с помощью регулировочного клапана 230'. В другом аспекте, сырьевой поток к сепаратору дистиллята может отводиться по трубопроводу 232 дистиллятного сырья из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта. Поток через трубопровод 232 дистиллятного сырья можно регулировать с помощью регулировочного клапана 232'. В еще одном аспекте поток бензинового олигомеризованного продукта может отводиться по трубопроводу 250 для бензинового олигомеризованного продукта из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта. Поток через трубопровод 250 для бензинового олигомеризованного продукта можно регулировать с помощью регулировочного клапана 250'. Поток через рециркуляционный трубопровод 230 олигомеризованного продукта, трубопровод 232 дистиллятного сырья и трубопровод 250 для бензинового олигомеризованного продукта можно регулировать с помощью регулировочных клапанов 230', 232' и 250' соответственно, благодаря чему поток через каждый трубопровод можно перекрывать или пропускать независимо от других трубопроводов.
В варианте осуществления, разработанном для стимулирования производства более тяжелого олигомеризата и сохранения условий жидкой фазы в реакторной зоне 140 олигомеризации, возвратный поток олигомеризата в возвратном трубопроводе 231 для олигомеризата может отбираться из рециркуляционного потока олигомеризованного продукта, содержащего С6+ олефины, в рециркуляционном трубопроводе 230 олигомеризованного продукта, и может рециркулировать в реакторную зону 140 олигомеризации, содержащую катализатор олигомеризации. В этом случае регулировочный клапан 231' на возвратном трубопроводе 231 для олигомеризата является открытым, так что рециркуляционный олигомеризованный продукт рециркулирует в реакторную зону 140 олигомеризации в зоне 130 олигомеризации. Катализатор олигомеризации резистентен к избыточной олигомеризации более тяжелых олефинов, так что рециркуляция более тяжелых олефинов к катализатору олигомеризации не приведет к избыточной олигомеризации в более тяжелые олефины, чем дизельное топливо. Рециркуляционный поток олигомеризованного продукта, содержащий С6+ олефины, служит для поддержания жидкой фазы в реакторной зоне 140 олигомеризации и обеспечивает олефины, которые могут олигомеризоваться в более тяжелые олефины дизельной фракции. В данном варианте осуществления зона 130 олигомеризации находится ниже по потоку в сообщении с трубопроводом 214 первого нижнего продукта колонны-дебутанизатора 210 и трубопроводом 224 нижнего продукта колонны-депентанизатора 220. В еще одном аспекте рециркуляционный трубопровод 230 олигомеризованного продукта и возвратный трубопровод 231 для олигомеризата находятся ниже по потоку в сообщении с зоной 130 олигомеризации. Следовательно, зона 130 олигомеризации находится и выше по потоку и ниже по потоку в сообщении с трубопроводом 214 первого нижнего потока, трубопроводом 224 нижнего продукта, рециркуляционным трубопроводом 230 олигомеризованного продукта и возвратным трубопроводом 231 для олигомеризата.
Концентрация диметилсульфида в возвратном потоке олигомеризата в возвратном трубопроводе 231 олигомеризата должна быть не более 5 масс.ч/млн серы в виде диметилсульфида. Следовательно, если рециркуляционный поток олигомеризованного продукта в рециркуляционном трубопроводе 230 олигомеризованного продукта отводится из потока олигомеризованного нижнего продукта, содержащего С6+ олефины, в трубопроводе 224 нижнего продукта для рециркуляции в реакторную зону 140 олигомеризации, он должен содержать не более 5 масс.ч/млн серы в виде диметилсульфида. Соответственно, зона 200 извлечения олигомеризата должна работать с образованием потока олигомеризованного нижнего продукта, который содержит не более 5 масс.ч/млн серы в виде диметилсульфида и/или менее 1% масс. С5 углеводородов.
Если нефтепереработчик хочет получить дополнительный пропилен в установке FCC, - может применяться вариант осуществления, в котором рециркуляционный поток олигомеризата для FCC, отбираемый из рециркуляционного потока олигомеризованного продукта в рециркуляционном трубопроводе 230 олигомеризованного продукта из потока олигомеризованного нижнего продукта, содержащего С6+ олефины в трубопроводе 224 для нижнего продукта, может быть рециркулирован в рециркуляционный трубопровод 280 FCC. Рециркуляционный трубопровод 233 для олигомеризата FCC может отбирать рециркуляционный поток олигомеризата для FCC из рециркуляционного потока олигомеризата в рециркуляционном трубопроводе 230 олигомеризата и направлять его в зону 20 FCC по рециркуляционному трубопроводу 280 FCC. Рециркуляционный трубопровод 233 олигомеризата FCC находится в сообщении с рециркуляционным трубопроводом для олигомеризата, с рециркуляционным трубопроводом 280 FCC и зоной 20 реакции FCC. Регулировочный клапан 233' на рециркуляционном трубопроводе 233 для олигомеризата FCC может быть открыт, если желательна подача рециркуляционного олигомеризованного продукта в зону 20 FCC. Рециркуляционный трубопровод 280 FCC будет транспортировать рециркуляционный поток олигомеризата для FCC в качестве подаваемого сырья в зону 20 FCC. В одном аспекте рециркуляционный поток олигомеризованного продукта в рециркуляционном трубопроводе 230 олигомеризованного продукта находится ниже по потоку в сообщении с зоной 200 извлечения FCC. В еще одном аспекте рециркуляционный трубопровод 233 олигомеризата для FCC находится ниже по потоку в сообщении с зоной 130 олигомеризации. Таким образом, в одном аспекте зона 20 реакции FCC находится выше по потоку и ниже по потоку в сообщении с зоной 130 олигомеризации и/или зоной 100 извлечения FCC. В еще одном аспекте рециркуляционный трубопровод 233 для олигомеризата FCC и рециркуляционный трубопровод 230 для олигомеризованного продукта находятся выше по потоку в сообщении с зоной 20 реакции FCC, для рециркуляции олигомеризата на каталитический крекинг с псевдоожиженным катализатором до пропилена или других легких олефинов. Один или оба клапана 231' и 233' могут быть открытыми или закрытыми по желанию нефтепереработчика для рециркуляции, соответственно, в зону олигомеризации 130 или в зону 20 FCC.
В варианте осуществления, в котором катализатор олигомеризации представляет собой SPA в реакторной зоне 140 олигомеризации для олигомеризации С4 олефинов или смешанного потока С4 и С5 олефинов, авторы настоящего изобретения обнаружили, что поток бензинового продукта может обеспечиваться потоком олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта. SPA-катализатор приводит к минимуму образование соединений С12+ при использовании подаваемого сырья из С4 олефинов или С4 и С5 олефинов. Следовательно, даже если более тяжелые олефины, чем С4 олефины, присутствуют в потоке сырья для олигомеризации, SPA-катализатору удается сохранить содержание С12+ олефинов в потоке жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта ниже менее чем 20% масс, даже при конверсии свыше 85% масс, олефинового сырья и, в частности, при конверсии свыше 90% масс. С4 олефинов в олигомеризат.
Соответственно, поток жидкого олигомеризованного нижнего продукта в трубопроводе 224 нижнего продукта обеспечивает вещество бензиновой фракции, которое соответствует параметру Т90 для бензина 193°С (380°F) по Энглеру при использовании метода определения ASTM D-86 без дополнительной обработки, если SPA является вторым катализатором олигомеризации в реакторной зоне 140 олигомеризации. Это означает, что 90% масс, образующегося потока жидкого олигомеризованного нижнего продукта, например, в трубопроводе 224 нижнего продукта, будет кипеть до повышения его температуры до 193°С (380°F). Следовательно, поток бензинового олигомеризованного продукта может быть собран из потока жидкого олигомеризованного нижнего продукта в трубопроводе 250 для бензинового олигомеризованного продукта и смешан в парке смешения бензина без дополнительной обработки, такой как сепарация или химическое облагораживание. Трубопровод 250 для бензинового олигомеризованного продукта может находиться выше по потоку в сообщении с баком 252 для бензина или смешивающим трубопроводом бензина парка смешения бензина. Однако, дополнительная обработка, такая как частичное или полное гидрирование для снижения содержания олефинов, может быть предусмотрена. В таком случае, регулировочные клапаны 232' и 230' могут быть полностью или частично закрыты, и регулировочный клапан 250' на трубопроводе 250 жидкого олигомеризованного продукта может быть открыт, чтобы дать возможность С6+ бензиновому продукту поступать в бак 252 для бензина или смешивающий трубопровод бензина.
Зона 200 извлечения олигомеризата также может содержать сепараторную колонну 240 для дистиллята, в которую сырьевой поток олигомеризата для сепарации дистиллята, содержащий олигомеризат С6+ углеводородов, может подаваться по трубопроводу 232 дистиллятного сырья, отобранный из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224, для дополнительной сепарации. Сепараторная колонна 240 дистиллята находится ниже по потоку в сообщении с трубопроводом 214 первого нижнего потока колонны-дебутанизатора 210 и трубопроводом 224 нижнего продукта колонны-депентанизатора 220.
Сепараторная колонна 240 дистиллята разделяет сырьевой поток олигомеризата для сепаратора дистиллята на бензиновый головной поток в трубопроводе 242 головного погона, содержащий С6, С7, C8, С9, С10 и/или С11 олефины, и дистиллятный нижний поток, содержащий C8+, С9+, С10+, С11+, или С12+ олефины, в трубопроводе 244 дизельного нижнего продукта. Если желательно максимальное образование дистиллята, либо для получения продукта дизельного топлива либо для повторного крекинга дизельного топлива в зоне 20 FCC для получения большего количества пропилена, давление в верху сепараторной колонны 240 дистиллята может составлять от 10 до 60 кПа (изб.), и температура в нижней части может составлять от 225°С до 275°С. Если желательно максимальное образование бензина, давление в верху сепараторной колонны 240 дистиллята может составлять от 10 до 60 кПа (изб.), и температура в нижней части может составлять от 190°С до 250°С. Температура нижней части может быть установлена от 175°С до 275°С для приведения состава нижнего продукта к диапазону олефиновых фракций от С9+ до С12+, исходя из тяжести фракции дизельного топлива, требующейся нефтепереработчику. Бензиновый головной поток в трубопроводе 242 для бензинового головного потока может иметь такой же состав, как описано для C8 олефинов олигомеризата в трубопроводе 156 для олигомеризата. Дизельный нижний поток в трубопроводе 244 дизельного нижнего продукта может содержать более 30% масс. С9+ изоолефинов.
Для нефтепереработчиков, которые в данный момент времени заинтересованы в получении дистиллята, бензиновый головной поток, содержащий C8 олефины в трубопроводе 242 бензинового головного потока сепараторной колонны для дистиллята, может быть рециркулирован в зону 130 олигомеризации для увеличения образования дистиллята. Например, бензиновый головной рециркуляционный поток в рециркуляционном трубопроводе 246 бензинового головного потока может быть отобран из бензинового головного потока в трубопроводе 242 бензинового головного потока и может смешиваться с потоком свежего сырья для олигомеризации в трубопроводе 128 сырья для олигомеризации. Регулировочный клапан 246' может использоваться, чтобы полностью перекрывать поток через рециркуляционный трубопровод 246 бензинового головного потока или пропускать через него поток частично или полностью. Рециркуляционный трубопровод 246 бензинового головного потока может находиться ниже по потоку в сообщении с зоной 200 извлечения олигомеризата для получения вещества дизельной фракции.
Предпочтительно, рециркуляционный бензиновый поток в трубопроводе 246, который может быть отобран из бензинового головного потока в трубопроводе 242, может быть рециркулирован в реакторы 138 и 150 олигомеризации реакторной зоны 140 олигомеризации с катализатором олигомеризации. Бензиновый головной поток может содержать С6-С11 олефины и предпочтительно С7-С9 олефины, и наиболее предпочтительно C8 олефины, которые могут олигомеризоваться с С4-С5 олефинами в потоке сырья для олигомеризации в зоне 130 олигомеризации с образованием вещества дизельной фракции, содержащего C10-C16 дизельный продукт. С4 олефины продолжают олигомеризоваться с С4 олефинами и С5 олефинами, если они присутствуют, в подаваемом сырье.
Катализатор олигомеризации, и, в частности, цеолит с одномерной пористой структурой из 10-членных колец конвертирует значительную часть олефинов бензиновой фракции, таких как C8 олефины, в дистиллятное вещество путем олигомеризации их с олефинами подаваемого сырья, такими как С4 и/или С5 олефины. Кроме того, присутствие олефинов бензиновой фракции также способствует олигомеризации сырьевых олефинов друг с другом над цеолитным катализатором. Неожиданно, конверсия изобутена оказалась ниже конверсии нормального бутена при высокой конверсии общего количества бутена, как например, свыше 90% конверсии С4 олефинов. Когда бензин рециркулируют по трубопроводу 242 бензинового головного потока в реакторную зону 140 олигомеризации для олигомеризации над цеолитом с одномерной пористой структурой из 10-членных колец, олигомеризат из зоны олигомеризации в трубопроводе 156 для олигомеризата может содержать более 30% масс. С9+ олефинов. В этих условиях олигомеризат из реакторной зоны олигомеризации в трубопроводе 156 для олигомеризата может содержать более 50% масс, или даже более 60 масс. С9+ олефинов.
В одном аспекте бензиновый головной поток в трубопроводе 242 бензинового головного потока может быть извлечен в качестве продукта по трубопроводу 248 бензинового продукта, находящемуся ниже по потоку в сообщении с зоной 200 извлечения. Регулировочный клапан 248' может использоваться, чтобы полностью перекрывать поток через трубопровод 248 бензинового продукта или пропускать через него поток частично или полностью. Поток бензинового продукта может подвергаться дальнейшей переработке для извлечения полезных компонентов или может смешиваться в парке смешения бензина. Трубопровод 248 бензинового продукта может находиться выше по потоку в сообщении с баком 252 для бензина или смешивающим трубопроводом парка смешения бензина. В данном аспекте трубопровод 242 головного погона сепараторной колонны для дистиллята может располагаться выше по потоку в сообщении с баком 252 для бензина или смешивающим трубопроводом бензина.
В варианте осуществления дизельный нижний поток в трубопроводе 244 дизельного нижнего продукта может быть рециркулирован в зону 20 FCC по рециркуляционному трубопроводу 280 FCC через рециркуляционный трубопровод 260 дизельного топлива, находящийся ниже по потоку в сообщении с зоной 200 извлечения олигомеризата, для крекинга в пропиленовый продукт в зоне FCC. Рециркуляционный дизельный нижний поток в рециркуляционном трубопроводе 260 дизельного топлива, отобранный из дизельного нижнего потока в трубопроводе 244, может быть направлен в рециркуляционный трубопровод 280 FCC. Дизельный нижний поток может содержать С9+, С10+, С11+ или С12+ олефины, которые могут быть крекированы в пропилен. Регулировочный клапан 260' может использоваться, чтобы полностью перекрывать поток через рециркуляционный трубопровод 260 дизельного топлива или пропускать через него поток частично или полностью. В данном варианте осуществления зона 20 FCC находится ниже по потоку в сообщении с сепараторной колонной 240 дистиллята и, в частности, с трубопроводом 244 дизельного нижнего продукта.
Если зона 20 FCC содержит единственный лифт-реактор 26, первый лифт-реактор 26 может находиться ниже по потоку в сообщении с трубопроводом 24 подаваемого углеводородного сырья и трубопроводом 244 дизельного нижнего продукта сепараторной колонны 240 дистиллята. Если зона 20 FCC содержит первый лифт-реактор 26 и второй лифт-реактор 74, первый лифт-реактор 26 может находиться ниже по потоку в сообщении с трубопроводом 24 подаваемого углеводородного сырья, а второй лифт-реактор 74 может находиться ниже по потоку в сообщении с трубопроводом 244 нижнего продукта сепараторной колонны 240 дистиллята.
Авторы настоящего изобретения обнаружили, что С6+ олигомеризат, подвергаемый FCC, лучше всего конвертируется над смесью цеолита со средним или более мелким размером пор с крупнопористым цеолитом, таким как цеолит Y, как объяснено ранее в отношении зоны 20 FCC. Кроме того, олигомеризат, полученный над катализатором олигомеризации в реакторной зоне 140 олигомеризации, обеспечивает отличное сырье в зону FCC, которое может быть крекировано с получением более высоких количеств пропилена.
В одном аспекте дизельный нижний поток может быть извлечен в качестве продукта по трубопроводу 262 дизельного продукта, находящемуся ниже по потоку в сообщении с зоной 200 извлечения олигомеризата. Дизельный продукт в трубопроводе 262 отбирается из дизельного нижнего потока в трубопроводе 244 дизельного нижнего продукта. Регулировочный клапан 262' может использоваться, чтобы полностью перекрывать поток через трубопровод 262 дизельного продукта или пропускать через него поток частично или полностью. Поток дизельного продукта может подвергаться дальнейшей переработке для извлечения полезных компонентов или может смешиваться в парке смешения дизельного топлива. Трубопровод 262 дизельного продукта может находиться выше по потоку в сообщении с баком 264 для дизельного топлива или смешивающим трубопроводом дизельного топлива парка смешения дизельного топлива. Кроме того, LCO из трубопровода 107 LCO также может быть смешан с дизельным топливом в трубопроводе 262 дизельного продукта.
На фиг. 2 изображен альтернативный вариант осуществления зоны 200 извлечения олигомеризата. Элементы на фиг. 2 с такой же конфигурацией, что и на фиг. 1, будут иметь такие же номера позиций, как и на фиг. 1. Элементы на фиг. 2, конфигурация которых отличается от соответствующих элементов на фиг. 1, будут иметь такие же номера позиций, но с прибавлением индекса «а». Конфигурация и работа варианта осуществления на фиг. 2 по существу аналогична представленной на фиг. 1 с указанными ниже исключениями.
На фиг. 2 зона 200а извлечения олигомеризата содержит ректификационную колонну-дебутанизатор 210а ниже по потоку в сообщении с зоной 130 олигомеризации. Поток олигомеризата по трубопроводу 156 олигомеризата подается ко входу 181 в ректификационную колонну-дебутанизатор 210а, которая разделяет поток олигомеризата между паровой и жидкой фазами, на первый легкий головной поток парообразного олигомеризата в первом трубопроводе 212 первого головного погона, содержащий С4 углеводороды, промежуточный боковой поток в промежуточном трубопроводе 214а, содержащий С5 углеводороды, и поток жидкого олигомеризованного нижнего продукта, содержащий С6+ олефины, в трубопроводе 224а нижнего продукта. Промежуточный боковой поток может отводиться из бокового выхода 215 ректификационной колонны-дебутанизатора 210а. Промежуточный поток может быть жидкостью, собранной на тарелке в ректификационной колонне-дебутанизаторе 210а.
Ректификационная колонна-дебутанизатор 210а подает промежуточный боковой поток из бокового выхода 215 ректификационной колонны-дебутанизатора 210а в боковую десорбционную колонну 220а для разделения промежуточного бокового потока на второй головной поток в трубопроводе 221 второго головного погона, содержащий С4-углеводороды, и второй нижний поток в трубопроводе 228а второго нижнего потока, содержащий С5 углеводороды. Боковая десорбционная колонна 220а может находиться ниже по потоку в сообщении с боковым выходом 215 из ректификационной колонны-дебутанизатора 210а. Второй головной поток 221 подается в ректификационную колонну-дебутанизатор 210а через боковой вход 223. Следовательно, ректификационная колонна-дебутанизатор 210а находится ниже по потоку в сообщении с трубопроводом 221 головного погона из боковой десорбционной колонны 220а. Таким образом, в одном аспекте ректификационная колонна-дебутанизатор 210а находится выше по потоку и ниже по потоку в сообщении с боковой десорбционной колонной 220а.
Вход 181 для сырья в ректификационную колонну-дебутанизатор может находиться на более низком уровне, чем боковой вход 223 для трубопровода 221 головного погона из бокового десорбера 220а. Кроме того, боковой вход 223 для трубопровода 221 головного погона из бокового десорбера 220а может находиться на более высоком уровне, чем боковой выход 215. Наконец, боковой выход 215 может находиться на более высоком уровне в колонне-дебутанизаторе 210а, чем вход 181 для сырья.
Если желательно максимальное образование дистиллята, либо для получения продукта дизельного топлива либо для повторного крекинга дизельного топлива в зоне 20 FCC для получения большего количества пропилена, давление в верху колонны-дебутанизатора 210а может составлять от 350 до 400 кПа (изб.), и температура в нижней части может составлять от 270°С до 320°С. Если желательно максимальное образование бензина, давление в верху колонны-дебутанизатора 210а может составлять от 350 до 400 кПа (изб.), и температура в нижней части может составлять от 170°С до 220°С. Боковая десорбционная колонна 220а может иметь давление в верхней части от 400 кПа до 450 кПа и температуру в нижней части от 60°С до 115°С в обоих режимах.
Один или оба из первого легкого головного потока парообразного олигомеризата в трубопроводе 212 первого головного погона, содержащий С4 углеводороды, и второй нижний поток в трубопроводе 228а второго нижнего потока, содержащий С5 углеводороды, могут быть удалены из технологического процесса.
Поток, содержащий С5 углеводороды, может использоваться для поддержания в зоне 130 олигомеризации жидкой фазы, и обеспечивает дополнительное количество С5 олефинов для олигомеризации. Промежуточный поток, содержащий С5 углеводороды в трубопроводе 222а промежуточного потока, может быть отобран из промежуточного бокового потока в трубопроводе 214а перед его дальнейшим разделением, таким как в боковом десорбере 220а, и может быть рециркулирован в зону 130 олигомеризации через открытый регулировочный клапан 222а' в трубопроводе. Отбор потока С5 углеводородов из промежуточного бокового потока удаляет большое количество вещества из боковой десорбционной колонны 220а без необходимости его дальнейшего повторного испарения или конденсации, тем самым, уменьшая ее мощность и эксплуатационные расходы. Соответственно, зона 130 олигомеризации находится ниже по потоку в сообщении с указанным боковым выходом 215.
Рециркуляционный поток олигомеризата, содержащий С6+ олефины, может использоваться для поддержания в зоне 130 олигомеризации жидкой фазы, и обеспечивает дополнительное количество олефинов для олигомеризации. Рециркуляционный поток олигомеризованного продукта может отводиться в рециркуляционный трубопровод 230а олигомеризованного продукта через открытый регулировочный клапан 230а' из потока жидкого олигомеризованного нижнего продукта в трубопроводе 224а нижнего продукта, который содержит С6+ олефины. Возвратный поток олигомеризата в возвратном трубопроводе 231 для олигомеризата через открытый регулировочный клапан 231' может отводиться из рециркуляционного потока олигомеризованного продукта в рециркуляционном трубопроводе 230а олигомеризованного продукта и может рециркулировать в зону 130 олигомеризации. Зона 130 олигомеризации может, таким образом, находиться ниже по потоку в сообщении с трубопроводом 224а нижнего продукта ректификационной колонны. Возвратный поток олигомеризата в возвратном трубопроводе 231 для олигомеризата может быть рециркулирован в реакторную зону 140 олигомеризации, содержащую катализатор олигомеризации.
Дистиллятный олигомерный продукт может быть рециркулирован в установку FCC для получения большего количества пропилена. Рециркуляционный поток олигомеризата для FCC в рециркуляционном трубопроводе 233 для олигомеризата FCC может быть отобран из рециркуляционного потока олигомеризованного продукта в рециркуляционном трубопроводе 230а олигомеризованного продукта и может быть направлен через отрытый клапан 233' в зону 20 FCC по рециркуляционному трубопроводу 280 FCC. Соответственно, зона FCC может находиться ниже по потоку в сообщении с трубопроводом 224а нижнего продукта ректификационной колонны-дебутанизатора. Таким образом, в одном аспекте зона 20 FCC может находиться в сообщении выше по потоку и ниже по потоку с зоной 130 олигомеризации и/или колонной-дебутанизатором 210а.
Если поток олигомеризованного нижнего продукта имеет подходящий состав, он может быть отобран в качестве бензинового продукта по трубопроводу 250а через регулировочный клапан 250а' в парк смешения бензина, который может содержать бак 252 для бензина или смешивающий трубопровод бензина. Соответственно, бак 252 для бензина или смешивающий трубопровод бензина может находиться ниже по потоку в сообщении с трубопроводом 224а нижнего продукта олигомеризата из указанной ректификационной колонны-дебутанизатора 210а.
Если достаточное количество дизельного топлива присутствует в трубопроводе 224а нижнего продукта, бензин должен быть отделен от дизельного топлива. Сырьевой поток в сепаратор дистиллята может быть отобран из потока олигомеризованного нижнего продукта в трубопроводе 224а нижнего продукта в трубопровод 232а к сепараторной колонне 240 дистиллята через открытый регулировочный клапан 232а'. Сепараторная колонна 240 дистиллята может разделять сырьевой поток к сепаратору дистиллята на бензиновый поток 242 и дистиллятный поток 244, как описано ранее применительно к фиг. 1. Соответственно, сепараторная колонна 240 дистиллята находится ниже по потоку в сообщении с трубопроводом нижнего продукта из указанной ректификационной колонны-дебутанизатора 210а.
В варианте осуществления согласно фиг. 2, если желательно максимальное образование дистиллята, либо для получения продукта дизельного топлива либо для повторного крекинга дизельного топлива в зоне 20 FCC для получения большего количества пропилена, давление в верху сепараторной колонны 240 дистиллята может составлять от 150 до 200 кПа (изб.), и температура в нижней части может составлять от 250°С до 300°С. Если желательно максимальное образование бензина, давление в верху колонны-дебутанизатора 210 может составлять от 150 до 200 кПа (изб.), и температура в нижней части может составлять от 210°С до 260°С.
Изобретение далее будет проиллюстрировано следующими неограничивающими примерами.
Примеры
Пример 1
Подаваемое сырье 1 в таблице 2 приводили в контакт с четырьмя катализаторами для определения их эффективности в олигомеризации бутенов.
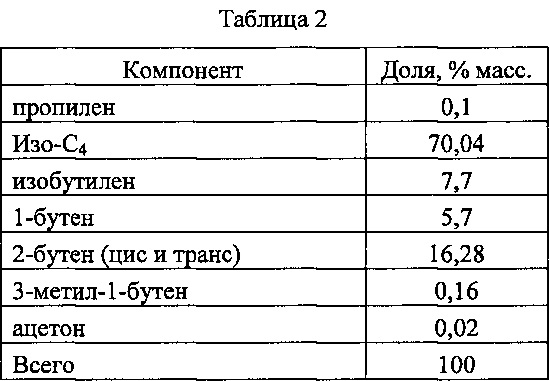
Катализатор А представляет собой МТТ катализатор, приобретенный у Zeolyst, имеющий код продукта Z2K019E и экструдированный совместно с оксидом алюминия при 25% масс, цеолита. 53,7 г порошка цеолита МТТ объединяли с 2,0 г Methocel и 208,3 г бемита Catapal В. Эти порошки смешивали в мельнице перед добавлением к ним смеси 18,2 г HNO3 и 133 г дистиллированной воды. Композицию тщательно перемешивали в мельнице с образованием экструдируемого теста с 52% потерей при прокаливании (LOI). Тесто затем экструдировали через фильерную пластину с образованием цилиндрических экструдатов, имеющих диаметр 3,18 мм. Экструдаты затем высушивали на воздухе и прокаливали при температуре 550°С. МТТ катализатор не был селективирован для нейтрализации поверхностных кислотных центров, например, амином.
Катализатор В представляет собой SPA-катализатор, коммерчески доступный от UOP LLC.
Катализатор С представляет собой MTW катализатор с отношением диоксида кремния к оксиду алюминия 36:1. 26,4 г порошка цеолита MTW, изготовленного в соответствии с описанием в US 7525008 В2, объединяли с 135,1 г бемита Versal 251. Эти порошки смешивали в мельнице перед добавлением к ним смеси из 15,2 г азотной кислоты и 65 г дистиллированной воды. Композицию тщательно перемешивали в мельнице с образованием экструдируемого теста с 48% LOI. Тесто затем экструдировали через фильерную пластину с образованием цилиндрических экструдатов, имеющих диаметр 1/32''. Экструдаты затем высушивали на воздухе и прокаливали при температуре 550°С.
Катализатором D представляет собой MFI катализатор, приобретенный у Zeolyst, имеющий код продукта CBV-8014 и отношение диоксида кремния к оксиду алюминия 80:1, и экструдированный совместно с оксидом алюминия при 25% масс, цеолита. 53,8 г порошка цеолита MFI-80 объединяли с 205,5 г бемита Catapal В и 2 г Methocel. Эти порошки смешивали в мельнице перед добавлением к ним смеси из 12,1 г азотной кислоты и 115,7 г дистиллированной воды. Композицию тщательно перемешивали в мельнице, затем добавляли 40 г воды для образования экструдируемого теста с 53% LOI. Тесто затем экструдировали через фильерную пластину с образованием цилиндрических экструдатов, имеющих диаметр 3,18 мм. Экструдаты затем высушивали на воздухе и прокаливали при температуре 550°С.
Эксперименты осуществляли при давлении 6,2 МПа и температурах на входе в диапазоне от 160°С до 240°С для получения различных конверсий нормального бутена. Результаты показаны на фиг. 3 и фиг. 4. На фиг. 3 селективность в отношении C8-C11 олефинов отображена на графике относительно конверсии нормального бутена с получением профилей для каждого катализатора.
В таблице 3 сравнивается RONC (исследовательское октановое число неэтилированного бензина) ±3 для каждого продукта в зависимости от катализатора и приводится легенда к фиг. 3. SPA-катализатор В является наилучшим, а МТТ катализатор является наименее эффективным при получении олефинов бензиновой фракции.
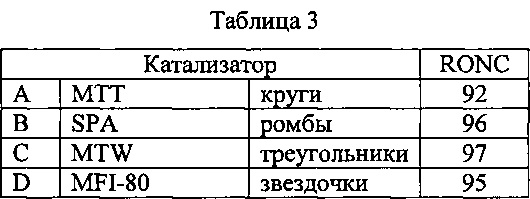
При использовании SPA-катализатора удалось добиться более чем 95% масс, выхода бензина, имеющего RONC >95 и со значением Т90 185°С (по Энглеру) для всего продукта. Параметр Т90 для бензина составляет менее 193°С.
На фиг. 4 селективность в отношении C12+ олефинов отображена на графике относительно конверсии нормального бутена с получением профилей для каждого катализатора. В таблице 4 сравнивается вычисленное цетановое число ±2 для каждого продукта в зависимости от катализатора и приводится легенда к фиг. 4.
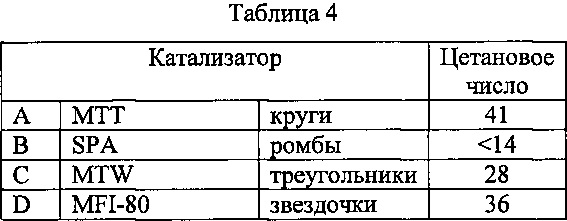
На фиг. 4 показано, что катализатор МТТ обеспечивает наиболее высокую селективность по отношению к С12+ олефинам, которая превышает 70% масс. Данные селективности определены для одного прохода сырьевого потока через реактор олигомеризации. Кроме того, использование МТТ катализатора дает олигомеризат С12+ с самым высоким вычисленным цетановым числом. Цетановое число вычисляли с помощью ASTM D6890 на фракции С12+ при точке отсечки 204°С (400°F). В противоположность селективности для бензина, МТТ катализатор А является наилучшим, а SPA-катализатор В является наименее эффективным при получении олефинов дизельной фракции.
Использование катализатора МТТ позволило получить дизельное топливо с цетановым числом, превышающим 40. Температура помутнения дизельного топлива определялась по ASTM D2500 и составляла -66°С, и Т90 составляло 319°С по методу ASTM D86. Параметр Т90 для дизельного топлива в США составляет от 282°С до 338°С, поэтому дизельный продукт соответствует стандарту США для дизельного топлива.
Пример 2
Метод полной двумерной газовой хроматографии с плазменно-ионизационным детектированием (GC×GC-FID) был подготовлен и использован для анализа состава потоков продукта олигомеризации легких олефинов. Для осуществления идентификаций пиков использовали аппарат GC×GC, оснащенный времяпролетным масс-спектрометром (TOFMS). Идентификации пиков проверяли на соответствие с таблицей точек кипения С8 олефинов и с помощью осуществления GC-FID олефинового образца с катализатором гидрирования и без него на входе GC, чтобы гарантировать, что пики, отнесенные к определенному С8 моноолефину, перемещаются к соответствующим им насыщенным C8 изопарафинам. Идентификация C8 парафиновых изомеров может быть осуществлена с помощью способа UOP690. Тщательное сопоставление хроматографических параметров GC×GC-FID и GC×GC-TOFMS позволяет перевести идентификации, сделанные с помощью TOFMS-анализа, в GC×GC-FID для количественного анализа. Следующие 48 соединений в области C8 были идентифицированы и количественно определены:
Идентифицированные C8 олефиновые соединения перечислены ниже: 2,3-диметил-2-бутен, 3,4-диметил-2-пентен, 3,4-диметил-2-пентен, 2,4,4-триметил-1-пентен, 2,2-диметил-транс 3-гексен, 2,5-диметил-3-гексен, 3,3-диметил-1-гексен, 3,4,4-триметил-1-пентен, 2,4,4-триметил-2-пентен, 4, 4-диметил-2-гексен, 4,4-диметил-1-гексен, 2,3,4-триметил-1-пентен, 2,3,3-триметил-1-пентен, 2,4-диметил-транс-3-гексен, 2,4-диметил-цис-3-гексен, 3,3-диметил-2-этил-1-бутен, 2,4-диметил-1-гексен, 2,3-диметил-1-гексен, 2-метил-3-гептен, 3,4,4-триметил-2-пентен, 2,5-диметил-2-гексен, 5-метил-3-гептен, 3,5-диметил-2-гексен, 6-метил-3-гептен, 4-метил-1-гептен, 4-метил-3-этил-транс-2-пентен, 2,3-диметил-3-гексен, 4-метил-3-этил-цис-2-пентен, 3,4-диметил-2-гексен, 3-этил-3-гексен, 6-метил-2-гептен, 2,3,4-триметил-2-пентен, 2-метил-3-этил-2-пентен, 5-метил-2-гептен, 2-н-пропил-1-пентен, 4-метил-3-гептен, 2-этил-1-гексен, 2-метил-1-гептен, 3-метил-3-гептен, транс-3-октен, 2,3-диметил-2-гексен, 3-метил-2-гептен, 3,4-диметил-транс-3-гексен, цис-3-октен, 2-метил-2-гептен, транс-2-октен, цис-2-октен и 3,4-диметил-цис-3-гексен.
С8 олефины в олигомеризате, полученном с помощью всех четырех катализаторов, оценивали методом GC×GC-FID, чтобы охарактеризовать композитный олигомеризованный продукт по типу олефинов. GC×GC анализ композитного продукта эксперимента применяли для сравнения продуктов олефиновых изомеров в результате использования катализаторов А и В, как показано в таблице 5.
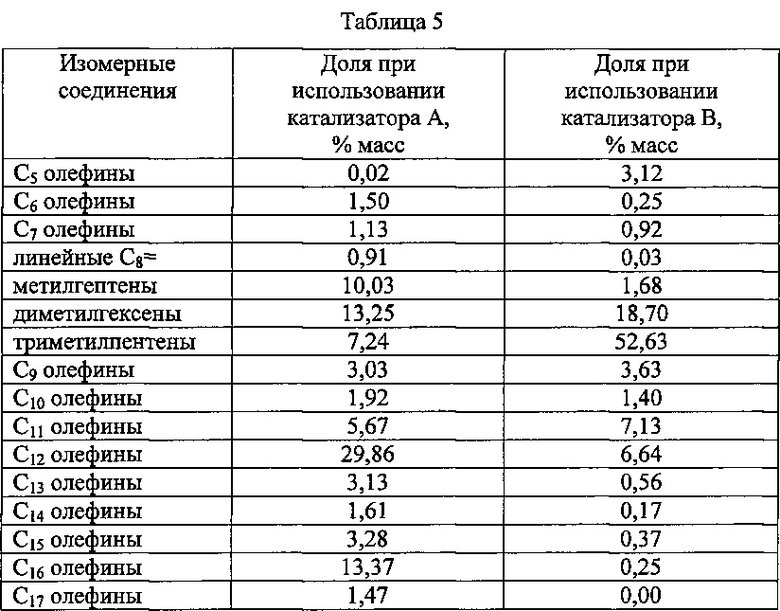
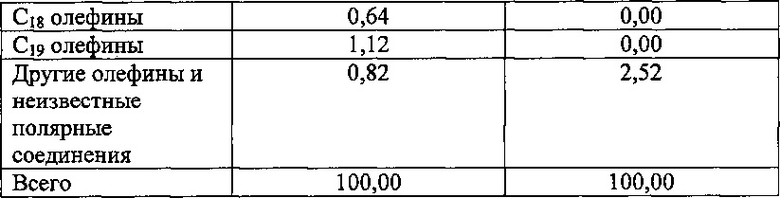
Катализатор В, SPA, дает свыше 70% масс. С8 олефинов, при этом более 70% масс. C8 олефинов являются триметилпентенами. Однако, катализатор А, МТТ, дает только немногим более 31% масс. C8 олефинов, из которых только 23% масс. C8 олефинов является триметилпентенами. Катализатор А дает почти 30% масс. C12 олефинов. Очевидно, что МТТ может давать более линейный и более тяжелый продукт из легких олефинов, таких как бутен.
Сравнения приведены в таблице 6. Все проценты являются массовыми процентами. «Доля композиции» представляет собой долю соединений во всей композиции. «Доля олефинов» представляет собой долю соединений среди C8 олефинов. «Среднее количество разветвлений» для C8 олефинов представляет собой среднее количество разветвлений или алкильных групп на одну молекулу олефина, вычисленное с помощью отношения суммы общей массы каждого изомера разветвленных C8 олефинов, умноженной на число алкильных групп этого изомера в композиции, деленной на общую массу нормального октена, метилгептена, диметилгексена и триметилпентена в композиции. «Доля олефиновых изомеров» является долей изомеров C8 олефинов среди всех C8 олефинов. Отношение «TMP/C8 олефины» представляет собой долю триметилпентена среди линейного октена, метилгептена, диметилгексена и триметилпентена.
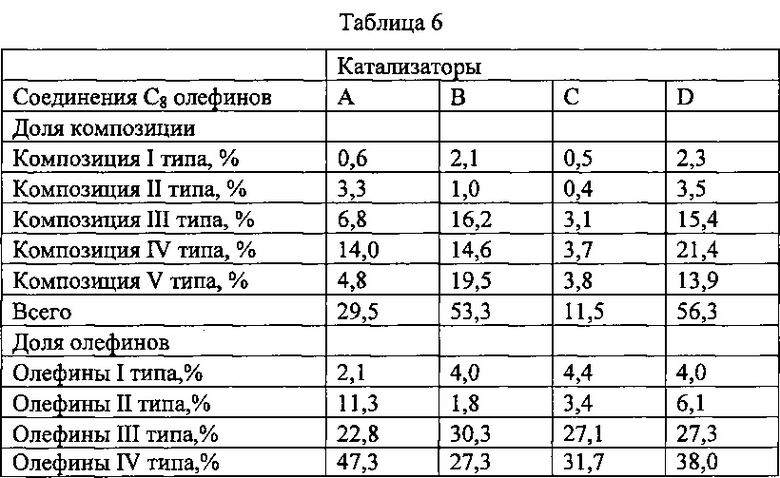
Доля дизамещенных C8 олефинов II типа в общем количестве C8 олефинов для катализатора А составляла 11,3% масс, что значительно выше, чем для всех других катализаторов. Отношение дизамещенных С8 олефинов II типа к монозамещенным С8 олефинам I типа для катализатора А составляло 5,3. Все другие катализаторы имели аналогичные отношения меньше единицы. Доля тризамещенных C8 олефинов IV типа в общем количестве C8 олефинов в олигомеризате для катализатора А составляла 47% масс. Все другие катализаторы имели ту же долю не более 38% масс. Среднее количество разветвлений на молекулу углеводорода для катализатора А составляло 1,98; в то время как для всех других катализаторов превышало 2. Отношение триметилпентена к общему количеству C8 олефинов в олигомеризате составляло 32,5; тогда как все другие катализаторы имели отношения свыше 46.
Пример 3
Два типа подаваемого сырья подвергали олигомеризации над катализатором олигомеризации А из примера 1, цеолитом МТТ. Сырье 1 и 2, приводившееся в контакт с катализатором А, показано в таблице 7. Сырье 1 является сырьем из примера 1.
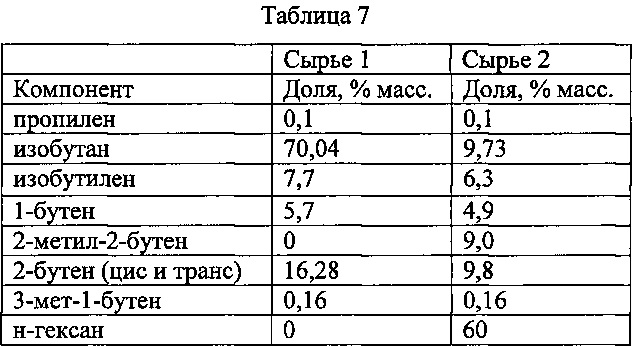

В сырье 2 C5 олефины состояли из 2-метил-2-бутена и 3-метил-1-бутена, которые составляют 9,16% масс, реакционной смеси, представляющей треть олефинов в сырье. 3-метил-1-бутен присутствует и в том и в другом сырье в небольших количествах. Пропилен присутствовал в количестве менее 0,1% масс, и в том и в другом сырье.
Условиями реакции были давление 6,2 МПа и объемная скорость WHSV 1,5 ч-1. Максимальная температура слоя катализатора составляла 220°С. Результаты олигомеризации представлены в таблице 8.
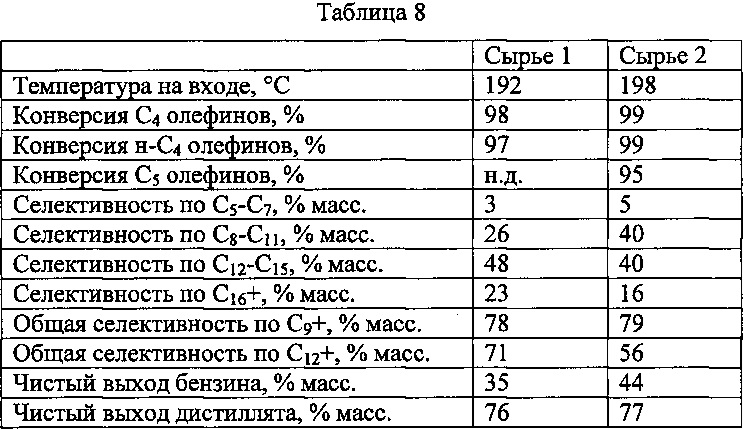
Конверсия нормальных С4 олефинов достигала 99% с С5 олефинами в сырье 2 и 97% без С5 олефинов в сырье 1. Конверсия С5 олефинов достигала 95%. С C5 олефинами в сырье 2 ожидалось получение большей доли более тяжелых олефинов дистиллятной фракции. Однако сырье 2 с С5 олефинами олигомеризуется с большей селективностью по отношению к более легкому продукту бензиновой фракции в диапазоне С5-С7 и С8-С11 и с меньшей селективностью по отношению к более тяжелому продукту дистиллятной фракции в диапазоне С12-С15 и C16+.
Этот неожиданный результат указывает на то, что при добавлении С5 олефинов к сырью можно получить более высокий выход бензина над катализатором А, МТТ. Это подтверждается более высоким чистым выходом бензина и более низкой селективностью к фракции С12+ для сырья 2, чем для сырья 1. Кроме того, но не в той же самой степени, с помощью добавления С5 олефинов в сырье может быть получен более высокий выход вещества дистиллятной фракции. Это подтверждается более высоким чистым выходом дистиллята для сырья 2, чем для сырья 1 при одном проходе. Выход бензина был классифицирован по продукту, соответствующему параметру Т90 по Энглеру, и выход дистиллята был классифицирован по продукту, кипящему при температуре свыше 150°С (300°F).
Пример 4
Три типа подаваемого сырья подвергали олигомеризации над катализатором олигомеризации В (SPA) из примера 1. Сырье, приводившееся в контакт с катализатором В, показано в таблице 9. Сырье 2 является тем же самым, что и сырье 2 в примере 3. Изооктан использовали в качестве разбавителя с сырьем 3, поскольку ожидалось, что он будет таким же инертным, как изобутан. Сырье 4 аналогично сырью 2, но содержит пентены, разделяющиеся поровну на изо- и нормальные пентены, что примерно ожидается обнаружить в продукте FCC, и разбавлено изобутаном вместо гексана и изобутана.
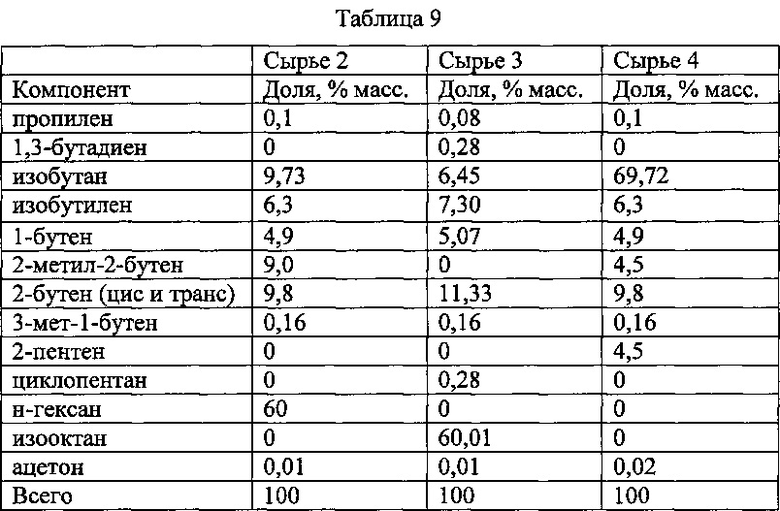
Давление реакции составляло 3,5 МПа. Результаты олигомеризации представлены в таблице 10.
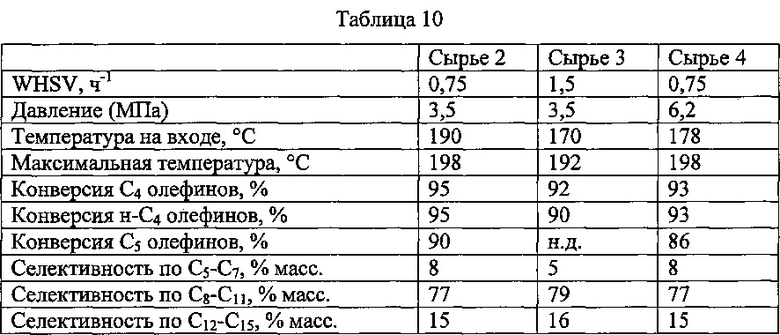
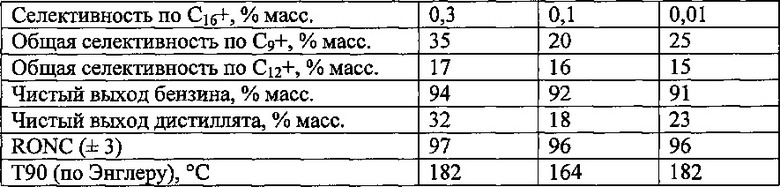
Конверсия олефинов составляла по меньшей мере 90%, и конверсия нормального бутена превышала 90%. Конверсия нормальных С4 олефинов достигала 90% с С5 олефинами в сырье 2 и 97% без С5 олефинов в сырье 1. Конверсия С5 олефинов достигла 90%, но была меньше, когда в сырье присутствовали и изоолефины и нормальные олефины С5.
Можно видеть, что SPA-катализатор уменьшал образование С12+ соединений до менее 20% масс, 16% масс, и 17% масс, соответственно, без С5 олефинов и при их наличии в потоке сырья для олигомеризации. При добавлении нормальных С5 олефинов образование С12+ уменьшалось до 15% масс. Олигомеризат С6+, образованный из всех трех видов сырья, соответствовал характеристике Т90 для бензина, указывающей, что 90% масс, выкипало при температурах ниже 193°С (380°F). Октановое число (по исследовательскому методу) для всех трех продуктов было высоким, более 95, как при наличии, так и без существенных содержаний С5 олефинов.
Пример 5
Сырье 2, содержащее С5 олефины, подвергали олигомеризации с катализатором В (SPA) в различных условиях для получения разных значений конверсии бутена. С5 олефины состояли из 2-метил-2-бутена и 3-метил-1-бутена, которые составляют 9,16% масс, реакционной смеси, представляющей треть олефинов в сырье. Пропилен присутствовал в количестве менее 0,1% масс. В таблице 11 показана легенда для проиллюстрированных на фиг. 5 компонентов олефинов.
На фиг. 5 показана конверсия для каждого из олефинов в сырье 2 над катализатором В (SPA). Более чем 95% конверсия нормальных С4 олефинов была достигнута при более чем 90% конверсии бутена. Конверсия пентена достигала 90% при более чем 90% конверсии бутена. Конверсия нормального бутена фактически превышала конверсию изобутена при высокой конверсии бутена свыше 95%.
Пример 6
Три вида сырья подвергали олигомеризации, чтобы продемонстрировать способность катализатора А, МТТ, давать олигомеризат дизельной фракции при рециркуляции олигомеризата бензиновой фракции в зону олигомеризации. Сырье 1 из примера 1 с изобутановым разбавителем испытывали вместе с сырьем 5, которое имело разбавителем нормальный гексан, и с сырьем 6, которое имело изобутановый разбавитель, но с добавлением диизобутена, чтобы представить рециркулированные олигомеры бензиновой фракции. Сырье представлено в таблице 12. Символы на фиг. 6 соответствуют символам, указанным в последней строке таблицы 12.
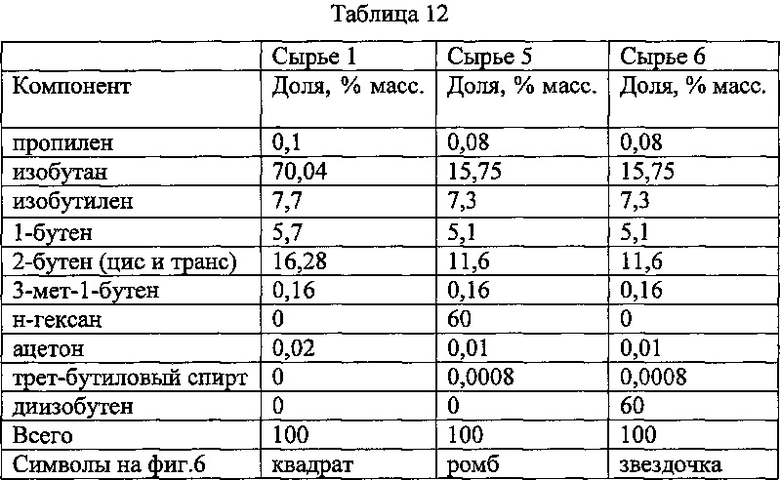
Условия олигомеризации включали давление 6,2 МПа, WHSV 0,75 ч-1 над катализатором А, МТТ. Конверсия нормального бутена в зависимости от температуры графически представлена на фиг. 6 для трех видов сырья.
На фиг. 6 видно, что сырье 6 с диизобутеновым олигомером имеет более высокую конверсию нормального бутена при эквивалентных температурах от 180°С до 240°С. Следовательно, рециркулят бензинового олигомеризата в зону олигомеризации будет улучшать конверсию нормальных С4. Конверсия бутена для сырья 5 показана на фиг. 7 и для сырья 6 показана на фиг. 8. Ключи к фиг. 7 и фиг. 8 приводятся в таблице 13.
При повышенной конверсии бутена и с диизобутеновым рециркулятом, изобутен имеет самую низкую конверсию как с 1-бутеном, так и с 2-бутеном, имеющими более высокую олигомеризацию в олигомеры. Однако без диизобутенового рециркулята изобутен подвергается наибольшей конверсии, но с 1-бутеном конверсия очевидно превосходит конверсию изобутена при более 94% конверсии всего количества бутена. Авторы настоящего изобретения ожидают такую же результативность для сырья 1 с изобутановым разбавителем.
В таблице 14 приводится результативность для трех видов сырья в условиях, выбранных для достижения высокой конверсии бутена и высокого выхода С12+, включающих давление 6,2 МПа.
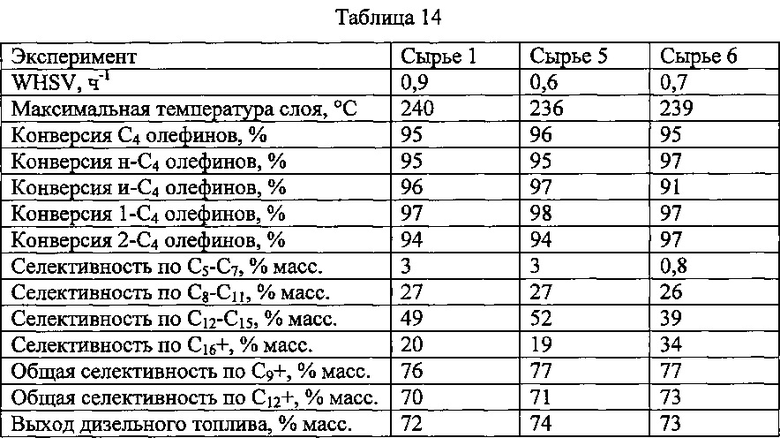
Селективность по С12+ увеличивалась и по C16+ увеличивалась существенно в присутствии диизобутена по сравнению с сырьем без диизобутена. Выход, рассчитанный умножением конверсии С4 олефинов на общую селективность по С9+, отобранных при точке отсечки 150°С (300°F), был выше 70% для всех видов сырья при одном проходе через реактор олигомеризации.
Пример 7
Сырье 1 и сырье 5 подвергали реагированию над катализатором А, МТТ, при давлении 6,2 МПа и WHSV 0,75 ч-1. График селективности в зависимости от максимальной температуры слоя катализатора на фиг. 9 показывает оптимальную максимальную температуру слоя между 220°С и 240°С и имеет верхнюю точку, которая соответствует максимальной селективности к С12+ олефинам и минимальной селективности к C8-С11 олефинам и к С5-С7 олефинам. В таблице 15 приводится ключ легенды для фиг. 9. На фиг. 9 сплошные точки и линии представляют сырье 1, тогда как точки без заливки и пунктирные линии представляют сырье 5.
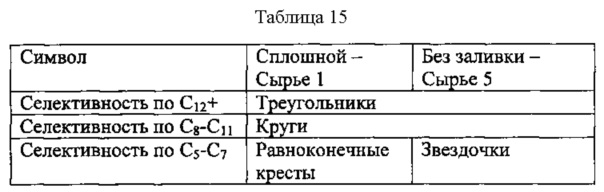
Пример 8
Три разных типа сырья, представляющих олигомеризованный продукт, подвергали тестированию в микрореакторе крекинга над тремя различными катализаторами. Тремя видами сырья были 2,4,4-триметил-1-пентен, 1-октен и смешанные С12 и более тяжелые олефины, которые содержали линейные молекулы. Три катализатора включали добавку ZSM-5 с 40% масс, кристаллов ZSM-5, цеолит Y, и смесь из 25% масс, добавки ZSM-5 и 75% масс, цеолита Y, в которой 10% масс, смеси были кристаллами ZSM-5. Условия испытаний включали 565°С, 10,3 кПа (изб.) и время пребывания 0,05 с при стандартных условиях подачи сырья - температуре 25°С и атмосферном давлении. Подаваемое сырье являлось смесью 10 мол.% углеводорода, 5 мол.% водяного пара, и остальное составлял азот. В таблице 16 приводится ключ легенды для фиг. 10-12.
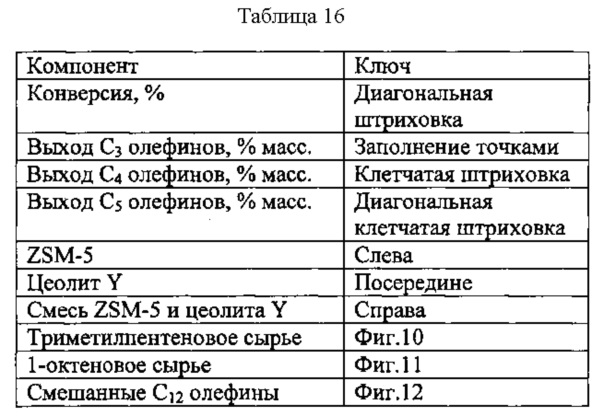
На фиг. 10 показано, что достичь высокой конверсии 2,4,4-триметил-1-пентена над одним только ZSM-5 было очень трудно. Высокой конверсии добивались легко для того же самого сырья над цеолитом Y или смесью ZSM-5 и цеолита Y. Смесь ZSM-5 и цеолита Y давала наиболее высокий выход пропилена. На фиг. 11 показано, что конверсия 1-октена была очень высокой для всех трех катализаторов. Авторы изобретения отмечали аналогичную картину для метилгептена в отдельном испытании. Опять же, смесь ZSM-5 и цеолита Y давала наиболее высокий выход пропилена. На фиг. 12 показано, что конверсия С12 и более тяжелых олефинов, тетрамеров пропилена, над смесью ZSM-5 и цеолита Y давала наиболее высокий выход пропилена для всех видов тестируемого сырья. Один только ZSM-5 не приводил к большой конверсии С12 и более тяжелого олефинового сырья.
Данный пример доказывает, что подача олигомеризата, полученного над катализатором А примера 1, МТТ, который дает меньшее количество триметилпентена, но большее количество линейных и менее разветвленных C8 олефинов и С12 олефинов, в установку FCC будет приводить к лучшему крекингу сырья FCC с наиболее высоким выходом пропилена.
Пример 9
Три вида сырья подвергали реакции над равновесным катализатором FCC, содержащим 8% масс. ZSM-5. Сырье 7 содержало гидроочищенный VGO с содержанием водорода 13,0% масс. Сырье 8 содержало тот же самый VGO, смешанный с 25% масс, олигомеризованного продукта, катализируемого катализатором А примера 1. Сырье 9 содержало тот же самый VGO, смешанный с 25% масс, олигомеризованного продукта, катализируемого катализатором В примера 1. Данные виды сырья нагревали до 260-287°С и приводили в контакт с катализатором FCC в лифт-реакторе до достижения времени пребывания 2,5-3,0 с. На фиг. 13 представлен график выхода С3 олефинов в зависимости от конверсии VGO. Ключ легенды для фиг. 13 приводится в таблице 17.
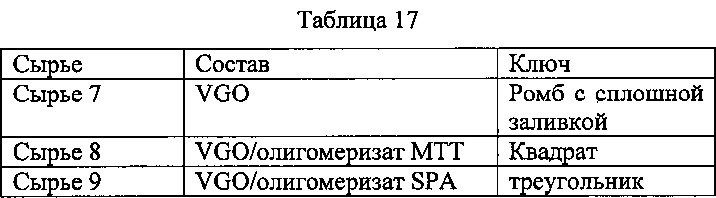
На фиг. 13 видно, что рециркулят олигомеризованного продукта в зону FCC может резко увеличить выход пропилена. Наименьший выход пропилена давало сырье из одного только VGO; сырье, содержащее VGO и олигомеризат давало на 3,2% масс., больший выход пропилена из зоны FCC.
Конкретные варианты осуществления
Хотя ниже следует описание в связи с конкретными вариантами осуществления, следует понимать, что данное описание предназначено для иллюстрации, а не ограничения объема предшествующего описания и прилагаемой формулы изобретения.
Первый вариант осуществления изобретения представляет собой способ получения дистиллята, включающий в себя подачу потока сырья для олигомеризации, содержащего С4 олефины, в зону олигомеризации; рециркуляцию потока бензина, содержащего C8 олефины, в зону олигомеризации; олигомеризацию С4 олефинов с С4 олефинами и C8 олефинами в зоне олигомеризации; разделение потока олигомеризата из зоны олигомеризации в зоне извлечения с получением потока дистиллята, содержащего углеводороды дистиллятной фракции, и потока бензинового рециркулята. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, дополнительно включающий в себя олигомеризацию большей доли нормальных бутенов, чем изобутенов. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, дополнительно включающий в себя олигомеризацию С4 олефинов с другими С4 олефинами и C8 олефинами над цеолитным катализатором, имеющим одномерную пористую структуру из 10-членных колец. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, в котором цеолитный катализатор представляет собой МТТ. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, в котором максимальная температура слоя цеолитного катализатора составляет от 200°С до 250°С. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, в котором поток олигомеризата содержит более 30% масс. С9+ олефинов. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, в котором поток сырья для олигомеризации также содержит С5 олефины, и С4 олефины также олигомеризуются с С5 олефинами, и С4 олефины и С5 олефины олигомеризуются с C8 олефинами в зоне олигомеризации. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, дополнительно включающему в себя удаление сбрасываемого промежуточного потока, содержащего С5 углеводороды, из зоны извлечения. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, дополнительно включающий в себя работу реактора олигомеризации в зоне олигомеризации, позволяющую температуре на выходе быть более чем на 25°С выше, чем температура на входе. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к первому варианту осуществления в данном параграфе, дополнительно включающий в себя отделение потока бензинового рециркулята от потока дистиллята в сепараторной колонне для дистиллята.
Второй вариант осуществления изобретения представляет собой способ получения дистиллята, включающий в себя подачу потока сырья для олигомеризации, содержащего С4 и С5 олефины, в зону олигомеризации; рециркуляцию потока бензинового рециркулята, содержащего C8 олефины, в зону олигомеризации; олигомеризацию С4 олефинов с С4 олефинами, С5 олефинами и C8 олефинами, и С5 олефинов с C8 олефинами в зоне олигомеризации; и разделение потока олигомеризата из зоны олигомеризации в зоне извлечения с получением потока дистиллята, содержащего углеводороды дистиллятной фракции, и потока бензинового рециркулята. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие ко второму варианту осуществления в данном параграфе, дополнительно включающий в себя олигомеризацию С4 олефинов, С5 олефинов и C8 олефинов над цеолитным катализатором МТТ. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие ко второму варианту осуществления в данном параграфе, дополнительно включающий в себя олигомеризацию большей доли нормальных бутенов, чем изобутенов. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие ко второму варианту осуществления в данном параграфе, дополнительно включающий в себя работу реактора олигомеризации в зоне олигомеризации, позволяющую температуре на выходе быть более чем на 25°С выше, чем температура на входе. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие ко второму варианту осуществления в данном параграфе, в котором максимальная температура слоя цеолитного катализатора составляет от 200°С до 250°С. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие ко второму варианту осуществления в данном параграфе, в котором поток олигомеризата содержит более 30% масс. С9+ олефинов.
Третий вариант осуществления изобретения представляет собой способ получения дистиллята, включающий в себя подачу потока сырья для олигомеризации, содержащего С4 олефины, в зону олигомеризации; рециркуляцию потока бензинового рециркулята, содержащего C8 олефины, в зону олигомеризации; олигомеризацию С4 олефинов с С4 олефинами и C8 олефинами в зоне олигомеризации над цеолитным катализатором МТТ; и разделение потока олигомеризата из зоны олигомеризации в зоне извлечения с получением потока дистиллята, содержащего углеводороды дистиллятной фракции, и потока бензинового рециркулята. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к третьему варианту осуществления в данном параграфе, дополнительно включающий в себя олигомеризацию большей доли нормальных бутенов, чем изобутенов. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к третьему варианту осуществления в данном параграфе, в котором максимальная температура слоя цеолитного катализатора составляет от 200°С до 250°С. Вариант осуществления изобретения представляет собой один, какой-либо или все предыдущие варианты осуществления в данном параграфе, восходящие к третьему варианту осуществления в данном параграфе, дополнительно включающий в себя работу реактора олигомеризации в зоне олигомеризации, позволяющую температуре на выходе быть более чем на 25°С выше, чем температура на входе.
Без дополнительного уточнения считается, что специалист в данной области техники с помощью предшествующего описания сможет использовать настоящее изобретение во всей его полноте. В описании раскрыты предпочтительные варианты осуществления настоящего изобретения, в том числе наилучший режим осуществления изобретения, известный авторам изобретения. Поэтому предшествующие предпочтительные конкретные варианты осуществления должны восприниматься просто как иллюстративные и никоим образом не ограничивающие остальное описание изобретения.
В предшествующем описании все температуры приведены в градусах Цельсия, и все части и проценты являются массовыми, если не указано иное. Давления приводятся на выходе из сосуда, в частности, на выходе паровой фазы в сосудах с множественными выходами. Регулировочные клапаны должны быть открытыми или закрытыми в соответствии с описываемым назначением.
На основе приведенного выше описания специалист может легко оценить существенные признаки данного изобретения и, без отклонения от его сущности и объема, сможет выполнить различные изменения и модификации изобретения с целью приспособления его к различным областям применения и условиям.
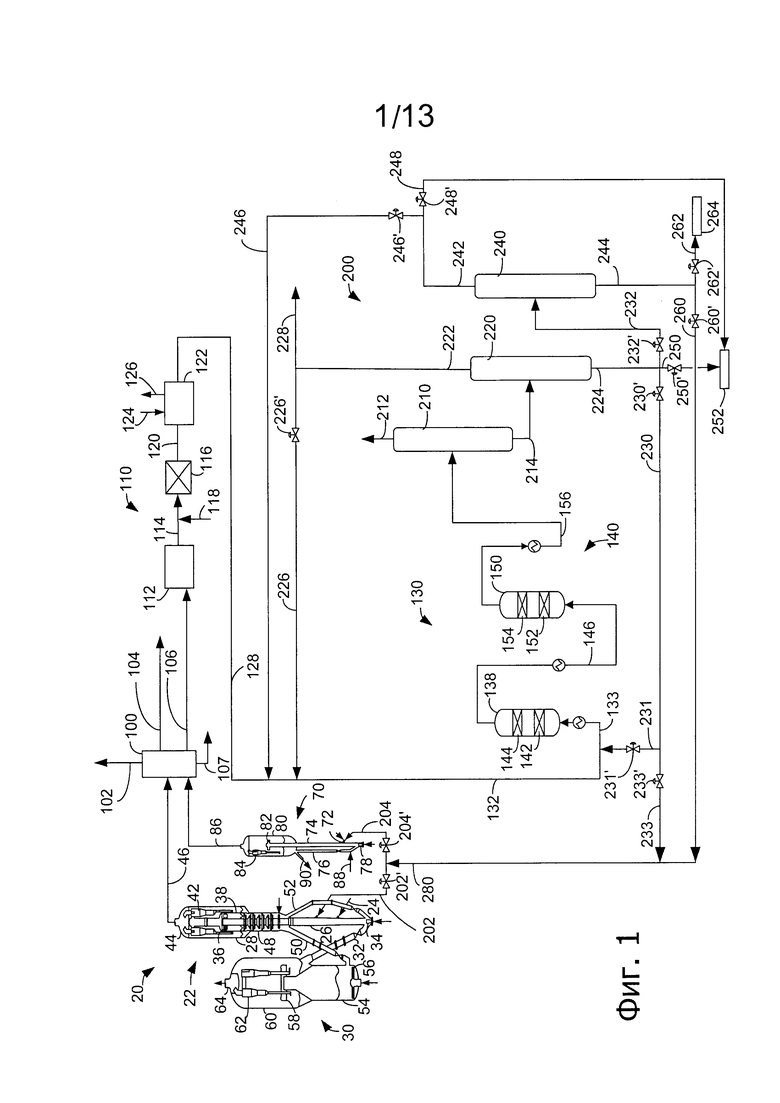
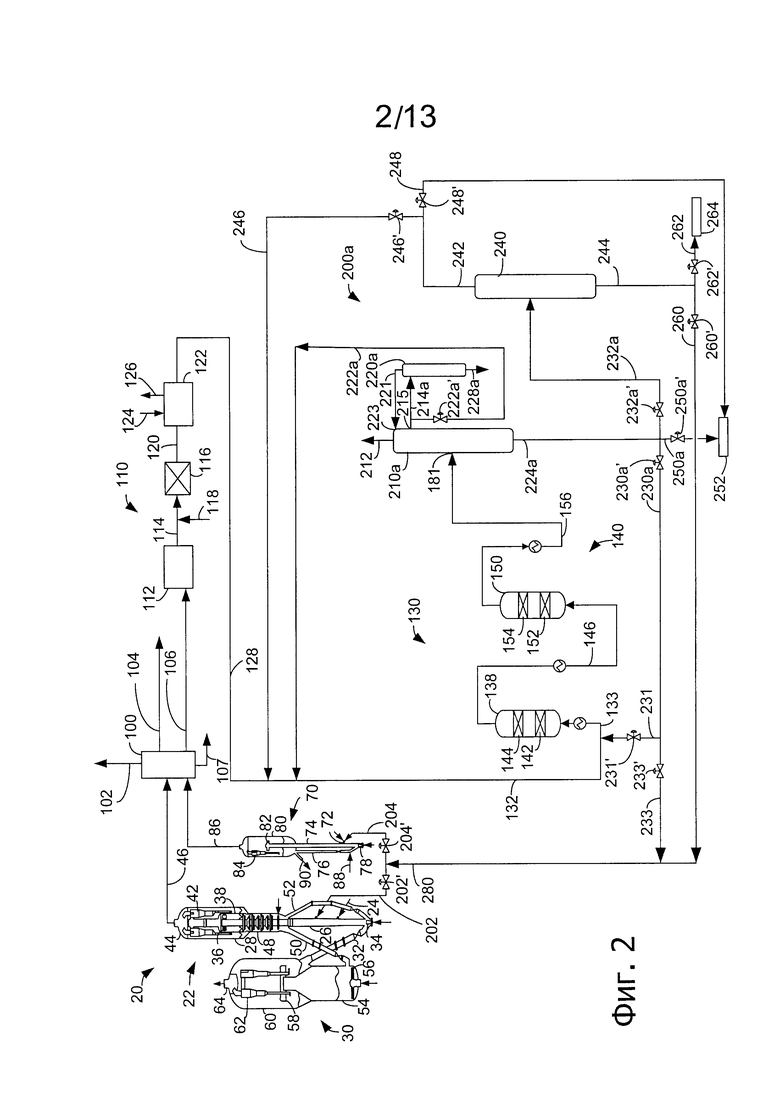
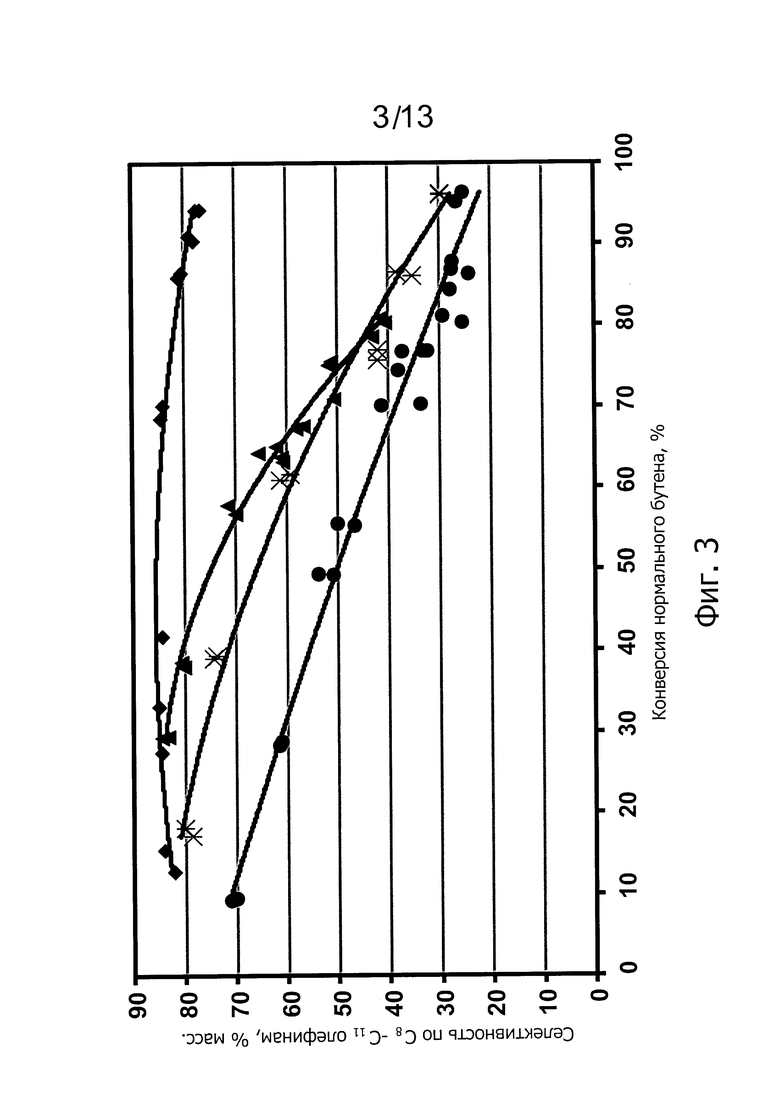
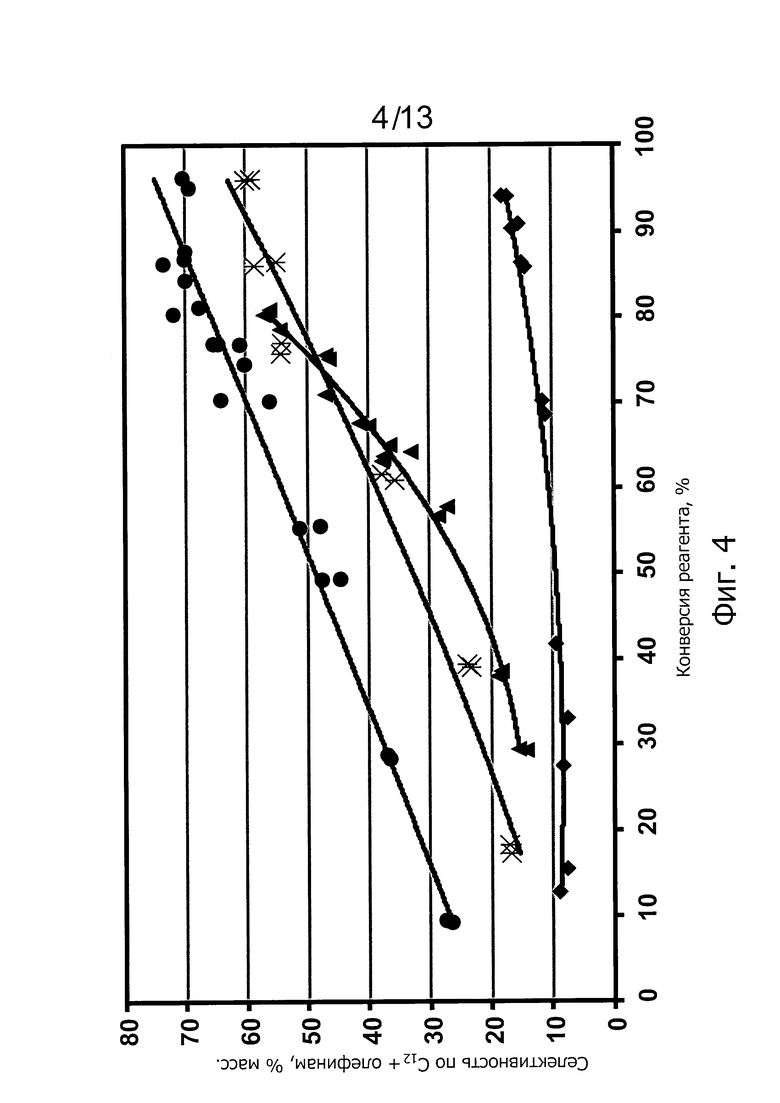
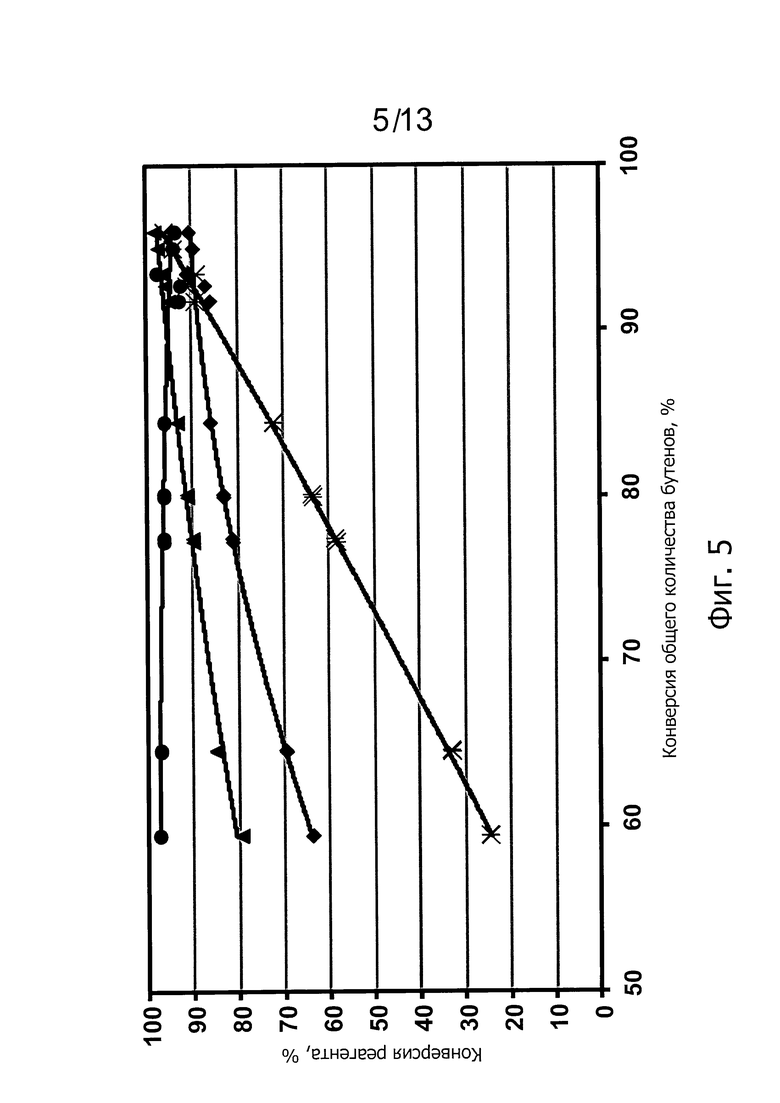
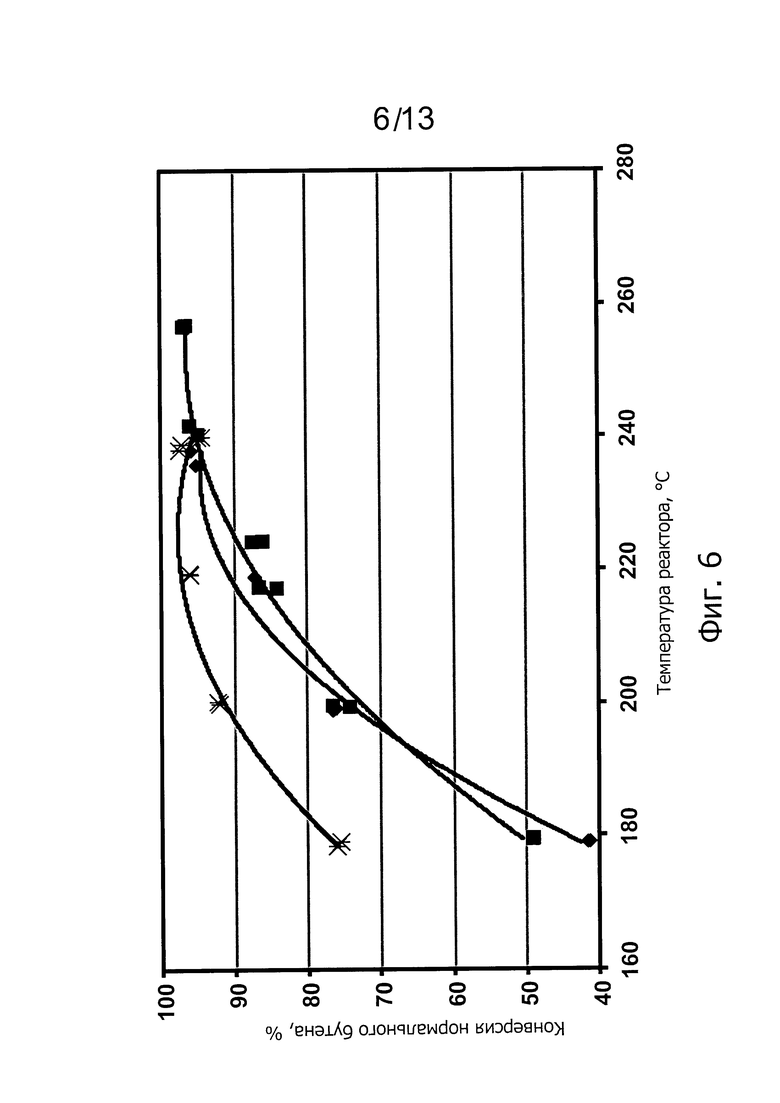
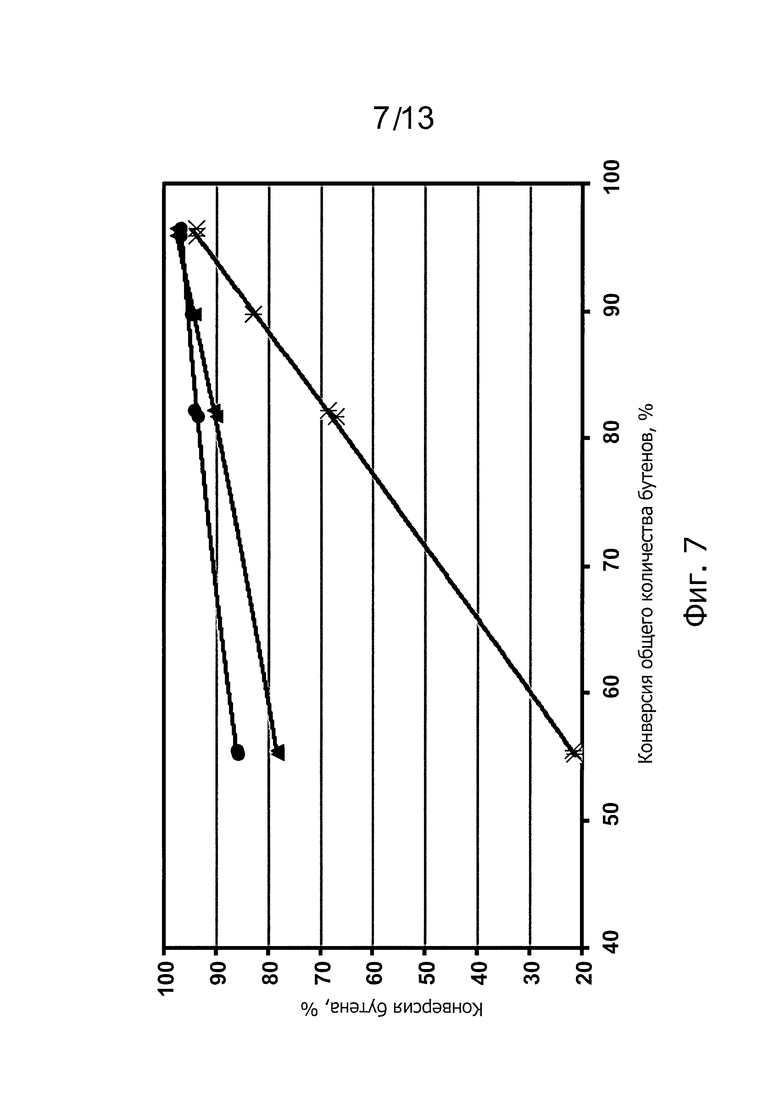
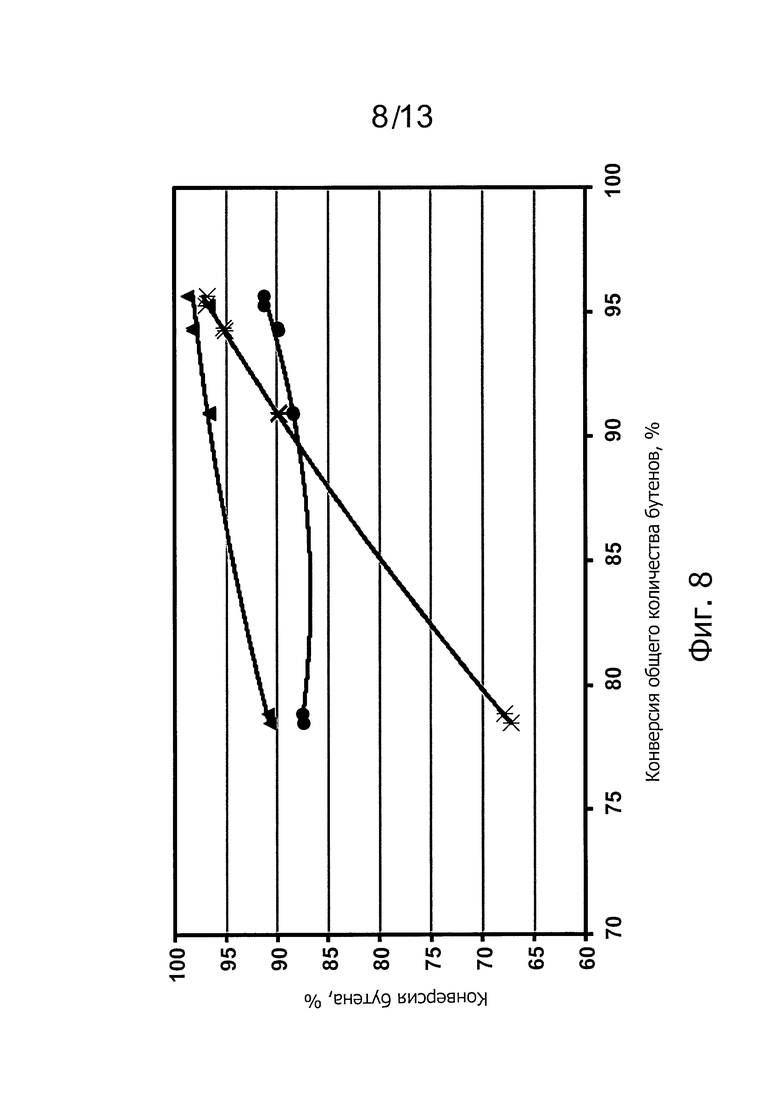
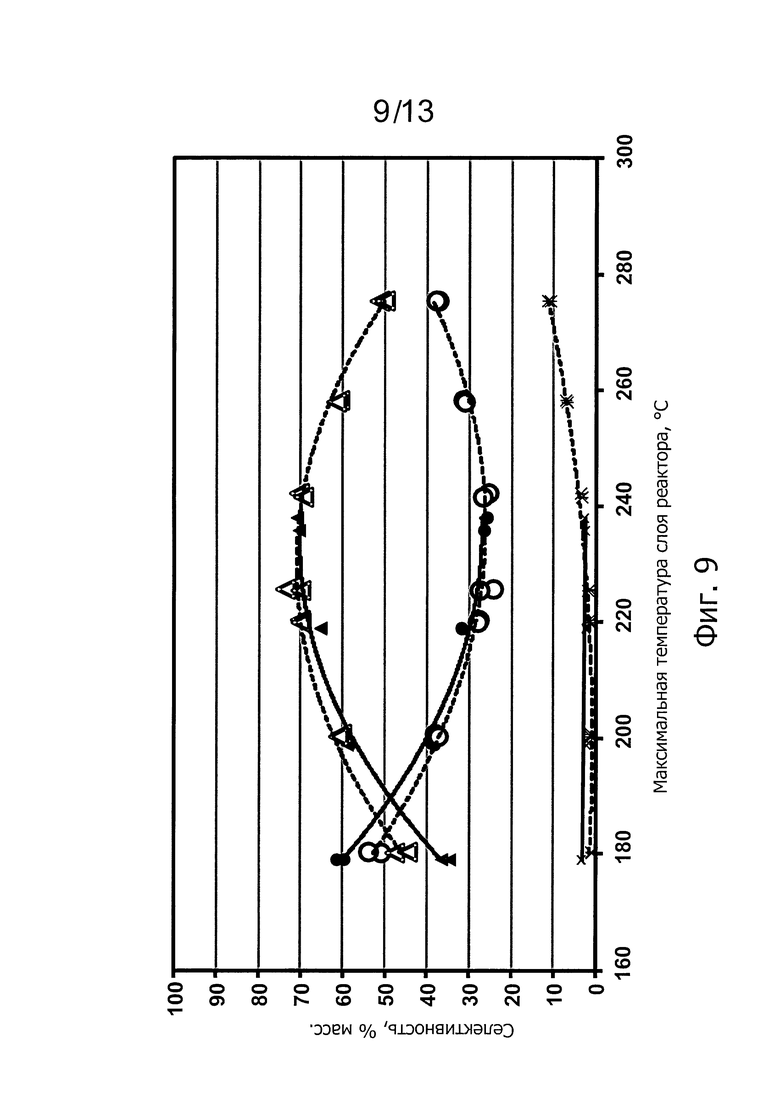
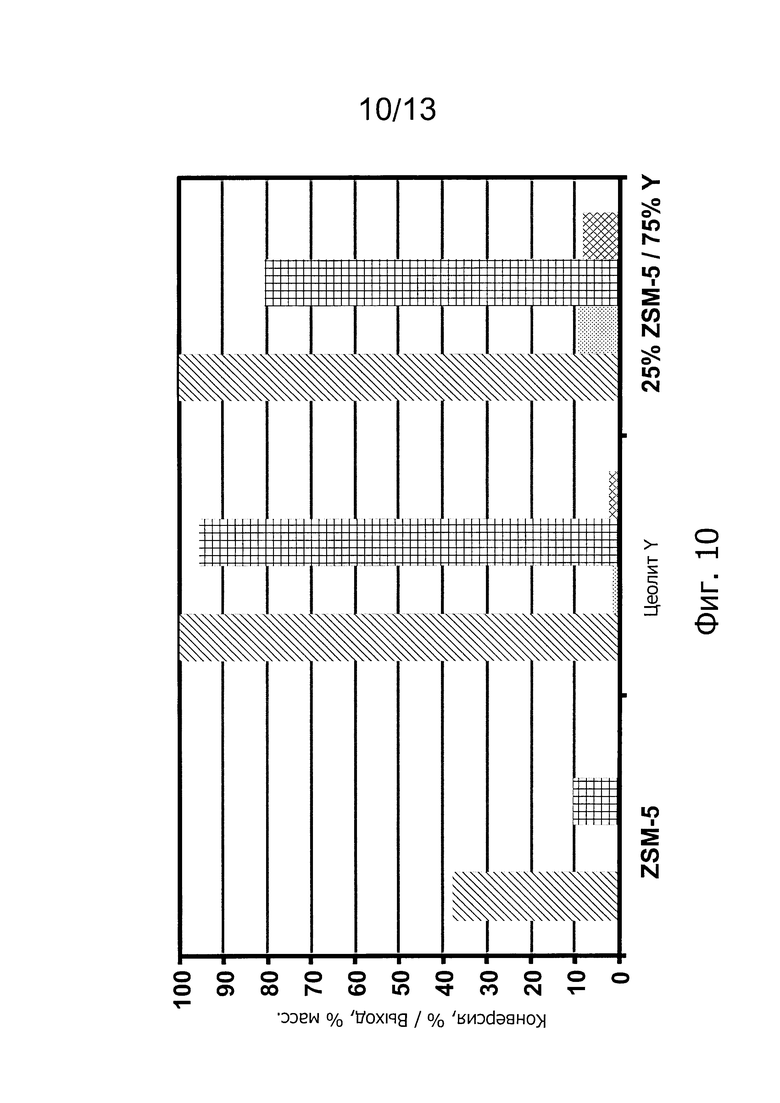
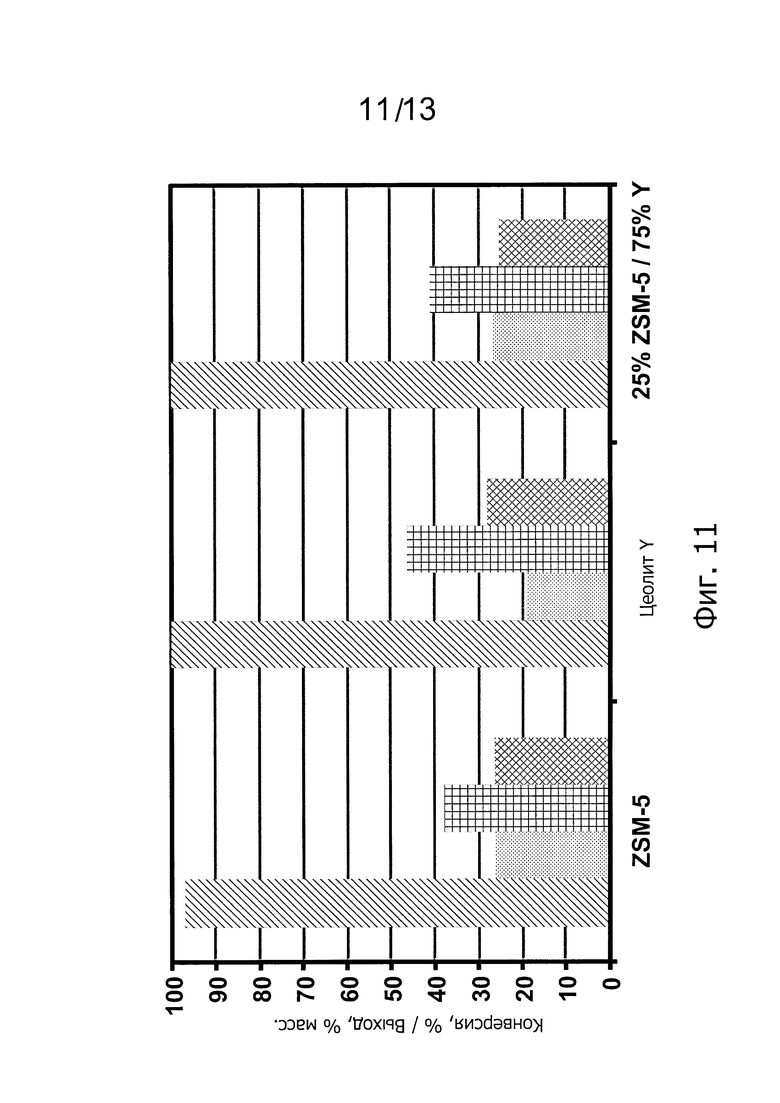
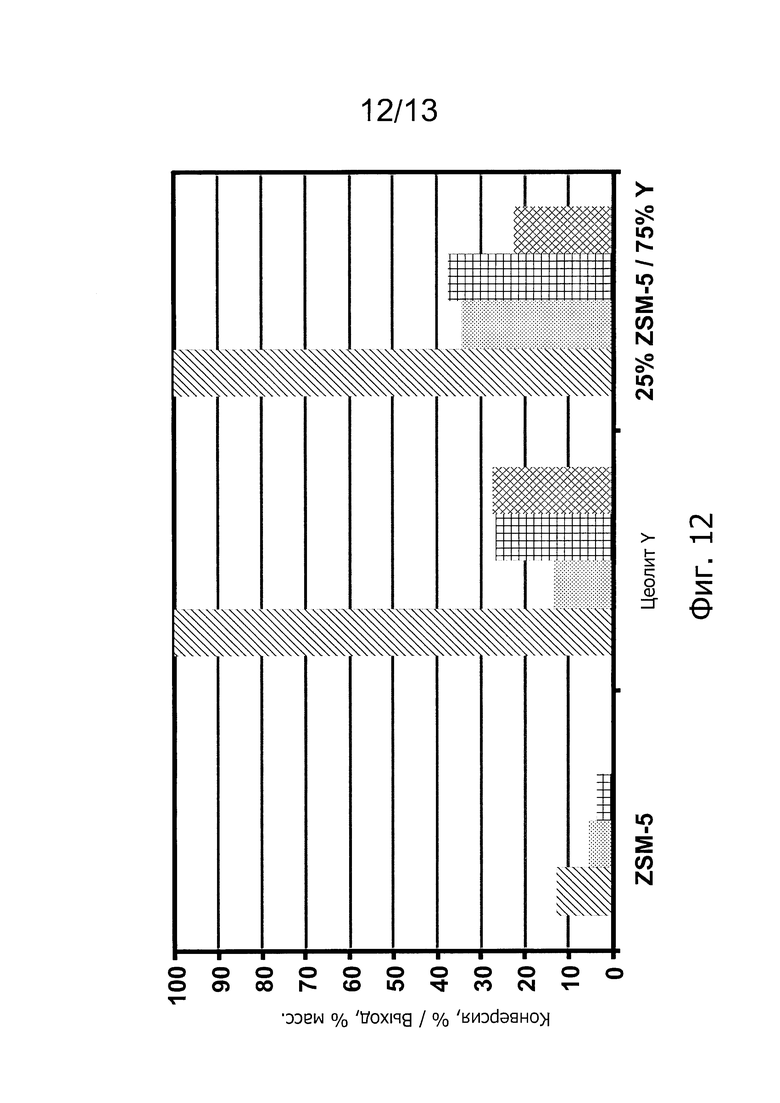
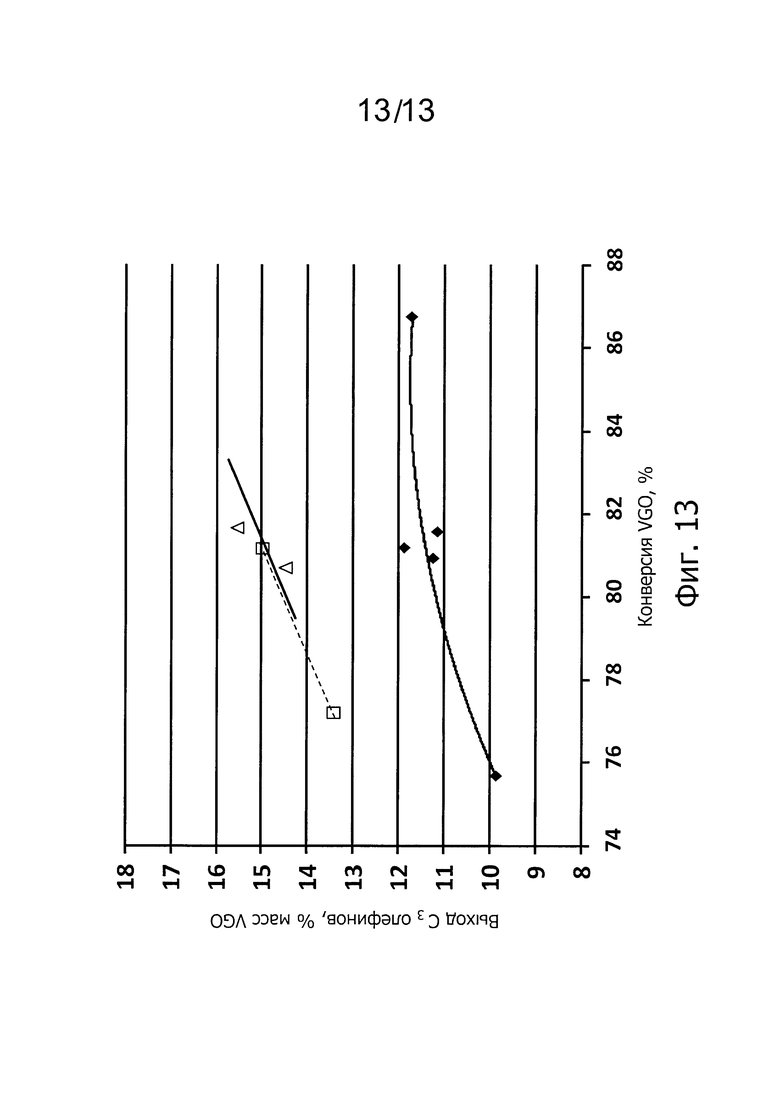
Изобретение относится к способу получения дистиллята, включающему в себя: подачу потока сырья для олигомеризации, содержащего С4 олефины, в зону олигомеризации; рециркуляцию потока бензина, содержащего C8 олефины, в указанную зону олигомеризации; олигомеризацию С4 олефинов с С4 олефинами и С8 олефинами в указанной зоне олигомеризации; причем указанный способ включает в себя олигомеризацию большей доли нормальных бутенов, чем изобутенов. При этом олигомеризацию указанных С4 олефинов с другими указанными С4 олефинами и указанными С8 олефинами осуществляют над цеолитным катализатором, имеющим одномерную пористую структуру из 10-членных колец, причем указанный цеолитный катализатор представляет собой МТТ; разделение потока олигомеризата из указанной зоны олигомеризации в зоне извлечения с получением потока дистиллята, содержащего углеводороды дистиллятной фракции, и указанного потока бензинового рециркулята. Использование предлагаемого изобретения позволяет получать большее количество дизельного топлива. 6 з.п. ф-лы, 9 пр., 17 табл., 13 ил.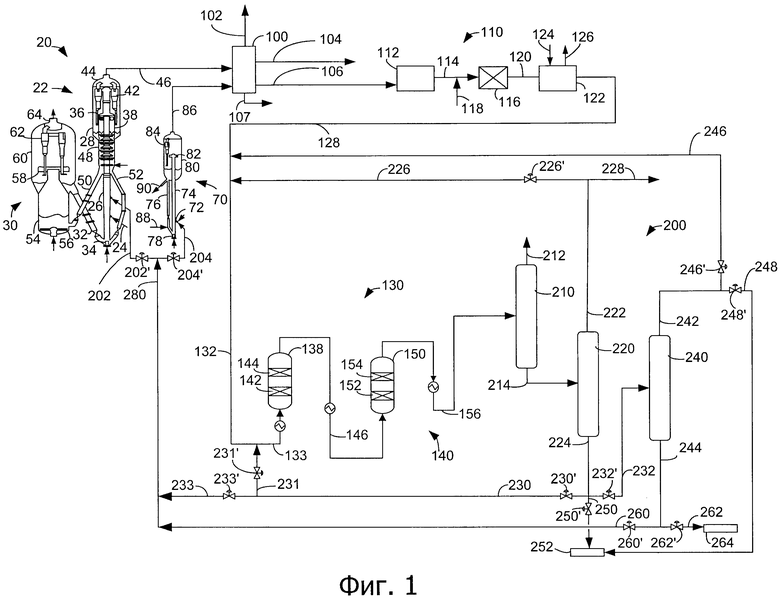
1. Способ получения дистиллята, включающий в себя:
подачу потока сырья для олигомеризации, содержащего С4 олефины, в зону олигомеризации;
рециркуляцию потока бензина, содержащего C8 олефины, в указанную зону олигомеризации;
олигомеризацию С4 олефинов с С4 олефинами и С8 олефинами в указанной зоне олигомеризации;
причем указанный способ включает в себя олигомеризацию большей доли нормальных бутенов, чем изобутенов;
причем олигомеризацию указанных С4 олефинов с другими указанными С4 олефинами и указанными С8 олефинами осуществляют над цеолитным катализатором, имеющим одномерную пористую структуру из 10-членных колец, причем указанный цеолитный катализатор представляет собой МТТ;
разделение потока олигомеризата из указанной зоны олигомеризации в зоне извлечения с получением потока дистиллята, содержащего углеводороды дистиллятной фракции, и указанного потока бензинового рециркулята.
2. Способ по п. 1, в котором максимальная температура слоя указанного цеолитного катализатора составляет от 200°С до 250°С.
3. Способ по п. 1, в котором указанный поток олигомеризата содержит более 30% масс. С9+ олефинов.
4. Способ по п. 1, в котором поток сырья для олигомеризации также содержит С5 олефины, и указанные С4 олефины также олигомеризуются с указанными С5 олефинами, и указанные С4 олефины и С5 олефины олигомеризуются с указанными С8 олефинами в указанной зоне олигомеризации.
5. Способ по п. 1, дополнительно включающий в себя удаление сбрасываемого промежуточного потока, содержащего С5 углеводороды, из указанной зоны извлечения.
6. Способ по п. 1, дополнительно включающий в себя работу реактора олигомеризации в зоне олигомеризации, позволяющую температуре на выходе быть более чем на 25°С выше, чем температура на входе.
7. Способ по п. 1, дополнительно включающий в себя отделение указанного потока бензинового рециркулята от указанного потока дистиллята в сепараторной колонне для дистиллята.
| US 4569827 A, 11.02.1986 | |||
| US 4513156 A, 23.04.1985 | |||
| US 2010113847 A1, 06.05.2010 | |||
| RU 98117623 A, 10.06.2000. |

