Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу изготовления трехмерного изделия.
Уровень техники
Метод PBF (Powder Bed Fusion, расплавление порошкового слоя) - это послойный аддитивный процесс, посредством которого, используя порошкообразные, в частности металлические и/или керамические, исходные материалы, можно изготавливать трехмерные изделия, имеющие сложные формы. С этой целью слой исходного порошкообразного материала наносят на носитель посредством устройства нанесения. Затем слой исходного порошкообразного материала подвергают пространственно селективному воздействию излучения (например, лазерного или корпускулярного) в зависимости от желательной геометрии изделия, которое требуется изготовить. Излучение, проникающее в слой порошка, вызывает нагрев и, как следствие, сплавление или спекание частиц исходного порошкообразного материала. Затем на находящийся на носителе слой, подвергнутый обработке излучением, наносят следующий слой исходного порошкообразного материала, и процесс повторяется до тех пор, пока изделие не приобретет желательные форму и размеры. Метод PBF может быть использован для изготовления, на основе данных автоматизированного проектирования (данных САПР), прототипов, инструментов, заменяющих частей, ценных компонентов или медицинских протезов, например зубных или ортопедических. К примерам технологий PBF относятся методы SLM (Selective Laser Melting, селективная лазерная плавка) и SLS (Selective Laser Sintering, селективное лазерное спекание).
Для поддержания высокого качества процесса важно, чтобы можно было точно регулировать место, в котором луч излучения попадает на порошок исходного материала, особенно по отношению к предшествующим слоям, которые уже затвердели. Наилучшие результаты могут быть достигнуты, когда регулирование этого местоположения осуществляется не только по направлениям, параллельным верхнему слою исходного материала (то есть в плоскости х-у), но также по направлению, перпендикулярному верхнему слою порошка исходного материала (т.е. направлению фокусировки или направлению оси z).
В известных устройствах для изготовления трехмерного изделия регулирование места, где луч излучения падает на порошок исходного материала, на всем протяжении производственного процесса, затруднено, в частности, из-за термических деформаций различных конструкций и компонентов устройства.
Раскрытие сущности изобретения
Целью настоящего изобретения является разработка способа и устройства, обеспечивающих решение вышеупомянутых проблем и/или других связанных с ними проблем. Указанная цель достигнута устройством в соответствии с п. 1 формулы и способом в соответствии с п. 15 формулы.
В соответствии с первым аспектом, предложено устройство для изготовления трехмерного изделия. Устройство содержит носитель, выполненный с возможностью приема множества слоев исходного материала, блок облучения, выполненный с возможностью генерирования луча излучения и направления луча излучения в заданные места верхнего слоя порошка исходного материала для отверждения порошка исходного материала в заданных местах, технологическую камеру, образующую объем, через который луч излучения направляют от блока облучения на порошок исходного материала, и опорную конструкцию, расположенную вне технологической камеры и поддерживающую блок облучения.
В соответствии с настоящим изобретением используемая здесь плоскость х-у прямоугольной системы координат является плоскостью, параллельной поверхности носителя устройства (и, следовательно, параллельной верхнему слою порошка исходного материала). Кроме того, направление, перпендикулярное этой плоскости, является направлением оси z.
Носитель может иметь прямоугольное поперечное сечение в плоскости х-у. Носитель может быть дополнительно выполнен с возможностью перемещения в направлении оси z для опускания после завершения процесса облучения верхнего слоя порошка исходного материала, чтобы мог быть нанесен новый слой порошка исходного материала с помощью устройства нанесения порошка. Блок облучения может содержать источник излучения, такой как, например, лазер. В качестве альтернативы лазеру может быть предусмотрен также источник частиц, такой как источник электронов. Для обеспечения возможности регулирования направления луча излучения в плоскости х-у блок облучения может содержать по меньшей мере один блок развертки. Блок развертки может содержать по меньшей мере одно подвижное зеркало, выполненное с возможностью направления луча излучения в требуемое местоположение на верхнем слое порошка исходного материала. Управление блоком развертки может осуществляться блоком управления. Кроме того, блок облучения может содержать блок фокусировки, выполненный с возможностью изменения положения фокуса вдоль траектории луча излучения (по существу, вдоль направления оси z).
Блок облучения может быть выполнен с возможностью формирования и управления направлением более чем одного луча излучения. Например, могут быть предусмотрены по меньшей мере два блока развертки, причем каждый из блоков развертки выполнен с возможностью управления направлением соответствующего луча излучения. Таким образом, в одно и то же время могут быть образованы два или более плавильных бассейна. В случае, когда может излучаться более чем один луч излучения, поверхность верхнего слоя порошка исходного материала может быть разделена на две или более зоны облучения, причем может осуществляться развертка каждого из лучей излучения по соответствующей одной из областей облучения. Может существовать зона перекрытия, в которой перекрываются две или более смежных зон облучения.
Технологическая камера образует некоторый объем, но это не обязательно означает, что технологическая камера герметично закрыта от внешнего пространства. Технологическая камера может быть образована, например, боковыми стенками технологической камеры, причем могут быть предусмотрены четыре боковые стенки, причем каждая боковая стенка проходит, по существу, перпендикулярно плоскости х-у. Боковые стенки могут содержать по меньшей мере одно отверстие, образующее впускное или выпускное отверстия (например, для газа) и/или по меньшей мере один соединительный элемент для присоединения элемента устройства к соответствующей одной из боковых стенок. Объем технологической камеры может быть ограничен с нижней стороны в направлении оси z носителем и/или верхним слоем порошка исходного материала. Как описано далее, к нижней стороне технологической камеры может быть прикреплен или иметь возможность прикрепления формовочный цилиндр. Объем технологической камеры может быть ограничен с верхней стороны верхней стенкой, имеющей отверстие для одного или нескольких лучей излучения. Альтернативно, верхняя сторона технологической камеры может быть ограничена слоем теплоизоляции, содержащим теплоизолирующий газ. Кроме того, верхняя сторона технологической камеры может быть также ограничена блоком облучения, причем сам блок облучения не является частью технологической камеры. Другими словами, технологическая камера может быть образована в виде конструкции со стенками, обеспечивающими корпус для замкнутой технологической среды с точки зрения пространства, влияния атмосферы и по текучей среде.
Опорная конструкция может содержать опорную раму. Опорная конструкция может быть расположена вне технологической камеры таким образом, что никакие части опорной конструкции не расположены внутри технологической камеры. Другими словами, опорная конструкция может быть устроена таким образом, что на нее не влияет технологическое тепло, выделяющееся в технологической камере, например, при выполнении внутри технологической камеры процесса построения изделия. Опорная конструкция может, например, содержать опорную раму, выполненную с возможностью независимого расположения на нижней поверхности (например, нижней плите). Опорная конструкция поддерживает блок облучения, например, за счет обеспечения механической опоры для блока облучения. Другими словами, блок облучения может быть установлен на опорной конструкции. Блок облучения может быть установлен на опорной конструкции с помощью соответствующих установочных средств, таких как винты, шпильки, болты и т.д. Кроме того, блок облучения может быть установлен на опорной конструкции через один или несколько крепежных элементов, обладающих механическими и/или термическими развязывающими свойствами. Опорная конструкция может содержать одну или несколько опорных рам. В случае, когда опорная конструкция содержит более одной опорной рамы, отдельные опорные рамы могут быть соединены друг с другом разъемным или неразъемным соединением. Например, каждая опорная рама опорной конструкции может быть отдельно помещена на общую нижнюю поверхность или общую базовую плиту. Отдельные опорные рамы могут быть вложенными. Каждая опорная рама опорной конструкции может поддерживать один или более компонентов устройства (таких как блок облучения).
Посредством поддержки блока облучения опорной конструкцией, которая расположена вне технологической камеры, может быть гарантировано, что технологическое тепло, выделяющееся внутри технологической камеры, не оказывает влияния на положение (т.е. размещение) блока облучения относительно опорной конструкции. Таким образом, может поддерживаться неизменное положение блока облучения относительно опорной конструкции (которая может рассматриваться как опорная система координат устройства). В примерах, в которых опорной конструкцией поддерживаются дополнительные компоненты, может быть гарантировано, что положение блока облучения по отношению к этим дополнительным компонентам поддерживается неизменным. Кроме того, поскольку на блок облучения не влияет (или влияет не так сильно) технологическое тепло, выделяющееся в технологической камере, положения отдельных оптических компонентов в блоке облучения относительно друг друга и/или оптические свойства (например, фокусное расстояние и т.д.) этих оптических компонентов остаются постоянными.
Опорная конструкция может быть термически отвязана от технологической камеры, так что технологическое тепло внутри технологической камеры не приводит к существенной термической деформации опорной конструкции.
Согласно настоящему изобретению выражение "термически отвязанный" может означать, что между двумя термически развязанными элементами (каждый из которых отвязан от другого) нет (или почти нет) теплопередачи. Другими словами, между двумя термически развязанными элементами отсутствует теплопроводность, а теплопроводность материала, предусмотренного между двумя термически развязанными элементами, является низкой. Технологическое тепло может быть теплом, генерируемым лазерным лучом при его падении на порошок исходного материала и его расплавлении. Например, технологическая камера может быть присоединена к опорной конструкции через один или несколько крепежных элементов, обладающих теплоизолирующими свойствами. Когда технологический нагрев внутри технологической камеры не приводит к существенной термической деформации опорной конструкции, взаимное расположение в пространстве технологической камеры и опорной конструкции может поддерживаться неизменным.
Блок облучения может быть механически отвязан от технологической камеры, так что термическая деформация технологической камеры из-за технологического тепла внутри технологической камеры не приводит к существенному смещению блока облучения относительно опорной конструкции.
Согласно настоящему изобретению выражение "механически отвязанный" может означать, что термическая деформация первого элемента не приводит (или почти не приводит) к механическому смещению второго элемента относительно первого элемента, если первый и второй элементы механически отвязаны (т.е. отделены) друг от друга. Например, как блок облучения, так и технологическая камера могут быть прикреплены к опорной конструкции. Опорная конструкция может содержать жесткую опорную раму, причем коэффициент теплового расширения опорной рамы может быть очень низким. Кроме того или в качестве альтернативы, блок облучения может быть термически отвязан от опорной конструкции и/или технологическая камера может быть термически отвязана от опорной конструкции. Когда технологическое тепло внутри технологической камеры не приводит к существенному смещению блока облучения относительно опорной конструкции, может быть гарантирована возможность поддержания взаимного расположения блока облучения и опорной конструкции.
Между опорной конструкцией и боковой стенкой технологической камеры может быть предусмотрен воздушный зазор. Воздушный зазор может улучшать теплоизоляцию (т.е. термическую развязку) между опорной конструкцией и технологической камерой, поскольку воздух имеет низкую теплопроводность.
Опорная конструкция может содержать по меньшей мере две опоры, выполненные с возможностью размещения на нижней плите. Таким образом, опорная конструкция может быть выполнена с возможностью независимой установки на нижней поверхности.
Устройство может дополнительно содержать формовочный цилиндр, имеющий по меньшей мере одну боковую стенку, выполненную с возможностью ее расположения в контакте с порошком исходного материала, нанесенным на носитель. Таким образом, по меньшей мере одна боковая стенка формовочного цилиндра может поддерживать порошок исходного материала таким образом, что может поддерживаться заданная форма порошка исходного материала (например, кубическая). Формовочный цилиндр может образовывать объем, имеющий поперечное сечение, по существу соответствующее поперечному сечению носителя в виде сверху. Другими словами, носитель может перемещаться внутри формовочного цилиндра, при этом расстояние между кромками носителя и боковыми стенками формовочного цилиндра остается по существу постоянным. Это расстояние может быть очень малым и/или уплотненным уплотнительным элементом, так что порошок исходного материала не может проходить через щель между краями носителя и формовочным цилиндром. Например, поперечное сечение объема, определяемого формовочным цилиндром, может быть круглым, прямоугольным (например, квадратным) или прямоугольным со скругленными углами. Формовочный цилиндр может быть прикреплен к нижней стороне технологической камеры. Кроме того, формовочный цилиндр может быть прикреплен к нижней стороне технологической камеры с возможностью отсоединения. Как описано ниже, формовочный цилиндр может быть также прикреплен к узлу перемещения формовочного цилиндра, выполненному с возможностью вертикального перемещения формовочного цилиндра относительно опорной конструкции и относительно носителя.
Устройство может дополнительно содержать блок перемещения носителя, выполненный с возможностью вертикального перемещения носителя относительно технологической камеры и относительно формовочного цилиндра и внутри формовочного цилиндра, причем блок перемещения носителя поддерживается опорной конструкцией.
Таким образом, носитель может поддерживаться опорной конструкцией через блок перемещения носителя. Посредством поддержания узла перемещения носителя опорной конструкцией может быть гарантировано, что носитель термически и/или механически отвязан от технологической камеры, и, таким образом, может осуществляться регулирование взаимного расположения носителя и блока облучения и его поддержание. Поскольку носитель может вертикально перемещаться внутри цилиндра, объем, заполненный порошком исходного материала, может увеличиваться или уменьшаться за счет перемещения носителя. Блок перемещения носителя может быть выполнен с возможностью перемещения вниз внутри формовочного цилиндра после завершения процесса облучения верхнего слоя порошка исходного материала, так что на предыдущий верхний слой может быть нанесен новый слой порошка исходного материала. Как упомянуто выше, опорная конструкция может содержать множество опорных рам. Например, блок облучения может быть прикреплен к первой из этих опорных рам, а блок перемещения носителя может быть прикреплен ко второй из опорных рам. Например, первая и вторая опорные рамы несущей конструкции могут быть отдельно размещены на общей нижней поверхности или общей базовой плите. Отдельные опорные рамы могут быть вложенными.
Блок перемещения носителя может быть механически отвязан (отделен) от технологической камеры таким образом, что термическая деформация технологической камеры из-за технологического тепла внутри технологической камеры не приводит к существенному смещению узла перемещения носителя относительно опорной конструкции.
Например, когда технологическая камера, блок облучения и блок перемещения носителя отдельно опираются на опорную конструкцию, эти три элемента устройства могут быть термически и/или механически развязаны.
Устройство может дополнительно содержать блок перемещения формовочного цилиндра, выполненный с возможностью вертикального перемещения формовочного цилиндра относительно опорной конструкции. Блок перемещения формовочного цилиндра может поддерживаться опорной конструкцией. Кроме того, технологическая камера может поддерживаться опорной конструкцией, и формовочный цилиндр может вертикально перемещаться относительно технологической камеры. Например, формовочный цилиндр может быть перемещен вниз после завершения процесса формирования изделия, так что изделие доступно со стороны и с изделия может быть удален порошок исходного материала.
Технологическая камера может поддерживаться опорной конструкцией на уровне нижней поверхности технологической камеры.
Другими словами, один или несколько крепежных элементов, через которые технологическая камера присоединена к опорной конструкции, расположены в области уровня нижней поверхности технологической камеры. Таким образом, положение уровня нижней поверхности технологической камеры может быть предварительно определено по отношению к опорной конструкции. В случае расширения технологической камеры из-за технологического тепла, выделяющегося в технологической камере, местоположение уровня нижней поверхности в технологической камере не изменяется. Уровень нижней поверхности технологической камеры может соответствовать верхнему слою порошка исходного материала, расположенного на носителе.
Устройство может дополнительно содержать устройство нанесения порошка, поддерживаемое опорной конструкцией. Другими словами, устройство нанесения порошка может отдельно опираться на опорную конструкцию, так что устройство нанесения порошка механически и/или термически отвязано от других компонентов устройства, таких как технологическая камера, блок облучения и носитель.
Устройство может дополнительно содержать теплоизолирующий слой, расположенный между блоком облучения и технологической камерой. Теплоизолирующий слой может быть заполнен теплоизолирующим газом. Кроме того, может быть предусмотрено по меньшей мере одно впускное отверстие для газа для обеспечения возможности заполнения теплоизолирующего слоя теплоизолирующим газом. Теплоизолирующий слой может быть выполнен таким образом, что слой теплоизоляции не оказывает воздействия (т.е. не отклоняет или не поглощает) луч излучения.
Устройство может дополнительно содержать устройство измерения вертикального положения, выполненное с возможностью определения вертикального положения носителя относительно опорной конструкции.
Путем определения вертикального положения носителя относительно опорной конструкции можно точно оценить местоположение верхнего слоя порошка исходного материала.
Устройство измерения вертикального положения может содержать стеклянную шкалу. За счет стеклянной шкалы может быть обеспечено отсутствие влияния термического воздействия и, в частности, технологического тепла, выделяемого внутри технологической камеры, на измерение вертикального положения.
Согласно второму аспекту предложен способ изготовления трехмерных изделий. Способ содержит нанесение слоя порошка исходного материала на носитель, направление, блоком облучения, луча излучения в заданные места верхнего слоя порошка исходного материала для отверждения порошка исходного материала в заданных местах, причем луч излучения направляют от блока облучения на порошок исходного материала через объем, образованный технологической камерой, причем вне технологической камеры предусмотрена опорная конструкция, поддерживающая блок облучения.
Раскрытые выше подробности в отношении первого аспекта также могут применяться ко второму аспекту, где это приемлемо. В частности, способ, определенный вторым аспектом, может быть реализован посредством устройства согласно первому аспекту.
Краткое описание чертежей
Предпочтительные варианты осуществления изобретения раскрыты более подробно со ссылкой на приложенный схематический чертеж, в котором:
На фиг. 1 схематично показан вид сбоку устройства в соответствии с настоящим изобретением.
Осуществление изобретения
В известных устройствах для изготовления трехмерных изделий механическое соединение и термические расширение и деформация компонентов устройств относительно друг друга приводит к изменениям условий процесса и, таким образом, к неточностям в процессе формирования изделия.
Более точно, качество процесса в слое, подвергаемом облучению, определяет мгновенное расположение трех критических слоев относительно друг друга. Эти слои представляют собой область облучения (фокальный/нулевой слой), слой нанесения порошка и слой оптики/развертки. Кроме того, регулирование положения блока вертикального перемещения (например, узла перемещения носителя) является критическим для поддержания равномерного послойного перемещения носителя.
В идеальном случае эти слои должны быть выровнены относительно друг друга во время всего производственного процесса, в частности в направлениях поступательного и вращательного перемещения по осям x-у и в направлении поступательного перемещения по оси z. Отклонения этого выравнивания определяют или по меньшей мере оказывают влияние на качество изделия.
В известных устройствах компоненты, определяющие эти слои (блок облучения, устройство нанесения порошка, блок перемещения носителя), опосредованно через другие компоненты устройства или даже непосредственно механически связаны друг с другом. Термические деформации (и, в частности, тепловое расширение) и статические нагрузки оказывают отрицательное влияние на отклонения.
Другими словами, для достижения высокого качества изготавливаемого изделия необходимо, чтобы было известно (трехмерное) положение верхнего слоя порошка исходного материала относительно блока облучения, так что луч излучения может быть направлен в заданные места порошка исходного материала. Одна из возможностей определения пространственной связи между порошком исходного материала и блоком облучения заключается в выполнении периодических калибровочных измерений в течение производственного процесса. Другим вариантом является попытка поддержания настолько постоянной пространственной взаимосвязи между порошком исходного материала и блоком облучения, насколько это возможно, так что калибровочные измерения во время производственного процесса не требуются.
В соответствии с настоящим изобретением решение указанной проблемы содержит обеспечение опорной конструкции, которая поддерживает блок облучения, но при этом расположена вне технологической камеры. Согласно одному из вариантов осуществления изобретения компоненты, определяющие вышеупомянутые слои (такие как блок облучения, устройство нанесения порошка и блок перемещения носителя), механически и, более предпочтительно, механически и термически развязаны. Компоненты, несущие тепловую нагрузку, такие как технологическая камера, механически и/или термически отвязаны от вышеупомянутых компонентов, определяющих слои. Таким образом, может быть предотвращено тепловое воздействие на компоненты, определяющие слои. Это может, во-первых, означать, что может быть предотвращено прямое термическое воздействие посредством теплопередачи и, таким образом, деформация компонента, определяющего один из вышеупомянутых слоев (термическая развязка). Во-вторых, это может означать, что может быть предотвращено косвенное термическое воздействие в виде механического воздействия, вызванного термической деформацией технологической камеры (механическая развязка). Следовательно, может быть реализована термическая и/или механическая развязка для улучшения качества производственного процесса.
Указанные выше преимущества могут быть достигнуты при использовании опорной конструкции, такой как внешняя опорная конструкция, которая также может быть названа экзоскелетом. Эта опорная конструкция может представлять собой внешнюю опорную раму, которая поддерживает один или несколько компонентов, определяющих вышеупомянутые слои. При индивидуальной установке каждого из компонентов на опорную конструкцию такие компоненты имеют фиксированное взаимное расположение в пространстве относительно друг друга. Благодаря механической и/или термической развязке компонентов это взаимное расположение в пространстве сохраняется в течение всего процесса формирования. Примерами компонентов являются, например, технологическая камера, носитель, блок перемещения носителя, устройство нанесения порошка, блок облучения и блок перемещения технологической камеры.
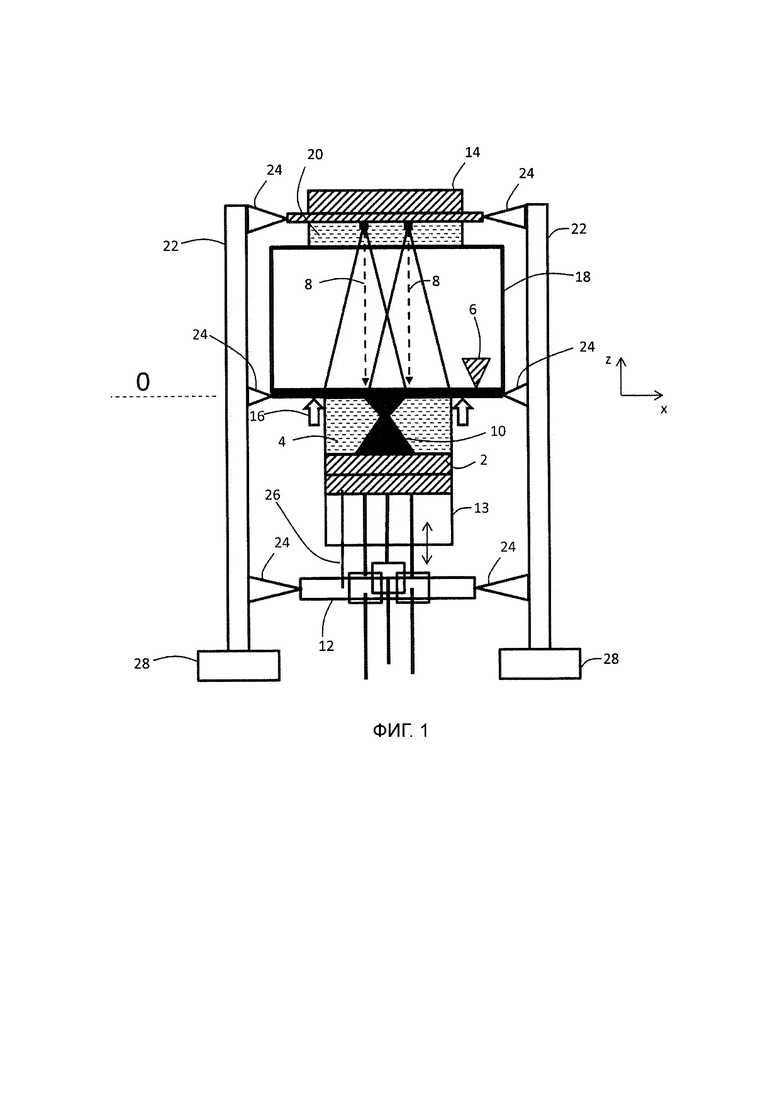
На фиг. 1 схематично показан вид сбоку устройства для изготовления трехмерных изделий в соответствии с настоящим изобретением. Устройство содержит носитель 2, который выполнен с возможностью приема множества слоев порошка 4 исходного материала. В процессе формирования изделия первый слой порошка 4 исходного материала наносят на носитель 2 с помощью устройства 6 (не показано) нанесения исходного материала устройства. Порошок 4 исходного материала (например, металлический порошок) может быть расплавлен и отвержден лучом 8 излучения.
Луч 8 излучения направляют на первый слой порошка 4 исходного материала для выборочного отверждения порошка 4 исходного материала в соответствии с данными САПР об изготавливаемом изделии 10. Таким образом, местоположения на верхнем слое порошка 4 исходного материала, в которые направляют луч 8 излучения, соответствует геометрии изготавливаемого изделия 10. Носитель 2 выполнен с возможностью перемещения вдоль направления оси z (обозначенного стрелкой на фиг. 1) для опускания носителя 2 после завершения процесса отверждения слоя порошка 4 исходного материала. Для обеспечения этого вертикального перемещения носителя 2 устройство содержит блок 12 перемещения носителя. После опускания носителя 2 наносят новый слой порошка 4 исходного материала и начинают процесс отверждения (т.е. процесс облучения) этого нового слоя. Таким образом, на носителе 2 слой за слоем осуществляется формирование изделия 10.
Для размещения порошка 4 исходного материала и, в случае необходимости, для направления подвижного носителя 2 устройство содержит формовочный цилиндр 13, имеющий по меньшей мере одну боковую стенку, выполненную с возможностью ее расположения в контакте с порошком 4 исходного материала. В варианте осуществления, показанном на фиг. 1, формовочный цилиндр 13 имеет четыре боковые стенки, образующие кубический объем, в котором находится порошок 4 исходного материала. Этот объем ограничен с нижней стороны носителем 2, имеющим прямоугольное поперечное сечение. Боковая стенка формовочного цилиндра 13 находится в контакте с порошком 4 исходного материала, нанесенным на носитель 2, и выполнена с возможностью поддерживать порошок 4 исходного материала таким образом, что порошок 4 исходного материала сохраняет свою (кубическую) форму. Расстояние между боковыми стенками формовочного цилиндра 13 и соответствующими краями носителя 2 является очень малым или даже пренебрежимо малым, так что порошок 4 исходного материала не может проходить через щель между носителем 2 и формовочным цилиндром 13. Кроме того, носитель 2 может содержать уплотнительный элемент, расположенный на его краях. После полного облучения одного слоя порошка 4 исходного материала (в соответствии с геометрией изделия 10) носитель 2 опускают внутри цилиндра 13, так что может быть нанесен новый слой порошка 4 исходного материала.
Устройство дополнительно содержит блок 14 облучения, содержащий один или несколько источников излучения. В варианте осуществления, показанном на фиг. 1, блок 14 облучения выполнен с возможностью формирования двух независимых лучей 8 излучения. Каждым из лучей 8 излучения может управлять и направлять его в требуемое положение соответствующий блок развертки. Каждый из блоков развертки содержит по меньшей мере одно подвижное зеркало, выполненное с возможностью отклонения соответствующего луча излучения в требуемое положение на верхнем слое порошка исходного материала. Два луча излучения могут быть сформированы, например, с использованием только одного источника излучения, делящего излучаемый источником излучения луч посредством расщепителя луча на два отдельных луча и направления каждого из отдельных лучей в один из блоков развертки. В качестве альтернативы могут быть предусмотрены два источника излучения, причем каждый источник излучения испускает луч, направленный к одному из блоков развертки.
Как показано на фиг. 1, каждый из двух лучей 8 излучения определяет область облучения на поверхности верхнего слоя порошка 4 исходного материала. Предусмотрена область перекрытия, в которой зона облучения первого блока развертки и область облучения второго блока развертки перекрываются.
Кроме того, блок 14 облучения содержит, для каждого из лучей 8 излучения, блок фокусировки, выполненный с возможностью изменения положения фокуса соответствующего луча 8 излучения в направлении вдоль траектории соответствующего луча 8 излучения. С помощью блока фокусировки может быть отрегулировано положение точки фокуса соответствующего лазерного луча в направлении глубины (направлении оси z).
Согласно настоящему варианту осуществления источники излучения блока 14 облучения представляют собой лазеры, а испускаемые лучи 8 излучения представляют собой лазерные лучи. Более точно, источники излучения могут, например, содержать иттербиевые лазеры с диодной накачкой, испускающие лазерное излучение с длиной волны приблизительно от 1070 до 1080 нм. Блок 14 облучения выполнен с возможностью селективного облучения лучом 8 излучения порошка 4 исходного материала на носителе 2. С помощью блока 14 облучения порошок 4 исходного материала может быть подвергнут селективному с точки зрения расположения лазерному облучению в зависимости от требуемой геометрии изготавливаемого изделия 10.
Каждый из блоков развертки содержит подвижные зеркала для направления луча 8 излучения в направлениях, параллельных носителю 2, т.е. направлениях, параллельных верхнему слою порошка 4 исходного материала. Другими словами, местоположение луча 8 излучения может быть изменено как в направлении оси x, так и в направлении оси y.
В дополнение к блокам развертки и блокам фокусировки блок 14 облучения может содержать дополнительные оптические компоненты для направления лучей 8 излучения и/или воздействия на них. Например, может быть предусмотрен расширитель лучей для расширения лучей 8 излучения. Кроме того, позади каждого из блоков развертки могут быть предусмотрены линзы объективов. Линза объектива может представлять собой f-theta линзу.
Устройство дополнительно содержит блок управления (не показан) для управления функциональными возможностями устройства до, во время и после процесса формирования изделия. В частности, блок управления выполнен с возможностью управления функциональными возможностями устройства, такими как вертикальное перемещение носителя 2 посредством блока 12 перемещения носителя, вертикальное перемещение формовочного цилиндра 13 посредством блока 16 перемещения формовочного цилиндра (если это применимо), нанесение порошка исходного материала с помощью устройства 6 нанесения порошка, осуществление развертки блоками развертки, источником излучения блока 14 облучения и т.д.
Объем, через который лучи 8 излучения направляют от блока 14 облучения к верхнему слою порошка 4 исходного материала, образован технологической камерой. Как показано на фиг. 1, технологическая камера 18 имеет боковые стенки, проходящие перпендикулярно плоскости х-у, а также нижнюю стенку и верхнюю стенку, проходящие параллельно плоскости х-у. Несмотря на то, что технологическая камера 18, таким образом, представляет собой коробчатую конструкцию (или кубическую конструкцию), форма технологической камеры 18 не ограничена такой кубовидной формой. Технологическая камера может иметь другую форму, такую как, например, цилиндрическая форма, форма пирамиды и т.д. Кроме того, технологическая камера не обязательно герметично закрыта по отношению к окружающему пространству. Например, в боковых стенках технологической камеры 18 могут быть предусмотрены отверстия, которые могут служить, например, в качестве впускных отверстий для газа и/или выпускных отверстий для газа. Верхняя стенка и/или нижняя стенка технологической камеры 18 могут отсутствовать, или в верхней стенке и/или нижней стенке могут быть предусмотрены большие отверстия. Например, верхняя стенка содержит отверстие, через которое лазерные лучи 8 могут входить в технологическую камеру 18. Кроме того, в качестве альтернативы верхней стенке технологической камеры 18, или в дополнение к ней, на границе раздела между технологической камерой 18 и блоком 14 облучения может быть предусмотрен теплоизолирующий слой 20, как показано на фиг. 1. В случае, когда на носитель 2 нанесен порошок 4 исходного материала, технологическая камера 18 с нижней стороны ограничена порошком 4 исходного материала. В противном случае технологическая камера 18 ограничена с нижней стороны носителем 2. Формовочный цилиндр 13 непосредственно примыкает к технологической камере 18. В одном из примеров формовочный цилиндр 13 присоединен (то есть, постоянно прикреплен) к технологической камере 18. В другом примере формовочный цилиндр 13 присоединен к технологической камере 18 с возможностью отсоединения. Кроме того, формовочный цилиндр 13 может иметь возможность перемещения относительно технологической камеры посредством блока 16 перемещения цилиндра, как описано ниже.
Как объяснено выше, технологическая камера 18 выполняет функцию корпуса для обеспечения для замкнутой технологической среды с точки зрения пространства, влияния атмосферы и по текучей среде.
В процессе формирования в технологической камере 18 выделяется технологическое тепло, в частности, в нижней зоне технологической камеры 18, где лучи 8 излучения попадают на порошок 4 исходного материала и образуют плавильные бассейны в порошке 4 исходного материала. Благодаря стенкам технологической камеры 18 выделяющееся технологическое тепло остается внутри технологической камеры 18. Другими словами, технологическая камера 18 обеспечивает теплоизоляцию относительно наружного пространства. Однако технологическое тепло, выделяющееся внутри технологической камеры 18, может вызывать термические деформации технологической камеры 18 и, в частности, стенок технологической камеры 18.
Как показано на фиг. 1, устройство содержит опорную конструкцию 22 в виде внешней опорной рамы (экзоскелет). Блок 14 облучения поддерживается опорной конструкцией 22 через крепежные элементы 24. Крепежные элементы 24 обеспечивают надежное механическое соединение между опорной конструкцией 22 и блоком 14 облучения. Кроме того, крепежные элементы 24 могут иметь термически развязывающие свойства, то есть теплопередача через крепежные элементы 24 подавляется. Другими словами, теплопроводность элементов 24 крепления может быть низкой. Это также справедливо для каждого из крепежных элементов 24, описанных ниже.
Опорная конструкция 22 расположена вне технологической камеры 18 и, следовательно, на опорную конструкцию 22 не оказывает прямого влияния технологическое тепло, выделяющееся внутри технологической камеры 18. Как показано на фиг.1, между технологической камерой 18 и опорной конструкцией 22 предусмотрен воздушный зазор, таким образом, технологическая камера 18 и опорная конструкция 22 термически изолированы друг от друга.
Технологическая камера 18 поддерживается опорной конструкцией 22 через крепежные элементы 24. Как показано на фиг. 1, технологическая камера 18 поддерживается снаружи, таким образом, опорная конструкция 22 не проходит в технологическую камеру 18. Технологическая камера 18 термически отвязана от опорной конструкции 22. Это означает, что технологическое тепло, выделяющееся в технологической камере 18, не передается опорной конструкции 22, например из-за низкой теплопроводности крепежных элементов 24. Кроме того, между опорной конструкцией 22 и технологической камерой 18 предусмотрен воздушный зазор, который представляет собой теплоизолирующий слой. Кроме того, технологическая камера 18 механически отвязана (отсоединена) от опорной конструкции 22. Это означает, что термическая деформация технологической камеры 18, обусловленная технологическим теплом, выделяющимся внутри технологической камеры 18, не приводит к деформации опорной конструкции 22. Это свойство может быть достигнуто за счет обеспечения жесткой конструкции опорной конструкции 22. Другими словами, опорная конструкция 22 выполнена из жесткого материала, такого как металл, который не деформируется под действием сил, возникающих из-за деформаций технологической камеры 18.
Кроме того, крепежные элементы 24 могут иметь механически развязывающие свойства, что означает, что крепежные элементы 24 могут компенсировать деформации технологической камеры 18.
Технологическая камера 18 прикреплена к опорной конструкции 22 в нижней части технологической камеры 18, как показано на фиг. 1. Например, технологическая камера 18 может поддерживаться опорной конструкцией 22 на высоте нулевого уровня (см. штриховую линию на фиг. 1). Этот нулевой уровень может использоваться в качестве опорной плоскости, которая совпадает с верхним слоем порошка 4 исходного материала. За счет прикрепления технологической камеры 18 к опорной конструкции 22 вблизи нижней стенки технологической камеры 18, термические деформации, возникающие внутри технологической камеры 18, не оказывают или почти не оказывают влияния на положение упомянутого выше нулевого уровня. Поэтому сохраняется неизменное положение нулевого уровня относительно опорной конструкции 22.
За счет расположения технологической камеры 18 и блока 14 облучения в соответствии с вышеописанным, т.е. благодаря отдельному опиранию технологической камеры 18 и блока 14 на опорную конструкцию 22, технологическая камера 18 и блок 14 облучения могут быть термически и механически развязаны. Что касается термической развязки, она означает, что технологическое тепло, выделяющееся в технологической камере 18, не передается блоку 14 облучения и, следовательно, не приводит к термической деформации или к термическому смещению блока 14 облучения относительно технологической камеры 18. Кроме того, поскольку на блок 14 облучения не влияет (или влияет менее существенно) технологическое тепло, выделяющееся в технологической камере 18, положения отдельных оптических компонентов блока 14 облучения относительно друг друга и/или оптические свойства (например, фокусное расстояние и т.д.) этих оптических компонентов остаются постоянными. Что касается механической развязки, она означает, что термические деформации технологической камеры 18 не вызывают деформаций или смещений 14 облучения. Следовательно, может быть гарантировано, что взаимное расположение в пространстве технологической камеры 18 (в частности, нижней области технологической камеры 18, где расположен порошок 4 исходного материала), и блока 14 облучения остается в процессе формирования изделия неизменным. Другими словами, блок 14 облучения не перемещается относительно технологической камеры 18 в течение процесса формирования, что улучшает точность производственного процесса и, следовательно, качество получаемого изделия 10.
В одном из вариантов осуществления изобретения между технологической камерой 18 и блоком 14 облучения предусмотрен теплоизолирующий слой 20 для улучшения термической развязки этих двух компонентов. Теплоизолирующий слой 20 может содержать теплоизолирующий газ.
Устройство 6 нанесения порошка также опирается на опорную конструкцию 22 отдельно через соответствующие крепежные элементы 24 (не показаны). Таким образом, устройство 6 нанесения порошка может быть механически отвязано от технологической камеры 18 таким образом, что термические деформации технологической камеры 18 не вызывают каких-либо деформаций или смещений устройства 6 нанесения порошка.
В качестве варианта, устройство может содержать блок 16 перемещения формовочного цилиндра, как показано стрелками на фиг. 1. В этом случае блок 16 перемещения формовочного цилиндра либо непосредственно поддерживается опорной конструкцией 22 через соответствующие крепежные элементы (не показаны), либо блок 16 перемещения формовочного цилиндра прикреплен к технологической камере 18, например, к боковой стенке или к нижней стенке технологической камеры 18. Блок 16 перемещения формовочного цилиндра выполнен с возможностью перемещения формовочного цилиндра 13 в вертикальном направлении (направлении оси z) относительно опорной конструкции 22. Поскольку технологическая камера 18 поддерживается опорной конструкцией 22 и прикреплена к ней, блок 16 перемещения формовочного цилиндра выполнен с возможностью вертикального перемещения формовочного цилиндра 13 относительно технологической камеры 18. Например, блок управления может быть выполнен с возможностью вертикального перемещения формовочного цилиндра 13 вниз после завершения процесса формирования изделия 10, так что изделие 10 доступно со стороны и с изделия 10 может быть удален порошок 4 исходного материала.
Устройство содержит блок 12 перемещения носителя, выполненный с возможностью перемещения носителя 2 в вертикальном направлении (направлении оси z). Блок 12 перемещения носителя опирается на опорную конструкцию 22 через крепежные элементы 24. Благодаря отдельному опиранию блока 12 перемещения носителя на опорную конструкцию 22 блок 12 перемещения носителя может быть механически и термически отвязан от других компонентов устройства и, в частности, от технологической камеры 18. Поэтому блок 12 перемещения носителя термически и механически отвязан от технологической камеры 18. Таким образом, технологическое тепло, выделяющееся внутри технологической камеры 18, не приводит к смещению блока 12 перемещения носителя или носителя 2, соединенного с блоком 12 перемещения носителя.
В качестве варианта, устройство 26 измерения вертикального положения может быть выполнено в виде стеклянной шкалы. Устройство 26 измерения вертикального положения выполнено с возможностью измерения вертикального положения носителя 2 относительно блока 12 перемещения носителя и, следовательно, относительно опорной конструкции 22. На основании результатов измерений этого устройства 26 измерения вертикального положения блоком управления может быть определено, положение носителя 2 и положение верхнего слоя порошка 4 исходного материала.
Опорная конструкция 22 содержит по меньшей мере две опоры 28, выполненные с возможностью установки на нижнюю плиту. С помощью опор 28 опорная конструкция 22 может быть устойчиво установлена на нижнюю поверхность, благодаря чему могут быть исключены деформации и вибрации.
Несмотря на то, что опорная конструкция 22 в варианте осуществления, показанном на фиг. 1, состоит из единственной опорной рамы, опорная конструкция может содержать более чем одну опорную раму. Эти опорные рамы могут быть соединены друг с другом разъемным или неразъемным соединением. Кроме того, может быть предусмотрено множество опорных рам, причем каждая опорная рама поддерживает один или несколько компонентов 14, 18, 6, 16 и 12. Например, опорная конструкция может содержать первую опорную раму для поддержки блока 14 облучения и вторую опорную раму для поддержки блока 12 перемещения носителя. Отдельные опорные рамы опорной конструкции могут быть размещены (например, закреплены) на общей нижней поверхности или общей базовой плите. Опорные рамы могут быть вложены или расположены рядом друг с другом. В любом случае опорная конструкция обеспечивает структуру для поддержки и прикрепления отдельных компонентов, причем местоположение компонентов относительно общей базы не изменяется. Эта общая база может представлять собой саму опорную конструкцию или общую нижнюю поверхность или общую базовую плиту. В частности, не изменяется положение компонентов относительно друг друга.
Как описано выше и как показано на фиг. 1, каждый из компонентов 14, 18, 6, 16 и 12 отдельно опирается на опорную конструкцию 22 через соответствующие крепежные элементы 24. За счет отдельного опирания этих компонентов на опорную конструкцию 22 компоненты могут быть механически и термически развязаны. В частности, компоненты могут быть расположены в пространственной взаимосвязи друг с другом, не зависящей от технологического тепла, выделяющегося внутри технологической камеры 18, и/или от механических деформаций технологической камеры 18, обусловленных технологическим теплом, выделяющимся внутри технологической камеры 18. Несмотря на то, что предпочтительно опирание всех компонентов 14, 18, 6, 16 и 12 на опорную конструкцию 22, преимущества настоящего изобретения также могут быть достигнуты, если один или более из вышеупомянутых компонентов не опирается отдельно на опорную конструкцию. Однако предпочтительно, чтобы по меньшей мере блок 14 облучения и камера 18 обработки отдельно опирались на опорную конструкцию 22.
В одном из вариантов осуществления технологическое тепло может направляться в опорную конструкцию 22, но это технологическое тепло не приводит к какому-либо смещению (или не вызывает существенного смещения) отдельных компонентов 14, 18, 6, 16 и 12 относительно друг друга, поскольку коэффициент теплового расширения опорной конструкции 22 очень низкий. В этом случае компоненты по меньшей мере механически развязаны.
Поскольку может поддерживаться неизменное взаимное пространственное положение отдельных компонентов, может быть повышена точность процесса, что обеспечивает более высокое качество формируемого изделия 10.
Кроме того, может быть уменьшено время предварительного нагрева, которое необходимо для калибровки и для запуска процесса формирования для работы при стабильных температурных режимах.
Другое преимущество описанной выше конструкции заключается в том, что отдельные компоненты могут быть легко заменены и замещены без отрицательного влияния на остальную часть устройства.
Изобретение относится к области аддитивных технологий, в частности, к устройству и способу для изготовления трехмерных изделий из порошка. Устройство для изготовления трехмерных изделий содержит носитель, выполненный с возможностью приема множества слоев порошка исходного материала, блок облучения, выполненный с возможностью направления луча излучения в заданные места верхнего слоя порошка для его отверждения в заданных местах, технологическую камеру и опорную конструкцию, расположенную вне технологической камеры и поддерживающую блок облучения. Опорная конструкция представляет собой опорную раму, поддерживающую технологическую камеру и блок облучения, который механически отвязан от технологической камеры, при этом термическая деформация технологической камеры из-за технологического тепла внутри технологической камеры не приводит к существенному смещению блока облучения относительно опорной конструкции. Обеспечивается повышение качества получаемого изделия за счет исключения термической деформации и механического смещения частей устройства. 2 н. и 12 з.п. ф-лы, 1 ил.
1. Устройство для изготовления трехмерных изделий (10), содержащее:
носитель (2), выполненный с возможностью приема множества слоев порошка (4) исходного материала;
блок (14) облучения, выполненный с возможностью направления луча (8) излучения в заданные места верхнего слоя порошка (4) исходного материала для отверждения порошка (4) исходного материала в заданных местах;
технологическую камеру (18), образующую объем, через который предусмотрено направление луча (8) излучения от блока (14) облучения на порошок (4) исходного материала; и
опорную конструкцию (22), расположенную вне технологической камеры (18) и поддерживающую блок (14) облучения,
при этом опорная конструкция (22) представляет собой опорную раму, поддерживающую указанные технологическую камеру (18) и блок (14) облучения, причем блок облучения механически отвязан от технологической камеры (18), так что термическая деформация технологической камеры (18) из-за технологического тепла внутри технологической камеры (18) не приводит к существенному смещению блока (14) облучения относительно опорной конструкции (22).
2. Устройство по п. 1, в котором опорная конструкция (22) термически отвязана от технологической камеры (18), так что технологическое тепло внутри технологической камеры (18) не приводит к существенной термической деформации опорной конструкции (22).
3. Устройство по п. 1, в котором между опорной конструкцией (22) и боковой стенкой технологической камеры (18) предусмотрен воздушный зазор.
4. Устройство по п. 1, дополнительно содержащее формовочный цилиндр (13), имеющий по меньшей мере одну боковую стенку, выполненную с возможностью ее расположения в контакте с порошком исходного материала, нанесенным на носитель (2).
5. Устройство по п. 4, дополнительно содержащее:
блок (12) перемещения носителя, выполненный с возможностью вертикального перемещения носителя (2) относительно технологической камеры (18), относительно формовочного цилиндра (13) и внутри формовочного цилиндра (13), причем блок (12) перемещения носителя опирается на опорную конструкцию (22).
6. Устройство по п. 5, в котором блок (12) перемещения носителя механически отвязан от технологической камеры (18), так что термическая деформация технологической камеры (18) из-за технологического тепла внутри технологической камеры (18) не приводит к существенному смещению блока (12) перемещения носителя относительно опорной конструкции (22).
7. Устройство по п. 4, дополнительно содержащее блок (16) перемещения формовочного цилиндра, выполненный с возможностью вертикального перемещения формовочного цилиндра (13) относительно опорной конструкции (22).
8. Устройство по п. 1, в котором технологическая камера (18) опирается на опорную конструкцию (22) на уровне нижней поверхности технологической камеры (18).
9. Устройство по п. 8, в котором технологическая камера (18) опирается на опорную конструкцию (22) через блок (16) перемещения технологической камеры.
10. Устройство по п. 1, дополнительно содержащее устройство (6) нанесения порошка, опирающееся на опорную конструкцию (22).
11. Устройство по п. 1, дополнительно содержащее теплоизолирующий слой (20), расположенный между блоком (14) облучения и технологической камерой (18).
12. Устройство по п. 1, дополнительно содержащее устройство (26) измерения вертикального положения, выполненное с возможностью определения вертикального положения носителя (2) относительно опорной конструкции (22).
13. Устройство по п. 12, в котором устройство (26) измерения вертикального положения содержит стеклянную шкалу.
14. Способ изготовления трехмерных изделий (10), содержащий:
нанесение слоя порошка (4) исходного материала на носитель (2), размещенный в технологической камере (18);
и отверждение указанного порошка лучом (8) излучения в заданных местах слоя порошка (4),
отличающийся тем, что луч (8) излучения направляют через образованный технологической камерой (18) объем в заданные места слоя порошка (4) исходного материала посредством блока (14) облучения, поддерживаемого опорной конструкцией (22), расположенной вне технологической камеры (18);
при этом опорная конструкция (22) представляет собой опорную раму, поддерживающую указанные технологическую камеру (18) и блок (14) облучения, причем блок (14) облучения механически отвязан от технологической камеры (18), так что термическая деформация технологической камеры (18) из-за технологического тепла внутри технологической камеры (18) не приводит к существенному смещению блока (14) облучения относительно опорной конструкции (22).
| US 20070023977 A1, 01.02.2007 | |||
| WO 2016085334 A2, 02.06.2016 | |||
| Сортировочная машина | 1960 |
|
SU139624A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2539135C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА | 2007 |
|
RU2424904C2 |

