ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройству и к способу изготовления сварного стального профиля путем лазерной сварки стеночного элемента и полочных элементов для создания сварного соединения, с лазерным лучом в качестве источника тепла.
УРОВЕНЬ ТЕХНИКИ
[0002] Патентные документы 1, 2 описывают способы изготовления сварного двутаврового стального профиля путем лазерной сварки стеночного элемента и полочных элементов для создания сварного соединения. В описанных способах стеночный элемент и два полочных элемента подают так, что они расположены в виде двутаврового профиля, и их сваривают лазером в предварительно заданных местах сварки для создания сварного соединения.
[0003] Когда стеночный элемент и полочные элементы сваривают лазером для создания сварного соединения, требуется, чтобы положения стыков стеночного элемента, расположенного встык с полочными элементами, были установлены точно, с учетом того ограничения, что положение лазерного излучения установлено и пятно лазерного луча составляет в диаметре в пределах около 0,6 мм. Положения стыков стеночного элемента, расположенного встык с полочными элементами, имеют отклонения от требуемых положений, если подаваемый стеночный элемент деформирован или подаваемый стеночный элемент перекошен относительно полочных элементов. В данной ситуации существует вероятность того, что лазерное излучение недостаточно расплавит связующий материал и приведет к недостаточной прочности сварного соединения, и что готовое изделие будет иметь дефекты формы и размеров. Таким образом, когда стеночный элемент и полочные элементы сваривают лазером для создания сварного соединения, необходимо, чтобы положения стыков стеночного элемента, расположенного встык с полочными элементами, не имели отклонений от требуемых положений.
[0004] Патентный документ 3 описывает устройство для высокочастотной контактной сварки трех листовых элементов, которые получают путем их раскатывания из соответствующих рулонов и размещения вместе в форме двутавра для создания сварного соединения. Описанное устройство обеспечено поддерживающим устройством, выполненным с возможностью поддерживать обе поверхности стеночного элемента. Данное поддерживающее устройство образовано бесконечными лентами, принуждаемыми перемещаться вслед за перемещением стеночного элемента, подаваемого в направлении линии. В патентном документе 3 описано, что поддерживающее устройство способно целиком удерживать стеночный элемент на участке сварке так, что можно предотвратить смещение стеночного элемента в направлении толщины и тем устранить дефекты сварки.
[0005] Документы предшествующего уровня техники
(Патентные документы)
Патентный документ 1: патент Японии №5110642
Патентный документ 2: нерассмотренная публикация патентной заявки Японии №2011-83781
Патентный документ 3: рассмотренная публикация патента Японии № НЗ-4316
[0006] Задача, требующая решения
Если стеночный элемент и полочные элементы сваривают лазером для создания сварного соединения, чтобы изготовить сварной двутавровый стальной профиль, можно считать, что описанное в патентном документе 3 поддерживающее устройство, образованное бесконечными лентами, предназначено для предотвращения отклонения стыковочных положений стеночного элемента, расположенного встык с полочными элементами, от требуемых положений.
[0007] В области вблизи точек сварки, однако, количество брызг, рассеянныз из таких точек сварки, большое, и уровень теплового воздействия, создаваемого такими точками сварки, большой, и вследствие этого, когда поддерживающее устройство образовано бесконечными лентами, описанными в Патентный документе 3, фактически требуется, чтобы бесконечные ленты были выполнены из металла или подобного ему и располагались посередине стеночного элемента в направлении ширины, и чтобы бесконечные ленты не сужались по ширине, и от точек сварки обеспечивалось расстояние больше предварительно заданной величины.
[0008] Существует, однако, вероятность, что для узких бесконечных лент, расположеных посередине стеночного элемента в направлении ширины, исправление перекоса стеночного элемента относительно полочных элементов будет затруднено, что вызовет отклонение стыковочных положений стеночного элемента, расположенного встык с полочными элементами, от требуемых положений.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] Задачей настоящего изобретения является создание устройства для изготовления сварного стального профиля и способа изготовления сварного стального профиля, обеспечивающих простую реальную возможность удерживать стеночный элемент в области, где брызги, рассеянные из точек лазерной сварки, практически не прилипают, и тепловое воздействие в точках лазерной сварки практически не производится, при этом стеночный элемент может удерживаться так, что положения стыков стеночного элемента, расположенного встык с полочными элементами, не имеют отклонений от требуемых положений.
[0010] Средства для решения задач
Устройство для изготовления сварного стального профиля согласно настоящему изобретению включает в себя: устройство подачи листа, выполненное с возможностью подачи стеночного элемента и двух полочных элементов, расположенных параллельно друг к другу, со стеночным элементом, помещенным между ними таким образом, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов; и устройство для лазерной сварки, выполненное с возможностью лазерной сварки стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами, соответственно, для создания сварного соединения на пути подачи, по которому стеночный элемент вместе с двумя полочными элементами подаются устройством подачи листа. Устройство для изготовления сварного стального профиля отличается тем, что устройство подачи листа включает в себя: устройство для удержания стеночного элемента, включающее в себя множество роликов первой боковой поверхности, расположенных с интервалами в направлении подачи так, что множеству роликов первой боковой поверхности обеспечена возможность вращаться по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и множество роликов второй боковой поверхности, расположенных с интервалами в направлении подачи так, что множеству роликов второй боковой поверхности обеспечена возможность вращаться по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, таким образом, удерживая стеночный элемент с помощью множества роликов первой боковой поверхности и множества роликов второй боковой поверхности в направлении подачи в предварительно заданном диапазоне, содержащем в себе, по меньшей мере, положения точек сварки по направлению подачи.
[0011] В соответствии с устройством для изготовления сварного стального профиля, имеющем такую конструкцию, положения стыков стеночного элемента, расположенного встык с полочными элементами, могут поддерживаться так, что за счет зажимания стеночного элемента между множеством роликов на верхней и нижней сторонах положения стыков не отклоняются от требуемых положений. Такие ролики можно регулировать так, что их соответствующая длина контакта относительно стеночного элемента выбирается индивидуально и их соответствующие монтажные положения устанавливаются индивидуально, что отличает их от бесконечных лент в возможности регулировки. Благодаря возможности такой регулировки в положениях по направлению подачи, где ролики легко подвержены прилипанию рассеянных брызг и влиянию теплоты, создаваемой от точек сварки, ролики могут располагаться ближе к центральной линии стеночного элемента и дальше от точек сварки, и в положениях по направлению подачи, где ролики незначительно подвержены прилипанию рассеянных брызг и тепловому воздействию, создаваемой отточек сварки, ролики могут располагаться так, чтобы удерживать стеночный элемент на участках, максимально близких к боковым краям стеночного элемента. В результате, стеночный элемент может удерживаться так, чтобы ролики располагались в областях, где они незначительно подвергаются прилипанию рассеянных брызг и влиянию теплоты, создаваемой от точек сварки, а также, чтобы положения стыков стеночного элемента, расположенного встык с полочными элементами, не отклонялись от требуемых положений.
[0012] Предпочтительно, чтобы устройство для удержания стеночного элемента дополнительно включало в себя первую опорную раму, расположенную на одной стороне поверхности стеночного элемента вдоль центральной линии стеночного элемента, при этом первая опорная рама выполнена с возможностью поддерживать множество роликов первой боковой поверхности на ее обеих сторонах, и вторую опорную раму, расположенную на другой стороне поверхности стеночного элемента вдоль центральной линии стеночного элемента, при этом вторая опорная рама выполнена с возможностью поддерживать множество роликов второй боковой поверхности на ее обеих сторонах.
[0013] Например, боковые концы множества роликов первой боковой поверхности и боковые концы множества роликов второй боковой поверхности, обращенные к двум полочным элементам, соответственно, могут располагаться вдоль границ двух областей, на каждой из которых имеются рассеянные брызги из точек сварки в количестве, превосходящем предварительно заданное значение.
[0014] В соответствии с устройством для изготовления сварного стального профиля, имеющем такую конструкцию, за счет установки вышеописанного предварительно заданного значения равным 0, например, можно легко сделать реальным, чтобы стеночный элемент удерживался таким образом, что брызги к любым роликам прилипают с трудом и положения стыков стеночного элемента, расположенного встык с полочными элементами, не отклоняются от требуемых положений.
[0015] Способ изготовления сварного стального профиля согласно настоящему изобретению включает в себя следующие этапы: лазерную сварку стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами, соответственно, для создания сварного соединения на пути подачи, при этом стеночный элемент подается вместе с двумя полочными элементами по пути подачи в состоянии, в котором стеночный элемент и два полочных элемента расположены параллельно друг другу, со стеночным элементом, помещенным между ними так, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов, тем самым осуществляя изготовление сварного стального профиля, при этом создание сварного соединения сопровождается удерживанием стеночного элемента в направлении подачи в предварительно заданном диапазоне, содержащем в себе по меньшей мере положения точек сварки в направлении подачи при помощи множества роликов первой боковой поверхности, расположенных с интервалами в направлении подачи так, что множество роликов первой боковой поверхности имеет возможность вращаться по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и при помощи множества роликов второй боковой поверхности, расположенных с интервалами в направлении подачи так, что множество роликов второй боковой поверхности имеет возможность вращаться по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки.
[0016] В вышеописанном способе изготовления сварного стального профиля предпочтительно, что множество роликов первой боковой поверхности поддерживается при помощи первой опорной рамы на обеих сторонах первой опорной рамы, то есть расположено на одной стороне поверхности стеночного элемента вдоль центральной линии стеночного элемента, и множество роликов второй боковой поверхности поддерживается при помощи с помощью второй опорной рамы на обеих сторонах второй опорной рамы, то есть расположено на другой стороне поверхности стеночного элемента вдоль центральной линии стеночного элемента.
[0017] В вышеописанном способе изготовления сварного стального профиля, например, боковые концы множества роликов первой боковой поверхности и боковые концы множества роликов второй боковой поверхности, обращенные к двум полочным элементам, соответственно, могут располагаться вдоль границ двух областей, на каждой из которых имеются рассеянные брызги из точек сварки в количестве, превосходящем предварительно заданное значение.
[0018] (Достигаемые технические результаты)
Согласно настоящему изобретению легко обеспечить возможность удерживать стеночный элемент в области, где брызги, рассеянные из точек лазерной сварки, практически не прилипают, а тепловое воздействие в точках лазерной сварки практически не создается, при этом стеночный элемент может удерживаться так, что положения стыков стеночного элемента, расположенного встык с полочными элементами, не отклоняются от требуемых положений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Для более полного понимания настоящего изобретения и его преимуществ следующее описание следует рассматривать совместно с прилагаемыми чертежами, на которых:
На фиг. 1 изображен вид сбоку устройства для изготовления сварного стального профиля, видимого с левой стороны относительно направления подачи стеночного элемента и пары полочных элементов (ниже в данном документе называемое просто "направление подачи"). Полочный элемент из пары полочных элементов, с левой стороны относительно направления подачи, и любые элементы на дополнительной левой стороне такого полочного элемента не показаны.
На фиг. 2 изображен вид сверху роликового устройства для удержания стеночного элемента на верхней стороне и ленточного устройства для удержания стеночного элемента на верхней стороне. "Верхняя сторона" означает сторону устройства (200) для лазерной сварки относительно стеночного элемента (4) на фиг. 1.
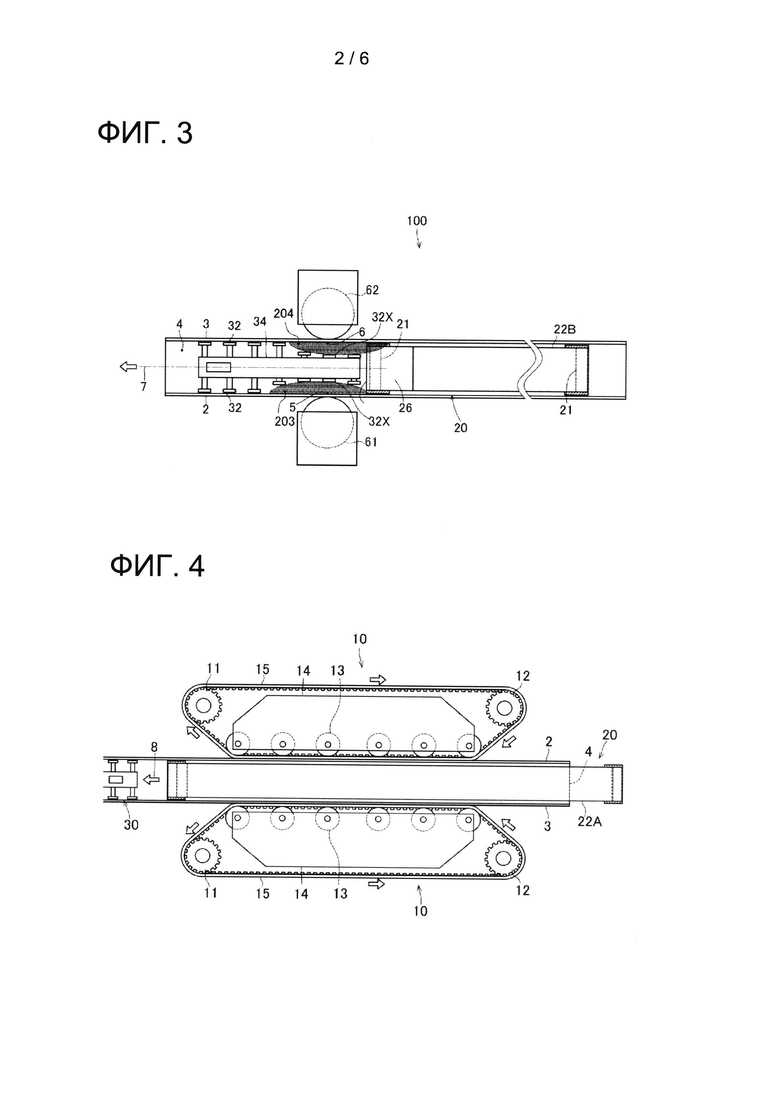
На фиг. 3 изображен вид сверху роликового устройства для удержания стеночного элемента на нижней стороне и ленточного устройства для удержания стеночного элемента на нижней стороне. "Нижняя сторона" означает сторону, противоположную вышеописанной "верхней стороне" относительно стеночного элемента (4).
На фиг. 4 изображен вид сверху ленточных приводных устройств.
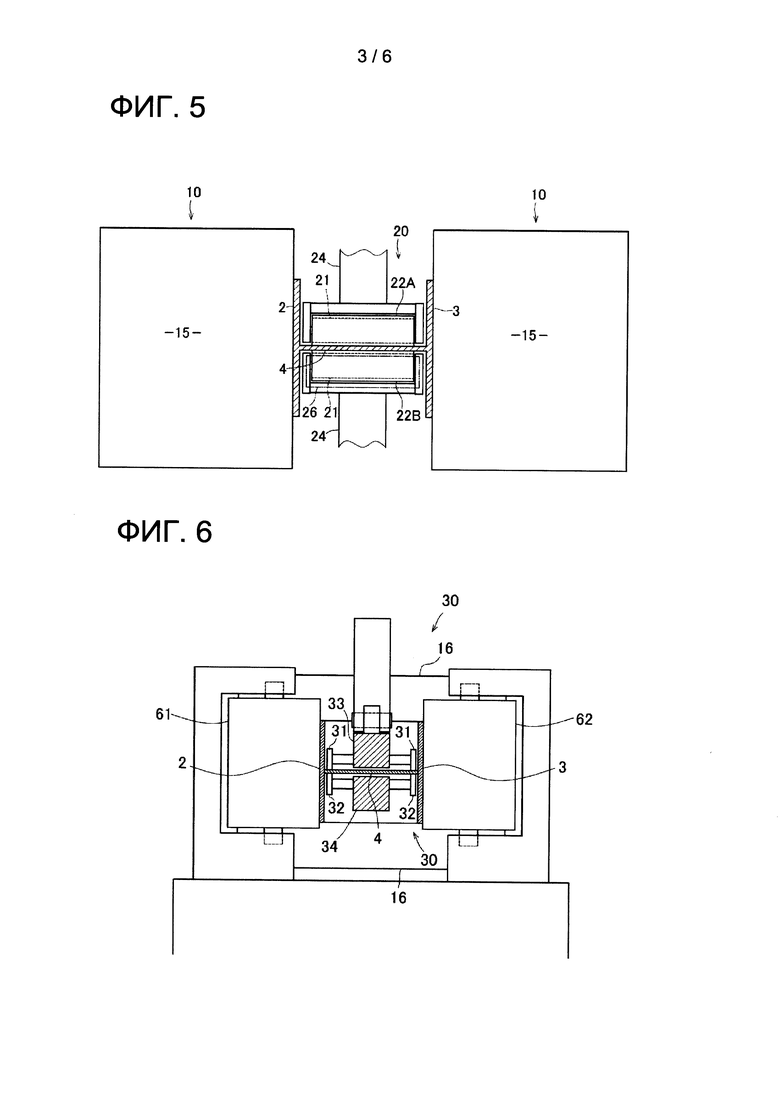
На фиг. 5 изображен вид поперечного сечения A-B-C-D на фиг. 1, не показывая направляющих валков или тому подобного.
На фиг. 6 изображен вид поперечного сечения Е-Е на фиг. 1.
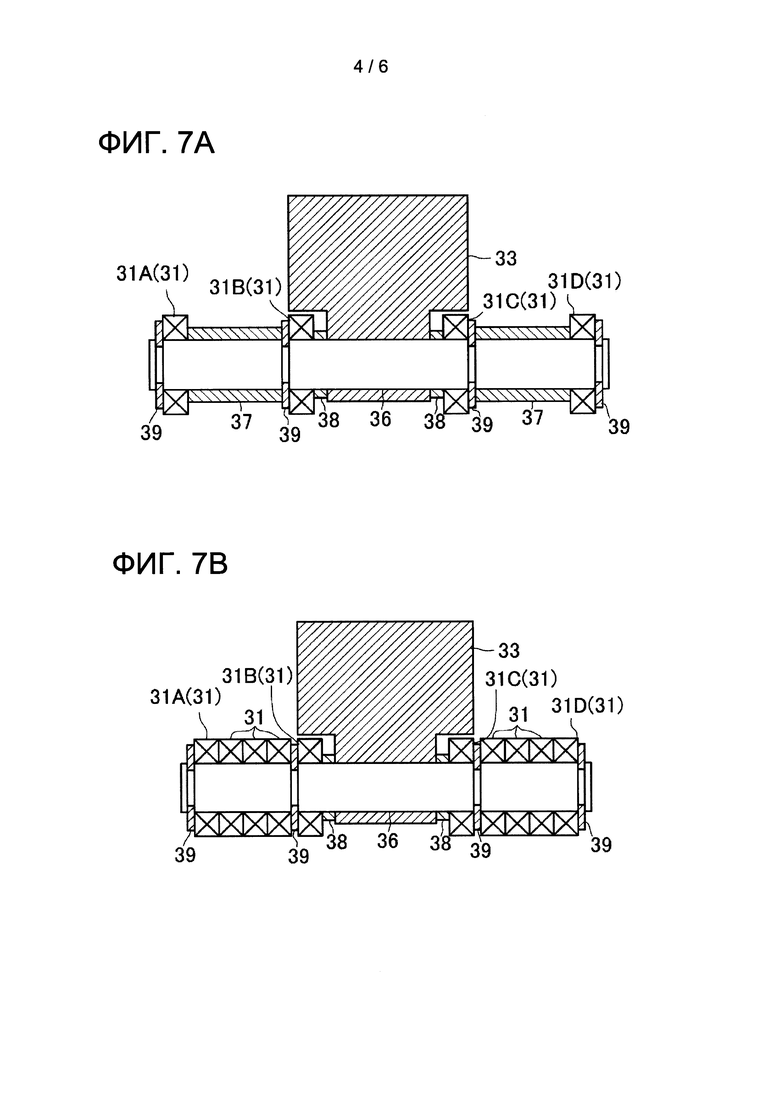
На фиг. 7А изображен вид поперечного сечения одного примера конструкции первой опорной рамы, выполненной с возможностью поддерживать ролики первой боковой поверхности.
На фиг. 7В изображен вид поперечного сечения другого примера конструкции первой опорной рамы, выполненной с возможностью поддерживать ролики первой боковой поверхности.
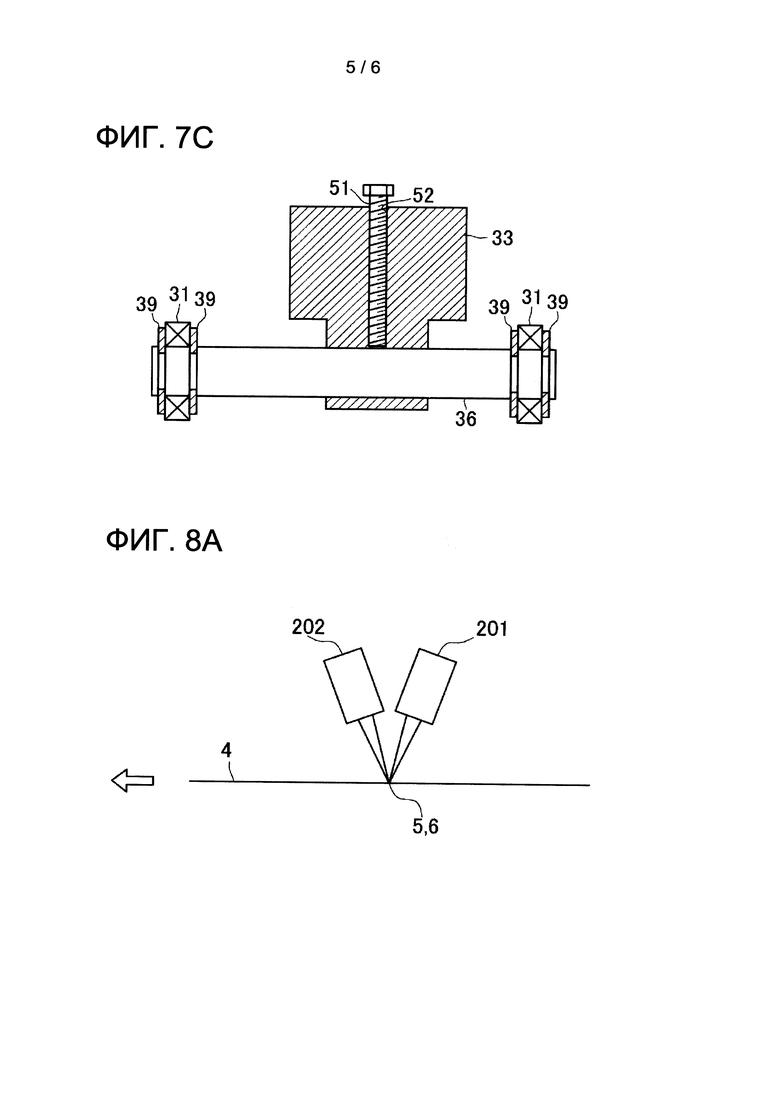
На фиг. 7С изображен вид поперечного сечения другого примера конструкции первой опорной рамы, выполненной с возможностью поддерживать ролики первой боковой поверхности.
На фиг. 8А изображен вид стеночного элемента, лазерных головок или подобных, видимых с левой стороны относительно направления подачи.
На фиг. 8В изображен вид сверху, показывающий стеночный элемент, полочные элементы, лазерные головки или подобное.
На фиг. 9 изображен схематический вид, показывающий раму устройства или подобное, выполненную с возможностью поддержки ленточных устройств для удержания стеночного элемента, роликового устройства для удержания стеночного элемента, направляющих валков и подобного.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0020] Ниже в данном документе в качестве варианта осуществления настоящего изобретения со ссылкой на чертежи будет описано устройство для изготовления сварного стального профиля и способ изготовления сварного стального профиля путем применения устройства. В варианте осуществления будут даны объяснения относительно изготовления двутаврового стального профиля из трех стальных листов, заранее изготовленных с предварительно заданными размерами путем резки или подобного, расположенных так, чтобы образовать двутавровое сечение, и поставленных в комплекте. Следует отметить, что ниже в данном документе направление подачи полочных элементов (2), (3) вместе со стеночным элементом (4) называется "направлением подачи", а сторона выше по ходу движения и сторона ниже по ходу движения в направлении подачи называется "стороной выше по ходу движения" и "стороной ниже по ходу движения" соответственно.
[0021] Как показано на фиг. 1-4, устройство для изготовления сварного стального профиля (1) в первую очередь включает в себя устройство (100) подачи листа и устройство (200) для лазерной сварки.
[0022] Устройство (100) подачи листа включает в себя ленточные приводные устройства (10), ленточные устройства (20) для удержания стеночного элемента, роликовое устройство (30) для удержания стеночного элемента и подобные.
[0023] Как показано на фиг. 4, каждое из ленточных приводных устройств (10) включает в себя ведущее зубчатое колесо (11) и ведомое зубчатое колесо (12), расположенные попарно продольно в направлении подачи, вспомогательные зубчатые колеса (13), расположенные по линии между такими зубчатыми колесами (11), (12), опорную раму (14), выполненную с возможностью поддерживать вспомогательные зубчатые колеса (13) с возможностью вращения, и выполненную из полимера бесконечную ленту (15), намотанную на зубчатые колеса (11)-(13) по их соответствующим внешним периметрам. Бесконечная лента (15) содержит внутренние зубья, образованные на ее внутренней поверхности, входящие в зацепление с внешними зубьями, образованными на внешнем периметре зубчатых колес (11)-(13).
[0024] Данные ленточные приводные устройства (10) расположены прпарно в поперечном направлении на обеих сторонах пути подачи полочных элементов (2), (3), соответственно, вместе со стеночным элементом (4). Полочные элементы (2), (3) и стеночный элемент (4) расположены в виде двутавра, и на сторонах, противоположных стороне стеночного элемента (4), поверхности полочных элементов (2), (3), прижимают соответствующими им бесконечными лентами (15). Бесконечные ленты (15) служат для циклического движения в направлениях, показанных стрелками, отмеченными на фиг. 4 рядом с ними, так, чтобы подавать полочные элементы (2), (3) со вставленным между ними стеночным элементом (4) в направлении, показанном стрелкой (8). Расстояние (10) можно регулировать в соответствии с размером двутаврового стального профиля, подлежащего изготовлению. Как показано на фиг. 1, подающие вперед-назад комплекты направляющих вверх-и-вниз валков (16), расположенных попарно вертикально, дополнительно расположены попарно продольно в направлении подачи поперек бесконечных лент (15) так, что полочные элементы (2), (3) зафиксированы в вертикальном положении.
[0025] Дополнительно имеется пара ленточных приводных устройств (10) (не показаны), расположенных поперек пути подачи двутаврового стального профиля, ниже по ходу движения от роликового устройства (30) для удержания стеночного элемента, описанного ниже.
[0026] Как показано на фиг. 1, 5, каждое из ленточных устройств (20) для удержания стеночного элемента включает в себя передний ролик и задний ролик (21), расположенные продольно в направлении подачи, выполненную из полимера ленту (22) для удержания стеночного элемента, представляющую собой бесконечную ленту, намотанную на два ролика (21), опорную плиту (23), расположенную между двумя роликами (21) для поддержки ленты (22) для удержания стеночного элемента снизу, и опорные рамы (24) (см. фиг. 5). Опорные рамы (24) выполнены с возможностью поддерживать с возможностью вращения два ролика (21) и также поддерживать опорную плиту (23).
[0027] Ленточные устройства (20) для удержания стеночного элемента расположены на обеих сторонах (верхней стороне и нижней стороне) стеночного элемента (4), соответственно. Ленточные устройства (20) для удержания стеночного элемента выполнены с возможностью удерживать стеночный элемент (4) в направлении толщины своими соответствующими лентами (22) для удержания стеночного элемента. Поскольку два ролика (21) являются ведомыми роликами, каждая из лент (22) для удержания стеночного элемента движется циклическим образом вокруг таких двух роликов (21), следуя за подаваемым стеночным элементом (4), расположенным между полочными элементами (2), (3). Положение ленты (22) для удержания стеночного элемента, расположенной на верхней стороне стеночного элемента (4), можно регулировать в вертикальном направлении в соответствии с нужным размером двутаврового стального профиля, подлежащего изготовлению. Ниже в данном документе лента (22) для удержания стеночного элемента, расположенная на стороне верхней поверхности (одной стороне поверхности) относительно стеночного элемента (4), называется "верхней лентой (22А) для удержания стеночного элемента", и лента (22) для удержания стеночного элемента, расположенная на нижней стороне поверхности (другой стороне поверхности) относительно стеночного элемента (4), называется "нижняя лента (22В) для удержания стеночного элемента".
[0028] Как показано на увеличенном виде на фиг. 1, конец нижней ленты (22В) для удержания стеночного элемента на стороне ниже по ходу движения обеспечен кожухом (26). Кожуху (26) придана такая форма, что он может блокировать брызги, образованные непосредственно в точках сварки на стороне ниже по ходу движения, или брызги, образованные и затем отразившиеся от некоторых элементов, при этом кожух (26) выполнен из термостойкого материала, например металла. Кожух (26) может в достаточной степени защитить выполненную из полимера нижнюю ленту (22В) для удержания стеночного элемента от теплового воздействия образовавшихся капель. Причина, по которой нижняя лента (22В) для удержания стеночного элемента выходит за пределы верхней ленты (22А) для удержания стеночного элемента в направлении стороны ниже по ходу движения, будет описана ниже. Следует отметить, что при необходимости конец верхней ленты (22А) для удержания стеночного элемента на стороне ниже по ходу движения может быть закрыт.
[0029] Как показано на фиг. 1-3, 6, роликовое устройство (30) для удержания стеночного элемента включает в себя множество роликов (31), обеспеченных возможностью вращения вдоль верхней поверхности (одной поверхности) стеночного элемента (4) в направлении подачи (ниже в данном документе называемые "ролики (31) первой поверхности"), множество роликов (32), обеспеченных возможностью вращения вдоль нижней поверхности (другой поверхности) стеночного элемента (4) в направлении подачи (ниже в данном документе называемые "ролики (32) второй поверхности"), первую опорную раму (33), выполненную с возможностью поддерживать ролики (31) первой поверхности, и вторую опорную раму (34), выполненную с возможностью поддерживать ролики (32) второй поверхности. Первая опорная рама (33) проходит вдоль центральной линии (7) стеночного элемента (4) в направлении подачи на расстояние предварительно заданной длины и поддерживает ролики (31) первой поверхности на обеих сторонах первой опорной рамы (33) так, что ролики (31) первой поверхности расположены с интервалами в направлении подачи. Вторая опорная рама (34) также проходит вдоль центральной линии (7) стеночного элемента (4) в направлении подачи на расстояние предварительно заданной длины (в данном варианте осуществления меньшей, чем длина первой опорной рамы (33)), и поддерживает ролики (32) второй поверхности на обеих сторонах второй опорной рамы (34) так, что ролики (32) второй поверхности расположены с интервалами в направлении подачи. Ролики (31) (32) и опорные рамы (33), (34), описанные выше, расположены в положениях, чтобы не блокировать лазерное излучение в направлении точек (5), (6) сварки. Для роликов (31), (32) и опорных рам (33), (34), применен термостойкий материал, например, металл.
[0030] При помощи роликов (31) первой поверхности и роликов (32) второй поверхности роликовое устройство (30) для удержания стеночного элемента удерживает стеночный элемент (4) в направлении толщины в предварительно заданной области в направлении подачи, заключающей в себе по меньшей мере положения точек (5), (6) сварки. Чтобы сделать перекос стеночного элемента (4) относительно полочных элементов (2), (3) в положениях точек (5), (6) сварки в направлении подачи как можно меньшим, на обеих сторонах стеночного элемента (4) соответственно расположены комплекты из двух роликов (31Х) первой поверхности и комплекты из двух роликов (32Х) второй поверхности таким образом, что два ролика (31Х) первой поверхности расположены поперек центральной линии (7) в направлении подачи положений точек (5), (6) сварки, и два ролика (32Х) второй поверхности расположены поперек центральной линии (7) в направлении подачи положений точек (5), (6) сварки.
[0031] Боковые концы роликов (31) первой поверхности и боковые концы роликов (32) второй поверхности, обращенные к полочным элементам (2), (3), соответственно, расположены вдоль границ двух областей, на каждой из которых имеются рассеянные брызги из точек (5), (6) сварки в количестве, превышающем предварительно заданное значение. Количество рассеянных брызг можно определить как количество (массу) прилипших капель на единицу площади, где прилипшими брызгами являются брызгами, рассеянные и затем прилипшие к верхней поверхности или нижней поверхности стеночного элемента (4) в течение предварительно заданного периода времени сварки. В данном варианте осуществления даны объяснения для случая, когда вышеописанное предварительно заданное значение установлено равным нулю. Другими словами, такой случай является случаем, когда боковые концы роликов (31) первой поверхности и боковые концы роликов (32) второй поверхности, обращенные к полочным элементам (2), (3), соответственно, расположены вдоль границ областей (203), (204), где рассеянные бразги. Следует заметить, что ролики (31), (32), расположенные в положениях в направлении подачи, где брызги не рассеянные, фактически расположены максимально близко к боковым краям стеночного элемента (4), как показано на фиг. 2, 3, чтобы сделать перекос стеночного элемента (4) относительно полочных элементов (2), (3) как можно меньшим.
[0032] На фиг. 7А показан пример опорной конструкции для роликов (31) первой поверхности. Для роликов (31) первой поверхности применен подшипник качения, и опорная рама (33) содержит вал (36), проходящий через нее в направлении, перпендикулярном направлению подачи, и расположенный горизонтально. На валу (36) имеются четыре ролика (31A)-(31D) первой поверхности, установленные на нем с интервалами. На валу (36) вокруг его кольцеобразной поверхности между первым роликом (31А) и вторым роликом (31В), и между третьим роликом (31С) и четвертым роликом (31D) установлены циллиндрические муфты (37). Дополнительно, на валу (36) вокруг его кольцеобразной поверхности между вторым роликом (31В) и одной стороной поверхности первой опорной рамы (33), и между третьим роликом (31С) и другой боковой поверхностью первой опорной рамы (33), установлены короткие циллиндрические муфты (38). Дополнительно к этому, в кольцеобразных канавках, образованных на кольцеобразной поверхности вала (36), установлены стопорные кольца (39) в предварительно заданных положениях для фиксации положения роликов (31A)-(31D) в осевом направлении относительно первой опорной рамы (33). Как показано на фиг. 7В, муфты (37) можно заменить множеством роликов (31) первой поверхности, расположенных бок о бок. Длина контакта роликов (31) первой поверхности со стеночным элементом (4), как показано на фиг. 7В в качестве примера, в четыре раза превышает длину в примере на фиг. 7А.
[0033] Опорная конструкция для роликов (32) второй поверхности может быть сконфигурирована аналогично опорной конструкции для роликов (31) первой поверхности, поэтому она дополнительно подробно не описана.
[0034] В данном варианте осуществления, как показано на фиг. 1, первая опорная рама (33) выходит за пределы второй опорной рамы (34) на расстояние предварительно заданной длины в направлении стороны выше по ходу движения, и на ее удлинненном участке (35) на стороне выше по ходу движения также имеются расположенные на ней ролики (31). С другой стороны в ленточных устройствах (20) для удержания стеночного элемента конец нижней ленты (22В) для удержания стеночного элемента на стороне ниже по ходу движения выходит за пределы конца верхней ленты (22А) для удержания стеночного элемента, находящегося на стороне ниже по ходу движения, на предварительно заданную длину в направлении стороны ниже по ходу движения. В результате, стеночный элемент (4) удерживается в направлении толщины между: удлиненным участком (25) нижней ленты (22В) для удержания стеночного элемента и роликами (31) удлинненного участка (35) первой опорной рамы (33) на стороне выше по ходу движения. На нижней стороне поверхности стеночного элемента (4) область, где рассеянные брызги, является более узкой, чем та, которая находится на стороне верхней поверхности, благодаря тому обстоятельству, что брызги падают со стороны нижней поверхности. Поэтому возможно, что из-за закрытия конца нижней ленты (22В) для удержания стеночного элемента на стороне ниже по ходу движения кожухом (26), описанным выше, она должна выступать в положение ближе к точкам (5), (6) сварки относительно верхней ленты (22А) для удержания стеночного элемента. При такой конфигурации контакт роликов (32) со стеночным элементом (4) посредством линейного опирания образует дефекты на поверхности стеночного элемента (4) с меньшей вероятностью, чем контакт ленты (22В) для удержания стеночного элемента со стеночным элементом (4) посредством плоского опирания, таким образом улучшая качество изготовления двутаврового стального профиля. Следует отметить, что положения конца первой опорной рамы (33) на стороне выше по ходу движения и конца второй опорной рамы (34) на стороне выше по ходу движения могут быть совмещены в направлении подачи и что положения конца верхней ленты (22А) для удержания стеночного элемента на стороне ниже по ходу движения, и конца нижней ленты (22В) для удержания стеночного элемента на стороне ниже по ходу движения могут быть совмещены в направлении подачи. Конец верхней ленты (22А) для удержания стеночного элемента на стороне ниже по ходу движения и/или конец нижней ленты (22В) для удержания стеночного элемента на стороне ниже по ходу движения при необходимости могут быть закрыты крышкой (26).
[0035] Как показано на фиг. 2, 3, два прижимных валка (61), (62) расположены таким образом, что поверхности полочных элементов (2), (3) на сторонах, противоположных стороне стеночного элемента (4), прижимаются ими с обеих сторон вблизи точек (5), (6) сварки. Расстояние между такими двумя прижимными валками (61), (62) можно регулировать в соответствии с размером двутаврового стального профиля, подлежащего изготовлению.
[0036] Устройство (200) для лазерной сварки выполнено с возможностью лазерной сварки стыковочных участков концов стеночного элемента (4), расположенного встык с полочными элементами (2), (3), соответственно, для создания сварного соединения на пути подачи, на которое полочные элементы (2), (3) вместе со стеночным элементом (4) подаются устройством (100) подачи листа. В данном варианте осуществления устройство (200) для лазерной сварки испускает лучи лазера из двух лазерных головок (201), (202), расположеных на стороне верхней поверхности (одной стороне поверхности) стеночного элемента (4). Лазерные головки (201), (202) расположены так, что точки (5), (6) сварки находятся в аналогичных друг другу положениях в направлении подачи, однако лазерные головки (201), (202) облучают точки (5), (6) сварки лучами лазера в отличающихся друг от друга направлениях лучеиспускания для предотвращения интерференции лучей лазера между лазерными головками (201), (202). На фиг. 8А, 8В показан пример, в котором одна лазерная головка (201), выполненная с возможностью облучать один конец стеночного элемента (4) и один полочный элемент (2) лучом лазера для создания сварного соединения, наклонена ближе к стеночному элементу (4) в направлении стороны ниже по ходу движения, а также к стороне одного полочного элемента (2), и другая лазерная головка (202), выполненная с возможностью облучать другой конец стеночного элемента (4) и другой полочный элемент (3) лучом лазера для создания сварного соединения, наклонена ближе к стеночному элементу (4) в направлении выше по ходу движения сторона, а также к стороне другого полочного элемента (3). В результате две точки (5), (6) сварки находятся в аналогичных друг другу положениях в направлении подачи; тем не менее, две области разбрызгивания асимметричны относительно центральной линии (7) стеночного элемента (4), где области разбрызгивания включают в себя область (203) разбрызгивания, образованную от точки (5) сварки лазерной головкой (201), и область (204) разбрызгивания, образованную от точки (6) сварки лазерной головкой (202).
[0037] Вышеописанное расположение лазерных головок (201) (202) не является единственным расположением для образования двух областей разбрызгивания (203), (204), асимметричных относительно центральной линии (7) стеночного элемента (4). Например, когда лазерные головки (201), (202) расположены асимметрично относительно плоскости, совмещенной с центральной линией (7) перпендикулярно вверхней/нижней поверхностям стеночного элемента (4) и когда две точки сварки находятся в аналогичных друг другу положениях в направлении подачи, области разбрызгивания (203), (204) с высокой долей вероятности являются в итоге асимметричными относительно центральной линии (7) стеночного элемента (4). Кроме того, когда две точки (5), (6) сварки в положениях в направлении подачи отличаются друг от друга, области разбрызгивания (203), (204) являются также асимметричными относительно центральной линии (7) стеночного элемента (4).
[0038] На фиг. 9 представлен схематический вид, показывающий пример опорной конструкции для ленточных устройств (20) для удержания стеночного элемента, роликовое устройство (30) для удержания стеночного элемента, направляющие валки (16) и тому подобное. Опорные рамы (24) ленточного устройства (20) для удержания стеночного элемента, расположенные на верхней стороне относительно стеночного элемента (4), поддерживаются рамами (43), (45) устройства, соответственно, снабженными домкратным механизмом или тому подобным (не показан), выполненным с возможностью регулировки высоты участка, включающего в себя верхнюю ленту (22А) для удержания стеночного элемента. Опорные рамы (24) ленточного устройства (20) для удержания стеночного элемента, расположенные на нижней стороне стеночного элемента (4), поддерживаются рамами (42), (44) устройства, соответственно. Первая опорная рама (33) роликового устройства (30) для удержания стеночного элемента поддерживается рамой (43) устройства, и другая рама (41) устройства, снабженная домкратным механизмом или тому подобным (не показан), выполнена с возможностью регулировки высоты первой опорной рамы (33). Вторая опорная рама (34) роликового устройства (30) для удержания стеночного элемента поддерживается рамой (41) устройства. Направляющие валки (16) поддерживаются с возможностью вращения рамами (41), (43), (44) устройства, соответственно. В частности, направляющие валки (16) на верхней стороне выполнены с возможностью удерживать верхние концы полочных элементов (2), (3), поддерживаемых рамами (41), (43), (44) устройства, соответственно, так, что положение каждого из верхних направляющих валков (16) по высоте можно регулировать.
[0039] Когда двутавровый стальной профиль изготовлен устройством (1) для изготовления сварного стального профиля, включающим в себя вышеописанную конструкцию, сначала полочные элементы (2), (3) и стеночный элемент (4), расположенные так, чтобы образовать двутавровое сечение, поставляют на стороне выше по ходу движения к ленточным приводным устройствам (10) и к ленточным устройствам (20) для удержания стеночного элемента, в то время как бесконечные ленты (15) ленточных приводных устройств (10) заставляют перемещаться циклически. Полочные элементы (2), (3) и стеночный элемент (4) затем подают в роликовое устройство (30) для удержания стеночного элемента так, что они располагаются, образуя двутавровое сечение.
[0040] Когда полочные элементы (2), (3) и стеночный элемент (4) достигают роликового устройства (30) для удержания стеночного элемента, стеночный элемент (4) удерживается роликами (31), (32) первой и второй поверхности в вертикальном направлении поперек точек (5), (6) сварки в направлении подачи, и полочные элементы (2), (3) удерживаются прижимными валками (61), (62) в поперечном направлении вблизи точек (5), (6) сварки. В состоянии, когда они удерживаются между роликами (31), (32), а также между валками (61), оба боковых края стеночного элемента (4) последовательно приваривают лазером с помощью устройства (200) для лазерной сварки к двум полочным элементам (2), (3) соответственно для создания сварного соединения.
[0041] Приваренные лазером полочные элементы (2), (3) и стеночный элемент (4) подают в направлении стороны ниже по ходу движения с помощью роликового устройства (30) для удержания стеночного элемента и затем подают дальше в направлении стороны ниже по ходу движения другой парой ленточных приводных устройств, расположенных дальше на стороне ниже по ходу движения, и потом подвергают предварительно заданной обработке (например, исправлению сварочных деформаций, удалению нагара и тому подобному).
[0042] В соответствии с устройством (1) для изготовления сварного стального профиля и способом по вариантам осуществления, описанным выше, стеночный элемент (4) удерживается между множеством верхних и нижних роликов (31), (32) и, таким образом, положения стыков стеночного элемента (4), расположенного встык с полочными элементами (2), (3), могут поддерживаться так, что положения стыков не отклоняются от требуемых положений. Длина контакта между роликами и стеночным элементом может выбираться индивидуально, и монтажные положения роликов могут устанавливаться индивидуально. Благодаря возможности такой регулировки в положениях по направлению подачи, в которых ролики легко подвержены прилипанию рассеянных брызг и тепловому воздействию, создаваемому от точек (5), (6) сварки, ролики (31), (32) могут располагаться ближе к центральной линии (7) стеночного элемента (4) и дальше от точек (5), (6) сварки. С другой стороны, в положениях по направлению подачи, в которых ролики незначительно подвергаются прилипанию рассеянных брызг и тепловому воздействию, создаваемому от точек (5), (6) сварки, ролики (31), (32) могут располагаться так, чтобы удерживать стеночный элемент (4) в положениях, максимально близких к боковым краям стеночного элемента (4). В результате, стеночный элемент (4) может удерживаться роликами (31), (32) в областях, где они незначительно подвергаются прилипанию рассеянных брызг и тепловому воздействию, создаваемому от точек (5), (6) сварки, и так, что положения стыков стеночного элемента (4), расположенного встык с полочными элементами (2), (3), не отклоняются от требуемых положений. Это было бы невозможно, если бы стеночный элемент удерживался бесконечными лентами, как в предыдущих примерах.
[0043] В устройстве для изготовления сварного стального профиля (1), в качестве варианта осуществления боковые концы роликов (31) (32) первой и второй поверхности, обращенные к полочным элементам (2), (3), расположены вдоль границ пары областей (203), (204), на каждой из которых имеются рассеянные брызги. В результате, в положениях, максимально близких к его боковым краям, участки стеночного элемента (4) могут удерживаться роликами (31), (32) таким образом, что ролики (31), (32) практически не подвергаются налипанию брызг, рассеиваемых из точек (5), (6) сварки.
[0044] Другие варианты осуществления
В варианте осуществления, описанном выше, боковые концы роликов (31), (32) первой и второй поверхности, обращенные к полочным элементам (2), (3), расположены вдоль границ двух областей, каждая из которых содержит рассеянные брызги из точек (5), (6) сварки в количестве, превышающем предварительно заданное значение (ноль). Однако вместо этого боковые концы могут располагаться вдоль границ пары областей, каждая из которых подвергается тепловому воздействию, создаваемому от точек (5), (6) сварки, в количестве, превышающем предварительно заданное значение. Уровень теплового воздействия, создаваемого от точек (5), (6) сварки, может определяться как количество тепла, принимаемого роликами (31), (32) в положениях от источников тепла в пределах предварительно заданного периода времени сварки. Областями, где уровень теплового воздействия, создаваемого от точек (5), (6) сварки, превышает предварительно заданное значение, могут быть, например, области, где температура роликов (31), (32) превышает максимально допустимую температуру.
[0045] В варианте осуществления, описанном выше, стеночный элемент (4) удерживается ленточными устройствами (20) для удержания стеночного элемента на стороне выше по ходу движения и удерживается роликовым устройством (30) для удержания стеночного элемента на стороне ниже по ходу движения. Однако ленточные устройства (20) для удержания стеночного элемента можно исключить, и только одно роликовое устройство (30) для удержания стеночного элемента может удерживать стеночный элемент (4) на стороне выше по ходу движения и стороне ниже по ходу движения.
[0046] На фиг. 1, обе лазерные головки (201), (202) расположены на верхней стороне относительно стеночного элемента (4). Однако лазерные головки могут располагаться на отличающихся друг от друга сторонах относительно стеночного элемента (4).
[0047] На прилагаемых чертежах ролики (31) первой поверхности и ролики (32) второй поверхности находятся в положениях, аналогичных друг другу, если смотреть сверху. Однако ролики могут находиться в отличающихся друг от друга положениях, если смотреть аналогичным образом.
[0048] В описанном выше варианте осуществления, как показано на фиг. 7А, 7В, вал (36) зафиксирован относительно опорной рамы (33) в осевом направлении. Однако вал (36) может быть регулируемым в осевом направлении относительно опорной рамы (33). На фиг. 7С показан пример, в котором в опорной раме (33) с наружной стороны в горизонтальном направлении к валу (36) и перпендикулярно направлению подачи выполнено отверстие (52) с резьбой, проходящее насквозь так, что в отверстие (52) с резьбой вводится болт (51) для фиксации положения вала (36) в осевом направлении. Такая конфигурация удобна для размещения двух роликов (31), которые асимметричны относительно центральной линии (7). Конфигурация может применяться для второй опорной рамы (34) и для роликов (32) второй поверхности аналогичным образом.
[0049] Применение в промышленности
Настоящее изобретение может, например, применяться к устройству и способу изготовления сварного двутаврового стального профиля.
[0050] (Ссылочные позиции)
1 Устройство для изготовления сварного стального профиля
2 Полочный элемент
3 Полочный элемент
4 Стеночный элемент
5 Точка сварки
6 Точка сварки
7 Центральная линия стеночного элемента
30 Роликовое устройство для удержания стеночного элемента (устройство для удержания стеночного элемента)
31 Ролики первой поверхности
32 Ролики второй поверхности
33 Первая опорная рама
34 Вторая опорная рама
100 Устройство подачи листа
200 Устройство для лазерной сварки
203 Область разбрызгивания
204 Область разбрызгивания
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СТАЛЬНОГО ПРОФИЛЯ | 2016 |
|
RU2671036C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ С ПОМОЩЬЮ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2563067C2 |
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| СПОСОБ И УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ ЛИСТОВЫХ ЭЛЕМЕНТОВ ДЛЯ СВАРКИ ВСТЫК | 2005 |
|
RU2440225C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ВСТЫК ТОНКИХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ БЕЗ ПРИСАДОЧНЫХ МАТЕРИАЛОВ ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЗАЖИМНЫХ ПРИЖИМНЫХ УСТРОЙСТВ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПРИЖИМНОГО ЭЛЕМЕНТА, ПРИГОДНОГО ДЛЯ СОЗДАНИЯ ДВУХ ИЛИ БОЛЕЕ РАЗЛИЧНЫХ УРОВНЕЙ ДАВЛЕНИЯ | 2007 |
|
RU2432243C2 |
| ЛАЗЕРНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2664583C2 |
| СИСТЕМЫ И СПОСОБЫ ЛАЗЕРНОЙ РЕЗКИ | 2019 |
|
RU2804235C2 |


Изобретение относится к области изготовления стального профиля посредством лазерной сварки. С помощью устройства для лазерной сварки приваривают боковые края стеночного элемента (4) к двум полочным элементам (2, 3), при этом стеночный элемент удерживают роликовым устройством (30), которое содержит множество роликов (31) первой поверхности, которые вращаются вдоль одной поверхности стеночного материала и расположены с интервалами в направлении транспортировки, и множество роликов (32) второй поверхности, которые вращаются вдоль другой поверхности стеночного материала и расположены с интервалами в направлении транспортировки. При этом для участка, на котором зажат стеночный элемент, обеспечивается условие плохого прилипания брызг, рассеянных из точек сварки, или условие, при котором он не подвергается нагреву от точек сварки. Использование изобретения позволяет повысить качество изготовления сварного стального профиля. 4 н.п. ф-лы, 12 ил.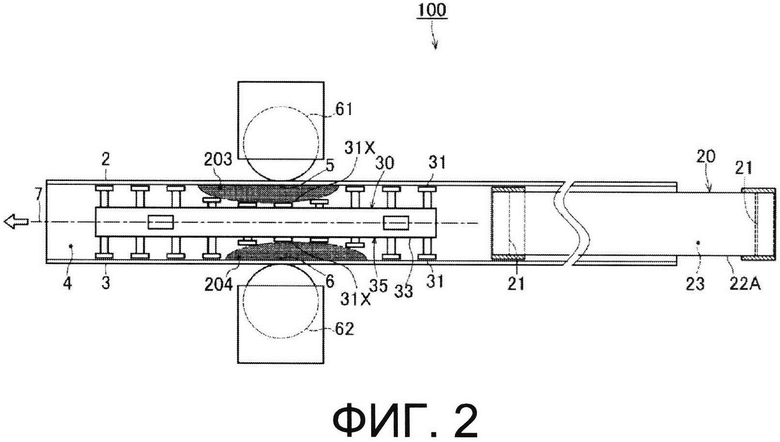
1. Устройство для изготовления сварного стального профиля, содержащее
устройство для подачи листа, выполненное с возможностью подачи двух полочных элементов, расположенных параллельно друг к другу, и стеночного элемента, помещенного между ними таким образом, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов, и
устройство для лазерной сварки, выполненное с возможностью лазерной сварки стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами, и с возможностью осуществления сварного соединения на пути подачи, по которому стеночный элемент вместе с двумя полочными элементами подаются устройством подачи листа,
при этом упомянутое устройство подачи листа содержит
устройство для удержания стеночного элемента, включающее в себя
множество роликов первой боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и
множество роликов второй боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки,
и выполненное с возможностью удержания стеночного элемента с помощью множества роликов первой боковой поверхности и множества роликов второй боковой поверхности в направлении подачи в предварительно заданном диапазоне, содержащем в себе по меньшей мере положения точек сварки по направлению подачи,
причем указанные множество роликов первой боковой поверхности и множество роликов второй боковой поверхности содержат ролики, боковые концы которых, обращенные к двум полочным элементам, соответственно, расположены вдоль границ двух областей, на каждой из которых возможно наличие брызг, рассеянных из указанных точек сварки, в количестве, превосходящем предварительно заданное значение.
2. Устройство для изготовления сварного стального профиля, содержащее
устройство для подачи листа, выполненное с возможностью подачи двух полочных элементов, расположенных параллельно друг к другу, и стеночного элемента, помещенного между ними таким образом, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов, и
устройство для лазерной сварки, выполненное с возможностью лазерной сварки стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами, и с возможностью осуществления сварного соединения на пути подачи, по которому стеночный элемент вместе с двумя полочными элементами подаются устройством подачи листа,
при этом упомянутое устройство подачи листа содержит
устройство для удержания стеночного элемента, включающее в себя
множество роликов первой боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и
множество роликов второй боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки,
и выполненное с возможностью удержания стеночного элемента с помощью множества роликов первой боковой поверхности и множества роликов второй боковой поверхности в направлении подачи в предварительно заданном диапазоне, содержащем в себе по меньшей мере положения точек сварки по направлению подачи,
причем указанные множество роликов первой боковой поверхности и множество роликов второй боковой поверхности содержат ролики, боковые концы которых, обращенные к двум полочным элементам, соответственно, расположены вдоль границ двух областей, каждая из которых подвержена тепловому воздействию от указанных точек сварки в количестве, превосходящем предварительно заданное значение.
3. Способ изготовления сварного стального профиля, включающий
подачу двух полочных элементов, расположенных параллельно друг к другу, и стеночного элемента, помещенного между ними таким образом, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов,
лазерную сварку стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами с созданием сварного соединения на пути подачи стеночного элемента с двумя полочными элементами, и с осуществлением изготовления сварного стального профиля,
при этом
стеночный элемент удерживают в направлении подачи в предварительно заданном диапазоне, содержащем в себе по меньшей мере положения точек сварки по направлению подачи с помощью множества роликов первой боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и с помощью множества роликов второй боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки,
причем указанные множество роликов первой боковой поверхности и множество роликов второй боковой поверхности содержат ролики, боковые концы которых, обращенные к двум полочным элементам, соответственно, расположены вдоль границ двух областей, на каждой из которых возможно наличие брызг, рассеянных из указанных точек сварки в количестве, превосходящем предварительно заданное значение.
4. Способ изготовления сварного стального профиля, включающий
подачу двух полочных элементов, расположенных параллельно друг к другу, и стеночного элемента, помещенного между ними таким образом, что стеночный элемент пристыкован перпендикулярно к каждому из двух полочных элементов,
лазерную сварку стыковочных участков концов стеночного элемента, расположенных встык с двумя полочными элементами с созданием сварного соединения на пути подачи стеночного элемента с двумя полочными элементами, и с осуществлением изготовления сварного стального профиля,
при этом
стеночный элемент удерживают в направлении подачи в предварительно заданном диапазоне, содержащем в себе по меньшей мере положения точек сварки по направлению подачи с помощью множества роликов первой боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по одной поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки, и с помощью множества роликов второй боковой поверхности, расположенных с интервалами в направлении подачи с возможностью вращения по другой поверхности стеночного элемента в положении, не блокирующем лазерное излучение в направлении точек сварки,
причем указанные множество роликов первой боковой поверхности и множество роликов второй боковой поверхности содержат ролики, боковые концы которых, обращенные к двум полочным элементам, соответственно, расположены вдоль границ двух областей, каждая из которых подвержена тепловому воздействию от указанных точек сварки в количестве, превосходящем предварительно заданное значение.
| JPS 58138573 A, 17.08.1983 | |||
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2287418C2 |
| JP 2011083781 A, 28.04.2011 | |||
| JP 2009119485 A, 04.06.2009 | |||
| JP 2007190589 A, 02.08.2007. | |||

