Область техники
Изобретение относится к области лазерной сварки, а именно к лазерной сварке нефтяных стальных труб, используемых на буровых платформах при вертикальной или наклонной проходке скважины, в том числе и при ремонте участков трубы без предварительной подготовки кромки трубы после ее обрезания роликовым труборезом.
Предшествующий уровень техники
Лазерная сварка металлов получила заслуженное признание в промышленности благодаря качеству и широкому классу свариваемых материалов. Для сварки труб лазеры также применяются с успехом. Однако есть особенности, которые связаны с условиями проведения сварки. В цехе эта задача решена. А вот при работе в сложных климатических условиях, в северных широтах, при низких температурах и в условиях реальной буровой платформы еще остаются нерешенные проблемы. Прежде всего это эффективность процесса обслуживания, качество и время сварки нефтяных стальных труб. Ввиду низких температур и требуемой энергии часто используют гибридную сварку, сочетая дуговую, газовую с конечной обработкой сварного шва лазером. При этом теряются все достоинства эффективности лазерной сварки, процесс усложняется и оставляет желать лучшего.
Известно изобретение RU №2548842 С1 на модуль лазерно-дуговой для орбитальной сварки неповоротных кольцевых стыков труб, содержащий направляющий пояс, подвижную орбитальную каретку, установленную на направляющем поясе с возможностью перемещения вдоль направляющего пояса. На каретке установлены датчик слежения за стыком, механизм подачи проволоки и манипулятор. На поперечную направляющую установлены лазерная головка, дуговая сварочная горелка, камера видеонаблюдения и контроллер. Недостатком устройства является ограниченная область применения данного способа и устройства, предназначенных для неповоротных труб, из-за массивности и сложности орбитальной каретки для работы с габаритными трубами. Модуль сложно применить для сварки в условиях буровой при сварке вертикальных обсадных труб и, тем более, имеет все присущие недостатки гибридного способа сварки, ввиду недостаточной мощности лазерной установки.
Известно изобретение RU №2441738 С2 на орбитальный держатель устройства стыковой сварки труб, содержащий одну сварочную тележку, на которой установлены сварочные головка и горелка. Орбитальный держатель содержит два элемента в виде кольцевых сегментов, окружающих свариваемые трубы и выполненных с возможностью соединения друг с другом в процессе их сварки и размыкания, при этом держатель выполнен с возможностью поступательного перемещения вдоль формируемого трубопровода и с возможностью перемещения и позиционирования сварочного устройства вдоль плоскости стыка между свариваемыми трубами. Недостатком устройства является ограниченная область применения данного способа и устройства, предназначенных для неповоротных труб, из-за массивности сварочной тележки. Модуль сложно применить для сварки в условиях буровой при сварке вертикальных обсадных труб и, тем более, имеет все присущие недостатки гибридного способа сварки, ввиду недостаточной мощности лазерной установки.
Известно изобретение RU №2147664 С1 на способ бурения скважин, при котором осуществляют последовательное неразъемное присоединение бурильных труб к бурильной колонне по мере ухода бура на глубину и последовательное отсоединение бурильных труб от бурильной колонны при выводе бура на поверхность после бурения, отличающийся тем, что соединение бурильных труб выполняют лазерной сваркой, а отсоединение ведут лазерной резкой за один проход, причем лазерную сварку бурильных труб ведут одновременно с бурением, при этом осуществляют винтовое вращение бурильных труб вокруг собственной оси, а лазерный луч во время сварки опускают по мере опускания бурильной колонны. Недостатки способа: при бурении скважины буровая установка подвергается сильным продольным и поперечным вибрациям, это усложняет слежение лазерным пучком стыка вращаемых труб и приводит к низкому качеству сварного шва и дефектам. Отсутствует возможность дефектоскопии труб в области сварного соединения.
Известна группа изобретений RU 2630327 C1, относится к способу соединения и разъединения труб для добычи битуминозной нефти и устройству для лазерной стыковой сварки и резки труб. Способ соединения и разъединения труб для добычи битуминозной нефти включает спуск труб в скважину с соединением лазерной сваркой и подъем труб с разъединением лазерной резкой за один оборот вокруг места соединения. При этом применяют трубы из низкоуглеродистой стали. Трубы оснащены по верхнему краю кольцевыми упорами, позволяющими при взаимодействии с устьевым оборудованием взаимодействовать лазерной сваркой и резкой так, чтобы луч лазера сварки или резки располагался в зоне стыка труб при вращении вокруг свариваемых или разрезаемых труб. При спуске в скважину первую стыкуемую трубу фиксируют устьевым оборудованием от осевого перемещения и поворота, ограничивая вылет из скважины ее кольцевым упором. Вторую трубу стыкуют торец в торец с первой трубой. После этого область стыка охватывают устройством лазерной сварки, ориентируясь на упор первой трубы, с возможностью вращения со скоростью, позволяющей качественно и герметично сварить стыкуемые трубы. При первом вращении устройства лазерной сварки производят контроль расположения стыка. При втором вращении сваривают лазером стык труб, после чего производят обследование качества сварного шва. Трубы спускают и вторую трубу фиксируют благодаря ее кольцевому упору в устьевом оборудовании. Процесс сварки труб повторяют до спуска всех свариваемых труб в скважину. При извлечении из скважины труб первую с края трубу извлекают, а вторую фиксируют устьевым оборудованием от осевого перемещения и поворота, ограничивая вылет из скважины ее кольцевым упором. После этого область стыка охватывают устройством лазерной резки, ориентируясь на упор второй трубы, с возможностью вращения со скоростью, позволяющей качественно разрезать стыкуемые трубы. При вращении устройства лазерной резки разрезают лазером трубы. Первую трубу отправляют на стеллажи для труб, а вторую извлекают из скважины. Фиксируют следующую трубу в устьевом оборудовании. Процесс резки труб повторяют до извлечения необходимого количества труб из скважины. Недостатком этой группы изобретений является сварка специально подготовленных труб с наличием упорных колец на внешней стороне трубы, что резко снижает область применения способа и делает невозможным сварку и резку стандартных обсадных труб без кольцевого упора. Также требуется два медленных обхода трубы, первый - для оцифровки и введения данных в вычислительную программу о границе кромок совмещенных труб для привязки сварочного процесса к периметру кромок по всей его длине, а второй - для самого процесса сварки, что замедляет процесс. Орбитальный механизм движется по всем неровностям трубы и вибрирует из-за приводных контактирующих с трубой роликов, что приводит к случайным скачкам и отрицательно сказывается на качестве сварки. Расположение обхватов вблизи кромок создает при сварке попадание брызг на ролики и засоряет их, а также не обеспечивает достаточного усилия для удержания контакта труб и может привести к их неконтролируемому смещению, возникнет недопустимый косой зазор при сварке и качество не будет достигнуто. Кроме того, для качественной лазерной сварки и резки обычно используют разные специализированные головки, здесь же делают одной и той же, что не может сказаться на качестве кромки после обрезания сварочной лазерной головкой, которую далее предлагают снова применить при повторной сварке, отрезанной таким образом трубы. Более того при такой обрезке предлагают отвести устройства 22 и 23 - это сопло с защитным газом для отсекания продуктов и брызг металла при сварке. Сопла не выдувают и не выжигают расплавленный металл из шва, а только сдувают продукты сварки в сторону для защиты оптики лазерной головки. А без сильной струи воздуха (кислорода), которая имелась бы в режущей лазерной головке, резка пучком лазера сварочной головкой малоэффективна и некачественная. Качество сварного шва предлагают определять дефектоскопом после сварки, но не указывают как, и тем более, при снятом орбитальном механизме, и что надо делать при обнаружении дефекта, как его локализовать в дальнейшем ликвидировать. На сварку и резку вертикальных расположенных нефтяных стальных труб действие изобретения не распространяют, и, со всей очевидностью, эта реализация невозможна ввиду перечисленных выше недостатков.
Предлагаемое изобретение лишено указанных выше недостатков, может быть использовано для качественной сварки нефтяных стальных труб, в том числе и обсадных, и насосно-компрессорных в вертикальных или наклонных буровых скважинах.
Раскрытие изобретения
В настоящем изобретении предлагаются способ лазерной сварки, а также устройство и систему на его основе для сварки встык нефтяных стальных труб с прямым торцом, в реальных условиях на буровой платформе при вертикальной или наклонной проходке скважины, в том числе и при замене участков труб после их обрезания роликовым труборезом. Техническим результатом является повышение качественных и прочностных характеристик сварного соединения стальных труб, скорости сварки и эффективности сварочного процесса, не требующего специальной предварительной подготовки и оснащения стенок труб профилированными элементами, кольцами, утолщениями, втулками и тому подобное.
Предлагается способ орбитальной лазерной сварки нефтяных стальных труб, выполняемый за один обход по кромке стыка свариваемых труб при формировании сварного шва, отличающийся тем, что используют стальные трубы с прямой кромкой плоскости торца, а также трубы после обрезания роликом при ремонте участка скважины, а механический контакт свариваемых в торце труб обеспечивают их осевым совмещением, при котором нижнюю трубу фиксируют устьевым обхватом в буровой скважине и оставляют свободный конец для лазерной сварки, а верхнюю трубу подводят к нижней сверху, как свободно подвешенную трубу, но только после предварительной установки и фиксации сварочного аппарата на свободном конце нижней трубы, который монтируют на трубу посредством двухсегментного кольцевого нижнего обхвата, таким образом, чтобы вращающийся бесконтактно с трубой над этим обхватом соосный лазерный односегментный орбитальный модуль сварочного аппарата способен был автоматически совершить, по меньшей мере, полный оборот вокруг нижнего обхвата и находиться от кромки вдоль трубы на оптимальном расстоянии, таком, чтобы радиально подводимый лазерный пучок от расположенного в орбитальном модуле излучателе, в виде радиально подвижной сварочной лазерной головки с автоматически подаваемой в зону плавки присадочной проволокой, был бы частично совмещен на кромке вместе с присадочной проволокой в области перетяжки пучка при сварке; после такой точной предварительной оптической настройке излучателя на кромку нижней трубы, без необходимости его предварительного полного обхода и прицеливания на периметр кромки нижней трубы, и выполняют опускание верхней трубы до контакта с торцом нижней; далее осуществляют обхват и фиксацию конца верхней трубы аналогичным двухсегментным верхним обхватом соосным с нижним и жестко скрепленным с ним стальной силовой (для удержания соосности свариваемых труб) дугообразной конструкцией, причем она расположена снаружи и за пределами орбитального модуля и не ограничивает его вращение и обеспечивает его соосность с захватами; далее выполняют намотку висящей сбоку на корпусе силовой конструкции петли энергетического защитного кабель-канала, в том числе его компонент - электрооптических кабелей, на барабан орбитального модуля в его верхней части, путем автоматического поворота этого модуля на один, по меньшей мере, полный оборот и в таком исходном положении, с намотанным кабель-каналом, начинают осуществлять лазерную сварку в процессе полного автоматического обратного поворота орбитальной части сварочного аппарата, при разматывании кабель-канала с барабана, и по окончании процесса формирования сплошного сварного шва, по меньшей мере за один проход, освобождают трубы от обхватов сварочного аппарата и отводят его в сторону, как исходно подвешенного на тросе лебедки (тельфера).
Также предлагается устройство на основе данного способа - сварочный аппарат для автоматической лазерной сварки стальных труб, который содержит поворотный односегментный орбитальный модуль в виде сварного полого цилиндра из листовой стали с секторным вырезом по боковой образующей и свободным пространством в центре для размещения и снятия с труб, при возможном совмещении его оси с осями свариваемых труб, ниже основании которого, монтируют двухсегментный кольцевой механический нижний обхват, соосно с которым свободно поворачивают орбитальный модуль, а сам нижний обхват замыкают на трубе торчащей и зафиксированной в устье скважины; для жесткого захвата и фиксации контактирующих свариваемых торцами труб используют аналогичный верхний обхват, жестко и соосно скрепленный с нижним обхватом посредством корпуса стальной сварной силовой (для удержания соосности свариваемых труб) дугообразной несущей конструкции, причем она расположена снаружи и за пределами орбитального модуля, удерживая его на оси и не ограничивая вращение, приводимое в действие поворотным орбитальным приводом, закрепленным на корпусе несущей конструкции; внутри орбитального модуля размещают радиально подвижную сварочную лазерную головку с радиальным приводом, с автоматически подаваемой с катушки присадочной проволокой и соплом перекрестного сжатого воздуха для отсекания от головки продуктов плавления металлов, причем лазерная головка также имеет продольный привод вдоль трубы для точной настройки на кромку нижней трубы по датчику положения после установки сварочного аппарата на нижнюю трубу; в верхней части корпуса орбитального модуля имеется секция в виде барабана для намотки защитного кабель-канала, по магистралям которого поступают: сжатый воздух в сопло, электрическая энергия для питания электроприводов подвижных механизмов и лучевая для лазерной головки, а также сигналы управления и телеметрии с датчика положения для автоматизации процесса сварки по командам центрального процессора в блоке управления и с выносного пульта оператора; сам же кабель-канал подводят дистанционно от модуля лазера, находящегося климатической камере.
Также предлагается на основе данного способа - которая содержит поворотный односегментный орбитальный модуль в виде сварного полого цилиндра из листовой стали с секторным вырезом по боковой образующей и свободным пространством в центре для размещения и снятия с труб, при возможном совмещении его оси с осями свариваемых труб, ниже основании которого, монтируют двухсегментный кольцевой механический нижний обхват, соосно с которым свободно поворачивают орбитальный модуль, а сам нижний обхват замыкают на трубе торчащей и зафиксированной в устье скважины; для жесткого захвата и фиксации контактирующих свариваемых торцами труб используют аналогичный верхний обхват, жестко и соосно скрепленный с нижним обхватом посредством корпуса стальной сварной силовой (для удержания соосности свариваемых труб) дугообразной несущей конструкции, причем она расположена снаружи и за пределами орбитального модуля, удерживая его на оси и не ограничивая вращение, приводимое в действие поворотным орбитальным приводом, закрепленным на корпусе несущей конструкции; внутри орбитального модуля размещают радиально подвижную сварочную лазерную головку с радиальным приводом, с автоматически подаваемой с катушки присадочной проволокой и соплом перекрестного сжатого воздуха для отсекания от головки продуктов плавления металлов, причем лазерная головка также имеет продольный привод вдоль трубы для точной настройки на кромку нижней трубы по датчику положения после установки сварочного аппарата на нижнюю трубу; в верхней части корпуса орбитального модуля имеется секция в виде барабана для намотки защитного кабель-канала, по магистралям которого поступают: сжатый воздух в сопло, электрическая энергия для питания электроприводов подвижных механизмов и лучевая для лазерной головки, а также сигналы управления и телеметрии с датчика положения для автоматизации процесса сварки по командам центрального процессора в блоке управления и с выносного пульта оператора; сам же кабель-канал подводят дистанционно от модуля твердотельного лазера с диодной накачкой и/или от волоконного лазера, находящегося климатической камере.
Другие преимущества и отличительные особенности предложенного изобретения станут очевидными из нижеследующего описания предпочтительных вариантов его осуществления, приведенных со ссылкой на прилагаемые чертежи, что иллюстрируется ниже на фигурах и в их кратком описании.
Краткое описание чертежей
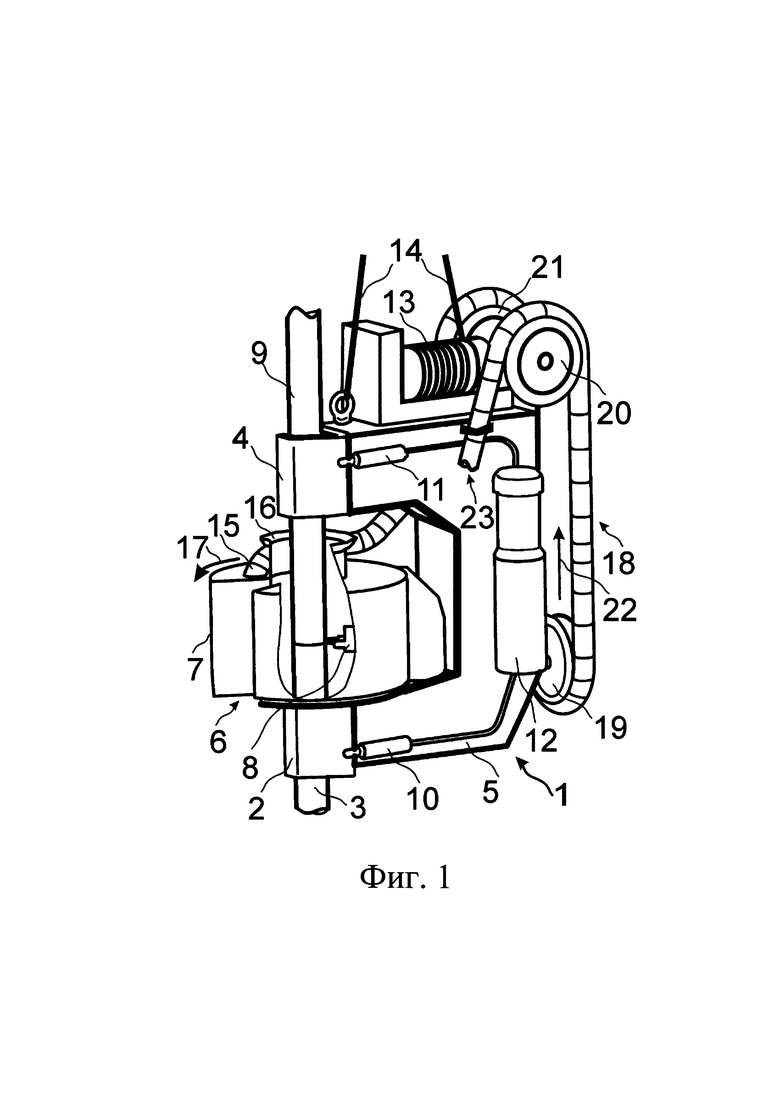
Фиг. 1 - общий вид сварочного аппарата, закрепленного на вылете нижней трубы и удерживающего соосно верхнюю привариваемую по стыку трубу, с местным графическим разрезом на орбитальном модуле в области сварки.
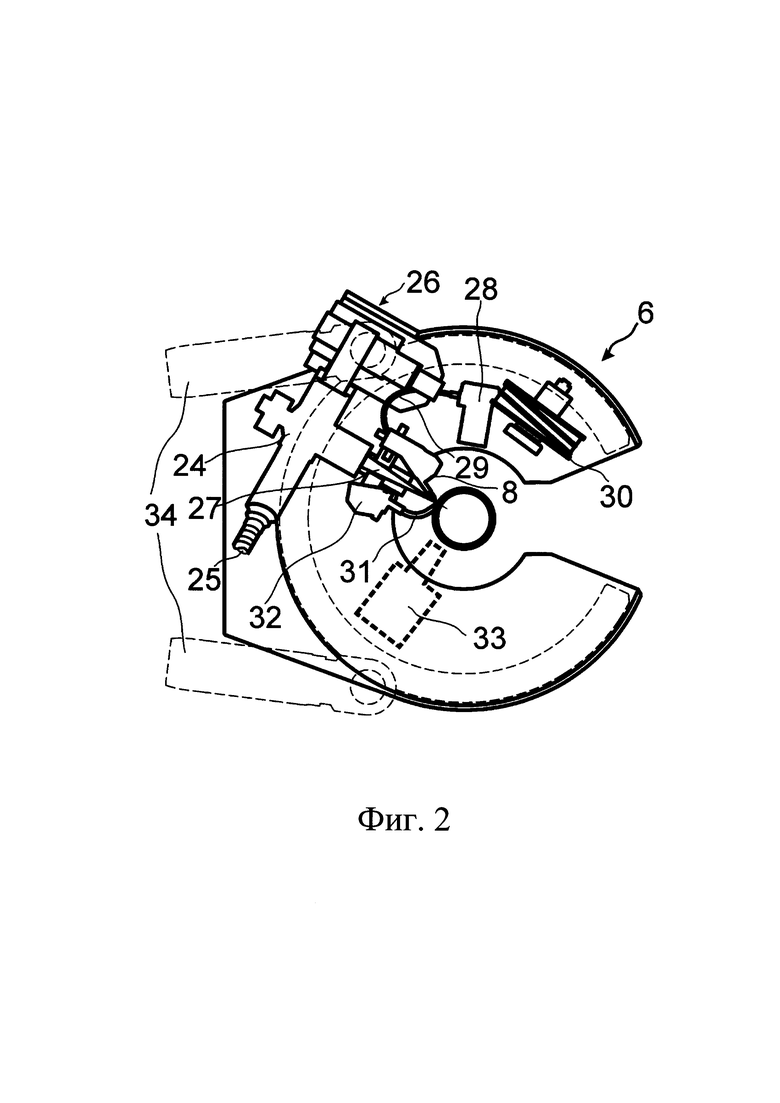
Фиг. 2 - сварочный орбитальный модуль в радиальном сечении.
Осуществление изобретения
Для монтажа нефтяных стальных труб на буровой платформе используют оборудование для удержания труб в устье скважины и подачи новых монтируемых труб. Д ля монтажа сваркой свободно подвешенную верхнюю трубу на тросе подводят к стыку удерживаемой нижней трубы, на вылете которой предварительно закрепляют лазерный сварочный аппарат (вид 1, фиг. 1) посредством нижнего обхвата 2 свободного вылета нижней трубы 3. Нижний обхват 2 жестко и соосно скреплен с верхним 4 дугообразным корпусом 5 несущей конструкции, на нем же смонтирован орбитальный модуль 6. Секторный вырез по образующей 7 позволяет устанавливать и снимать орбитальный модуль, и сам сварочный аппарат в месте сварки, таким образом, чтобы кромка нижней трубы была в центральной области орбитального модуля, где установлена лазерная головка с механизмом 8 подачи присадочной проволоки.
Существенно, что осуществляют оптическую настройку лазерного пучка с выхода лазерной головки на кромку нижней трубы в два этапа: сначала «грубо» в область сварки в пределах ±40 мм от края кромки, при установке и фиксации нижнего обхвата, и затем «точно», путем автоматического смещения лазерной головки вдоль трубы внутри орбитального односегментного модуля по данным датчика положения. Далее верхнюю трубу 9, подвешенную на тросе, подводят соосно к стыку нижней, совмещая кромки торцов и зажимают ее верхним обхватом 4. Точную настройку на кромку, можно проводить как до опускания верхней трубы 9, так и после ее фиксации верхним обхватом 4.
На корпусе 5 монтируют гидравлические приводы обхватов - манипуляторы 10 и 11, нижнего и верхнего обхвата, соответственно, приводимые в движение посредством гидрокомпрессора 12. В верхней части корпуса 5 монтируют лебедку 13 (тельфер), который через трос 14 подвешен к крану буровой платформы и позволяет устанавливать в область сварки и затем снимать сварочный аппарат 1.
В исходном положении после фиксации стыка труб обхватами 2 и 4, орбитальный модуль 6 находится в положении, как показано на фиг. 1, со свободным от защитного кабель-канала 15 барабаном 16 для его намотки при повороте в сторону стрелки 17. При этом исходном состоянии барабана, на задней стенке корпуса 5 несущей конструкции 5 кабель-канал образует петлю 18 между роликами 19-21 с подтяжкой механизмом (внутри корпуса 5) натяжения ролика 19 при его движении по направлению 22 (при вращении барабана 16) и при фиксации входной части 23 на корпусе 5. По мере намотки кабель-канала 15 на барабан 16 петля 18 уменьшается и орбитальный модуль, выполнив быстрый, ускоренный поворот не менее, чем на один оборот, приходит в исходное положение - начала сварки без особой потери времени, за несколько секунд.
Существенно, что кабель-канал 15 фиксируют подвижно на корпусе несущей конструкции 5 и часть его в виде весящей на корпусе петли 18 для намотки на барабан 16 натягивают на ее задней стенке с регулируемым натяжением, препятствующим обвисанию кабеля при намотке (или при обратном ходе) на барабан 16 орбитального модуля 6.
Существенно, что на корпусе 5 несущей конструкции монтируют гидрокомпрессор 12, механизм натяжения петли 18 кабеля-канала, электропривод орбитального модуля, два гидропривода 10-11 для приведения в действие обхватов труб от гидрокомпрессора, а для более плавного подведения сварочного аппарата 1 к месту сварки на трубе, помимо его предварительного подвеса на тросе крана буровой вышки, устанавливают тельфер 11 на верхнюю часть корпуса 5 несущей конструкции.
На фиг. 2 в исходном положении показано радиальное сечение орбитального модуля 6 в котором находятся:
- лазерная сварочная головка 24 с оптическим кабелем 25, установленная на подвижный механизм 26, обеспечивающий ее настройку лазерного пучка 27 на кромку нижней трубы по меньшей мере по двум направлениям - радиальном и продольном и, возможно, в поперечном;
- механизм 8 автоматической подачи, с приводом 28, присадочной проволоки 29 с катушки 30;
- сопло 31 перекрестного сжатого воздуха для отсекания от оптики лазерной головки 24 продуктов плавления металлов;
- датчик положения ультразвуковой или лазерный 32;
- дефектоскоп 33 (устанавливают опционно), в виде приемно-передающей ультразвуковой головки.
В нижней части орбитального модуля находится его орбитальный привод 34.
Существенно, что лазерная головка 24 помимо радиального и продольного вдоль трубы привода имеет поперечный им привод в подвижном механизме 26 лазерной головки.
Существенно, что осуществляют сварку труб лазерным излучением мощностью 5÷12 кВт на выходе лазерной головки для сварки на воздухе при температуре в диапазоне -50 ÷ +50°C с допуском по зазору контакта по стыку до 500 мкм, причем сварку труб осуществляют лазерным пучком, генерируемым твердотельным, в частности волоконным, или газовым лазером, а качество формируемой части сварного шва контролируют после отвердевания дефектоскопом, в частности ультразвуковым, непосредственно в процессе сварки труб и охлаждения этой части шва до температур в диапазоне 700÷500°С и ниже, а в случае необходимости, при обнаружении дефекта осуществляют повторную проварку дефектной области в следующем цикле вращения орбитального модуля.
Существенно, что осуществляют сварку стальных труб в вертикальных или наклонных скважинах, причем при низких температурах или по необходимости осуществляют предварительный прогрев кромок контактирующих по стыку труб расфокусированным лазерным пучком по мере намотки кабель-канала на барабан.
Существенно, что осуществляют сварку труб в автоматическом режиме по командам программируемого вычислительного устройства и возможным управлением оператора с выносного пульта, а лучевая энергия подводится от модуля лазера, в котором содержится твердотельный лазер с диодной накачкой и/или волоконный лазер.
Испытания лазерной системы осуществлено на вертикальной буровой платформе при сварке обсадных стальных труб диаметром 114 мм непрерывным излучением волоконного 10-киловаттного лазера, на длине волны около 1 мкм, при уровне номинальной мощности 7 кВт. Весь процесс сварки от подведения сварочного аппарата к вылету нижней трубы до снятия со сваренных труб занял 150 секунд. Температура воздуха на буровой была -20°С, предварительный прогрев стыка труб в процессе намотки кабель-канала на барабан не потребовался.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования монолитной буровой колонны из обсадных труб орбитальной лазерной сваркой | 2021 |
|
RU2776125C1 |
| Способ монтажа монолитной колонны стальных труб орбитальной лазерной сваркой и устройство для его осуществления | 2023 |
|
RU2824906C2 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Способ соединения обсадных труб оптоволоконной лазерной сваркой при выполнении спускоподъемных операций обсадной колонны в процессе бурения и крепления скважин | 2021 |
|
RU2772002C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
Изобретение относится к способу орбитальной лазерной сварки нефтяных стальных труб, устройству и лазерной системе для его осуществления. Сваривают трубы непосредственно на буровых платформах при вертикальной или наклонной проходке скважины, в том числе и при ремонте участка трубы без дополнительной подготовки кромки трубы после ее обрезания роликовым труборезом. Сваривают автоматически стык труб за один проход и контролируют дефектоскопом качество формируемого остывающего шва в процессе сварки. Предусмотрен дополнительный прогрев кромок стыка при низких температурах воздуха. Используют 10 кВт лазер при номинальной мощности 7 кВт, процесс от установки до снятия аппарата занимает 150 с. Технический результат: повышение качественных и прочностных характеристик сварного соединения стальных труб и эффективности сварочного процесса, не требующего специальной предварительной подготовки и оснащения стенок труб профилированными элементами. 3 н. и 6 з.п. ф-лы, 2 ил.
1. Способ орбитальной лазерной сварки нефтяных стальных труб, включающий использование стальных труб с прямой кромкой плоскости свариваемого торца, осуществление механического контакта в торце свариваемых труб путем их осевого совмещения, при котором нижнюю трубу фиксируют устьевым обхватом в буровой скважине, оставляя свободный конец для лазерной сварки, а верхнюю трубу подводят к нижней трубе сверху, и лазерную сварку, отличающийся тем, что свободно подвешенную верхнюю трубу подводят к нижней трубе сверху, осуществляют предварительную установку и фиксацию сварочного аппарата на свободном конце нижней трубы, при этом сварочный аппарат монтируют на трубу посредством двухсегментного кольцевого нижнего обхвата таким образом, чтобы обеспечить вращающемуся бесконтактно с трубой над этим обхватом соосно установленному лазерному односегментному орбитальному модулю сварочного аппарата по меньшей мере полный оборот вокруг нижнего обхвата на расстоянии от кромки вдоль трубы, обеспечивающем частичное совмещение на кромке присадочной проволоки и радиально подводимого лазерного пучка в области перетяжки пучка при сварке, затем выполняют опускание трубы до контакта с торцом нижней трубы, осуществляют обхват и фиксацию конца верхней трубы двухсегментным верхним обхватом, соосным с нижним и жестко скрепленным с ним стальной силовой дугообразной конструкцией, которую располагают снаружи и за пределами орбитального модуля для предотвращения ограничения его вращения и обеспечения его соосности с захватами, затем выполняют намотку висящей сбоку на корпусе силовой конструкции петли энергетического защитного кабель-канала на барабан упомянутого модуля на один по меньшей мере полный оборот и в таком исходном положении с намотанным кабель-каналом осуществляют лазерную сварку с формированием сплошного сварного шва по меньшей мере за один проход, при этом в процессе полного автоматического обратного поворота орбитальной части сварочного аппарата осуществляют разматывание кабель-канала с барабана, причем по окончании процесса формирования сплошного сварного шва по меньшей мере за один проход освобождают трубы от обхватов сварочного аппарата, который отводят в сторону.
2. Способ по п. 1, отличающийся тем, что осуществляют оптическую настройку лазерного пучка на кромку нижней трубы в два этапа: сначала «грубо» в область сварки в пределах ±40 мм от края кромки при установке и фиксации нижнего обхвата, и затем «точно» путем автоматического смещения лазерной головки вдоль трубы внутри орбитального односегментного модуля по данным датчика положения.
3. Способ по п. 1, отличающийся тем, что осуществляют сварку труб лазерным излучением мощностью 5÷12 кВт на воздухе при температуре в диапазоне -50 ÷ +50°C с допуском по зазору контакта по стыку до 500 мкм, причем сварку труб осуществляют лазерным пучком, генерируемым твердотельным, в частности волоконным, или газовым лазером, при этом осуществляют контроль качества формируемой части сварного шва после его отвердевания посредством дефектоскопа, в частности ультразвукового, непосредственно в процессе сварки труб и охлаждения контролируемой части шва до температур в диапазоне 700÷500°С и ниже, причем при обнаружении дефекта шва осуществляют повторную проварку дефектной области в следующем цикле вращения орбитального модуля.
4. Способ по п. 1, отличающийся тем, что осуществляют сварку стальных труб в вертикальных или наклонных скважинах, причем при низких температурах или по необходимости осуществляют предварительный прогрев кромок контактирующих по стыку труб расфокусированным лазерным пучком по мере намотки кабель-канала на барабан.
5. Сварочный аппарат для орбитальной лазерной сварки нефтяных стальных труб, содержащий поворотный односегментный орбитальный модуль в виде сварного полого цилиндра из листовой стали с секторным вырезом по боковой образующей и свободным пространством в центре для размещения и снятия с труб, двухсегментный кольцевой механический нижний обхват трубы в устье скважины, верхний обхват для жесткого захвата и фиксации контактирующих торцами свариваемых труб, жестко и соосно скрепленный с нижним обхватом посредством корпуса стальной сварной силовой дугообразной несущей конструкции, которая расположена снаружи орбитального модуля с возможностью удерживания орбитального модуля на оси без ограничения его вращения, поворотный орбитальный привод, закрепленный на корпусе несущей конструкции, при этом внутри орбитального модуля размещены радиально подвижная сварочная лазерная головка с радиальным приводом, катушкой для автоматической подачи присадочной проволоки и соплом подачи перекрестного сжатого воздуха для отсекания от лазерной головки продуктов плавления металлов, причем лазерная головка имеет продольный привод для перемещения вдоль трубы для точной настройки на кромку нижней трубы по датчику положения после установки сварочного аппарата на нижнюю трубу, при этом в верхней части корпуса орбитального модуля размещена секция в виде барабана для намотки защитного кабель-канала для подачи: сжатого воздуха в сопло; электрической энергии для питания электроприводов подвижных механизмов; лазерного луча для лазерной головки и сигналов управления и телеметрии с датчика положения для автоматизации процесса сварки по командам центрального процессора в блоке управления и с выносного пульта оператора, при этом кабель-канал подведен дистанционно от модуля лазера, расположенного в климатической камере.
6. Сварочный аппарат по п. 5, отличающийся тем, что часть кабель-канала зафиксирована подвижно на корпусе несущей конструкции в виде висящей на корпусе петли для намотки на барабан с регулируемым натяжением, препятствующим обвисанию кабеля при намотке или при обратном ходе на барабан орбитального модуля.
7. Сварочный аппарат по п. 6, отличающийся тем, что на корпусе несущей конструкции монтируют гидрокомпрессор, механизм натяжения петли кабель-канала, электропривод орбитального модуля, два гидропривода для приведения в действие обхватов труб от гидрокомпрессора, при этом для более плавного подведения сварочного аппарата к месту сварки на трубе помимо его предварительного подвеса на тросе крана буровой вышки на верхней части корпуса несущей конструкции установлен тельфер.
8. Сварочный аппарат по п. 5, отличающийся тем, лазерная головка помимо радиального и продольного вдоль трубы привода снабжена приводом поперечного перемещения.
9. Лазерная система для орбитальной лазерной сварки нефтяных стальных труб, содержащая сварочный аппарат для орбитальной лазерной сварки нефтяных стальных труб по пп. 5-8, программируемое вычислительное устройство и модуль лазера с твердотельным лазером с диодной накачкой и/или волоконным лазером, расположенным в климатической камере.
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| Ротационная машина для перфорирования отдельных листов | 1930 |
|
SU22678A1 |
| US 20180029154 A1, 01.02.2018 | |||
| US 4001543 A, 04.01.1977 | |||
| US 20020153406 A1, 24.10.2002 | |||
| Перестраиваемый генератор пилообразного напряжения | 1987 |
|
SU1465959A1 |

