ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к лазерному сварочному аппарату. Более конкретно, настоящее изобретение относится к лазерному сварочному аппарату, выполняющему лазерную сварку с помощью лазерного луча, излучаемого после того, как упомянутый лазерный луч поступает на дифракционный оптический элемент (далее - ДОЭ).
2. Описание предшествующего уровня техники
[0002] Лазерную сварку с использованием лазерного луча выполняют для соединения множества элементов в единый сварной конструктивный корпус. Примером изделия, соединяемого с помощью такой лазерной сварки, может быть аккумулятор. Обычно аккумуляторы включают в себя электродные элементы, содержащие положительные и отрицательные электродные пластины внутри корпуса. В процессе изготовления таких аккумуляторов, после того, как электродные элементы размещены внутри корпуса, оборудованного пазами, в некоторых случаях выполняют этап лазерной сварки встык с целью герметизации пазов корпуса с помощью уплотнительных пластин, а затем, в некоторых случаях, выполняют соединение вместе корпуса и уплотнительных пластин с помощью лазерной сварки. На этапе лазерной сварки встык лазерную сварку выполняют по линиям сварного шва в местах, где пазы в корпусе и боковые поверхности уплотнительных пластин обращены друг к другу.
[0003] Например, в опубликованной японской заявке на изобретение 2013-220462 описан способ соединения вместе корпуса и уплотнительной пластины за счет облучения линии сварного шва между корпусом и уплотнительной пластиной лазерным лучом с низкой концентрацией излучения, имеющим небольшую мощность, и лазерными лучами с высокой концентрацией излучения, при этом каждый из них имеет более высокую мощность, чем лазерный луч с низкой концентрацией излучения. В публикации JP 2013-220462 А, когда корпус и уплотнительную пластину облучают лазерным лучом с низкой концентрацией излучения, лазерные лучи с высокой концентрацией излучения регулируют таким образом, чтобы пятна упомянутых лазерных лучей с высокой концентрацией излучения были расположены в пределах пятна лазерного луча с низкой концентрацией излучения. Вышеупомянутые лазерный луч с низкой концентрацией излучения и лазерные лучи с высокой концентрацией излучения реализуют вариант совмещения с формированием единого лазерного луча с ДОЭ. Лазерные лучи с высокой концентрацией излучения применяют после того, как тепловая обстановка была повышена в некоторой степени с помощью лазерного луча с низкой концентрацией излучения. Такая техника позволяет предотвратить на облучаемом участке быстрое повышение температуры лазерными лучами с высокой концентрацией излучения, тем самым предотвращая образование трещин и пр. в сварном соединении. Затем, на локальный участок, облученный лазерными лучами с высокой концентрацией излучения, воздействуют лазерным лучом с низкой концентрацией излучения. Такая техника позволяет предотвратить быстрое падение температуры на участке, облученном лазерным лучом с высокой концентрацией излучения, таким образом, предотвращая образование трещин и т.п. Описано, что, соответственно, может быть устранено образование дефектов сварки.
[0004] Лазерную сварку предпочтительно выполнять с более гибким управлением, с учетом состояния элементов, намеченных для сварки, либо формировать нужный участок, соединенный встык, за укороченный промежуток времени.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Настоящее изобретение распространяется на лазерный сварочный аппарат, способный выполнять лазерную сварку с более гибким управлением.
[0006] Лазерный сварочный аппарат представляет собой аппарат для лазерной сварки, который облучает точку сварки лазерным лучом с целью формирования участка, соединенного встык, в месте облучения, где элементы, намеченные для сварки, соединяют вместе лазерным лучом, при этом упомянутый лазерный сварочный аппарат содержит: излучатель, который излучает лазерный луч, при этом упомянутый лазерный луч, излучаемый излучателем, определяют как падающий луч; дифракционный оптический элемент, который излучает излучаемый луч в направлении места облучения из точки падения падающего луча; модуль коррекции точки падения луча, который корректирует положение точки падения; а также контроллер, который управляет упомянутым излучателем и упомянутым модулем коррекции точки падения луча, в котором упомянутый дифракционный оптический элемент включает в себя первую область и вторую область, которые расположены по соседству, упомянутая первая область представляет собой область, в которой предусмотрена дифракционная решетка, при этом упомянутая дифракционная решетка излучает излучаемый луч, имеющий первый профиль распределения плотности мощности, который отличается от профиля распределения плотности мощности падающего луча, упомянутая вторая область представляет собой область, которая имеет профиль поверхности, отличающийся от профиля поверхности упомянутой первой области, и излучает излучаемый луч, имеющий второй профиль распределения плотности мощности, который отличается от упомянутого первого профиля распределения плотности мощности, упомянутый контроллер выполняет управление лазерной сваркой встык с целью управления тем, как упомянутый модуль коррекции точки падения луча перемещает, по меньшей мере, одну точку в точке падения поперек границы между упомянутой первой областью и упомянутой второй областью во время излучения лазерного луча излучателем.
[0007] Лазерный сварочный аппарат выполнен с возможностью менять конфигурацию распределения облучения, излучаемую в место облучения, на конфигурацию распределения облучения, имеющую иной профиль распределения плотности мощности во время излучения лазерного луча. Направлять концентрацию излучения можно на любой участок в месте облучения, при этом она может быть на любом уровне без изменения выходной мощности лазерного луча и пр. Благодаря этому, лазерную сварку можно выполнять с более гибким управлением и при этом формировать участок, соединенный встык, за укороченный промежуток времени.
[0008] В упомянутом выше лазерном сварочном аппарате, упомянутая вторая область может представлять собой область, в которой дифракционная решетка не предусмотрена. Это объясняется тем, что дифракционный оптический элемент может быть выполнен с возможностью формирования конфигурации распределения облучения, имеющей различные профили распределения плотности мощности, с меньшими затратами за счет сокращения той области, в которой дифракционная решетка предусмотрена. Кроме того, на участке, где дифракционная решетка не предусмотрена, на место облучения может воздействовать падающий луч, излучаемый излучателем и поступающий на дифракционный оптический элемент, без изменения профиля распределения плотности мощности; поэтому концентрация излучения в нужном месте может быть максимальной.
[0009] В упомянутом выше лазерном сварочном аппарате упомянутая первая область может представлять собой область, которая излучает излучаемый луч, содержащий участки с максимальной концентрацией излучения в упомянутом первом профиле распределения плотности мощности в пределах внешнего поля, отличающейся от центральной зоны, которая представляет собой участок с максимальной концентрацией излучения в упомянутом втором профиле распределения плотности мощности. Это объясняется тем, что можно избирательно применять конфигурацию распределения облучения, достигающую большего объема расплава во внешнем поле, чем объем расплава в центральной зоне, а также конфигурацию распределения облучения, достигающую большего объема расплава в центральной зоне, чем объем расплава во внешнем поле.
[0010] В упомянутом выше лазерном сварочном аппарате, при управлении стыкующей сваркой, конфигурация может быть выполнена с возможностью, чтобы упомянутый контроллер управлял точкой сварки в упомянутом месте облучения, чтобы находиться в упомянутой центральной зоне, управлял упомянутым модулем коррекции точки падения луча с целью такой установки места точки падения, чтобы она была ближе к упомянутой второй области, чем место точки падения до того, как наступит заданный начальный момент времени, после наступления начального момента времени от запуска излучения лазерного луча излучателем, и управляет упомянутым местом облучения, чтобы оно не перемещалось относительно упомянутых элементов, намеченных для сварки, во время излучения лазерного луча излучателем. При точечной сварке можно устранить дефекты, возникающие из-за проникновения лазерного луча, вызываемого лазерным лучом, передаваемого через зазор в точке сварки элементов, намеченных для сварки, и воздействующего через элемент, расположенный со стороны, противоположной стороне облучения лазерным лучом элементов, намеченных для сварки.
[0011] Упомянутый выше лазерный сварочный аппарат дополнительно может содержать перемещающий модуль, который перемещает, по меньшей мере, одно из упомянутых мест облучения и упомянутые элементы, намеченные для сварки, относительно друг друга, и отличаться тем, что при управлении лазерной сваркой встык, упомянутый контроллер выполнен с возможностью выполнять управление сканированием с целью управления упомянутым перемещающим модулем с тем, чтобы он перемещал упомянутое место облучения таким образом, чтобы линия сварного шва, образованная множеством точек сплошного сварного шва, проходила через центральную зону. Это объясняется тем, что при лазерной сварке, выполняемой вдоль линии сварного шва, можно формировать конфигурацию распределения облучения, имеющую различные профили распределения плотности мощности в любом месте облучения на линии сварного шва.
[0012] В упомянутом выше лазерном сварочном аппарате, при управлении лазерной сваркой встык, упомянутый контроллер выполнен с возможностью управлять упомянутым модулем коррекции точки падения луча для установки места точки падения так, чтобы оно было расположено ближе к упомянутой второй области, чем место точки падения до того, как наступит заданный начальный момент времени, после истечения наступления начального момента времени от запуска излучения лазерного луча излучателем. Поскольку при запуске управления лазерной сваркой встык не образуется расплавленного участка, вероятно наличие зазора в месте точки сварки элементов, намеченных для сварки, расположенных в стартовой позиции. Поэтому можно устранить возникновение дефектов, вызываемых проникновением лазерного луча через зазор в вышеупомянутой стартовой позиции.
[0013] В упомянутом выше лазерном сварочном аппарате, упомянутая вторая область может представлять собой область, где упомянутым излучаемым лучом формируют центральное пятно в упомянутой центральной зоне, упомянутая первая область может представлять собой область, где первое пятно во внешнем поле и второе пятно во внешнем поле формируют упомянутым излучаемым лучом во внешнем поле, при этом упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле соответственно образуют вершины треугольника вместе с упомянутым центральным пятном, и при управлении сканированием, упомянутый контроллер выполнен с возможностью управлять таким образом, чтобы промежуточная часть между упомянутым первым пятном во внешнем поле и упомянутым вторым пятном во внешнем поле, а также упомянутое центральное пятно проходили через точку сварки на линии сварного шва в следующей последовательности: промежуточная часть между первым пятном во внешнем поле и вторым пятном во внешнем поле, а затем центральное пятно. Это объясняется тем, что можно выполнять управление сканированием, и при этом формировать расплавленный участок первым пятном во внешнем поле и вторым пятном во внешнем поле, а также надежно заполнять зазор перед центральным пятном этим расплавленным участком. Благодаря этому, можно устранить проникновение лазерного луча при управлении сканированием.
[0014] В упомянутом выше лазерном сварочном аппарате, упомянутая вторая область может представлять собой область, где центральное пятно в упомянутой центральной зоне формируют упомянутым излучаемым лучом, упомянутая первая область может представлять собой область, где четыре пятна во внешнем поле, которые соответственно образуют вершины прямоугольника, окружающего упомянутое центральное пятно, формируют излучаемым лучом в упомянутом внешнем поле, и при управлении сканированием, упомянутый контроллер выполнен с возможностью управлять таким образом, чтобы промежуточная часть между первым пятном во внешнем поле и вторым пятном во внешнем поле, которые расположены по соседству из числа упомянутых пятен во внешнем поле, упомянутое центральное пятно, а также промежуточная часть между третьим пятном во внешнем поле и четвертым пятном во внешнем поле, которые представляют собой пятна во внешнем поле, иные чем упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле, соответственно проходили через упомянутую точку сварки на линии сварного шва в следующей последовательности: упомянутая промежуточная часть между упомянутым первым пятном во внешнем поле и упомянутым вторым пятном во внешнем поле, которые расположены по соседству из числа упомянутых пятен во внешнем поле, упомянутое центральное пятно и упомянутая промежуточная часть между упомянутым третьим пятном во внешнем поле и упомянутым четвертым пятном во внешнем поле, которые представляют собой пятна во внешнем поле, иные чем упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле. Это объясняется тем, что можно выполнять управление сканированием, и при этом формировать расплавленный участок первым пятном во внешнем поле и вторым пятном во внешнем поле, а также надежно заполнять зазор перед центральным пятном расплавленным участком. Благодаря этому, можно устранить проникновение лазерного луча при управлении сканированием. Кроме того, можно устранить, с помощью третьего пятна во внешнем поле и четвертого пятна во внешнем поле, быстрое падение температуры расплавленного участка, образованного прохождением центрального пятна. Благодаря этому, можно устранить образование трещин и пр., вызванное быстрым падением температуры расплавленного участка.
[0015] В упомянутом выше лазерном сварочном аппарате, упомянутая вторая область может представлять собой область, где центральное пятно в упомянутой центральной зоне формируют упомянутым излучаемым лучом, упомянутая первая область может представлять собой область, где упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле, размещены в позиции, отличающейся от позиции упомянутого первого пятна во внешнем поле, в упомянутом внешнем поле формируют излучаемым лучом, и при управлении сканированием, упомянутый контроллер выполнен с возможностью управлять упомянутым центральным пятном таким образом, чтобы перемещать его вдоль линии сварного шва, выполнен с возможностью управлять упомянутым первым пятном во внешнем поле, чтобы перемещать его перед упомянутым центральным пятном вдоль первой дорожки во внешнем поле, которая параллельна линии сварного шва, и выполнен с возможностью управлять упомянутым вторым пятном во внешнем поле, чтобы перемещать его за упомянутым центральным пятном вдоль второй дорожки во внешнем поле, которая параллельна линии сварного шва. Это объясняется тем, что можно выполнять управление сканированием, и при этом формировать расплавленный участок с помощью первого пятна во внешнем поле, а также надежно заполнять зазор перед центральным пятном этим расплавленным участком. Благодаря этому, можно устранить проникновение лазерного луча при управлении сканированием. Кроме того, можно устранить, с помощью второго пятна во внешнем поле, быстрое падение температуры расплавленного участка, образованного прохождением центрального пятна. Благодаря этому, можно устранить образование трещин и пр., вызванное быстрым падением температуры расплавленного участка.
[0016] В упомянутом выше лазерном сварочном аппарате перед выполнением управления лазерной сваркой встык, упомянутый контроллер выполнен с возможностью выполнять управление предварительной фиксацией, чтобы облучить лазерным лучом часть каждой предварительно зафиксированной позиции на линии сварного шва с тем, чтобы сформировать предварительно зафиксированный участок на упомянутой предварительно зафиксированной позиции, и при управлении предварительной фиксацией, упомянутый контроллер выполнен с возможностью управлять упомянутым модулем перемещения точки падения луча с целью установки упомянутого места точки падения в пределах упомянутой первой области. Это объясняется тем, что можно устранить отклонение между элементами, намеченными для сварки, во время управления лазерной сваркой встык с образованием предварительно зафиксированного участка, тем самым образуя надежный участок, соединенный встык, за счет управления лазерной сваркой встык. По отношению к образованию предварительно зафиксированных участков, можно устранить дефекты, вызываемые проникновением лазерного луча с использованием лазерного сварочного аппарата для образования упомянутого участка, соединенного встык.
[0017] В упомянутом выше лазерном сварочном аппарате лазерный сварочный аппарат может дополнительно содержать модуль вывода данных о зазоре, который определяет зазор в упомянутой точке сварки на линии сварного шва, образованный в результате такого расположения упомянутых элементов, намеченных для сварки, когда они обращены друг к другу, а также выводит сигнал определения зазора, при этом, при управлении лазерной сваркой встык, когда упомянутый зазор в упомянутой точке сварки, вычисленный упомянутым модулем вывода данных о зазоре, равен заданному пороговому значению зазора или превышает его, упомянутый контроллер выполнен с возможностью выполнять управление лазером с целью управления модулем перемещения точки падения луча для того, чтобы установить упомянутое место точки падения ближе к упомянутой первой области, чем место точки падения, когда упомянутый вычисленный зазор меньше упомянутого порогового значения зазора. При увеличенном зазоре, участок, соединяемый встык, формируют правильно за счет установки большей плотности мощности во внешнем поле и установки меньшей плотности мощности в центральной зоне. С другой стороны, при уменьшенном зазоре участок, соединенный встык, формируют правильно за счет установки меньшей плотности мощности во внешнем поле и установки большей плотности мощности в центральной зоне. В частности, участок, соединенный встык, может быть правильно сформирован за счет упомянутой конфигурации распределения облучения, имеющей профиль распределения плотности мощности, сформированный в зависимости от размеров зазора.
[0018] В упомянутом выше лазерном сварочном аппарате, когда упомянутая линия сварного шва имеет, в целом, прямоугольную форму, упомянутый контроллер выполнен с возможностью запускать управление сканированием от стартовой позиции, при этом упомянутая стартовая позиция точки сварки расположена на длинной стороне линии сварного шва, а после запуска, упомянутый контроллер выполнен с возможностью выполнять управление сканированием вдоль линии сварного шва до стартовой позиции за один проход. Деформация элементов, намеченных для сварки, уменьшается при начале формирования участка, соединяемого встык, от точки сварки, расположенной на длинной стороне линии сварного шва, чем при начале формирования участка, соединяемого встык, от точки сварки, расположенной на укороченной стороне линии сварного шва. Благодаря этому, можно правильно сформировать участок, соединяемый встык, предотвращая при этом деформацию элементов, намеченных для сварки.
[0019] В упомянутом выше лазерном сварочном аппарате, упомянутый излучатель выполнен с возможностью регулировки величины выходной мощности лазера, которая представляет собой величину выходной мощности лазерного луча, испущенного во время излучения лазерного луча. Это объясняется тем, что можно выполнять лазерную сварку, и при этом регулировать максимальную величину и минимальную величину плотности мощности в конфигурации распределения облучения.
[0020] Согласно одному объекту настоящего изобретения, можно обеспечить создание лазерного сварочного аппарата, выполненного с возможностью выполнять лазерную сварку с более гибким управлением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] Особенности, преимущества, а также техническая и промышленная значимость примерных вариантов осуществления настоящего изобретения будут описаны ниже со ссылками на прилагаемые чертежи, на которых одинаковыми ссылочными позициями обозначены одинаковые элементы, и где:
На фиг. 1 представлен вид аккумулятора в перспективе согласно первому варианту осуществления;
На фиг. 2 представлен схематический вид конфигурации лазерного сварочного аппарата согласно первому варианту осуществления;
На фиг. 3 представлен чертеж, поясняющий способ сканирования лазерным лучом с использованием сварочного аппарата согласно первому варианту осуществления;
На фиг. 4 представлена горизонтальная проекция дифракционного оптического элемента и перемещающего модуля;
На фиг. 5 представлен чертеж, показывающий конфигурацию распределения облучения лазерного луча, сформированную, когда точка падения находится в области форматирования дифракционного оптического элемента;
На фиг. 6 представлен чертеж, показывающий конфигурацию распределения облучения лазерного луча, сформированную, когда точка падения переходит границу между областью форматирования и областью дифракционного оптического элемента, в которой форматирование не предусмотрено;
На фиг. 7 представлен чертеж, показывающий конфигурацию распределения облучения лазерного луча, сформированную, когда точка падения находится в области дифракционного оптического элемента, в которой форматирование не предусмотрено;
На фиг. 8 представлен график, показывающий КПД плотности мощности в конфигурации распределения облучения в зависимости от положения перемещающего модуля;
На фиг. 9 представлен чертеж, показывающий КПД плотности мощности в конфигурации распределения облучения, когда перемещающий модуль находится в позиции, при которой точка падения поступает в область форматирования дифракционного оптического элемента;
На фиг. 10 представлен чертеж, показывающий КПД плотности мощности в конфигурации распределения облучения, когда перемещающий модуль находится в позиции, при которой точка падения луча пересекает границу между областью форматирования и областью, в которой форматирование не происходит, дифракционного оптического элемента;
На фиг. 11 представлена горизонтальная проекция аккумулятора для пояснения управления лазерным лучом при сканировании во время управления лазерной сваркой встык согласно первому варианту осуществления;
На фиг. 12 представлена горизонтальная проекция участка аккумулятора вблизи стартовой позиции управления лазерной сваркой встык;
На фиг. 13 представлен вид в разрезе прямого профиля перед выполнением управления лазерной сваркой встык;
На фиг. 14 представлен вид в разрезе изогнутого профиля перед выполнением управления лазерной сваркой встык;
На фиг. 15 представлена схема распределения толщин соединяемых заготовок, приводимых для примера из вариантов осуществления и сравнительных примеров;
На фиг. 16 представлен чертеж, поясняющий, как формируют предварительно зафиксированный участок с использованием только одного пятна, который отличается от варианта осуществления;
На фиг. 17 представлен чертеж, показывающий режим измерения, при котором зазор измеряется датчиком перемещения лазера на этапе определения зазора согласно третьему варианту осуществления;
На фиг. 18 представлен чертеж с результатами измерения зазоров с использованием датчика перемещения лазера;
На фиг. 19 представлена схема КПД плотности мощности центрального пятна в зависимости от толщины участка, соединяемого встык, для каждого зазора;
На фиг. 20 представлена схема КПД плотности мощности центрального пятна при формировании надежного участка, соединяемого встык, в зависимости от зазора;
На фиг. 21 представлена таблица позиций перемещения в зависимости от зазора;
На фиг. 22 представлена принципиальная схема конфигурации сварочного аппарата согласно четвертому варианту осуществления;
На фиг. 23 представлена горизонтальная проекция сварочного аппарата согласно четвертому варианту осуществления;
На фиг. 24 представлена горизонтальная проекция аккумулятора, подходящая для пояснения управления лазерным лучом при сканировании во время управления лазерной сваркой встык согласно четвертому варианту осуществления;
На фиг. 25 представлена таблица с вариациями конфигурации распределения облучения;
На фиг. 26 представлена таблица с вариациями конфигурации распределения облучения, которые отличаются от приведенных на фиг. 25;
На фиг. 27 представлена схема, поясняющая выполнение лазерной сварки с вариациями конфигурации распределения облучения, приведенными на фиг. 26;
На фиг. 28 представлена таблица с вариациями конфигурации распределения облучения, которые отличаются от приведенных на фиг. 25 и на фиг. 26;
На фиг. 29 представлена схема, поясняющая выполнение лазерной сварки с вариациями конфигурации распределения облучения, приведенными на фиг. 28; и
На фиг. 30 представлена схема, поясняющая вариации дифракционного оптического элемента.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0022] Далее со ссылкой на чертежи будут подробно описаны предпочтительные варианты осуществления, реализующие настоящее изобретение.
[0023] Первый вариант осуществления
На фиг. 1 представлен внешний вид аккумулятора 1 в перспективе, который является объектом лазерной сварки в соответствии с настоящим вариантом осуществления. Как показано на фиг. 1, внешний вид аккумулятора 1 имеет плоскую форму. На фиг. 1 аккумулятор 1 выполнен с выводом 40 положительного электрода и выводом 50 отрицательного электрода. Упомянутый аккумулятор 1 представляет собой перезаряжаемый аккумулятор, многократно подзаряжаемый через вывод 40 положительного электрода и вывод 50 отрицательного электрода. В качестве примера аккумулятора 1 можно привести перезаряжаемые литий-ионные аккумуляторы и никель-водородные аккумуляторные элементы.
[0024] Аккумулятор 1 оборудован корпусом 10. Внутри корпуса 10 в целях подзарядки размещен электродный элемент, выполненный из положительных и отрицательных электродных пластин, залит электролитический раствор и пр. В верхней части корпуса 10 выполнен паз 11 для ввода электродного элемента внутрь корпуса. На фиг. 1 паз 11 корпуса 10 загерметизирован уплотнительной пластиной 20. В настоящем варианте осуществления корпус 10 и уплотнительная пластина 20 выполнены из алюминия.
[0025] На уплотнительной пластине 20 предусмотрены вывод 40 положительного электрода и вывод 50 отрицательного электрода. На уплотнительной пластине 20 выполнен уплотнительный элемент 60 для герметичного закрытия отверстия, через которое внутрь заливают электролитический раствор. Отверстие для заливки раствора закрывают уплотнительным элементом 60 после того, как внутрь корпуса 10 залили электролитический раствор.
[0026] У аккумулятора 1, согласно настоящему варианту осуществления, корпус 10 и уплотнительная пластина 20 соединены вместе при помощи лазерной сварки. В частности, корпус 10 и уплотнительная пластина 20 соединены вместе через установку упомянутой уплотнительной пластины 20 в паз 11 корпуса 10 и последующую лазерную сварку лазерным лучом вдоль линии сварного шва между корпусом 10 и уплотнительной пластиной 20.
[0027] Вдоль линии сварного шва между корпусом 10 и уплотнительной пластиной 20 формируют участок 30, соединяемый встык, за один проход лазерной сваркой. В частности, на изображении аккумулятора 1, как показано на фиг. 1, для удобства пояснения, ссылочными позициями обозначены паз 11 (внутренняя поверхность стенки 13) корпуса 10 и боковая поверхность 21 уплотнительной пластины 20. Однако, в действительности, паз 11 (внутренняя поверхность стенки 13) корпуса 10 и боковая поверхность 21 уплотнительной пластины 20 отсутствуют на внешней стороне аккумулятора 1, так как они оплавляются и перемешиваются друг с другом в контактной близости с пазом 11 и боковой поверхностью 21, формируя участок 30, соединяемый встык.
[0028] Как видно, на фиг. 2 представлен сварочный аппарат 100, который выполняет лазерную сварку согласно настоящему варианту осуществления. Фиг. 2 представляет собой схематический вид конфигурации сварочного аппарата 100 для облучения аккумулятора 1 лазерным лучом L. Как показано на фиг. 2, сварочный аппарат 100 содержит лазерный генератор 110, коллиматорную линзу 120, дифракционный оптический элемент (ДОЭ) 130, гальваносканер 150, линзу Fθ 160 и защитную линзу 170.
[0029] Лазерный генератор 110 представляет собой излучатель, выполненный с возможностью генерировать лазерный луч и излучать упомянутый генерируемый лазерный луч. Коллиматорная линза 120, дифракционный оптический элемент 130, гальваносканер 150, линза Fθ 160 и защитная линза 170 размещены в такой последовательности на оптической траектории лазерного луча, излучаемого лазерным генератором 110. Сварочный аппарат 100 выполнен с возможностью проецировать лазерный луч на аккумулятор 1 от нижней поверхности защитной линзы 170.
[0030] Коллиматорная линза 120 выполнена с возможностью регулировки параметров лазерного луча, излучаемого лазерным генератором 110 и проходящего через оптический волновод 111, для излучения его в параллельном направлении. Дифракционный оптический элемент 130 выполнен с возможностью регулировки конфигурации распределения облучения лазерного луча. В частности, дифракционный оптический элемент 130 выполнен с возможностью излучать поступивший на него профиль распределения плотности мощности лазерного луча, но отличающийся от профиля лазерного луча в момент поступления. На фиг. 2 лазерный луч до поступления на дифракционный оптический элемент 130 обозначен как падающий луч Li. Лазерный луч L, облучающий аккумулятор 1, представляет собой излучаемый лазерный луч, получаемый из падающего луча Li, излучаемого из точки падения дифракционного оптического элемента 130.
[0031] Дифракционный оптический элемент 130 соединен с перемещающим модулем 140. Перемещающий модуль 140 выполнен с возможностью взаимосвязанно перемещать дифракционный оптический элемент 130 относительно падающего луча Li. Дифракционный оптический элемент 130 и перемещающий модуль 140 будут подробно описаны далее.
[0032] Гальваносканер 150 содержит пару отражающих зеркал (гальванозеркал) 151, 152. Угол каждого отражающего зеркала 151, 152 регулируют за счет поворота упомянутых отражающих зеркал 151, 152 с помощью электрического двигателя. Линза Fθ 160 используется для коррекции скорости сканирования лазерным лучом, с тем, чтобы она была постоянной.
[0033] Гальваносканер 150 выполнен с возможностью точно облучать заданное место лазерным лучом L за счет поворота отражающих зеркал 151, 152. Это означает, что гальваносканер 150 способен облучать лазерным лучом L любую точку сварки за счет поворота упомянутых отражающих зеркал 151, 152. Гальваносканер 150 может представлять собой сканирующий модуль, выполненный с возможностью сканировать линию сварного шва, формируемую множеством точек сплошного сварного шва, лазерным лучом L с высокой скоростью. Как показано на фиг. 3, сварочный аппарат 100, согласно настоящему варианту осуществления, выполнен с возможностью облучать место формирования участка 30, соединяемого встык, (линию сварного шва) аккумулятора 1 лазерным лучом L за один проход за счет поворота отражающих зеркал 151, 152.
[0034] Сварочный аппарат 100 включает в себя контроллер 180 для управления каждым узлом или агрегатом. Контроллер 180 выполнен с возможностью управлять лазерным лучом, излучаемым лазерным генератором 110. Контроллер 180 управляет перемещающим модулем 140. Контроллер 180 дополнительно управляет сканированием лазерным лучом L через гальваносканер 150.
[0035] На фиг. 4 представлена горизонтальная проекция дифракционного оптического элемента 130 и перемещающего модуля 140 сварочного аппарата 100. На фиг. 4 падающий луч Li поступает на дифракционный оптический элемент 130 из передней части в направлении ее толщины. На фиг. 4 показана точка падения LP, куда поступает падающий луч Li. В настоящем варианте осуществления точка падения LP не является точкой нулевого размера, но имеет некоторую площадь.
[0036] Как показано на фиг. 4, дифракционный оптический элемент 130 включает в себя область 131 форматирования и область 132, в которой форматирование не предусмотрено. Область 131 форматирования представляет собой область, имеющую внешне форму квадрата и расположенную в центре дифракционного оптического элемента 130. Область 132, в которой форматирование не предусмотрено, представляет собой область, расположенную по окружности квадратной области 131 форматирования таким образом, чтобы обрамлять эту область 131 форматирования. В результате, в дифракционном оптическом элементе 130 область 131 форматирования и область 132, в которой форматирование не предусмотрено, являются расположенными по соседству, как показано на фиг. 4. Одна сторона границы между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено, образованная вдоль четырех сторон внешней формы области 131 форматирования, показана как граница 133 на фиг. 4. Дифракционный оптический элемент 130 выполнен из материала, с помощью которого лазерный луч может быть направлен как в область 131 форматирования, так и в область 132, в которой форматирование не предусмотрено. Примером материала дифракционного оптического элемента 130 может быть, например, кварцевое стекло.
[0037] Область 131 форматирования дифракционного оптического элемента 130 представляет собой область, где сформирована дифракционная решетка. В результате, в области 131 форматирования, принимая во внимание, что падающий луч Li поступает в область 131 форматирования, упомянутый падающий луч Li может быть направлен из точки падения LP с тем, чтобы сформировать конфигурацию распределения облучения, получаемую из интерференционной полосы, за счет дифракции лазерного луча в месте облучения.
[0038] В то же время, в дифракционном оптическом элементе 130 согласно настоящему варианту осуществления, область 132, в которой форматирование не предусмотрено, представляет собой область, в которой дифракционная решетка отсутствует. В результате, в области 132, в которой форматирование не предусмотрено, когда падающий луч Li поступает в область 132, в которой форматирование не предусмотрено, упомянутый падающий луч Li может проходить через точку падения LP с тем, чтобы сформировать конфигурацию распределения облучения в месте облучения. В настоящем варианте осуществления, даже если точка падения LP находится в области 132, в которой форматирование не предусмотрено, лазерный луч, прошедший через точку падения LP, представляет собой луч, излучаемый из точки падения LP.
[0039] Как показано на фиг. 4, перемещающий модуль 140 включает в себя подвижную часть 141 и неподвижную часть 142. Подвижная часть 141 выполнена с возможностью взаимосвязанного перемещения относительно неподвижной части 142. У перемещающего модуля 140, согласно настоящему варианту осуществления, подвижная часть 141 выполнена с возможностью перемещаться в плоскости дифракционного оптического элемента 130.
[0040] Как показано на фиг. 4, дифракционный оптический элемент 130 закреплен на подвижной части 141. Поэтому перемещающий модуль 140 способен взаимосвязанно перемещать дифракционный оптический элемент 130 в заданной плоскости. Перемещающий модуль 140, согласно настоящему варианту осуществления, выполнен с возможностью взаимосвязанного перемещения в диапазоне от позиции перемещения А, обозначенной сплошной линией, до позиции перемещения D, обозначенной чередующимися одной длинной и двумя короткими пунктирными линиями, на фиг. 4. Такая конфигурация перемещающего модуля 140, согласно настоящему варианту осуществления, позволяет перемещать точку падения LP, поступающую на дифракционный оптический элемент 130.
[0041] Позиция перемещения А, как показано сплошной линией на фиг. 4, находится в состоянии, при котором точка падения LP падающего луча Li расположена в центре области 131 форматирования дифракционного оптического элемента 130. Это означает, что в позиции перемещения А падающий луч Li поступает только в область 131 форматирования дифракционного оптического элемента 130. Например, падающий луч Li поступает только в область 131 форматирования дифракционного оптического элемента 130, пока, по меньшей мере, одна точка в точке падения LP не выйдет из области 131 форматирования при перемещении из позиции перемещения А в позицию перемещения D.
[0042] При этом, в позиции перемещения D, обозначенной чередующимися одной длинной и двумя короткими пунктирными линиями, точка падения LP падающего луча Li находится в состоянии, при котором упомянутая точка падения LP находится в области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Более конкретно, падающий луч Li поступает только в область 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130 в позиции перемещения D. Например, при перемещении из позиции перемещения А в позицию перемещения D падающий луч Li поступает только в область 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130 после выхода точки падения LP целиком из области 131 форматирования.
[0043] Из позиции перемещения А в позицию перемещения D перемещающий модуль 140 может быть переведен в режим, при котором падающий луч Li поступает как в область 131 форматирования, так и в область 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Например, при перемещении из позиции перемещения А в позицию перемещения D, пока, по меньшей мере, одна точка в точке падения LP не выйдет из области 131 форматирования, а упомянутая точка падения LP полностью не войдет в область 132, в которой форматирование не предусмотрено, упомянутый падающий луч Li будет поступать как в область 131 форматирования, так и в область 132, в которой форматирование не предусмотрено. В частности, в режиме, при котором точка падения LP пересекает границу 133 между областью 131 форматирования и областью 132, в которой форматирование не происходит, падающий луч Li поступает как в область 131 форматирования, так и в область 132, в которой форматирование не происходит.
[0044] Конфигурация распределения облучения Р, сформированная падающим лучом Li, поступающим на дифракционный оптический элемент 130, представлена на каждом из чертежей на фиг. 5, фиг. 6 и фиг. 7. Каждая конфигурация распределения облучения Р, как показано на фиг. 5, фиг. 6 и фиг. 7, формируется на соответствующих верхних поверхностях корпуса 10 и уплотнительной пластины 20, которые являются местами облучения лазерным лучом L, излучаемым из точки падения LP.
[0045] В частности, на фиг. 5 представлена конфигурация распределения облучения Р лазерного луча L, сформированная в то время, когда точка падения LP находится в области 131 форматирования. Как показано на фиг. 5, конфигурация распределения облучения Р, сформированная в то время, когда точка падения LP находится в области 131 форматирования, включает в себя группу SG пятен во внешнем поле, обозначенную косой штриховкой. Группа SG пятен во внешнем поле образована восемью пятнами во внешнем поле S11, S12, S21, S22, S31, S32, S41, S42. Все пятна во внешнем поле группы SG пятен во внешнем поле расположены в пределах внешнего поля А2, вокруг центральной зоны А1 конфигурации распределения облучения Р. Как показано на фиг. 5, в режиме, когда точка падения LP находится в области 131 форматирования, конфигурация распределения облучения Р не имеет пятна в центральной зоне А1. В частности, область 131 форматирования дифракционного оптического элемента 130, согласно настоящему варианту осуществления, представляет собой область, которая излучает излучаемый луч таким образом, чтобы участки с максимальной концентрацией излучения находились в пределах внешнего поля А2 при поступлении падающего луча Li.
[0046] На фиг. 6 представлена конфигурация распределения облучения Р лазерного луча L, сформированная в то время, когда точка падения LP пересекает границу 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено. Как показано на фиг. 6, конфигурация распределения облучения Р в то время, когда точка падения LP пересекла границу 133, формируется группой SG пятен во внешнем поле, как показано косой штриховкой, и центральным пятном S0, как показано точечной штриховкой. При этом центральное пятно S0 находится в центральной зоне А1 конфигурации распределения облучения Р.
[0047] На фиг. 7 представлена конфигурация распределения облучения Р лазерного луча L, сформированная в то время, когда точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено. Как показано на фиг. 7, конфигурация распределения облучения Р, сформированная в то время, когда точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено, образована центральным пятном S0, как показано точечной штриховкой. Как показано на фиг. 7, конфигурация распределения облучения Р, сформированная в то время, когда точка падения LP находится в области 132, в которой форматирование не предусмотрено, не имеет пятна во внешнем поле А2. В настоящем варианте осуществления, центральная зона А1 определена как место, где формируется центральное пятно S0. Поэтому в настоящем варианте осуществления область 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130 представляет собой область, которая излучает излучаемый луч, при этом центральное пятно S0 становится участком с максимальной концентрацией излучения при поступлении падающего луча Li.
[0048] Группа SG пятен во внешнем поле, как показано косой штриховкой, формируется падающим лучом Li, поступившим в область 131 форматирования дифракционного оптического элемента 130. Другими словами, группа SG пятен во внешнем поле формируется лазерным лучом L, который является падающим лучом Li, излученным в области 131 форматирования. Более конкретно, в области 131 форматирования дифракционного оптического элемента 130, согласно настоящему варианту осуществления, дифракционная решетка, которая генерирует группу SG пятен во внешнем поле во внешнем поле А2, формируется благодаря интерференционной полосе, образуемой отражением падающего луча Li.
[0049] В области 131 форматирования, независимо от положения точки падения LP, упомянутая дифракционная решетка формируется таким образом, чтобы отраженный луч первого порядка или далее падающего луча Li, поступившего в область 131 форматирования, формирует соответствующие пятна группы SG пятен во внешнем поле. Более конкретно, либо когда точка падения LP находится в центре области 131 форматирования, либо когда точка падения LP находится вблизи края области 131 форматирования, соответствующие пятна группы SG пятен во внешнем поле формируются лазерным лучом L, излученным из точки падения LP в области 131 форматирования.
[0050] При этом, центральное пятно S0, как показано точечной штриховкой, формируется лазерным лучом L (лучом нулевого порядка), который является падающим лучом Li, поступившим в область 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130 и переданным через область 132, в которой форматирование не предусмотрено, в точке падения LP.
[0051] Как показано на фиг. 5 и фиг. 6, группа SG пятен во внешнем поле в конфигурации распределения облучения Р радиально расположена вокруг центрального пятна S0, находящегося в центральной зоне А1. Более конкретно, пятна S11, S12 во внешнем поле группы SG пятен во внешнем поле расположены сверху справа от центрального пятна S0. Пятна S21, S22 во внешнем поле расположены ниже справа от центрального пятна S0. Пятна S31, S32 во внешнем поле расположены ниже слева от центрального пятна S0. Пятна S41, S42 во внешнем поле расположены сверху слева от центрального пятна S0.
[0052] Пятна S11, S12 во внешнем поле вверху справа и пятна S41, S42 во внешнем поле вверху слева соответственно находятся во взаимном расположении, образующем треугольник с вершинами, образованными одним из пятен S11, S12 во внешнем поле и одним из пятен S41, S42 во внешнем поле вместе с центральным пятном S0. Пятна S11, S12 во внешнем поле вверху справа и пятна S21, S22 во внешнем поле внизу справа соответственно находятся во взаимном расположении, образующем треугольник с вершинами, образованными одним из пятен S11, S12 во внешнем поле и одним из пятен S21, S22 во внешнем поле вместе с центральным пятном S0. Пятна S21, S22 во внешнем поле внизу справа и пятна S31, S32 во внешнем поле внизу слева соответственно находятся во взаимном расположении, образующем треугольник с вершинами, образованными одним из пятен S21, S22 во внешнем поле и одним из пятен S31, S32 во внешнем поле вместе с центральным пятном S0. Пятна S31, S32 во внешнем поле внизу слева и пятна S41, S42 во внешнем поле вверху слева соответственно находятся во взаимном расположении, образующем треугольник с вершинами, образованными одним из пятен S31, S32 во внешнем поле и одним из пятен S41, S42 во внешнем поле вместе с центральным пятном S0. В частности, например, пятно S11 во внешнем поле и пятно S41 во внешнем поле вместе с центральным пятном S0 расположены в соответствующих местах, которые соответствуют вершинам треугольника.
[0053] Кроме того, пятна S11, S12 во внешнем поле вверху справа, пятна S21, S22 во внешнем поле внизу справа, пятна S31, S32 во внешнем поле внизу слева, и пятна S41, S42 во внешнем поле вверху слева находятся во взаимном расположении, образующем треугольник с вершинами, образованными одним пятном из каждой пары пятен во внешнем поле. Кроме того, группа SG пятен во внешнем поле расположена так, чтобы окружать центральное пятно S0 прямоугольником.
[0054] Между левыми пятнами S31, S32, S41, S42 во внешнем поле и правыми пятнами S11, S12, S21, S22 во внешнем поле группы SG пятен во внешнем поле соответственно предусмотрены просветы. Кроме того, просветы также предусмотрены соответственно между верхними пятнами S11, S12, S41, S42 во внешнем поле и нижними пятнами S21, S22, S31, S32 во внешнем поле. Соответствующие просветы между левыми пятнами и правыми пятнами во внешнем поле в группе SG пятен во внешнем поле, и соответствующие просветы между верхними пятнами и нижними пятнами в группе SG пятен во внешнем поле установлены так, чтобы быть равными или превышать зазор, предусмотренный вдоль линии сварного шва, которая будет описана далее.
[0055] Центральное пятно S0 и каждое пятно группы SG пятен во внешнем поле в конфигурации распределения облучения Р не являются пятнами нулевого порядка, а имеют некоторую площадь. В настоящем варианте осуществления, каждый пятно группы SG пятен во внешнем поле имеет такую же площадь, как и центральное пятно S0. Более конкретно, сумма площадей соответствующих пятен группы SG пятен во внешнем поле в восемь раз больше площади центрального пятна S0.
[0056] Перемещающий модуль 140, согласно настоящему варианту осуществления, выполнен с возможностью переключать конфигурацию распределения облучения Р в каждую из конфигураций распределения облучения Р, представленных на фиг. 5, фиг. 6 и фиг. 7, за счет выполнения перемещения. В частности, перемещающий модуль 140 перемещает точку падения LP падающего луча Li на дифракционном оптическом элементе 130, тем самым соответственно обеспечивая установку или отсутствие группы SG пятен во внешнем поле и центрального пятна S0 в конфигурации распределения облучения Р. С помощью такой конфигурации можно видоизменять конфигурацию распределения облучения Р.
[0057] На фиг. 8 представлен график, показывающий зависимость плотности мощности от положения перемещающего модуля 140. Горизонтальная ось на фиг. 8 обозначает позицию перемещения перемещающего модуля 140. Вертикальная ось на фиг. 8 обозначает КПД плотности мощности.
[0058] Кроме того, на фиг. 8 представлена кривая линия КПД плотности мощности группы SG пятен во внешнем поле, обозначенная сплошной линией, и кривая линия КПД плотности мощности центрального пятна S0, обозначенная прерывистой линией. Кривая линия КПД плотности мощности группы SG пятен во внешнем поле, обозначенная сплошной линией, относится к КПД плотности мощности одного из восьми пятен, образующих группу SG пятен во внешнем поле.
[0059] Как показано на фиг. 8, левый край горизонтальной оси относится к положению перемещающего модуля 140 в позиции перемещения А. Правый край горизонтальной оси относится к положению перемещающего модуля 140 в позиции перемещения D. Позиция перемещения В, обозначенная на горизонтальной оси, указывает на то, что перемещающий модуль 140 расположен на границе между состоянием, при котором точка падения LP находится в области 131 форматирования, и состоянием, при котором точка падения LP пересекла границу 133.
[0060] В пределах диапазона, в котором позиция перемещения расположена левее позиции перемещения В, то есть, когда точка падения LP находится в пределах области 131 форматирования, конфигурация распределения облучения Р формируется так, как показано на фиг. 5. В пределах диапазона, в котором позиция перемещения расположена правее позиции перемещения В, то есть, когда точка падения LP пересекает границу 133, конфигурация распределения облучения Р формируется так, как показано на фиг. 6. Более конкретно, в позиции перемещения С в пределах диапазона, когда точка падения LP на фиг. 8 пересекает границу 133, конфигурация распределения облучения Р формируется так, как показано на фиг. 6. Кроме того, в позиции перемещения D в пределах диапазона, когда точка падения LP находится в области 132, в которой форматирование не предусмотрено, конфигурация распределения облучения Р формируется так, как показано на фиг. 7.
[0061] Как показано кривыми линиями на фиг. 8, плотность мощности группы SG пятен во внешнем поле становится максимальной в диапазоне от позиции перемещения А до позиции перемещения В. Это объясняется тем, что падающий луч Li поступает только в область 131 форматирования дифракционного оптического элемента 130 независимо от позиции перемещения перемещающего модуля 140 в диапазоне от позиции перемещения А до позиции перемещения В. В диапазоне от позиции перемещения А до позиции перемещения В, КПД плотности мощности одного пятна группы SG пятен во внешнем поле составляет приблизительно 12,5%, поскольку группа SG пятен во внешнем поле формируется восемью пятнами.
[0062] Плотность мощности группы SG пятен во внешнем поле постепенно уменьшается от позиции перемещения В к позиции перемещения D, и становится нулевой в позиции перемещения D. Это объясняется тем, что площадь перекрытия точкой падения LP области 131 форматирования становится меньше, когда позиция перемещения приближается к позиции перемещения D. Поэтому КПД падающего луча Li, поступающего в область 131 форматирования, становится меньше. В позиции перемещения D, точка падения LP целиком находится вне области 131 форматирования дифракционного оптического элемента 130, при этом падающий луч Li не поступает в область 131 форматирования.
[0063] При этом, плотность мощности центрального пятна S0 является нулевой в диапазоне от позиции перемещения А до позиции перемещения В. Это объясняется тем, что в диапазоне от позиции перемещения А до позиции перемещения В точка падения LP целиком находится за пределами области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130 и падающий луч Li не входит в область 132, в которой форматирование не предусмотрено. Плотность мощности центрального пятна S0 постепенно увеличивается от позиции перемещения В до позиции перемещения D, и становится максимальной на 100% в позиции перемещения D. Когда позиция перемещения приближается к позиции перемещения D, площадь перекрытия точкой падения LP области 132, в которой форматирование не предусмотрено, становится больше. Поэтому КПД падающего луча Li, п поступающего в область 132, в которой форматирование не предусмотрено, становится больше. В позиции перемещения D точка падения LP целиком находится в пределах области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130, при этом падающий луч Li поступает только в область 132, в которой форматирование не предусмотрено.
[0064] Как видно на фиг. 8, сварочный аппарат 100, согласно настоящему варианту осуществления, выполнен с возможностью регулировать КПД плотности мощности группы SG пятен во внешнем поле и КПД плотности мощности центрального пятна S0 в конфигурации распределения облучения Р за счет перемещения перемещающего модуля 140. Благодаря этому, сварочный аппарат 100 способен видоизменять профиль распределения плотности мощности в конфигурации распределения облучения Р.
[0065] В частности, например, на фиг. 9 приведены КПД плотности мощности соответствующих пятен в конфигурации распределения облучения Р, когда перемещающий модуль 140 находится в позиции перемещения А. Как показано на фиг. 9, как было упомянуто выше, КПД плотности мощности каждого пятна группы SG пятен во внешнем поле составляет приблизительно 12,5%, поскольку группа SG пятен во внешнем поле формируется восемью пятнами. Как видно на фиг. 9, в позиции перемещения А центральное пятно S0 в конфигурации распределения облучения Р отсутствует. Это означает, что плотность мощности в центральном пятне S0 равна нулю.
[0066] С другой стороны, на фиг. 10 приведены КПД плотности мощности соответствующих пятен в конфигурации распределения облучения Р, когда перемещающий модуль 140 находится в позиции перемещения С. В отличие от случая с позицией перемещения А, как показано на фиг. 9, центральное пятно S0 вырисовывается, если позиция перемещения находится в положении С, как показано на фиг. 10. КПД плотности мощности центрального пятна S0 становится максимальным. В позиции перемещения С КПД плотности мощности каждого пятна группы SG пятен во внешнем поле уменьшается сильнее, чем на позиции перемещения А. Это объясняется тем, что в позиции перемещения С площадь перекрытия точкой падения LP области 131 форматирования меньше, чем в позиции перемещения А, и, таким образом, уменьшается КПД падающего луча Li, поступающего в область 131 форматирования.
[0067] Установлено, что профиль распределения плотности мощности на фиг. 10 отличается от профиля на фиг. 9. В частности, профиль распределения плотности мощности конфигурации распределения облучения Р в позиции перемещения А, как показано на фиг. 9, имеет плотность мощности 0% в центральном пятне S0 и плотность мощности примерно 12,5% в каждом пятне группы SG пятен во внешнем поле. И наоборот, профиль распределения плотности мощности конфигурации распределения облучения Р в позиции перемещения С имеет плотность мощности примерно 14% в центральном пятне S0 и плотность мощности примерно 10,75% в каждом пятне группы SG пятен во внешнем поле.
[0068] Как следствие, если перемещающий модуль 140 взаимосвязанно перемещают из позиции перемещения А в позицию перемещения С, профиль распределения плотности мощности конфигурации распределения облучения Р видоизменяется. И наоборот, если перемещающий модуль 140 взаимосвязанно перемещают из позиции перемещения С в позицию перемещения А, профиль распределения плотности мощности конфигурации распределения облучения Р также видоизменяется. Это означает, что сварочный аппарат 100, согласно настоящему варианту осуществления, выполнен с возможностью видоизменять профиль распределения плотности мощности конфигурации распределения облучения Р за счет перемещения перемещающего модуля 140 во время облучения лазерным лучом L.
[0069] Конфигурация видоизменения профиля распределения плотности мощности конфигурации распределения облучения Р не ограничивается перемещением из места, в котором точка падения LP находится в области 131 форматирования, в место, где точка падения LP пересекает границу 133, и наоборот, за счет взаимосвязанного перемещения перемещающего модуля 140. Это означает, что когда взаимосвязанное перемещение перемещающего модуля 140 выполняется в диапазоне, в котором точка падения LP пересекает границу 133, этим также можно видоизменять профиль распределения плотности мощности конфигурации распределения облучения Р. В частности, если место точки падения LP перемещается в диапазоне, в котором точка падения LP пересекает границу 133, положение каждого пятна конфигурации распределения облучения Р не меняется, хотя профиль распределения плотности мощности может видоизмениться. Другими словами, сварочный аппарат 100, согласно настоящему варианту осуществления, выполнен с возможностью видоизменять профиль распределения плотности мощности конфигурации распределения облучения Р за счет перемещения перемещающего модуля 140 таким образом, чтобы, по меньшей мере, одна точка в точке падения LP пересекала границу 133 дифракционного оптического элемента 130. Такая конфигурация сварочного аппарата 100, согласно настоящему варианту осуществления, позволяет гибко управлять профилем распределения плотности мощности конфигурации распределения облучения Р.
[0070] В настоящем варианте осуществления участок 30, соединяемый встык, (фиг. 1) формируют на аккумуляторе 1 на этапе лазерной сваркой встык с применением вышеупомянутого сварочного аппарата 100. На этапе лазерной сваркой встык контроллер 180 сварочного аппарата 100 выполняет управление лазерной сваркой встык с помощью лазерного генератора 110, излучающего лазерный луч L. Во время управления лазерной сваркой встык контроллер 180, согласно настоящему варианту осуществления, управляет перемещающим модулем 140 с целью его взаимосвязанного перемещения. При управлении лазерной сваркой встык контроллер 180, согласно настоящему варианту осуществления, дополнительно выполняет управление сканированием таким образом, чтобы гальваносканер 150 сканировал лазерным лучом линию сварного шва.
[0071] На фиг. 11 представлена горизонтальная проекция аккумулятора 1 перед этапом лазерной сваркой встык. В аккумуляторе 1, как показано на фиг. 11, участок 30, соединяемый встык, (фиг. 1) еще не сформирован. На фиг. 11 показано состояние, при котором уплотнительная пластина 20 вставлена в паз 11 корпуса 10. Поэтому внутренняя поверхность стенки 13 паза 11 корпуса 10 и боковая поверхность 21 уплотнительной пластины 20 обращены друг к другу. На этапе лазерной сваркой встык, согласно настоящему варианту осуществления, лазерная сварка выполняется вдоль линии сварного шва 80 наплавляемого участка 70, где внутренняя поверхность стенки 13 корпуса 10 и боковая поверхность 21 уплотнительной пластины 20 обращены друг к другу.
[0072] Как показано на фиг. 11, наплавляемый участок 70 перед этапом лазерной сваркой встык имеет зазор G между внутренней поверхностью стенки 13 паза 11 корпуса 10 и боковой поверхностью 21 уплотнительной пластины 20. Этот зазор G используется для беспрепятственной установки уплотнительной пластины 20 в паз 11 корпуса 10.
[0073] Как показано на фиг. 11, аккумулятор 1, плоский по форме, имеет корпус, вытянутый длинной стороной по оси X, которая проходит в поперечном направлении, и более короткой стороной по оси Y, которая проходит в вертикальном направлении. Поэтому линия сварного шва 80 имеет, по существу, вытянутую форму в продольном направлении по оси X, и короткую форму по ширине по оси Y. Линия сварного шва 80 включает в себя продольные участки X1, Х2, которые представляют собой прямые участки, пролегающие параллельно оси X. Линия сварного шва 80 включает в себя короткие участки Y1, Y2, которые являются прямыми участками, пролегающими параллельно оси Y. Кроме того, линия сварного шва 80 включает в себя закругленные участки R1, R2, R3, R4 каждый из которых соединяет два соответствующих прямых участка.
[0074] На этапе лазерной сваркой встык, согласно настоящему варианту осуществления, лазерная сварка для сканирования лазерным лучом линии сварного шва 80 за один проход в направлении по часовой стрелке от стартовой позиции Т, как показано на коротком участке Y1, выполняется с использованием сварочного аппарата 100. В связи с этим контроллер 180 выполняет управление лазерной сваркой встык для управления лазерным генератором 110 с целью излучения лазерного луча, и при управлении лазерной сваркой встык также выполняет управление сканированием для управления гальваносканером 150 с целью сканирования лазерным лучом линии сварного шва 80. Стартовая позиция Т представляет собой одну из множества точек непрерывного сварного шва, сформированных на линии сварного шва 80.
[0075] При управлении сканированием, контроллер 180 выполняет управление положительным сканированием вдоль короткой стороны для управления гальваносканером 150 с целью сканирования лазерным лучом короткого участка Y1 от стартовой позиции Т по направлению стрелки YW1, которое является положительным направлением по оси Y. При управлении сканированием контроллер 180 также выполняет управление положительным сканированием вдоль продольной стороны для управления гальваносканером 150 с целью сканирования лазерным лучом продольного участка X1 по направлению стрелки XW1, которое является положительным направлением по оси X. При управлении сканированием, контроллер 180 дополнительно выполняет управление отрицательным сканированием вдоль короткой стороны для управления гальваносканером 150 с целью сканирования лазерным лучом короткого участка Y2 по направлению стрелки YW2, которое является отрицательным направлением по оси Y. Кроме того, при управлении сканированием контроллер 180 также выполняет управление отрицательным сканированием вдоль продольной стороны для управления гальваносканером 150 с целью сканирования лазерным лучом продольного участка Х2 по направлению стрелки XW2, которое является отрицательным направлением по оси X.
[0076] При упомянутом выше управлении первым положительным сканированием вдоль короткой стороны, часть короткого участка Y1, расположенная со стороны продольного участка Х2 от стартовой позиции Т, не облучается лазерным лучом. Поэтому при управлении сканированием, после управления отрицательным сканированием вдоль продольной стороны, чтобы облучить часть короткого участка Y1, расположенного со стороны продольного участка Х2 от стартовой позиции Т, лазерным лучом, повторно выполняется управление положительным сканированием вдоль короткой стороны для сканирования лазерным лучом соответствующего участка по направлению стрелки YW1.
[0077] Контроллер 180 выполняет с первого по четвертое сканирование по изогнутой так, чтобы гальваносканер 150 сканировал лазерным лучом соответствующие закругленные участки R1, R2, R3, R4 между каждыми двумя последовательно выполняемыми операциями: управлением положительным сканированием вдоль короткой стороны, управлением положительным сканированием вдоль продольной стороны, управлением отрицательным сканированием вдоль короткой стороны, управлением отрицательным сканированием вдоль продольной стороны и управлением положительным сканированием вдоль короткой стороны. В частности, при управлении сканированием, контроллер 180, согласно настоящему варианту осуществления, выполняет операции в следующем порядке: управление положительным сканированием вдоль короткой стороны, управление первым сканированием по изогнутой, управление положительным сканированием вдоль продольной стороны, управление вторым сканированием по изогнутой, управление отрицательным сканированием вдоль короткой стороны, управление третьим сканированием по изогнутой, управление отрицательным сканированием вдоль продольной стороны, управление четвертым сканированием по изогнутой и управления положительным сканированием вдоль короткой стороны.
[0078] Зона оконечной позиции управления сканированием может, в некоторой степени, перекрывать зону стартовой позиции Т. Это объясняется тем, что соединение вместе корпуса 10 и уплотнительной пластиной 20 вдоль линии сварного шва 80 может происходить непрерывно. Поэтому, при втором управлении положительным сканированием вдоль короткой стороны, гальваносканер 150 выполнен с возможностью непрерывно выполнять сканирование лазерным лучом еще какое-то время после того, как он достигнет стартовой позиции Т.
[0079] При управлении лазерной сваркой встык, согласно настоящему варианту осуществления, в качестве конфигурации распределения облучения Р лазерным лучом используют конфигурации распределения облучения Р, которые приведены на фиг. 5 и фиг. 6. Ось X и ось Y обозначены на каждой фиг. 5 и фиг. 6. Сварочный аппарат 100, согласно настоящему варианту осуществления, воздействует лазерным лучом, имеющим конфигурацию распределения облучения Р, приведенную на каждой из фиг. 5 и фиг. 6, в системе координат, где аккумулятор 1, как показано на фиг. 11, привязан к оси X и оси Y. В частности, сварочный аппарат 100 применяет лазерный луч таким образом, чтобы система координат аккумулятора 1 совпадала с системой координат конфигурации распределения облучения Р при каждом управлении сканированием. В частности, когда применяют конфигурацию распределения облучения Р, приведенную на фиг. 5, перемещающий модуль 140 устанавливают в позицию перемещения А. Когда применяют конфигурацию распределения облучения Р, приведенную на фиг. 6, перемещающий модуль 140 устанавливают в позицию перемещения С. В настоящем варианте осуществления, в зависимости от сформированной конфигурации распределения облучения Р, ей управляют так, чтобы линия сварного шва 80 проходила через центр центральной зоны А1 конфигурации распределения облучения Р.
[0080] Фиг. 12 представляет собой горизонтальную проекцию аккумулятора 1 вблизи стартовой позиции Т. На фиг. 12 приведена конфигурация распределения облучения Р лазерного луча, которая воздействует вдоль линии сварного шва 80 в соответствующих позициях. В частности, в стартовой позиции Т, откуда начинается управление лазерной сваркой встык, контроллер 180 управляет перемещающим модулем 140 так, чтобы установить его в позицию перемещения А с тем, чтобы сформировать такую конфигурацию распределения облучения Р, которая в стартовой позиции Т имеет только группу SG пятен во внешнем поле.
[0081] Как показано на фиг. 12, группу SG пятен во внешнем поле в стартовой позиции Т фокусируют на корпусе 10 и на уплотнительной пластине 20. Более конкретно, в стартовой позиции Т пятна S31, S32, S41, S42 группы SG пятен во внешнем поле фокусируют на корпусе 10, а пятна S11, S12, S21, S22 во внешнем поле фокусируют на уплотнительной пластине 20, соответственно.
[0082] После запуска управления лазерной сваркой встык, контроллер 180, согласно настоящему варианту осуществления, управляя перемещающим модулем 140, устанавливает его в позицию перемещения А, до того момента, пока не наступил заданный начальный момент времени, а затем, управляя перемещающим модулем 140, взаимосвязанно перемещает его в позицию перемещения С, когда наступает упомянутый начальный момент времени. В частности, после того, как наступит начальный момент времени, место точки падения LP на дифракционном оптическом элементе 130 регулируют таким образом, чтобы приблизить ее к области 132, в которой форматирование не предусмотрено, по сравнению с ее положением до того, как наступил начальный момент времени. Другими словами, после того, как наступил начальный момент времени, площадь точки падения LP, перекрывающая область 131 форматирования дифракционного оптического элемента 130, устанавливают так, чтобы она была меньшего размера, чем до того, как наступил начальный момент времени. При такой конфигурации, лазерный луч, имеющий конфигурацию распределения облучения Р в позиции перемещения А, воздействует на место стартовой позиции Т, пока не наступил начальный момент времени, а затем лазерный луч, имеющий конфигурацию распределения облучения Р на позиции перемещения С, осуществляет воздействие после того, как наступил начальный момент времени. Контроллер 180, управляя перемещением перемещающего модуля 140, не останавливает излучение лазерного луча лазерным генератором 110. Благодаря этому, сварочный аппарат 100, согласно настоящему варианту осуществления, выполнен с возможностью видоизменять профиль распределения плотности мощности конфигурации распределения облучения Р за более короткие сроки, тем самым сокращая время, необходимое для лазерной сварки.
[0083] Когда наступает начальный момент времени, контроллер 180 управляя перемещающим модулем 140, взаимосвязанно перемещает его из позиции перемещения А в позицию перемещения С, а управляя гальваносканером 150, запускает сканирование лазерным лучом. Как показано на фиг. 12, в конфигурации распределения облучения Р, как показано в непосредственной близости от оконечной точки короткого участка Y1, расположенного в начальном положении от стартовой позиции Т по направлению стрелки YW1, сформировано центральное пятно S0, а также группа SG пятен во внешнем поле. Центральное пятно S0 сфокусировано на линии сварного шва 80.
[0084] При управлении лазерной сваркой встык, когда управляя перемещающим модулем 140, устанавливают его в позицию перемещения С, операцию выполняют в следующей последовательности: управление положительным сканированием вдоль короткой стороны, управление первым сканированием по изогнутой, управление положительным сканированием вдоль продольной стороны, управление вторым сканированием по изогнутой, управление отрицательным сканированием вдоль короткой стороны, управление третьим сканированием по изогнутой, управление отрицательным сканированием вдоль продольной стороны, управление четвертым сканированием по изогнутой и управление положительным сканированием вдоль короткой стороны. Такая конфигурация на этапе лазерной сваркой встык позволяет выполнять лазерную сварку вдоль линии сварного шва 80 за один проход.
[0085] На фиг. 13 представлен вид в разрезе коротких участков Y1, Y2 и продольных участков X1, Х2. Как видно на фиг. 13, если есть зазор G, и в этот зазор G поступает лазерный луч L, то упомянутый лазерный луч L может проходить через зазор G, то есть, может произойти проникновение лазерного луча. Если происходит упомянутое проникновение лазерного луча, может быть поврежден корпус электрода и другие элементы, размещенные внутри корпуса 10.
[0086] Чтобы этого не произошло, в настоящем варианте осуществления, в стартовой позиции Т запускают управление лазерной сваркой встык, при котором перемещающий модуль 140 находится в позиции перемещения А. Как было упомянуто выше, в позиции перемещения А лазерный луч воздействует на корпус 10 и уплотнительную пластину 20, но лазерный луч не воздействует на зазор G, присутствующий на линии сварного шва 80. Поэтому, пока не наступил начальный момент времени, пока перемещающий модуль 140 находится в позиции перемещения А, техника позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0087] В настоящем варианте осуществления, начальный момент времени представляет собой приблизительный момент времени, необходимый для формирования расплавленного участка группой SG пятен во внешнем поле, когда она достигла зазора G, при этом зазор G заполняется этим расплавленным участком. Начальный момент времени может быть определен на основании предварительно проведенных испытаний.
[0088] После того, как наступил начальный момент времени, когда перемещающий модуль 140 установлен в позицию перемещения С, а центральное пятно S0 сфокусировано на линию сварного шва 80, в месте, соответствующем центральному пятну S0, уже образовался расплавленный участок и, таким образом, зазора G больше нет. Более конкретно, после того, как наступил начальный момент времени, и перемещающий модуль 140 находится в позиции перемещения С, техника позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0089] При управлении положительным сканированием вдоль короткой стороны, после того, как наступил начальный момент времени, управление осуществляется так, чтобы промежуточная часть между первым и вторым пятнами во внешнем поле, которые образуют вершины треугольника вместе с центральным пятном S0, а также центральное пятно S0, соответственно проходили через каждую точку сварки вдоль линии сварного шва 80 в следующем порядке: промежуточная часть между первым и вторым пятнами во внешнем поле, которые образуют вершины треугольника вместе с центральным пятном S0, и центральное пятно S0. В частности, при управлении положительным сканированием вдоль короткой стороны, сначала промежуточная часть между пятнами S11, S12 во внешнем поле, которые представляют собой первое пятно во внешнем поле, и пятнами S41, S42 во внешнем поле, которые представляют собой второе пятно во внешнем поле, проходили через точку сварки на линии сварного шва 80. Затем центральное пятно S0 проходит через точку сварки на линии сварного шва 80, через которую уже прошла промежуточная часть между пятнами S11, S12 во внешнем поле и пятнами S41, S42 во внешнем поле. Это означает, что при управлении положительным сканированием вдоль короткой стороны, пятна S11, S12, S41, S42 во внешнем поле фокусируют перед центральным пятном S0 в направлении сканирования по стрелке YW1. Пятна S41, S42 во внешнем поле фокусируют на корпусе 10 перед центральным пятном S0, а пятна S11, S12 во внешнем поле фокусируют на уплотнительной пластине 20 перед центральным пятном S0.
[0090] Соответственно, при управлении положительным сканированием вдоль короткой стороны, часть корпуса 10, расположенная перед центральным пятном S0, расплавляется пятнами S41, S42 во внешнем поле и часть уплотнительной пластины 20, расположенная перед центральным пятном S0, одновременно расплавляется пятнами S11, S12 во внешнем поле. При управлении положительным сканированием вдоль короткой стороны можно выполнять сканирование лазерным лучом, и при этом заполнять зазор G переднего центрального пятна S0. Соответственно, при управлении положительным сканированием вдоль короткой стороны, после того, как наступит начальный момент времени, техника позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0091] Управление положительным сканированием вдоль продольной стороны, управление отрицательным сканированием вдоль короткой стороны и управление отрицательным сканированием вдоль продольной стороны, которые представляют собой управление сканированием в порядке построения прямых участков, выполняют таким же образом, как и при упомянутом выше управлении положительным сканированием вдоль короткой стороны. В частности, например, при управлении положительным сканированием вдоль продольной стороны, через каждую точку сварки на линии сварного шва 80 сначала проходит промежуточная часть между пятнами S11, S12 во внешнем поле первого пятна во внешнем поле и пятнами S21, S22 во внешнем поле второго пятна во внешнем поле, которые образуют вершины треугольника вместе с центральным пятном S0. Затем центральное пятно S0 проходит через точку сварки на линии сварного шва 80, через которую уже прошла промежуточная часть между пятнами S11, S12 во внешнем поле и пятнами S21, S22 во внешнем поле. При управлении положительным сканированием вдоль продольной стороны, пятна S11, S12, S21, S22 во внешнем поле также фокусируют перед центральным пятном S0 в направлении сканирования лазерным лучом. Кроме того, при управлении положительным сканированием вдоль продольной стороны, пятна S11, S12 во внешнем поле фокусируют на корпусе 10, а пятна S21, S22 во внешнем поле фокусируют на уплотнительной пластине 20. Соответственно, на каждом прямом участке, техника позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0092] При управлении положительным сканированием вдоль короткой стороны, согласно настоящему варианту осуществления, промежуточная часть между каждыми двумя соседними первым и вторым пятнами во внешнем поле среди пятен во внешнем поле, которые соответственно образуют вершины прямоугольника вокруг центрального пятна S0, проходит через точку сварки на линии сварного шва 80. Затем центральное пятно S0 проходит через точку сварки на линии сварного шва 80, через которую уже прошла промежуточная часть первого и второго пятна во внешнем поле. И уже потом промежуточная часть между третьим и четвертым пятнами во внешнем поле, отличающимися от первого и второго пятен во внешнем поле из пятен во внешнем поле, которые соответственно образуют вершины прямоугольника, проникает через точку сварки на линии сварного шва 80, через которую уже прошло центральное пятно S0. В частности, при управлении положительным сканированием вдоль короткой стороны, сначала промежуточная часть между пятнами S11, S12 во внешнем поле первого пятна во внешнем поле и пятнами S41, S42 во внешнем поле второго пятна во внешнем поле проникает через точку сварки на линии сварного шва 80. Затем центральное пятно S0 проникает через точку сварки на линии сварного шва 80, через которую уже прошла промежуточная часть между пятнами S11, S12 во внешнем поле и пятнами S41, S42 во внешнем поле. И уже потом промежуточная часть между пятнами S21, S22 во внешнем поле, которые представляют собой третьи пятна во внешнем поле, и пятнами S31, S32 во внешнем поле, которые представляют собой четвертые пятна во внешнем поле, проникает через точку сварки на линии сварного шва 80, через которую уже прошло центральное пятно S0. В частности, при управлении положительным сканированием вдоль короткой стороны, пятна S11, S12, S41, S42 во внешнем поле фокусируют перед центральным пятном S0, а пятна S21, S22, S31, S32 во внешнем поле фокусируют за центральным пятном S0. Кроме того, пятна S31, S32 во внешнем поле фокусируют на части корпуса 10, находящейся за центральным пятном S0, и пятна S21, S22 во внешнем поле фокусируют на части уплотнительной пластины 20, находящейся за центральным пятном S0, соответственно.
[0093] Такая конфигурация с пятнами S31, S32 во внешнем поле, при управлении положительным сканированием вдоль короткой стороны, позволяет устранить быстрое падение температуры корпуса 10, находящегося за центральным пятном S0. С помощью пятен S21, S22 во внешнем поле также можно устранить быстрое падение температуры уплотнительной пластины 20, находящейся за центральным пятном S0. Соответственно, при управлении положительным сканированием вдоль короткой стороны, предотвращая быстрое падение температуры расплавленного участка, образованного после прохождения центрального пятна S0, можно выполнять сканирование лазерным лучом, предотвращая при этом возникновение трещин и пр. Другими словами, можно устранить проникновение лазерного луча за счет применения пятен во внешнем поле, размещенных перед центральным пятном S0, и также предотвратить возникновение трещин и пр. за счет применения пятен во внешнем поле, размещенных за центральным пятном S0.
[0094] Управление положительным сканированием вдоль продольной стороны, управление отрицательным сканированием вдоль короткой стороны и управление отрицательным сканированием вдоль продольной стороны, которые представляют собой управление сканированием на других прямолинейных участках, выполняют таким же образом, как и при упомянутом выше управлении положительным сканированием вдоль короткой стороны. В частности, например, при управлении положительным сканированием вдоль продольной стороны, сначала промежуточная часть между пятнами S11, S12 во внешнем поле, которые представляют собой первое пятно во внешнем поле, и пятнами S21, S22 во внешнем поле, которые представляют собой второе пятно во внешнем поле, проникают через каждую точку сварки на линии сварного шва 80. Затем центральное пятно S0 проникает через точку сварки на линии сварного шва 80, через которую уже прошла промежуточная часть пятен S11, S12 во внешнем поле и пятен S21, S22 во внешнем поле. И уже потом промежуточная часть между пятнами S31, S32 во внешнем поле, которые представляют собой третьи пятна во внешнем поле, и пятнами во внешнем поле S41, S42, которые представляют собой четвертые пятна во внешнем поле, проникает через точку сварки на линии сварного шва 80, через которую уже прошло центральное пятно S0. В частности, пятна S11, S12, S21, S22 во внешнем поле фокусируют перед центральным пятном S0, а пятна S31, S32, S41, S42 во внешнем поле фокусируют за центральным пятном S0. Кроме того, пятна S41, S42 во внешнем поле фокусируют на части корпуса 10 за центральным пятном S0, а пятна S31, S32 во внешнем поле фокусируют на части уплотнительной пластины 20 за центральным пятном S0. Благодаря этому, на каждом прямолинейном участке техника позволяет устранить проникновение лазерного луча в конфигурацию распределения облучения Р, а также предотвратить быстрое падение температуры расплавленного участка, и, тем самым, предотвратить возникновение трещин и пр.
[0095] При управлении положительным сканированием вдоль короткой стороны, при управлении положительным сканированием вдоль продольной стороны, при управлении отрицательным сканированием вдоль короткой стороны, а также при управлении отрицательным сканированием вдоль продольной стороны, согласно настоящему варианту осуществления, как было упомянуто выше, перемещающий модуль 140 находится в позиции перемещения С, тем самым облучая линию сварного шва 80, где участок 30, соединяемый встык, формируется лазерным лучом с более высокой концентрацией излучения. Поэтому можно сформировать расплавленный участок большей глубины за более короткие сроки. Соответственно, можно увеличить скорость сканирования лазерным лучом при управлении положительным сканированием вдоль короткой стороны, при управлении положительным сканированием вдоль продольной стороны, при управлении отрицательным сканированием вдоль короткой стороны, а также при управлении отрицательным сканированием вдоль продольной стороны. Соответственно, можно устранить возникновение дефектов из-за проникновения лазерного луча, а также выполнить лазерную сварку на этапе лазерной сваркой встык за более короткие сроки.
[0096] Как показано на фиг. 12, на закругленном участке R1 пятно S12 во внешнем поле, находящееся впереди группы SG пятен во внешнем поле по направлению сканирования лазерным лучом, проникает через зазор G. На закругленном участке R1, как показано на фиг. 14, предусмотрена опорная поверхность 12 внизу внутренней поверхности стенки 13 паза 11 корпуса 10, расположенная таким образом, чтобы выступать внутрь внутренней поверхности стенки 13. Опорная поверхность 12 представляет собой поверхность, используемую для установки внутренней поверхности 22 уплотнительной пластины 20, вставляемой в паз 11 корпуса 10.
[0097] На закругленном участке R1, даже если лазерный луч L относительно пятна S12 во внешнем поле группы SG пятен во внешнем поле поступает в зазор G, проникший лазерный луч L продолжает облучать опорную поверхность 12 корпуса 10. Благодаря этому, в настоящем варианте осуществления, на закругленном участке R1, техника также позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0098] Конфигурация, аналогичная для закругленных участков R2, R3, R4, отличается от закругленного участка R1. Внешне, на закругленных участках R2, R3, R4, конфигурация такая же, как когда пятно во внешнем поле, расположенное впереди группы SG пятен во внешнем поле по направлению сканирования лазерным лучом, проникает через зазор G. Поэтому на каждом из закругленных участков R2, R3, R4, как показано на фиг. 14, также предусмотрена опорная поверхность 12 внизу внутренней поверхности стенки 13 паза 11 корпуса 10, расположенная таким образом, чтобы выступать внутрь внутренней поверхности стенки 13. Благодаря этому, на закругленных участках R2, R3, R4, техника также позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0099] Сканирование лазерным лучом не выполняется при запуске управления лазерной сваркой встык, пока не наступит начальный момент времени, сканирование лазерным лучом запускается после того как наступит начальный момент времени. Тем не менее, сканирование лазерным лучом может быть начато до того как наступит начальный момент времени.
[0100] Когда перемещающий модуль 140 установлен в позицию перемещения А, центральное пятно S0 не формируется на линии сварного шва 80, и, таким образом, как правило, требуется более продолжительное время для формирования расплавленного участка достаточной глубины, чем в случае, когда перемещающий модуль 140 находится в позиции перемещения С. Поэтому, если сканирование лазерным лучом запускают до того как наступит начальный момент времени, скорость сканирования лазерным лучом, до того как наступит начальный момент времени, может быть меньше, чем скорость сканирования после того, как наступит начальный момент времени.
[0101] С другой стороны, после того как наступил начальный момент времени и перемещающий модуль 140 взаимосвязанно переместили в позицию перемещения С, скорость сканирования лазерным лучом может быть установлена на величину большую, чем было раньше. Это сокращает время, необходимое для выполнения лазерной сварки встык. В частности, в сварочном аппарате 100, чтобы выполнить лазерную сварку встык за более короткий срок, когда перемещающий модуль 140 находится в позиции перемещения С, скорость сканирования лазерным лучом может быть установлена на величину большую, чем скорость сканирования перемещающего модуля 140 в позиции перемещения А.
[0102] Кроме того, если перемещающий модуль 140 взаимосвязанно перемещают из позиции перемещения А в позицию перемещения С после запуска сканирования лазерным лучом, упомянутое сканирование лазерным лучом может быть остановлено до такого взаимосвязанного перемещения, а также упомянутое сканирование лазерным лучом может быть перезапущено после завершения упомянутого взаимосвязанного перемещения. С другой стороны, перемещающий модуль 140 может быть взаимосвязанно перемещен из позиции перемещения А в позицию перемещения С, в момент выполнения упомянутого сканирования лазерным лучом. Если сканирование лазерным лучом приостановлено, время, необходимое для выполнения лазерной сваркой встык, продлевается на количество того времени, которое было затрачено на остановку сканирования. Поэтому точка падения LP перемещается, при этом одновременно выполняется сканирование лазерным лучом, что сокращает время, необходимое для выполнения лазерной сваркой встык.
[0103] В настоящем варианте осуществления не требуется опорной поверхности 12, приведенной на фиг. 14, для какой-либо части на каждом прямолинейном участке корпуса 10. Соответственно, в настоящем варианте осуществления, корпусом 10 может быть корпус с простой формой, без выступа в виде опорной поверхности 12 на прямолинейных участках. Например, если корпус 10 изготовлен с использованием пресс-формы, такая пресс-форма может быть изготовлена с меньшими затратами.
[0104] Если на линии сварного шва 80 совместно сформированы как участки с опорными поверхностями 12, так и участии, где нет опорных поверхностей 12, участок 30, соединяемый встык, может получиться неравномерным из-за таких участков с опорной поверхностью 12 и участков, где нет опорной поверхности 12. Это объясняется разной теплоемкостью между участками с опорными поверхности 12 и участками, где нет опорных поверхностей 12. Это означает, что в настоящем варианте осуществления, равномерный участок 30, соединяемый встык, может быть сформирован на продольных участках X1, Х2 и коротких участках Y1, Y2, которые представляют собой прямолинейные участки.
[0105] Как показано на фиг. 13 и на фиг. 14 чередующимися длинной и двумя короткими линиями, на верхней поверхности уплотнительной пластины 20 может быть выполнена канавка 23. Упомянутая канавка 23 может быть выполнена на верхней поверхности уплотнительной пластины 20 вдоль боковой поверхности 21 за один проход. Это объясняется тем, что во время лазерной сварки встык может быть предотвращена передача внутрь уплотнительной пластины 20 тепла, воздействующего на уплотнительную пластину 20 облучающим лазерным лучом. В частности, области, находящиеся вблизи боковой поверхности 21 уплотнительной пластины 20, могут быть надлежащим образом прогреты и расплавлены лазерным лучом.
[0106] В приведенном выше описании, после запуска лазерной сваркой встык перемещающий модуль 140 находится в позиции перемещения А, пока не наступит начальный момент времени. Тем не менее, позиция перемещения перемещающего модуля 140, пока не наступит начальный момент времени, не ограничивается позицией перемещения А, а может представлять собой любую позицию перемещения, при которой точка падения LP находится в области 131 форматирования. Это объясняется тем, что в режиме, при котором точка падения LP находится в пределах области 131 форматирования, профиль распределения плотности мощности конфигурации распределения облучения Р лазерного луча становится таким же, как и в режиме, при котором перемещающий модуль 140 находится в позиции перемещения А.
[0107] В приведенном выше описании, после того, как наступит начальный момент времени, перемещающий модуль 140 переходит в позицию перемещения С. Тем не менее, позиция перемещения перемещающего модуля 140 после того, как наступит начальный момент времени, не ограничивается позицией перемещения С, а может представлять собой любую позицию перемещения в диапазоне, в котором точка падения LP пересекает границу 133. Если существует любая другая позиция перемещения, более предпочтительная для профиля распределения плотности мощности образованной конфигурации распределения облучения Р, чем позиция перемещения С, предпочтительно установить перемещающий модуль 140 в такую позицию перемещения.
[0108] Управление лазерной сваркой встык может выполняться с помощью фиксации корпуса 10. Это объясняется тем, что корпус 10 фиксируют с тем, чтобы выполнять сканирование лазерным лучом с точностью вдоль линии сварного шва 80. Корпус 10 можно фиксировать за счет удержания внешних боковых поверхностей корпуса 10 в направлении по оси X и в направлении по оси Y на фиг. 11.
[0109] В сварочном аппарате 100, согласно настоящему варианту осуществления, в качестве дифракционного оптического элемента 130 применяют элемент, включающий в себя область 131 форматирования и область 132, в которой форматирование не предусмотрено. Профиль распределения плотности мощности конфигурации распределения облучения Р различается, в зависимости от режима, при котором точка падения LP находится в области 131 форматирования, или режима, при котором точка падения LP пересекает границу 133. Более конкретно, в настоящем варианте осуществления реализован дифракционный оптический элемент 130, способный изменять конфигурацию распределения облучения Р таким образом, чтобы иметь несколько различных профилей распределения плотности мощности, при одновременном уменьшении площади, в которой формируется дифракционная решетка. Соответственно, можно добиться снижения затрат на дифракционный оптический элемент 130.
[0110] Когда перемещающий модуль 140 находится в позиции перемещения А, излучаемый луч с более высокой концентрацией излучения может облучать группу SG пятен во внешнем поле А2, а не центральное пятно S0 в центральной зоне А1. Когда перемещающий модуль 140 находится в позиции перемещения С, излучаемый луч с более высокой концентрацией излучения может облучать центральное пятно S0 в центральной зоне А1, а не группу SG пятен во внешнем поле А2 в месте облучения. Это означает, что за счет установки перемещающего модуля 140 в позицию перемещения А, можно увеличить объем расплава во внешнем поле А2. С другой стороны, за счет установки перемещающего модуля 140 в позицию перемещения С, можно увеличить объем расплава в центральной зоне А1. В настоящем варианте осуществления можно выполнять лазерную сварку путем избирательного увеличения объема расплава в центральной зоне А1 или увеличения объем расплава во внешнем поле А2.
[0111] Авторами настоящего изобретения проведено следующее испытание, с целью проверить предпочтительные результаты управления лазерной сваркой встык с использованием сварочного аппарата 100 согласно настоящему варианту осуществления. Упомянутое испытание проводилось на примере варианта осуществления и сравнительных примерах 1, 2, отличающихся от настоящего варианта осуществления.
[0112] В частности, в соответствующем примере варианта осуществления и сравнительных примерах 1, 2, лазерная сварка проводилась с помощью соответствующего различного управления лазерной сваркой встык на вышеупомянутом коротком участке Y1 аккумулятора 1. В примере варианта осуществления, управление лазерной сваркой встык выполнялось таким образом, чтобы перемещающий модуль 140 находился в позиции перемещения А, пока не наступит начальный момент времени, а после наступления начального момента времени перемещающий модуль 140 устанавливался в позицию перемещения С. В частности, в примере варианта осуществления, управление лазерной сваркой встык выполнялось в то время, когда, по меньшей мере, одна точка в точке падения LP пересекала границу 133 за счет управления перемещающим модулем 140. При управлении лазерной сваркой встык в примере варианта осуществления, сканирование лазерным лучом не проводилось, пока не наступил начальный момент времени, а запускалось сканирование лазерным лучом после наступления начального момента времени.
[0113] В то же время в сравнительном примере 1, управление лазерной сваркой встык выполнялось, когда от запуска до завершения перемещающий модуль 140 находился в позиции перемещения А. В сравнительном примере 2 управление лазерной сваркой встык выполнялось, когда от запуска до завершения перемещающий модуль 140 находился в позиции перемещения С. В каждом из сравнительных примеров 1, 2 управление лазерной сваркой встык выполнялось, когда точка падения LP фиксировалась относительно дифракционного оптического элемента 130 без перемещения перемещающего модуля 140. В каждом из сравнительных примеров 1, 2, как и в примере по варианту осуществления, сканирование лазерным лучом не начиналось до наступления начального момента времени, упомянутое сканирование лазерным лучом начиналось после наступления начальный момент времени.
[0114] На фиг. 15 приведены результаты данного испытания. На фиг. 15 горизонтальная ось обозначает местоположение на коротком участке Y1, а более правое положение на горизонтальной оси обозначает дальнейшее положение по технологической линии в направлении сканирования лазерным лучом. На горизонтальной оси обозначена стартовая позиция Т, при которой запускается управление лазерной сваркой встык. Вертикальная ось обозначает глубину каждого участка, соединяемого встык, формируемого облучением лазерным лучом. Глубина каждого участка, соединяемого встык, была получена путем наблюдения за образованием участка, соединяемого встык, после каждого управления лазерной сваркой встык из примера варианта осуществления и сравнительных примеров 1, 2.
[0115] Как показано на фиг. 15, в примере варианта осуществления, стыкуемый участок, имеющий большую глубину, чем стыкуемые участки в сравнительных примерах 1, 2, был сформирован на всем коротком участке Y1, где выполнялось управление лазерной сваркой встык. Это означает, что в примере варианта осуществления, в начальный момент времени, когда было запущено управление лазерной сваркой встык, области, находящиеся вблизи от линии сварного шва 80, были расплавлены группой SG пятен во внешнем поле на достаточную глубину. Кроме того, во время сканирования лазерным лучом после наступления начального момента времени, упомянутое сканирование лазерным лучом выполнялось таким образом, чтобы формировать центральное пятно S0, имеющее более высокую плотность мощности на линии сварного шва 80, в месте формирования участка, соединяемого встык.
[0116] В примере варианта осуществления, как было упомянуто выше, до наступления начального момента времени перемещающий модуль 140 находился в позиции перемещения А с тем, чтобы не облучать зазор G лазерным лучом. Поэтому проникновение лазерного луча в зазор G предотвращалось до наступления начального момента времени. Как было упомянуто выше, после наступления начального момента времени, расплавленный участок формировался в начальном положении в направлении сканирования центрального пятна S0 группой SG пятен во внешнем поле. Поэтому в примере варианта осуществления, после наступления начального момента времени проникновение лазерного луча в зазор G также предотвращалось.
[0117] Напротив, было установлено, что на всем коротком участке Y1, упомянутый стыкуемый участок, сформированный в сравнительном примере 1, имел глубину приблизительно в половину от глубины стыкуемого участка из примера в варианте осуществления. Это объясняется тем, что в сравнительном примере 1 линия сварного шва 80, которая являлась местом формирования упомянутого стыкуемого участка, не облучалась лазерным лучом. В сравнительном примере 1 перемещающий модуль 140 находился в позиции перемещения А от запуска до завершения лазерной сварки встык. Соответственно, в сравнительном примере 1 предотвращалось проникновение лазерного луча в зазор G.
[0118] В сравнительном примере 2 упомянутый участок, соединяемый встык, имел наименьшую глубину вблизи стартовой позиции Т. Это объясняется тем, что перемещающий модуль 140 был установлен в позицию перемещения С с начала управления лазерной сваркой встык, а плотность мощности в группе SG пятен во внешнем поле была ниже, из-за чего области, находящиеся вблизи от линии сварного шва 80, были недостаточно расплавлены. В сравнительном примере 2 глубина участка, соединяемого встык, постепенно становилась больше, по мере продвижения сканирования лазерным лучом, и после этого формировался стыкуемый участок, имеющий, по существу, постоянную глубину. Было установлено, что глубина участка, соединяемого встык, в нужном месте была не такая большая, как в примере из варианта осуществления, хотя была умеренно большая. Тем не менее, в сравнительном примере 2 перемещающий модуль 140 находился в позиции перемещения С даже в момент начала управления лазерной сваркой встык. Поэтому в сравнительном примере 2 проникновение лазерного луча в зазор G происходило с началом запуска управления лазерной сваркой встык.
[0119] В настоящем испытании было установлено, что проникновение лазерного луча могло быть надлежащим образом предотвращено в примере варианта осуществления согласно настоящему варианту осуществления. В примере варианта осуществления согласно настоящему варианту осуществления, стыкуемый участок, имеющий глубину большую, чем стыкуемые участки в обоих сравнительных примерах 1, 2, формировался на всем коротком участке Y1, где выполнялось управление лазерной сваркой встык. Соответственно, в настоящем испытании, в примере варианта осуществления согласно настоящему варианту осуществления, было установлено, что можно увеличивать скорость сканирования лазерным лучом, которая становится больше, чем в обоих сравнительных примерах 1, 2, и формировать стыкуемый участок с заданной глубиной.
[0120] Как было подробно описано выше, в настоящем варианте осуществления, этап соединения вместе корпуса 10 и уплотнительной пластины 20 выполняется с применением сварочного аппарата 100. Упомянутый сварочный аппарат 100 содержит дифракционный оптический элемент 130 и перемещающий модуль 140. Упомянутый дифракционный оптический элемент 130 включает в себя область 131 форматирования и область 132, в которой форматирование не предусмотрено, которые расположены по соседству. Упомянутым перемещающим модулем 140 управляют для перемещения места точки падения LP падающего луча Li, поступающего на дифракционный оптический элемент 130, таким образом, изменяя профиль распределения плотности мощности конфигурации распределения облучения Р. Таким образом, можно выполнять лазерную сварку с гибким управлением. При управлении лазерным генератором 110, излучающего лазерный луч, контроллер 180 сварочного аппарата 100 управляет перемещающим модулем 140, взаимосвязанно перемещая его из позиции перемещения А в позицию перемещения С. В частности, когда лазерный генератор 110 излучает лазерный луч, по меньшей мере, одна точка в точке падения LP пересекает границу 133 за счет управления перемещающим модулем 140. Благодаря этому, можно устранить возникновение дефектов, а также сформировать участок, соединяемый встык, за более короткие сроки.
[0121] Второй вариант осуществления
Далее будет описан второй вариант осуществления. В настоящем варианте осуществления, отличающемся от первого варианта осуществления, перед этапом лазерной сваркой встык выполняют этап предварительной фиксации ранее сформированных предварительно зафиксированных участков на линии сварного шва. Аккумулятор в качестве цели лазерной сварки встык является таким же, как и в первом варианте осуществления. В настоящем варианте осуществления будет принята следующая процедура: 1. Этап предварительной фиксации и 2. Этап лазерной сварки встык.
[0122] Далее будет описан
«1. Этап предварительной фиксации». Данный этап выполняется перед «2. Этапом лазерной сварки встык». Данный этап выполняется, когда уплотнительную пластину 20 вставляют в паз 11 корпуса 10, как показано на фиг. 11. На данном этапе часть линии сварного шва 80 облучают лазерным лучом с тем, чтобы расплавить участок, облученный лазерным лучом, на предварительно зафиксированном участке. В данном варианте осуществления предварительные участки сформированы в целом на восьми позициях, которые на фиг. 11 обозначены временными позициями K. Корпус 10 и уплотнительная пластина 20 частично соединяют вместе на временных позициях К, где образованы предварительно зафиксированные участки.
[0123] На данном этапе также используют вышеупомянутый сварочный аппарат 100. На данном этапе контроллер 180 сварочного аппарата 100 выполнен с возможностью осуществлять управление предварительной фиксацией. Контроллер 180 также управляет лазерным генератором 110 для облучения лазерным лучом. Контроллер 180 управляет гальваносканером 150 таким образом, чтобы облучать лазерным лучом каждую временную позицию K. При управлении предварительной фиксацией согласно настоящему варианту осуществления, контроллер 180 не выполняет сканирование лазерным лучом с помощью гальваносканера 150 во время излучения лазерного луча. Тем не менее, сканирование лазерным лучом может быть выполнено вблизи каждой временной позиции K вдоль линии сварного шва 80 в более коротком диапазоне, чем линия сварного шва 80.
[0124] Кроме того, при управлении предварительной фиксацией, контроллер 180, согласно настоящему варианту осуществления, управляет перемещающим модулем 140 с целью установки его в позицию перемещения А. В частности, в данном варианте осуществления, во время осуществления управления предварительной фиксацией, перемещающий модуль 140 не выполняет взаимосвязанное перемещение.
[0125] Конфигурация распределения облучения Р, формируемая при управлении предварительной фиксацией, включает в себя только группу SG пятен во внешнем поле, как показано на фиг. 5, поскольку перемещающий модуль 140 установлен в позицию перемещения А. Поэтому при управлении предварительной фиксацией центральное пятно S0 не фокусируют на временную позицию K. Это означает, что при управлении предварительной фиксацией, техника позволяет предотвратить проникновение лазерного луча в конфигурацию распределения облучения Р.
[0126] После «1. Этапа предварительной фиксации» выполняют «2. Этап лазерной сварки встык». В данном варианте осуществления, «2. Этап лазерной сварки встык» выполняют таким же образом, как и в первом варианте осуществления. Другими словами, этот этап выполняется за счет управления лазерной сварки встык с целью выполнения лазерной сварки вдоль линии сварного шва 80 за один проход с использованием сварочного аппарата 100. Это означает, что на этапе лазерной сварки встык, согласно настоящему варианту осуществления, также может быть устранено возникновение дефектов из-за проникновения лазерного луча и пр., и при этом выполнить лазерную сварку за более короткий срок.
[0127] При управлении лазерной сваркой встык, как было упомянуто выше, сканирование лазерным лучом выполняют вдоль линии сварного шва 80 за один проход. Например, в случае использования уплотнительной пластины 20, имеющей меньшую толщину и меньшую прочность, если этап лазерной сварки встык выполняют без выполнения этапа предварительной фиксации, уплотнительная пластина 20 может быть деформирована, во время выполнения сканирования лазерным лучом вдоль линии сварного шва 80. Такая деформация уплотнительной пластины 20 вызвана локальным повышением температуры из-за облучения лазерным лучом, либо потому, что уплотнительную пластину 20 растягивает формируемый участок 30, соединяемый встык.
[0128] Например, если уплотнительная пластина 20 деформируется, боковая поверхность 21 уплотнительной пластины 20 отходит от внутренней поверхности стенки 13 паза 11 корпуса 10 на наплавляемом участке 70, где участок 30, соединяемый встык, еще не сформировался. Если же боковая поверхность 21 уплотнительной пластины 20 отходит от внутренней поверхности стенки 13 паза 11 корпуса 10, расплавленный участок формируется облучением лазерного луча не надежно в месте, где внутренняя поверхность стенки 13 отклоняется от боковой поверхности 21; таким образом, в этом месте могут возникать дефекты.
[0129] Чтобы это преодолеть, в настоящем данном осуществления, перед этапом лазерной сварки встык выполняют этап предварительной фиксации с тем, чтобы частично соединить вместе корпус 10 и уплотнительную пластину 20. На этапе лазерной сварки встык техника позволяет устранить отклонение внутренней поверхности стенки 13 паза 11 корпуса 10 от боковой поверхности 21 уплотнительной пластины 20 во время сканирования лазерным лучом вдоль линии сварного шва 80 за один проход. Такая техника позволяет правильно сформировать участок 30, соединяемый встык, округлой формы вдоль линии сварного шва 80 за один проход на этапе лазерной сварки встык.
[0130] На фиг. 11 приведены в общей сложности восемь временных позиций K. Тем не менее, временные позиции K могут быть предусмотрены в любом месте, и их количество может быть любым. Если имеются продольные участки X1, Х2, как в данном варианте осуществления, отклонение внутренней поверхности стенки 13 паза 11 корпуса 10 от боковой поверхности 21 уплотнительной пластины 20 обычно происходит в месте, далеком от стартовой позиции Т, от которой запускают управление лазерной сваркой встык. Поэтому на продольных участках X1, Х2 может быть предусмотрено множество временных позиций K.
[0131] В данном варианте осуществления, сварочный аппарат 100 может быть использован на этапе предварительной фиксации в дополнение к этапу лазерной сварки встык. Другими словами, этап предварительной фиксации и этап лазерной сварки встык могут выполняться одним сварочным аппаратом 100 для осуществления управления предварительной фиксацией и управления лазерной сваркой встык. Это объясняется тем, что сварочный аппарат 100 выполнен с возможностью выполнить лазерную сварку с гибким управлением. Кроме того, нет необходимости использовать дополнительное устройство для выполнения этапа предварительной фиксации.
[0132] Например, как показано на фиг. 16, если этап предварительной фиксации выполняют с применением конфигурации распределения облучения РН, которая имеет только центральное пятно S0, невозможно облучить лазерным лучом временную позицию K относительно конфигурации распределения облучения РН с началом управления таким облучением. Это объясняется тем, что при запуске облучения лазерным лучом на временной позиции К существует зазор G.
[0133] Поэтому, если использовать конфигурацию распределения облучения РН, как показано чередующимися одной длинной и двумя короткими штриховыми линиями на фиг. 16, при запуске управления облучением лазерным лучом, упомянутый лазерный луч, имеющий конфигурацию распределения облучения РН, например, должен поступать на уплотнительную пластину 20. После расплавления уплотнительной пластины 20, расплавленный участок заполняет зазор G, и лазерный луч, имеющий конфигурацию распределения облучения РН, должен быть перемещен на временную позицию K с тем, чтобы также расплавить области, находящиеся вблизи от такой временной позиции K на корпусе 10. Тем не менее, в этом случае невозможно расплавить области, находящиеся вблизи от временной позиции K корпуса 10, пока расплавленный участок уплотнительной пластины 20 не заполнит зазор G; соответственно, этап предварительной фиксации занимает более длительное время.
[0134] Напротив, на этапе предварительной фиксации, выполняемом с помощью управления предварительной фиксацией с использованием сварочного аппарата 100, согласно настоящему варианту осуществления, можно облучать лазерным лучом каждую временную позицию K при запуске облучения. Это объясняется тем, что конфигурация распределения облучения Р, как показано на фиг. 5, используемая при управлении предварительной фиксацией, сформирована только группой SG пятен во внешнем поле, при этом не происходит проникновение лазерного луча, даже если временная позиция K облучается лазерным лучом. Можно расплавить области, находящиеся вблизи от временной позиции K между корпусом 10 и уплотнительной пластиной 20, с помощью лазерного луча, имеющим конфигурацию распределения облучения Р, воздействующую на временную позицию K при запуске облучения лазерным лучом. Поэтому в данном варианте осуществления этап предварительной фиксации может быть выполнен за более короткий срок.
[0135] Как показано на фиг. 16, если этап предварительной фиксации выполнять с использованием лазерного луча, имеющего конфигурацию распределения облучения РН, сформированную только центральным пятном S0, невозможно выполнить канавку 23 вблизи каждой временной позиции K; поэтому необходимо предусмотреть секцию Н, где канавка 23 не формируется. Если этап предварительной фиксации выполнять с использованием лазерного луча, имеющего конфигурацию распределения облучения РН, как было упомянуто выше, необходимо облучать уплотнительную пластину 20 лазерным лучом, имеющим конфигурацию распределения облучения РН, с тем, чтобы расплавить уплотнительную пластину 20 при запуске облучения лазерным лучом, а также заполнить зазор G этим расплавленным участком. Соответственно, если в секции Н предусмотреть канавку 23, площадь расплавленного участка уплотнительной пластины 20, расплавленного лазерным лучом, имеющим конфигурацию распределения облучения РН, становится меньше; таким образом, заполнение зазора G расплавленным участком на временной позиции K занимает больше времени. Может оказаться невозможным правильно заполнить зазор G на временной позиции K, если площадь расплавленного участка слишком мала.
[0136] Кроме того, если секция Н не предусматривает формирование канавки 23, может оказаться невозможным равномерно сформировать участок 30, соединяемый встык, при лазерной сварке встык. Дефекты соединения могут возникать в месте, соответствующем вышеупомянутой секции Н. Это объясняется тем, что секция Н имеет теплоемкость, отличающуюся от других секций, в которых канавка 23 предусмотрена.
[0137] Напротив, на этапе предварительной фиксации, выполняемом с помощью управления предварительной фиксацией с использованием сварочного аппарата 100, согласно настоящему варианту осуществления, лазерный луч может воздействовать на временную позицию K при запуске облучения лазерным лучом, и, таким образом, нет необходимости предусматривать секцию Н, не включающую в себя канавку 23. Поэтому канавка 23 может быть сформирована на уплотнительной пластине 20 за один проход. Соответственно, можно устранить дефекты лазерной сварки встык, также как и равномерно сформировать участок 30, соединяемый встык, не вызывая дефектов соединения.
[0138] Управление предварительной фиксацией может быть выполнено с помощью фиксации корпуса 10. В данном варианте осуществления корпус 10 может удерживаться и фиксироваться перед выполнением управления предварительной фиксацией, а после выполнения управления лазерной сваркой встык такая фиксация может быть удалена. Как этап предварительной фиксации, так и этап лазерной сварки встык могут быть выполнены за один проход только с операцией фиксации.
[0139] В приведенном ранее описании, при управлении предварительной фиксацией, перемещающий модуль 140 установлен в позицию перемещения А. Однако перемещающий модуль 140 при управлении предварительной фиксацией может быть установлен не только в позицию перемещения А, но и в любую позицию перемещения в диапазоне, при котором точка падения LP находится в области 131 форматирования. В режиме, при котором точка падения LP находится в области 131 форматирования, профиль распределения плотности мощности конфигурации распределения облучения Р облучающего лазерного луча становится таким же, как и в режиме, при котором перемещающий модуль 140 установлен в позицию перемещения А.
[0140] Как подробно упоминалось выше, в настоящем варианте осуществления, в дополнение к этапу лазерной сварки встык также выполняют этап предварительной фиксации. На этапе предварительной фиксации также применяют сварочный аппарат 100, а этап предварительной фиксации выполняют таким образом, чтобы сварочный аппарат 100 выполнял управление предварительной фиксацией. При управлении предварительной фиксацией, сварочный аппарат 100 управляет перемещающим модулем 140, устанавливая его в позицию перемещения А, а каждую временную позицию K облучает лазерным лучом таким образом, чтобы сформировать предварительно зафиксированный участок. Поэтому при управлении предварительной фиксацией не происходит проникновение лазерного луча. Кроме того, можно сократить время, необходимое для управления предварительной фиксацией. После этапа предварительной фиксации выполняют такой же этап лазерной сварки встык, как и в первом варианте осуществления, с помощью управления лазерной сваркой встык, выполняемого контроллером 180 сварочного аппарата 100. Соответственно, можно устранить возникновение дефектов при лазерной сварке встык, а также сформировать участок 30, соединяемый встык, с более высоким качеством за счет управления лазерной сваркой встык.
[0141] Третий вариант осуществления
Далее будет описан третий вариант осуществления. В данном варианте осуществления, отличающемся от вышеупомянутых вариантов осуществления, перед этапом лазерной сварки встык выполняют этап определения зазора с целью определения размера зазора на линии сварного шва между поверхностью внутренней стенки паза корпуса и боковой поверхностью уплотнительной пластины. Аккумулятор в качестве цели лазерной сварки встык на этапе лазерной сварки встык такой же, как и первом варианте осуществления. Данный вариант осуществления выполняют в следующем порядке: 1. Этап предварительной фиксации, 2. Этап определения зазора и 3. Этап лазерной сварки встык.
[0142] В данном варианте осуществления, сварочный аппарат 100 применяют на «1. Этапе предварительной фиксации» и «3. Этапе лазерной сварки встык». Сварочным аппаратом 100 управляют так, чтобы выполнить управление предварительной фиксацией на «1. Этапе предварительной фиксации», и выполнить управление лазерной сваркой встык на «3. Этапе лазерной сварки встык». В данном варианте осуществления, «1. Этап предварительной фиксации» такой же, как и во втором варианте осуществления. Хотя, в данном варианте осуществления, управление лазерной сваркой встык, выполняемое на «3. Этапе лазерной сварки встык», отличается от вышеупомянутых вариантов осуществления. «3. Этап лазерной сварки встык» согласно настоящему варианту осуществления будет подробно описан далее.
[0143] В данном варианте осуществления, «2. Этап определения зазора» выполняют перед «3. Этапом лазерной сварки встык». Далее будет описан «2. Этап определения зазора». На данном этапе применяют датчик 190 перемещения лазера, приведенный на фиг. 17. Упомянутый датчик 190 перемещения лазера дополняет сварочный аппарат 100 каждого их вышеупомянутых вариантов осуществления. В частности, сварочный аппарат 100, согласно настоящему варианту осуществления, включает в себя датчик 190 перемещения лазера, в дополнение к конфигурациям, описанным в упомянутых выше вариантах осуществления. Аккумулятор 1, как показано на фиг. 17, находится в состоянии, при котором участок, соединяемый встык, еще не сформирован. Хотя, предварительно зафиксированные участки уже сформированы.
[0144] Как показано на фиг. 17, замеры на аккумуляторе 1 выполняют с использованием датчика 190 перемещения лазера. Координатной точкой для измерений датчиком 190 перемещения лазера является центральная точка в продольном направлении на верхней поверхности корпуса 10 и уплотнительной пластины 20.
[0145] На фиг. 18 показаны результаты измерений на аккумуляторе 1 с помощью датчика 190 перемещения лазера. На фиг. 18 координаты замеров приведены на горизонтальной оси, а замеры высоты приведены на вертикальной оси. Как показано на фиг. 18, результаты измерения представляют собой соответствующие высоты над верхними поверхностями корпуса 10 и уплотнительной пластины 20. Участки с меньшими уровнями, чем соответствующие верхним уровням поверхности корпуса 10 и уплотнительной пластины 20, расположены между корпусом 10 и уплотнительной пластиной 20.
[0146] Следовательно, эти низкоуровневые участки между корпусом 10 и уплотнительной пластиной 20 могут быть определены как зазоры G1, G2, соответственно. Зазор G1 представляет собой зазор G в центре продольного участка X1, а зазор G2 представляет собой зазор G в центре продольного участка Х2. Поэтому соответствующее вычисленное положение зазоров G1, G2 соответствует точкам сварки, расположенным на линии сварного шва 80 в соответствующих центрах продольных участков X1, Х2. Можно вычислить соответствующие размеры зазоров G1, G2 на основе результатов измерения, как показано на фиг. 18.
[0147] Контроллер 180 сварочного аппарата 100 на «3. Этапе лазерной сварки встык» сначала получает соответствующие вычисленные размеры зазоров G1, G2 перед запуском управления лазерной сваркой встык. Контроллер 180 сварочного аппарата 100, согласно настоящему варианту осуществления, выполняет управление лазерной сваркой встык в зависимости от полученных размеров зазоров G1, G2. В частности, при управлении лазерной сваркой встык, контроллер 180, согласно настоящему варианту осуществления, выполняет управление лазером для изменения позиции перемещения перемещающего модуля 140 в зависимости от полученных размеров зазоров G1, G2.
[0148] При этом проводят привязку между размером зазора G и позицией перемещения, если зазор G и позиция перемещения С правильно формируют участок, соединяемый встык. Далее будет приведено описание такой привязки. На фиг. 19 представлена схема, показывающая зависимость между КПД плотности мощности центрального пятна S0 и глубиной сформированного стыкуемого участка. На фиг. 19 горизонтальная ось обозначает КПД плотности мощности центрального пятна S0, а вертикальная ось обозначает глубину стыкуемого участка. На оконечном участке в левом положении горизонтальной оси показан КПД плотности мощности центрального пятна S0, когда позиция перемещения перемещающего модуля 140 находится вблизи от позиции перемещения А. На оконечном участке в правом положении горизонтальной оси, показан КПД плотности мощности центрального пятна S0, когда позиция перемещения перемещающего модуля 140 находится вблизи позиции перемещения D.
[0149] На фиг. 19, кривая зазора G размером 10 мкм обозначена сплошной линией, а кривая зазора G размером 50 мкм обозначена прерывистой линией. Эти кривые были получены во время исследования соответствующих стыкуемых участков между корпусом 10 и уплотнительной пластиной 20, выполненных с зазорами G соответствующих размеров на линии сварного шва 80, при этом участки, соединяемые встык, были сформированы за счет их облучения лазерным лучом в течение некоторого времени в то время, когда перемещающий модуль 140 устанавливали в различные позиции перемещения.
[0150] Как показано на фиг. 19, было установлено, что при зазоре G размером 10 мкм может быть сформирован участок, соединяемый встык, с большей глубиной, когда КПД плотности мощности центрального пятна S0 выше. В частности, было установлено, что при зазоре G размером 10 мкм, вероятно, может быть сформирован стыкуемый участок с большей глубиной, когда перемещающий модуль 140 установлен в позицию перемещения, близкую к позиции перемещения D.
[0151] С другой стороны, было установлено, что при зазоре G размером 50 мкм может быть сформирован стыкуемый участок с большей глубиной, когда КПД плотности мощности центрального пятна S0 ниже. В частности, было установлено, что при зазоре G размером 50 мкм, вероятно, может быть сформирован стыкуемый участок с большей глубиной, когда перемещающий модуль 140 установлен в позицию перемещения, близкую к позиции перемещения А.
[0152] На фиг. 19 показана глубина DT участка, соединяемого встык. Глубина DT представляет собой глубину стыкуемого участка, которая требуется для надежного соединения вместе корпуса 10 и уплотнительной пластины 20. В частности, было установлено, что при зазоре G размером 10 мкм, чтобы правильно сформировать стыкуемый участок, предпочтительно сформировать конфигурацию распределения облучения Р, имеющую КПД плотности мощности центрального пятна S0 равный КПД РТ2 или более, обозначенный на горизонтальной оси. Поэтому КПД плотности мощности центрального пятна S0 может быть определен как КПД РТ2 или больший, с тем, чтобы сформировать надежный участок, соединенный встык, если зазор G составляет 10 мкм.
[0153] С другой стороны, было установлено, что при зазоре G размером 50 мкм, чтобы правильно сформировать участок, соединенный встык, предпочтительно сформировать конфигурацию распределения облучения Р, имеющую КПД плотности мощности центрального пятна S0 равный КПД РТ1 или менее, обозначенный на горизонтальной оси. Поэтому КПД плотности мощности центрального пятна S0 может представлять собой КПД РТ1 или меньший, с тем, чтобы сформировать надежный участок, соединенный встык, если зазор G составляет 50 мкм.
[0154] Получая кривые, как на фиг. 19, для соответствующих зазоров G, имеющих различные размеры, можно определить КПД плотности мощности центрального пятна S0 для каждого зазора G, имеющего размер, который позволит правильно сформировать участок, соединенный встык.
[0155] На фиг. 20 показана кривая зависимости КПД плотности мощности центрального пятна S0 от зазора G. На фиг. 20 показана кривая, образованная для определения КПД плотности мощности центрального пятна S0, который позволяет правильно сформировать участок, соединенный встык, в зависимости от каждого размера зазора G.
[0156] Как показано на фиг. 20, КПД плотности мощности центрального пятна S0, который позволяет правильно сформировать участок, соединенный встык, снижается при увеличении зазора G. Исходя из этого, было установлено, что предпочтительно установить перемещающий модуль 140 в позицию перемещения вблизи от позиции перемещения А, когда зазор G большой. В частности, было установлено, что предпочтительно установить место точки падения LP в положение ближе к области 131 форматирования при увеличенном зазоре G. Другими словами, было установлено, что предпочтительно устанавливать площадь точки падения LP, перекрывающую область 131 форматирования дифракционного оптического элемента 130 на большую величину при увеличенном зазоре G. Это отношение именуется позицией перемещения в зависимости от зазора.
[0157] При управлении лазером, контроллер 180, согласно настоящему варианту осуществления, управляет перемещающим модулем 140 на основе вышеупомянутой позиции перемещения в зависимости от зазора. Поэтому контроллер 180, согласно настоящему варианту осуществления, включает в себя запоминающее устройство 181, обозначенное чередующимися одной длинной и двумя короткими пунктирными линиями на фиг. 2, а также хранит таблицу позиций перемещения в зависимости от зазора, как показано на фиг. 21 в запоминающем устройстве 181.
[0158] Таблица позиций перемещения в зависимости от зазора, как показано на фиг. 21, разрабатывается на основе вышеупомянутой взаимосвязи позиций перемещения в зависимости от зазора. В частности, таблица позиций перемещения в зависимости от зазора, как показано на фиг. 21, разработана таким образом, чтобы позиция перемещения перемещающего модуля 140 находилась тем ближе к позиции перемещения А, чем больше зазор G.
[0159] Таблица позиций перемещения в зависимости от зазора, как показано на фиг. 21, построена таким образом, что если зазор G равен зазору GT1 или менее, обозначенному на горизонтальной оси, то позицию перемещения устанавливают в позицию перемещения С1. Если перемещающий модуль 140 установлен в позицию перемещению D, конфигурация распределения облучения Р формируется только центральным пятном S0, и, таким образом, может произойти проникновение лазерного луча, даже если зазор G небольшой. Поэтому, если зазор G равен зазору GT1 или менее, перемещающий модуль 140 будет установлен в позицию перемещения С1, тем самым заполняя зазор G переднего центрального пятна S0 расплавленным участком, образованным группой SG пятен во внешнем поле.
[0160] Таблица позиций перемещения в зависимости от зазора, как показано на фиг. 21, построена таким образом, что если зазор G равен зазору GT2 или более, обозначенному на горизонтальной оси, то позицию перемещения устанавливают в позицию перемещения А. Как было упомянуто выше, в диапазоне от позиции перемещения А до позиции перемещения В, где точка падения LP находится в области 131 форматирования, падающий луч Li поступает только в область 131 форматирования дифракционного оптического элемента 130. Поэтому, даже если положение перемещающего модуля 140 меняется в пределах диапазона, в котором точка падения LP находится в области 131 форматирования, конфигурация распределения облучения Р лазерного луча становится такой же.
[0161] На этапе лазерной сварки встык в данном варианте осуществления, контроллер 180 получает соответствующие размеры зазоров G1, G2, вычисленные на этапе определения зазоров перед управлением лазерной сваркой встык. Тем не менее, зазоры G1, G2, вычисленные в данном варианте осуществления, являются соответствующими зазорами G на продольных участках X1, Х2. Поэтому на коротких участках Y1, Y2 и на закругленных участках R1, R2, R3, R4, которые отличаются от продольных участков X1, Х2, управление лазерной сваркой встык выполняется таким же образом, как и в первом варианте осуществления. Управление лазерной сваркой встык в данном варианте осуществления аналогично управлению в вышеупомянутых вариантах осуществления, в отличие от управления лазером, выполняемого на продольных участках X1, Х2.
[0162] Более конкретно, в данном варианте осуществления, при запуске управления лазерной сваркой встык, контроллер 180 управляет перемещающим модулем 140, устанавливая его в позицию перемещения А, и, как показано на фиг. 12, только группа SG пятен во внешнем поле формируется в стартовой позиции Т. После того, как наступит начальный момент времени, перемещающим модулем 140 управляют таким образом, чтобы выполнить его взаимосвязанное перемещение из позиции перемещения А в позицию перемещения С с тем, чтобы запустить управление положительным сканированием вдоль короткой стороны для сканирования лазерным лучом короткого участка Y1. Вслед за управлением положительным сканированием вдоль короткой стороны, выполняют управление первым сканированием по изогнутой, с целью сканирования лазерным лучом закругленного участка R1.
[0163] Когда завершено управление первым сканированием по изогнутой, контроллер 180 запускает управление лазером. В частности, при управлении лазером, перемещающим модулем 140 управляют таким образом, чтобы выполнить его взаимосвязанное перемещение из позиции перемещения С в позицию перемещения, соответствующую зазору G1. По завершении управления первым сканированием по изогнутой, контроллер 180 сверяется с таблицей позиций перемещения в зависимости от зазора (фиг. 21) на основе зазора G1, и определяет позицию перемещения, соответствующую зазору G1.
[0164] С помощью управления лазером, перемещающим модулем 140 управляют таким образом, чтобы установить его в позицию перемещения, соответствующую зазору G1, при этом продольный участок X1 сканируют лазерным лучом с помощью одновременного управления положительным сканированием вдоль продольной стороны. Таким образом, на продольном участке X1 может быть сформирован надежный участок 30, соединенный встык. Это объясняется тем, что концентрацию излучения центрального пятна S0 можно направить в конфигурацию распределения облучения Р так, чтобы была плотность мощности, достаточная для формирования надежного участка, соединенного встык, в месте, соответствующем размеру зазора G1, и одновременно выполнить управление положительным сканированием вдоль продольной стороны. Если позицией перемещения, определенной на основании зазора G1 со ссылкой на таблицу позиций перемещения в зависимости от зазора, является позиция перемещения С, то естественно, нет необходимости управлять перемещающим модулем 140 с целью его взаимосвязанного перемещения при управлении лазером.
[0165] По завершении управления положительным сканированием вдоль продольной стороны, контроллер 180 управляет перемещающим модулем 140 с целью его взаимосвязанного перемещения в позицию перемещения С. Кроме того, когда перемещающим модулем 140 управляют с целью его установки в позицию перемещения С, соответственно выполняют управление вторым сканированием по изогнутой, управление отрицательным сканированием вдоль короткой стороны, а также управление третьим сканированием по изогнутой, с целью сканирования лазерным лучом закругленного участка R2, короткого участка Y2 и закругленного участка R3, соответственно.
[0166] По завершении управления третьим сканированием по изогнутой, контроллер 180 выполняет управление лазером. По завершении управления третьим сканированием по изогнутой, перемещающим модулем 140 управляют так, чтобы переместить его из позиции перемещения С в позицию перемещения, соответствующую зазору G2. Поэтому по завершении управления третьим сканированием по изогнутой, контроллер 180 сверяется с таблицей позиций перемещения в зависимости от зазора на основе зазора G2, с тем, чтобы определить позицию перемещения, соответствующую зазору G2. С помощью управления лазером, перемещающим модулем 140 управляют так, чтобы установить его в позицию перемещения, соответствующую зазору G2, а продольный участок Х2 сканируют лазерным лучом с помощью одновременного управления отрицательным сканированием вдоль продольной стороны. Соответственно, на продольном участке Х2 может быть сформирован надежный участок 30, соединенный встык, как и на продольном участке X1.
[0167] По завершении управления отрицательным сканированием вдоль продольной стороны, контроллер 180 управляет перемещающим модулем 140 с целью его взаимосвязанного перемещения в позицию перемещения С. Кроме того, в то время как перемещающим модулем 140 управляют с целью его установки в позицию перемещения С, соответственно выполняются управление четвертым сканированием по изогнутой, а также управление положительным сканированием вдоль короткой стороны, с тем, чтобы сканировать лазерным лучом закругленный участок R4 и короткий участок Y1. Когда управление лазерной сваркой встык выполнено до стартовой позиции Т за один проход, управление лазерной сваркой встык завершается.
[0168] Более конкретно, сварочный аппарат 100, согласно данному варианту осуществления, включает в себя датчик 190 перемещения лазера, который определяет на линии сварного шва 80 зазоры G1, G2 для соответствующих точек сварки в центрах на продольных участках X1, Х2 и выдает сигнал определения зазоров G1, G2. При управлении лазером, контроллер 180 сверяется с таблицей позиций перемещения в зависимости от зазора (фиг. 21) на основе зазоров G1, G2, определенных датчиком 190 перемещения лазера, с тем, чтобы определить соответствующие позиции перемещения. В частности, позицию перемещения определяют с учетом множества пороговых значений для каждого зазора G1, G2, с определением того, равен ли каждый зазор G1, G2 определенному пороговому значению зазора или превышает его, либо он меньше, чем другое вычисленное пороговое значение зазора, обозначенное на горизонтальной оси таблицы позиций перемещения в зависимости от зазора, с последующим определением позиции перемещения, соответствующей позиции перемещения в диапазоне вышеупомянутых множественных определенных пороговых значений зазора, каждое из которых относится к зазору G1, G2. Например, как показано на фиг. 21, если зазор G1 находится в диапазоне порогового значения GT3 зазора или превышает его, либо он меньше, чем пороговое значение GT4 зазора, то определяют позицию перемещения Е, соответствующую диапазону порогового значения GT3 зазора или превышающую его, либо он меньше, чем пороговое значение GT4 зазора. Например, в профиле распределения плотности мощности в позиции перемещения Е, концентрация излучения центрального пятна S0 меньше, а концентрация излучения группы SG пятен во внешнем поле больше, чем в профиле распределения плотности мощности в позиции перемещения С, соответствующей позиции перемещения в диапазоне, который меньше, чем пороговое значение GT3 зазора. Например, в профиле распределения плотности мощности в позиции перемещения Е, концентрация излучения центрального пятна S0 больше, и концентрация излучения группы SG пятен во внешнем поле меньше, чем в профиле распределения плотности мощности в позиции перемещения, соответствующей позиции перемещения в диапазоне порогового значения GT4 зазора или превышает его. В частности, при управлении лазером, контроллер 180 согласно данному варианту осуществления управляет местом точки падения LP таким образом, что если зазор G равен заданному пороговому значению зазора или превышает его, концентрация излучения центрального пятна S0 становится меньше, а концентрация излучения группы SG пятен во внешнем поле становится больше, чем в случае наличия зазора G, который меньше, чем заданное пороговое значение зазора. Другими словами, при управлении лазером, если зазор G равен заданному пороговому значению зазора или превышает его, точку падения LP устанавливают ближе к области 131 форматирования с помощью перемещающего модуля 140, чем в случае с зазором G, который меньше, чем пороговое значение зазора. Благодаря этому, если зазор G равен заданному пороговому значению зазора или превышает его, площадь точки падения LP, перекрывающую область 131 форматирования дифракционного оптического элемента 130, устанавливают на значение большее, чем в случае с зазором G, и меньшее, чем пороговое значение зазора.
[0169] Напротив, при управлении лазером, контроллер 180 управляет местом точки падения LP таким образом, что если зазор G меньше заданного порогового значения зазора, то концентрация излучения центрального пятна S0 становится больше, а концентрация излучения группы SG пятен во внешнем поле становится меньше, чем в случае с зазором G, равным заданному пороговому значению зазора или превышающем его. В частности, при управлении лазером, если зазор G меньше заданного порогового значения зазора, точку падения LP устанавливают в положение ближе к области 132, в которой форматирование не предусмотрено, с помощью перемещающего модуля 140, чем в случае с зазором G, равным пороговому значению зазора или превышающим его. Благодаря этому, если зазор G меньше заданного порогового значения зазора, площадь точки падения LP, перекрывающую область 131 форматирования дифракционного оптического элемента 130, устанавливают на меньшее значение, чем в случае с зазором G, равным пороговому значению зазора или превышающем его. Таким образом управляют сварочным аппаратом 100 с целью выполнения лазерной сварки с гибким управлением, в зависимости от размера зазора G.
[0170] В данном варианте осуществления, из приведенного выше описания, управление лазером выполняют только на продольных участках X1, Х2. Тем не менее, управление лазером может также выполняться на коротких участках Y1, Y2, отличающихся от продольных участков X1, Х2. Управление лазером также выполняют на каждом коротком участке Y1, Y2 с тем, чтобы на каждом коротком участке Y1, Y2 сформировать надежный участок 30, соединенный встык лазерным лучом, имеющим конфигурацию распределения облучения Р, у которой профиль распределения плотности мощности будет сформирован в зависимости от размеров каждого зазора G. Если на коротких участках Y1, Y2 также выполняют управление лазером, соответствующие размеры зазоров G на коротких участках Y1, Y2 могут быть определены на этапе определения зазоров.
[0171] В данном варианте осуществления, из приведенного выше описания, управление лазером выполняют только на продольных участках X1, Х2. Тем не менее, управление лазером может также выполняться на коротких участках Y1, Y2, отличающихся от продольных участков X1, Х2. Управление лазером также выполняют на каждом коротком участке Y1, Y2 с тем, чтобы на каждом коротком участке Y1, Y2 сформировать надежный участок 30, соединенный встык лазерным лучом, имеющим конфигурацию распределения облучения Р, у которой профиль распределения плотности мощности будет сформирован в зависимости от размеров каждого зазора G. Если на коротких участках Y1, Y2 также выполняют управление лазером, соответствующие размеры зазоров G на коротких участках Y1, Y2 могут быть определены на этапе определения зазоров.
[0172] В данном варианте осуществления, этап предварительной фиксации не является основным этапом. Это означает, что могут выполняться только этап определения зазора и этап лазерной сварки встык. В данном варианте осуществления, этап определения зазора выполняют после этапа предварительной фиксации. Этот порядок может быть обратным. После этапа предварительной фиксации, корпус 10 и уплотнительную пластину 20 фиксируют относительно друг друга с помощью предварительно зафиксированного участка, при этом предотвращается изменение размера зазора G. Напротив, до формирования предварительно зафиксированных участков, корпус 10 и уплотнительная пластина 20 не фиксированны друг относительно друга, из-за чего зазор G мог изменяться. Другими словами, если этап определения зазора выполняли до этапа предварительной фиксации, размер зазора G, вычисленный на этапе определения зазоров, мог отличаться от размера зазора G на этапе лазерной сварки встык. Соответственно, путем выполнения этапа определения зазора после этапа предварительной фиксации, можно выполнять этап определения зазора с целью определения зазора G, зафиксированного после этапа предварительной фиксации. Поэтому в данном варианте осуществления, при котором этап определения зазора выполняют после этапа предварительной фиксации, можно более точно сформировать участок 30, соединенный встык.
[0173] В данном варианте осуществления, этап определения зазора выполняют с использованием датчика 190 перемещения лазера. Тем не менее, он не ограничивается датчиком 190 перемещения лазера, этап определения зазора может быть выполнен с использованием любого другого измерительного оборудования. В частности, этап определения зазора может быть выполнен с использованием, например, системы визуальной проверки.
[0174] В данном варианте осуществления, управление лазером выполняется на основе таблицы позиций перемещения в зависимости от зазора, как показано на фиг. 21. Однако если точность не так строго требуется для КПД плотности мощности центрального пятна S0, например, перемещающий модуль 140 может быть установлен в любую из позиции перемещения А или позиции перемещения С на основе полученного размера зазора G. В частности, при управлении лазером, если полученный размер зазора G равен заданному пороговому значению зазора или превышает его, перемещающий модуль 140 может быть установлен в позицию перемещения А, а если полученный размер зазора G меньше заданного порогового значения зазора, перемещающий модуль 140 может быть установлен в позицию перемещения С. В данном случае, в качестве порогового значения зазора может быть, например, пороговое значение зазора GT2, представленное на горизонтальной оси в таблице позиций перемещения к зазору, как показано на фиг. 21.
[0175] В данном варианте осуществления, как было упомянуто выше, управление лазером выполняют только с помощью перемещения места точки падения LP в плоскости дифракционного оптического элемента 130 за счет взаимосвязанного перемещения перемещающего модуля 140. При управлении лазером, в дополнение к перемещению перемещающего модуля 140, можно изменять величину выходной мощности лазера, которая представляет собой величину выходной мощности лазерного луча, излучаемого лазерным генератором 110.
[0176] Если управление лазером выполнять через взаимосвязанное перемещение перемещающего модуля 140, а также через управление величиной выходной мощности лазерного генератора 110, можно добиться необходимой позиции перемещения и требуемую величину выходной мощности лазера, с помощью которой может быть сформирован надежный участок 30, соединенный встык, в зависимости от размеров зазора G. Кроме того, можно создать таблицу позиций перемещения для лазера и требуемой величины выходной мощности лазера, в зависимости от размеров зазора G, и такая таблица позиций перемещения для лазера может храниться в запоминающем устройстве 181 контроллера 180. При управлении лазером, на упомянутую таблицу позиций перемещения для лазера можно будет ссылаться, с учетом размеров зазора G, полученных на этапе определения зазоров, при этом будут определены позиция перемещения и величина выходной мощности лазера, которые подходят для определенного размера зазора G, а этап лазерной сварки встык будет выполнен на основе позиции перемещения и значении выходной мощности лазера.
[0177] Как было упомянуто выше, управление лазером выполняют за счет изменения значения выходной мощности лазерного генератора 110, тем самым увеличивая или уменьшая плотность мощности каждого пятна в конфигурации распределения облучения Р в целом. Другими словами, можно выполнять лазерную сварку с более гибким управлением. Например, можно выполнять управление лазерной сваркой встык в дальнейшем за более короткий срок за счет увеличения значения выходной мощности лазера. Кроме того, можно легко регулировать глубину формируемого участка, соединенного встык, путем увеличения или уменьшения значения выходной мощности лазера. Поэтому соотношение между размером зазора G и позицией перемещения в таблице позиций перемещений для лазера не всегда требуется для удовлетворения вышеупомянутого взаимосвязанного перемещения в зависимости от зазора.
[0178] Как уже было подробно описано ранее, в данном варианте осуществления, этап определения зазора для определения зазора G между корпусом 10 и уплотнительной пластиной 20 на линии сварного шва 80 выполняют перед этапом лазерной сварки встык. На этапе определения зазоров, зазор G определяют датчиком 190 перемещения лазера. На этапе лазерной сварки встык контроллер 180 сварочного аппарата 100 выполняет управление лазерной сваркой встык, когда выполняют управление лазером по установке перемещающего модуля 140 в позицию перемещения D в зависимости от размера зазора G.
[0179] Четвертый вариант осуществления
Далее будет описан четвертый вариант осуществления. В данном варианте осуществления, как и в третьем варианте осуществления, выполняют этап определения зазора для определения размера зазора между поверхностью внутренней стенки паза корпуса и боковой поверхностью уплотнительной пластины на линии сварного шва. Однако в настоящем варианте осуществления, этап лазерной сварки встык выполняют в то время, когда выполняют этап определения зазора, что отличает его от третьего варианта осуществления, в котором этап определения зазора выполняют до этапа лазерной сварки встык.
[0180] На фиг. 22 представлен сварочный аппарат 200 согласно данному варианту осуществления. Сварочный аппарат 200 содержит лазерный генератор 110, коллиматорную линзу 120, дифракционный оптический элемент 130, а также контроллер 180, которые аналогичны тем, которые были приведены в сварочном аппарате 100 согласно первому варианту осуществления. Сварочный аппарат 200 согласно настоящему варианту осуществления содержит конденсирующую линзу 270, предусмотренную по технологической линии ниже дифракционного оптического элемента 130 на оптической траектории лазерного луча. Контроллер 180, согласно настоящему варианту осуществления, также содержит запоминающее устройство 181, обозначенное чередующимися одной длинной и двумя короткими пунктирными линиями на фиг. 22, а упомянутая таблица позиций перемещения в зависимости от зазора, приведенная на фиг. 21, хранится в запоминающем устройстве 181. Наибольшее отличие сварочного аппарата 200 от сварочного аппарата 100 в вышеупомянутых вариантах осуществления заключается в том, что сварочный аппарат 200 не содержит гальваносканер 150, но включает в себя датчик 290 перемещения лазера на боковой поверхности.
[0181] На фиг. 23 представлена горизонтальная проекция сварочного аппарата 200. Как показано на фиг. 23, датчик 290 перемещения лазера сварочного аппарата 200 выполнен с возможностью поворота вокруг центрального пятна S0 конфигурации распределения облучения Р, сформированной сварочным аппаратом 200. В частности, датчик 290 перемещения лазера выполнен с возможностью перемещаться за счет поворота из первой позиции 291, обозначенной сплошной линией, во вторую позицию 292, в третью позицию 293 и в четвертую позицию 294, которые соответственно обозначены чередующимися одной длинной и двумя короткими пунктирными линиями.
[0182] В данном варианте осуществления, сварочный аппарат 200 крепят к переднему краю роботизированной руки с тем, чтобы он был подвижным относительно аккумулятора 1. В частности, контроллер 180 сварочного аппарата 200, согласно настоящему варианту осуществления, выполнен с возможностью перемещать конфигурацию распределения облучения Р вместе со сварочным аппаратом 200 вдоль линии сварного шва 80 во время выполнения управления сканированием, что отличает его от первого варианта осуществления. В частности, контроллер 180, согласно настоящему варианту осуществления, выполняет операции в следующей последовательности: управление положительным сканированием вдоль короткой стороны, управление первым сканированием по изогнутой, управление положительным сканированием вдоль продольной стороны, управление вторым сканированием по изогнутой, управление отрицательным сканированием вдоль короткой стороны, управление третьим сканированием по изогнутой, управление отрицательным сканированием вдоль продольной стороны, управление четвертым сканированием по изогнутой, а также управление положительным сканированием вдоль короткой стороны, с помощью перемещения упомянутой роботизированной руки.
[0183] Контроллер 180, согласно данному варианту осуществления, выполняет сканирование лазерным лучом вдоль короткого участка Y1 в положительном направлении по оси Y, как показано на фиг. 23, при управлении положительным сканированием вдоль короткой стороны. Контроллер 180 выполняет сканирование лазерным лучом вдоль продольного участка X1 в положительном направлении по оси X, как показано на фиг. 23, при управлении положительным сканированием вдоль продольной стороны. При управлении отрицательным сканированием вдоль короткой стороны, контроллер 180 выполняет сканирование лазерным лучом вдоль короткого участка Y2 в отрицательном направлении по оси Y, как показано на фиг. 23. При управлении отрицательным сканированием вдоль продольной стороны, контроллер 180 выполняет сканирование лазерным лучом вдоль продольного участка Х2 в отрицательном направлении по оси X, как показано на фиг. 23.
[0184] Контроллер 180, согласно данному варианту осуществления, управляет системой координат датчика 290 перемещения лазера при управлении положительным сканированием вдоль короткой стороны, при управлении положительным сканированием вдоль продольной стороны, при управлении отрицательным сканированием вдоль короткой стороны, а также при управлении отрицательным сканированием вдоль продольной стороны. В частности, при управлении положительным сканированием вдоль короткой стороны, систему координат датчика 290 перемещения лазера устанавливают в первую позицию 291. При управлении положительным сканированием вдоль продольной стороны, систему координат датчика 290 перемещения лазера устанавливают во вторую позицию 292. При управлении отрицательным сканированием вдоль короткой стороны, систему координат датчика 290 перемещения лазера устанавливают в третью позицию 293. При управлении отрицательным сканированием вдоль продольной стороны, систему координат датчика 290 перемещения лазера устанавливают в четвертую позицию 294.
[0185] Контроллер 180, согласно данному варианту осуществления, последовательно управляет датчиком 290 перемещения лазера для определения размера зазора G соответственно при управлении положительным сканированием вдоль короткой стороны, при управлении положительным сканированием вдоль продольной стороны, при управлении отрицательным сканированием вдоль короткой стороны, а также при управлении отрицательным сканированием вдоль продольной стороны. Другими словами, размер зазора G перед конфигурацией распределения облучения Р всегда выполняется при управлении положительным сканированием вдоль короткой стороны, при управлении положительным сканированием вдоль продольной стороны, при управлении отрицательным сканированием вдоль короткой стороны, а также при управлении отрицательным сканированием вдоль продольной стороны, соответственно. Определение зазора G датчиком 290 перемещения лазера выполняют с заданными постоянными интервалами. Поэтому определение размера зазора G датчиком 290 перемещения лазера выполняют во множестве точек сварки на линии сварного шва 80.
[0186] Контроллер 180, согласно данному варианту осуществления, определяет зазор G перед конфигурацией распределения облучения Р и одновременно выполняет управление лазером на основе упомянутого вычисленного размера зазора G. Техника управления лазером такая же, как и в третьем варианте осуществления. В частности, при управлении лазером, позицией перемещения перемещающего модуля 140 управляют на основе таблицы позиций перемещения в зависимости от зазора.
[0187] Соответственно, можно выполнять управление лазерной сваркой встык, и при этом одновременно выполнять управление лазером на продольных участках X1, Х2 и коротких участках Y1, Y2. В частности, можно выполнять лазерную сварку с гибким управлением. Соответственно, сварочный аппарат 200, согласно настоящему варианту осуществления, выполнен с возможностью формировать надежный участок 30, соединенный встык, на продольных участках X1, Х2 и коротких участках Y1, Y2, которые представляют собой прямые участки. Даже если происходит изменение зазора G в середине какого-либо из прямых участков, можно выполнять лазерную сварку, и при этом управлять положением перемещающего модуля 140 с целью его установки в позицию перемещения D в зависимости от размера изменившегося зазора G.
[0188] Как было упомянуто выше, в настоящем варианте осуществления, выполняют этап лазерной сварки встык, и при этом выполняют этап определения зазора для определения зазора G между корпусом 10 и уплотнительной пластиной 20 на линии сварного шва 80. Сварочный аппарат 200 выполняет определение зазора G перед конфигурацией распределения облучения Р, и в то же время, выполняет управление лазерной сваркой встык, выполняя при этом управление лазером для управления перемещающим модулем 140 с целью его установки в позицию перемещения в зависимости от размера зазора G.
[0189] Пятый вариант осуществления
Далее будет приведено описание пятого варианта осуществления. В данном варианте осуществления, конфигурация сварочного аппарата и других компонентов является такой же, как и во втором варианте осуществления. Как и во втором варианте осуществления, в данном варианте осуществления также выполняют этап предварительной фиксации. Однако в настоящем варианте осуществления, управление лазерной сваркой встык и управление сканированием начинают от продольного участка, что отличает его от второго варианта осуществления, в котором управление лазерной сваркой встык и управление сканированием начинают от короткого участка.
[0190] Настоящий вариант осуществления изобретения будет описан со ссылкой на фиг. 24. На фиг. 24 представлена горизонтальная проекция аккумулятора 1, как и на фиг. 11. Однако, место стартовой позиции Т и временные позиции К на фиг. 24 отличаются от приведенных на фиг. 11. В частности, в данном варианте осуществления место стартовой позиции Т установлено на продольном участке X1, как показано на фиг. 24. В данном варианте осуществления, количество временных позиций К составляет шесть, что меньше восьми позиций на фиг. 11, как показано на фиг. 24.
[0191] В данном варианте осуществления, как и во втором варианте осуществления, этап предварительной фиксации и этап лазерной сварки встык выполняют в следующем порядке. Это означает, что сначала выполняют этап предварительной фиксации. Этап предварительной фиксации, согласно данному варианту осуществления, выполняют за счет управления предварительной фиксацией сварочным аппаратом 100, как и во втором варианте осуществления, за исключением количества временных позиций К, которых меньше, чем во втором варианте осуществления.
[0192] Далее, на этапе лазерной сварки встык согласно данному варианту осуществления, лазерную сварку выполняют с применением сварочного аппарата 100 для выполнения сканирования лазерным лучом вдоль линии сварного шва 80 в направлении по часовой стрелке от стартовой позиции Т, обозначенной на продольном участке X1, за один проход. В данном варианте осуществления, при управлении лазерной сваркой встык, управление сканированием выполняют за счет управления гальваносканером 150 с целью осуществления сканирования лазерным лучом вдоль линии сварного шва 80.
[0193] Более конкретно, контроллер 180, согласно данному варианту осуществления, запускает управление сканированием через управление положительным сканированием вдоль продольной стороны. При управлении первым положительным сканированием вдоль продольной стороны, лазерный луч не воздействует на часть продольного участка X1, расположенную со стороны короткого участка Y1, от стартовой позиции Т. Поэтому при управлении сканированием, после управления положительным сканированием вдоль короткой стороны, чтобы облучить часть продольного участка X1, расположенную со стороны короткого участка Y1, от стартовой позиции Т лазерного луча, управление положительным сканированием вдоль продольной стороны для сканирования участка по направлению стрелки XW1 лазерным лучом выполняется снова. В частности, при управлении сканированием, контроллер 180, согласно данному варианту осуществления, выполняет операцию в следующей последовательности: управление положительным сканированием вдоль продольной стороны, управление вторым сканированием по изогнутой, управление отрицательным сканированием вдоль короткой стороны, управлением третьим сканированием по изогнутой, управление отрицательным сканированием вдоль продольной стороны, управление четвертым сканированием по изогнутой, управление положительным сканированием вдоль короткой стороны, управление первым сканированием по изогнутой, а также управление положительным сканированием вдоль продольной стороны.
[0194] В данном варианте осуществления, контроллер 180 управляет перемещающим модулем 140 с целью его установки в позицию перемещения А после запуска управления лазерной сваркой встык, пока не наступит начальный момент времени; а после того, как наступит начальный момент времени, контроллер 180 управляет перемещающим модулем 140 с целью его взаимосвязанного перемещения в позицию перемещения С. Благодаря этому, в настоящем варианте осуществления, техника позволяет также предотвратить проникновение лазерного луча вблизи стартовой позиции Т. Также в настоящем варианте осуществления, взаимосвязанное перемещение перемещающего модуля 140 выполняют без остановки излучения лазерного луча лазерным генератором 110. Благодаря этому, в настоящем варианте осуществления, также можно видоизменять профиль распределения плотности мощности конфигурации распределения облучения Р за более короткий срок, тем самым сокращая время, необходимое для лазерной сварки.
[0195] При запуске управления лазерной сваркой встык, согласно настоящему варианту осуществления, от стартовой позиции Т можно уменьшить деформацию уплотнительной пластины 20 в большей степени, по сравнению со вторым вариантом осуществления. В частности, во втором вариант осуществления, в котором стартовая позиция Т предусмотрена на коротком участке Y1, например, когда участок, соединенный встык, был сформирован на упомянутой стартовой позиции Т, отклонение между внутренней поверхностью стенки 13 паза 11 корпуса 10 и боковой поверхностью 21 уплотнительной пластины 20 может быть большим на коротком участке Y2. Короткий участок Y2 расположен по диагонали к стартовой позиции Т, и, таким образом, расстояние от него до стартовой позиции Т большее. Поэтому, например, если причиной деформации была часть уплотнительной пластины 20, расположенная вблизи стартовой позиции Т, упомянутая деформация вблизи стартовой позиции Т становится больше на коротком участке Y2, который расположен по диагонали к стартовой позиции Т.
[0196] Напротив, в данном варианте осуществления, поскольку стартовая позиция Т установлена на продольном участке X1, любое место на линии сварного шва 80 имеет меньшее расстояние от стартовой позиции Т, чем во втором варианте осуществления. Поэтому в данном варианте осуществления, даже если деформация, причиной которой было формирование участка, соединенного встык, возникает вблизи стартовой позиции Т на продольном участке X1, упомянутая деформация в данной стартовой позиции Т не может вызвать большее отклонение между внутренней поверхностью стенки 13 паза 11 корпуса 10 и боковой поверхностью 21 уплотнительной пластины 20 на линии сварного шва 80. Соответственно, согласно данному варианту осуществления, можно сформировать стыкуемый участок на линии сварного шва 80 более правильным образом, чем по второму варианту осуществления.
[0197] Кроме того, в данном варианте осуществления, поскольку отклонение между корпусом 10 и уплотнительной пластиной 20 при управлении лазерной сваркой встык предотвращают, можно сократить количество временных позиций K при управлении предварительной фиксацией. Предварительно зафиксированные участки предусмотрены с целью предотвращения отклонения между корпусом 10 и уплотнительной пластиной 20 при управлении лазерной сваркой встык; поэтому, когда отклонение становится меньше, может потребоваться меньшее количество предварительно зафиксированных участков. Поэтому в данном варианте осуществления, можно выполнить управление предварительной фиксацией за более короткие сроки. Это объясняется тем, что количество временных позиций К может быть уменьшено.
[0198] Как было подробно описано выше, в данном варианте осуществления, управление лазерной сваркой встык и управление сканированием на этапе лазерной сварки встык выполняют от стартовой позиции Т на продольном участке X1. Тем самым, можно дополнительно предотвратить возникновение дефектов на этапе лазерной сварки встык. Кроме того, количество временных позиций К на этапе предварительной фиксации может быть сокращено. Соответственно, этап предварительной фиксации может быть выполнен за более короткий срок.
[0199] Вариации
Вариации упомянутых выше вариантов осуществления будут описаны следующим образом. Сначала будут пояснены вариации конфигурации распределения облучения. На фиг. 25 представлены вариации 1, 2 конфигурации распределения облучения. На фиг. 25 в таблице с вариациями 1, 2 в верхнем ряду представлены соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP находится в области 131 форматирования дифракционного оптического элемента 130. В среднем ряду таблицы представлены соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP находится в области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Кроме того, в нижнем ряду таблицы приведены соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP пересекает границу 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Как показано на фиг. 25, в каждой из вариаций 1, 2, конфигурация распределения облучения, сформированная, когда точка падения LP находится в области 131 форматирования дифракционного оптического элемента 130, отличается от приведенных в вышеупомянутых вариантах осуществления. С другой стороны, когда точка падения LP находится в области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130, каждая из вариаций 1, 2 имеет конфигурацию распределения облучения, включающую в себя центральное пятно S0, расположенное в центральной зоне А1, как и в вышеупомянутых вариантах осуществления.
[0200] В частности, конфигурация распределения облучения, как показано в верхнем ряду вариации 1 на фиг. 25, включает в себя группу SG пятен во внешнем поле, которая меньше, чем в конфигурации распределения облучения Р, приведенной на фиг. 5. В вариации 1 область 131 форматирования дифракционного оптического элемента 130 может включать в себя дифракционную решетку, которая фокусирует излучаемые лучи в соответствующее пятно группы SG пятен во внешнем поле, как показано в верхнем ряду на фиг. 25. В конфигурации распределения облучения, как показано в нижнем ряду вариации 1 на фиг. 25, проявляется как группа SG пятен во внешнем поле, так и центральное пятно S0. Соответственно, в вариации 1, как и в вышеупомянутых вариантах осуществления, при лазерной сварке может быть сформирована конфигурация распределения облучения, имеющая различные профили распределения плотности мощности, за счет изменения положения точки падения LP на дифракционном оптическом элементе 130.
[0201] В конфигурации распределения облучения, как показано в верхнем ряду вариации 2 на фиг. 25, центральное пятно S0 формируется в дополнение к группе SG пятен во внешнем поле конфигурация распределения облучения Р, как показано на фиг. 5. В вариации 2 область 131 форматирования дифракционного оптического элемента 130 может включать в себя дифракционную решетку, которая фокусирует излучаемый луч в пятно группы SG пятен во внешнем поле и центрального пятна S0, как показано в верхнем ряду на фиг. 25. В вариации 2, как показано на фиг. 25, конфигурация распределения облучения в верхнем ряду, как и конфигурация распределения облучения в нижнем ряду имеют одинаковое количество и одинаковые структуры соответствующих пятен. Однако в вариации 2, отличающейся от конфигурации распределения облучения в верхнем ряду, в конфигурации распределения облучения в нижнем ряду центральное пятно S0 имеет более высокую плотность мощности, чем в группе SG пятен во внешнем поле. Поэтому в вариации 2 также как и в вышеупомянутых вариантах осуществления, при лазерной сварке может быть сформирована конфигурация распределения облучения, имеющая различные профили распределения плотности мощности, за счет изменения места точки падения LP на дифракционном оптическом элементе.
[0202] На фиг. 25 к упомянутой конфигурации распределения облучения по каждой из вариаций 1, 2 добавлены ось X и ось Y, как и на фиг. 5, фиг. 6 и фиг. 7 согласно вышеупомянутым вариантам осуществления. Лазерная сварка с использованием конфигурации распределения облучения по каждой из вариаций 1, 2 может быть выполнена таким же образом, как и лазерная сварка с использованием каждой конфигурации распределения облучения Р на фиг. 5, фиг. 6 и фиг. 7 согласно вышеупомянутым вариантам осуществления. Благодаря этому, лазерную сварку можно выполнять с гибким управлением.
[0203] Далее будет дано описание вариаций конфигурации распределения облучения, представленных на фиг. 26, но отличающихся от представленных на фиг. 25. В таблице для соответствующих вариаций 3-6 на фиг. 26, верхний ряд таблицы показывает соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP находится в пределах области 131 форматирования дифракционного оптического элемента 130. Средний ряд таблицы показывает соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Кроме того, нижний ряд таблицы показывает соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP пересекает границу 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Как показано на фиг. 26, в каждой из вариаций 3-6 конфигурация распределения облучения, сформированная, когда точка падения LP находилась в области 131 форматирования дифракционного оптического элемента 130, отличается от конфигураций вышеупомянутых вариантов осуществления. С другой стороны, когда точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130, каждая из вариаций 3-6 имеет конфигурацию распределения облучения, включающую в себя центральное пятно S0, расположенное в центральной зоне А1, как и в вышеупомянутых вариантах осуществления.
[0204] В частности, конфигурация распределения облучения, как показано в верхнем ряду вариации 3 на фиг. 26, включает в себя группу SG пятен во внешнем поле, соответствующую пятнам S11, S12, S41, S42 во внешнем поле конфигурации распределения облучения Р, как показано на фиг. 5. Каждая конфигурация распределения облучения, как показано в верхнем ряду вариаций 4, 5 на фиг. 26, имеет группу SG пятен во внешнем поле меньшую, чем в вариации 3, и имеет структуру, отличающуюся от вариации 3. Конфигурация распределения облучения, как показано в верхнем ряду вариации 6 на фиг. 26, имеет такое же количество группы SG пятен во внешнем поле, как и в вариации 3, однако ее структура отличается от вариации 3.
[0205] В конфигурации распределения облучения, как показано в нижнем ряду каждой из вариаций 3-6 на фиг. 26, проявляется и группа SG пятен во внешнем поле, как показано в верхнем ряду, и центральное пятно S0, как показано в среднем ряду. Поэтому в каждой из вариаций 3-6, как и в вышеупомянутых вариантах осуществления, при лазерной сварке также можно формировать различные конфигурации распределения облучения, имеющие иные профили распределения плотности мощности, за счет изменения положения точки падения LP на дифракционном оптическом элементе 130. Это означает, что можно выполнять лазерную сварку с гибким управлением. В каждой из вариаций 3-6, область 131 форматирования дифракционного оптического элемента 130 может включать в себя дифракционную решетку, которая излучает луч в каждое пятно группы SG пятен во внешнем поле, как показано в верхнем ряду на фиг. 26.
[0206] В случае выполнения управление сканированием при лазерной сварке с применением конфигурации распределения облучения каждой из вариаций 3-6, на фиг. 26, направление, обозначенное стрелкой Z, добавленное к каждой конфигурации распределения облучения, может быть установлено как направление сканирования. Например, если управление сканированием выполняют при лазерной сварке с применением конфигурации распределения облучения из вариации 4, управление сканированием может быть выполнено таким образом, как показано на фиг. 27.
[0207] На фиг. 27 показано, что линия сварного шва 95 в положении 90 напротив друг друга, при котором соединяемые поверхности 93, 94 двух элементов 91, 92, намеченных для сварки, обращены друг к другу, представляет собой прямолинейный участок. На фиг. 27 представлена конфигурация распределения облучения Р4 согласно вариации 4. Конфигурация распределения облучения Р4 скомпонована из центрального пятна S0, а также группы SG пятен во внешнем поле, сформированной первым пятном S51 и вторым пятном S52 во внешнем поле, которые вместе с центральным пятном S0 соответственно выступают вершинами треугольника.
[0208] На фиг. 27, левая часть представляет собой стартовую позицию для управления лазерной сваркой встык и для управления сканированием, а правое направление представляет собой направление сканирования лазерным лучом, как показано стрелкой Z. Поэтому, как показано на фиг. 27, при управлении сканированием с применением конфигурации распределения облучения Р4, промежуточная часть между первым пятном S51 во внешнем поле и вторым пятном S52 во внешнем поле, а также центральное пятно S0 проходят через точку сварки на линии сварного шва 95 в порядке промежуточной части между первым пятном S51 во внешнем поле и вторым пятном S52 во внешнем поле, а также центральным пятном S0.
[0209] Благодаря этому, при управлении сканированием с применением конфигурации распределения облучения Р4, первое пятно S51 во внешнем поле и второе пятно S52 во внешнем поле формируют перед центральным пятном S0 в направлении сканирования, как показано стрелкой Z. Кроме того, первое пятно S51 во внешнем поле фокусируют на элементе 91, намеченном для сварки, перед центральным пятном S0, а второе пятно S52 во внешнем поле фокусируют на элементе 92, намеченном для сварки, перед центральным пятном S0, соответственно.
[0210] На фиг. 27, после запуска управления лазерной сваркой встык и до наступления начального момента времени, когда зазор перед центральным пятном S0 заполняют расплавленным участком, образованным с помощью первого пятна S51 во внешнем поле и второго пятна S52 во внешнем поле, точка падения LP может быть расположена в области 131 форматирования. После того, как наступит начальный момент времени, место точки падения LP может быть изменено, когда облучение лазерным лучом происходит таким образом, чтобы установить точку падения LP в месте, пересекающем границу 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено. При этом управление сканированием может быть запущено, когда место точки падения LP изменено. Благодаря этому, можно предотвратить проникновение лазерного луча с тем, чтобы устранить возникновение дефектов и соединить два элемента 91, 92, намеченные для сварки, вместе вдоль линии сварного шва 95 за более короткий срок.
[0211] Далее будет дано описание вариаций конфигурации распределения облучения, представленных на фиг. 28, отличающихся от приведенных на фиг. 25 и фиг. 26. В таблице для соответствующих вариаций 7-9 на фиг. 28, верхний ряд таблицы показывает соответствующие конфигурации распределения облучения в вариациях 7-9, каждая из которых формируется, когда точка падения LP находится в пределах области 131 форматирования дифракционного оптического элемента 130. Средний ряд таблицы показывает соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Кроме того, нижний ряд таблицы показывает соответствующие конфигурации распределения облучения, каждая из которых формируется, когда точка падения LP пересекает границу 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130. Как показано на фиг. 28, в каждой из вариаций 7 и 9 конфигурация распределения облучения, сформированная тогда, когда точка падения LP находится в пределах области 131 форматирования дифракционного оптического элемента 130, отличается от конфигураций вышеупомянутых вариантов осуществления и вариаций 1-6. В вариации 8 площадь и структура группы SG пятен во внешнем поле в конфигурации распределения облучения такие же, как и в вариации 3. Однако, как показано на фиг. 28, в вариации 8 направление стрелки Z, которое является направлением сканирования, отличается от направления сканирования в вариации 3. В каждой из вариаций 7-9, конфигурация распределения облучения включает в себя центральное пятно S0, расположенное в пределах центральной зоны А1, как и в вышеупомянутых вариантах осуществления, если точка падения LP находится в пределах области 132, в которой форматирование не предусмотрено, дифракционного оптического элемента 130.
[0212] Более конкретно, конфигурация распределения облучения, как показано в верхнем ряду вариации 7 на фиг. 28, включает в себя группу SG пятен во внешнем поле, соответствующую пятнам S11, S12, S31, S32 во внешнем поле конфигурации распределения облучения Р, как показано на фиг. 5. Конфигурация распределения облучения, как показано в верхнем ряду вариации 8 на фиг. 28, включает в себя группу SG пятен во внешнем поле, соответствующую пятнам S11, S12, S21, S22 во внешнем поле конфигурации распределения облучения Р, как показано на фиг. 5. В конфигурации распределения облучения, как показано в верхнем ряду вариации 9 на фиг. 28, численность группы SG пятен во внешнем поле меньше, чем в вариации 7, а ее структура отличается от вариации 7.
[0213] В вариации 8 только система координат отличается от вариации 3, а площадь и структура группы SG пятен во внешнем поле такие же, как и в вариации 3. Поэтому в отношении каждой конфигурации распределения облучения в вариации 3 и вариации 8, профиль распределения плотности мощности становится одинаковым в вариации 3 и в вариации 8, если КПД плотности мощности центрального пятна S0 и КПД плотности мощности группы SG пятен во внешнем поле становятся одинаковыми в вариации 3 и в вариации 8.
[0214] В каждой из вариаций 7-9, в конфигурации распределения облучения, как показано в нижнем ряду на фиг. 28, возникают и группа SG пятен во внешнем поле, как показано в верхнем ряду, и центральное пятно S0, как показано в среднем ряду. Поэтому в каждой из вариаций 7-9, как и в вышеупомянутых вариантах осуществления, при лазерной сварке могут быть сформированы различные конфигурации распределения облучения, имеющие иные профили распределения плотности мощности за счет изменения места точки LP падения на дифракционном оптическом элементе 130. Это означает, что лазерную сварку можно выполнять с гибким управлением. В каждой из вариаций 7-9 область 131 форматирования дифракционного оптического элемента 130 может включать в себя дифракционную решетку, которая фокусирует излучаемый луч в каждое пятно группы SG пятен во внешнем поле, как показано в верхнем ряду на фиг. 28.
[0215] В случае выполнения управления сканированием при лазерной сварке с применением конфигурации распределения облучения по каждой из вариаций 7-9, на фиг. 28 направление, показанное стрелкой Z, добавленное к каждой конфигурации распределения облучения, может использоваться в качестве направления сканирования. Например, если управление сканированием выполняется при лазерной сварке с использованием конфигурации распределения облучения вариации 9, управление сканированием может быть выполнено таким образом, как показано на фиг. 29.
[0216] На фиг. 29 показано, что линия сварного шва 95 в положении 90 напротив друг друга, при котором соединяемые поверхности 93, 94 двух элементов 91, 92, намеченных для сварки, обращены друг к другу, представляет собой прямолинейный участок. На фиг. 29 представлена конфигурация распределения облучения Р9 согласно вариации 9. Конфигурация распределения облучения Р9 скомпонована из центрального пятна S0, а также группы SG пятен во внешнем поле, сформированной первым пятном S61 во внешнем поле и вторым пятном S62 во внешнем поле, предусмотренных на разных позициях.
[0217] На фиг. 29 левая часть является стартовой позицией при управлении лазерной сваркой встык и управлении сканированием, а направление сканирования лазерным лучом представляет собой правое направление, как показано стрелкой Z. Как показано на фиг. 29, при управлении сканированием с использованием конфигурации распределения облучения Р9, центральное пятно S0 может перемещаться вдоль линии сварного шва 95. Кроме того, при управлении сканированием первое пятно S61 во внешнем поле может перемещать переднее центральное пятно S0 вдоль первой дорожки 96, расположенной параллельно линии сварного шва 95. Кроме того, при управлении сканированием второе пятно S62 во внешнем поле может перемещаться за центральным пятном S0 вдоль второй дорожки 97, расположенной параллельно линии сварного шва 95.
[0218] Благодаря этому, при управлении сканированием с использованием конфигурации распределения облучения Р9, первое пятно S61 во внешнем поле формируют перед центральным пятном S0 в направлении сканирования, как показано стрелкой Z. Кроме того, второе пятно 62 во внешнем поле формируют за центральным пятном S0 в направлении сканирования, как показано стрелкой Z. Кроме того, первое пятно S61 во внешнем поле фокусируют на элементе 92, намеченном для сварки, перед центральным пятном S0, а второе пятно S62 во внешнем поле фокусируют на элементе 91, намеченном для сварки, за центральным пятном S0, соответственно.
[0219] На фиг. 29, при запуске управления лазерной сваркой встык, точка падения LP может находиться в пределах области 131 форматирования дифракционного оптического элемента 130, пока не наступит начальный момент времени, когда зазор, расположенный перед центральным пятном S0, начнет заполняться расплавленным участком, образованным с помощью первого пятна S61 во внешнем поле. После того, как наступит начальный момент времени, место точки падения LP может быть изменено во время излучения лазерного луча, с тем, чтобы установить точку падения LP в положение поперек границы 133 между областью 131 форматирования и областью 132, в которой форматирование не предусмотрено. Управление сканированием может быть запущено в то время, когда положение точки падения LP дополнительно изменилось. Благодаря этому, можно предотвратить проникновение лазерного луча, с тем, чтобы устранить возникновение дефектов и соединить два элемента 91, 92, намеченных для сварки, вместе вдоль линии сварного шва 95 за более короткий срок.
[0220] При управлении сканированием, как показано на фиг. 29, с использованием конфигурации распределения облучения Р9, также можно устранить быстрое падение температуры расплавленного участка, образовавшегося после прохождения центрального пятна S0 с использованием вторых пятен S62 во внешнем поле. Благодаря этому, можно выполнять лазерную сварку, предотвращая при этом возникновение трещин и тому подобного.
[0221] Если лазерную сварку выполнять вдоль линии сварного шва 80 на аккумуляторе 1 прямоугольной формы с использованием конфигурации распределения облучения по каждой из вариаций 3-9, отличающихся от вариаций из вышеупомянутых вариантов осуществления, управление сканированием можно выполнять с одновременным изменением системы координат между аккумулятором 1 и конфигурацией распределения облучения Р. В частности, если лазерную сварку выполняют с использованием конфигурации распределения облучения по каждой из вариаций 3-9, сканирование лазерным лучом может быть выполнено с одновременным поворотом конфигурации распределения облучения таким образом, чтобы ориентировать направление стрелки Z вдоль линии сварного шва 80. Поэтому дифракционный оптический элемент 130 можно поворачивать относительно аккумулятора 1, например. В качестве альтернативного варианта, аккумулятор 1 можно поворачивать относительно дифракционного оптического элемента 130, например.
[0222] Далее будут описаны вариации дифракционного оптического элемента. В упомянутых выше вариантах осуществления были пояснены примеры с использованием дифракционного оптического элемента 130, образованного областью 131 форматирования, в которой по центру предусмотрена дифракционная решетка, и областью 132, в которой форматирование не предусмотрено и в которой дифракционная решетка не предусмотрена, при этом она окружает область 131 форматирования. Тем не менее, например, как показано на фиг. 30, может быть предусмотрен дифракционный оптический элемент 230, включающий в себя первую область 231 форматирования и вторую область 232 форматирования, в каждой из которых предусмотрена дифракционная решетка.
[0223] Если конфигурацию распределения облучения Р на каждом чертеже на фиг. 5, фиг. 6, фиг. 7 формируют с использованием дифракционного оптического элемента 230, упомянутая дифракционная решетка, которая фокусирует излучаемый луч на группу SG пятен во внешнем поле на фиг. 5 из точки падения LP падающего луча Li, может быть предусмотрена в первой области 231 форматирования. Кроме того, дифракционная решетка, которая фокусирует излучаемый луч на центральное пятно S0 на фиг. 7 из точки падения LP падающего луча Li, может быть предусмотрена во второй области 232 форматирования.
[0224] Перемещающий модуль устанавливают в позицию перемещения А, как показано на фиг. 30, с тем, чтобы расположить точку падения LP в пределах первой области 231 форматирования дифракционного оптического элемента 230, тем самым формируя конфигурацию распределения облучения Р, как показано на фиг. 5. Перемещающий модуль устанавливают в позицию перемещения D, как показано на фиг. 30, с тем, чтобы расположить точку падения LP в пределах второй области 232 форматирования дифракционного оптического элемента 230, тем самым формируя конфигурацию распределения облучения Р, как показано на фиг. 7. Кроме этого, перемещающий модуль устанавливают в позицию перемещения F, как показано на фиг. 30, с тем, чтобы расположить точку падения LP поперек границы 233 между первой областью 231 форматирования и второй областью 232 форматирования дифракционного оптического элемента 230, тем самым формируя конфигурацию распределения облучения Р, как показано на фиг. 6.
[0225] За счет использования дифракционного оптического элемента 230 вместо дифракционного оптического элемента 130, также можно видоизменять конфигурацию распределения облучения Р с тем, чтобы она имела несколько различных профилей распределения плотности мощности, как в случае с использованием дифракционного оптического элемента 130.
[0226] Данный вариант осуществления приведен лишь в качестве примера осуществления настоящего изобретения и не предназначен для ограничения настоящего изобретения в целом. Соответственно, настоящее изобретение, естественно, может быть модифицировано и изменено разнообразным образом в пределах объема настоящего изобретения. Например, при точечной сварке, при которой образуется точечный расплавленный участок в месте сварки участка, где стыкуемые поверхности двух соединяемых заготовок обращены друг к другу, выполнение сканирования лазерным лучом не требуется. В частности, например, облучение точки сварки лазерным лучом при управлении лазерной сваркой встык может быть запущено после установки перемещающего модуля 140 в позицию перемещения А; а после наступления начального момента времени, перемещающий модуль 140 может быть взаимосвязанно перемещен из позиции перемещения А в позицию перемещения С. В этот момент времени точка сварки может быть установлена в пределах центральной зоны А1 в конфигурации распределения облучения Р. Благодаря этому, после запуска управления лазерной сваркой встык, пока не наступит начальный момент времени, можно устранить проникновение лазерного луча через зазоры с использованием группы SG пятен во внешнем поле, тем самым предотвращая возникновение дефектов. После наступления начального момента времени и заполнения зазора, можно за более короткий срок сформировать точечный стыкуемый участок, имеющий достаточную глубину на каждой точке сварки, с использованием центрального пятна S0.
[0227] Например, сканирование лазерным лучом вдоль линии сварного шва можно также выполнять путем перемещения элементов, намеченных для сварки, относительно лазерного луча. Кроме того, сканирование лазерным лучом на линии сварного шва можно выполнять путем за счет перемещения, как элементов, намеченных для сварки, так и лазерного луча.
[0228] Например, в вышеупомянутых вариантах осуществления, место точки падения падающего луча на дифракционный оптический элемент меняется при взаимосвязанном перемещении перемещающего модуля 140. Хотя место точки падения падающего луча на дифракционный оптический элемент можно менять с помощью иных механизмов, отличающихся от использования перемещающего модуля 140. Например, может быть использован любой вращающийся механизм для поворота дифракционного оптического элемента вокруг оси вращения, предусмотренный параллельно оптической оси падающего луча, но отличающийся от упомянутой оптической оси падающего луча. Поэтому место точки падения падающего луча на дифракционный оптический элемент можно также менять с помощью такого вращающегося механизма. В качестве альтернативного варианта, место точки падения падающего луча на дифракционный оптический элемент можно менять за счет перемещения падающего луча относительно дифракционного оптического элемента. Для этого случая, может быть рассмотрено перемещение оптического волновода, расположенного по технологической линии выше дифракционного оптического элемента на оптической траектории лазерного луча. Можно также рассматривать установку отражающего зеркала по технологической линии перед дифракционным оптическим элементом на оптической траектории лазерного луча таким образом, чтобы менять угол дифракционного оптического элемента относительно оптической траектории лазерного луча, за счет изменения места точки падения падающего луча на дифракционном оптическом элементе. Место точки падения падающего луча на дифракционном оптическом элементе можно также менять путем относительного перемещения, как дифракционного оптического элемента, так и оптической траектории лазерного луча. Хотя, как и в вышеупомянутых вариантах осуществления, сварочный аппарат может быть упрощенной конструкции, с использованием перемещающего модуля для взаимосвязанного перемещения дифракционного оптического элемента.
[0229] Например, в вышеупомянутых вариантах осуществления, было описано, что место точки падения падающего луча на дифракционном оптическом элементе избирательно меняют между позицией в пределах области 131 форматирования и позицией пересечения границы 133. Хотя, например, место точки падения падающего луча на дифракционном оптическом элементе можно менять в пределах диапазона, где позиция пересекает границу 133. В таком случае, за счет изменения места точки падения падающего луча на дифракционном оптическом элементе, можно видоизменять профиль распределения плотности мощности в конфигурации распределения облучения.
[0230] Из упомянутых выше вариантов осуществления только в третьем варианте осуществления описан пример изменения величины выходной мощности лазерного генератора. Естественно, тем не менее, что в других вариантах осуществления, отличающихся от третьего варианта осуществления, величину выходной мощности лазера лазерного генератора можно менять до тех пор, пока можно улучшать профиль распределения плотности мощности и пр.
[0231] В каждом из вышеупомянутых вариантов осуществления был подробно описан случай с использованием дифракционного оптического элемента типа пропускающей решетки, у которого предусмотрена дифракционная решетка, которая излучает лазерный луч. Хотя настоящее изобретение не ограничивается таким дифракционным оптическим элементом передаточного типа, но также применимо к случаю с использованием дифракционного оптического элемента отражающего типа, в котором предусмотрена дифракционная решетка, излучающая отраженный лазерный луч.
[0232] В каждом из вышеупомянутых вариантов осуществления, был описан случай с использованием пятен конфигурации распределения облучения, каждое из которых имеет круглую форму. Тем не менее, конфигурация распределения облучения может быть сформирована пятнами, каждое из которых имеет любую другую форму, отличающуюся от круглой, например, многоугольную форму, в виде треугольника и овальную форму.
[0233] В каждом из вышеупомянутых вариантов осуществления, был описан конкретный случай с корпусом аккумулятора и уплотнительной пластиной, изготовленных из алюминия, в качестве стыкуемых заготовок. Тем не менее, материал изготовления не ограничивается алюминием, и настоящее изобретение применимо к сочетанию любых других материалов, с условием, что материалы могут быть соединены вместе с помощью лазерной сварки. Естественно, что настоящее изобретение также применимо к лазерной сварке стыкуемых заготовок, отличающихся от аккумулятора.
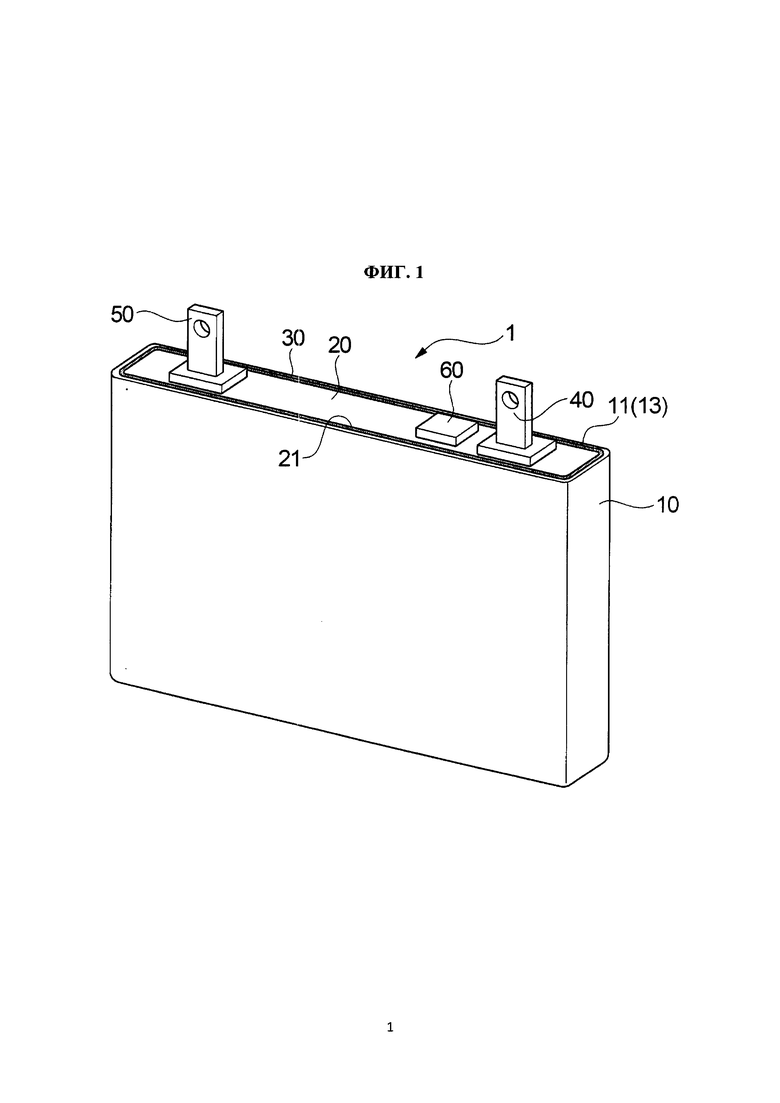
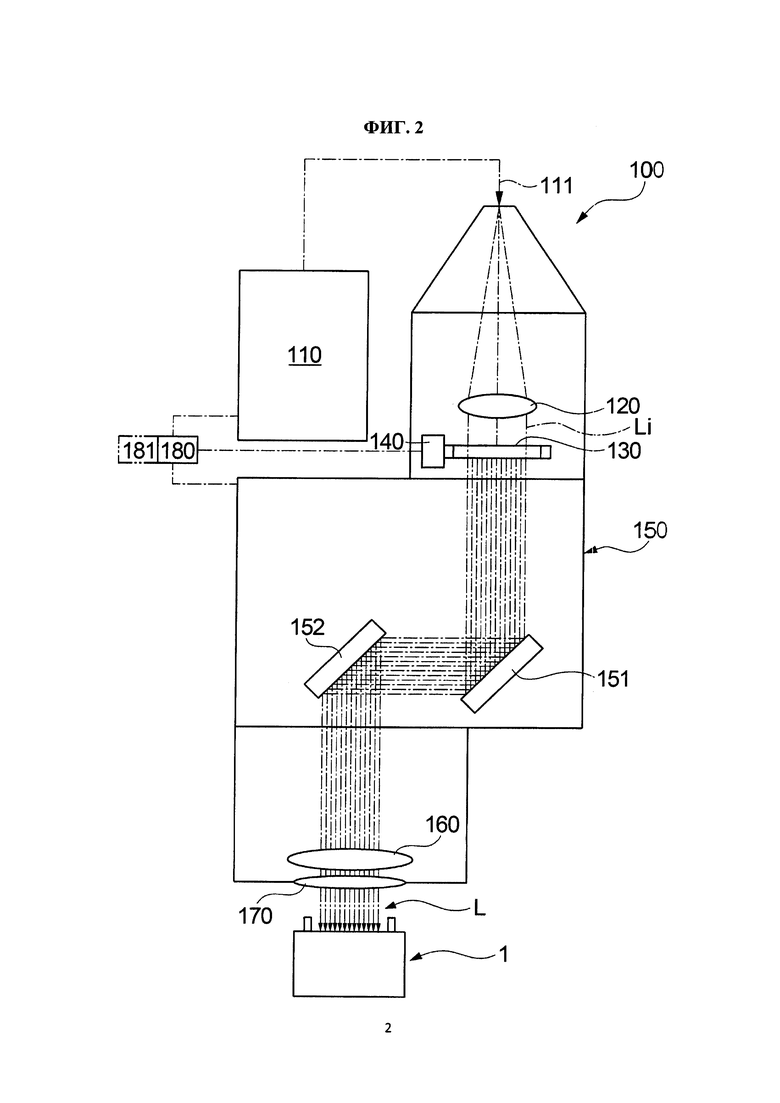
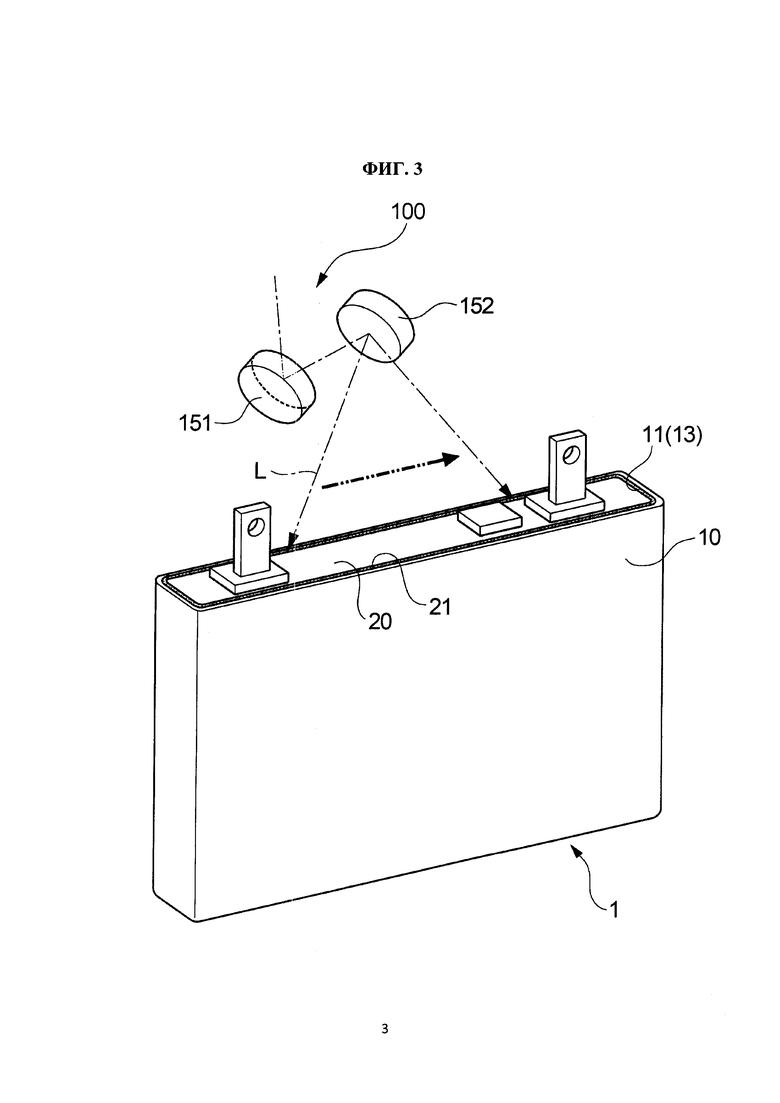
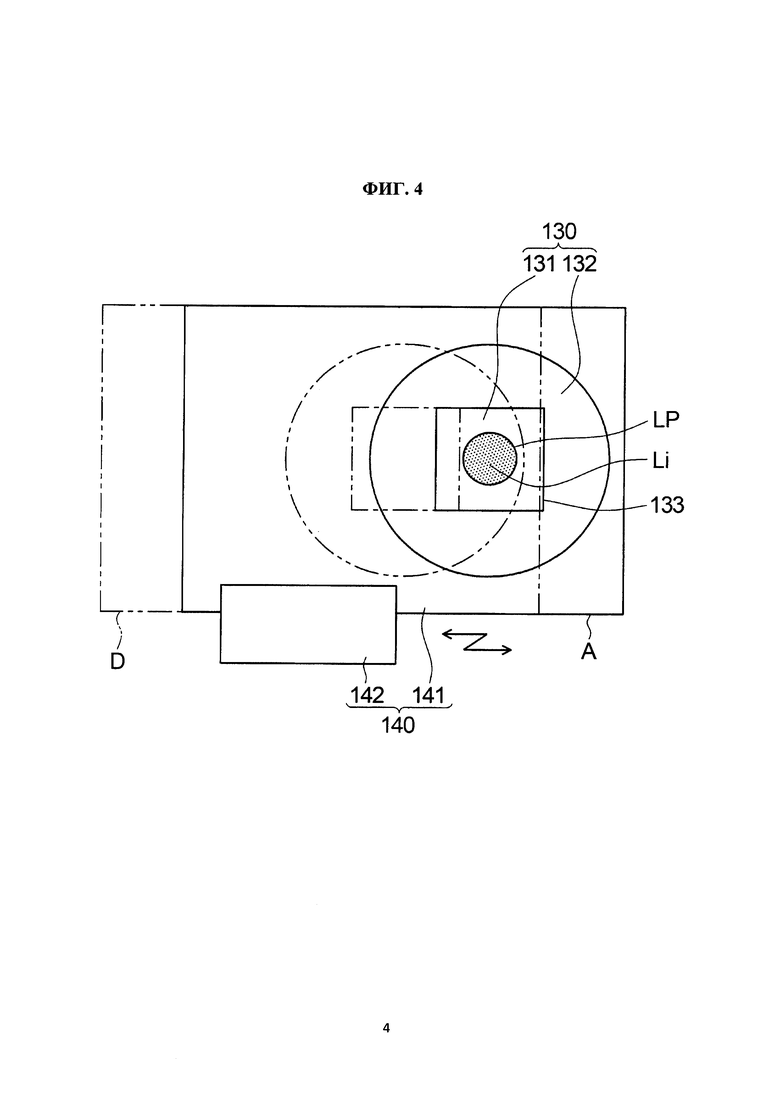
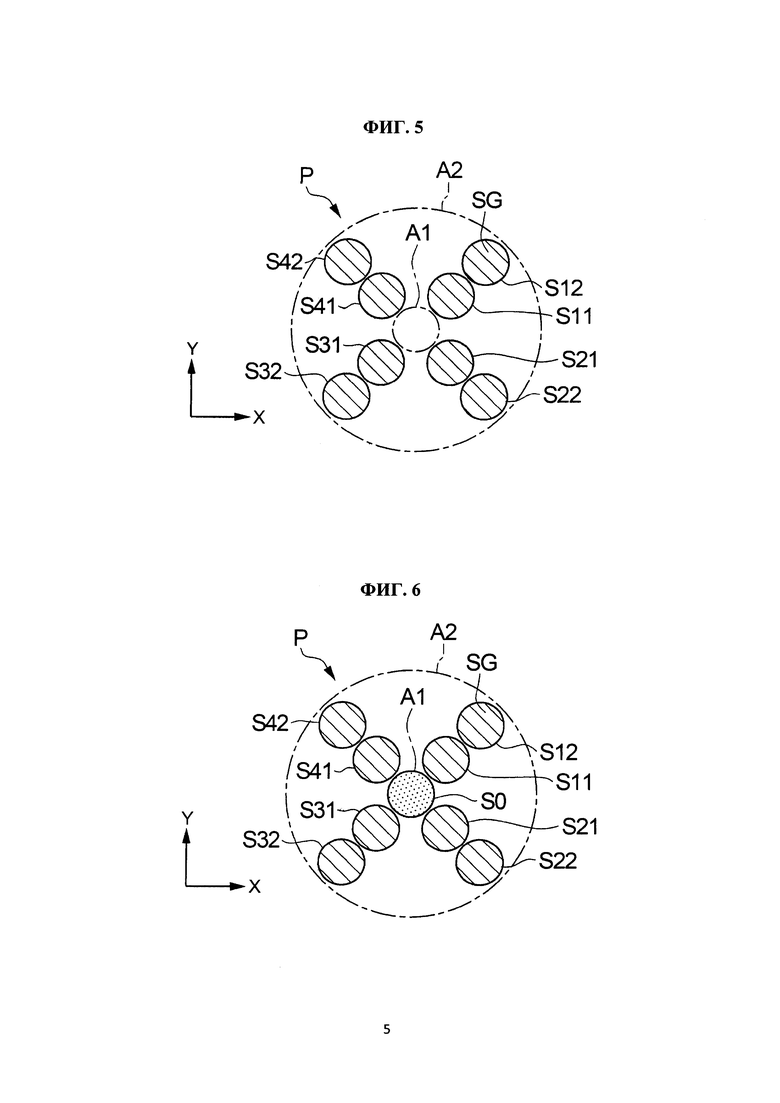
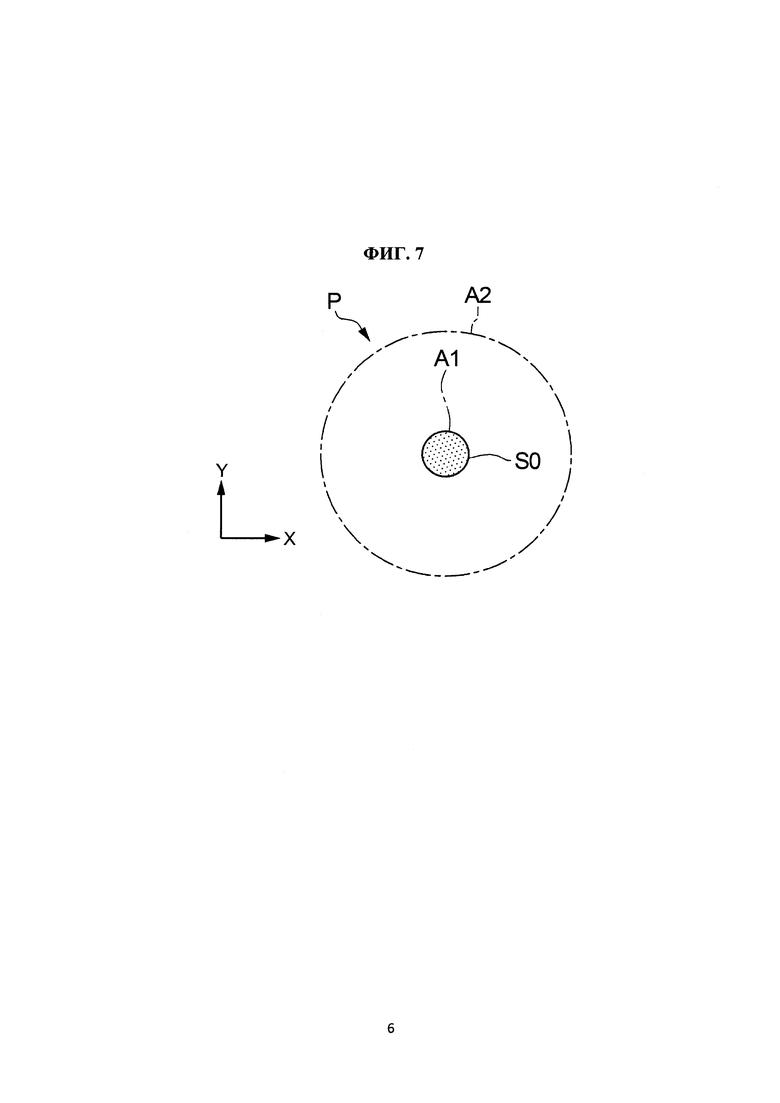
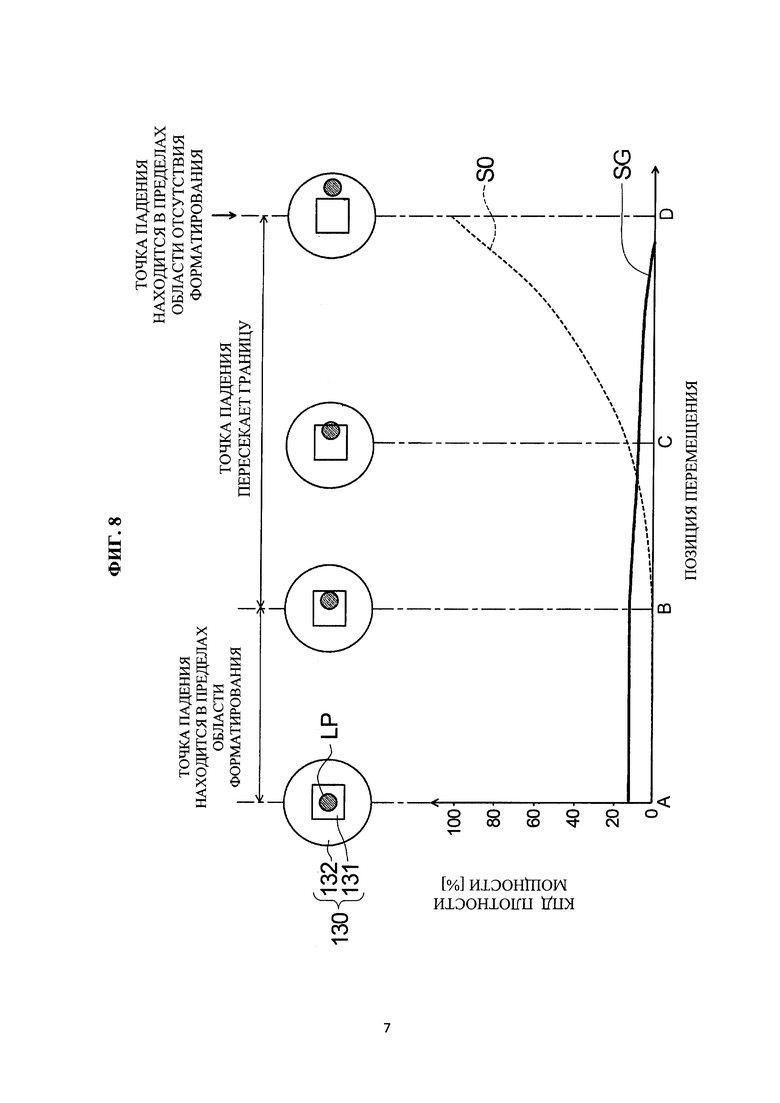
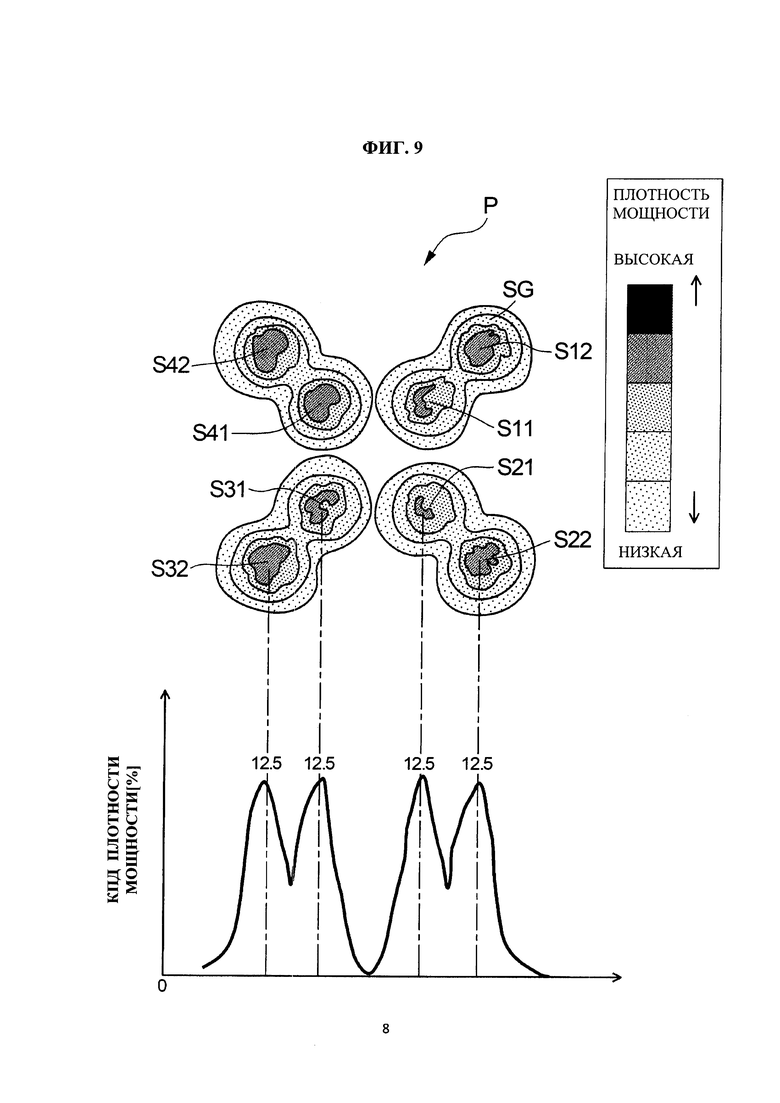
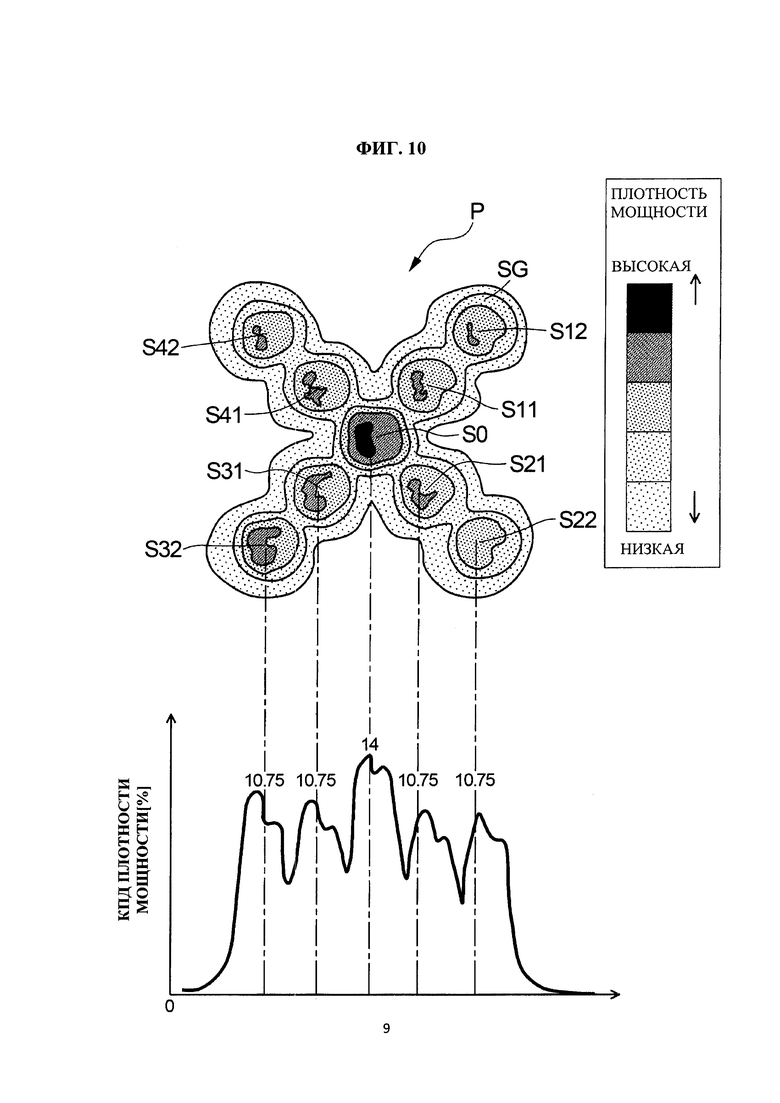
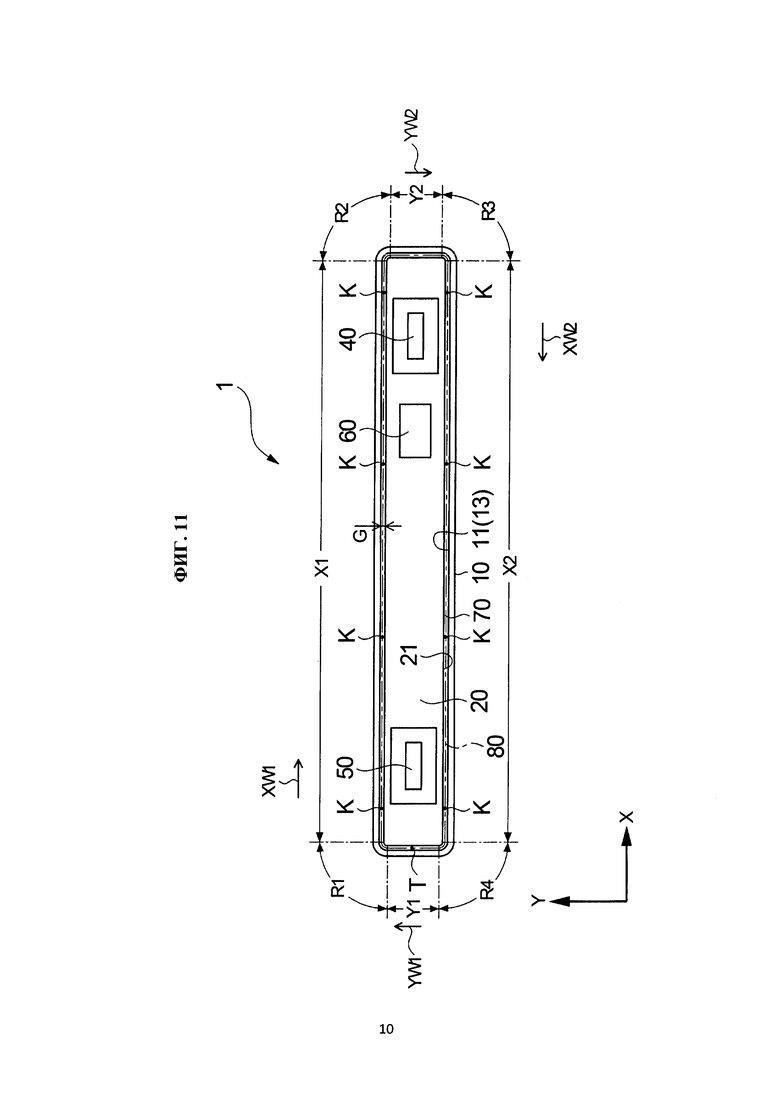
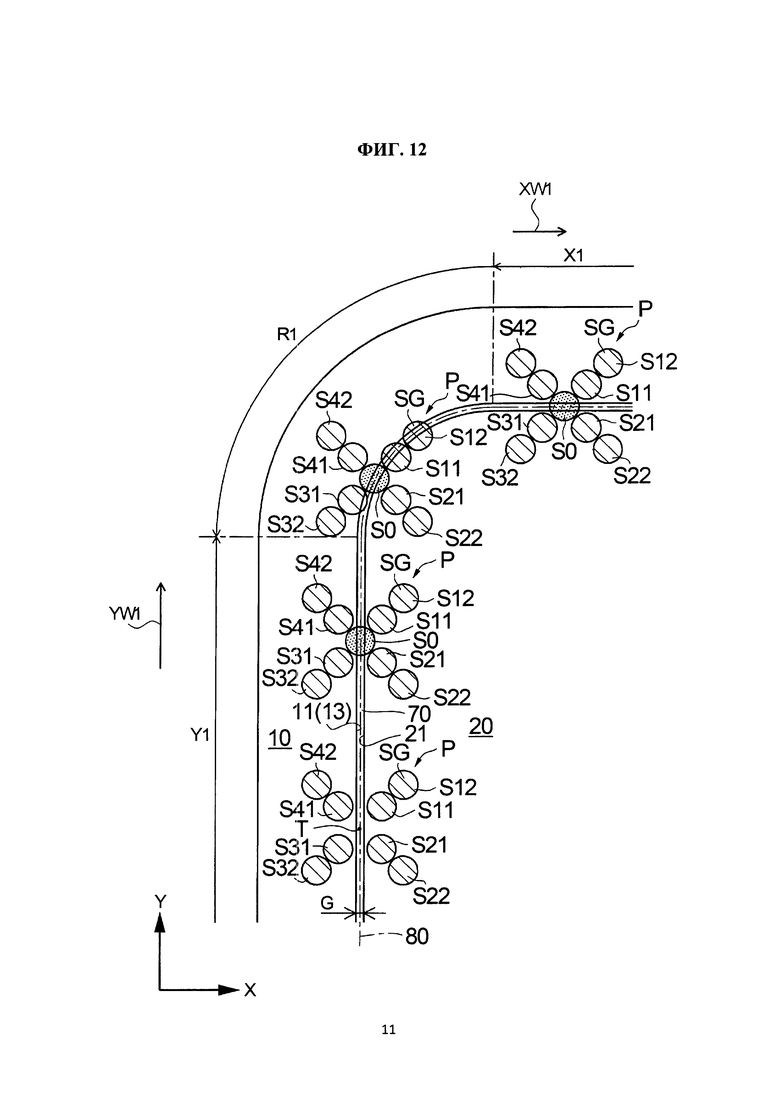
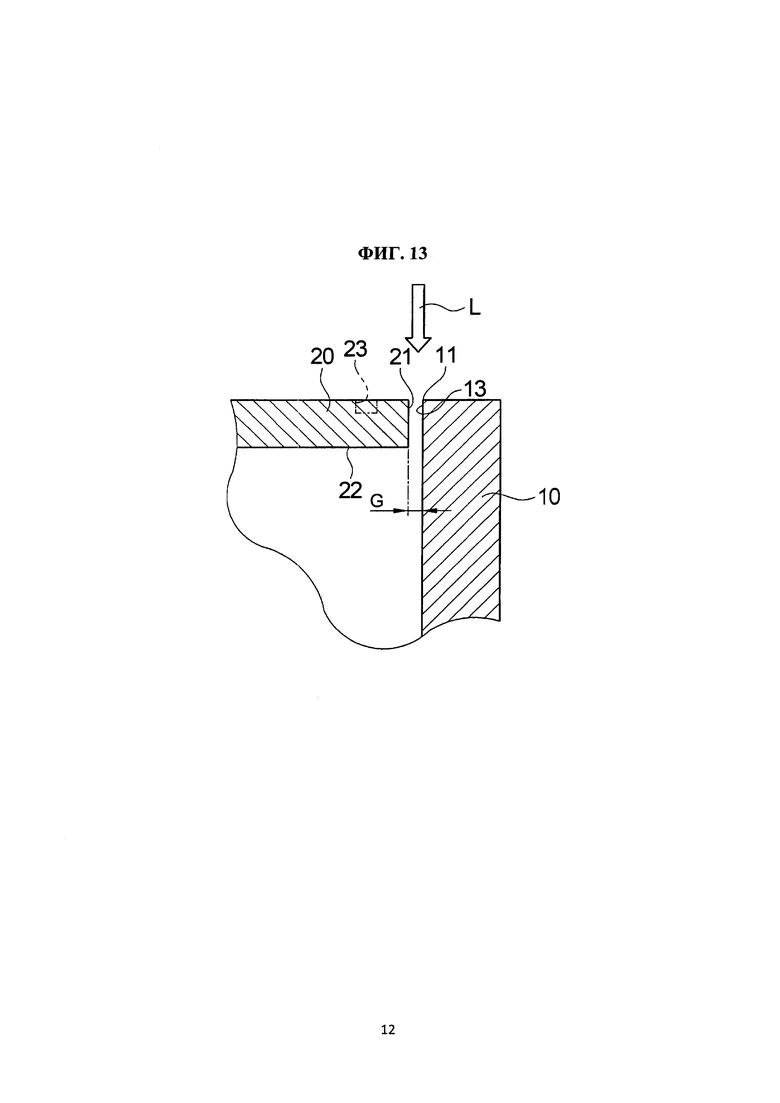
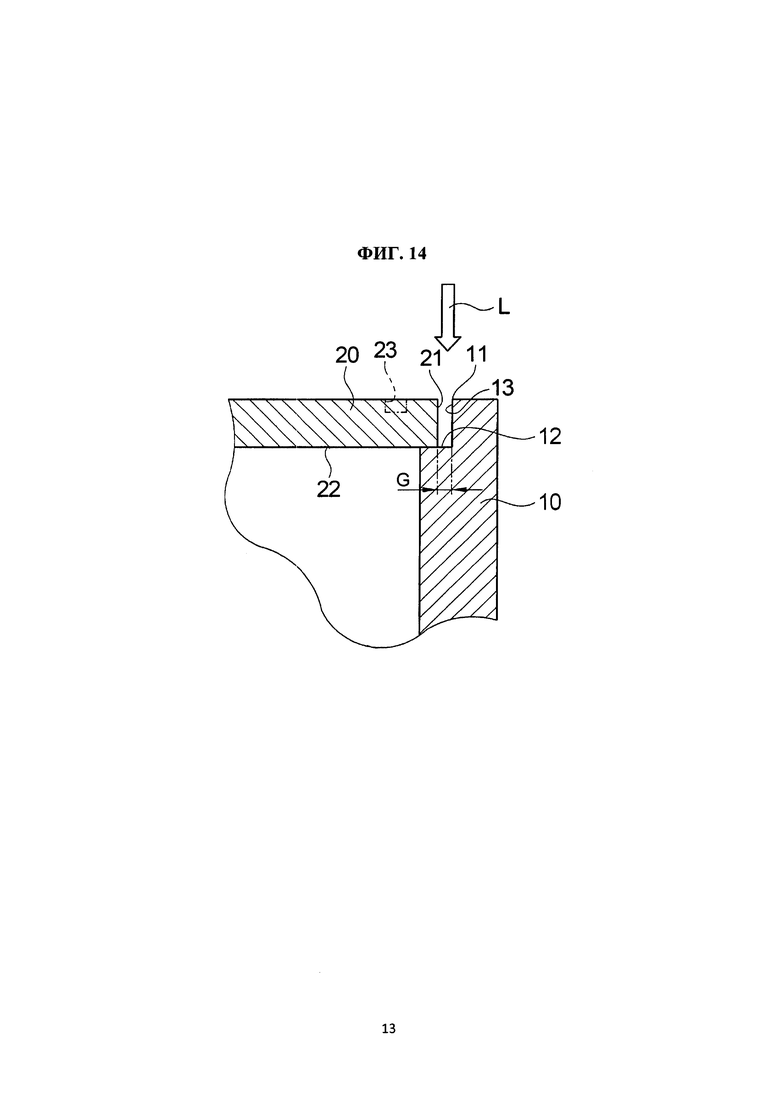
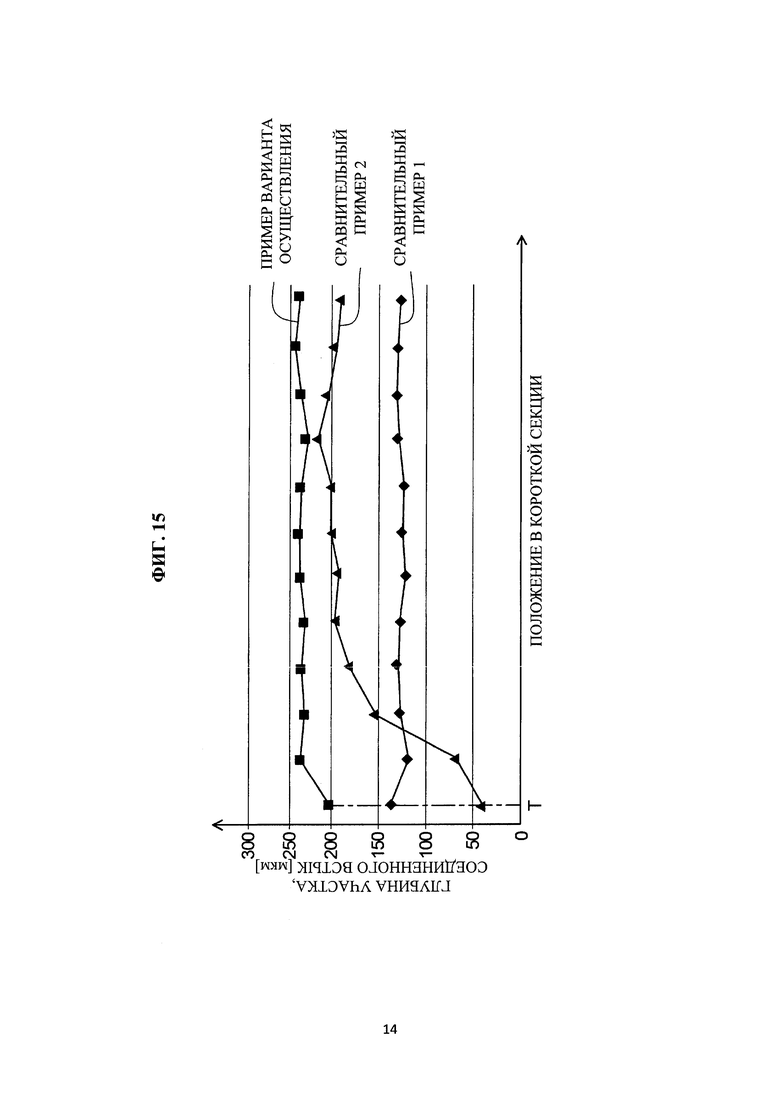
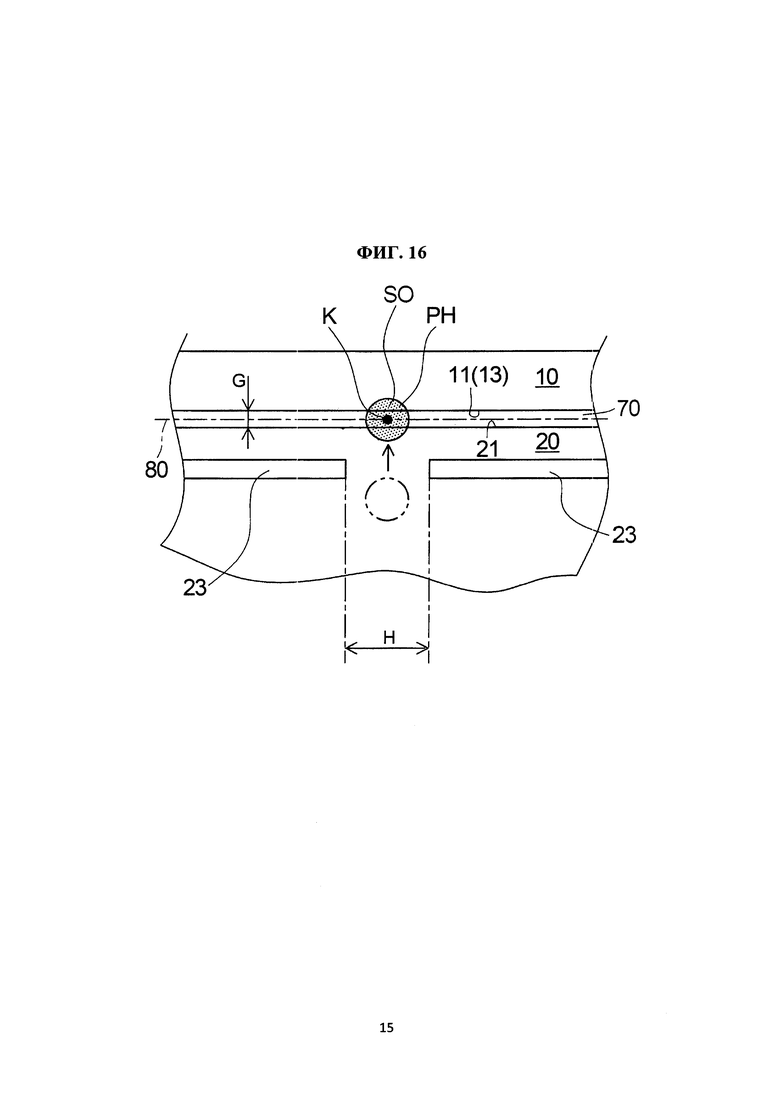
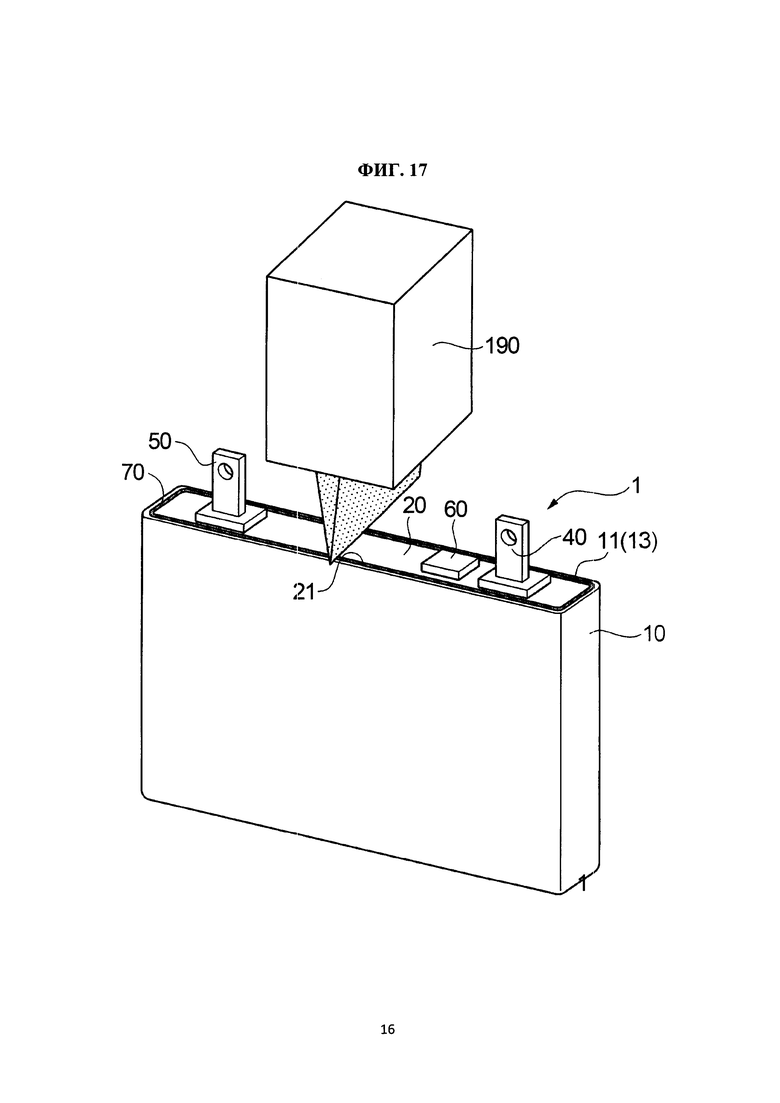
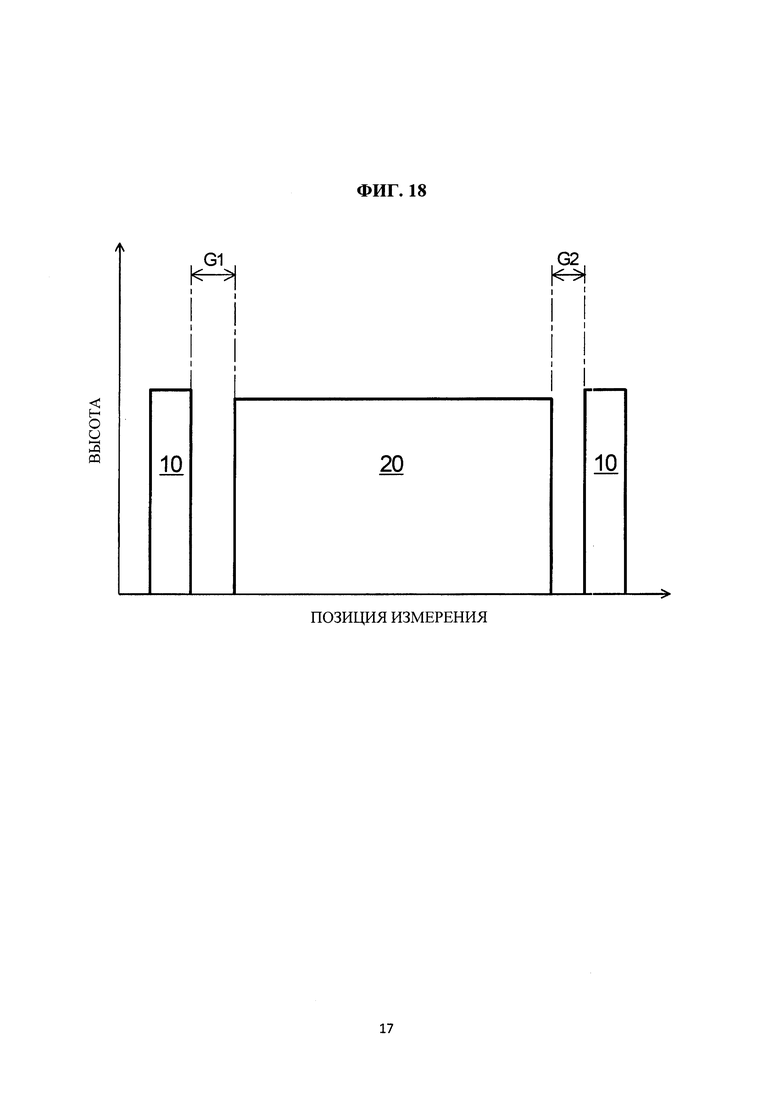
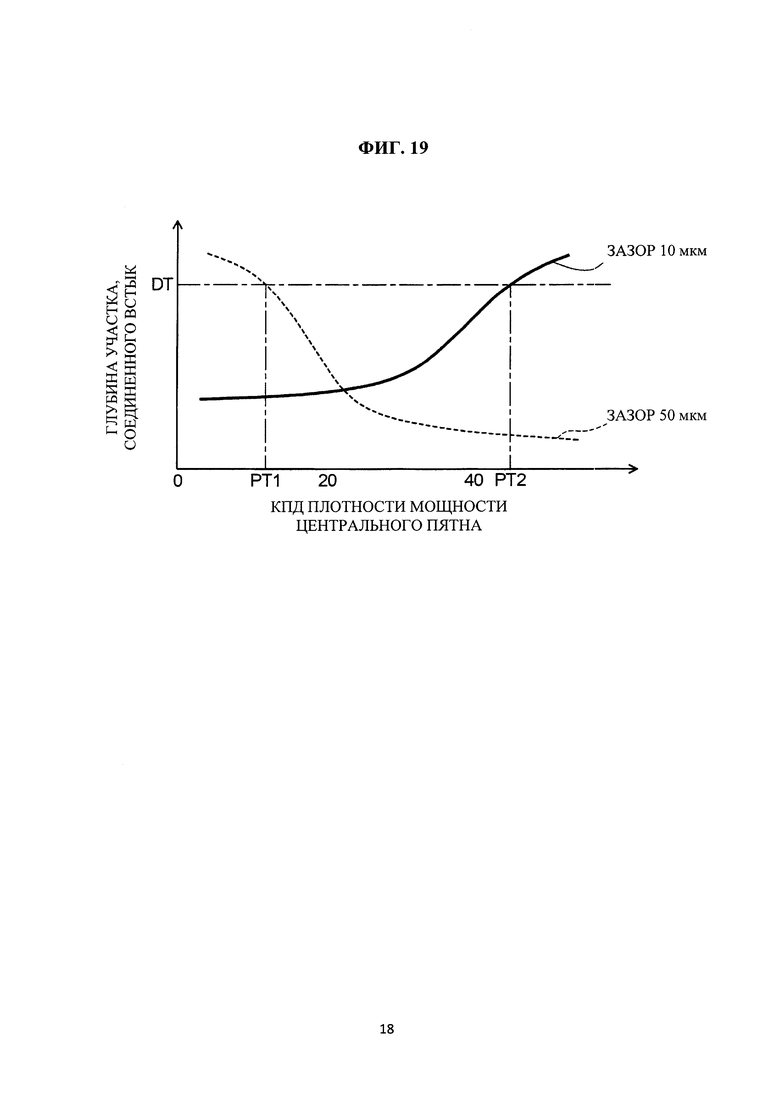
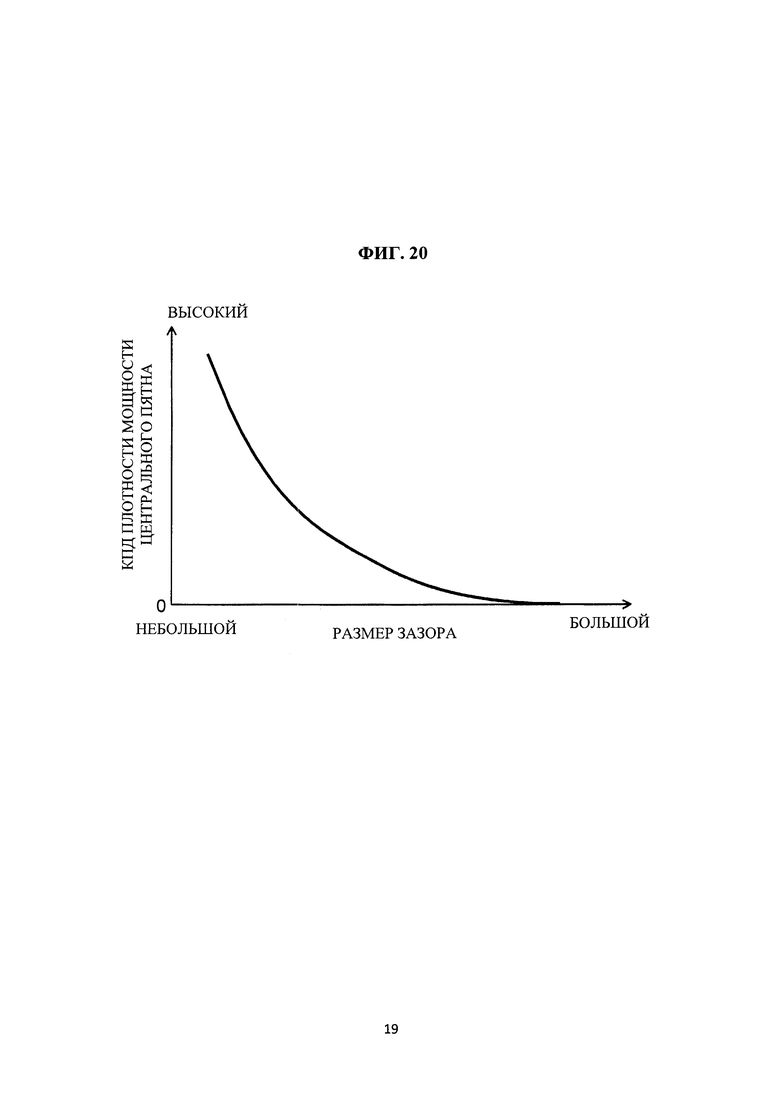
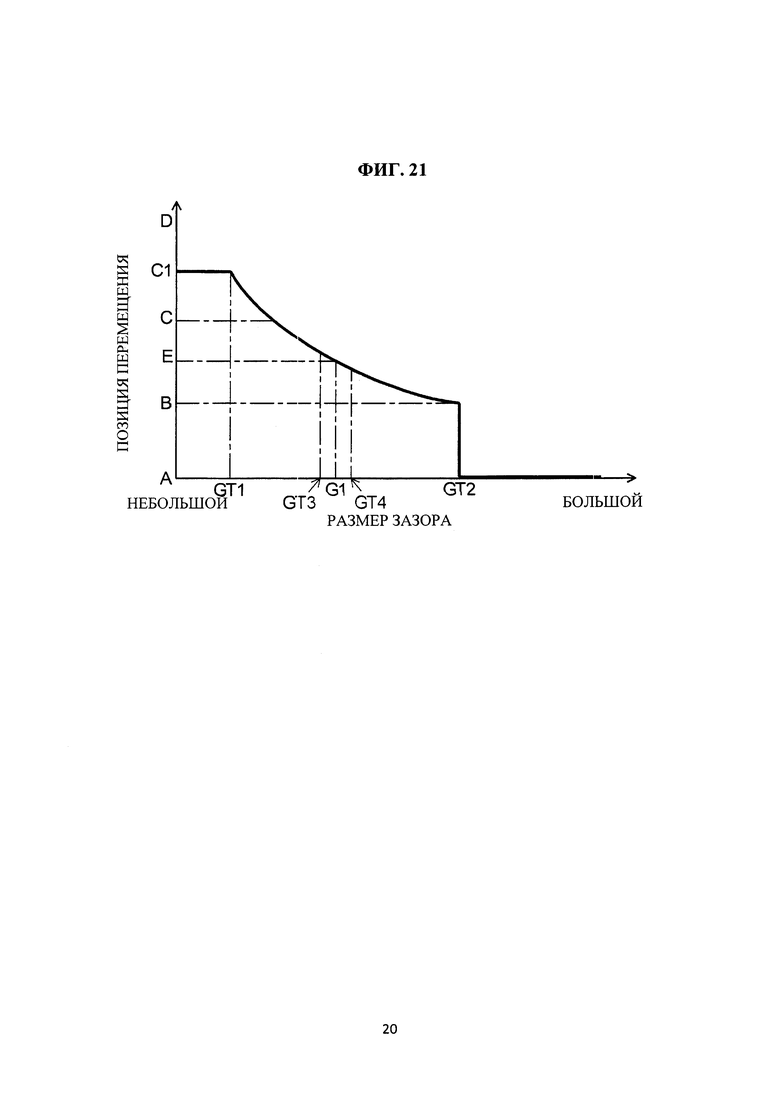
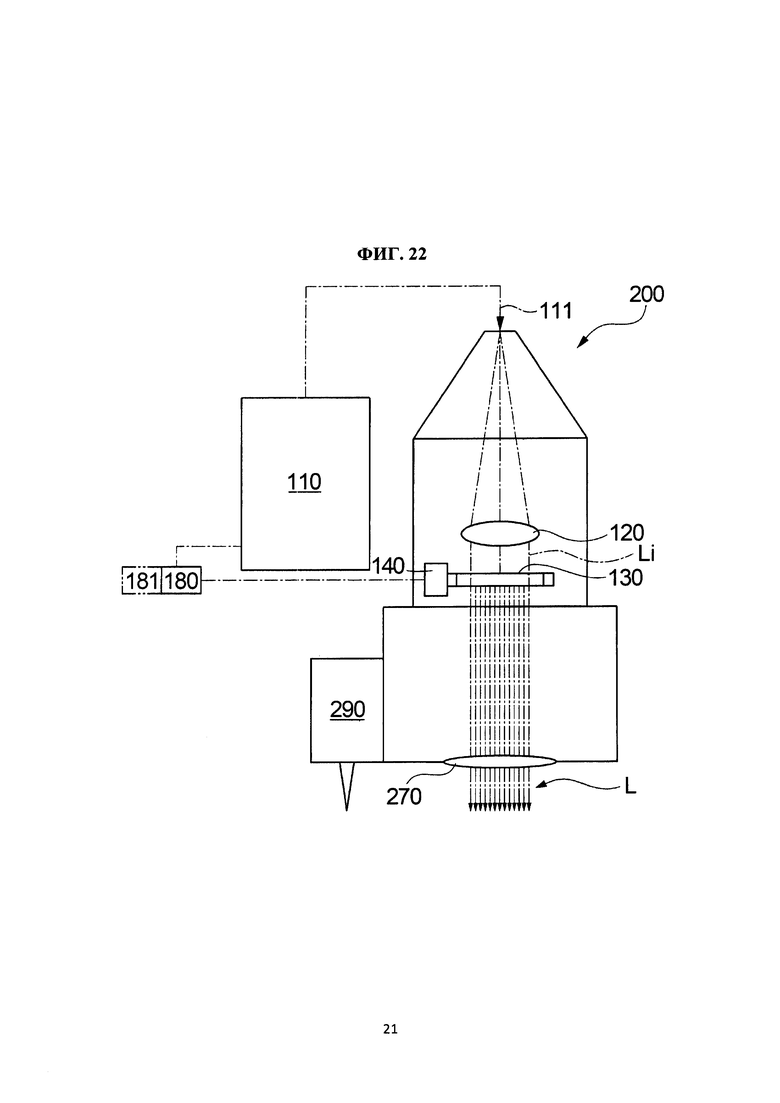
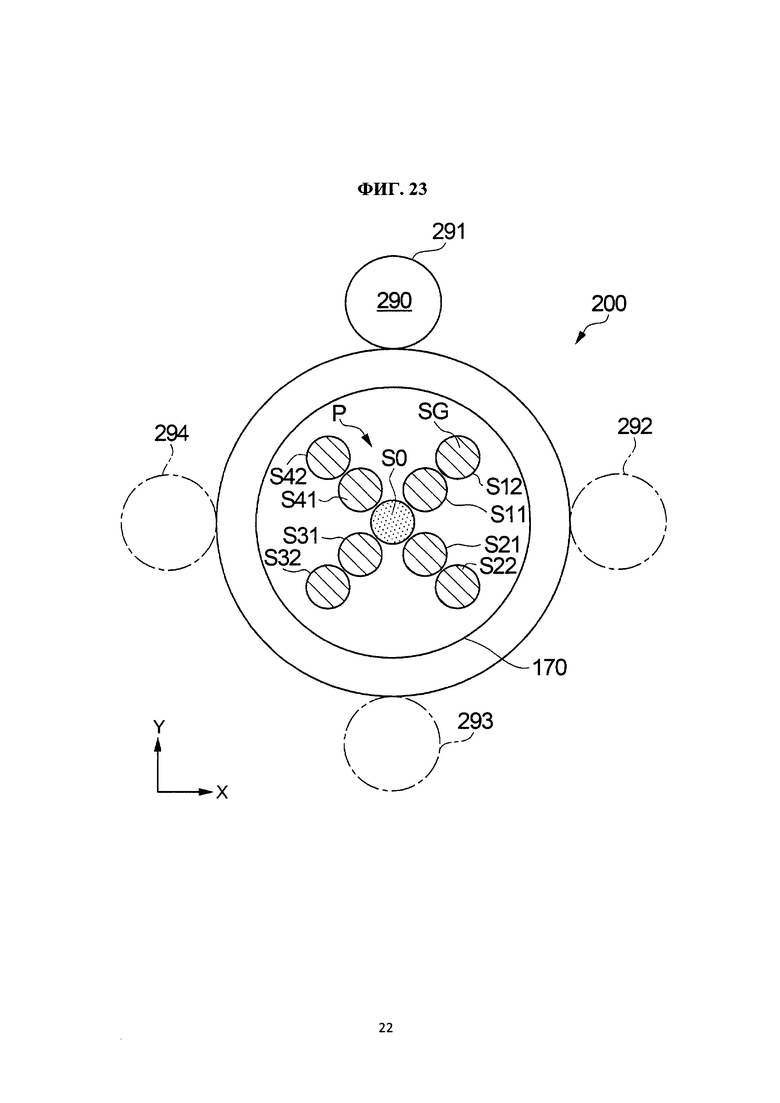
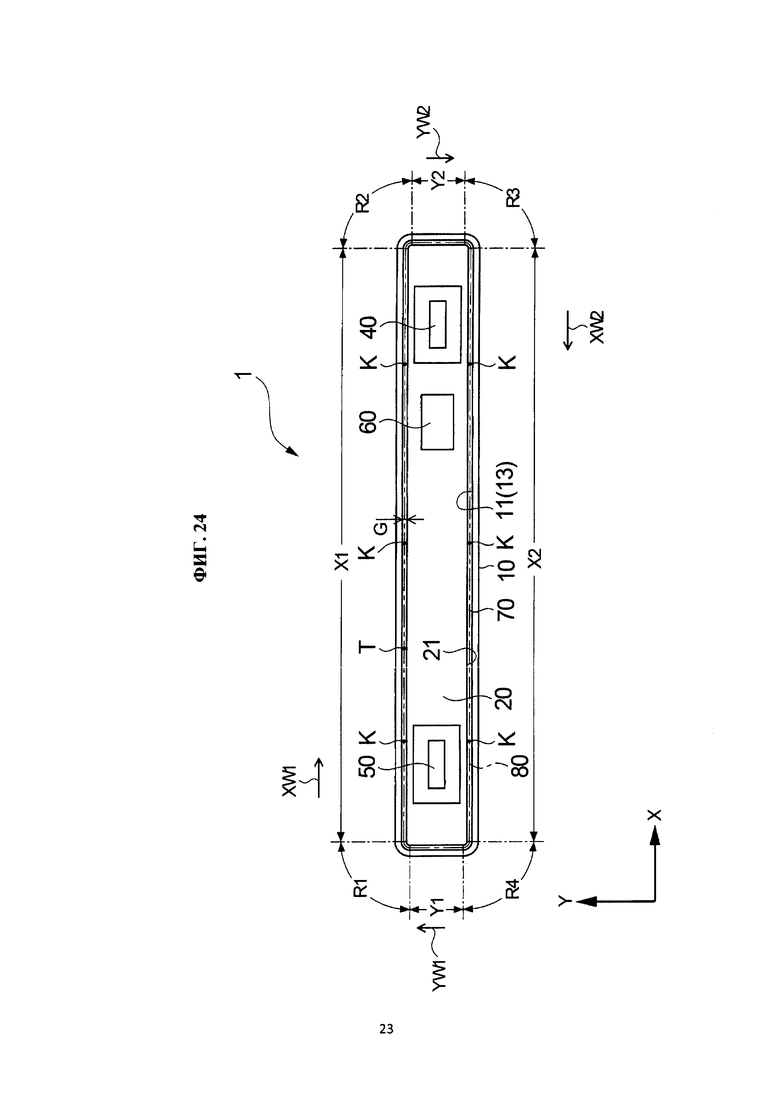
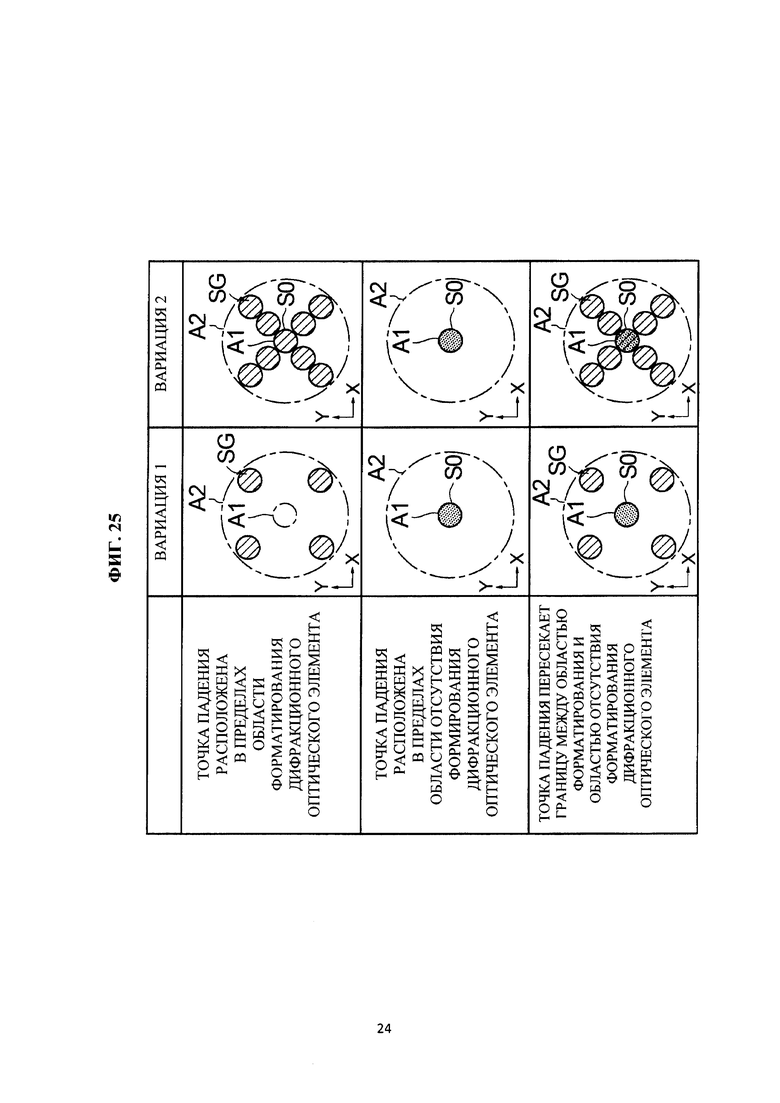
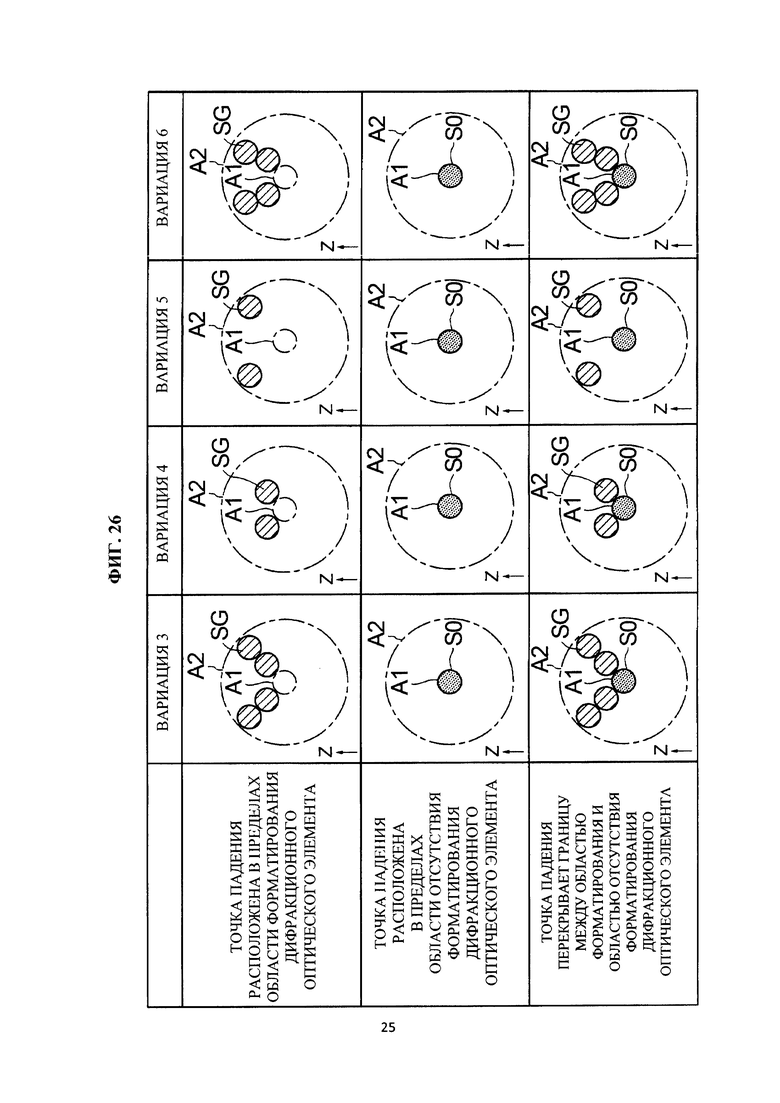
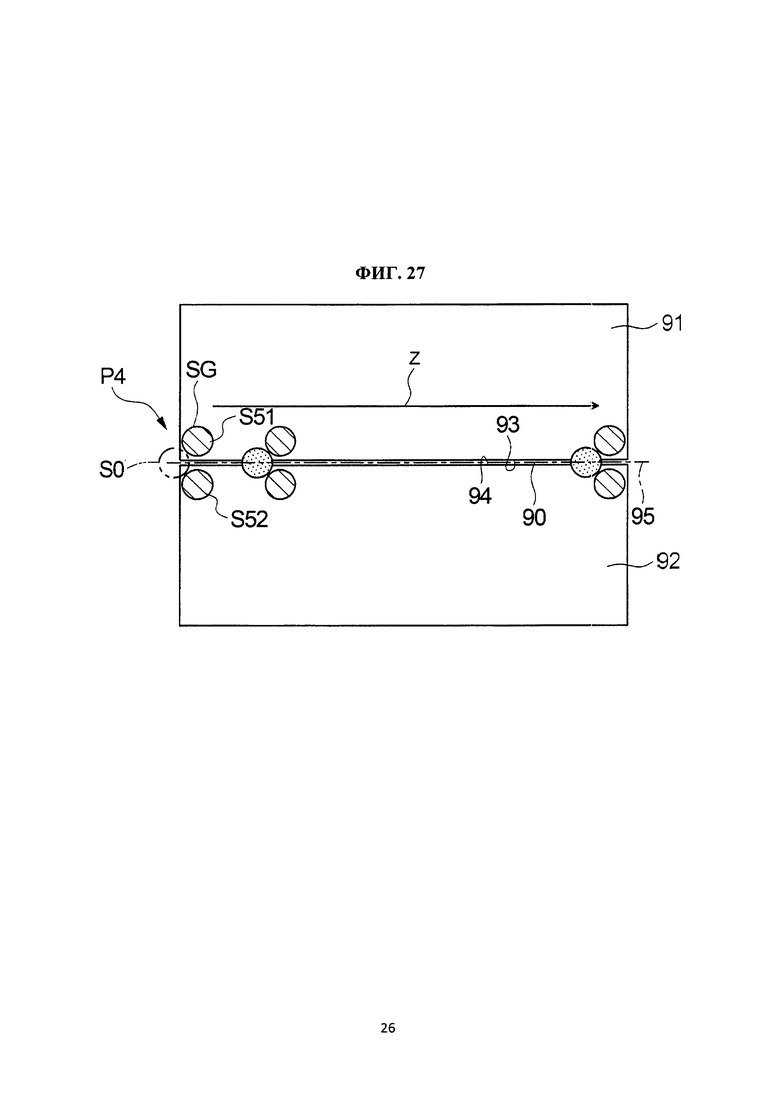
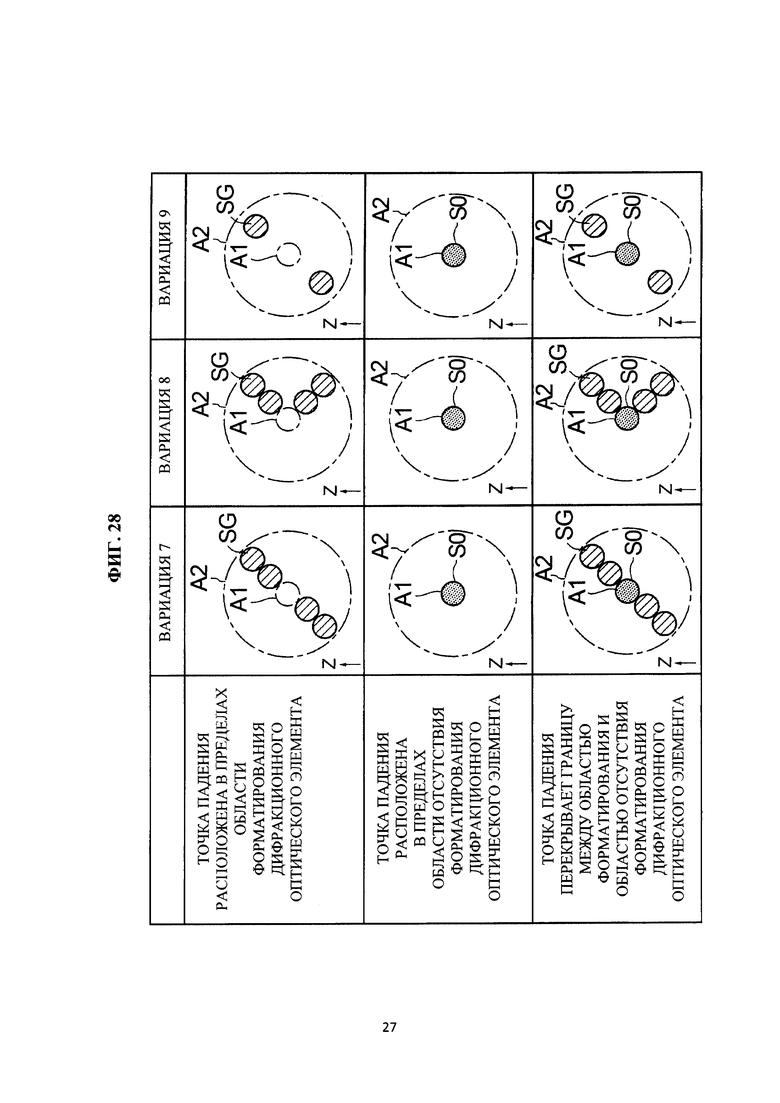
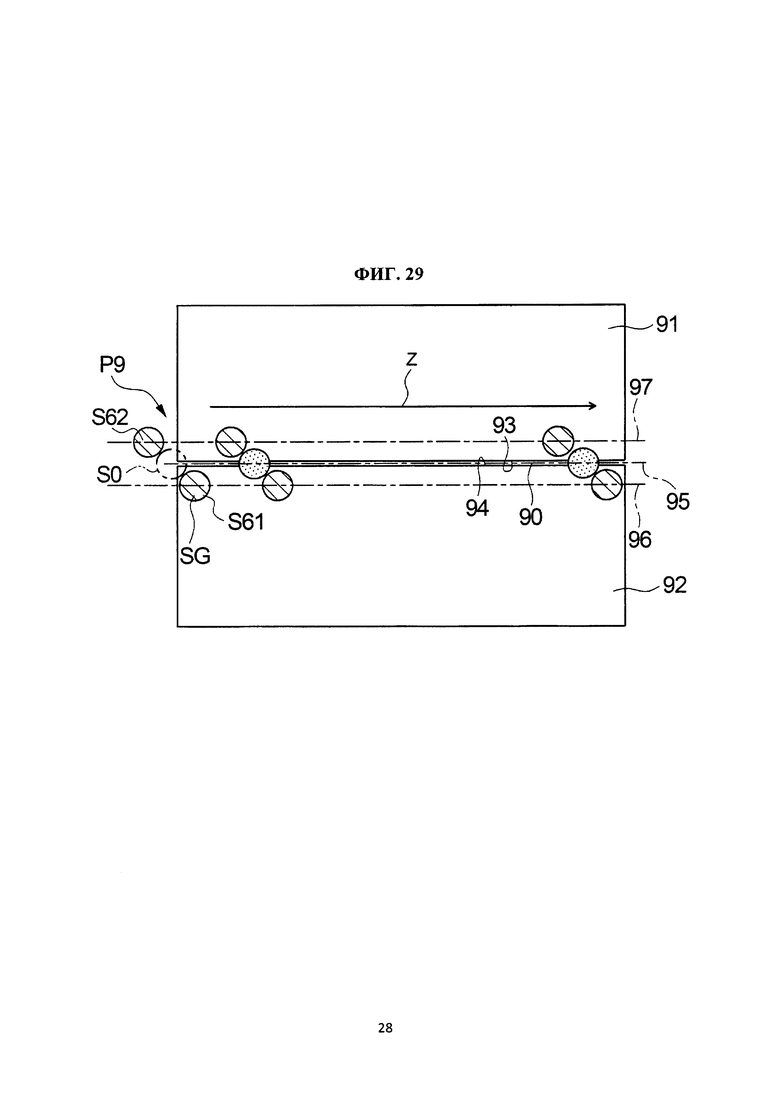
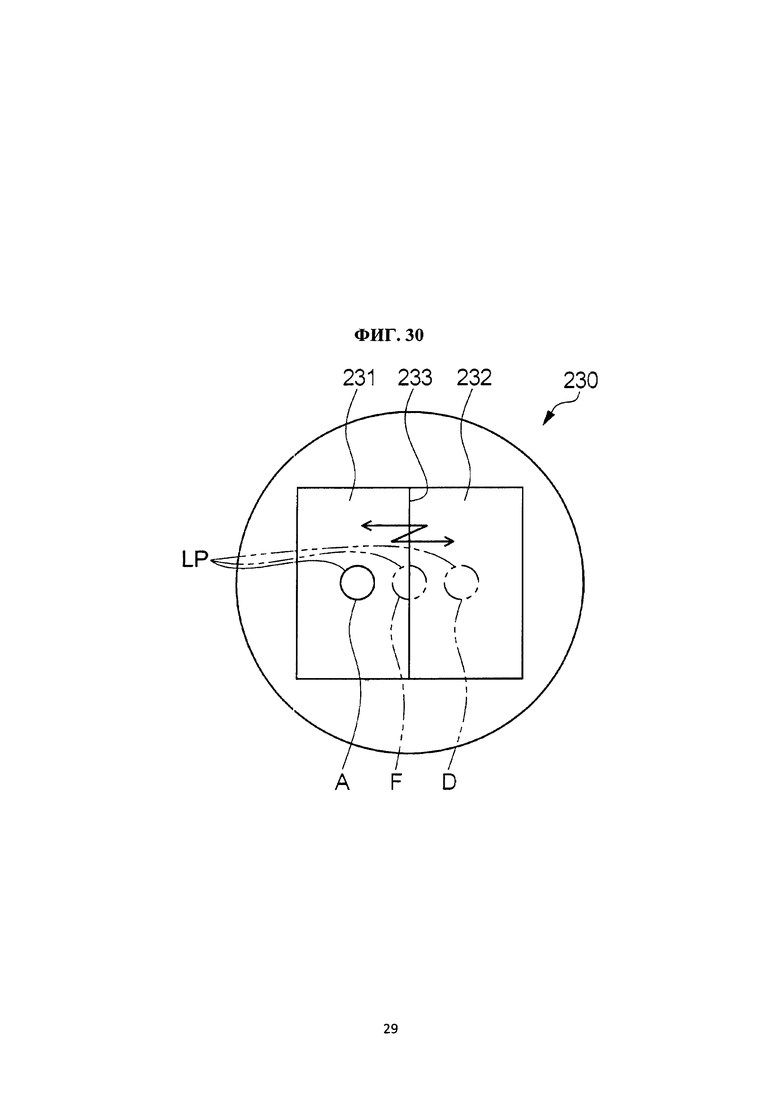
Лазерный сварочный аппарат содержит излучатель лазерного луча, дифракционный оптический элемент, модуль коррекции точки падения луча, а также контроллер. Дифракционный оптический элемент включает в себя первую область, где предусмотрена дифракционная решетка, которая излучает излучаемый луч, имеющий первый профиль распределения плотности мощности, который отличается от профиля распределения плотности мощности падающего луча. Дифракционный оптический элемент дополнительно включает в себя вторую область, которая имеет профиль поверхности, отличающийся от профиля поверхности первой области, и излучает излучаемый луч, имеющий второй профиль распределения плотности мощности, который отличается от первого профиля распределения плотности мощности. Контроллер выполняет управление лазерной сваркой встык для перемещения, по меньшей мере, одной точки в точке падения, через границу между первой областью и второй областью во время излучения лазерного луча. 12 з.п. ф-лы, 30 ил. 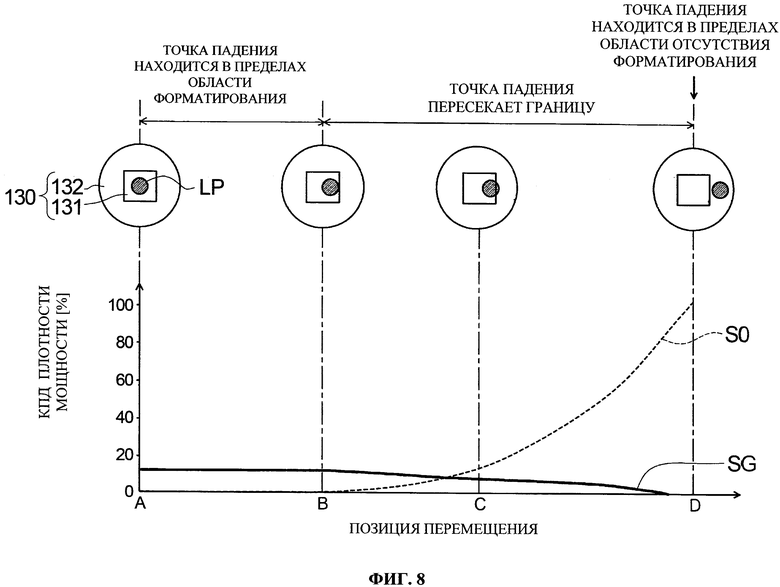
1. Лазерный сварочный аппарат, обеспечивающий сварку встык соединяемых элементов лазерным лучом, содержащий:
излучатель лазерного луча,
дифракционный оптический элемент, который излучает излучаемый луч в направлении места облучения из точки падения лазерного луча,
модуль коррекции точки падения луча, который корректирует положение точки падения, и
контроллер, который управляет упомянутым излучателем и упомянутым модулем коррекции точки падения луча, в котором упомянутый дифракционный оптический элемент включает в себя первую область, расположенную внутри второй области, упомянутая первая область представляет собой область, в которой предусмотрена дифракционная решетка, при этом упомянутая дифракционная решетка излучает излучаемый луч, имеющий первый профиль распределения плотности мощности, который отличается от профиля распределения плотности мощности падающего луча,
упомянутая вторая область представляет собой область, которая имеет профиль поверхности, отличающийся от профиля поверхности упомянутой первой области, и излучает излучаемый луч, имеющий второй профиль распределения плотности мощности, который отличается от упомянутого первого профиля распределения плотности мощности, а
упомянутый контроллер выполняет управление лазерной сваркой встык для управления тем, как упомянутый модуль коррекции точки падения луча перемещает, по меньшей мере, одну точку в точке падения поперек границы между упомянутой первой областью и упомянутой второй областью во время излучения лазерного луча излучателем.
2. Лазерный сварочный аппарат по п. 1, отличающийся тем, что упомянутая вторая область представляет собой область, в которой дифракционная решетка не предусмотрена.
3. Лазерный сварочный аппарат по п. 1 или 2, отличающийся тем, что упомянутая первая область представляет собой область, которая излучает излучаемый луч, содержащий участки с максимальной концентрацией излучения, в упомянутом первом профиле распределения плотности мощности в пределах внешнего поля, отличающегося от центральной зоны, которая представляет собой участок с максимальной концентрацией излучения в упомянутом втором профиле распределения плотности мощности.
4. Лазерный сварочный аппарат по п. 3, отличающийся тем, что при управлении лазерной сваркой встык упомянутый контроллер управляет точкой сварки в упомянутом месте облучения так, чтобы находиться в упомянутой центральной зоне, управляет упомянутым модулем коррекции точки падения луча для такой установки места точки падения, чтобы она была ближе к упомянутой второй области, чем место точки падения до того, как наступит заданный начальный момент времени после истечения начального момента времени от запуска излучения лазерного луча излучателем, и управляет упомянутым местом облучения, чтобы оно не перемещалось относительно упомянутых элементов, намеченных для сварки, во время излучения лазерного луча излучателем.
5. Лазерный сварочный аппарат по п. 3, дополнительно содержащий перемещающий модуль для перемещения упомянутых свариваемых элементов, при этом при управлении лазерной сваркой встык упомянутый контроллер выполняет управление сканированием для управления упомянутым перемещающим модулем с тем, чтобы он перемещал упомянутое место облучения таким образом, чтобы линия сварного шва, образованная множеством точек сплошного сварного шва, проходила через упомянутую центральную зону.
6. Лазерный сварочный аппарат по п. 5, отличающийся тем, что при управлении лазерной сваркой встык упомянутый контроллер управляет упомянутым модулем коррекции точки падения луча для установки упомянутого места точки падения так, чтобы оно было расположено ближе к упомянутой второй области, чем упомянутое место точки падения до того, как наступит заданный начальный момент времени после истечения начального момента времени от запуска излучения лазерного луча излучателем.
7. Лазерный сварочный аппарат по п. 5, отличающийся тем, что упомянутая вторая область представляет собой область, в которой упомянутым излучаемым лучом формируют центральное пятно в упомянутой центральной зоне, упомянутая первая область представляет собой область, в которой первое пятно во внешнем поле и второе пятно во внешнем поле формируют упомянутым излучаемым лучом в упомянутом внешнем поле, при этом упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле соответственно образуют вершины треугольника вместе с упомянутым центральным пятном, и при управлении сканированием упомянутый контроллер управляет таким образом, чтобы промежуточная часть между упомянутым первым пятном во внешнем поле и упомянутым вторым пятном во внешнем поле, а также упомянутое центральное пятно проходили через упомянутую точку сварки на линии сварного шва в последовательности, при которой промежуточная часть проходит между первым пятном во внешнем поле и вторым пятном во внешнем поле, а затем - центральное пятно.
8. Лазерный сварочный аппарат по п. 5, отличающийся тем, что упомянутая вторая область представляет собой область, в которой центральное пятно в упомянутой центральной зоне формируют упомянутым излучаемым лучом, упомянутая первая область представляет собой область, в которой четыре пятна во внешнем поле, которые соответственно образуют вершины прямоугольника, окружающего упомянутое центральное пятно, формируют излучаемым лучом в упомянутом внешнем поле, и при управлении сканированием упомянутый контроллер управляет таким образом, чтобы промежуточная часть между первым пятном во внешнем поле и вторым пятном во внешнем поле, из числа упомянутых пятен во внешнем поле, упомянутое центральное пятно, а также промежуточная часть между третьим пятном во внешнем поле и четвертым пятном во внешнем поле, которые представляют собой пятна во внешнем поле, иные чем упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле, соответственно проходили через упомянутую точку сварки на линии сварного шва в последовательности, при которой упомянутая промежуточная часть проходит между упомянутым первым пятном во внешнем поле и упомянутым вторым пятном во внешнем поле, которые расположены одно в другом, из числа упомянутых пятен во внешнем поле, упомянутое центральное пятно и упомянутая промежуточная часть - между упомянутым третьим пятном во внешнем поле и упомянутым четвертым пятном во внешнем поле, которые представляют собой пятна во внешнем поле, иные чем упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле.
9. Лазерный сварочный аппарат по п. 5, отличающийся тем, что упомянутая вторая область представляет собой область, в которой центральное пятно в упомянутой центральной зоне формирует упомянутый излучаемый луч, упомянутая первая область представляет собой область, в которой упомянутое первое пятно во внешнем поле и упомянутое второе пятно во внешнем поле размещены в позиции, отличающейся от позиции упомянутого первого пятна во внешнем поле, в упомянутой зоне во внешнем поле формирует упомянутый излучаемый луч, и при управлении сканированием упомянутый контроллер управляет упомянутым центральным пятном таким образом, чтобы перемещать его вдоль линии сварного шва, управляет упомянутым первым пятном во внешнем поле, чтобы перемещать его перед упомянутым центральным пятном вдоль первой дорожки во внешнем поле, которая параллельна линии сварного шва, и управляет упомянутым вторым пятном во внешнем поле, чтобы перемещать его за упомянутым центральным пятном вдоль второй дорожки во внешнем поле, которая параллельна линии сварного шва.
10. Лазерный сварочный аппарат по п. 5, отличающийся тем, что перед выполнением управления лазерной сваркой встык упомянутый контроллер выполняет управление предварительной фиксацией, чтобы облучить лазерным лучом часть каждой предварительно зафиксированной позиции на линии сварного шва с тем, чтобы сформировать предварительно зафиксированный участок на упомянутой предварительно зафиксированной позиции, и при управлении предварительной фиксацией упомянутый контроллер управляет упомянутым модулем коррекции точки падения луча для установки упомянутого места точки падения в пределах упомянутой первой области.
11. Лазерный сварочный аппарат по п. 5, дополнительно содержащий модуль вывода данных о зазоре, который определяет зазор в упомянутой точке сварки на линии сварного шва, образованный в результате такого расположения упомянутых элементов, намеченных для сварки, когда они обращены друг к другу, а также выводит сигнал определения зазора, в котором при управлении лазерной сваркой встык, когда упомянутый зазор в упомянутой точке сварки, вычисленный упомянутым модулем вывода данных о зазоре, равен заданному пороговому значению зазора или превышает его, упомянутый контроллер выполняет управление лазером для управления упомянутым модулем коррекции точки падения луча для того, чтобы установить упомянутое место точки падения ближе к упомянутой первой области, чем место точки падения, когда упомянутый вычисленный зазор меньше упомянутого порогового значения зазора.
12. Лазерный сварочный аппарат по п. 5, отличающийся тем, что когда упомянутая линия сварного шва имеет, в целом, прямоугольную форму, упомянутый контроллер запускает управление сканированием от стартовой позиции, при этом упомянутая стартовая позиция точки сварки расположена на длинной стороне линии сварного шва, а после запуска упомянутый контроллер выполняет управление сканированием вдоль линии сварного шва до стартовой позиции за один проход.
13. Лазерный сварочный аппарат по п. 1 или 2, отличающийся тем, что упомянутый излучатель регулирует величину выходной мощности лазера, которая представляет собой величину выходной мощности лазерного луча во время излучения лазерного луча.
| JP 10180472 A, 07.07.1998 | |||
| JP 2003305578 A, 28.10.2003 | |||
| JP 2008012546 A, 24.01.2008 | |||
| US 9156107 B2, 13.10.2015 | |||
| US 20120298636 A1, 29.11.2012 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1999 |
|
RU2228243C2 |
| Способ получения бензоксазолон-5-арсиновой кислоты | 1926 |
|
SU12235A1 |
| УСТРОЙСТВО МНОГОПОЗИЦИОННОЙ ЛАЗЕРНОЙ ОБРАБОТКИ | 2007 |
|
RU2368477C2 |

