ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка является частичным продолжением Патентной заявки США №12/797656, поданной 6 июня 2010 г., все содержание и существо которой включено сюда в качестве ссылки.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится в общем к прокатным станам и касается, в частности, предложения усовершенствованного чистового стана, предназначенного для прокатки длинномерной продукции, такой как прутки, катанка и тому подобное.
2. ОПИСАНИЕ СУЩЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
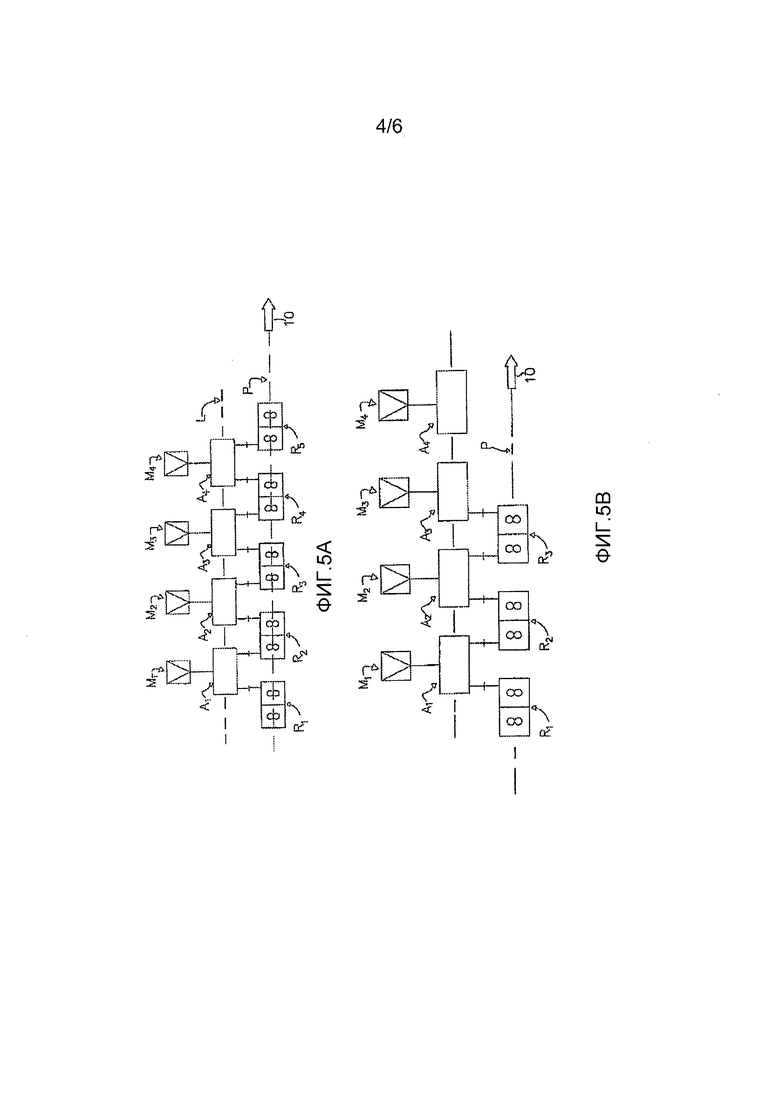
Как показано на фиг. 5А, известный модульный чистовой стан типа, описанного в патенте США №5595083, выданном Шору, содержит несколько прокатных клетей R1-R5, размещенных последовательно на линии прокатки стана Р, вдоль которой прокатывают продукт в направлении прокатки, указанном стрелкой 10. Редукторы А1-А4 размещаются вдоль линии прокатки. Привод редукторов осуществляется по отдельности двигателями М1-М4, и редукторы смещены относительно прокатных клетей в направлении прокатки. Непрерывная цепь привода создается путем соединения каждого редуктора с двумя последовательными прокатными клетями.
Обычно при прокатке продукта меньших размеров, напр. прутков диаметром 2,0-6,5 мм, используются все прокатные клети R1-R5 при выходной скорости до 120 м/сек и при производительности 70-90 т/час. В этом случае стан использует мощность, которая вырабатывается всеми двигателями M1-M4, действующими через непрерывную цепь привода, созданную путем соединения каждого редуктора с двумя последовательными прокатными клетями. Однако при прокатке продукции более крупных размеров, при более низких скоростях и при более высокой производительности порядка 150 т/час, одна или больше прокатных клетей на выходном конце стана обычно убирается из линии прокатки. При удалении двух прокатных клетей, как показано на фиг. 5В, последний двигатель M4 в сущности отделяется от непрерывной цепи привода, уменьшая таким образом мощность, имеющуюся для привода стана одновременно с увеличением потребности в мощности в результате более высокой производительности в тоннах. Для того чтобы компенсировать такой недостаток мощности, станы оборудуют более крупными двигателями, что неблагоприятно ведет к повышению общей стоимости стана.
В описанном выше стане прокатные клети R1-R5 содержат каждая две противоположно наклоненные пары валков. Эта конструкция предназначена исключительно для принципа модульного стана и с трудом может быть применена в другим местах стана, например в станах последующей отделки типа, описанного в патенте США №5325697, выданном Шору и др.
ИЗ US 20110302983 также известен модульный прокатный стан, обеспечивающий возможность прерывания приводных соединений между валами первых и вторых групп редукторов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Аспекты настоящего изобретения относятся к предложению модульного чистового стана с приводом от множества двигателей, с непрерывной цепью привода, в котором используется суммарная мощность всех двигателей вне зависимости от числа прокатных клетей, работающих в любое данное время.
Аспекты настоящего изобретения относятся также к предложению модульного чистового стана, в котором одинаковые прокатные клети имеют отдельные пары рабочих валков с наклонной осью, и в котором привод прокатных клетей может осуществляться с противоположных сторон, чтобы таким образом использовать чередующуюся противоположную ориентацию прокатных клетей, сопровождаемую чередующимся противоположным наклоном их рабочих валков вдоль линии прокатки.
Модульный прокатный стан согласно аспектам настоящего изобретения содержит несколько первых редукторов, расположенных вдоль первой линии, параллельной линии прокатки. Привод каждого первого редуктора может осуществляться отдельно ротором и имеет пару механически взаимно соединенных первых валов.
Вторые редукторы располагаются вдоль второй линии между первой линией и линией прокатки и параллельно им обеим. Вторые редукторы смещены относительно первых редукторов в направлении прокатки, и каждый второй редуктор имеет пару механически взаимно соединенных вторых валов.
Непрерывная цепь привода образуется путем соединения первых валов каждого последовательного первого редуктора со вторыми валами двух последовательных вторых редукторов.
Прокатные клети размещаются последовательно вдоль линии прокатки. Прокатные клети могут заменять одна другую в последовательных местах вдоль линии прокатки. Каждая прокатная клеть имеет пару рабочих валков, помещенных на взаимно соединенных наклонных валах валков с приводом от входного вала. Вторые валы вторых редукторов соединяются с возможностью разъема со входными валами последовательных прокатных клетей.
Соединение первых валов первых редукторов со вторыми валами вторых редукторов предпочтительно осуществляется путем применения как обычных сочленений, так и стратегически позиционированных муфт, которые могут расцепляться для прерывания приводного соединения с выбранными вторыми редукторами, когда соответствующие им прокатные клети удаляются из линии прокатки для приспособления к иным калибрам и режимам прокатки.
При наблюдении в направлении прокатки привод первого и второго валов соответствующих первого и второго редукторов предпочтительно осуществляется при последовательно более высокой частоте вращения, и входные валы прокатных клетей соединяются с соответствующими парами валов валков зубчатыми колесами, размеры которых обеспечивают определенное увеличение скорости, одинаковое для каждой прокатной клети.
Для осуществления скручивающей свободной прокатки входные валы прокатных клетей выступают с противоположных сторон для того, чтобы таким образом обеспечивать чередующуюся обратную ориентацию прокатных клетей и чередующийся противоположный наклон их валов валков вдоль линии прокатки стана.
Соответственно, в настоящем изобретении предлагается модульный прокатный стан с линией прокатки стана, вдоль которой прокатывают продукты в направлении прокатки, причем указанный прокатный стан содержит:
несколько первых редукторов, расположенных вдоль первой линии, параллельной указанной линии прокатки, причем привод каждого первого редуктора осуществляется двигателем, причем каждый редуктор имеет пару механически взаимно соединенных первых валов;
несколько вторых редукторов располагаются вдоль второй линии между первой линией и указанной линией прокатки и параллельно им обеим, причем каждый второй редуктор имеет пару механически взаимно соединенных вторых валов;
несколько прокатных клетей размещаются последовательно вдоль линии прокатки, причем привод каждой прокатной клети осуществляется входным валом и имеется пара рабочих валков, помещенных на механически взаимно соединенных валах валков;
первые соединительные средства для создания приводного соединения между первыми валами каждого первого редуктора и вторыми валами двух последовательных вторых редукторов,
вторые соединительные средства для соединения с возможностью разделения вторых валов вторых редукторов с входными валами двух последовательных прокатных клетей.
Для достижения большей гибкости для применения различных конструкций калибров прокатного стана предусмотрено, что первые соединительные средства содержат муфты, которые могут расцепляться для прерывания приводных соединений выбранных вторых редукторов с первыми редукторам между их соответствующими первыми и вторыми валами,
при этом первые соединительные средства обеспечивают неразрывное соединение для создания приводного соединения других вторых редукторов с первыми редукторами между их соответствующими первыми и вторыми валами.
Эти и другие признаки и сопутствующие преимущества настоящего изобретения будут теперь описаны более подробно со ссылкой на прилагаемые чертежи, на которых:
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
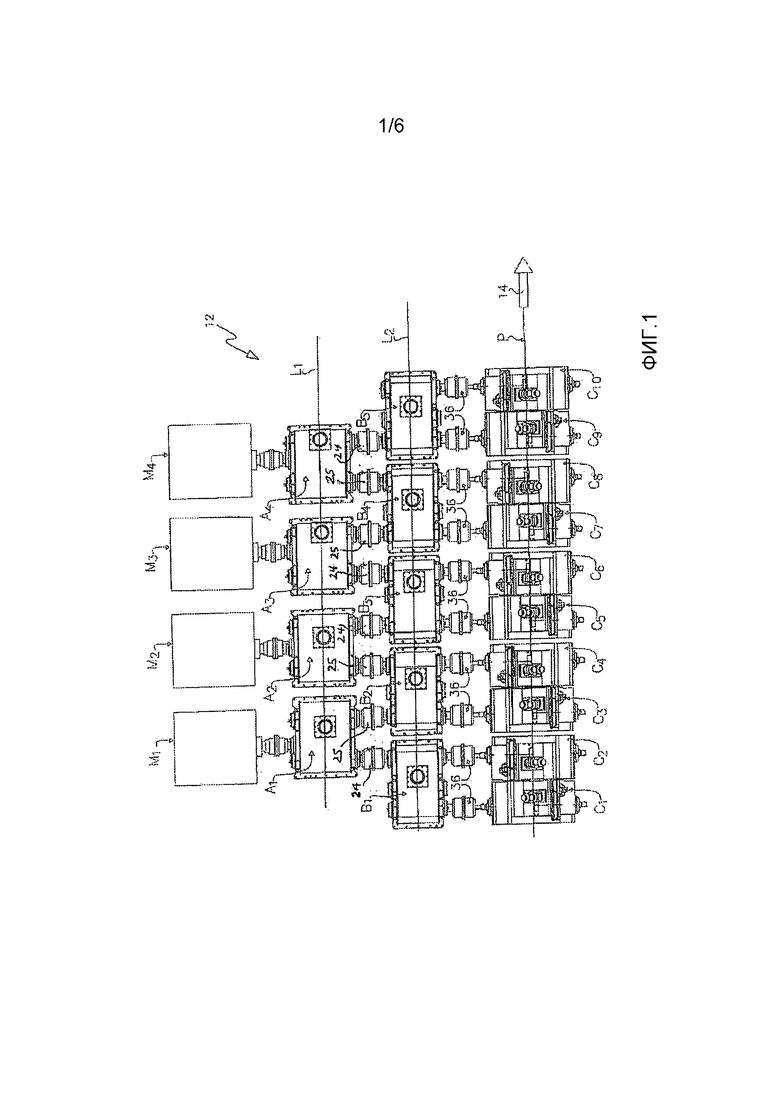
На фиг. 1 показан вид в плане модульного чистового стана согласно настоящему изобретению;
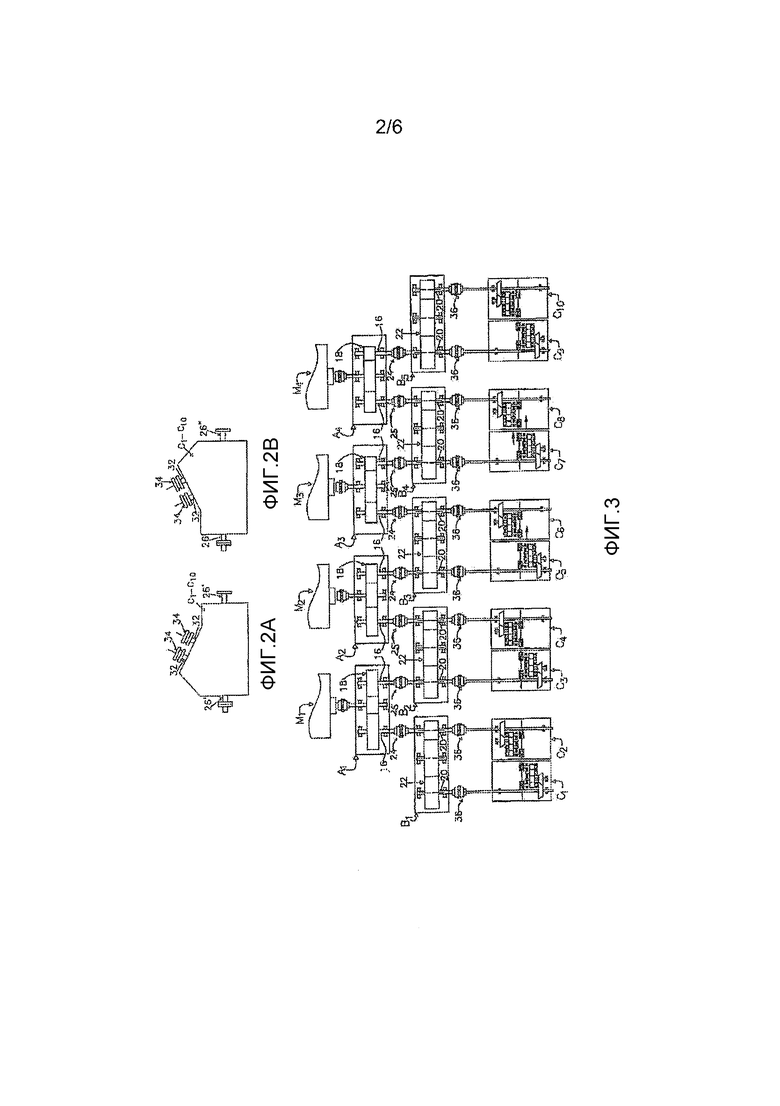
на фиг. 2А и 2В показаны виды с торца, демонстрирующие обратные ориентации прокатных клетей;
на фиг. 3 показана схематическая иллюстрация цепи привода стана;
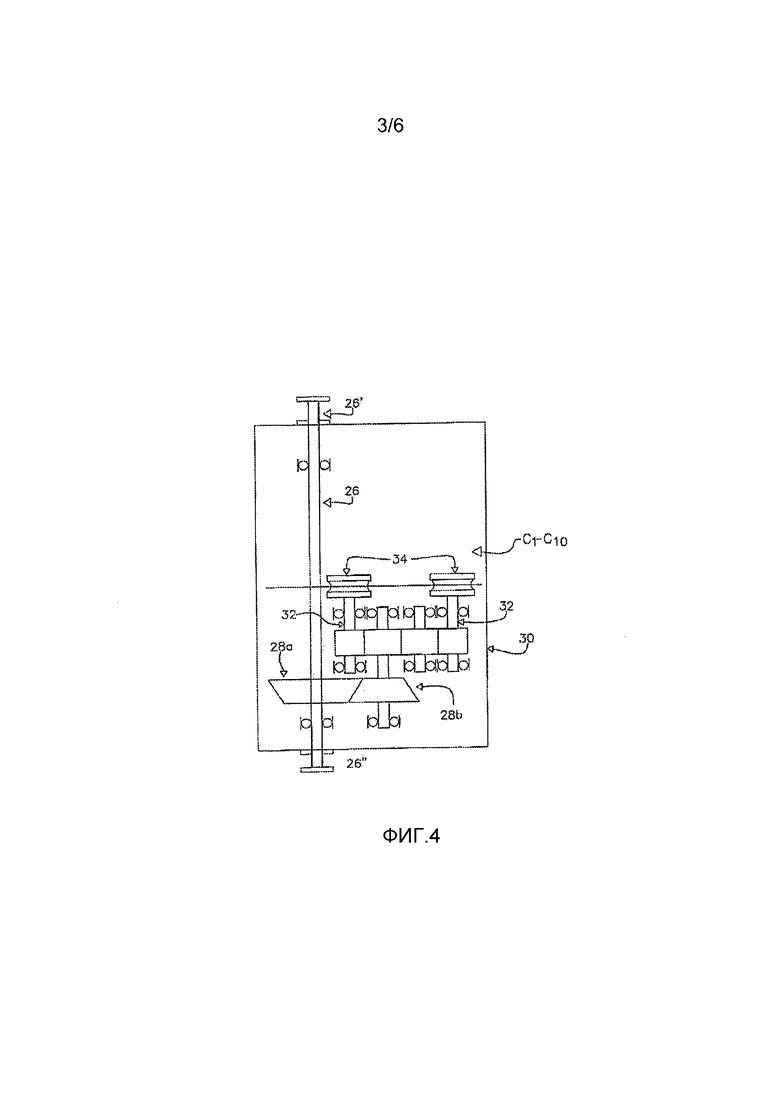
на фиг. 4 показана в увеличенном масштабе схематическая иллюстрация внутреннего привода типичной прокатной клети;
на фиг. 5А и 5В показаны схематические иллюстрации существующего модульного чистового стана;
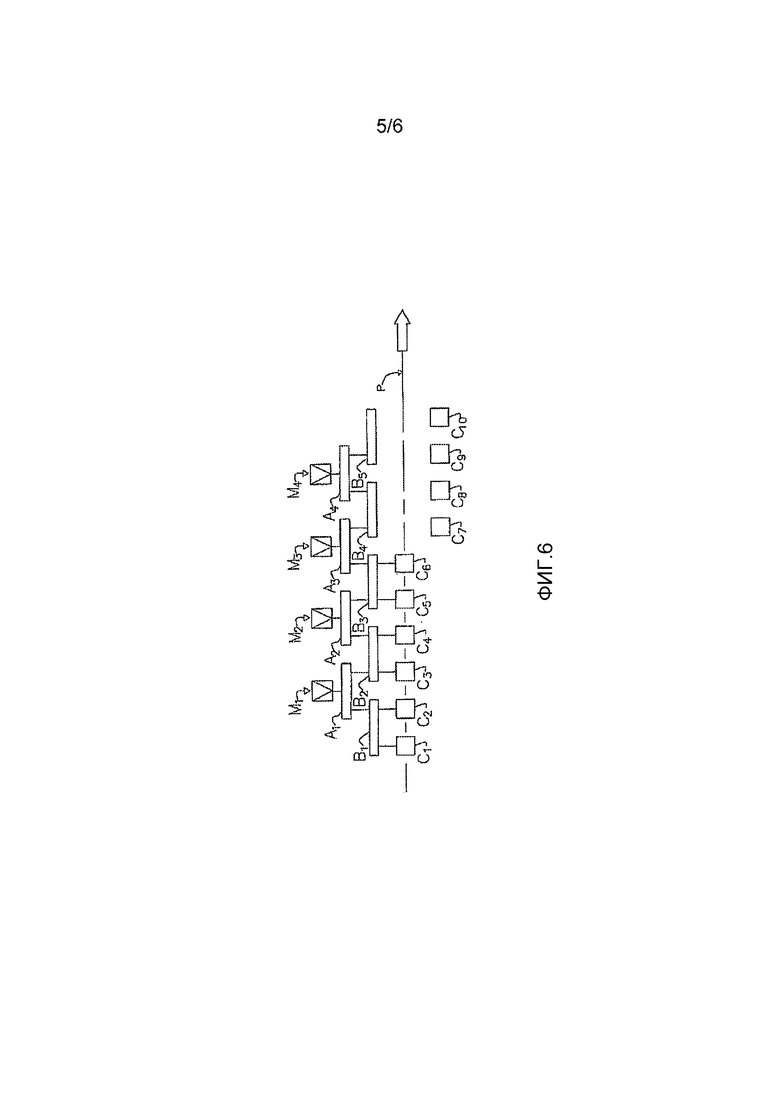
на фиг. 6 показана схематическая иллюстрация модульного чистового стана согласно настоящему изобретению с отдельными прокатными клетями, удаленными с линии прокатки; и
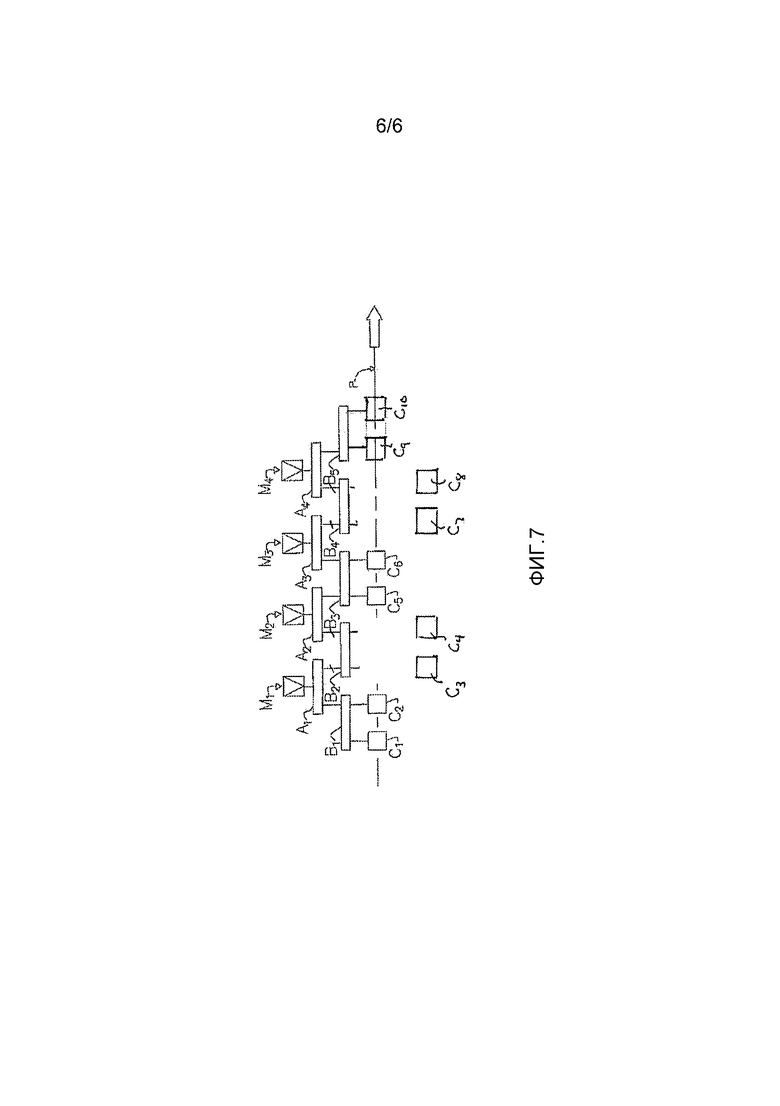
на фиг. 7 показана другая схематическая иллюстрация с прокатными клетями, удаленными с линии прокатки для получения иной конфигурации стана.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 и 3 модульный прокатный стан согласно настоящему изобретению обозначен в целом позицией 12. Прокатный стан 12 спроектирован для прокатки длинномерных продуктов, таких как прутки, катанка и тому подобное, вдоль линии прокатки «Р» в направлении прокатки, обозначенной схематически стрелкой 14. Стан включает в себя первые редукторы А1-А4, размещенные вдоль первой линии L1, параллельной линии прокатки Р. Привод первых редукторов осуществляется соответственно двигателями М1-М2, механически соединенными с парами первых валов 16 внутренними зубчатыми передачами 18.
Вторые редукторы В1-В2 располагаются вдоль второй линии L2 между первой линией L1 и линией прокатки Р и параллельно им. Каждый второй редуктор имеет пару вторых валов 20, механически взаимно соединенных зубчатой передачей 22. При наблюдении в направлении прокатки вторые редукторы В1-В5 смещены относительно первых редукторов А1-А4. Первые соединения 24 и 25 служат для соединения первых валов 16 каждого первого редуктора А1-А4 со вторыми валами 20 двух последовательных редукторов В1-В5. Соединения 24 относятся к типу, который обеспечивает неразрывное соединение, в то время как соединения 25 содержат муфты, которые могут быть разъединены для прерывания приводного соединения между их соответствующими первым и вторым валами 16, 20.
Прокатные клети C1-С10 размещаются последовательно вдоль линии прокатки стана Р. Прокатные клети взаимно заменяют одна другую. Как лучше всего показано на фиг. 4, каждая прокатная клеть имеет вал 26, соединенный коническим зубчатым колесом 28а, 28b и зубчатой передачей 30 с валами 32, несущими на себе рабочие валки 34.
Как показано дополнительно на фиг. 2А и 2В, валы валков 32 могут быть наклонены под углом 45°, и валы 26 имеют концы 26' и 26'', выступающие из противоположных сторон кожухов прокатных клетей. Вторые соединения 36 служат для соединения валов 20 вторых редукторов В1-В5 с валами 26 двух последовательных прокатных клетей С. Ориентация прокатных клетей С может поочередно меняться на противоположную вдоль линии прокатки Р, как изображено на фиг. 2А и 2В, чтобы приспособить чередующийся противоположный наклон валов валков для скручивающейся свободной прокатки продуктов и для обеспечения потребности в правосторонних и левосторонних станах.
Как видно в направлении прокатки, зубчатые передачи 18 первых прокатных клетей А1-А4 имеют размеры, позволяющие осуществлять привод валов 16 с последовательно более высокими скоростями вращения. Аналогичным образом и вновь, как видно в направлении вращения, зубчатые передачи 22 вторых редукторов В1-В5 имеют размеры, позволяющие осуществлять привод валов 18 с последовательно более высокими скоростями вращения.
Конические зубчатые колеса 28а, 28b прокатных клетей C1-С10 имеют размеры, которые обеспечивают определенное увеличение скорости, одинаковое для каждой прокатной клети. Это в сочетании с обратимостью прокатных клетей, показанной на фиг. 2А и 2В, делает прокатные клети взаимозаменяемыми между собой в любом месте вдоль линии прокатки стана Р, что в свою очередь позволяет эксплуатировать стан с минимальным количеством свободных прокатных клетей.
Следует также отметить, что при непрерывной цепи привода, образуемой первыми и вторыми редукторами А1-А4 и В1-В5, все двигатели М1-М4 пригодны для обслуживания стана вне зависимости от количества используемых прокатных клетей С. Так, например, как показано на фиг. 1 и 3, все двигатели М1-М4 механически соединяются со всеми прокатными клетями C1-С10 при прокатке продукции более мелких размеров. Продукция более крупных размеров может прокатываться при более высокой производительности путем удаления определенных прокатных клетей из линии прокатки Р. Один такой случай изображен на фиг. 6, где, несмотря на то, что прокатные клети C1-С10 смещены с линии прокатки, все четыре двигателя М1-М4 остаются соединенными с остающимися действующими прокатными клетями.
При разделении муфт 25 и, как показано на фиг. 7, прокатные клети С3, С4 и С7, С8 могут быть удалены с линии прокатки. При такой компоновке последовательностями осуществления привода будут:
М1-А1-В1-С1, С2
М2-А2-В3-С5, C6
М3-А3-В3-С5, C6
М4-А4-В5-С9, С10
Опять же, все двигатели (хотя М2 или М3 могут быть отключены в случае, если нагрузки прокатки на прокатных клетях C5, С6 таковы, что требуется только один двигатель).
Этот тип конфигурации стана повышает гибкость для применения различных конструкций калибров, в особенности в случае продукции большего диаметра, превышающего 10 мм. Охлаждающие узлы (не показаны) могут быть помещены в промежутках вдоль линии прокатки, освобожденных удаленными прокатными клетями (С3 и С4 или С7 и C8) при выполнении термомеханической прокатки при более низкой температуре.
В то время как варианты реализации настоящего изобретения описаны в форме примера, специалисту в данной области техники должна быть понятна возможность многих модификаций, дополнений и исключений без отступления от существа и объема изобретения и его эквивалентов, как показано в следующей формуле изобретения.
Модульный прокатный стан имеет линию прокатки стана и содержит первые редукторы, расположенные вдоль первой линии, параллельной линии прокатки. Привод каждого первого редуктора осуществляется по отдельности двигателем и имеет пару механически взаимно соединенных первых валов. Вторые редукторы располагаются вдоль второй линии между первой линией и указанной линией прокатки и параллельно им обеим. Каждый второй редуктор имеет пару механически взаимно соединенных вторых валов. Прокатные клети размещены последовательно вдоль линии прокатки. Привод каждой прокатной клети осуществляется входным валом и имеется пара рабочих валков, помещенных на взаимно соединенных валах валков. Первые соединения соединяют первые валы каждого первого редуктора со вторыми валами двух последовательных редукторов, и вторые соединения, которые с возможностью расцепления соединяют вторые валы вторых редукторов со входными валами вторых редукторов со входными валами двух последовательных прокатных клетей. По меньшей мере некоторые из первых соединительных средств содержат муфты, которые могут избирательно расцепляться для выполнения удаления выбранных прокатных клетей из линии прокатки. Стан обеспечивает возможность использования максимальной мощности двигателей вне зависимости от числа работающих клетей. 3 н. и 8 з.п. ф-лы, 7 ил.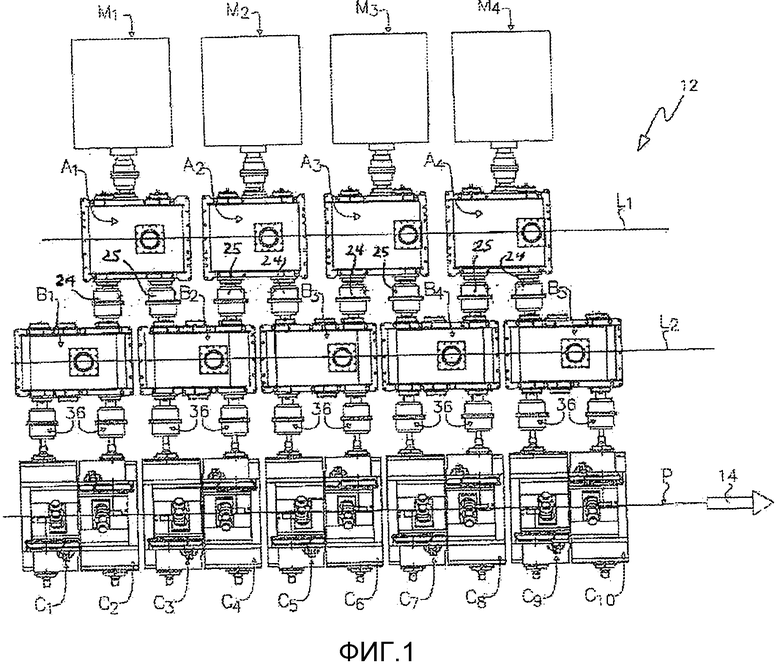
1. Модульный прокатный стан (12) с линией прокатки (Р) стана, вдоль которой прокатывают изделия в направлении (14) прокатки, причем указанный прокатный стан содержит:
несколько первых редукторов (А1-А4), расположенных вдоль первой линии (L1), параллельной указанной линии (Р) прокатки, причем привод каждого первого редуктора осуществляется двигателем (М1-М4), причем каждый первый редуктор имеет пару механически взаимно соединенных первых валов (16);
несколько вторых редукторов (В1-В5), расположенных вдоль второй линии (L2) между первой линией (L1) и указанной линией (Р) прокатки и параллельно им обеим, причем каждый второй редуктор имеет пару механически взаимно соединенных вторых валов (20);
несколько прокатных клетей (С1-С10), которые размещены последовательно вдоль линии (Р) прокатки и имеют пару рабочих валков (34), помещенных на механически взаимно соединенных валах (32) валков, причем привод каждой прокатной клети осуществляется входным валом (26),
первые соединительные средства (24, 25) для создания приводного соединения между первыми валами (16) каждого первого редуктора и вторыми валами (20) двух последовательных вторых редукторов,
вторые соединительные средства (36) для соединения с возможностью разделения вторых валов (20) вторых редукторов со входными валами (26) двух последовательных прокатных клетей,
отличающийся тем, что первые соединительные средства (25) содержат муфты, которые выполнены с возможностью расцепления для прерывания приводных соединений выбранных вторых редукторов (В2, В4) с первыми редукторами между их соответствующими первыми (16) и вторыми (20) валами,
при этом первые соединительные средства (24) обеспечивают неразрывное соединение для создания приводного соединения других вторых редукторов (В1, В3, В5) с первыми редукторами между их соответствующими первыми (16) и вторыми (20) валами.
2. Прокатный стан по п. 1, в котором прокатные клети (С1-С10) выполнены с возможностью взаимной замены на последовательных участках вдоль линии (Р) прокатки.
3. Прокатный стан по п. 1, в котором в направлении (14) прокатки привод первых валов (16) первых редукторов (А1-А4) осуществляется с последовательно более высокой частотой вращения.
4. Прокатный стан по п. 3, в котором в направлении (14) прокатки привод вторых валов (20) вторых редукторов (В1-В5) осуществляется с последовательно более высокой частотой вращения.
5. Прокатный стан по п. 1, в котором входной вал (26) каждой прокатной клети (С1-С10) соединен с соответствующими парами механически соединенных валов (32) валков посредством зубчатых колес (28а, 28b), размеры которых допускают последовательное увеличение скорости, являющееся одинаковым на всех прокатных клетях.
6. Прокатный стан по п. 2, в котором входной вал (26) каждой прокатной клети (С1-С10) соединен с соответствующими парами механически соединенных валов (32) валков посредством зубчатых колес (28а, 28b), размеры которых допускают последовательное увеличение скорости, являющееся одинаковым на всех прокатных клетях.
7. Прокатный стан по п. 3, в котором входной вал (26) каждой прокатной клети (С1-С10) соединен с соответствующими парами механически соединенных валов (32) валков посредством зубчатых колес (28а, 28b), размеры которых допускают последовательное увеличение скорости, являющееся одинаковым на всех прокатных клетях.
8. Прокатный стан по п. 4, в котором входной вал (26) каждой прокатной клети (С1-С10) соединен с соответствующими парами механически соединенных валов (32) валков посредством зубчатых колес (28а, 28b), размеры которых допускают последовательное увеличение скорости, являющееся одинаковым на всех прокатных клетях.
9. Прокатный стан по п. 1, в котором прокатные клети (С1-С10) идентично конфигурированы с наклонными валами (32) валков.
10. Модульный прокатный стан (12) с линией прокатки (Р) стана, вдоль которой прокатывают изделия в направлении (14) прокатки, причем указанный прокатный стан содержит:
несколько первых редукторов (А1-А4), расположенных вдоль первой линии (L1), параллельной указанной линии (Р) прокатки, причем привод каждого первого редуктора осуществляется двигателем (М1-М4), причем каждый первый редуктор имеет пару механически взаимно соединенных первых валов (16);
несколько вторых редукторов (В1-В5), которые расположены вдоль второй линии (L2) между первой линией (L1) и указанной линией (Р) прокатки и параллельно им обеим, причем каждый второй редуктор имеет пару механически взаимно соединенных вторых валов (20);
несколько одинаковых прокатных клетей (С1-С10), которые размещены последовательно вдоль линии (Р) прокатки, причем привод каждой прокатной клети осуществляется входным валом (26), соединенным с парой наклонных валов (32) валков посредством зубчатых колес (28а, 28b), причем входные валы (26) прокатных клетей выступают с противоположных сторон для того, чтобы таким образом принимать чередующуюся обратную ориентацию прокатных клетей и чередующийся противоположный наклон валов их валков вдоль линии (Р) прокатки;
первые соединительные средства (24, 25) для создания приводного соединения между первыми валами (16) каждого первого редуктора и вторыми валами (20) двух последовательных вторых редукторов,
вторые соединительные средства (36) для соединения с возможностью разделения вторых валов (20) вторых редукторов со входными валами (26) двух последовательных прокатных клетей,
отличающийся тем, что первые соединительные средства (25) содержат муфты, выполненные с возможностью расцепления для прерывания приводных соединений выбранных вторых редукторов (В2, В4) с первыми редукторам между их соответствующими первыми (16) и вторыми (20) валами,
при этом первые соединительные средства (24) обеспечивают неразрывное соединение для создания приводного соединения других вторых редукторов (B1, В3, В5) с первыми редукторами между их соответствующими первыми (16) и вторыми (20) валами.
11. Модульный прокатный стан (12) с линией прокатки (Р) стана, вдоль которой прокатывают изделия в направлении (14) прокатки, причем указанный прокатный стан содержит:
несколько первых редукторов (А1-А4), расположенных вдоль первой линии (L1), параллельной указанной линии (Р) прокатки, причем привод каждого первого редуктора осуществляется двигателем (М1-М4), причем каждый редуктор имеет пару механически взаимно соединенных первых валов (16), причем в направлении (14) прокатки первые валы (16) указанных первых редукторов приводятся в действие с последовательно повышающимися скоростями вращения;
несколько вторых редукторов (В1-В5), которые расположены вдоль второй линии (L2) между первой линией (L1) и указанной линией (Р) прокатки и параллельно им обеим, причем каждый второй редуктор имеет пару механически взаимно соединенных вторых валов (20);
несколько прокатных клетей (С1-С10), которые выполнены с возможностью взаимной замены, размещены последовательно вдоль линии (Р) прокатки и имеют пару рабочих валков (34), помещенных на механически взаимно соединенных валах (32) валков, причем привод каждой прокатной клети осуществляется входным валом (26);
первые соединительные средства (24, 25) для создания приводного соединения между первыми валами (16) каждого первого редуктора и вторыми валами (20) двух последовательных вторых редукторов,
вторые соединительные средства (36) для соединения с возможностью разделения вторых валов (20) вторых редукторов со входными валами (26) двух последовательных прокатных клетей,
отличающийся тем, что первые соединительные средства (25) содержат муфты, которые выполнены с возможностью расцепления для прерывания приводных соединений выбранных вторых редукторов (В2, В4) с первыми редукторами между их соответствующими первыми (16) и вторыми (20) валами,
при этом первые соединительные средства (24) обеспечивают неразрывное соединение для создания приводного соединения других вторых редукторов (В1, В3, В5) с первыми редукторами между их соответствующими первыми (16) и вторыми (20) валами.
| US 20110302983 A1, 15.12.2011 | |||
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2177846C2 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| Привод многоклетьевого непрерывного блока проволочного стана | 1973 |
|
SU438451A1 |

