Область техники, к которой относится изобретение
Изобретение относится к прокатным станам, производящим горячекатаные стержневые и прутковые изделия, и относится, в частности, к улучшенному и более эффективному способу работы чистовых секций таких станов.
Уровень техники
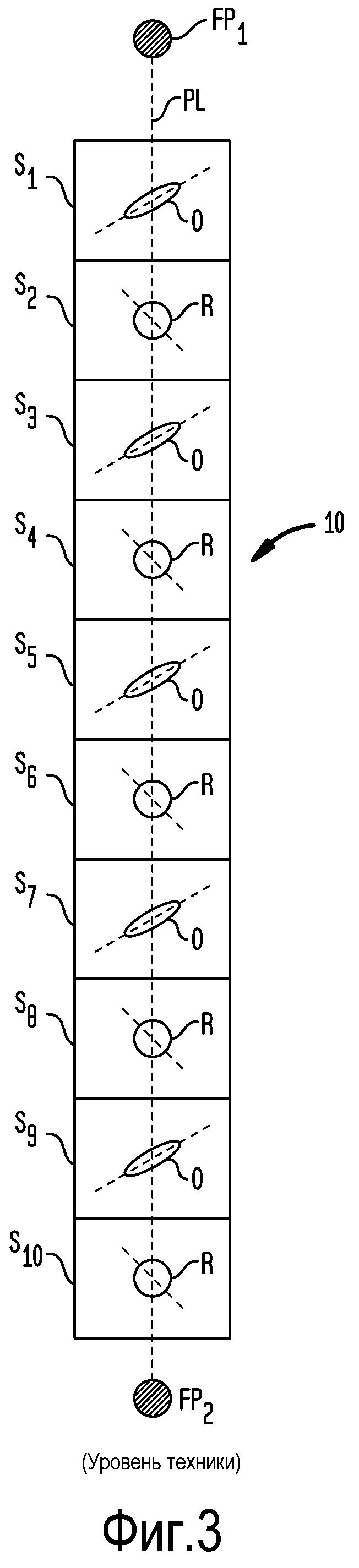
В обычных чистовых секциях прокатного стана, описание типичного примера которой приведено в патенте США № 3-336-781 и которая обозначена позицией 10 на фиг. 3, прокатные клети S1-S10 расположены блоками вдоль линии PL прокатки. Рабочие валки последовательно расположенных прокатных клетей задают попеременно овальные или круглые прокатные калибры O, R, при этом оси последовательных валковых пар расположены уступами под 90° с целью обеспечения прокатки без скручивания.
Подаваемые изделия FP1 принимаются из расположенной выше по потоку промежуточной прокатной секции (не изображена) и прокатываются в готовые изделия FP2 во всех или некоторых последовательно расположенных прокатных клетях S1-S10.
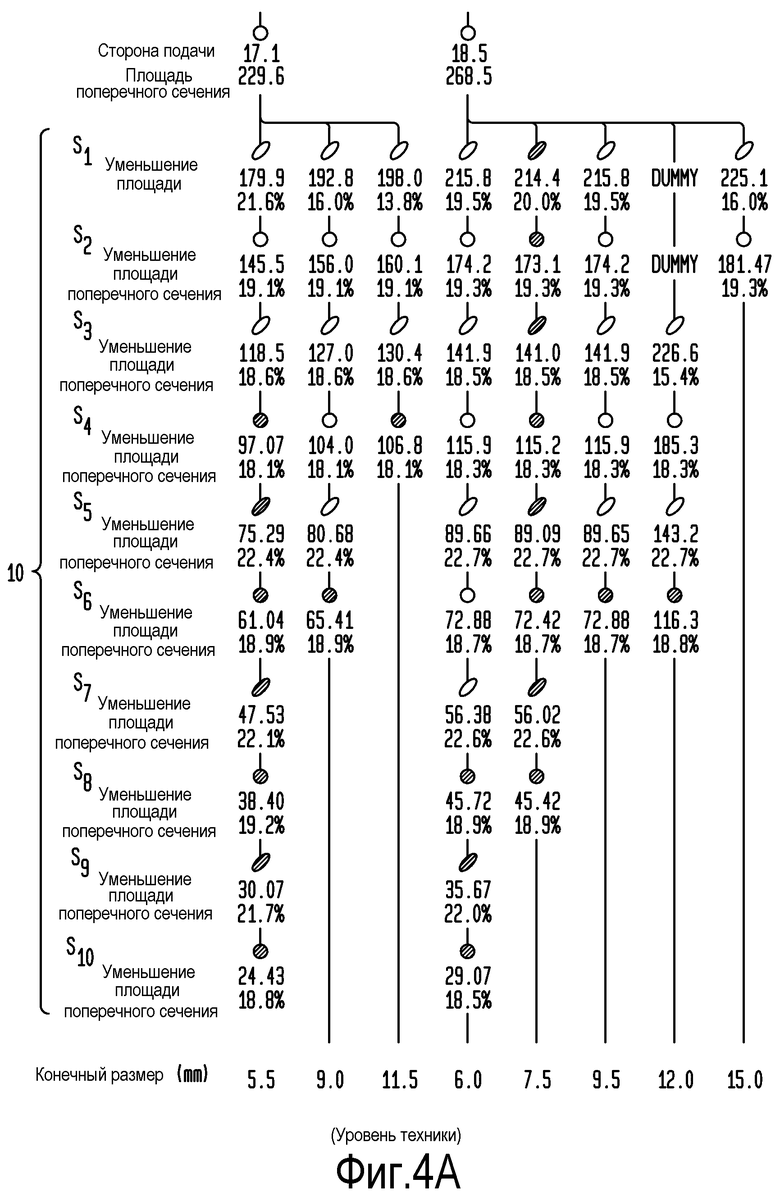
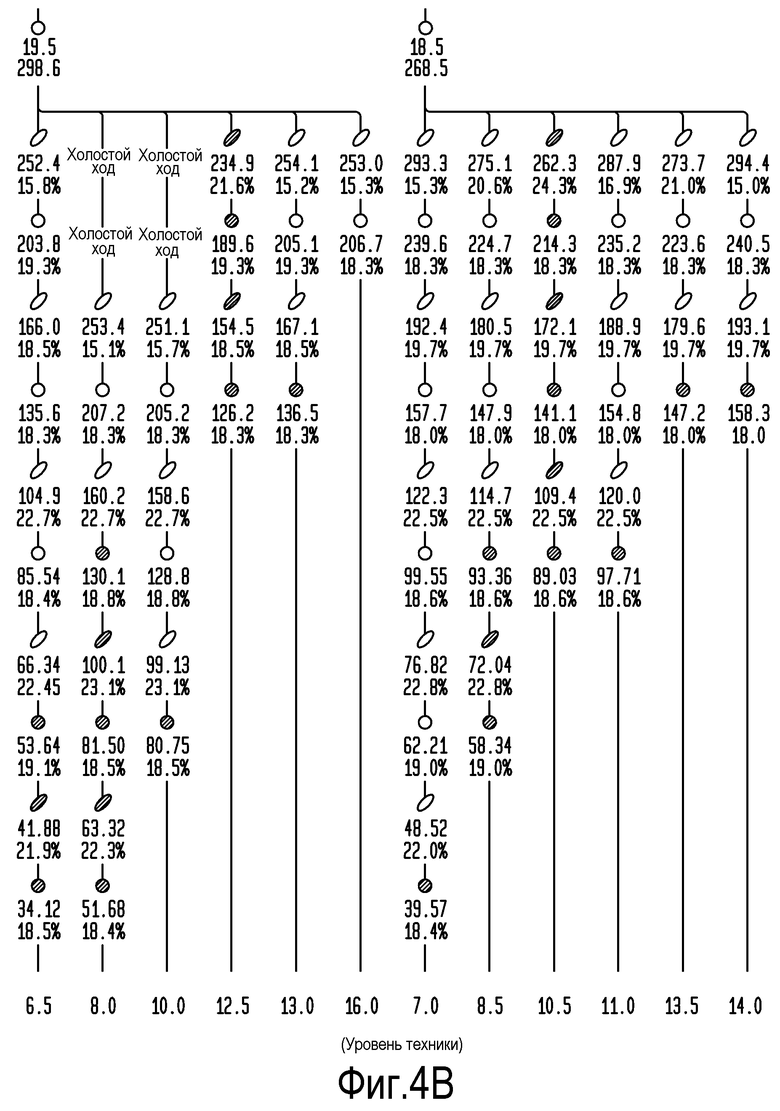
На фиг. 4 показана схема прокатки, иллюстрирующая типичное использование чистовой секции согласно фиг. 3, для прокатки готовых изделий различного размера из подаваемых изделий, имеющих одинаковые или различные размеры. Например, в одной последовательности прокатки все прокатные клети S1-S10 используются для прокатки подаваемого изделия, имеющего диаметр 17,1 мм, в готовое изделие, имеющее диаметр 5,5 мм. В другой последовательности прокатки прокатные калибры прокатных клетей S7-S10 не работают, например, посредством замены рабочих валков направляющими (процесс, обычно называемый dummying - использование в режиме холостого пропуска). Дополнительно к этому, большинство, если не все рабочие валки, задающие калибры прокатных клетей S1-S6, изменяются для обеспечения прокатки подаваемого изделия одинакового размера в готовое изделие, имеющее диаметр 0,9 мм.
В другой последовательности прокатки прокатные калибры прокатных клетей S5 и S6 дополнительно используются в режиме холостого пропуска при соответствующем изменении калибров рабочих валков прокатных клетей S1-S4, с целью прокатки имеющего одинаковые размеры подаваемого изделия в готовое изделие, имеющее диаметр 11,5 мм.
Можно видеть, что при использовании в режиме холостого пропуска все больше прокатных калибров можно прокатывать готовые изделия, имеющие три различных размера (5,5 мм, 9,0 мм и 11,5 мм), из подаваемого изделия, имеющего на входе одинаковый размер (17,1 мм). Эта прокатка готовых изделий различного размера из имеющего одинаковый размер подаваемого изделия обычно называется прокаткой single family - одного семейства.
Однако недостатком этого обычного способа прокатки является то, что лишь относительно узкий диапазон размеров готового изделия можно изготавливать из одного входного размера. Таким образом, как показано на фиг. 4, требуется четыре различных входных размера (17,1 мм, 187,5 мм, 19,5 мм и 21,0 мм) для прокатки готовых изделий с размером в диапазоне 5,5-16,0 мм. При замене одного входного размера другим размером, дополнительно к замене валков некоторых или всех прокатных клетей в чистовой секции, необходимо также заменять валки и направляющие прокатных клетей в расположенных выше по потоку секциях прокатного стана. Для этого может требоваться до одного часа, в течение которого прокатный стан не работает и не выпускает продукцию.
Первичной целью данного изобретения является расширение диапазона размеров готовых изделий, которые можно прокатывать из имеющего одинаковый размер подаваемого изделия, за счет чего предпочтительно уменьшается количество имеющих различные размеры подаваемых изделий, необходимых для изготовления заданного диапазона готовых изделий.
Сопутствующей целью данного изобретения является расширение диапазона размеров готовых изделий, которые можно прокатывать из каждого размера подаваемого изделия.
Сущность изобретения
Согласно данному изобретению, подаваемое изделие прокатывают в готовые изделия различного размера в чистовой секции прокатного стана, которая содержит несколько прокатных блоков, расположенных вдоль линии прокатки. Каждый прокатный блок включает две прокатные клети с рабочими валками, предназначенными для задания последовательно овальных и круглых прокатных калибров. Прокатные клети предназначены для осуществления специфического уменьшения площади поперечного сечения изделий, прокатываемых через их соответствующие овальные или круглые прокатные калибры.
Подаваемые изделия, имеющие заданный размер, прокатывают через прокатные калибры прокатных клетей прокатных блоков в первой последовательности прокатки с целью изготовления готовых изделий, имеющих первый уменьшенный размер. Подаваемые изделия, имеющие одинаковый входной размер, прокатывают в готовые изделия, имеющие различные уменьшенные размеры, посредством предусмотрения измененных последовательностей прокатки, в которых выбранный прокатный блок заменяют вдоль линии прокатки прокатными блоками, имеющими прокатные клети, предназначенные для уменьшения площади поперечного сечения, которое отличается от уменьшения поперечного сечения прокатных клетей заменяемых прокатных блоков. Прокатные блоки по потоку после замененного прокатного блока остаются не измененными.
Краткое описание чертежей
Ниже приводится подробное описание этих и других признаков и ожидаемых преимуществ данного изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - схема чистовой секции прокатного стана модульного типа, используемой для реализации способа согласно изобретению;
фиг. 2А и 2В - схемы прокатки, иллюстрирующие способ прокатки согласно данному изобретению;
фиг. 3 - схема обычного чистового прокатного стана блочного типа и
фиг. 4А и 4В - схемы прокатки в соответствии с обычным способом прокатки с помощью чистового прокатного стана, показанного на фиг. 3.
Подробное описание
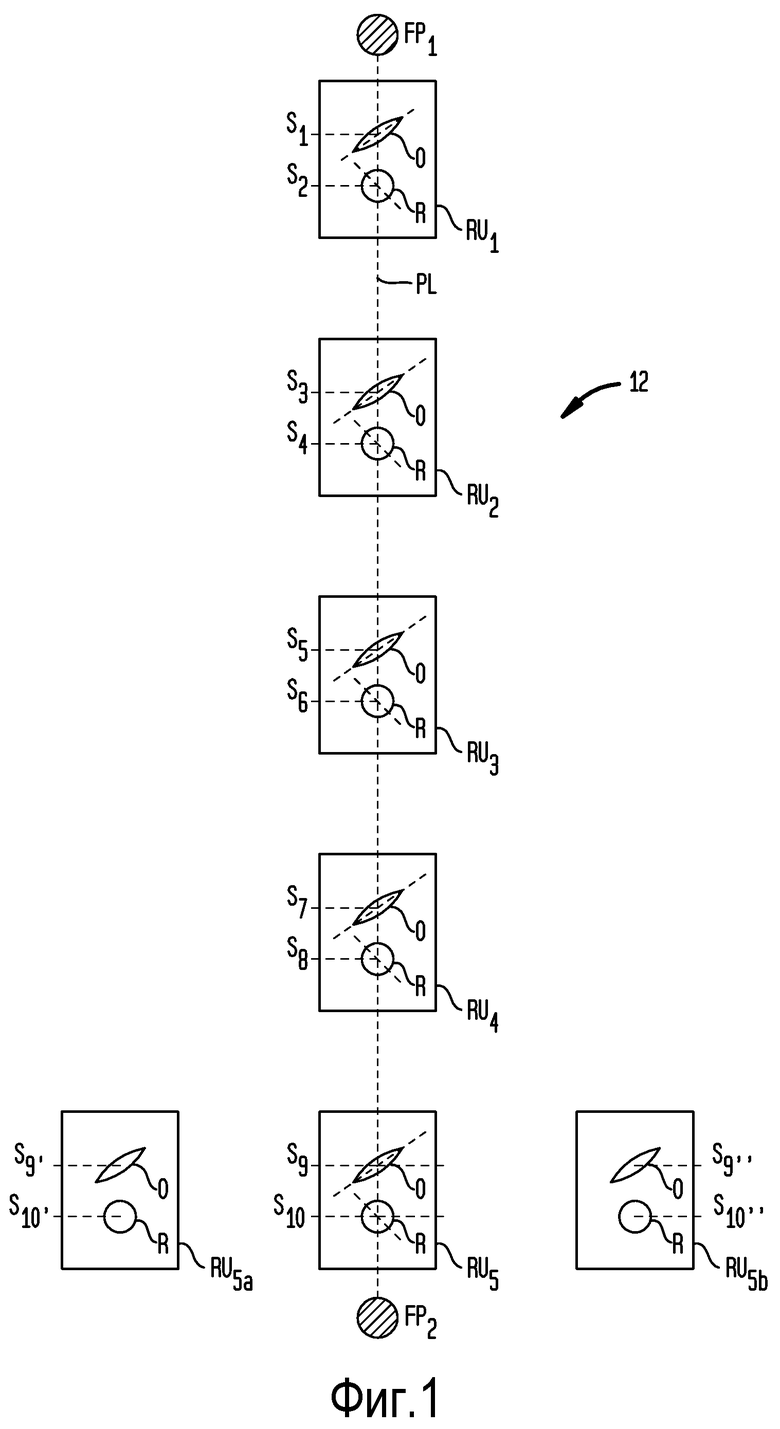
Как показано на фиг. 1, чистовой прокатный стан 12 модульного типа содержит несколько прокатных блоков RU1 -RU5, расположенных вдоль линии PL прокатки. Каждый прокатный блок включает две последовательности прокатных клетей S1-S10. Рабочие валки последовательных прокатных клетей предназначены для задания последовательно овальных и круглых прокатных калибров O, R, и каждая прокатная клеть предназначена для выполнения специфического уменьшения площади поперечного сечения изделия, прокатываемого через ее соответствующий прокатный калибр.
Дополнительно к прокатным блокам RU1-RU5, модульный чистовой прокатный стан 12 включает прокатные блоки RU5a и RU5b. Прокатные блоки установлены с возможностью сдвига в линию PL прокатки и из нее вдоль рельсовых путей (не изображены) обычным образом, известным для специалистов в данной области техники, описание которого приведено, например, в патенте США № 5-595-083, полное содержание которого включается в данное описание.
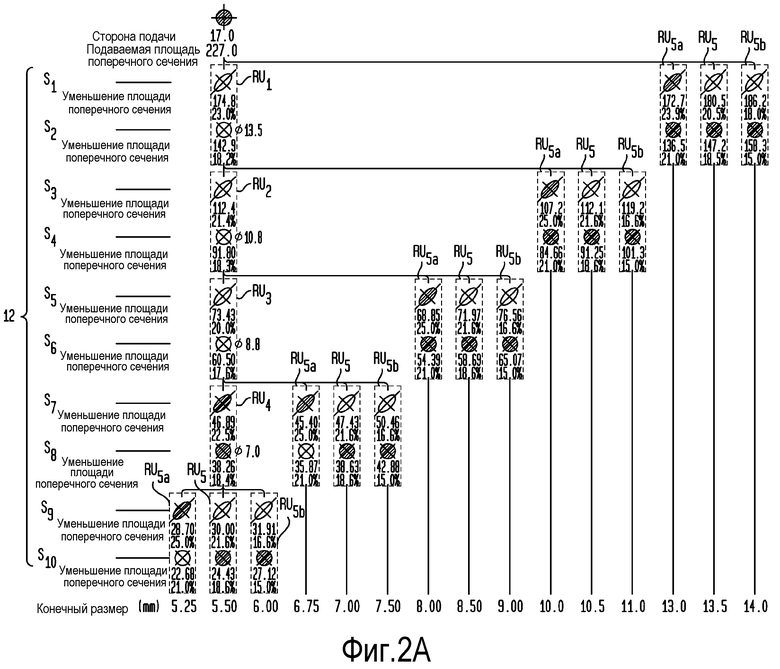
На фиг. 2 показана типичная схема прокатки чистового прокатного стана модульного типа согласно фиг. 1. В первой последовательности прокатки используются прокатные блоки RU1-RU5, для прокатки подаваемого изделия FP1, имеющего диаметр 17,1 мм, в готовое изделие FP2, имеющего диаметр 5,5 мм. Прокатные клети S9 и S10 последнего прокатного блока RU5 предназначены для уменьшения площади поперечного сечения, соответственно, на 21,6% и 18,6%.
В измененной последовательности прокатки прокатный блок RU5 удален из линии прокатки и заменен прокатным блоком RU5a. Прокатные клети S9 и S10 прокатного блока RU5a предназначены для уменьшения площади поперечного сечения, соответственно, на 25,0% и 21,0%, что отличается от уменьшения площади поперечного сечения прокатных клетей S9, S10 прокатного блока RU5. В этой измененной последовательности прокатки, в которой прокатные клети прокатных блоков RU1-RU4 остаются на месте без изменения, то же подаваемое изделие FP1 прокатывают в готовое изделие, имеющее диаметр 5,25 мм.
В другой измененной последовательности прокатки прокатный блок RU5 заменен прокатным блоком RU5b, имеющим прокатные клети S9 и S10, предназначенные для уменьшения площади поперечного сечения, соответственно, на 16,6% и 15,0%. С помощью этой измененной последовательности прокатки то же подаваемое изделие FP1 прокатывают в готовое изделие, имеющее диаметр 6,0 мм.
В еще одной измененной последовательности прокатки прокатные блоки RU4, RU3, RU2 и RU1 последовательно заменены прокатными блоками RU5, RU5a и RU5b, при этом прокатные клети прокатных блоков по потоку за замененным прокатным блоком используются в режиме холостого пропуска. За счет этого то же подаваемое изделие FP1 прокатывают в готовое изделие, имеющее диаметр в диапазоне от 5,25 мм до 14 мм.
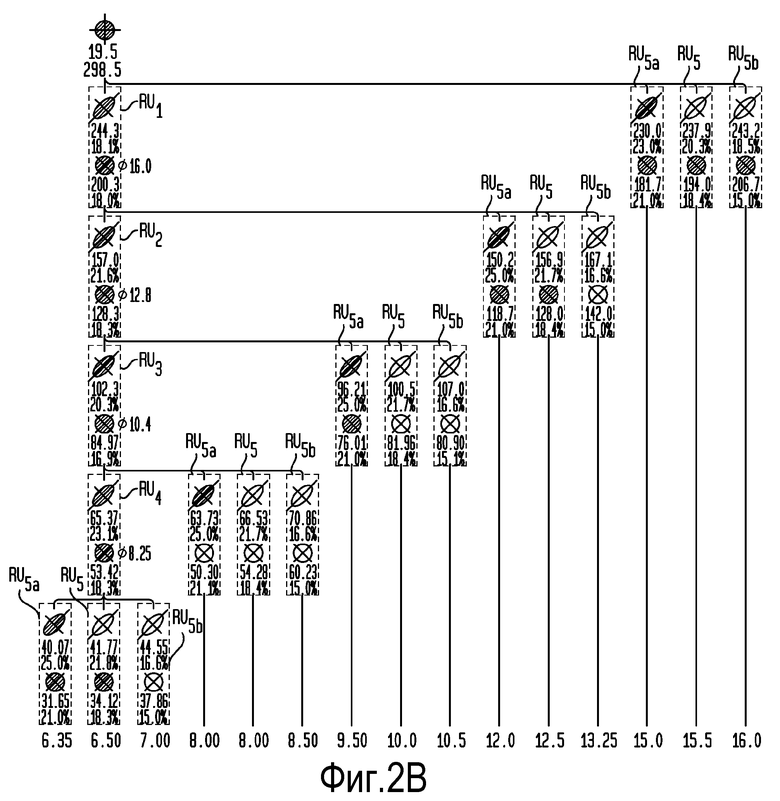
Тот же способ можно использовать для прокатки подаваемого изделия, имеющего диаметр 19,5 мм, в пятнадцать других готовых изделий, имеющих диаметр в диапазоне от 6,35 мм до 16,0 мм.
Таким образом, при использовании модульного чистового прокатного стана 12 в соответствии со способом согласно данному изобретению можно изготавливать готовые изделия различного размера в более широком диапазоне из меньшего количества подаваемых изделий различного размера, по сравнению с обычным способом прокатки с помощью чистового прокатного стана 10 блочного типа. Это приводит к значительному снижению потерь производственного времени при переходе с одного входного размера на другой размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ БЛОК | 1995 |
|
RU2095166C1 |
| СПОСОБ ВЫРАВНИВАНИЯ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ ЗАГОТОВКИ НЕПРЕРЫВНОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2192321C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2001 |
|
RU2247611C2 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2177846C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЖАТИЯ СЕЧЕНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ В ВИДЕ ТОНКОГО ПРУТКА И ИХ КАЛИБРОВКИ ПО РАЗМЕРУ | 2005 |
|
RU2358817C2 |
| СЕКЦИЯ ЧИСТОВОЙ ПРОКАТКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2212961C1 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СПОСОБ ПРОКАТКИ ПРОВОЛОКИ ИЗ МЕТАЛЛИЧЕСКИХ ПРУТКОВ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201300C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
Изобретение относится к области металлургии, в частности к прокатным станам. Способ включает прокатку подаваемого изделия в готовые изделия различного размера в чистовой секции прокатного стана, которая содержит несколько прокатных блоков, расположенных вдоль линии прокатки. Каждый прокатный блок включает две прокатные клети с рабочими валками, предназначенными для задания последовательно овальных и круглых прокатных калибров. Прокатные клети предназначены для осуществления заданного уменьшения площади поперечного сечения изделий, прокатываемых через их соответствующий овальный или круглый прокатный калибр. Подаваемые изделия, имеющие одинаковый входной размер, прокатывают в готовые изделия, имеющие различные уменьшенные размеры, посредством создания измененных последовательностей прокатки, в которых выбранный прокатный блок заменяют вдоль линии прокатки прокатными блоками, имеющими прокатные клети, предназначенные для уменьшения площади поперечного сечения, которое отличается от уменьшения поперечного сечения замененных прокатных клетей. Использование изобретения обеспечивает расширение диапазона размеров готовых изделий, прокатываемых из каждого размера подаваемых изделий. 2 н. и 3 з.п. ф-лы, 6 ил.
1. Способ изготовления готовых изделий различного размера в чистовой секции прокатного стана, которая содержит несколько прокатных блоков, расположенных вдоль линии прокатки, при этом каждый прокатный блок включает две прокатные клети с рабочими валками, предназначенными для задания последовательно овальных и круглых прокатных калибров, и каждая прокатная клеть предназначена для осуществления заданного уменьшения площади поперечного сечения изделий, прокатываемых через ее соответствующий овальный или круглый прокатный калибр, при этом способ включает
прокатку подаваемого изделия, имеющего входной размер, через прокатные калибры прокатных клетей прокатных блоков в первой последовательности прокатки для изготовления готового изделия, имеющего первый уменьшенный размер,
создание измененной второй последовательности прокатки путем замены выбранного прокатного блока вдоль указанной линии прокатки замещающим прокатным блоком и удаления прокатных блоков по потоку после замещающего прокатного блока, при этом прокатные калибры замещающего прокатного блока имеют размеры, обеспечивающие уменьшение площади поперечного сечения изделия, которое отличается от уменьшения площади поперечного сечения изделия, обеспечиваемого калибрами выбранного одного прокатного блока, и
прокатку подаваемого изделия с тем же входным размером через прокатные калибры прокатных клетей прокатных блоков во второй последовательности прокатки для изготовления готового изделия, имеющего второй уменьшенный размер, отличный от указанного первого уменьшенного размера готового изделия.
2. Способ по п.1, в котором выбранный первый прокатный блок является последним из указанных прокатных блоков вдоль указанной линии прокатки.
3. Способ по п.1, в котором выбранный прокатный блок является отличным от последнего из указанных первых прокатных блоков вдоль указанной линии прокатки, и последний прокатный блок содержит упомянутый замещающий прокатный блок.
4. Способ по п.1 или 3, в котором последний прокатный блок является одним из нескольких замещающих прокатных блоков, которые используют для попеременной замены выбранного прокатного блока.
5. Способ изготовления готовых изделий различного размера в чистовой секции прокатного стана, которая содержит несколько прокатных блоков, расположенных вдоль линии прокатки, при этом каждый из прокатных блоков включает первую пару рабочих валков, задающих овальный прокатный калибр, за которой расположена вторая пара рабочих валков, задающих круглый прокатный калибр, при этом указанные овальный и круглый прокатные калибры имеют размеры, обеспечивающие уменьшение площади поперечного сечения проходящего через них изделия, при этом способ включает
прокатку подаваемого изделия, имеющего входной размер, через прокатные блоки в первой последовательности прокатки в готовое изделие, имеющее первый уменьшенный размер,
создание измененной второй последовательности прокатки путем замены выбранного прокатного блока вдоль линии прокатки замещающим прокатным блоком и использования в режиме холостого пропуска прокатных блоков по потоку после замещающего прокатного блока, при этом прокатные калибры замещающего прокатного блока имеют размеры, обеспечивающие уменьшение площади поперечного сечения изделия, которое отличается от уменьшения площади поперечного сечения изделия, обеспечиваемого калибрами выбранного одного прокатного блока, и
прокатку подаваемого изделия с тем же входным размером через прокатные калибры прокатных клетей прокатных блоков во второй последовательности прокатки для изготовления готового изделия, имеющего второй уменьшенный размер, отличный от указанного первого уменьшенного размера.
| Устройство для определения разрушающих нагрузок в толстостенных корковых формах и стержнях | 1982 |
|
SU1048367A1 |
| Устройство для поперечной распиловки лесоматериалов | 1983 |
|
SU1110630A1 |
| EP 1958710 A1, 20.08.2008 | |||
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2001 |
|
RU2247611C2 |
| СПОСОБ ПРОКАТКИ ПРОВОЛОКИ ИЗ МЕТАЛЛИЧЕСКИХ ПРУТКОВ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201300C2 |

