1
В известных многоклетьевых непрерывных блоках привод рабочих валков осуществляется через шестеренные валки и конические трансмиссии, содержащие два параллельных оси прокатки ведущих вала.
Основным недостатком такой конструкции является ограниченная возможность установки требуемых калибровкой соотношений скоростей вращения валков, ввиду наличия только одной изменяемой ступени конических передач в цепи каждой клети, а узким диапазоном изменения передаточных отклонений конических пар обусловлено ограничение количества клетей в одном блоке.
С целью упрощения конструкции и увеличения количества клетей в одном блоке трансмиссия предлагаемого привода выполненас одним общим для всего блока валом, а в общем корпусе с каждой парой шестеренных валков выполнена дополнительная коническая ступень.
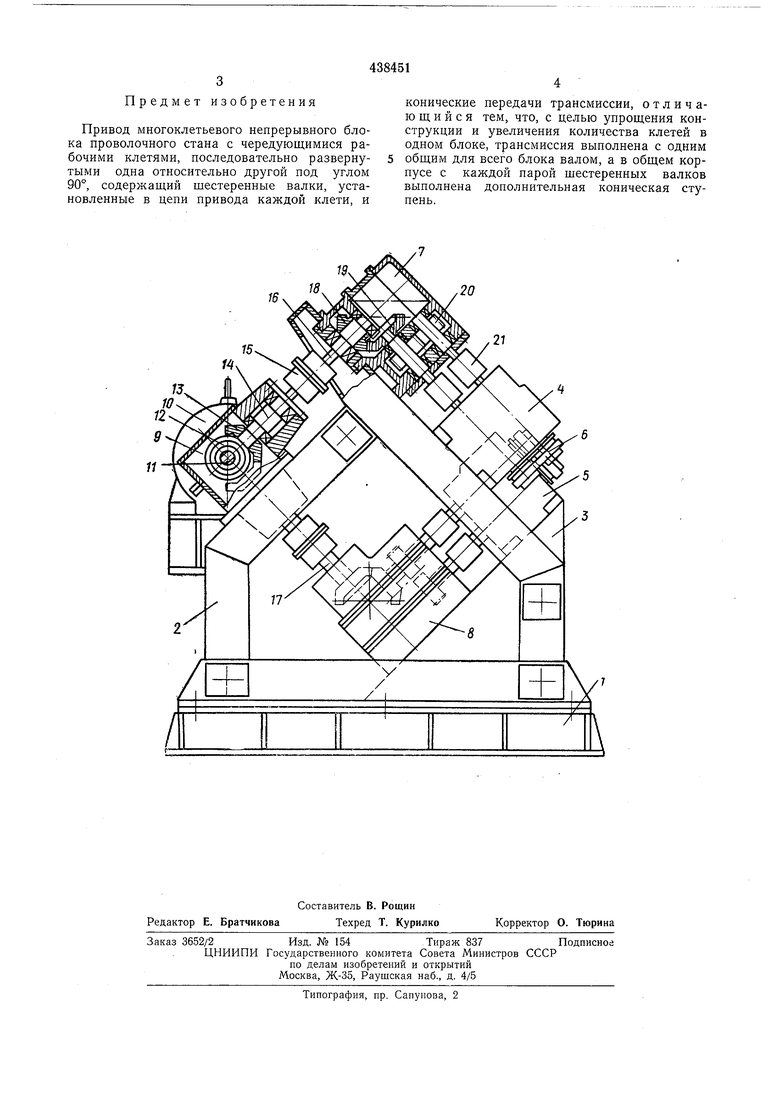
На чертеже представлен общий вид описываемого привода.
На раме 1 установлены стойки 2 и тумбы 3, на которых смонтированы чередующиеся и последовательно развернутые относительно друг друга под углом 90° верхние и нижние рабочие клети 4, 5 с консольными валками 6, верхние и нижние комбинированные редукторы 7, 8 и раздаточный редуктор 9.
Электродвигатель 10 установлен соосно с трансмиссионным валом 11, расположенным параллельно оси прокатки.
Раздаточный редуктор имеет конические передачи 12, 13, расположенные в плоскостях, перпендикулярных оси прокатки.
Ведомые валы 14 этого редуктора соединены зубчатыми муфтами 15 с ведущими валами 16, 17 верхних и нижних комбинированных редукторов, в которых установлены конические передачи 18, 19, расположенные в плоскостях, перпендикулярных оси прокатки, и шестеренные валки 20.
Выводные валы комбинированных редукторов 7, 8 связаны с валами рабочих валков при помощи удлиненных зубчатых муфт 21, диапазоны перекосов которых позволяет регулировать раствор валков 6 рабочих клетей.
Привод рабочих валков осуществляется от электродвигателя 10 через раздаточный и комбинированные редукторы 9, 7, 8.
Соотнощение скоростей вращения валков, установленных в соответствии с заданной калибровкой, определяется передаточными отношениями, заложенными в конические пары.
В случае необходимости в конструкции клети предусматривается возможность радиальной и осевой регулировки валков.
Предмет изобретения
Привод многоклетьевого непрерывного блока проволочного стана с чередующимися рабочими клетями, последовательно развернутыми одна относительно другой под углом 90°, содержащий шестеренные валки, установленные в цепи привода каждой клети, и
конические передачи трансмиссии, отличающийся тем, что, с целью упрощения конструкции и увеличения количества клетей в одном блоке, трансмиссия выполнена с одним общим для всего блока валом, а в общем корпусе с каждой парой шестеренных валков выполнена дополнительная коническая ступень.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРИВОД ВАЛКОВ ПИЛИГРИМОВОГО СТАНА | 1971 |
|
SU317442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2005 |
|
RU2296633C1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
W
16
20
