Область техники
Настоящее изобретение относится к устройствам, используемым в процессе обработки материалов резанием, в частности, к режущим пластинам, используемым в режущем инструменте с большим осевым передним углом резания, применяемом для обработки изделий из титана и его сплавов,
Уровень техники
Известны вращающиеся режущие инструменты, имеющие рабочую часть с гнездами, в которых установлены сменные режущие пластины и механически закреплены, например, с помощью винтов. При использовании такого режущего инструмента, в частности для обработки изделий из титановых сплавов, возникает необходимость в установке сменных режущих пластин с большим осевым углом резания.
Увеличение осевого угла резания обеспечивает уменьшение сил резания, снижение вибраций и уменьшение нагрузки на станок. Достичь указанного технического результата возможно за счет увеличения углов наклона главных режущих кромок к базовым поверхностям режущих пластин с большим передним углом резания и закрепляемых в гнездах режущего инструмента с помощью винтов.
При этом режущие пластины обычно имеют высоко поднятые относительно базовых поверхностей угловые режущие кромки, что существенно изменяет схему нагружения режущих пластин. Для их надежного закрепления используют крепежные винты большого диаметра и специальную форму боковых базовых поверхностей. При этом в режущих пластинах выполнены отверстия большого диаметра для их закрепления, что, с одной стороны, ослабляет механическую прочность режущих пластин, а, с другой стороны, ухудшает условия схода стружки, особенно при приближении крепежных отверстий к главным режущим кромкам.
Проблема механической прочности для таких режущих пластин частично решена, например, в патенте РФ на полезную модель №160608. Конструкция такой режущей пластины содержит верхнюю рабочую и противолежащую ей нижнюю базовую поверхности. Между ними расположена периферийная боковая поверхность, включающая главные боковые и вспомогательные боковые поверхности, расположенные соответственно под острыми задними углами к нижней базовой поверхности.
Режущая пластина также содержит, по меньшей мере, одно фиксирующее сквозное отверстие, проходящее между верхней рабочей и нижней базовой поверхностями, режущие кромки, каждая из которых содержит переднюю и заднюю поверхности и последовательно сопряженные между собой участки главной и вспомогательной режущих кромок, направленные соответственно под острыми внутренними углами к нижней базовой поверхности с образованием на вершине режущих кромок угловых режущих кромок.
При этом главные боковые поверхности включают первые и вторые боковые поверхности, наклоненные под разными углами к нижней базовой поверхности и одна относительно другой, и ширины которых в противоположных направлениях имеют разную величину.
Причем линия сопряжения между плоскостями, проходящими через первую и вторую боковые поверхности, на виде сбоку на режущую пластину проходит под острым углом к нижней базовой поверхности и не проходит через угловые режущие кромки, выполнена в зоне крепежных отверстий, угол ее наклона больше углов наклона главных режущих кромок к нижней базовой поверхности, а площади первых боковых поверхностей не равны площадям вторых боковых поверхностей.
Задача оптимизации размеров и формы режущего клина и передней поверхности в зоне приближения фиксирующего отверстия к режущим кромкам у этой режущей пластины не решена, что приводит к снижению ее работоспособности и стойкости, в том числе к поломке в зоне фиксирующих отверстий.
Предлагаемое изобретение направлено на создание усовершенствованной конструкции режущей пластины с повышенной механической прочностью режущего клина и оптимальными условиями схода стружки в зоне фиксирующих отверстий.
Данный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Сущность изобретения
В соответствии с настоящим изобретением предложена режущая пластина, имеющая твердосплавную основу с износостойким покрытием и содержащая верхнюю рабочую и противолежащую ей нижнюю базовую поверхности.
Между ними расположена периферийная боковая поверхность, включающая главные боковые и вспомогательные боковые поверхности, расположенные соответственно под острыми задними углами к нижней базовой поверхности.
В режущей пластине выполнено, по меньшей мере, одно фиксирующее сквозное отверстие, проходящее между верхней рабочей и нижней базовой поверхностями и имеющее возвышение на передней поверхности.
Каждая режущая кромка содержит переднюю и заднюю поверхности и последовательно сопряженные между собой участки главной и вспомогательной режущих кромок, направленные соответственно под острыми внутренними углами к нижней базовой поверхности с образованием на вершине режущих кромок угловых режущих кромок.
При этом главные боковые поверхности включают первые и вторые боковые поверхности, наклоненные под разными углами к нижней базовой поверхности и одна относительно другой, и ширины которых в противоположных направлениях имеют разную величину, причем линия сопряжения между плоскостями, проходящими через первую и вторую боковые поверхности, на виде сбоку на режущую пластину проходит под острым углом к нижней базовой поверхности, при этом линия сопряжения не проходит через угловые режущие кромки, выполнена в зоне фиксирующих отверстий, угол ее наклона больше углов наклона главных режущих кромок к нижней базовой поверхности, а площади первых боковых поверхностей не равны площадям вторых боковых поверхностей.
В соответствии с предложенным изобретением в сечении режущей пластины, расположенном в плоскости, проходящей через ось фиксирующего отверстия перпендикулярно участку главной режущей кромки, вершина возвышения фиксирующего отверстия расположена ниже участка главной режущей кромки, передний угол резания выбран в диапазонае 10…24 град., задний угол резания выбран в диапазоне 6…18 град., при этом внутренний угол наклона боковой поверхности возвышения фиксирующего отверстия к нижней базовой поверхности больше переднего и заднего углов резания и выбран в диапазоне 24,5…35 град.
В соответствии с одним предпочтительным исполнением режущей пластины величина занижения вершины возвышения фиксирующего отверстия в сечении режущей пластины, расположенном в плоскости, проходящей через ось фиксирующего отверстия перпендикулярно участку главной режущей кромки, находится в пределах 0,1…0,8 мм.
В соответствии с другим предпочтительным исполнением режущей пластины ее режущие кромки имеют радиусные скругления, радиус которых выбран в диапазоне 0,01…0,1 мм.
В соответствии с другим предпочтительным исполнением режущей пластины ее твердосплавная основа содержит составляющие, количество которых выбрано в следующих диапазонах: 9…14 вес.% Со, 0,2…1,5 вес.% Cr3Cr2, 84,5…90,8 вес.% WC, а ее коэрцитивная сила выбрана в диапазоне 10…19 кА/м.
В соответствии с другим предпочтительным исполнением режущей пластины на ее твердосплавную основу нанесено износостойкое покрытие, содержащее один и более слоев и, по меньшей мере, один слой содержит фазу с одним из элементов V, Cr, Nb,Ta, Ti, Zr, Hf, Al, Si, C, N, B.
В соответствии с другим предпочтительным исполнением режущей пластины на ее твердосплавную основу нанесено износостойкое покрытие, и, по меньшей мере, один слой в износостойком покрытии имеет остаточные сжимающие напряжения.
В соответствии с другим предпочтительным исполнением режущей пластины на ее твердосплавную основу нанесено износостойкое покрытие, содержащее второй слой из TiAlN, расположенный между подложкой и слоем из NbN, толщина которого выбрана в диапазоне 0,45…5 мкм.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 на твердосплавную основу нанесено износостойкое покрытие, и, по меньшей мере, один слой в износостойком покрытии выполнен из TiB2.
В соответствии с другим предпочтительным исполнением режущей пластины между ее передней поверхностью и боковой поверхностью возвышения фиксирующего отверстия выполнен плавный переход.
В соответствии с другим предпочтительным исполнением режущей пластины ее передняя поверхность в зоне фиксирующего отверстия выполнена вогнутой или выпуклой.
В соответствии с другим предпочтительным исполнением режущей пластины ее режущие кромки имеют радиусные скругления, не равномерные по длине режущих кромок.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображена режущая пластина. При этом
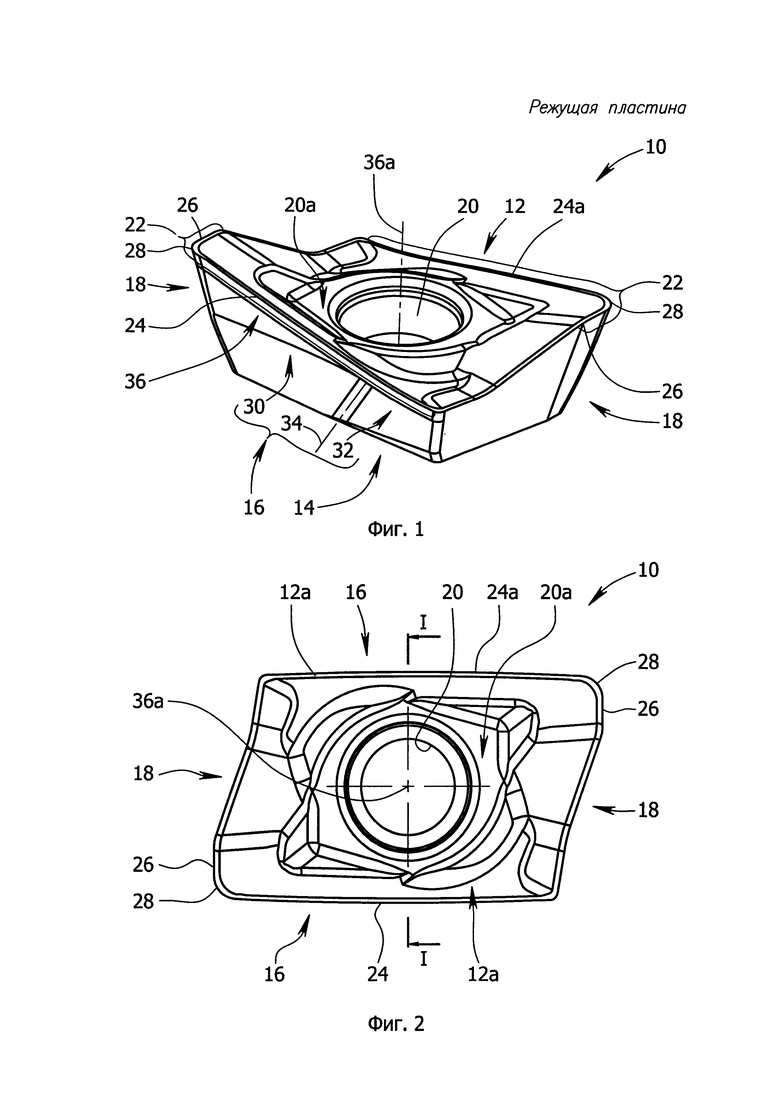
на фиг. 1 показан вид в перспективе на режущую пластину в соответствии с настоящим изобретением;
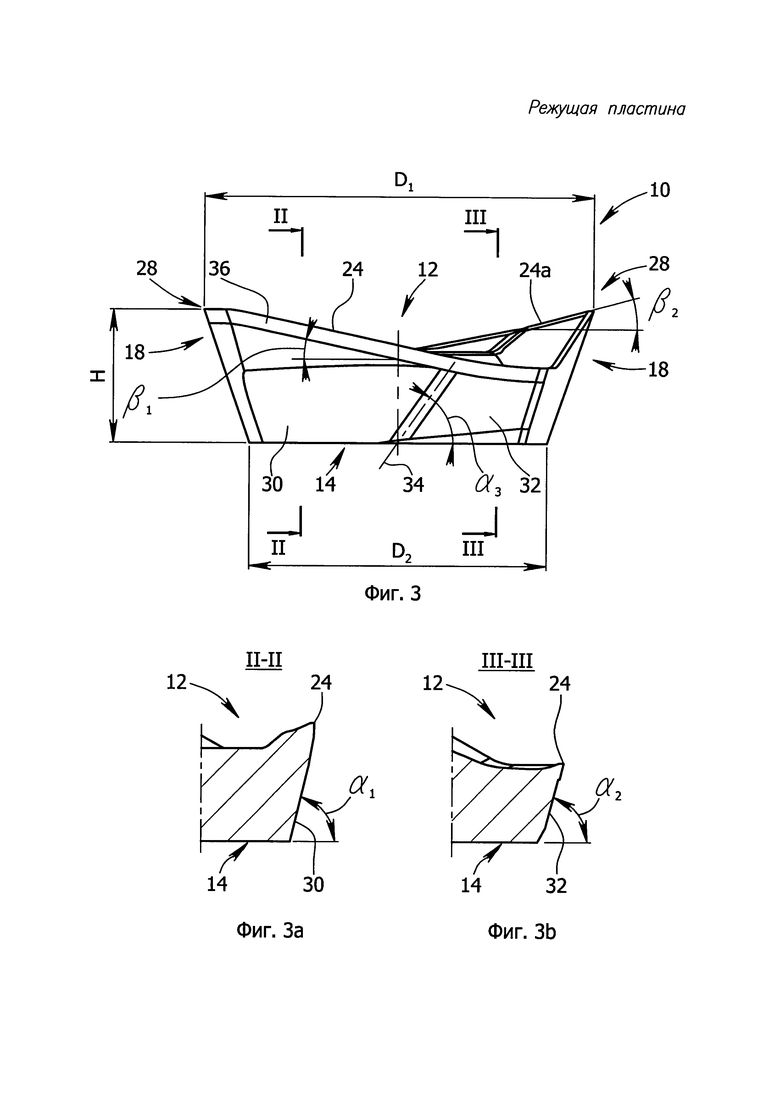
на фиг. 2 показан вид сверху на режущую пластину, изображенную на фиг. 1;
на фиг. 3 показан вид с боку со стороны участков главной режущей кромки на режущую пластину, изображенную на фиг. 1;
на фиг. 3а и 3b показаны соответственно разрезы по линии III-III и II-II режущей пластины, изображенной на фиг. 3;
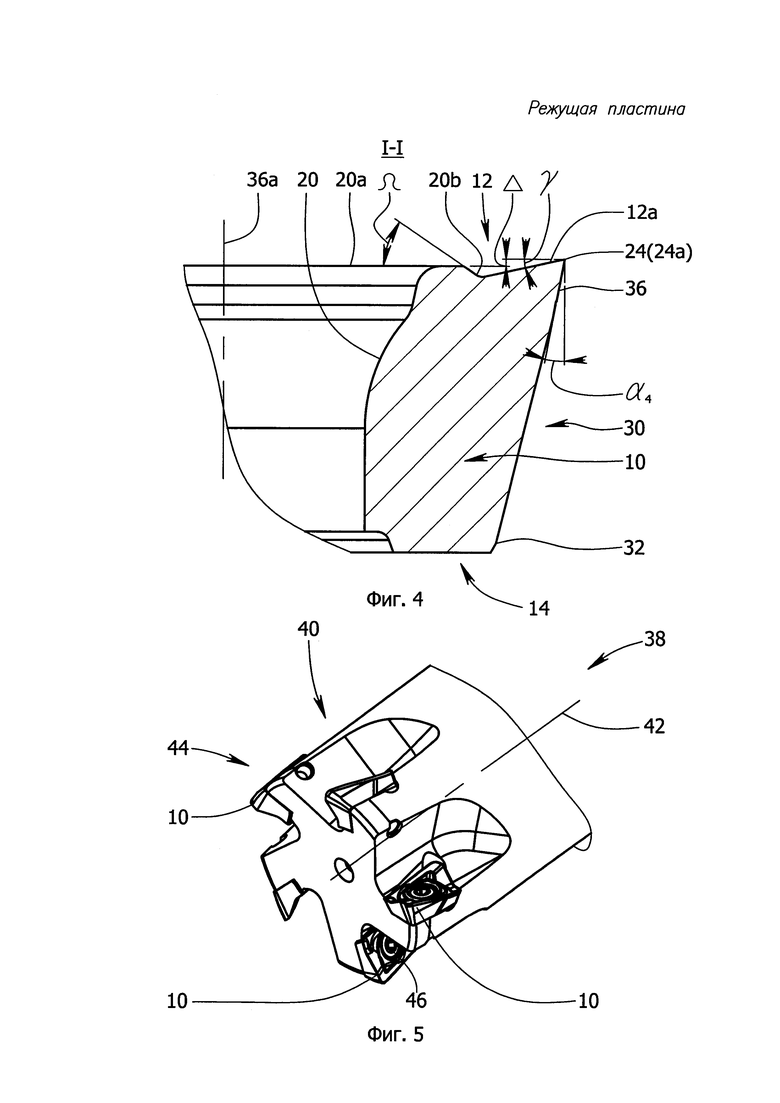
на фиг. 4 показан фрагмент сечения по линии I-I режущей пластины, изображенной на фиг. 2;
на фиг. 5 показан вид в перспективе торцовой фрезы в сборе с режущей пластиной, изображенной на фиг. 1;
Подробное описание предпочтительного варианта осуществления изобретения.
Рассмотрим фиг. 1-5, где изображена режущая пластина.
В соответствии с настоящим изобретением предложенная режущая пластина 10 выполнена многогранной и индексируемой. Ее предпочтительно изготавливают путем фасонного или инжекционного прессования и спекания порошков карбидов.
Режущая пластина 10 имеет твердосплавную основу с износостойким покрытием и содержит верхнюю рабочую 12 и противолежащую ей нижнюю базовую 14 поверхности.
Между ними расположена периферийная боковая поверхность, включающая главные боковые 16 и вспомогательные боковые 18 поверхности, расположенные соответственно под острыми задними углами к нижней базовой поверхности 14.
По меньшей мере одно фиксирующее сквозное отверстие 20 проходит между верхней рабочей 12 и нижней базовой 14 поверхностями и имеет возвышение 20а на передней поверхности 12.
Каждая режущая кромка 22 содержит переднюю 12а и заднюю 36 поверхности и последовательно сопряженные между собой участки главной 24 и 24а и вспомогательной 26 режущих кромок, направленные соответственно под острыми внутренними углами β1 и β2 к нижней базовой поверхности 14 с образованием на вершине режущих кромок 22 угловых режущих кромок 28.
При этом главные боковые поверхности 16 включают первые 30 и вторые 32 боковые поверхности, наклоненные под разными углами α1 и α2 к нижней базовой поверхности 14 и одна относительно другой и ширины которых в противоположных направлениях имеют разную величину.
Причем линия сопряжения 34 между плоскостями, проходящими через первую 30 и вторую 32 боковые поверхности на виде сбоку на режущую пластину 10 проходит под острым углом α3 к нижней базовой поверхности 14, при этом линия сопряжения 34 не проходит через угловые режущие кромки 28, выполнена в зоне крепежных отверстий 20, угол ее наклона α3 больше углов наклона главных режущих кромок 24 и 24а к нижней базовой поверхности 14, а площади первых боковых поверхностей 30 не равны площадям вторых боковых поверхностей 32.
Для увеличения механической прочности режущего клина и улучшения условий схода стружки в зоне крепежных отверстий 20 в сечении режущей пластины, расположенном в плоскости, проходящей через ось 36а фиксирующего отверстия 20 перпендикулярно участку главной режущей кромки 24 и 24а, вершина возвышения 20а фиксирующего отверстия 20 расположена ниже участка главной режущей кромки 24 и 24а, передний угол резания γ выбран в диапазоне 10…24 град., задний угол резания α4 выбран в диапазоне 6…18 град., а внутренний угол наклона Ω боковой поверхности возвышения фиксирующего отверстия 20 к нижней базовой поверхности 14 больше переднего и заднего углов резания и выбран в диапазоне 24,5…35 град.
При этом верхние пределы 24 град. переднего угла резания γ и 18 град, заднего угла резания α4 соответствуют минимальной величине угла заострения режущего клина в зоне фиксирующего отверстия 20, при котором сохраняется механическая прочность режущей кромки и режущего клина в целом при обработке изделий из титана и его сплавов. При дальнейшем увеличении значений этих углов возможно разрушение как режущей кромки, так и всего режущего клина.
Минимальные значения 10 град, переднего угла резания γ соответствуют нижнему пределу, при котором условия схода стружки не являются лимитирующим фактом стойкости режущих кромок, а минимальное значение 6 град. заднего угла резания α4 выбрано с учетом допустимых условий трения на задней поверхности режущего клина.
При этом конкретные величины переднего и заднего углов резания выбирают в указанных выше пределах в зависимости от физико-механических свойств обрабатываемого материала, режимов и схемы обработки изделий.
Максимальное значение внутреннего угла наклона Ω боковой поверхности возвышения 20а фиксирующего отверстия 20 к нижней базовой поверхности 14, равное 35 град., выбрано из условий обеспечения максимального пространства для схода стружки в зоне фиксирующего отверстия, где его возвышение 20а максимально приближено к участку главной режущей кромки, а минимальное значение этого угла обусловлено допустимым уменьшением пространства для схода стружки.
Одним из предпочтительных исполнений режущей пластины 10 является такое ее исполнение, в котором величина занижения Δ вершины возвышения 20а фиксирующего отверстия 20 в сечении режущей пластины, расположенном в плоскости, проходящей через ось 36а фиксирующего отверстия 20 перпендикулярно участку главной режущей кромки 24, 24а, находится в пределах 0,1…0,8 мм.
При этом верхний и нижний пределы указанного диапазона величины занижения вершины возвышения фиксирующего отверстия установлены из условий, с одной стороны, обеспечения механической прочности режущей пластины в зоне фиксирующего отверстия, а, с другой стороны, обеспечения оптимальных условий схода стружки в этой критической зоне.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 режущие кромки 22 имеют радиусные скругления, радиус которых выбран в диапазоне 0,01…0,1 мм. При этом максимальные и минимальные значения радиусов закругления режущих кромок выбраны из условий обеспечения их механической прочности и условий снижения сил резания.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 ее твердосплавная основа содержит составляющие, количество которых выбрано в следующих диапазонах: 9…14 вес.% Со, 0,2…1,5 вес.% Cr3Cr2, 84,5…90,8 вес.% WC, а ее коэрцитивная сила выбрана из диапазона 10…19 кА/м.
Указанная выше твердосплавная основа позволяют еще более увеличить механическую прочность и износостойкость режущих пластин в критической зоне фиксирующего отверстия.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 на ее твердосплавную основу нанесено износостойкое покрытие, содержащее один и более слоев и, по меньшей мере, один слой содержит фазу с одним из элементов V, Cr, Nb, Ta, Ti, Zr, Hf, Al, Si, C, N, B.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 на ее твердосплавную основу нанесено износостойкое покрытие, и, по меньшей мере, один слой в износостойком покрытии имеет остаточные сжимающие напряжения.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 износостойкое покрытие, нанесенное на ее твердосплавную основу, содержит второй слой из TiAlN, расположенный между подложкой и слоем из NbN, толщина которого выбрана в диапазоне 0,45…5 мкм.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 на твердосплавную основу нанесено износостойкое покрытие, и, по меньшей мере, один слой в износостойком покрытии выполнен из TiB2.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 между передней поверхностью 12а и возвышением 20а фиксирующего отверстия 20 выполнен плавный переход.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 передняя поверхность 12а в зоне фиксирующего отверстия 20 выполнена вогнутой или выпуклой.
В соответствии с другим предпочтительным исполнением у режущей пластины 10 режущие кромки 22 имеют радиусные скругления, не равномерные по длине режущих кромок.
Использование изобретения
В качестве примера рассмотрим использование предпочтительного исполнения предложенной режущей пластины для торцовой фрезы 38 диаметром 50 мм, изображенной на фиг. 5 и содержащей корпус 40 с круговой наружной рабочей поверхностью, расположенной вокруг оси вращения 42, с гнездами 44, выполненными непосредственно в корпусе 40.
Режущие пластины 10 устанавливали в гнезда 44 торцовой фрезы 38 и закрепляли винтами 46, при этом передний осевой угол резания на фрезе в зоне фиксирующих отверстий режущих пластин составлял 22 град.
Используемые режущие пластины 10 с износостойким покрытием из TiB2 имели следующие основные размеры: главный базовый размер D1=14 мм, главный вспомогательный размер D2=10,54 мм, высота режущей пластины Н=4,76 мм (фиг. 3), углы в сечении плоскостью, проходящей через ось фиксирующего отверстия, γ=12,6 град., α=10,6 град.; внутренний угол наклона боковой поверхности возвышения фиксирующего отверстия к нижней базовой поверхности Ω=30 град.; величина занижения вершины возвышения фиксирующего отверстия Δ 0,17 мм.
Обрабатывали изделия из титанового сплава Ti 5.5.5.3 при следующих режимах резания: скорость резания Vc=24 м/мин; глубина резания ар=8 мм; ширина фрезерования ае=16 мм; подача на зуб fz=0,1 мм.
Режущие пластины показали хорошую работоспособность при стойкости Т=50 мин с износом по задней поверхности, не превышающим 0,4 мм. Таким образом достигнут планируемый технический результат.
Хотя настоящее изобретение было описано с определенной степенью детализации, различные изменения и ее модификации могут быть выполнены без отхода от сущности и объема изобретения, изложенных в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2774506C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| ФРЕЗА КОНЦЕВАЯ | 2018 |
|
RU2671782C1 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
Изобретение относится к обработке материалов резанием и может быть использовано при фрезеровании изделий из титана и его сплавов. Режущая пластина имеет твердосплавную основу с износостойким покрытием и содержит верхнюю рабочую и противолежащую ей нижнюю базовую поверхности, между которыми расположена периферийная боковая поверхность. По меньшей мере одно фиксирующее сквозное отверстие пластины проходит между верхней рабочей и нижней базовой поверхностями. Каждая режущая кромка содержит переднюю и заднюю поверхности и последовательно сопряженные между собой участки главной и вспомогательной режущих кромок с образованием на вершине режущих кромок угловых режущих кромок. Главные боковые поверхности наклонены под разными углами к нижней базовой поверхности и одна относительно другой и имеют разную ширину. В сечении режущей пластины, расположенном в плоскости, проходящей через ось фиксирующего отверстия перпендикулярно участку главной режущей кромки, вершина возвышения фиксирующего отверстия расположена ниже участка главной режущей кромки. Приведены диапазоны выбора углов режущей пластины. Повышается механическая прочность режущего клина и оптимальные условия схода стружки в зоне фиксирующих отверстий. 10 з.п. ф-лы, 5 ил.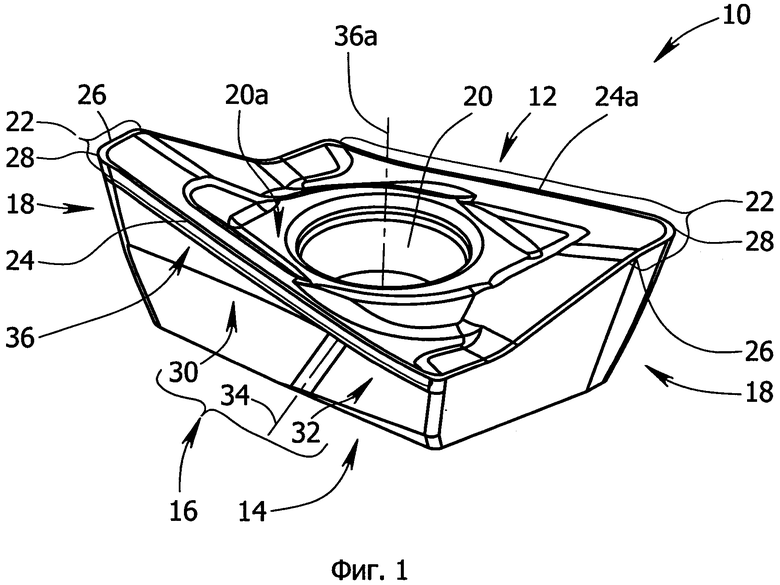
1. Режущая пластина (10), имеющая твердосплавную основу с износостойким покрытием и содержащая верхнюю рабочую (12) и противолежащую ей нижнюю базовую (14) поверхности, расположенную между ними периферийную боковую поверхность, включающую главные боковые (16) и вспомогательные боковые (18) поверхности, расположенные соответственно под острыми задними углами к нижней базовой поверхности (14), по меньшей мере одно фиксирующее сквозное отверстие (20), проходящее между верхней рабочей (12) и нижней базовой (14) поверхностями и имеющее возвышение (20а) на передней поверхности (12), режущие кромки (22), каждая из которых содержит переднюю (12а) и заднюю (36) поверхности и последовательно сопряженные между собой участки главной (24, 24а) и вспомогательной (26) режущих кромок, направленные соответственно под острыми внутренними углами (β1, β2) к нижней базовой поверхности (14) с образованием на вершине режущих кромок (22) угловых режущих кромок (28), при этом главные боковые поверхности (16) включают первые (30) и вторые (32) боковые поверхности, наклоненные под разными углами (α1, α2) к нижней базовой поверхности (14) и одна относительно другой и ширины которых в противоположных направлениях имеют разную величину, причем линия сопряжения (34) между плоскостями, проходящими через первую (30) и вторую (32) боковые поверхности, выполнена в зоне фиксирующих отверстий (20) и на виде сбоку на режущую пластину (10) проходит под острым углом (α3) к нижней базовой поверхности (14) и не проходит через угловые режущие кромки (28), угол ее наклона (α3) больше углов наклона главных режущих кромок (24, 24а) к нижней базовой поверхности (14), а площади первых боковых поверхностей (30) не равны площадям вторых боковых поверхностей (32), отличающаяся тем, что в сечении режущей пластины, расположенном в плоскости, проходящей через ось (36а) фиксирующего отверстия (20) перпендикулярно участку главной режущей кромки (24, 24а), вершина возвышения (20а) фиксирующего отверстия (20) расположена ниже участка главной режущей кромки (24, 24а), передний угол резания (γ) составляет 10-24°, задний угол резания (α4) составляет 6-18°, при этом внутренний угол наклона (Ω) боковой поверхности возвышения фиксирующего отверстия (20) к нижней базовой поверхности (14) больше переднего и заднего углов резания и составляет 24,5-35°.
2. Режущая пластина (10) по п. 1, отличающаяся тем, что величина занижения (Δ) вершины возвышения (20а) фиксирующего отверстия (20) в сечении режущей пластины, расположенном в плоскости, проходящей через ось (36а) фиксирующего отверстия (20) перпендикулярно участку главной режущей кромки (24, 24а), находится в пределах (0,1-0,8) мм.
3. Режущая пластина (10) по п. 1, отличающаяся тем, что режущие кромки (22) имеют радиусные скругления, радиус которых составляет 0,01-0,1 мм.
4. Режущая пластина (10) по п. 1, отличающаяся тем, что ее твердосплавная основа содержит составляющие, количество которых выбрано в следующих диапазонах: Со - (9-14) вес.%, Cr3C2 - (0,2-1,5) вес.%, WC – (84,5-90,8) вес.%, а ее коэрцитивная сила составляет 10-19 кА/м.
5. Режущая пластина (10) по п. 1, отличающаяся тем, что на твердосплавную основу нанесено износостойкое покрытие, содержащее один и более слоев, и по меньшей мере один слой содержит фазу с одним из элементов V, Cr, Nb, Ta, Ti, Zr, Hf, Al, Si, C, N, B.
6. Режущая пластина (10) по п. 1, отличающаяся тем, что на твердосплавную основу нанесено износостойкое покрытие, и по меньшей мере один слой в износостойком покрытии имеет остаточные сжимающие напряжения.
7. Режущая пластина (10) по п. 1, отличающаяся тем, что на твердосплавную основу нанесено износостойкое покрытие, содержащее второй слой из TiAlN, расположенный между подложкой и слоем из NbN, толщина которого составляет 0,45…5 мкм.
8. Режущая пластина (10) по п. 1, отличающаяся тем, что на твердосплавную основу нанесено износостойкое покрытие, и по меньшей мере один слой в износостойком покрытии выполнен из TiB2.
9. Режущая пластина (10) по п. 1, отличающаяся тем, что между передней поверхностью (12а) и боковой поверхностью возвышения (20а) фиксирующего отверстия (20) выполнен плавный переход.
10. Режущая пластина (10) по п. 1, отличающаяся тем, что передняя поверхность (12а) в зоне фиксирующего отверстия (20) выполнена вогнутой или выпуклой.
11. Режущая пластина (10) по п. 1, отличающаяся тем, что режущие кромки (22) имеют радиусные скругления, не равномерные по длине режущих кромок.
| 0 |
|
SU160608A1 | |
| РЕЖУЩАЯ ПЛАСТИНА И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2555295C1 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| EP 1757389 A1, 28.02.2007 | |||
| US 5052863 A1, 01.10.1991. | |||

