Фреза концевая
Область техники
Настоящее изобретение относится к металлорежущему инструменту, в частности к концевым фрезам, используемым для обработки изделий из высокопрочных сталей и трудно обрабатываемых материалов, в том числе из титана и его сплавов.
Уровень техники.
Для обработки изделий из трудно обрабатываемых материалов используют концевые фрезы различного диаметра, рабочая часть которых выполнена из твердого сплава с износостойким покрытием.
В процессе фрезерования рабочая часть концевых фрез подвергается значительному механическому и термическому воздействиям. Она периодически испытывает изгиб с кручением, находясь в сложном напряженно деформированном состоянии, сопровождающимся неравномерным распределением напряжений по длине рабочей части фрезы.
В рабочей части фрезы периодически могут возникать как крутильные, так и изгибные колебания, оказывающие отрицательное воздействие, как на стойкость фрезы, так и на качество обрабатываемой поверхности.
При этом изгиб рабочей части фрезы из-за ее консольного нагружения в большинстве случаев происходит от обрабатываемой поверхности. При определенных режимах резания и схеме обработки, например, обработке углов в полостях, происходит обратный изгиб под обрабатываемую поверхность или затягивание рабочей части под обрабатываемую поверхность с ее подрезанием. В первом и во втором случае это приводит к изменению формы обрабатываемой поверхности, увеличению и неравномерному распределению по ней шероховатости, а также к снижению стойкости фрез.
Известны конструкции концевых фрез, например, патент на полезную модель RU 170600 и патент на изобретение RU 2627317, содержащих расположенную вокруг оси вращения рабочую часть в виде чередующихся режущих кромок и стружкоотводящих канавок. При этом рабочая часть указанных фрез выполнена из твердого сплава с износостойким покрытием, в котором, по меньшей мере, один слой имеет остаточные сжимающие напряжения. В этих конструкциях используются свойства износостойких покрытий, имеющих остаточные сжимающие напряжения, для повышения жесткости рабочей части фрез. При этом даны соотношения длины или площади поверхности с износостойким покрытием и размерами рабочей части фрезы, позволяющие обеспечить снижение вибраций фрез при обработке изделий из трудно обрабатываемых материалов.
В рассматриваемых конструкциях концевых фрез также предусмотрено использование износостойкого покрытия, нанесенного на рабочую часть в виде фрагментов без образования сплошной оболочки, а для многослойного износостойкого покрытия - нанесение в виде фрагментов отдельных слоев, входящих в покрытие.
Данное техническое решение направлено на увеличение жесткости и виброустойчивости рабочей части фрезы за счет снижения отрицательного влияния не равномерного нагружения ее рабочей части. Однако в указанных технических решениях не отражены конструктивные особенности выполнения многослойных износостойких покрытий с элементами фрагментов их отдельных слоев. При этом, например, не определены соотношения площадей поверхностей и формы фрагментов отдельных слоев износостойких покрытий, количество слоев на отдельных участках поверхностей рабочей части концевых фрез. Это не позволяет адресно уменьшить напряжения в критических сечениях рабочей части фрезы с учетом ее консольного нагружения в зависимости от используемых режимом и схем обработки изделий, например, из титана и его сплавов. Кроме того отсутствие указанных выше конструктивных решений существенно затрудняет технологию изготовления фрез, содержащих многослойные износостойкие покрытия с фрагментами отдельных слоев, и достижение при этом необходимого технического результата.
Концевые фрезы, в том числе с износостойким покрытием, являются инструментом многоразового использования и после износа режущих кромок подвергаются переточкам. В результате переточки концевых фрез с износостойким покрытием на их рабочей части образуются фрагменты первичного износостойкого покрытия, которые обычно стараются удалить, так как они могут затруднить нанесение нового слоя покрытия. Если же эти фрагменты частично остаются, то при нанесении нового износостойкого покрытия на переточенные фрезы не учитываются площади, форма и расположение оставшихся фрагментов покрытий, и площадей, на которых износостойкое покрытие снято до твердосплавной основы. В то же время в рассматриваемой ситуации предоставляется широкая возможность использования конструкций концевых фрез с износостойким покрытием с оставшимися фрагментами износостойкого покрытия, имеющими в своей основе сжимающие напряжения.
Задачей настоящего изобретения является повышение работоспособности и стойкости фрезы концевой, за счет эффективного использования износостойкого покрытия, имеющего остаточные сжимающие напряжения и содержащего фрагменты покрытий.
Раскрытие изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Фреза концевая содержит рабочую часть, режущие кромки которой расположены вокруг оси вращения с чередованием со стружкоотводящими канавками. При этом на рабочую часть нанесено многослойное износостойкое покрытие, содержащее, по меньшей мере, один нижний слой и верхний слой, каждый из которых включает, по меньшей мере, один подслой, и один из которых, по меньшей мере, содержит фазу с одним из элементов V, Сr. Nb. Ta. Ti, Zr, Hf, B, Al, Si и имеет остаточные сжимающие напряжения. Нижний слой выполнен в виде фрагментов, не образующих сплошной оболочки по периметру фрезы.
В соответствии с предложенным изобретением нижний слой износостойкого покрытия содержит один и более подслоев, нанесен на основу вдоль рабочей части в виде фрагментов, расположенных между режущими кромками в стружкоотводящих канавках с образованием вдоль передних и/или задних поверхностей режущего клина не покрытых полос.
Верхний слой износостойкого покрытия нанесен сверху нижнего слоя и содержит, по меньшей мере, один и более подслоев с образованием сплошной оболочки по периметру фрезы. При этом в пределах полос износостойкое покрытие содержит, по меньшей мере, на один слой меньше, чем в зоне фрагментов нижнего слоя, а отношение площади поверхности фрагментов нижнего слоя к площади поверхности верхнего слоя износостойкого покрытия выбрано из диапазона (0,1…0,9).
В соответствии с одним из предпочтительных исполнений концевой фрезы нижний слой имеет первый подслой, сформированный непосредственно на твердосплавной основе, и второй подслой, сформированный на первом подслое и частично на твердосплавной основе передних или задних поверхностей режущих клиньев, причем площадь поверхности фрагментов первого подслоя не равна площади поверхности фрагментов второго подслоя.
В соответствии с другим предпочтительным исполнением концевой фрезы, по меньшей мере, один слой в износостойком покрытии содержит NbN или TiB2, сформированный путем физического осаждения из паровой фазы, при этом микротвердость слоя с TiB2 выбрана из диапазона (40….50) ГПа, а его внутренние остаточные механические напряжения выбраны из диапазона (3,5…4,1) ГПа, и он имеет внутреннюю структуру с текстурированными наноколоночными зернами с ориентацией 001 с аморфной В-фазой в границах зерен.
В соответствии с другим предпочтительным исполнением концевой фрезы, по меньшей мере, в пределах полос в поперечных сечениях режущего клина, перпендикулярных оси фрезы, набольшая высота профиля шероховатости основы под износостойким покрытием по передней поверхности и по задней поверхности не равны между собой.
В соответствии с другим предпочтительным исполнением концевой фрезы, по меньшей мере, в пределах полос в поперечных сечениях режущего клина, перпендикулярных оси фрезы, среднее арифметическое отклонение профиля неровностей, определенное как среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, сверху слоя износостойкого покрытия передней поверхности и задней поверхности не равны между собою,
В соответствии с другим предпочтительным исполнением концевой фрезы толщина слоя износостойкого покрытия в пределах полос меньше толщины износостойкого покрытия в пределах фрагментов, а набольшая высота профиля шероховатости основы под износостойким покрытием по длине полос не равномерна.
В соответствии с другим предпочтительным исполнением концевой фрезы нижний и верхний слои износостойкого покрытия выполнены из TiAlN.
В соответствии с другим предпочтительным исполнением концевой фрезы, по меньшей мере, в одном из сечений А-А рабочей части, перпендикулярном оси фрезы концевой, ширина полосы, расположенной вдоль одной режущей кромки, не равна соответственно ширине полосы, расположенной вдоль другой режущей кромки.
В соответствии с другим предпочтительным исполнением концевой фрезы ее основа выполнена из твердого сплава.
В соответствии с другим предпочтительным исполнением фрезы концевой нижний и верхний слои износостойкого покрытия имеют остаточные сжимающие напряжения.
Краткое описание чертежей.
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображена фреза концевая с износостойким покрытием.
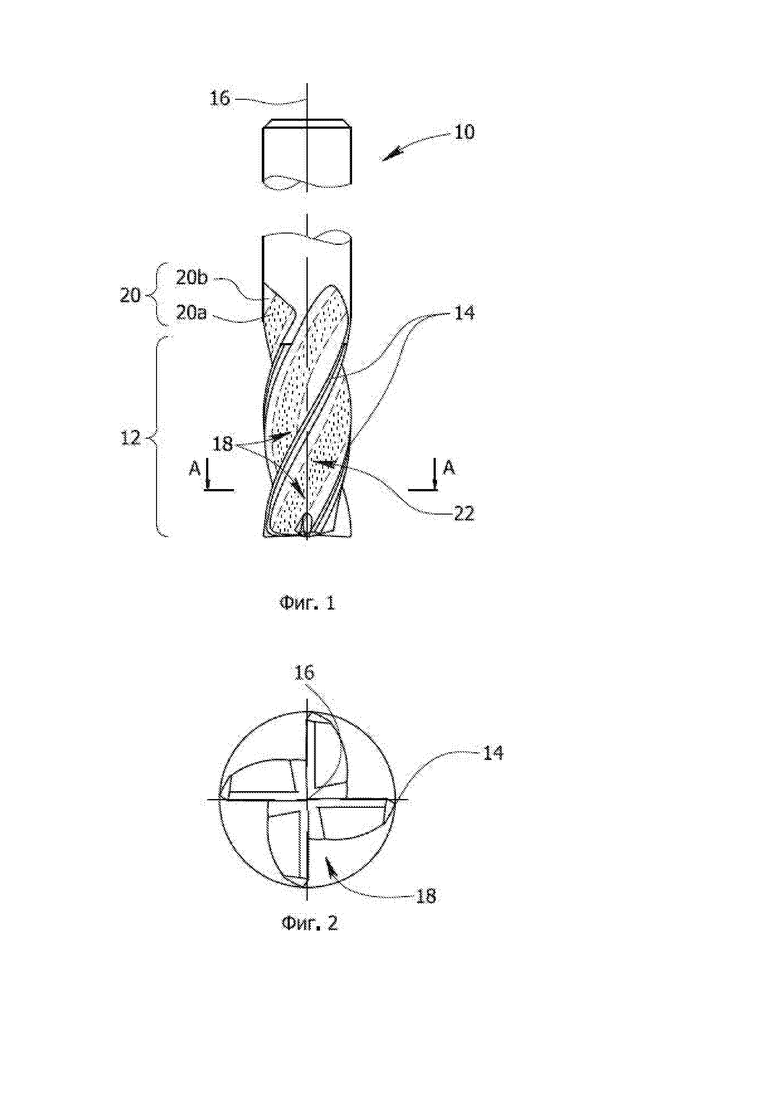
На фиг.1 изображен вид сбоку на фрезу концевую с цилиндрической рабочей частью;
на фиг.2 изображен вид с торца на фрезу концевую, изображенную на фиг.1;
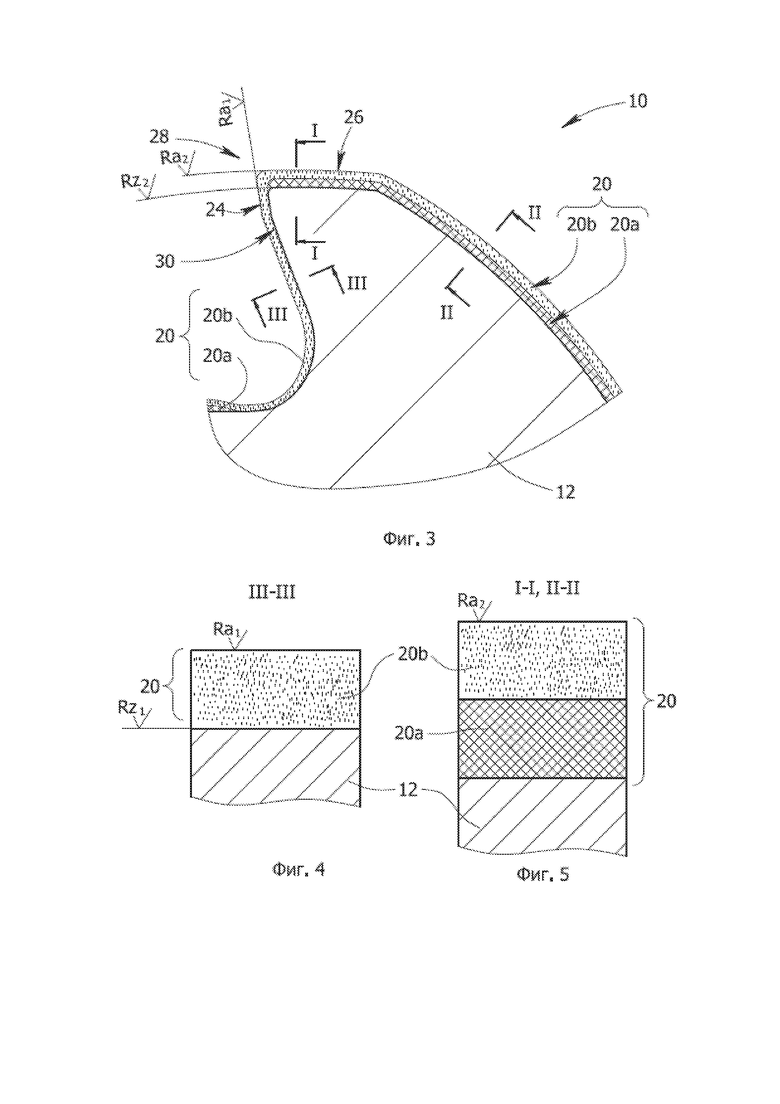
на фиг.3 изображен фрагмент сечения по линии А-А зуба фрезы концевой, изображенной на фиг.1, с полосами на передней поверхности;
на фиг.4 изображен схематично фрагмент сечения по лини III-III зуба фрезы концевой, изображенного на фиг.3;
на фиг.5 изображен схематично фрагмент сечения по лини I-I и II-II зуба фрезы концевой, изображенного на фиг.3;
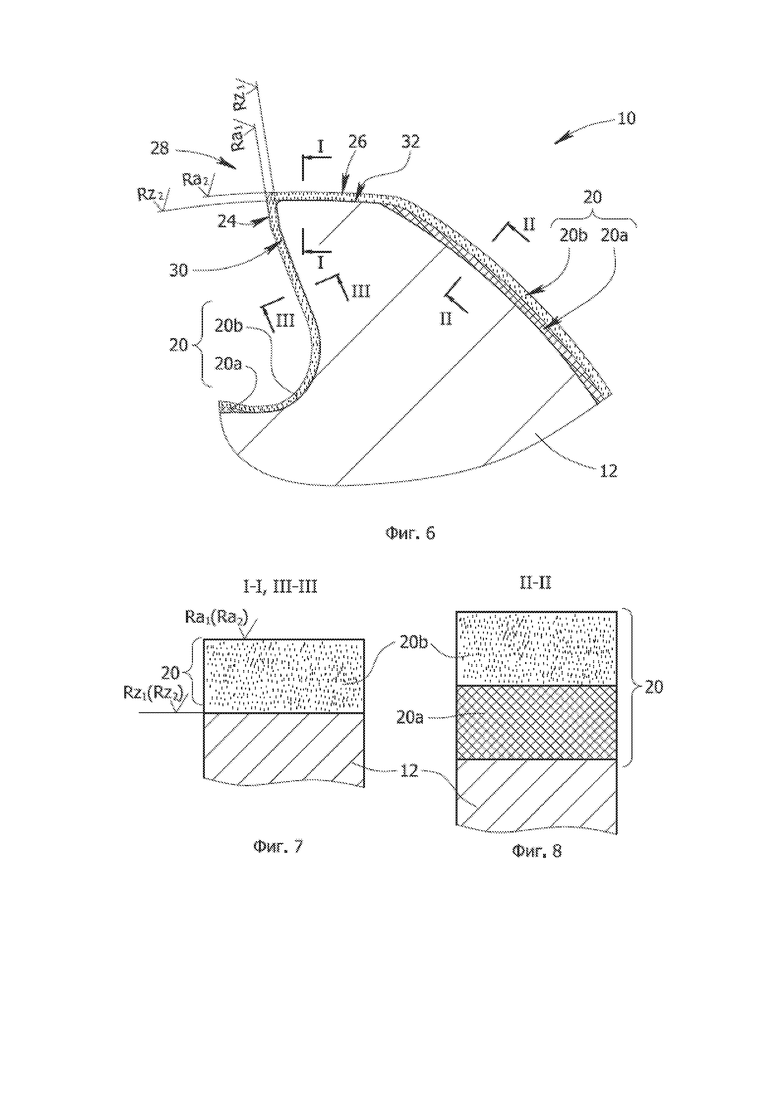
на фиг.6 изображен фрагмент сечения по линии А-А зуба фрезы концевой, изображенной на фиг.1, с полосами по передней и задней поверхностям;
на фиг.7 изображен схематично фрагмент сечения по лини I-I и
III-III зуба фрезы концевой, изображенного на фиг.6;
на фиг.8 изображен схематично фрагмент сечения по лини II-II и зуба фрезы концевой, изображенного на фиг.6;
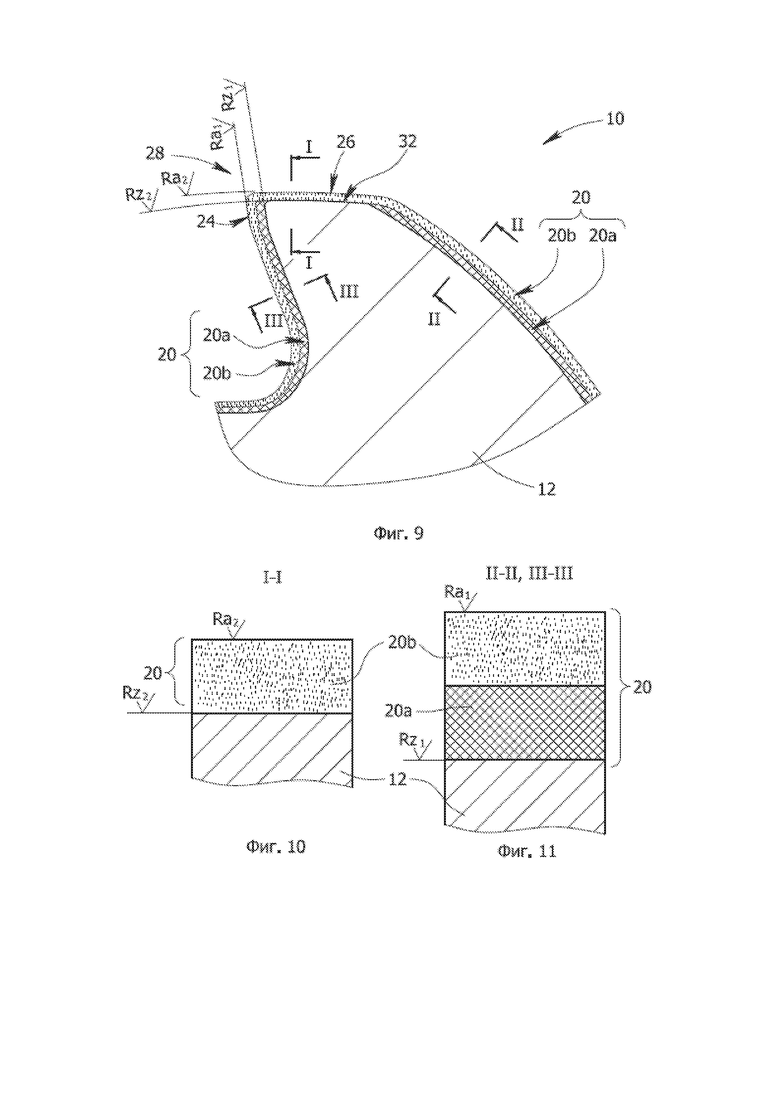
на фиг.9 изображен фрагмент сечения по линии А-А зуба фрезы концевой, изображенной на фиг.1, с полосами по задней поверхности;
на фиг.10 изображен схематично фрагмент сечения по лини I-I зуба фрезы концевой, изображенного на фиг.9;
на фиг.11 изображен схематично фрагмент сечения по лини II-II и III-III зуба фрезы концевой, изображенного на фиг.9;
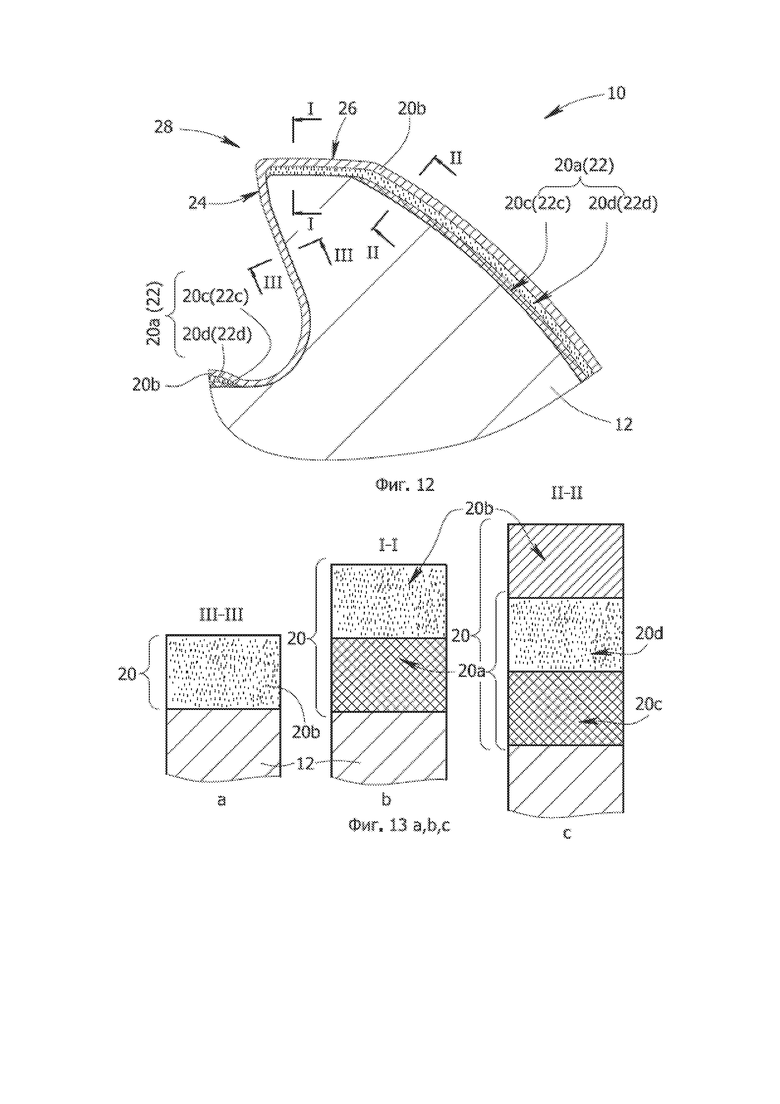
на фиг.12 изображен фрагмент сечения по линии А-А зуба фрезы концевой, изображенной на фиг.1, с нижним слоем износостойкого покрытия, имеющим два подслоя;
на фиг. 13а,b,с изображены схематично фрагменты сечений зуба фрезы концевой, изображенного на фиг.9, соответственно по линии III-III, I-I и II-II.
Детальное описание чертежей.
На фиг.1 в качестве примера изображена фреза концевая 10 с цилиндрической рабочей частью 12, четырьмя зубьями и винтовым расположением режущих кромок 14 вокруг оси 16 с чередованием со стружкоотводящими канавками 18. Она может быть изготовлена, например, из твердого сплава или быстрорежущей стали.
Фреза концевая 10 содержит рабочую часть 12, режущие кромки 14 которой расположены вокруг оси вращения 16 с чередованием со стружкоотводящими канавками 18. На рабочую часть 12 нанесено многослойное износостойкое покрытие 20. Оно содержит, по меньшей мере, один нижний слой 20а и верхний слой 20b, каждый из которых включает, по меньшей мере, один подслой, и один из которых, по меньшей мере, содержит фазу с одним из элементов V, Сr. Nb. Ta. Ti, Zr, Hf, B, Al, Si, и имеет остаточные сжимающие напряжения. Причем нижний слой 20а выполнен в виде фрагментов, не образующих сплошной оболочки по периметру фрезы.
В соответствии с изобретением нижний слой 20а износостойкого покрытия 20, содержащий один и более подслоев 20с и 20d (фиг.3-13), нанесен на основу вдоль рабочей части 12 в виде фрагментов 22.
Фрагменты 22 расположены между режущими кромками 14 в стружкоотводящих канавках 18 с образованием вдоль передних 24 и/или задних 26 поверхностей режущего клина 28 не покрытых полос 30 и/или 32.
Формирование фрагментов 22 на основе рабочей части 12 может быть осуществлено, например, методом физического осаждения из паровой фазы, например, TiAlN с использованием специальной оснастки, закрывающей полосы 30,32 вдоль режущих кромок 14. Также фрагменты 22 могут быть сформированы на поверхности рабочей части 12 фрезы 10 при переточках изношенных фрез. При этом выбор размещения полос 30 и/или 32 вдоль режущих кромок, а также ширина и площади этих полос могут быть выбраны в зависимости от размеров фрезы, режимов и схем обработки, а также от обрабатываемого материала. При переточках фрез, которые могут быть как однократные, так и многократные, также большое значение имеет характер и величина износа режущих кромок. При многократных переточках фрагменты износостойкого покрытия могут наслаиваться один на другой, совпадая или не совпадая как по площади, так и по месту расположения.
Верхний слой 20b износостойкого покрытия 20 нанесен сверху нижнего 20а слоя и содержит, по меньшей мере, один и более подслоев с образованием сплошной оболочки по периметру фрезы 10.
В пределах полос 30 и/или 32 износостойкое покрытие 20 содержит, по меньшей мере, на один слой меньше, чем в зоне фрагментов 22 нижнего слоя 20а, а отношение площади поверхности фрагментов 22 нижнего слоя 20а к площади поверхности верхнего слоя 20b износостойкого покрытия 20 выбрано из диапазона (0,1…0,9).
В соответствии с одним предпочтительным исполнением фрезы концевой 10 нижний слой 20а износостойкого покрытия 20 имеет первый подслой 20с, сформированный непосредственно на, например, твердосплавной основе 12, и второй подслой 20d, сформированный на первом подслое 20с и частично на твердосплавной основе передних 24 или задних 26 поверхностей режущих клиньев 28, причем площадь поверхности фрагментов 22с первого подслоя 20с не равна площади поверхности фрагментов 22d второго подслоя 20d.
В соответствии с другим предпочтительным исполнением фрезы концевой 10, по меньшей мере, один слой 20а, или 20b в износостойком покрытии 20 содержит NbN или TiB2, сформированный путем физического осаждения из паровой фазы, при этом микротвердость слоя с TiB2 выбрана из диапазона (40….50) ГПа, а его внутренние остаточные механические напряжения выбраны из диапазона (3,5…4,1) ГПа, и он имеет внутреннюю структуру с текстурированными наноколоночными зернами с ориентацией 001 с аморфной В-фазой в границах зерен.
В соответствии с другим предпочтительным исполнением фрезы концевой 10, по меньшей мере, в пределах полос 30, 32 в поперечных сечениях А-А режущего клина 28, перпендикулярных оси 16 фрезы 10, набольшая высота профиля шероховатости основы рабочей части 12 под износостойким покрытием 20 по передней поверхности 24 Rz1 и по задней поверхности 26 Rz2 не равны между собой.
В соответствии с другим предпочтительным исполнением фрезы концевой 10, по меньшей мере, в пределах полос 30, 32 в поперечных сечениях А-А режущего клина 28, перпендикулярных оси 16 фрезы 10, среднее арифметическое отклонение профиля неровностей, определенное как среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, сверху слоя износостойкого покрытия 20 передней поверхности 24 Ra1 и задней поверхности 26 Ra2 не равны между собою.
В качестве длины базовой линии, используемой для выделения неровностей, характеризующих шероховатость передней 24 и задней 25 поверхностей режущего клина 28, использованы числовые значения базовой длины в соответствии п.10 и таблицей 6 ГОСТ 2789-73 с изм. от 30.10.2017 года.
В соответствии с другим предпочтительным исполнением фрезы концевой 10 толщина слоя износостойкого покрытия 20 в пределах полос 30,32 меньше толщины износостойкого покрытия в пределах фрагментов 22, а набольшая высота профиля шероховатости Rz1,Rz2 основы под износостойким покрытием 20 по длине полос не равномерна.
В соответствии с другим предпочтительным исполнением фрезы концевой 10 нижний 20а и верхний 20b слои износостойкого покрытия выполнены из TiAlN. Однако следует понимать, что нижний 20а и верхний 20b слои износостойкого покрытия 20, а также их подслои, например, 20с и 20d, могут быть выполнены из других элементов, причем в различной комбинации как в слоях, так и в подслоях.
В соответствии с другим предпочтительным исполнением фрезы концевой 10, по меньшей мере, в одном из сечений А-А рабочей части 12 перпендикулярном оси 16 фрезы концевой 10, ширина полосы 30 или 32, расположенной вдоль одной режущей кромки, не равна ширине полосы соответственно 30 или 32, расположенной вдоль другой режущей кромки.
В соответствии с другим предпочтительным исполнением фрезы концевой 10 ее основа выполнена из твердого сплава.
В соответствии с другим предпочтительным исполнением фрезы концевой 10 нижний 20а и верхний 20b слои износостойкого покрытия 20 имеют остаточные сжимающие напряжения.
Описание работы изобретения.
Фреза концевая предложенной конструкции может быть использована как на универсальном оборудовании, так и на обрабатывающих центрах. В зависимости от обрабатываемого материала, режимов и схемы обработки выбирают фрезы с соответствующим размещением фрагментов в нижнем слое износостойкого покрытия.
В процессе фрезерования, например, изделий из труднообрабатываемых материалов на рабочую часть фрез действуют значительные знакопеременные нагрузки, при этом их отрицательное влияние на стойкость предложенной фрезы существенно снижается.
Таким образом, предложенное изобретение позволяет существенно повысить стойкость концевых фрез при обработке изделий, например, из титанового сплава при повышенных режимах резания.
Хотя настоящее изобретение было описано с определенной степенью детализации на примере фрезы концевой с цилиндрической рабочей частью и хвостовиком, изготовленной из твердого сплава, следует понимать, что изменения и модификации предложенного технического решения могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОНЦЕВАЯ | 2016 |
|
RU2627317C1 |
| ФРЕЗА КОНЦЕВАЯ | 2019 |
|
RU2691483C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С АЛМАЗОПОДОБНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2714558C1 |
| КОРПУС ФРЕЗЫ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И ФРЕЗА ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2691480C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН И ЕГО КОРПУС С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2693225C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2018 |
|
RU2675872C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2018 |
|
RU2676718C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
Изобретение относится к обработке изделий из высокопрочных сталей и труднообрабатываемых материалов. Фреза концевая содержит рабочую часть, на которую нанесено многослойное износостойкое покрытие, содержащее по меньшей мере один нижний и верхний слои. Каждый из слоев имеет остаточные сжимающие напряжения и включает по меньшей мере один подслой, содержащий фазу с одним из элементов V, Сr, Nb, Ta, Ti, Zr, Hf, B, Al, Si, Нижний слой выполнен в виде фрагментов, не образующих сплошной оболочки по периметру фрезы, и нанесен на твердосплавную основу вдоль рабочей части в виде фрагментов с образованием непокрытых полос вдоль передних и/или задних поверхностей режущего клина. Верхний слой нанесен сверху нижнего слоя с образованием сплошной оболочки по периметру фрезы. В пределах полос износостойкое покрытие содержит по меньшей мере на один слой меньше, чем в зоне фрагментов нижнего слоя. Отношение площади поверхности фрагментов к площади поверхности верхнего слоя составляет (0,1…0,9). Повышается работоспособность и стойкость фрезы. 9 з.п. ф-лы, 15 ил.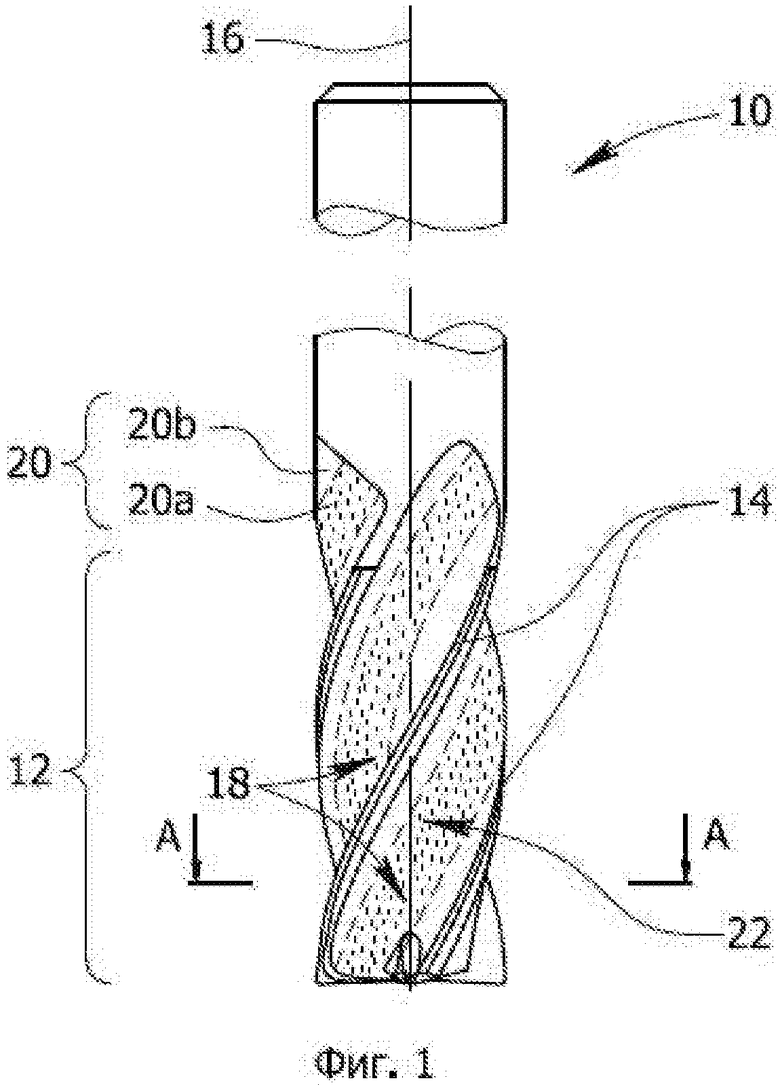
1. Фреза концевая (10), содержащая рабочую часть (12), режущие кромки (14) которой расположены вокруг оси (16) вращения с чередованием со стружкоотводящими канавками (18), при этом на рабочую часть (12) нанесено многослойное износостойкое покрытие (20), содержащее по меньшей мере один нижний слой (20а) и верхний слой (20b), каждый из которых включает по меньшей мере один подслой, и один из которых имеет остаточные сжимающие напряжения и содержит по меньшей мере фазу с одним из элементов V, Сr, Nb, Ta, Ti, Zr, Hf, B, Al, Si, причем нижний слой (20а) выполнен в виде фрагментов, не образующих сплошной оболочки по периметру фрезы, отличающаяся тем, что нижний слой (20а) износостойкого покрытия (20), содержащий один и более подслоев (20с, 20d), нанесен на основу вдоль рабочей части (12) в виде фрагментов (22), расположенных между режущими кромками (14) в стружкоотводящих канавках (18) с образованием вдоль передних (24) и/или задних (26) поверхностей режущего клина (28) непокрытых полос (30,32), а верхний слой (20b) износостойкого покрытия (20), содержащий по меньшей мере один и более подслоев, нанесен сверху нижнего (20а) слоя с образованием сплошной оболочки по периметру фрезы (10), при этом в пределах упомянутых непокрытых полос (30,32) износостойкое покрытие (20) содержит по меньшей мере на один слой меньше, чем в зоне фрагментов (22) нижнего слоя (20а), и отношение площади поверхности фрагментов (22) нижнего слоя (20а) к площади поверхности верхнего слоя (20b) износостойкого покрытия (20) составляет (0,1…0,9).
2. Фреза по п.1 , отличающаяся тем, что нижний слой (20а) имеет первый подслой (20с), сформированный на твердосплавной основе, и второй подслой (20d), сформированный на первом подслое (20с) и частично на твердосплавной основе передних (24) или задних (26) поверхностей режущих клиньев (28), причем площадь поверхности фрагментов (22с) первого подслоя (20с) не равна площади поверхности фрагментов (22d) второго подслоя (20d).
3. Фреза по п.1, отличающаяся тем, что по меньшей мере один слой (20а, 20b) в износостойком покрытии содержит NbN или TiB2, сформированный путем физического осаждения из паровой фазы, при этом микротвердость слоя с TiB2 выбрана из диапазона (40….50) ГПа, а его внутренние остаточные механические напряжения выбраны из диапазона (3,5…4,1) ГПа, и он имеет внутреннюю структуру с текстурированными наноколоночными зернами с ориентацией 001 с аморфной В-фазой в границах зерен.
4. Фреза по п.1, отличающаяся тем, что в пределах полос в поперечных сечениях режущего клина (28), перпендикулярных оси (16) фрезы (10), набольшая высота профиля шероховатости основы под износостойким покрытием по передней поверхности (24) (Rz1) и по задней поверхности (26) (Rz2) не равны между собой.
5. Фреза по п.1, отличающаяся тем, что в пределах полос (30,32) в поперечных сечениях режущего клина (28), перпендикулярных оси (16) фрезы (10), среднее арифметическое отклонение профиля неровностей, определенное как среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, сверху слоя износостойкого покрытия (20) передней поверхности (24) (Ra1) и задней поверхности (26) (Ra2) не равны между собой.
6. Фреза по п.1, отличающаяся тем, что толщина слоя износостойкого покрытия (20) в пределах полос (30,32) меньше толщины износостойкого покрытия в пределах фрагментов (22), а набольшая высота профиля шероховатости (Rz1,Rz2) основы под износостойким покрытием (20) по длине полос не равномерна.
7. Фреза по п.1, отличающаяся тем, что нижний (20а) и верхний (20b) слои износостойкого покрытия выполнены из TiAlN.
8. Фреза по п.1, отличающаяся тем, что по меньшей мере в одном из сечений (А-А) рабочей части (12), перпендикулярном оси (16) фрезы, ширина полосы (30,32), расположенной вдоль одной режущей кромки, не равна соответственно ширине полосы (30,32), расположенной вдоль другой режущей кромки.
9. Фреза по п.1, отличающаяся тем, что ее основа выполнена из твердого сплава.
10. Фреза по п.1, отличающаяся тем, что нижний (20а) и верхний (20b) слои износостойкого покрытия (20) имеют остаточные сжимающие напряжения.
| ФРЕЗА КОНЦЕВАЯ | 2016 |
|
RU2627317C1 |
| Режущий инструмент с износостойким покрытием | 1991 |
|
SU1794599A1 |
| Способ изготовления соли для травления печатных форм | 1933 |
|
SU37721A1 |
| Установка для автоматической окраски покрышек перед вулканизацией | 1961 |
|
SU145733A1 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ С МНОГОСЛОЙНЫМИ ПОКРЫТИЯМИ Al-Cr-B-N/Ti-Al-N | 2011 |
|
RU2560480C2 |
| WO 2017009101 A1, 19.01.2017. | |||

