Область техники
Настоящее изобретение относится к группе металлорежущих инструментов, используемых для обработки материалов резанием, в том числе деталей из высокопрочных сталей и титановых сплавов.
Уровень техники
Известны вращающиеся режущие инструменты, имеющие рабочую часть с гнездами, в которых установлены и механически закреплены с помощью винтов сменные режущие пластины.
При использовании такого режущего инструмента для обработки изделий из труднообрабатываемых материалов и их сплавов, в частности титановых сплавов, происходит прогрессирующий износ поверхностей режущего клина пластин, что приводит к существенному снижению стойкости используемого инструмента.
Это обусловлено во многом тем, что в процессе обработки на режущие платины действуют значительные знакопеременные, в том числе ударные, механические и термические нагрузки, вызывающие сложные напряженно-деформированные состояния, как самих пластин, так и фрез для их использования.
В этих условиях необходимо обеспечить стойкость режущих пластин, а также их надежное крепления в гнездах корпусов фрез, так как из-за действия на пластины знакопеременных нагрузок большой величины, обусловленных усилиями резания, могут возникать пространственное смещение пластин, как в поле упругих деформаций базирующих поверхностей гнезд режущего инструмента, так и относительно этих поверхностей.
При этом для рационального использования режущих кромок сменных режущих пластин и повышения экономической эффективности режущего инструмента используют двухсторонние индексируемые сменные режущие пластины.
Известны конструкции режущего инструмента (патент РФ №2721761), в которых используются индексируемые двухсторонние режущие пластины квадратной формы. При этом индексируемые режущие пластины содержат две базовые поверхности индексируемой стороны, расположенные в направлении внутрь индексируемой режущей пластины и заглубленные относительно соответствующих режущих кромок.
Эти режущие пластины установлены в гнездах корпуса режущего инструмента по сути цилиндрической торцевой фрезы и закреплены винтами, При этом гнезда содержат базовые поверхности и, по меньшей мере, одну перпендикулярную ей опорную поверхность, а между этими поверхностями выполнена канавка.
Конструкция указанного выше режущего инструмента и режущих пластин, показала хорошую работоспособность и экономичность, в том числе для получистовой обработки поверхностей деталей из титана и его сплавов.
Однако, при фрезеровании деталей из титана и его сплавов на повышенных режимах режущие пластины и соответственно фрезы для их использования имели не достаточную работоспособность и стойкость. При этом сколы, появляющиеся на одной из режущих кромок, практически делали не возможным использование остальных режущих кромок дорогостоящей режущей пластины. Таким образом, преимущество режущих пластин, имеющих восемь режущих кромок, на практике не использовалось.
Целью настоящего изобретения является дальнейшее совершенствование конструкции сменных режущих пластин. В частности требуется повышение работоспособности и стойкости режущих пластин при их использовании для фрезерования на повышенных режимах резания деталей из титана и его сплавов.
Целью настоящего изобретения также является дальнейшее совершенствование конструкции фрез для использования указанных выше режущих пластин, имеющих повышенную работоспособность и стойкость.
Изложение сути изобретения
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Индексируемая режущая пластина для труднообрабатываемых материалов содержит противоположно расположенные верхнюю и нижнюю поверхности, через которые проходит крепежное отверстие и которые включают параллельные между собою верхнюю и нижнюю базовые поверхности.
При этом верхние и нижние поверхности соединены между собою боковой поверхностью, перпендикулярной верхней и нижней базовым поверхностям.
На пересечении боковых поверхностей с верхней и нижней поверхностями образованы главные и угловые режущие кромки, возвышающиеся над верхней и нижней базовыми поверхностями с образованием режущих клиньев.
Режущие клинья расположены зеркально симметрично один относительно другого на противоположных поверхностях режущей пластины и имеют переднюю поверхность, обращенную вовнутрь режущей пластины.
Согласно изобретению поперечные сечение режущих клиньев главных режущих кромок, имеющих выпуклую форму относительно соответствующей им базовой поверхности, по их длине имеет постоянную величину.
Вдоль передней поверхности режущих клиньев выполнены канавки переменной глубины, у которых линия, соединяющая наиболее пониженные участки их дна, равноудалена от соответствующей главной режущей кромки.
Согласно одному из предпочтительных исполнений пластины передние поверхности режущих клиньев в каждом поперечном сечении главных режущих кромок лежат на окружностях одинакового диаметра, центры которых расположены на линиях, равноудаленных от соответствующей режущей кромки в плоскостях, параллельных соответствующей боковой поверхности.
Согласно другому предпочтительному исполнению режущей пластины острый угол между боковой поверхностью и касательной к вершине режущих клиньев главных режущих кромок, проходящей через центр окружности, на которой расположены передние поверхности, выбран из диапазона 3-10°.
Согласно другому предпочтительному исполнению режущей пластины верхняя и нижняя базовые поверхности имеют в каждом углу диагонально расположенные возвышения, контактные базовые поверхности которых на виде сверху имеют формы выпуклых фигур.
Центры тяжести этих фигур расположены на соответствующих диагоналях пластины и окружностях, равноудаленных от окружности, вписанной в режущую пластину на ее виде сверху, причем отношение диаметров этих окружностей к диаметру окружности, вписанной в квадрат, с вершинами, расположенными в указанных центрах тяжести, выбран из диапазона 1.3-2,2.
Согласно другому предпочтительному исполнению режущей пластины на ее боковых поверхностях по периметру режущей пластины задняя поверхность режущего клина имеет отрицательный задний угол.
Согласно другому предпочтительному исполнению режущей пластины ее главные режущие кромки и угловые режущие кромки имеют радиусные закругления.
Фреза для труднообрабатываемых материалов содержит корпус с осью в виде тела вращения. В рабочей части корпуса расположены гнезда, базовые и упорные поверхности которых взаимно перпендикулярны, а переход между ними представляет собою канавку.
Согласно изобретению в гнездах размещены и закреплены с помощью винтов режущие пластины по одному из исполнений, указанных выше.
Согласно одному из предпочтительных исполнений фрезы в ее корпусе выполнено центральное отверстие, расположенное вдоль оси корпуса, а с ним соединены радиальные каналы для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин.
Согласно другому предпочтительному исполнению фрезы радиальные каналы для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин на выходе имеют щелевую форму.
Согласно другому предпочтительному исполнению фрезы гнезда расположены в корпусе по винтовой линии.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены индексируемая режущая пластина и фреза для труднообрабатываемых материалов.
При этом на чертежах в частности изображены:
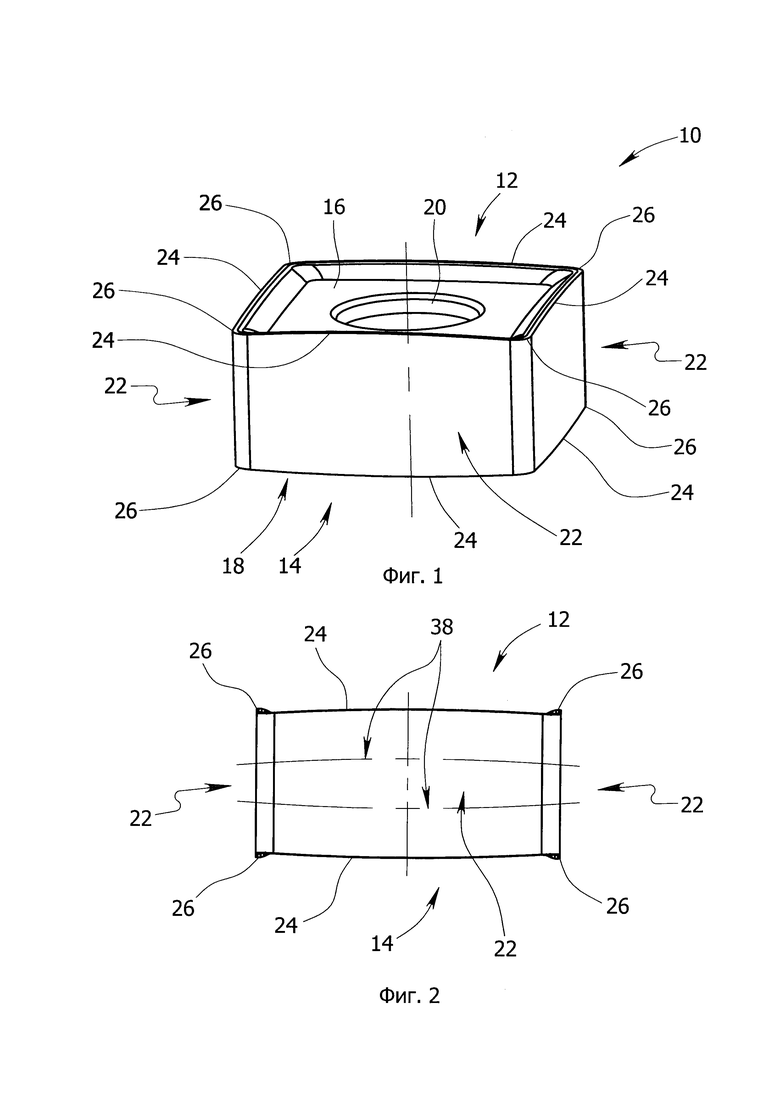
на фиг. 1 показана в перспективе режущая пластина;
на фиг. 2 показан вид сбоку на режущую пластину, изображенную на фиг. 1;
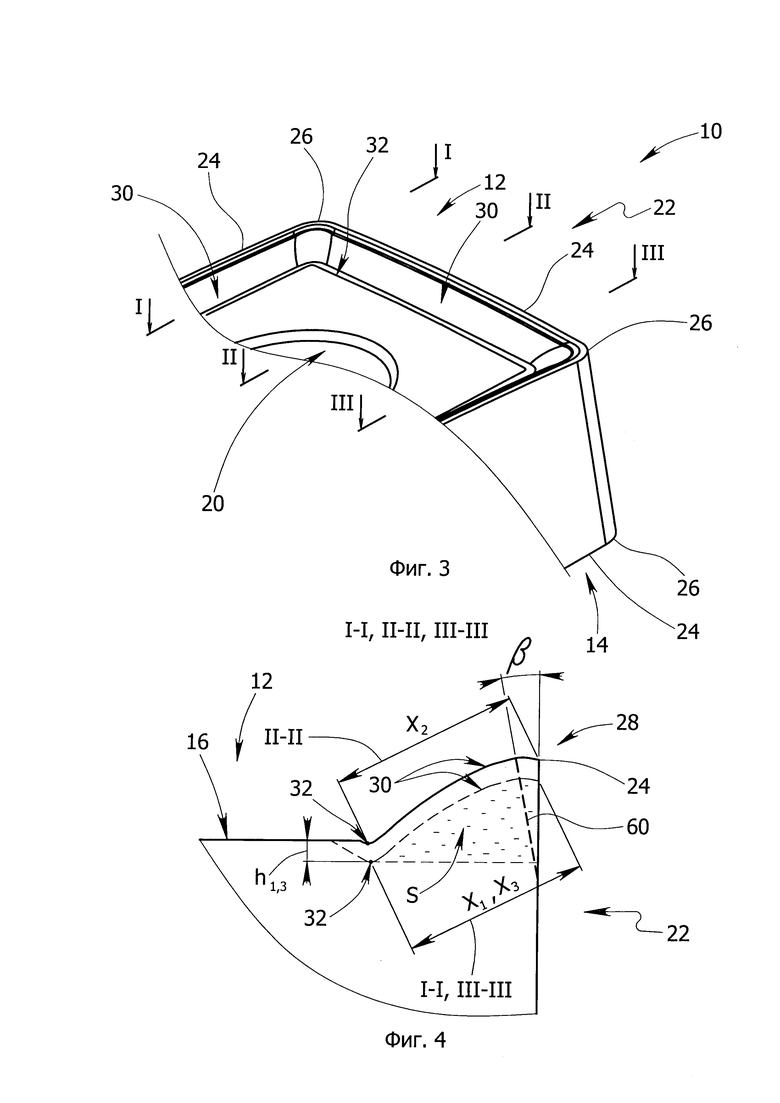
на фиг. 3 показан в перспективе фрагмент с обозначением разрезов по линиям I-I, II-II, III-III режущей пластины, изображенной на фиг. 1;
на фиг. 4 изображен фрагмент режущего клина с сечениями по линиям I-I, II-II, III-III режущей пластины, изображенной на фиг. 3;
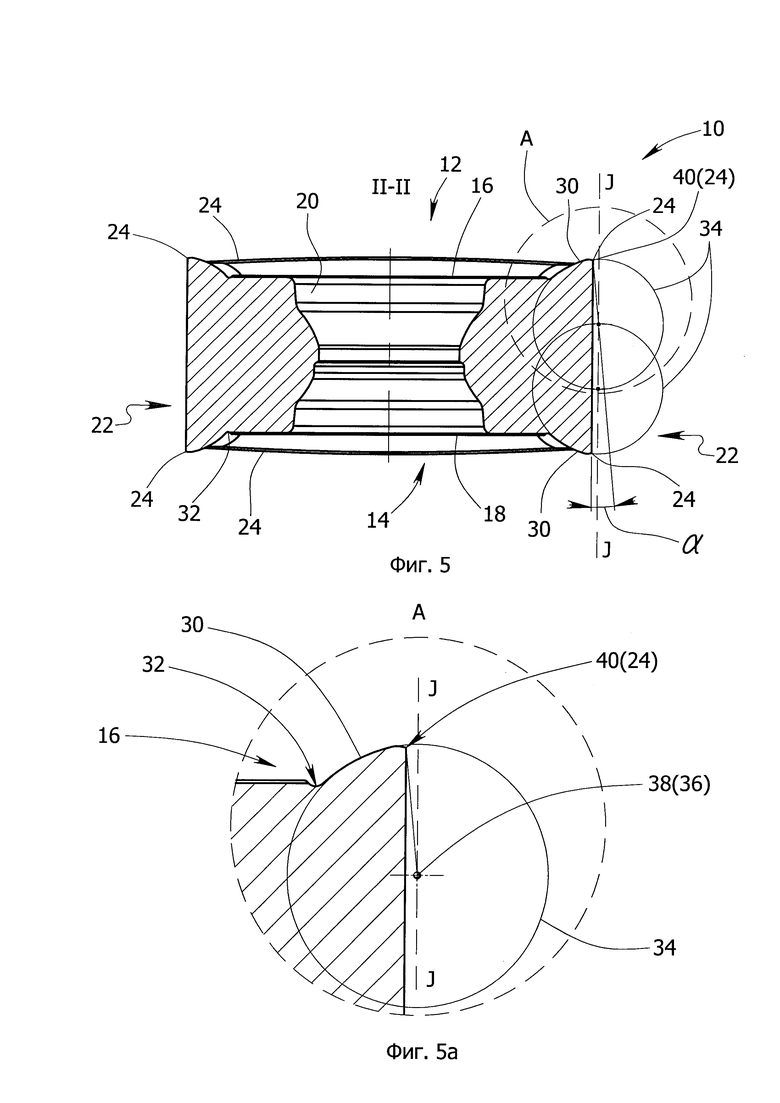
на фиг. 5, 5а изображен разрез по линии II-II режущей пластины, изображенной на фиг. 3;
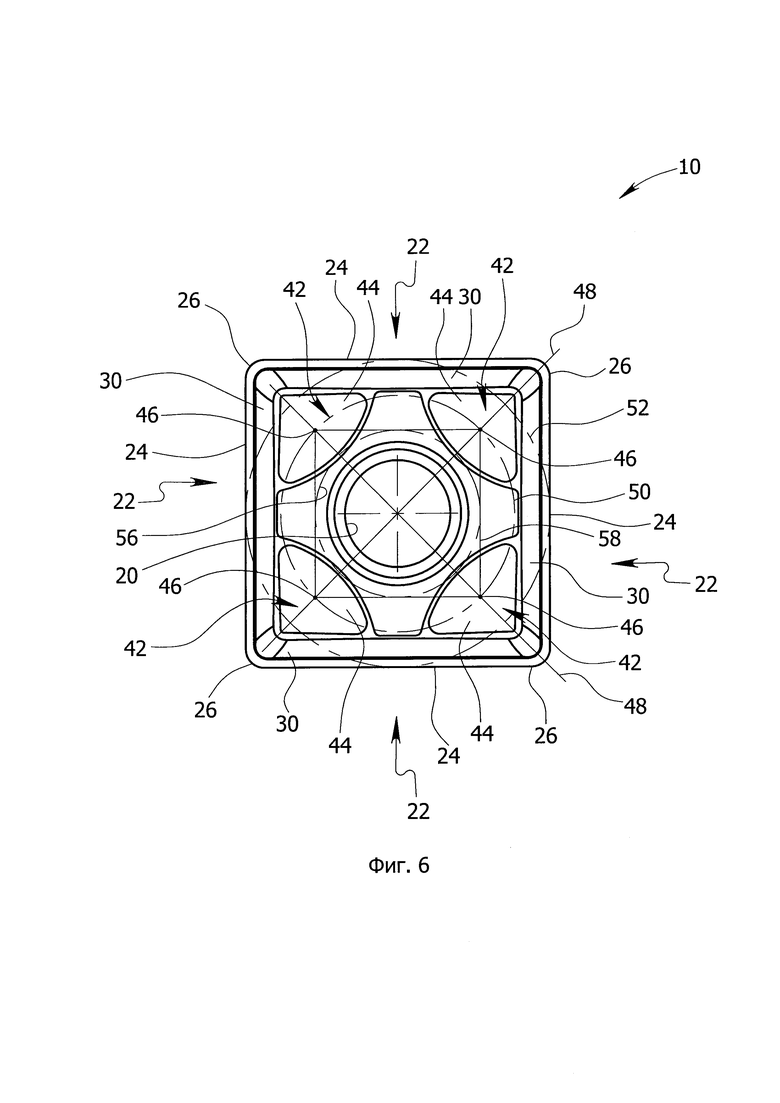
на фиг. 6 изображен вид сверху одного из предпочтительных исполнений режущей пластины, изображенной на фиг. 1;
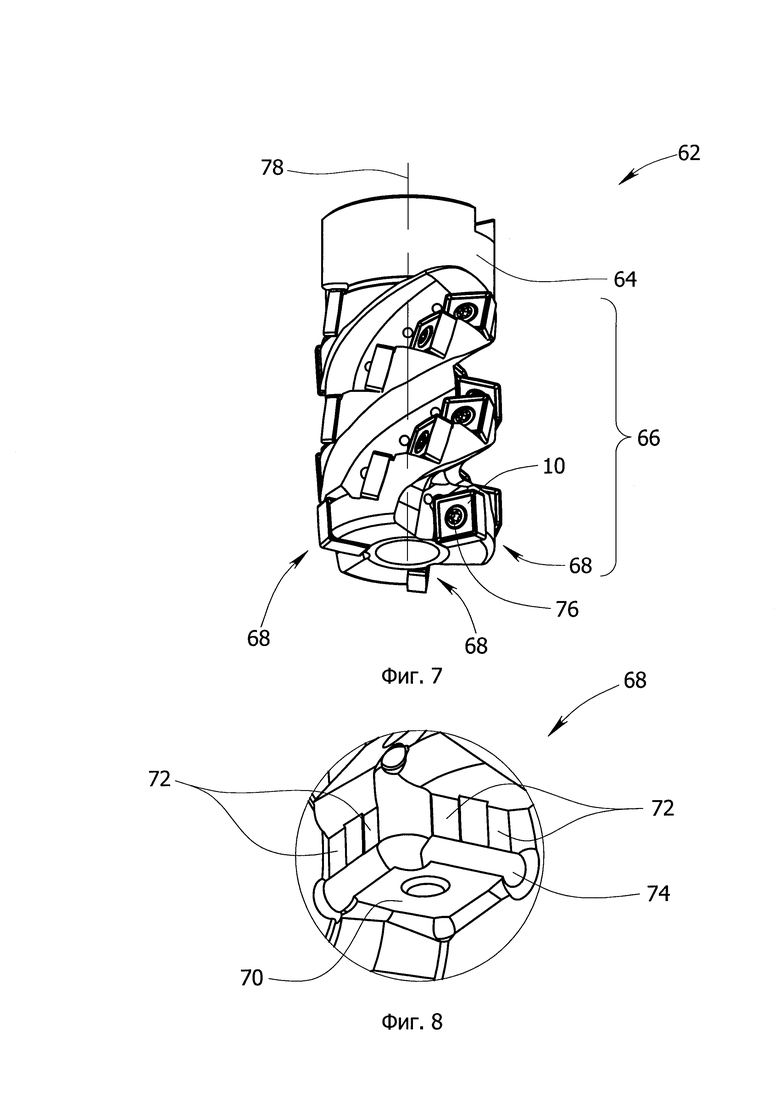
на фиг. 7 показана в перспективе фреза для труднообрабатываемых материалов в сборе с режущей пластиной, изображенной на фиг. 1;
на фиг. 8 показано в перспективе гнездо для закрепления режущей пластины в корпусе фрезы, изображенной на фиг. 7.
Подробное описание чертежей
Рассмотрим чертежи 1-8, показывающие индексируемую режущую пластину 10 квадратной формы и торцово-цилиндрическую фрезу 62 для труднообрабатываемых материалов.
Индексируемая режущая пластина для труднообрабатываемых материалов 10 содержит противоположно расположенные верхнюю 12 и нижнюю 14 поверхности, через которые проходит крепежное отверстие 20.
Верхняя 12 и нижняя 14 поверхности включают параллельные между собою верхнюю 16 и нижнюю 18 базовые поверхности и соединены между собою боковой поверхностью 22, перпендикулярной верхней 16 и нижней 18 базовым поверхностям.
На пересечении боковых поверхностей 22 с верхней 12 и нижней 14 поверхностями образованы главные 24 и угловые 26 режущие кромки, возвышающиеся над верхней 16 и нижней 18 базовыми поверхностями с образованием режущих клиньев 28, расположенных зеркально симметрично один относительно другого на противоположных поверхностях 12, 14 режущей пластины и имеющих переднюю поверхность 30, обращенную вовнутрь режущей пластины.
При этом передняя поверхность 30 режущих клиньев 28 может иметь как выпуклую, прямую, вогнутую форму или иную сложную форму.
Согласно изобретению поперечные сечения режущих клиньев 28 главных режущих кромок 24, имеющих выпуклую форму относительно соответствующей им базовой поверхности, по их длине имеет постоянную величину.
Здесь следует обратить внимание на то, что именно главные режущие кромки 24 имеют выпуклую форму относительно соответствующих им базовых поверхностей.
При этом главные режущие кромки 24 могут иметь выпуклость относительно соответствующей им базовой поверхности 16 или 18, расположенную как симметрично относительно оси симметрии пластины 10, так и асимметричную форму относительно указанной оси. В частности в качестве примера на фиг. 2 указаны режущие кромки 24, имеющие симметрично расположенную выпуклость относительно соответствующих им базовым поверхностям 16, 18.
Чтобы сохранить постоянную величину поперечного сечения режущих клиньев 28 по всей длине главных режущих кромок 24 вдоль передних поверхностей 30 режущих клиньев 28 выполнены канавки 32 переменной глубины h, у которых линия, соединяющая наиболее пониженные участки их дна, равноудалена от соответствующей главной режущей кромки 24 и повторяет ее изгиб.
Это хорошо видно на фиг. 4, где показаны сечения по линиям I-I, II-II, III-III режущей пластины, изображенной на фиг. 3, с симметрично выпуклыми режущими кромками 24 и режущим клином 28. имеющим выпуклую переднюю поверхность 30, При этом глубина h канавок 32 по их длине переменная. В то же время при режущей кромке 24, имеющей симметрично расположенную форму относительно оси режущей пластины, как показано на фиг. 4, глубина h канавок 32 в симметрично расположенных поперечных сечениях режущего клина 28 одинакова, например, h1=h3.
При этом, например, размер X1 поперечного сечения I-I равен размерам Х2 и Х3 поперечных сечений II-II и III-III, а площадь поперечного сечения S режущего клина 28 (на фиг. 4 затемнена) по всей длине режущей кромки 24 имеет постоянную величину. Это условие также соблюдается при иной форме передней поверхности, например, вогнутой, прямой или сложной формы.
Такое конструктивное исполнение режущего клина 28 обеспечивает в процессе резания наиболее равномерное распределение механических напряжений вдоль главных режущих кромок 24 и, тем самым, оказывает существенное влияние на повышение стойкости режущих пластин.
Для еще более точного понимания конструктивного исполнения канавки 32 следует воспользоваться понятием «тальвега» канавки 32, который, по сути, равноудален от главной режущей кромки 24 («тальвег» в геодезии это линия, соединяющая наиболее пониженные участки дна русла долины, балки и других вытянутых форм рельефа). При этом поперечное сечения режущего клина 28 фактически начинается от «тальвега» канавки 32, а глубина канавки 32, повторяя изгиб выпуклой главной режущей кромки 24, в частности может имеет наибольшую величину в углах режущей пластины 10.
Это не только дает возможность получить равенство поперечного сечения режущего клина по длине главных режущих кромок, но и обеспечивает дифференцирование распределения напряжений в режущем клине 28 и соответствующей ему базовой поверхности 16 или 18.
Таким образом, указанное выше конструктивное исполнение режущего клина с главными режущими кромками и сопряжения его передней поверхности с базовыми поверхностями позволяет существенно снизить в режущем клине неравномерность распределения напряжений, в том числе формоизменяющих тангенциальных напряжений, и, тем самым, повысить стойкость режущих пластин при ее использования для обработки титана и его сплавов.
Предложенная режущая пластина имеет ряд предпочтительных исполнений, которые позволяют повысить эффект от достигаемого технического результата.
Согласно одному из предпочтительных исполнений режущей пластины ее передние поверхности 30 режущих клиньев 28 в каждом поперечном сечении главных режущих кромок 24 лежат на окружностях 34 одинакового диаметра, центры 36 которых расположены на линиях 38, равноудаленных от соответствующей режущей кромки 24 в плоскостях J-J, параллельных соответствующей боковой поверхности 22, как изображено на фиг. 5 и 5а.
Это также позволяет снизить тангенциальные напряжения в режущих клиньях и, тем самым, дополнительно повысить стойкость режущих пластин.
Согласно другому предпочтительному исполнению режущей пластины острый угол а между боковой поверхностью 22 и касательной к вершине 40 режущего клина 28 главных режущих кромок 24, проходящей через центр 36 указанных выше окружностей 34, на которых расположены передние поверхности 30 режущих клиньев 28, выбран из диапазона 3-10°.
Границы диапазона угла а, выбираемого в зависимости от режимов резания и характеристик обрабатываемого материала, характеризуют наиболее оптимальную форму передних поверхностей 30 режущих клиньев 28.
Согласно другому предпочтительному исполнению режущей пластины верхняя 16 и нижняя базовые 18 поверхности имеют в каждом углу диагонально расположенные возвышения 42, контактные базовые поверхности 44 которых на виде сверху имеют формы выпуклых фигур (фиг. 6).
Центры тяжести 46 этих фигур расположены на соответствующих диагоналях 48 пластины и окружностях 50, равноудаленных от окружности 52, вписанной в режущую пластину 10 на ее виде сверху.
Причем отношение диаметров этих окружностей 52 к диаметру окружности 56, вписанной в квадрат 58, с вершинами, расположенными в указанных центрах тяжести 46, выбран из диапазона 1.3-2,2.
При этом границы диапазона соотношения диаметров указанных выше окружностей соответствуют наиболее оптимальным условиям устойчивости режущих пластин при их контакте с базовыми поверхностями гнезд.
Такое конструктивное исполнение базовых поверхностей режущей пластины позволяет дополнительно обеспечить, во-первых, гарантированный их контакт с базовыми поверхностями гнезд фрез и более устойчивое положение при фрезеровании, что очень важно при главных режущих кромках, имеющих выпуклую форму.
Во-вторых, это позволяет повысить прочность пластины в углах верхней и нижней поверхностей, то есть там, где канавки, выполненные вдоль главных режущих кромок, могут иметь наибольшую глубину.
Согласно другому предпочтительному исполнению режущей пластины на боковых поверхностях 22 по периметру режущей пластины задняя поверхность 60 режущего клина 28 имеет отрицательный задний угол β. Величина этого угла может быть выбрана из диапазона 3-7 град.
Это позволяет повысить прочность режущего клина. При этом величину угла Р выбирают в зависимости от режимов резания и обрабатываемого материала с учетом радиального угла расположения режущей пластины в гнездах корпуса фрезы.
Согласно другому предпочтительному исполнению режущей пластины главные режущие кромки 24 и угловые режущие кромки 26 имеют радиусные закругления. Это позволяет повысить прочность режущего клина.
Для использования рассмотренной выше режущей пластины предложена фреза для труднообрабатываемых материалов 62.
Она содержит корпус 64 в виде тела вращения с осью 78. В рабочей части 66 корпуса расположены гнезда 68, базовые 70 и упорные 72 поверхности которых взаимно перпендикулярны, а переход между ними представляет собою канавку 74.
Согласно изобретению в ее гнездах 68 размещены и закреплены с помощью винтов 76 режущие пластины 10 по одному из указанных выше предпочтительных исполнений.
При этом базовые поверхности 16 или 18 режущих пластин 10 контактируют с базовыми поверхностями 70 гнезд 68, а боковые поверхности 22 пластин 10 контактируют с упорными поверхностями 72 гнезд 68.
Согласно одному из предпочтительных исполнений фрезы в ее корпусе выполнено центральное отверстие, расположенное вдоль оси корпуса, а с ним соединены радиальные каналы для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин.
Согласно другому предпочтительному исполнению фрезы радиальные каналы для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин на выходе имеют щелевую форму.
Согласно другому предпочтительному исполнению фрезы гнезда расположены в корпусе по винтовой линии.
Предложенное изобретение работает следующим образом.
Рассмотрим работу предложенной индексируемой режущей пластины 10 и фрезы 62 для ее использования на примере торцово-цилиндрической фрезы диаметром 50 мм и винтовым расположением режущих пластин RD12 диаметром 12 мм.
Индексируемые режущие пластины 10 устанавливали в гнезда 68 и закрепляли с помощью винтов 76 через отверстия 20. При этом обеспечивается гарантированный контакт базовых поверхностей режущей пластины и гнезда фрезы.
Режущие пластины 10 удерживаются в гнездах 68 за счет усилий закрепления винтов 76 и сил трения, возникающих в местах контакта их базовых и боковых поверхностей с соответствующими опорными и боковыми поверхностями гнезд фрезы 62.
Далее фрезу 62 устанавливали в шпиндель станка мод. ФП-27 тс и фрезеровали поверхность заготовки из титана ВТ 22, закрепленной в тисках и при наружном поливе СОЖ, на следующих режимах резания: Vc=35 м/мин, fz=0,15 мм/зуб., ар=5 мм, ае=30 мм. Стойкость режущей пластины составляла 55 мин, что выше стойкости режущих пластин обычной конструкции.
Таким образом, предложенные конструкции режущей пластины и фрезы для труднообрабатываемых материалов позволяют обеспечить работоспособность и повысить стойкость режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2555295C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
| ДИСКОВАЯ ФРЕЗА (ВАРИАНТЫ) И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2014 |
|
RU2583975C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2774506C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
Группа изобретений относится к металлорежущему инструменту. Индексируемая режущая пластина для обработки труднообрабатываемых материалов содержит противоположно расположенные верхнюю и нижнюю поверхности, через которые проходит крепежное отверстие. Верхняя и нижняя поверхности соединены перпендикулярно расположенной к ним боковой поверхностью с образованием главных и угловых режущих кромок, возвышающихся над верхней и нижней базовыми поверхностями с образованием режущих клиньев. Режущие клинья расположены зеркально симметрично один относительно другого на противоположных поверхностях режущей пластины и имеют обращенную внутрь переднюю поверхность. Поперечное сечение режущих клиньев главных режущих кромок, выполненных выпуклыми относительно соответствующей им базовой поверхности, по их длине имеет постоянную величину. Вдоль передней поверхности режущих клиньев выполнены канавки переменной глубины, у которых линия, соединяющая наиболее пониженные участки их дна, равноудалена от соответствующей главной режущей кромки. Раскрыта фреза, в которой выполнены гнезда для установки в них указанных индексируемых режущих пластин. Обеспечивается повышение стойкости режущих пластин и фрезы при обработке труднообрабатываемых материалов. 2 н. и 8 з.п. ф-лы, 9 ил.
1. Индексируемая режущая пластина для труднообрабатываемых материалов (10), содержащая противоположно расположенные верхнюю (12) и нижнюю (14) поверхности, через которые проходит крепежное отверстие (20) и которые включают параллельные верхнюю (16) и нижнюю (18) базовые поверхности, при этом верхние (12) и нижние (14) поверхности соединены боковой поверхностью (22), перпендикулярной верхней (16) и нижней (18) базовым поверхностям, а на пересечении боковых поверхностей (22) с верхней (12) и нижней (14) поверхностями образованы главные (24) и угловые (26) режущие кромки, возвышающиеся над верхней (16) и нижней (18) базовыми поверхностями с образованием режущих клиньев (28), расположенных зеркально симметрично один относительно другого на противоположных поверхностях (12,14) режущей пластины и имеющих переднюю поверхность (30), обращенную внутрь режущей пластины, отличающаяся тем, что поперечные сечения режущих клиньев (28) главных режущих кромок (24), имеющих выпуклую форму относительно соответствующей им базовой поверхности, по их длине имеют постоянную величину, а вдоль передних поверхностей (30) режущих клиньев (28) выполнены канавки (32) переменной глубины, у которых линия, соединяющая наиболее пониженные участки их дна, равноудалена от соответствующей главной режущей кромки (24).
2. Режущая пластина по п. 1, отличающаяся тем, что передние поверхности (30) режущих клиньев (28) в каждом поперечном сечении главных режущих кромок (24) лежат на окружностях (34) одинакового диаметра, центры (36) которых расположены на линиях (38), равноудаленных от соответствующей режущей кромки (24) в плоскостях, параллельных соответствующей боковой поверхности (22).
3. Режущая пластина по п. 2, отличающаяся тем, что острый угол (α) между боковой поверхностью (22) и касательной к вершине (40) режущих клиньев (28) главных режущих кромок (24), проходящей через центр (36) окружности (34), на которой расположены передние поверхности (30), выбран из диапазона 3-10°.
4. Режущая пластина по одному из пп. 1-3, отличающаяся тем, что верхняя (16) и нижняя базовые (18) поверхности имеют в каждом углу диагонально расположенные возвышения (42), контактные базовые поверхности (44) которых на виде сверху имеют форму выпуклых фигур, центры тяжести (46) которых расположены на соответствующих диагоналях (48) пластины и окружностях (50), равноудаленных от окружности (52), вписанной в режущую пластину (10) на ее виде сверху, причем отношение диаметров этих окружностей (52) к диаметру окружности (56), вписанной в квадрат (58) с вершинами, расположенными в указанных центрах тяжести (46), выбрано из диапазона 1,3-2,2.
5. Режущая пластина по одному из пп. 1-4, отличающаяся тем, что на боковых поверхностях (22) по периметру режущей пластины задняя поверхность (60) режущего клина (28) имеет отрицательный задний угол (β).
6. Режущая пластина по п. 1, отличающаяся тем, что главные режущие кромки (24) и угловые режущие кромки (26) имеют радиусные закругления.
7. Фреза для труднообрабатываемых материалов (62), содержащая корпус (64) в виде тела вращения с осью (78), в рабочей части (66) которого расположены гнезда (68), базовые (70) и упорные (72) поверхности которых взаимно перпендикулярны, а переход между ними представляет собою канавку (74), отличающаяся тем, что в гнездах (68) размещены и закреплены посредством винтов (76) индексируемые режущие пластины (10) для труднообрабатываемых материалов по одному из пп. 1-6.
8. Фреза по п. 7, отличающаяся тем, что в корпусе выполнено центральное отверстие, расположенное вдоль оси корпуса и соединенное с радиальными каналами для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин.
9. Фреза по п. 8, отличающаяся тем, что радиальные каналы для подачи смазочно-охлаждающей жидкости к режущим кромкам режущих пластин на выходе имеют щелевую форму.
10. Фреза по п. 7, отличающаяся тем, что гнезда выполнены в корпусе по винтовой линии.
| КОРПУС ИНСТРУМЕНТА ДЛЯ ЦИЛИНДРИЧЕСКОЙ ТОРЦЕВОЙ ФРЕЗЫ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2017 |
|
RU2721761C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2017 |
|
RU2662278C1 |
| US 6722824 B2, 20.04.2004 | |||
| EP 3199284 A1, 02.08.2017. | |||

