Изобретение относится к пресс-форме для вулканизации зимних и всесезонных шин транспортных средств, причем пресс-форма для вулканизации имеет на внутренней стороне формообразующие поверхности с негативным профилем протектора с элементами негативного профиля протектора, предназначенными для формирования позитивного профиля протектора с элементами позитивного профиля вулканизируемой шины транспортного средства, при этом в элементах негативного профиля расположены ламельные пластины, которые образуют щелевидные канавки в вулканизируемой шине транспортного средства, и при этом внутри элемента плечевой зоны негативного профиля расположена по меньшей мере одна вентиляционная прорезь, служащая вентиляционным средством, причем указанная вентиляционная прорезь проходит параллельно ламельной пластине, расположенной в указанном элементе плечевой зоны негативного профиля, и на расстоянии от нее.
Пресс-форма для вулканизации указанного типа описана в еще неопубликованной заявке на патент DE 10 2012 104 500. Вентиляционные прорези внутри негативной формообразующей поверхности профиля являются единственным вентиляционным средством, через которое возможен выпуск воздуха из формообразующей полости наружу. Известные на момент создания настоящего изобретения цилиндрические вентиляционные средства, такие как, например, так называемые «вентиляционные отверстия Euro», раскрытые в документе DE 195 43 276 A1, отсутствуют. При применении упомянутой выше пресс-формы для вулканизации исключена необходимость в трудоемких и дорогостоящих операциях очистки или замены блокированных цилиндрических вентиляционных средств. Шина, подвергнутая горячему прессованию с помощью вышеупомянутой пресс-формы для вулканизации, которая, предпочтительно, была предварительно увлажнена, характеризуется очень высоким качеством изготовления в области протектора, расположенной аксиально с внутренней стороны относительно блокирующих элементов профиля плечевой зоны. Однако вентиляция в элементах профиля плечевой зоны и в области в форме кругового кольца, находящейся аксиально с наружной стороны относительно элементов профиля плечевой зоны, все же может быть улучшена.
Общеизвестно введение в состав пресс-форм для вулканизации вентиляционных средств, которые связаны с атмосферой. В процессе горячего прессования заготовки шины, во время прижатия заготовки шины к формующим поверхностям, указанные вентиляционные средства выпускают из формующей полости воздух, который остается между заготовкой шины и формующими поверхностями. Существует необходимость в устранении нежелательных дефектов в виде неровностей на поверхности шины. Во время процесса горячего прессования заготовка шины имеет приданный ей окончательный контур и, в результате реакций структурообразования резины, приведена в свое прорезиненное упругое состояние.
Целью настоящего изобретения является создание пресс-формы для вулканизации шин транспортных средств, имеющей вентиляционные средства, которые обеспечивают надежный выпуск воздуха наружу из формообразующей полости, с помощью которой может быть изготовлена шина транспортного средства, которая характеризуется очень высоким качеством изготовления, в частности также в области плечевой зоны.
Указанная цель достигается за счет того, что с наружной стороны относительно указанной вентиляционной прорези, которая расположена внутри элемента негативного профиля плечевой зоны, дополнительно аксиально расположено по меньшей мере одно цилиндрическое вентиляционное средство.
Область плечевой зоны шины особенно трудно поддается вентиляции. Ввиду того что вентиляционные прорези расположены только в элементах негативного профиля, дополнительные цилиндрические вентиляционные средства, которые аксиально расположены с наружной стороны относительно аксиально самой отдаленной вентиляционной прорези, являются эффективным средством обеспечения очень высокого качества изготовления горячепрессованной шины. Дополнительные вентиляционные средства помогают осуществлять вентиляцию в важной области плечевой зоны шины, где из-за конструктивных особенностей не могут быть расположены дополнительные вентиляционные прорези. Это применимо как к аксиально с наружной стороны внутри блока негативного профиля плечевой зоны, так и к аксиально с наружной стороны относительно указанного блока негативного профиля плечевой зоны, в так называемой «области указателя износа шины».
«Областью указателя износа шины» называется область, расположенная между кольцом профиля и бортовым кольцом собранной пресс-формы для вулканизации шин. В области указателя износа шины расположено уведомительное условное обозначение, которое уведомляет потребителя о соответствующем указателе износа в профиле шины.
Выражение «ламельная пластина» также имеет отношение к элементам, которые выдавливают щелевидные канавки в элементах профиля шины, подвергаемой горячему прессованию, указанные элементы изготавливаются не из пластины, а изготавливаются, например, с помощью способов наращивания слоев.
Преимущественно, цилиндрическое вентиляционное средство расположено внутри элемента профиля на воображаемой линии, которая является продолжением продольной протяженности вентиляционной прорези.
Целесообразно, чтобы цилиндрическое вентиляционное средство было расположено аксиально с наружной стороны относительно элемента негативного профиля плечевой зоны.
Преимущественно, цилиндрическое вентиляционное средство расположено аксиально с наружной стороны относительно поперечного канала, в месте его открытия в область указателя износа шины в плечевой зоне шины.
За счет вышеупомянутых расположений цилиндрического вентиляционного средства обеспечивается выполнение функции вентиляции в области, для которой важна вентиляция.
Целесообразно, чтобы элементы негативного профиля, расположенные аксиально с внутренней стороны относительно элементов негативного профиля плечевой зоны, имели в качестве вентиляционных средств только вентиляционные прорези. Вентиляционные прорези заменяют цилиндрические вентиляционные проходы, в результате чего обеспечивается снижение расходов на техническое обслуживание пресс-формы для вулканизации.
Также целесообразно, чтобы цилиндрическое вентиляционное средство представляло собой клапан или вентиляционное мини-отверстие, которое выполнено с возможностью закрытия против действия силы сжатия пружины.
Преимущественно, вентиляционная прорезь имеет ширину от 25 мкм до 70 мкм, предпочтительно от 30 мкм до 60 мкм. Ширина вентиляционной прорези измеряется в направлении, перпендикулярном ее продольной протяженности. Вышеупомянутая ширина обеспечивает достаточную вентиляцию, но исключена возможность попадания резинового материала шины в вентиляционную прорезь, так что на горячепрессованной шине заусенцы не образуются или образуются в очень малом количестве. Кроме того, не возникает или возникает в очень малой степени засорение или закупоривание вентиляционной прорези.
Для обеспечения гибкости в реализации новой концепции вентиляции целесообразно, чтобы вентиляционная прорезь имела длину от 10 мм до 40 мм. В данном случае вентиляционная прорезь может иметь разные варианты конструктивного исполнения.
Для обеспечения хорошей вентиляции, преимущественно, вентиляционные прорези расположены между ламельными пластинами и параллельно им, причем вентиляционная прорезь и ламельная пластина, предпочтительно, чередуются в плане их расположения. Вентиляционные прорези расположены на расстоянии от ламельных пластин. Вентиляция пресс-формы для вулканизации зимних или всесезонных шин представляет затруднение из-за имеющихся до 6000 ламельных пластин, так как трудно осуществить выпуск воздуха из промежуточных зазоров между ламельными пластинами, поскольку ламельные пластины мешают выпуску воздуха. Поэтому для обеспечения достаточного выпуска воздуха весьма целесообразно расположение вентиляционных прорезей между указанными ламельными пластинами и параллельно им. Существует необходимость в получении горячим прессованием шины, которая имеет высококачественный внешний вид поверхности. В области ламельных пластин вентиляционные отверстия Euro и/или другие вентиляционные проходы не требуются.
Преимущественно, вентиляционная прорезь впадает в направлении радиально к наружной стороне (по направлению к наружной стороне пресс-формы для вулканизации) в вентиляционный проход, площадь поперечного сечения которого больше площади поперечного сечения вентиляционной прорези, диаметр которого составляет от 2 мм до 3 мм и поперечное сечение которого, предпочтительно, является круглым. Таким образом, во время осуществления очистки пресс-формы для вулканизации, вентиляционный зазор может быть легко очищен продувкой воздухом с наружной стороны, при этом любые остатки резины могут быть удалены в виде резиновых шариков так, что после этого не остается остатков.
Целесообразно, чтобы вентиляционная прорезь имела одинаковую ширину в пределах ее продольной протяженности, предпочтительно в пределах ее продольной протяженности и ее протяженности по глубине, для обеспечения возможности разных расположений прорези на формообразующей поверхности (чтобы получить подходящую степень вентиляции) и для возможности сверления вентиляционного отверстия сзади пресс-формы требуемым образом.
В конкретном варианте осуществления оба конца вентиляционной прорези оканчиваются внутри элемента негативного профиля.
В конструкции, являющейся альтернативой упомянутому выше варианту осуществления, оба конца вентиляционной прорези оканчиваются снаружи элемента негативного профиля в каналах негативного профиля, которые ограничивают элемент негативного профиля.
Целесообразно, чтобы вентиляционная прорезь имела протяженность по глубине от 3 мм до 5 мм. Целесообразно также, чтобы вентиляционный проход имел протяженность по глубине от 10 мм до 15 мм. Таким образом, концепция вентиляции удовлетворяет требованию к усредненному геометрическому размеру формообразующего сегмента в отношении толщины.
Изобретение подобным образом относится к пневматической шине транспортного средства, которая подвергнута горячему прессованию с помощью пресс-формы для вулканизации, которая описана выше.
Изобретение подобным образом относится к способу изготовления пресс-формы для вулканизации, которая описана выше, в котором формообразующие поверхности изготовляют селективным лазерным плавлением. Посредством генеративного способа изготовления из группы способов, предусматривающих плавление лучом, обычно на пластину-подложку наносят тонким слоем металлический порошок. Металлический порошок локально полностью расплавляют в результате облучения лазерным лучом, и после затвердевания он образует твердый слой материала. Преимущественно, вентиляционные средства, в частности вентиляционные прорези и ламельные пластины, конструктивно выполняют одновременно методом селективного лазерного плавления.
Дополнительные признаки, преимущества и особенности изобретения более подробно описаны ниже исходя из графических материалов, которые иллюстрируют схематические иллюстративные варианты осуществления. На графических материалах:
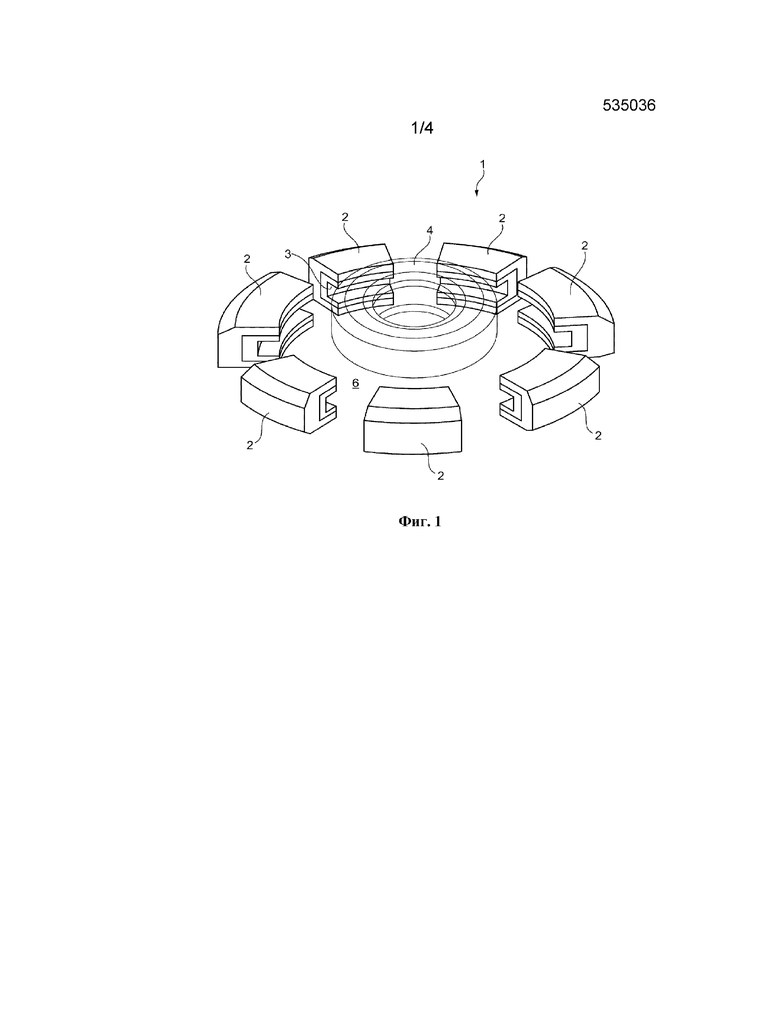
на фиг.1 показана сегментная пресс-форма для вулканизации с сегментами пресс-формы;
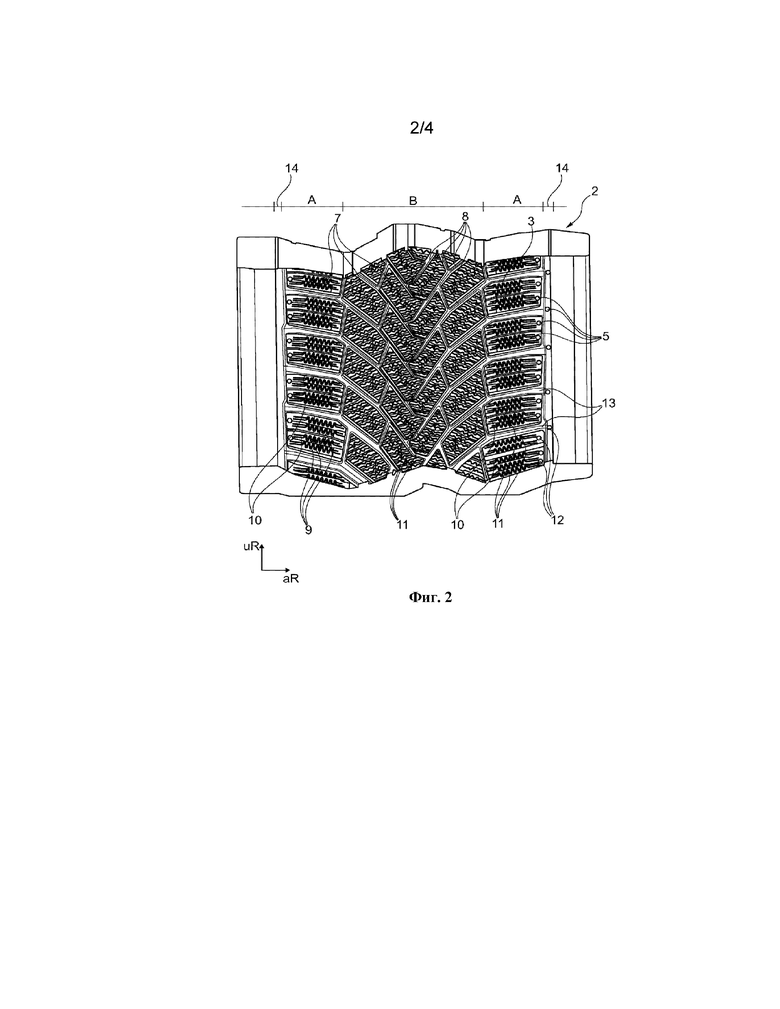
на фиг.2 показан вид сверху формообразующей поверхности формообразующего сегмента пресс-формы для вулканизации согласно изобретению;
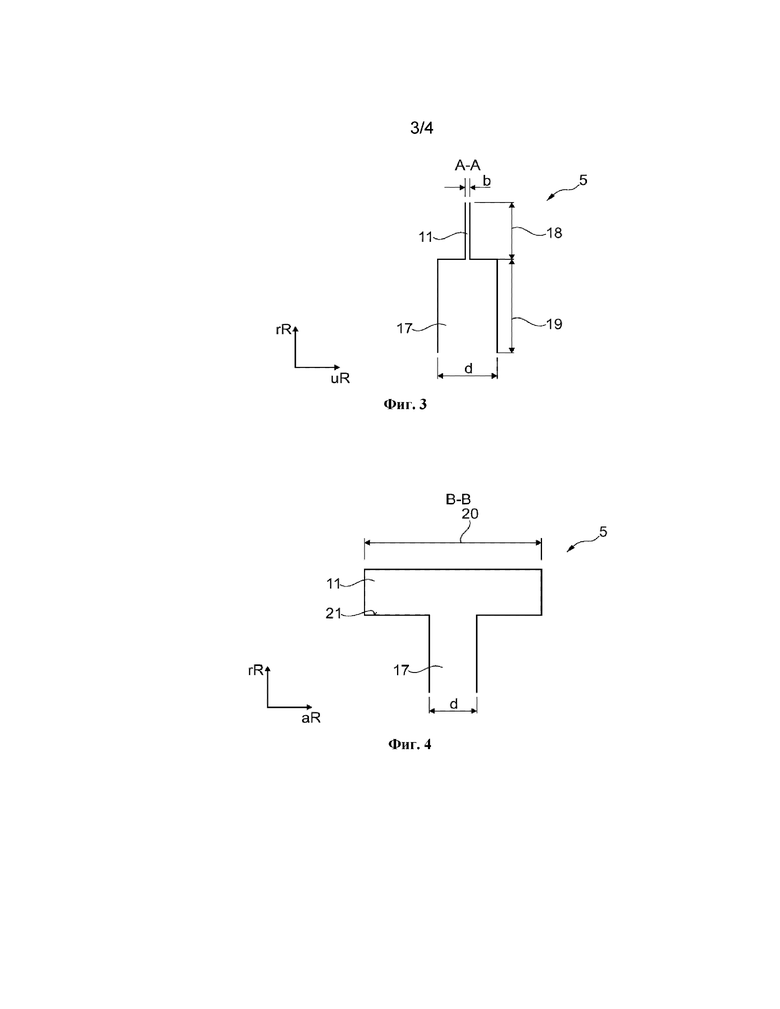
на фиг.3 показан поперечный разрез вдоль вентиляционной прорези вместе с вентиляционным проходом, выполненный вдоль линии А-А разреза по фиг.2;
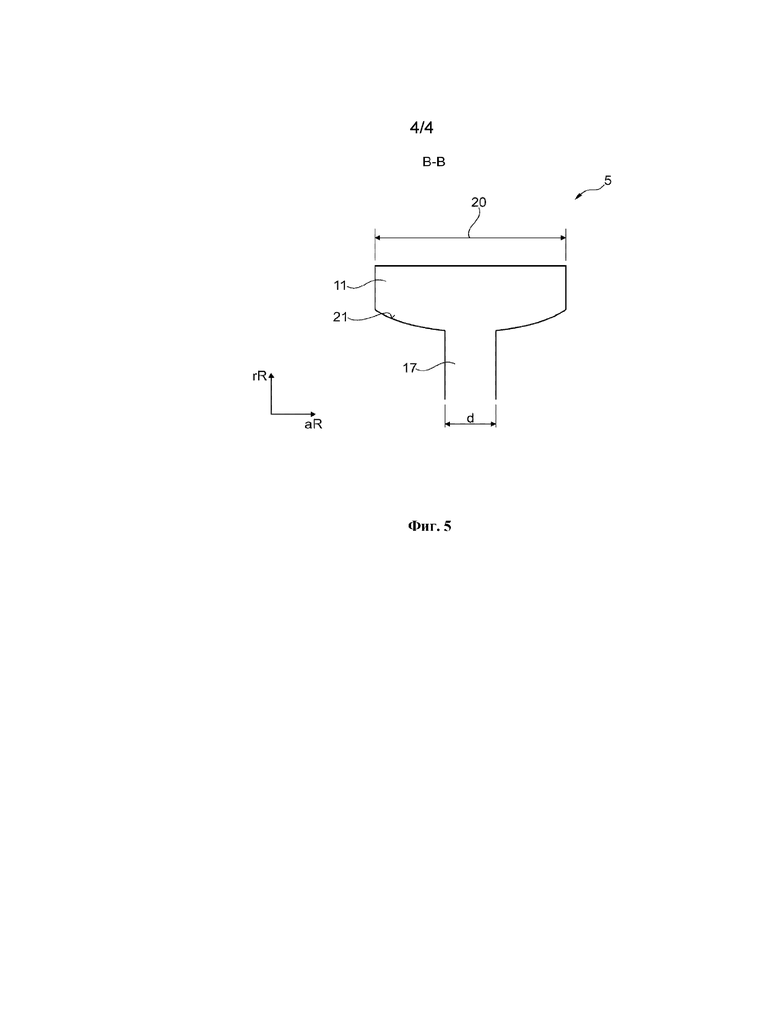
на фиг.4 показан продольный разрез вдоль вентиляционной прорези вместе с вентиляционным проходом по фиг.3, выполненный вдоль линии В-В разреза по фиг.2;
на фиг.5 показан продольный разрез другой вентиляционной прорези вместе с вентиляционным проходом.
Фиг.1 представляет собой упрощенное схематическое изображение сегментной пресс-формы 1 для вулканизации шин 4 транспортного средства, имеющей несколько сегментов 2 пресс-формы, которые могут быть сближены с образованием закрытой по окружности пресс-формы. Формообразующие сегменты 2 являются радиально подвижными и радиально с внутренней стороны образуют формообразующую полость 6. Формообразующие сегменты 2 имеют на внутренней стороне формообразующие поверхности 3. Формообразующие сегменты 2, кроме того, имеют вентиляционные средства (не показаны), которые связаны с атмосферой и через которые газ из формообразующей полости 6 пресс-формы 1 для вулканизации может выпускаться наружу через формообразующей сегмент 2.
На фиг.2 показан вид сверху формообразующей поверхности 3 формообразующего сегмента 2 пресс-формы для вулканизации согласно изобретению.
Формообразующая поверхность 3 имеет негативный профиль протектора с элементами 7 негативного профиля, предназначенными для формирования позитивного профиля протектора с элементами позитивного профиля вулканизируемой шины транспортного средства. Каналы 8 негативного профиля образуют перегородки в формообразующей поверхности 2 формообразующего сегмента. Показанная здесь формообразующая поверхность 3 представляет собой формообразующую поверхность для зимней шины. Внутри элементов 7 негативного профиля расположены ламельные пластины 9, которые образуют щелевидные канавки шины, подлежащей горячему прессованию. Ламельные пластины 9 проходят в поперечном направлении через элемент 7 негативного профиля.
В элементах 10 негативного профиля плечевой зоны расположены вентиляционные прорези 11 и, дополнительно, цилиндрические вентиляционные средства 12, такие как, например, вентиляционные отверстия Euro, которые расположены аксиально с наружной стороны относительно вентиляционных прорезей 11 и которые частично расположены на расстоянии от них или непосредственно примыкают к ним. Элементы 10 негативного профиля плечевой зоны расположены один за другим в охватывающем ряду, и указанная область расположения обозначена буквой A. Цилиндрические вентиляционные средства 12 расположены внутри элемента 10 негативного профиля плечевой зоны на воображаемой линии продолжения продольной протяженности вентиляционной прорези 11; кроме того, дополнительные цилиндрические вентиляционные средства 12 расположены аксиально с наружной стороны относительно (снаружи от) поперечного канала 13, в месте его открытия в область 14 указателя износа шины. Все вентиляционные средства 5, расположенные аксиально с внутренней стороны относительно элементов 10 негативного профиля плечевой зоны, в центральной области профиля протектора, обозначенные буквой B, представляют собой только вентиляционные прорези 11, расположенные в формообразующих поверхностях 2 элементов 15 негативного профиля внутренней зоны. В элементе 7 негативного профиля расположены по меньшей мере две вентиляционные прорези 11. Вентиляционные прорези 11 проходят приблизительно поперечно относительно окружного направления uR и параллельно друг другу. Вентиляционные прорези 11 расположены между ламельными пластинами 9 и параллельно им. Площадь поверхности вентиляционных прорезей 11 элемента 7 негативного профиля составляет приблизительно 5-15% площади поверхности элемента 7 негативного профиля.
На фиг.3 показан поперечный разрез вентиляционной прорези 11 вместе с вентиляционным проходом 17 вдоль линии A-A разреза по фиг.2, а на фиг.4 показан соответствующий продольный разрез. Вентиляционная прорезь 11 имеет ширину b от 25 мкм до 70 мкм, предпочтительно от 30 мкм до 60 мкм. Вентиляционная прорезь 11 впадает в вентиляционный проход 17, площадь поперечного сечения которого является круглой и больше площади поперечного сечения вентиляционной прорези 11. Диаметр d вентиляционного прохода 17 составляет от 2 мм до 3 мм.
Вентиляционная прорезь 11 имеет радиальную протяженность 18 по глубине от 3 мм до 5 мм, и вентиляционный проход 17 имеет радиальную протяженность 19 по глубине от 10 мм до 15 мм. В пределах продольной протяженности 20 вентиляционной прорези 11 и в пределах ее протяженности 18 по глубине ширина b остается одинаковой. Продольная протяженность 20 находится в пределах от 10 мм до 40 мм.
На фиг.5 показан продольный разрез другой вентиляционной прорези 11 вместе с вентиляционным проходом 17. Продольный разрез указанного вентиляционного средства 5 отличается от того, что показан на фиг.4, тем, что нижняя поверхность вентиляционной прорези 21 сопрягается воронкообразно с вентиляционным проходом 17, тогда как нижняя поверхность вентиляционной прорези 21 по фиг.4 образована так, чтобы проходить в аксиальном направлении aR.
Перечень ссылочных позиций
(Часть описания)
1 Пресс-форма для вулканизации
2 Формообразующий сегмент
3 Формообразующая поверхность
4 Шина транспортного средства
5 Вентиляционное средство
6 Формообразующая полость
7 Элемент негативного профиля
8 Канал негативного профиля
9 Ламельная пластина
10 Элемент негативного профиля плечевой зоны
11 Вентиляционная прорезь
12 Цилиндрическое вентиляционное средство
13 Поперечный канал
14 Область указателя износа шины
15 Элемент негативного профиля внутренней зоны
17 Вентиляционный проход
18 Радиальная протяженность по глубине вентиляционной прорези
19 Радиальная протяженность по глубине вентиляционного прохода
20 Продольная протяженность вентиляционной прорези
21 Нижняя поверхность вентиляционной прорези
b Ширина вентиляционной прорези
d Диаметр вентиляционного прохода
rR Радиальное направление
aR Аксиальное направление
uR Окружное направление.
Изобретение относится к пресс-форме (1) для вулканизации зимних или всесезонных шин (4) транспортных средств, способу изготовления пресс-формы и пневматической шине транспортного средства. Пресс-форма имеет на внутренней стороне формообразующие поверхности (3) с негативным профилем протектора, содержащим элементы (7) негативного профиля, предназначенные для формования позитивного профиля протектора, содержащего элементы позитивного профиля вулканизируемой шины (4) транспортного средства. При этом ламельные пластины (9), которые расположены в элементах (7) негативного профиля, образуют щелевидные канавки в элементах позитивного профиля вулканизируемой шины (4) транспортного средства. Кроме того, внутри элемента (10) негативного профиля плечевой зоны расположена по меньшей мере одна вентиляционная прорезь (11) в качестве вентиляционного средства (5). Эта вентиляционная прорезь (11) проходит параллельно ламельной пластине (9), расположенной в этом элементе (10) негативного профиля плечевой зоны, и на расстоянии от нее. При этом снаружи относительно этой вентиляционной прорези (11) дополнительно расположено только аксиально по меньшей мере одно цилиндрическое вентиляционное средство (12). Техническим результатом изобретения является повышение качества изготовления изделий. 3 н. и 14 з.п. ф-лы, 5 ил. 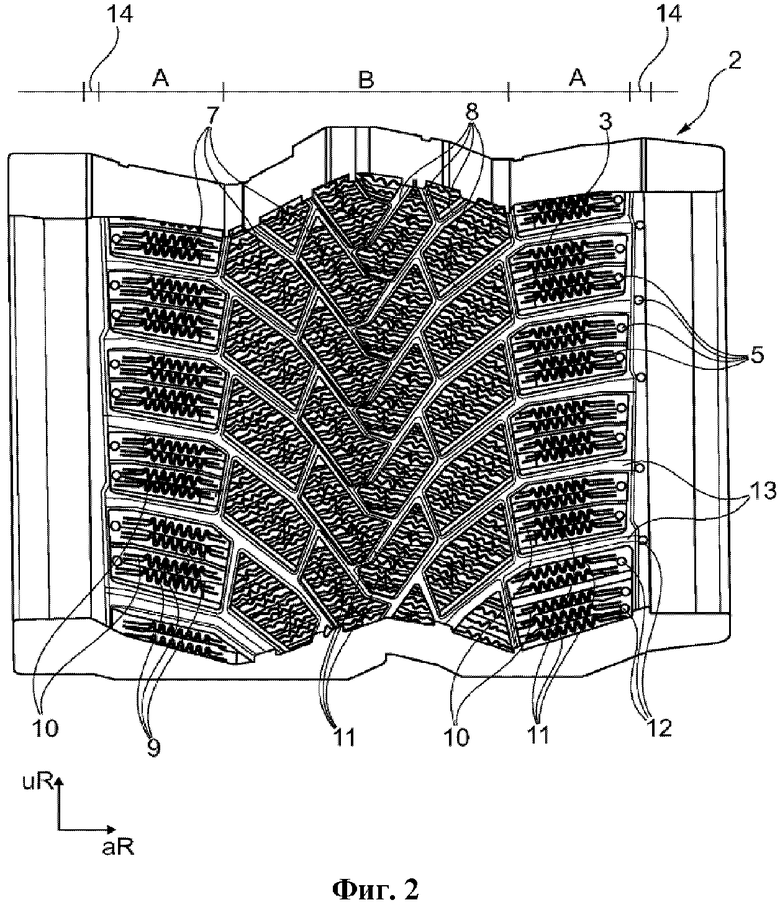
1. Пресс-форма (1) для вулканизации зимних или всесезонных шин (4) транспортных средств, причем пресс-форма для вулканизации имеет на внутренней стороне формообразующие поверхности (3) с негативным профилем протектора с элементами (7) негативного профиля, предназначенными для формирования позитивного профиля протектора с элементами позитивного профиля вулканизируемой шины (4) транспортного средства, при этом в элементах (7) негативного профиля расположены ламельные пластины (9), которые образуют щелевидные канавки в вулканизируемой шине (4) транспортного средства, и при этом внутри элемента (10) негативного профиля плечевой зоны расположена по меньшей мере одна вентиляционная прорезь (11) в качестве вентиляционного средства (5), причем указанная вентиляционная прорезь (11) проходит параллельно ламельной пластине (9), расположенной в указанном элементе (10) негативного профиля плечевой зоны, и на расстоянии от нее, и при этом с наружной стороны относительно указанной вентиляционной прорези (11) только аксиально дополнительно расположено по меньшей мере одно цилиндрическое вентиляционное средство (12).
2. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что цилиндрическое вентиляционное средство (12) расположено внутри элемента (10) негативного профиля плечевой зоны на воображаемой линии, которая является продолжением продольной протяженности вентиляционной прорези (11).
3. Пресс-форма (1) для вулканизации по п. 1 или 2, отличающаяся тем, что цилиндрическое вентиляционное средство (12) расположено аксиально с наружной стороны относительно элемента (10) негативного профиля плечевой зоны.
4. Пресс-форма (1) для вулканизации по п. 3, отличающаяся тем, что цилиндрическое вентиляционное средство (12) расположено аксиально с наружной стороны относительно поперечного канала (13) в месте его открытия в область (14) указателя износа шины.
5. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что элементы (15) негативного профиля, расположенные аксиально с внутренней стороны относительно элементов (10) негативного профиля плечевой зоны, имеют только вентиляционные прорези (11) в качестве вентиляционных средств (5).
6. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что цилиндрическое вентиляционное средство (12) представляет собой клапан или вентиляционное мини-отверстие, которое выполнено с возможностью закрытия против действия силы сжатия пружины.
7. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) имеет ширину (b) от 25 мкм до 70 мкм, предпочтительно от 30 мкм до 60 мкм.
8. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) имеет длину (20) от 10 мм до 40 мм.
9. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) расположена между двумя ламельными пластинами (9), причем вентиляционная прорезь (11) и ламельная пластина (9) предпочтительно чередуются.
10. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) впадает в радиальном направлении (rR) в вентиляционный проход (17), площадь поперечного сечения которого больше площади поперечного сечения вентиляционной прорези (11) и диаметр (d) которого составляет от 2 мм до 3 мм.
11. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) имеет одинаковую ширину (b) в пределах своей продольной протяженности (20), предпочтительно в пределах своей продольной протяженности (20) и в пределах своей протяженности (18) по глубине.
12. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что оба конца вентиляционной прорези (11) оканчиваются внутри элемента (7) негативного профиля.
13. Пресс-форма (1) для вулканизации по п.1, отличающаяся тем, что оба конца вентиляционной прорези (11) оканчиваются снаружи от элемента (7) негативного профиля в каналах (8) негативного профиля, которые ограничивают элемент негативного профиля.
14. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционная прорезь (11) имеет протяженность (18) по глубине от 3 мм до 5 мм.
15. Пресс-форма (1) для вулканизации по п. 1, отличающаяся тем, что вентиляционный проход (17) имеет протяженность (19) по глубине от 10 мм до 15 мм.
16. Пневматическая шина транспортного средства, которая подвергнута горячему прессованию посредством пресс-формы (1) для вулканизации по одному из пп. 1-15, и которая предпочтительно представляет собой зимнюю шину или всесезонную шину (4).
17. Способ изготовления пресс-формы (1) для вулканизации по одному из пп. 1-15, отличающийся тем, что формообразующие поверхности (3) изготавливают с помощью селективного лазерного плавления.
| DE 102012104500 A1, 28.11.2013 | |||
| Прибор для непрерывного отмеривания жидкостей | 1929 |
|
SU17777A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ПОСТОЯННОГО ТОКА | 1996 |
|
RU2095931C1 |
| JP H11179730 A, 06.07.1999. | |||

