Объектом настоящего изобретения является способ изготовления шин для колес транспортных средств.
Дополнительный объект изобретения относится к вулканизационной пресс-форме для шин, выполненной с возможностью осуществления указанного способа.
Настоящее изобретение предпочтительно относится к шинам высокоскоростного типа (UHP), предназначенным для движения по дорогам, и к шинам для гоночных автомобилей, которыми оснащаются автомобили, способные демонстрировать высокие ездовые характеристики при скоростях движения по прямой, которые могут превышать даже 300 км/ч.
Шина для колес автотранспортных средств, как правило, содержит каркасный конструктивный элемент, соединенный с брекерным конструктивным элементом. Протекторный браслет расположен в радиальном направлении снаружи по отношению к брекерному конструктивному элементу. Протектор представляет собой ту часть шины, которая входит в непосредственный контакт с поверхностью дороги и осуществляет с ней обмен усилиями, которые обеспечивают возможность движения автомобиля вдоль траекторий, заданных водителем.
Под углом развала колес (углом наклона средней плоскости вращения колеса к продольной вертикальной плоскости) подразумевается угол, дополняющий по отношению к углу, образованному между осью вращения колеса и осью, перпендикулярной грунту и проходящей через центр вращения ступицы. Подобный угол обычно является отрицательным, если колесо наклонено по направлению к автомобилю, или, другими словами, если нижняя часть шины, которая касается грунта, находится дальше от автомобиля относительно верхней части шины.
Под средней плоскостью “PT” шины подразумевается плоскость, ортогональная к оси вращения шины и равноудаленная в аксиальном направлении от наружных в аксиальном направлении концов бортов шины.
Под «бортами» шины подразумеваются ее зоны, внутренние в радиальном направлении, в которых имеет место контактное взаимодействие между шиной и соответствующим монтажным ободом. Каждый борт обычно объединяет в одно целое удерживающий кольцевой конструктивный элемент, содержащий, по меньшей мере, одну усилительную кольцевую вставку, обычно называемую сердечником борта, который несет наполнительный шнур, расположенный в радиальном направлении снаружи. Наполнительный шнур, обычно выполненный из эластомерного материала, имеет базовую часть, соединенную с сердечником борта и сужающуюся по мере удаления от оси вращения шины до тех пор, пока данная часть не достигнет вершины, наружной в радиальном направлении. В частности, каждая зона, идентифицируемая как «борт», находится между одним из краев шины, внутренних в радиальном направлении, и вершиной соответствующего наполнительного шнура, наружной в радиальном направлении.
Под средней плоскостью “PW” колеса подразумевается плоскость, ортогональная к оси вращения колеса и равноудаленная в аксиальном направлении от внутренних в аксиальном направлении концов двух предназначенных для бортов, посадочных мест обода (краев обода), на котором установлена шина.
Когда шина установлена на ободе, две плоскости должны совпадать (PT≡PW).
Отмечается, что под концевыми в аксиальном направлении частями протекторного браслета (которые при недеформированной шине образуют две окружности, соответствующие периферийным краям протекторного браслета) в данном контексте подразумеваются концевые в аксиальном направлении точки шины, которые касаются поверхности дороги, когда на шину, находящуюся в рабочем состоянии, несплющенную (установленную на ободе и накачанную до рабочего давления) и при угле развала колес, равном 0°, действует нагрузка, равная приблизительно удвоенной номинальной нагрузке.
Под средней окружной линией протекторного браслета подразумевается множество точек протекторного браслета (которые при недеформированной шине образуют окружность), равноудаленных от двух определяемых в аксиальном направлении, концевых частей самого протекторного браслета.
Под средней линией протекторного браслета подразумевается та линия, которая в радиальном сечении шины соединяет вместе две части протекторного браслета, концевые в аксиальном направлении.
В документе ЕР 0755808 проиллюстрирована шина, содержащая каркасный конструктивный элемент, который проходит вокруг шины от борта до борта, две боковины и протекторную зону. Когда шина установлена на ободе и накачана до заданного давления, протекторная зона является асимметричной и имеет точку, соответствующую максимальному диаметру шины и смещенную в аксиальном направлении относительно центральной линии сечения шины по направлению к внутренней боковине. Расстояние по радиусу от той точки наружной боковины, которая соответствует максимальному диаметру, превышает расстояние по радиусу от той точки внутренней боковины, которая соответствует максимальному диаметру, таким образом, что протекторная зона имеет асимметричный профиль.
В документе JP 2009126424 проиллюстрирована шина, имеющая первый протектор, выполненный с низким сопротивлением качению, второй протектор, выполненный с высоким «сцеплением с дорогой», и третий протектор. При малых углах развала колес первый протектор опирается на грунт, в то время когда второй и третий протекторы отделены от поверхности дороги. При больших углах развала колес второй и третий протекторы входят в контакт с поверхностью дороги.
Документ US 2003/0155057 относится к пресс-форме, имеющей профиль для асимметричного протектора. На одной из сторон, противоположных по отношению к средней центральной линии коронной зоны обычной пресс-формы, материал удален для получения формы, имеющей заданное «смещение» точки протекторного браслета, соответствующей максимальному диаметру.
Заявитель установил в результате наблюдений, что шины часто устанавливают на автомобилях с некоторым углом развала колес для оптимизации поведения автомобиля.
Более точно, Заявитель установил в результате наблюдений, что во время движения автомобиля по прямой линии геометрические характеристики при ненулевом угле развала колес обеспечивают получение в шинах, имеющих симметричный профиль, отпечатка с неравномерным распределением давлений. Например, отрицательный угол развала колес обеспечивает во время прямолинейного движения автотранспортного средства вперед получение отпечатка, который является асимметричным относительно плоскости, перпендикулярной к грунту, «содержащей» направление движения вперед и проходящей через центр вращения ступицы, и таким, что точка приложения результирующей силы, обусловленной давлениями контакта между шиной и поверхностью дороги, смещена по направлению к внутренней боковине (обращенной к автотранспортному средству стороне) шины. Заявитель полагает, что подобный эффект обусловлен главным образом тем, что средняя линия протекторного браслета не параллельна опорной поверхности дороги, а является наклонной. Из этого следует, что при каждом обороте колеса внутренняя часть (обращенная к автотранспортному средству сторона) отпечатка сдавливается и деформируется в большей степени, чем наружная часть, и это вызывает неравномерный износ шины в зоне протектора (больший износ со стороны внутренней части), нерегулярный с течением времени, и неоптимальное поведение, обусловленные неэффективностью распределения давлений, что также отрицательно влияет на поведение при движении на повороте.
В подобной области Заявитель поставил задачу улучшения эксплуатационных характеристик шин. В частности, Заявитель осознал необходимость предложить шину для колес транспортных средств, которая в режиме эксплуатации гарантирует более равномерный износ протектора, более регулярный с течением времени, и которая обеспечивает возможность предотвращения чрезмерного снижения уровней эксплуатационных характеристик шины в течение срока ее эксплуатации.
В частности, Заявитель осознал важность гарантирования как можно более равномерного распределения давлений на отпечатке шины как во время движения по прямой линии, так и во время движения по кривой.
Заявитель также осознал, что при установке шины с профилем, асимметричным в радиальном сечении (радиальное сечение содержит ось вращения шины), и с заданным углом развала колес, предпочтительно по существу нулевым, на автомобиле можно обеспечить эффект эквивалентного ненулевого угла развала колес во время движения по кривой и эффект, аналогичный эффекту от симметричной шины при угле развала колес, по существу равном нулю, во время движения по прямой линии.
Заявитель также установил в результате наблюдений, что следует избегать процесса сборки, обеспечивающего получение невулканизированной шины с асимметричным профилем в радиальном сечении, для поддержания высокой технологической гибкости и высокой производительности на существующих установках.
В завершение, Заявитель установил, что при сборке шины, имеющей симметричный профиль в радиальном сечении, и обеспечении относительного смещения в аксиальном направлении между протекторным браслетом и бортами одновременно с выполнением операций формования и вулканизации шины, можно обеспечить стойкую стабилизацию структуры шины в соответствии с асимметричной конфигурацией ее профиля в радиальном сечении, пригодной для придания заданных характеристик поведения самой шине.
В частности, в соответствии с первым аспектом настоящее изобретение относится к способу изготовления шин для колес транспортных средств, включающему: сборку невулканизированной шины, имеющей симметричный профиль в радиальном сечении, имеющей протекторный браслет, наружный в радиальном направлении, два борта, внутренние в радиальном направлении, и две боковины, каждая из которых проходит от одного края протекторного браслета до одного из бортов, и формование и вулканизацию невулканизированной шины.
Во время указанных формования и вулканизации предпочтительно также предусмотрено обеспечение перемещения протекторного браслета относительно бортов вдоль направления, параллельного оси вращения шины, так, чтобы получить отформованную и вулканизированную шину, имеющую асимметричный профиль в радиальном сечении.
В соответствии со вторым аспектом настоящее изобретение относится к вулканизационной пресс-форме для шин для колес транспортных средств, содержащей формообразующую полость, имеющую множество секторов, выполненных с конфигурацией, обеспечивающей возможность оказания воздействия на протекторный браслет, две опоры для бортов, выполненные с конфигурацией, обеспечивающей возможность оказания воздействия на борта шины, и две плиты, которые предназначены для боковин и каждая из которых проходит между указанным множеством секторов и одной из опор для бортов.
Указанное множество секторов, будучи полным, предпочтительно образует стенку для протектора, геометрическая форма которой представляет собой копию геометрической формы протекторного браслета отформованной и вулканизированной шины.
Указанная стенка для протектора предпочтительно является асимметричной в аксиальном направлении относительно средней плоскости пресс-формы, при этом средняя плоскость пресс-формы равноудалена в аксиальном направлении от наружных в аксиальном направлении краев опор для бортов.
Заявитель полагает, что перемещение протекторного браслета и бортов друг относительно друга, обеспеченное во время формования и вулканизации, создает возможность получения в готовой шине несовпадения между средней окружной линией протекторного браслета и средней плоскостью “PW” колеса.
Заявитель также полагает, что несовпадение между средней окружной линией протекторного браслета и средней плоскостью “PW” колеса позволяет установить колесо на автомобиле с углом развала колеса, предпочтительно по существу равным нулю, обеспечивая:
при движении по кривой эффект, эквивалентный наличию некоторого угла развала колес;
при движении по прямой линии то, что изменение длины отпечатка (измеренной в направлении движения транспортного средства вперед) вдоль аксиального направления (ортогонального к направлению движения транспортного средства вперед) более ограничено, и распределение давлений в результате получается более равномерным, чем распределение давлений в шине с симметричным профилем в радиальном сечении, установленной при ненулевом угле развала колеса, оптимальном по отношению к данной модели транспортного средства.
По мнению Заявителя, заданное несовпадение между средней окружной линией протекторного браслета и средней плоскостью колеса предпочтительно достижимо даже в том случае, если невулканизированная шина собрана в соответствии со структурой и/или конфигурацией, которая является идеально симметричной. Следовательно, шины с асимметричным профилем в радиальном сечении в соответствии с настоящим изобретением предпочтительно могут быть получены при отсутствии необходимости в предварительном размещении определенных средств во время сборки невулканизированной шины.
Таким образом, получение асимметрии профиля в радиальном сечении шины не требует установки определенного дополнительного оборудования вдоль линий сборки шины, что способствует упрощению технологических процессов и технологической гибкости установок. Также устраняется необходимость во введении дополнительных и/или модифицированных компонентов в конструкцию шины.
Настоящее изобретение, по меньшей мере, в одном из вышеуказанных аспектов также может иметь один или более из предпочтительных признаков, которые описаны ниже.
Может быть предусмотрено введение невулканизированной шины в формообразующую полость, при этом невулканизированная шина перед ее введением в формообразующую полость предпочтительно является симметричной относительно ее собственной средней плоскости, ортогональной к оси вращения шины.
Может быть предусмотрено закрытие невулканизированной шины в формообразующей полости, при этом указанная невулканизированная шина, закрытая в формообразующей полости, является симметричной относительно ее собственной средней плоскости, ортогональной к оси вращения шины.
Следовательно, существует возможность использования обычных сборочных линий и технологических процессов при отсутствии необходимости в изменении процессов изготовления любого полуфабриката. Это обстоятельство также приводит к повышенной производственной гибкости установок. Действительно, одна и та же сборочная линия может быть использована для изготовления симметричных и асимметричных шин.
Предпочтительно во время вулканизации протекторный браслет, перемещенный в аксиальном направлении относительно бортов, удерживают в соответствии с положением, асимметричным в аксиальном направлении относительно средней плоскости шины.
Удерживание протекторного браслета вместе с брекерным конструктивным элементом, возможно соединенным с ним, и с нижерасположенным(-и) слоем/слоями каркаса во время всей вулканизационной обработки или достаточной части ее обеспечивает стойкую стабилизацию структуры шины с заданной асимметричной конфигурацией.
В частности, во время вулканизации обеспечивают перемещение средней окружной линии протекторного браслета в аксиальном направлении на заданное расстояние относительно средней плоскости шины.
Перемещение протекторного браслета предпочтительно обеспечивают, например, одновременно с закрытием невулканизированной шины внутри формообразующей полости.
Следовательно, шине, закрытой в формообразующей полости, может быть уже точно придана заданная асимметричная форма, которая будет зафиксирована после последующей вулканизационной обработки.
Шину предпочтительно подвергают вулканизации в формообразующей полости, имеющей множество секторов, оказывающих воздействие на протекторный браслет, две опоры для бортов, оказывающие воздействие на борта шины, и две плиты, которые предназначены для боковин и каждая из которых проходит между указанным множеством секторов и одной из опор для бортов.
Следовательно, изобретение может быть реализовано без введения всесторонних модификаций оборудования, обычно используемого для формования и вулканизации обычных шин.
Указанное множество секторов предпочтительно удерживают на расстоянии от протекторного браслета во время перемещения протекторного браслета относительно бортов.
Следовательно, устраняется риск того, что протекторный браслет войдет в механическое взаимодействие с секторами и будет удерживаться ими во время перемещения относительно бортов.
Перемещение протекторного браслета относительно бортов предпочтительно выполняют при отсутствии механических взаимодействий между указанным множеством секторов и протекторным браслетом.
Таким образом, предотвращаются неблагоприятные деформации конструкции шины, поскольку они являются нежелательными и трудно поддаются контролю.
Может быть предусмотрена фиксация положения протекторного браслета внутри пресс-формы во время перемещения протекторного браслета относительно бортов.
Указанную фиксацию предпочтительно выполняют посредством зажимающего воздействия, оказываемого множеством секторов на протекторный браслет.
Невулканизированную шину предпочтительно закрывают в формообразующей полости посредством:
приближения опор для бортов в аксиальном направлении к соответствующим бортам шины;
центростремительного сближения, по меньшей мере, части указанного множества секторов для ввода в контакт с протекторным браслетом шины.
Перемещение протекторного браслета относительно бортов предпочтительно выполняют одновременно с приближением опор для бортов в аксиальном направлении.
Невулканизированную шину предпочтительно закрывают в формообразующей полости посредством:
приближения плит для боковин в аксиальном направлении к соответствующим боковинам шины;
центростремительного сближения, по меньшей мере, части указанного множества секторов для ввода в контакт с протекторным браслетом шины.
Перемещение протекторного браслета относительно бортов предпочтительно выполняют одновременно с приближением плит для боковин в аксиальном направлении.
Перемещение протекторного браслета предпочтительно, по меньшей мере частично, выполняют одновременно с поджимом невулканизированной шины к внутренним поверхностям формообразующей полости.
Таким образом, асимметрия шины может быть достигнута или увеличена до завершения вулканизационной обработки. Кроме того, данное, по меньшей мере частичное, обеспечение перемещения за счет использования поджимающего воздействия позволяет в случае необходимости создать или усилить желательные эффекты растяжения в некоторых компонентах шины для достижения детерминированных характеристик поведения.
Предпочтительно, если каждая опора для борта предпочтительно имеет поверхность, внутреннюю в радиальном направлении, и поверхность, наружную в аксиальном направлении, соответственно сходящиеся по направлению к наружному в аксиальном направлении краю опоры для борта.
Указанное множество секторов, будучи полным, предпочтительно образует стенку для протектора, геометрическая форма которой представляет собой копию геометрической формы протекторного браслета вулканизированной шины.
Указанная стенка для протектора предпочтительно является асимметричной в аксиальном направлении относительно средней плоскости формообразующей полости, при этом средняя плоскость формообразующей полости равноудалена в аксиальном направлении от наружных в аксиальном направлении краев опор для бортов.
Указанная стенка для протектора предпочтительно имеет среднюю окружную линию, которая смещена в аксиальном направлении на заданное расстояние относительно средней плоскости формообразующей полости, при этом средняя плоскость формообразующей полости равноудалена в аксиальном направлении от наружных в аксиальном направлении краев опор для бортов.
Указанная стенка для протектора предпочтительно имеет среднюю окружную линию, которая смещена в аксиальном направлении на заданное расстояние относительно средней плоскости формообразующей полости, при этом средняя плоскость формообразующей полости равноудалена в аксиальном направлении от внутренних в радиальном направлении краев плит для боковин.
Определяемые в аксиальном направлении, концевые части указанной стенки для протектора предпочтительно равноудалены в радиальном направлении от геометрической оси формообразующей полости.
Следовательно, обеспечивается бóльшая равномерность распределения контактных давлений на грунт, что является благоприятным для эксплуатационных характеристик и равномерности износа шины в режиме эксплуатации.
Предпочтительно предусмотрены нижеуказанные:
устройства для обеспечения аксиального перемещения, предназначенные для размещения указанных опор для бортов рядом друг с другом в аксиальном направлении;
устройства для обеспечения радиального перемещения, предназначенные для центростремительного перемещения, по меньшей мере, части указанного множества секторов.
Устройства для обеспечения радиального перемещения предпочтительно выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов после того, как устройства для обеспечения аксиального перемещения осуществят размещение указанных опор для бортов рядом друг с другом в аксиальном направлении.
Устройства для обеспечения радиального перемещения предпочтительно выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов до того, как устройства для обеспечения аксиального перемещения завершат размещение указанных опор для бортов рядом друг с другом в аксиальном направлении.
Предпочтительно предусмотрены нижеуказанные:
устройства для обеспечения аксиального перемещения, предназначенные для размещения двух плит для боковин рядом друг с другом в аксиальном направлении;
устройства для обеспечения радиального перемещения, предназначенные для центростремительного перемещения, по меньшей мере, части указанного множества секторов.
Устройства для обеспечения радиального перемещения предпочтительно выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов после того, как устройства для обеспечения аксиального перемещения осуществят размещение плит для боковин рядом друг с другом в аксиальном направлении.
Устройства для обеспечения радиального перемещения предпочтительно выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов до того, как устройства для обеспечения аксиального перемещения завершат размещение плит для боковин рядом друг с другом в аксиальном направлении.
Каждая опора для борта предпочтительно имеет поверхность, внутреннюю в радиальном направлении, и поверхность, наружную в аксиальном направлении, соответственно сходящиеся по направлению к наружному в аксиальном направлении краю опоры для борта.
Указанная стенка для протектора предпочтительно имеет среднюю окружную линию, равноудаленную в аксиальном направлении от краев указанной стенки для протектора, противоположных в аксиальном направлении, и смещенную в аксиальном направлении на заданное расстояние относительно средней плоскости пресс-формы, при этом средняя плоскость пресс-формы равноудалена в аксиальном направлении от наружных в аксиальном направлении краев опор для бортов.
Определяемые в аксиальном направлении, концевые части указанной стенки для протектора предпочтительно равноудалены в радиальном направлении от оси вращения шины.
Дополнительные характеристики и преимущества станут более ясными из подробного описания предпочтительного, но не единственного варианта осуществления способа и вулканизационной пресс-формы для изготовления шин для колес автотранспортных средств в соответствии с настоящим изобретением.
Такое описание будет приведено ниже со ссылкой на комплект чертежей, представленных только в целях иллюстрации, а не в целях ограничения, и на которых:
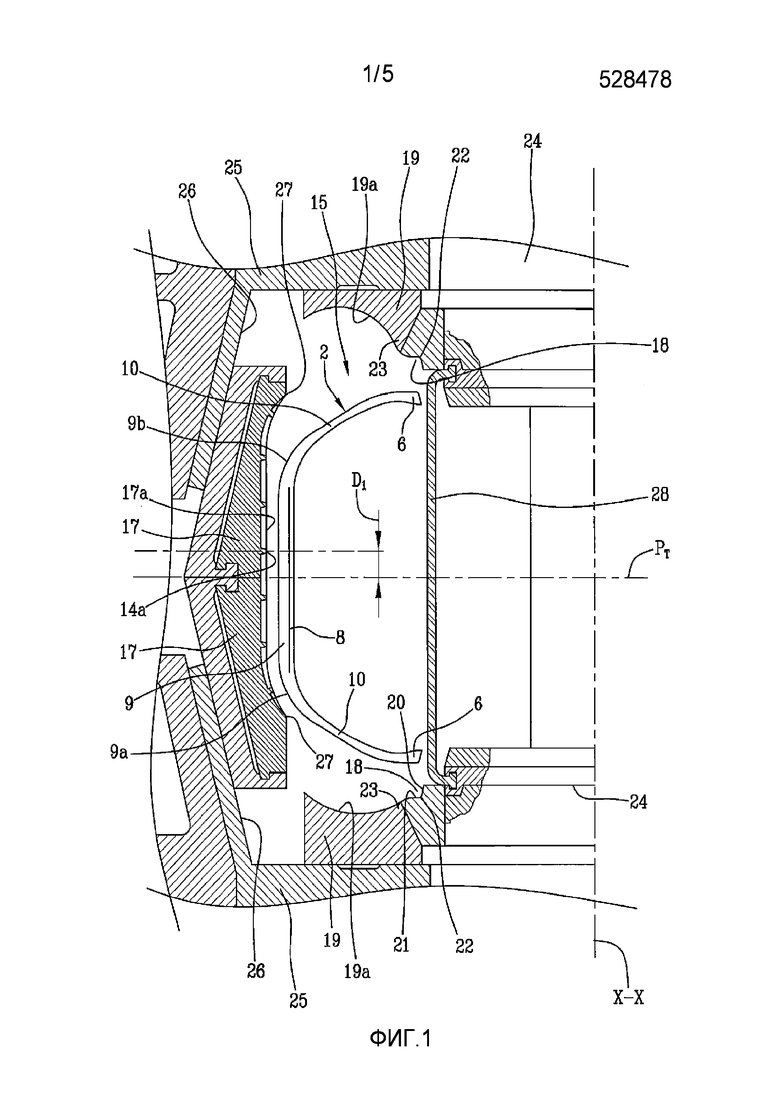
фиг. 1 показывает в частичном радиальном сечении собранную невулканизированную шину, вставленную в вулканизационную пресс-форму, предварительно размещенную в открытом положении, в соответствии с настоящим изобретением;
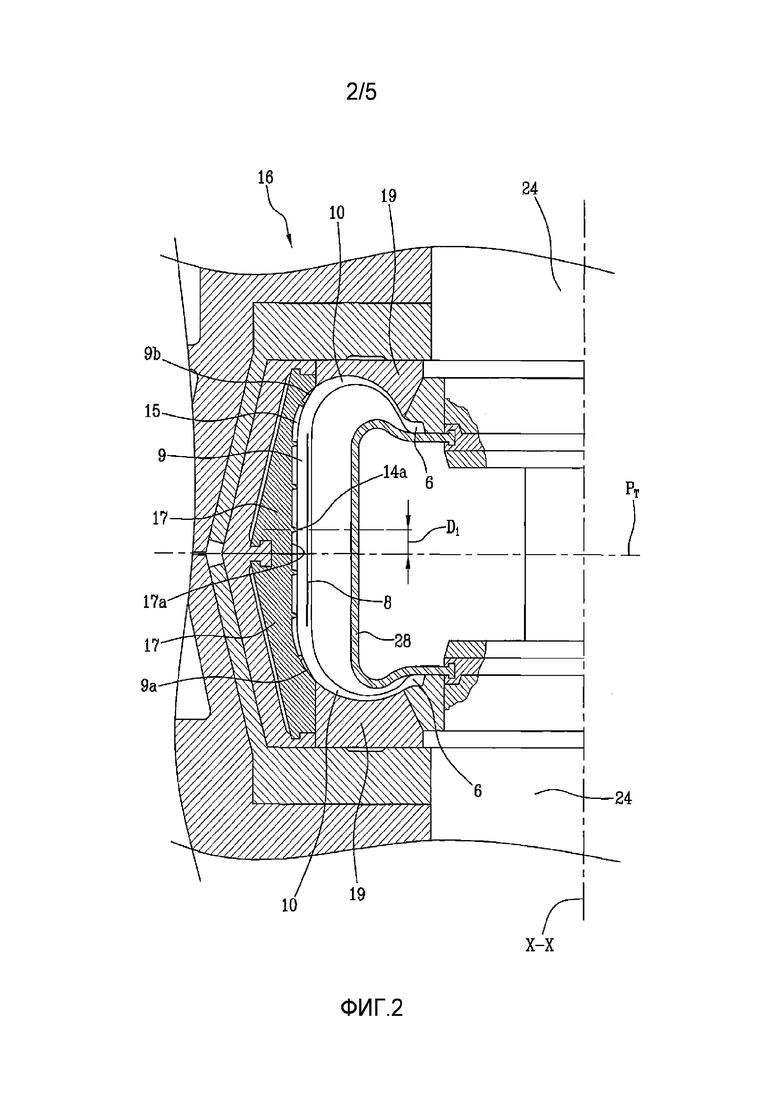
фиг. 2 показывает шину по фиг. 1 при закрытом состоянии пресс-формы;
фиг. 3 показывает шину во время поджима невулканизированной шины, закрытой в пресс-форме;
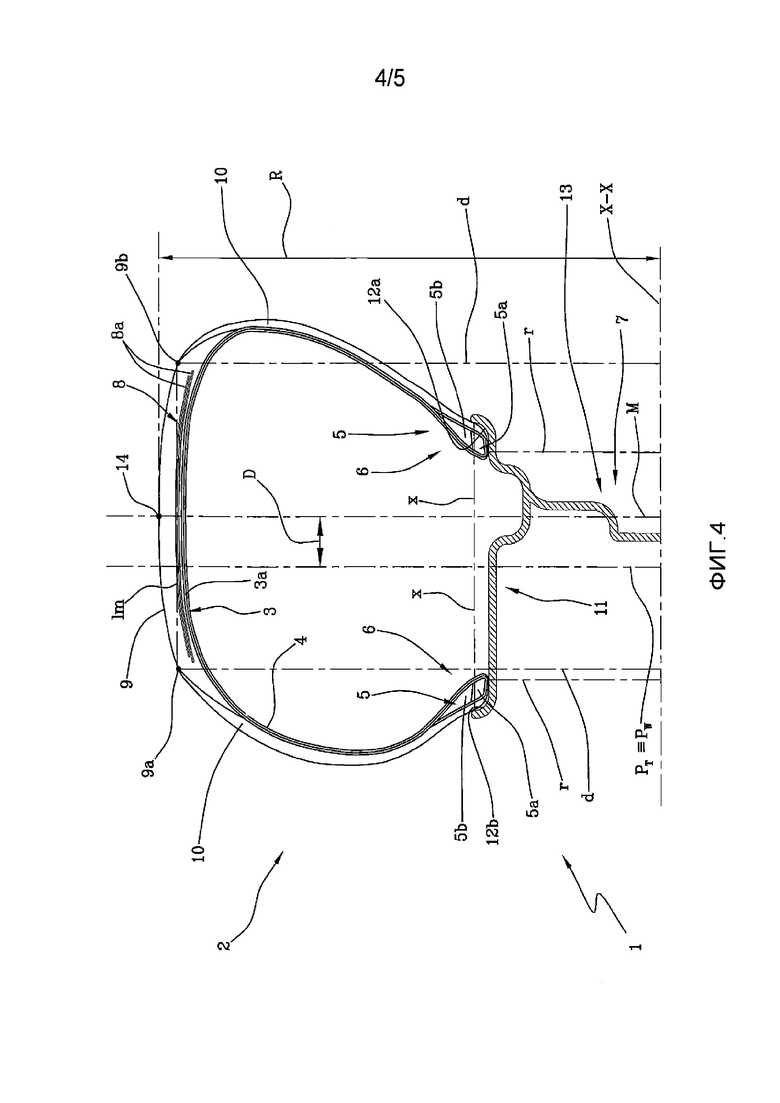
фиг. 4 показывает частичное радиальное сечение колеса для автотранспортных средств, полученного в соответствии с настоящим изобретением;
фиг. 5 и 6 схематически показывают автотранспортное средство, снабженное колесом по фиг. 4, в соответствующих условиях эксплуатации и с отпечатками на грунте.
В частности, на фиг. 4-6 ссылочная позиция 1 обозначает в целом колесо для автотранспортных средств, содержащее шину 2.
Шина 2 имеет каркасный конструктивный элемент 3, который содержит, по меньшей мере, один слой 3а каркаса, предпочтительно покрытый внутри слоем непроницаемого эластомерного материала или так называемым внутренним герметизирующим слоем 4. Два удерживающих кольцевых конструктивных элемента 5, - каждый из которых содержит усилительную кольцевую вставку или так называемый сердечник 5а борта, который предпочтительно несет эластомерный наполнительный шнур 5b, расположенный в радиальном направлении снаружи относительно самого сердечника борта, - введены в контактное взаимодействие с соответствующими концевыми клапанами слоя/слоев 3а каркаса. Наполнительный шнур 5b имеет вершину, наружную в радиальном направлении, и сужается по мере удаления от сердечника 5а борта. Удерживающие кольцевые конструктивные элементы 5 составляют одно целое вблизи зон, обычно называемых «бортами» 6, в которых обычно возникает контактное взаимодействие между шиной 2 и соответствующим монтажным ободом 7 в соответствии с посадочным диаметром, определяемым величиной внутреннего диаметра удерживающих кольцевых конструктивных элементов 5. Каждый борт 6 проходит от одного края шины, внутреннего в радиальном направлении, до вершины наполнительного шнура 5b, наружной в радиальном направлении.
Коронный конструктивный элемент 8, обычно содержащий один или несколько слоев 8а брекера, наложен по окружности вокруг слоя/слоев 3а каркаса, и протекторный браслет 9 наложен по окружности на слои 8а брекера. Две боковины 10, каждая из которых проходит от соответствующего борта 6 до соответствующего бокового края протекторного браслета 9, наложены в местах, противоположных в боковом направлении, на слой/слои 3а каркаса.
Обод 7, известный сам по себе, имеет по существу цилиндрический элемент 11, выполненный с пазом, наружным в радиальном направлении, в котором размещается шина 2. По существу цилиндрический элемент 11 определяет границы посадочного места 12а, наружного в аксиальном направлении, - то есть направленного наружу по отношению к автотранспортному средству, когда обод установлен на указанном автотранспортном средстве, - и посадочного места 12b, внутреннего в аксиальном направлении, - то есть направленного к стороне автотранспортного средства, когда обод установлен на указанном автотранспортном средстве, - образованных посредством соответствующих кольцевых пазов, которые являются наружными в радиальном направлении и симметричными относительно средней плоскости “РW”, ортогональной к оси “X-X” вращения колеса 1 (в данном случае по существу совпадающей с осью вращения шины 2 и указанной таким же образом). Каждое из посадочного места 12а, наружного в аксиальном направлении, и посадочного места 12b, внутреннего в аксиальном направлении, выполнено с возможностью приема соответствующего борта 6 шины 2.
Обод 7 также содержит элемент 13, который является внутренним в радиальном направлении по отношению к по существу цилиндрическому элементу 11 и в котором предусмотрены устройства (непроиллюстрированные и образованные, например, отверстиями и соответствующими болтами), предназначенные для присоединения колеса 1 к ступице. В проиллюстрированном варианте осуществления элемент 13, внутренний в радиальном направлении, не выровнен относительно средней плоскости “РW” и смещен по направлению к наружному в аксиальном направлении, посадочному месту 12а обода 7 так, чтобы образовать необходимое пространство внутри по существу цилиндрического элемента 11 для размещения ступицы и тормозных устройств (например, тормозных дисков и суппортов).
Геометрические характеристики обода 7, в частности, относящиеся к элементу 13, внутреннему в радиальном направлении и выполненному с возможностью приема ступицы, таковы, чтобы сделать однозначно идентифицируемыми два посадочных места: посадочное место 12а, наружное в аксиальном направлении, и посадочное место 12b, внутреннее в аксиальном направлении.
Расстояние “r” по радиусу от каждого из двух посадочных мест, наружного/внутреннего в аксиальном направлении, обозначенных соответственно 12а, 12b, до оси “X-X” вращения, которое измерено вдоль диаметра обода 7, является одинаковым. Расстояние “x” в аксиальном направлении, измеренное параллельно оси “X-X” вращения, от каждого из двух посадочных мест, наружного/внутреннего в аксиальном направлении, обозначенных соответственно 12а, 12b, до средней плоскости “РW” является одинаковым.
Два борта 6 шины 2, каждый из которых установлен в соответствующем посадочном месте 12а, 12b, наружном/внутреннем в аксиальном направлении, также являются симметричными относительно средней плоскости “РW” (или “РT”). Расстояние “r” по радиусу от каждого из двух бортов 6 до оси “X-X” вращения, измеренное вдоль диаметра обода 7, является одинаковым. Расстояние “x” в аксиальном направлении, измеренное параллельно оси “X-X” вращения, от каждого из двух бортов 6 до средней плоскости “РW” (или “РT”) является одинаковым.
Когда шина 2 не установлена на ободе и когда она установлена на ободе, накачана до рабочего давления, но не подвергается воздействию внешних усилий, создающих напряжения, указанная шина 2 имеет несимметричную геометрию в радиальном сечении (фиг. 4).
В частности, - за исключением бортов 6 - каркасный конструктивный элемент 3, брекерный конструктивный элемент 8, протекторный браслет 9 и боковины 10 шины 2 являются асимметричными относительно средней плоскости “РW” (или “РT”). Протекторный браслет 9 сдвинут относительно симметричной обычной шины вдоль аксиального направления по направлению к наружному в аксиальном направлении, посадочному месту 12а обода 7.
В радиальном сечении (фиг. 4) два конца 9а и 9b протекторного браслета 9, противоположные в аксиальном направлении, расположены на одном и том же расстоянии “d” по радиусу, измеряемом вдоль диаметра колеса 1, от оси “X-X” вращения. Другими словами, средняя линия “lm” протекторного браслета 9 параллельна указанной оси “X-X” вращения.
Протекторный браслет 9 имеет среднюю окружную линию 14 (образованную точками, равноудаленными от двух противоположных концов 9а и 9b, определяемых в аксиальном направлении), смещенную на заданное расстояние “D” относительно средней плоскости “РW” (или “РT”). Как видно на фиг. 4, в проиллюстрированном варианте осуществления протекторный браслет 9 также является симметричным относительно плоскости “M” симметрии. Другими словами, средняя окружная линия 14 лежит в плоскости “M” симметрии, которая ортогональна к оси “X-X” вращения и смещена на заданное расстояние “D” относительно средней плоскости “РW” (или “РT”).
Колесо 1 установлено на автомобиле “C” с заданным углом развала колес и с его средней окружной линией 14 (или плоскостью “M” симметрии), смещенной относительно средней плоскости “РW” (или “РT”) по направлению к наружной стороне самогó автомобиля “C”.
Указанный угол развала колес предпочтительно является по существу нулевым.
При транспортном средстве, остановленном во время движения по прямой линии (фиг. 5), даже в том случае, если шина 2 подвергается воздействию центробежных сил, которые вызывают увеличение ее диаметра, и сил взаимодействия с грунтом, протекторный браслет 9 сохраняет свое смещение относительно средней плоскости “РW” (или “РT”) также в части, находящейся непосредственно на грунте; это обусловлено смещением средней окружной линии относительно средней плоскости “РW” (или “РT”), в которой действует вертикальная сила, передаваемая ступицей. В таком рабочем состоянии отпечаток “d1” также не выровнен относительно линии пересечения между грунтом и средней плоскостью “РW” (или “РT”), в которой лежит вертикальная сила “F1”, которая передается от ступицы. Вследствие подобной асимметрии длина “g1” отпечатка “d1” на грунте немного больше по направлению к внутренней боковине шины 2 (по направлению к автомобилю “C”), чем по направлению к наружной боковине. Подобная асимметрия в любом случае меньше асимметрии отпечатка колеса с отрицательным углом развала колес, оптимальным для соответствующей шины с симметричным поперечным сечением. Подобная асимметрия меньше, поскольку в ней отсутствует «вклад», обусловленный (в шинах с симметричным профилем при отрицательном угле развала колес) бóльшим смятием внутренней боковины (расположенной со стороны автотранспортного средства) относительно наружной боковины вследствие угла наклона (равного углу развала колес) средней линии протекторного браслета относительно грунта.
Когда автомобиль следует по кривой (фиг. 6), каждая шина, которая является внешней по отношению к кривой (на которую не действует бóльшая часть центростремительной силы, действующей на данную ось автомобиля), деформируется, и отпечаток приобретает конфигурацию, которая обеспечивает уменьшение исходной характеристики асимметрии (относительно средней плоскости PW) при движении по прямой линии при ненулевом угле развала колес.
В частности, сила “F2”, которая проходит от ступицы к колесу 1, стремится сместить обод 7 в направлении наружу, в то время как часть шины 2, которая сцепляется с грунтом, остается сцепленной с ним. Из этого следует, что шина 2 деформируется в части, непосредственно размещенной на грунте, и в частях, непосредственно примыкающих к ней. В части протекторного браслета 9, находящейся в контакте с грунтом, уменьшается или устраняется ее смещение относительно средней плоскости “РW” (или “РT”) (плоскость “M” симметрии и средняя плоскость “РW” (или “РT”) приближаются друг к другу до тех пор, пока они не окажутся возможно наложенными друг на друга), в то время как в диаметрально противоположной части протекторного браслета 9 сохраняется вышеупомянутое заданное расстояние “D”. Вследствие подобной деформации длина “g2” отпечатка “d2” является по существу постоянной вдоль всей протяженности самого отпечатка “d2” в аксиальном направлении.
В соответствии с настоящим изобретением способ получения шины, соответствующей той, которая описана выше, предусматривает сборку невулканизированной шины 2, имеющей симметричный профиль в радиальном сечении, с протекторным браслетом 9, расположенным в радиальном направлении снаружи, двумя бортами 6, расположенными в радиальном направлении внутри, и двумя боковинами 10, каждая из которых проходит от одного края протекторного браслета 9 до одного из бортов 6. Сборка невулканизированной шины 2 может быть выполнена любым способом, даже известным сам по себе и обычным, и, следовательно, она не описана подробно в данном документе.
Собранную невулканизированную шину 2 вставляют в формообразующую полость 15 вулканизационной пресс-формы 16, проиллюстрированной на фиг. 1-3, для подвергания ее формованию и вулканизационной обработке. Формообразующая полость 15 имеет множество секторов 17, выполненных с конфигурацией, обеспечивающей возможность оказания воздействия на протекторный браслет 9 шины 2, две опоры 18 для бортов, выполненные с конфигурацией, обеспечивающей возможность оказания воздействия на борта 6, и две плиты 19, которые предназначены для боковин и каждая из которых проходит между указанным множеством секторов 17 и одной из опор 18 для бортов, при этом плиты 19 для боковин предназначены для оказания воздействия на боковины 10 шины 2.
Каждая из опор 18 для бортов имеет поверхность 20, внутреннюю в радиальном направлении, и поверхность 21, наружную в аксиальном направлении, соответственно сходящиеся по направлению к наружному в аксиальном направлении краю 22 опоры 18 для борта. В проиллюстрированном примере каждая из опор 18 для бортов образована кольцевым элементом, выполненным с возможностью функционального соединения с одной из плит 19 для боковин, например, рядом с краем 23 последней, внутренним в радиальном направлении. В возможном модифицированном варианте осуществления опоры 18 для бортов могут быть образованы непосредственно за одно целое с плитами 19 для боковин.
Множество секторов 17, будучи полным, образует стенку 17а для протектора, геометрическая форма которой представляет собой копию - в негативе - геометрической формы протекторного браслета 9 вулканизированной шины.
Плиты 19а для боковин образуют соответствующие стенки 19а, которые предназначены для боковин и которые при замкнутой пресс-форме проходят от соответствующих краев 27 стенки 17а для протектора, противоположных в аксиальном направлении, до соответствующих опор 18 для бортов.
Пресс-форма 16 также содержит устройства для обеспечения аксиального перемещения, например, представленные двумя стойками 24, из которых, по меньшей мере, одна выполнена с возможностью перемещения в аксиальном направлении относительно другой для размещения опор 18 для бортов и/или плит 19 для боковин рядом друг с другом в аксиальном направлении, при этом опоры 18 для бортов и/или плиты 19 для боковин соответственно прикреплены к стойкам 24.
Устройства для обеспечения радиального перемещения обеспечивают центростремительное перемещение множества секторов 17 или, по меньшей мере, части их. Например, устройства для обеспечения перемещения могут содержать две полуоболочки 25, соответственно удерживаемые стойками 24 и имеющие внутри наклонные направляющие поверхности 26, взаимодействующие с секторами 17 для обеспечения их детерминированного радиального перемещения для их приближения друг к другу или удаления друг от друга одновременно с движением стоек 24, вызывающим приближение друг к другу и удаление друг от друга в аксиальном направлении.
В дополнительном варианте осуществления, не проиллюстрированном, поскольку он также может быть получен известным способом, устройства для обеспечения радиального перемещения могут быть выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов 17 после того, как устройства для обеспечения аксиального перемещения осуществят размещение опор 18 для бортов и/или плит 19 для боковин рядом друг с другом в аксиальном направлении.
Перемещение опор 18 для бортов, плит 19 для боковин и/или секторов 17 происходит между открытым состоянием, в котором стойки 24 и компоненты, переносимые ими, раздвинуты/удалены друг от друга для обеспечения возможности вставки невулканизированной шины 2 и извлечения отформованной и вулканизированной шины 2, и закрытым состоянием, в котором секторы 17, плиты 19 для боковин и опоры 18 для бортов ограничивают контуры формообразующей полости 15, как на фиг. 2 и 3.
Фиг. 1 показывает промежуточное состояние, в котором стойки 24 были частично сближены до тех пор, пока не было обеспечено определенное взаимное сопряжение секторов 17, соответственно «переносимых» одной полуоболочкой 25 и другой.
Как ясно проиллюстрировано на фиг. 1, собранная невулканизированная шина 2 перед достижением закрытого состояния и в любом случае перед вставкой в формообразующую полость 15 является симметричной относительно ее средней плоскости “РT”.
В частности, борта 6, каркасный конструктивный элемент 3, брекерный конструктивный элемент 8, протекторный браслет 9 и боковины 10 невулканизированной шины 2 являются симметричными относительно средней плоскости “РT”.
В радиальном сечении (фиг. 1) два противоположных конца 9а и 9b протекторного браслета 9, определяемых в аксиальном направлении, имеют одно и то же расстояние в аксиальном направлении от средней плоскости “РT”. Противоположные концы 9а и 9b протекторного браслета 9, определяемые в аксиальном направлении, также имеют одинаковое расстояние “d” по радиусу, измеренное в радиальном направлении от оси “X-X” вращения. Другими словами, средняя линия “lm” протекторного браслета 9 параллельна указанной оси “X-X” вращения.
Средняя окружная линия 14 протекторного браслета 9 совпадает со средней плоскостью “РT”, относительно которой весь протекторный браслет 9 является симметричным.
В соответствии с настоящим изобретением во время формования и вулканизационной обработки шины 2 в формообразующей полости 15 обеспечивают перемещение протекторного браслета 9 относительно бортов 6 вдоль направления, параллельного оси вращения шины 2, так, чтобы отформованная и вулканизированная шина имела асимметричный профиль в радиальном сечении, как описано ранее.
Для этого предпочтительно предусмотрено то, что стенка 17а для протектора, образованная полным множеством секторов 17, является асимметричной в аксиальном направлении относительно средней плоскости пресс-формы 16, при этом средняя плоскость пресс-формы 16 равноудалена в аксиальном направлении от наружных в аксиальном направлении краев 22 опор 18 для бортов и/или от внутренних в радиальном направлении краев 23 плит 19 для боковин и, следовательно, совпадает со средней плоскостью “PT” шины 2, закрытой в самóй пресс-форме.
В частности, стенка 17а для протектора имеет среднюю окружную линию 14а, равноудаленную в аксиальном направлении от противоположных в аксиальном направлении краев 27 указанного полного множества секторов 17, смещенную в аксиальном направлении на заданное расстояние “D1” смещения относительно средней плоскости пресс-формы 16. Подобное расстояние “D1” смещения может быть равным заданному расстоянию “D” или может отличаться от заданного расстояния “D”, например, может быть больше заданного расстояния “D”, определяемого на вулканизированной шине 2, установленной на ободе 7 в рабочем состоянии.
Определяемые в аксиальном направлении, концевые части полного множества секторов 17, несущие вышеуказанные края 27, противоположные в аксиальном направлении, равноудалены в радиальном направлении от геометрической оси формообразующей полости 15, при этом геометрическая ось формообразующей полости 15 предпочтительно совпадает с осью Х-Х вращения шины 2, закрытой в самóй формообразующей полости. Положение определяемых в аксиальном направлении, концевых частей совпадает с положением двух противоположных концов 9а и 9b протекторного браслета 9, определяемых в аксиальном направлении, в вулканизированной шине 2 и/или определяет ориентацию вышеуказанной средней линии “lm” в рабочем состоянии.
Перемещение протекторного браслета 9 относительно бортов 6 может быть частично или полностью обеспечено одновременно с закрытием невулканизированной шины 2 внутри формообразующей полости 15.
В частности, во время взаимного сближения стоек 24 и полуоболочек 25 может быть предусмотрено то, что плиты 19 для боковин и/или опоры 18 для бортов будут входить в контакт с боковинами 10 и/или бортами 6 шины 2. Следовательно, в шине 2 создается аксиальная деформация в части, находящейся между бортами 6 и соответствующими противоположными концами 9а, 9b протекторного браслета 9, определяемыми в аксиальном направлении, при этом данная аксиальная деформация такова, что она определяет аксиальное перемещение протекторного браслета 9 относительно бортов 6 одновременно с взаимным сближением плит 19 для боковин и/или опор 18 для бортов в аксиальном направлении.
Во время подобного деформирования секторы 17 могут оставаться удаленными от поверхностей протекторного браслета 9, так что перемещение протекторного браслета 9 относительно бортов 6 выполняется при отсутствии механических взаимодействий между множеством самих секторов 17 и самим протекторным браслетом 9.
Во время сближения плит 19 для боковин и/или опор 18 для бортов в любом случае может осуществляться постепенное центростремительное приближение секторов 17 до тех пор, пока они не войдут в контакт с протекторным браслетом 9 при завершении замыкания пресс-формы 16.
Конфигурация пресс-формы 16, например, полученная путем выполнения соответствующего наклона направляющих поверхностей 26, тем не менее, может быть пригодной для обеспечения определенного контакта между секторами 17 и протекторным браслетом 9 до начала или завершения перемещения протекторного браслета 9 и/или до завершения замыкания пресс-формы 16. В этой ситуации секторы 17 приспособлены для выполнения поджима протекторного браслета 9, что обеспечивает фиксацию его положения внутри пресс-формы 16 во время деформирования в боковом направлении, которое определяет перемещение протекторного браслета 9 относительно бортов 6.
Как только замыкание пресс-формы 16 будет завершено, выполняют вулканизацию шины 2 одновременно с ее поджимом к внутренним поверхностям формообразующей полости 15. Например, для подобной цели может быть предусмотрено использование расширяемой камеры 28 внутри шины 2, при этом в расширяемую камеру 28 вводят пар или другую текучую среду под давлением для выполнения детерминированного поджима и подвода тепла.
Действие расширяемой камеры 28 может обеспечить увеличение или в возможном модифицированном варианте осуществления изобретения задание перемещения протекторного браслета 9 относительно бортов 6 одновременно с поджимом.
В возможном модифицированном варианте осуществления изобретения перемещение протекторного браслета 9 относительно бортов 6 может быть обеспечено главным образом или исключительно одновременно с поджимом, а не вследствие замыкания пресс-формы 16.
Во время вулканизации или, по меньшей мере, ее части протекторный браслет 9, перемещенный в аксиальном направлении относительно бортов 6, удерживают в соответствии с положением, асимметричным в аксиальном направлении относительно средней плоскости “PT” шины 2, при его средней окружной линии 14, смещенной в аксиальном направлении в соответствии с заданным расстоянием “D1” смещения относительно средней плоскости формообразующей полости 15 и шины 2.
Образование поперечных межмолекулярных связей, вызываемое в эластомерном материале вследствие вулканизации, обеспечивает стойкую стабилизацию структуры шины 2 в соответствии с заданной асимметричной конфигурацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2637071C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЗОНЫ ОТПЕЧАТКА ШИНЫ И ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2641564C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2375186C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2814919C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| РАСШИРЯЮЩИЙСЯ ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАСНПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2709340C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| СПОСОБ, ЛИНИЯ ВУЛКАНИЗАЦИИ, УСТРОЙСТВО ОБРАБОТКИ ДАННЫХ И СООТВЕТСТВУЮЩИЙ ЭЛЕКТРОННЫЙ БЛОК ДЛЯ УПРАВЛЕНИЯ ВУЛКАНИЗАЦИОННЫМИ УСТРОЙСТВАМИ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2017 |
|
RU2752344C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2374070C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕКТРОПРОВОДНОСТИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2789649C2 |


Изобретение относится к способу изготовления шин для колес транспортных средств. Техническим результатом является поддержание высокой технологической гибкости и высокой производительности на существующих установках, а также повышение стойкости стабилизации структуры шины в соответствии с асимметричной конфигурацией. Технический результат достигается способом изготовления шин для колес транспортных средств, который включает сборку невулканизированной шины, имеющей симметричный профиль в радиальном сечении, имеющей наружный в радиальном направлении протекторный браслет, два внутренних в радиальном направлении борта и две боковины, каждая из которых проходит от одного края протекторного браслета до одного из бортов. Затем осуществляют формование и вулканизацию невулканизированной шины, во время формования и вулканизации обеспечение перемещения протекторного браслета относительно бортов вдоль направления, параллельного оси вращения шины. При этом во время вулканизации протекторный браслет, перемещенный в аксиальном направлении относительно бортов, удерживают в соответствии с положением, асимметричным в аксиальном направлении относительно средней плоскости шины, таким образом, чтобы получить отформованную и вулканизированную шину, имеющую асимметричный профиль в радиальном сечении. 2 н. и 28 з.п. ф-лы, 6 ил.
1. Способ изготовления шин для колес транспортных средств, включающий:
сборку невулканизированной шины (2), имеющей симметричный профиль в радиальном сечении, имеющей наружный в радиальном направлении протекторный браслет (9), два внутренних в радиальном направлении борта (6) и две боковины (10), каждая из которых проходит от одного края протекторного браслета (9) до одного из бортов (6);
формование и вулканизацию невулканизированной шины (2);
во время формования и вулканизации обеспечение перемещения протекторного браслета (9) относительно бортов (6) вдоль направления, параллельного оси вращения шины (2), при этом во время вулканизации протекторный браслет (9), перемещенный в аксиальном направлении относительно бортов (6), удерживают в соответствии с положением, асимметричным в аксиальном направлении относительно средней плоскости (РТ) шины (2), таким образом, чтобы получить отформованную и вулканизированную шину (2), имеющую асимметричный профиль в радиальном сечении.
2. Способ по п. 1, также включающий введение невулканизированной шины (2) в формообразующую полость (15), при этом невулканизированная шина (2) перед ее введением в формообразующую полость (15) является симметричной относительно ее собственной средней плоскости, ортогональной к оси вращения шины (2).
3. Способ по п. 1, также включающий закрытие невулканизированной шины (2) в формообразующей полости (15), при этом невулканизированная шина (2), закрытая в формообразующей полости (15), является симметричной относительно ее собственной средней плоскости, ортогональной к оси вращения шины (2).
4. Способ по любому из пп.1-3, при котором во время вулканизации обеспечивают перемещение средней окружной линии (14) протекторного браслета (9) в аксиальном направлении на заданное расстояние относительно средней плоскости (РТ) шины (2).
5. Способ по любому из пп.1-3, при котором перемещение протекторного браслета (9) обеспечивают одновременно с закрытием невулканизированной шины (2) внутри формообразующей полости (15).
6. Способ по любому из пп.1-3, при котором шину (2) подвергают вулканизации в формообразующей полости (15), имеющей множество секторов (17), оказывающих воздействие на протекторный браслет (9), две опоры (18) для бортов, оказывающие воздействие на борта (6) шины (2), и две плиты (19), которые предназначены для боковин и каждая из которых проходит между указанным множеством секторов (17) и одной из опор (18) для бортов.
7. Способ по п. 6, при котором указанное множество секторов (17) удерживают на расстоянии от протекторного браслета (9) во время перемещения протекторного браслета (9) относительно бортов (6).
8. Способ по п. 6, при котором перемещение протекторного браслета (9) относительно бортов (6) выполняют при отсутствии механических взаимодействий между указанным множеством секторов (17) и протекторным браслетом (9).
9. Способ по любому из пп.1-3, также включающий фиксацию положения протекторного браслета (9) внутри пресс-формы (16) во время перемещения протекторного браслета (9) относительно бортов (6).
10. Способ по п. 9, при котором фиксацию выполняют посредством зажимающего воздействия, оказываемого множеством секторов (17) на протекторный браслет (9).
11. Способ по п. 6, при котором невулканизированную шину (2) закрывают в формообразующей полости (15) посредством:
приближения опор (18) для бортов в аксиальном направлении к соответствующим бортам (6) шины (2);
центростремительного сближения по меньшей мере части указанного множества секторов (17) для ввода в контакт с протекторным браслетом (9) шины (2).
12. Способ по п. 11, при котором перемещение протекторного браслета (9) относительно бортов (6) выполняют одновременно с приближением опор (18) для бортов в аксиальном направлении.
13. Способ по п. 6, при котором невулканизированную шину (2) закрывают в формообразующей полости (15) посредством:
приближения плит (19) для боковин в аксиальном направлении к соответствующим боковинам (10) шины (2);
центростремительного сближения по меньшей мере части указанного множества секторов (17) для ввода в контакт с протекторным браслетом (9) шины (2).
14. Способ по п. 13, при котором перемещение протекторного браслета (9) относительно бортов (6) выполняют одновременно с приближением (19) плит для боковин в аксиальном направлении.
15. Способ по любому из пп.1-3, при котором перемещение протекторного браслета (9) по меньшей мере частично выполняют одновременно с поджимом невулканизированной шины (2) к внутренним поверхностям формообразующей полости (15).
16. Способ по п. 6, при котором указанное множество секторов (17), будучи полным, образует стенку (17а) для протектора, геометрическая форма которой представляет собой копию геометрической формы протекторного браслета (9) вулканизированной шины.
17. Пресс-форма для вулканизации шин для колес транспортных средств, содержащая формообразующую полость (15), имеющую множество секторов (17), выполненных с конфигурацией, обеспечивающей возможность оказания воздействия на протекторный браслет (9), две опоры (18) для бортов, выполненные с конфигурацией, обеспечивающей возможность оказания воздействия на борта (6) шины (2), и две плиты (19), которые предназначены для боковин и каждая из которых проходит между указанным множеством секторов (17) и одной из опор (18) для бортов,
при этом указанное множество секторов (17), будучи полным, образует стенку (17а) для протектора, геометрическая форма которой представляет собой копию геометрической формы протекторного браслета (9) отформованной и вулканизированной шины, при этом стенка (17а) для протектора является асимметричной в аксиальном направлении относительно средней плоскости формообразующей полости (15), которая равноудалена в аксиальном направлении от наружных в аксиальном направлении краев (22) опор (18) для бортов.
18. Пресс-форма по п. 17, в которой каждая опора (18) для борта имеет внутреннюю в радиальном направлении поверхность (20) и наружную в аксиальном направлении поверхность (21), соответственно сходящиеся по направлению к наружному в аксиальном направлении краю (22) опоры (18) для борта.
19. Пресс-форма по п. 17 или 18, в которой стенка (17а) для протектора имеет среднюю окружную линию (14а), которая смещена в аксиальном направлении на заданное расстояние относительно средней плоскости формообразующей полости (15), равноудаленной в аксиальном направлении от наружных в аксиальном направлении краев (22) опор (18) для бортов.
20. Пресс-форма по п. 17 или 18, в которой стенка (17а) для протектора имеет среднюю окружную линию (14а), которая смещена в аксиальном направлении на заданное расстояние относительно средней плоскости формообразующей полости (15), равноудаленной в аксиальном направлении от внутренних в радиальном направлении краев плит (19) для боковин.
21. Пресс-форма по п. 17 или 18, в которой определяемые в аксиальном направлении концевые части стенки (17а) для протектора равноудалены в радиальном направлении от геометрической оси формообразующей полости (15).
22. Пресс-форма по п. 17 или 18, также содержащая:
устройства для обеспечения аксиального перемещения, предназначенные для размещения опор (18) для бортов рядом друг с другом в аксиальном направлении;
устройства для обеспечения радиального перемещения, предназначенные для центростремительного перемещения по меньшей мере части указанного множества секторов (17).
23. Пресс-форма по п. 22, в которой устройства для обеспечения радиального перемещения выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов (17) после того, как устройства для обеспечения аксиального перемещения осуществят размещение указанных опор (18) для бортов рядом друг с другом в аксиальном направлении.
24. Пресс-форма по п. 22, в которой устройства для обеспечения радиального перемещения выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов (17) до того, как устройства для обеспечения аксиального перемещения завершат размещение указанных опор (18) для бортов рядом друг с другом в аксиальном направлении.
25. Пресс-форма по п. 17 или 18, также содержащая:
устройства для обеспечения аксиального перемещения, предназначенные для размещения двух плит (19) для боковин рядом друг с другом в аксиальном направлении;
устройства для обеспечения радиального перемещения, предназначенные для центростремительного перемещения по меньшей мере части указанного множества секторов (17).
26. Пресс-форма по п. 25, в которой устройства для обеспечения радиального перемещения выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов (17) после того, как устройства для обеспечения аксиального перемещения осуществят размещение плит (19) для боковин рядом друг с другом в аксиальном направлении.
27. Пресс-форма по п. 25, в которой устройства для обеспечения радиального перемещения выполнены с конфигурацией, обеспечивающей возможность центростремительного перемещения секторов (17) до того, как устройства для обеспечения аксиального перемещения завершат размещение плит (19) для боковин рядом друг с другом в аксиальном направлении.
28. Пресс-форма по п. 17 или 18, в которой каждая опора (18) для борта имеет внутреннюю в радиальном направлении поверхность (20) и наружную в аксиальном направлении поверхность (21), соответственно сходящиеся по направлению к наружному в аксиальном направлении краю (22) опоры (18) для борта.
29. Пресс-форма по п. 17 или 18, в которой стенка (17а) для протектора имеет среднюю окружную линию (14а), равноудаленную в аксиальном направлении от краев (27) стенки (17а) для протектора, противоположных в аксиальном направлении, и смещенную в аксиальном направлении на заданное расстояние относительно средней плоскости пресс-формы (16), при этом средняя плоскость пресс-формы (16) равноудалена в аксиальном направлении от наружных в аксиальном направлении краев (22) опор (18) для бортов.
30. Пресс-форма по п. 17 или 18, в которой концевые определяемые в аксиальном направлении части стенки (17а) для протектора равноудалены в радиальном направлении от оси (Х-Х) вращения шины (2).
| US 3505447 А, 07.04.1970 | |||
| US 3505447 А, 07.04.1970 | |||
| СПОСОБ И СИСТЕМА ДЛЯ УДАЛЕНИЯ АЗОТА ИЗ СТОЧНЫХ ВОД | 2014 |
|
RU2671729C2 |
| FR 2966075 B1, 14.12.2012 | |||
| Способ установки трубчатого анкера | 1988 |
|
SU1627717A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |

